Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
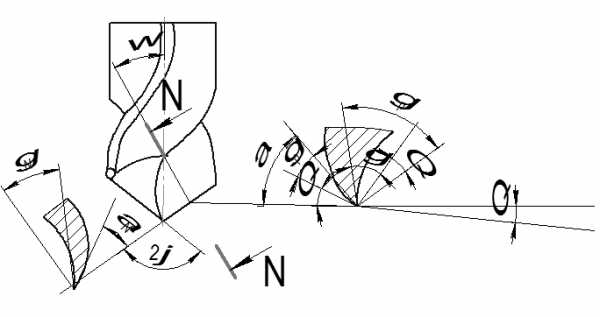
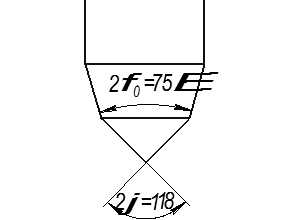
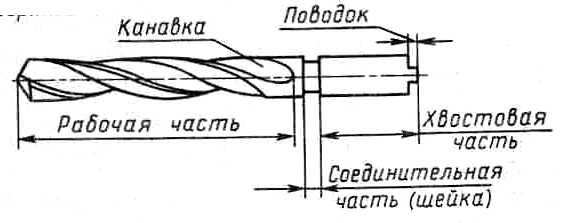
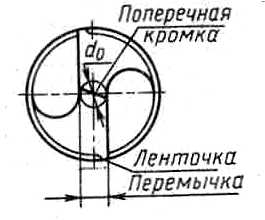
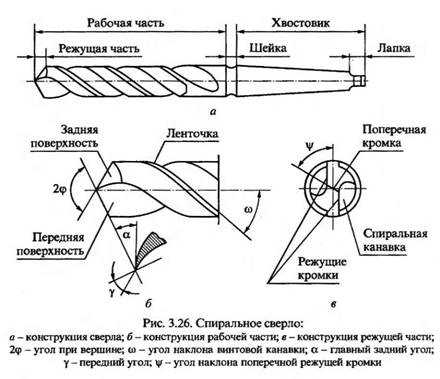
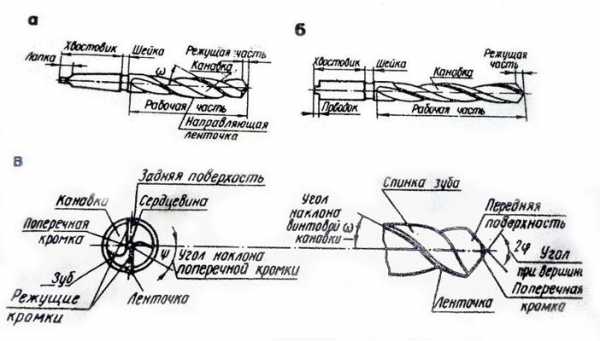
Рис. 1 Части сверла Основные части сверла.Режущая часть (рис.1). Калибрующая (направляющая, транспортирующая) часть. Эти две части образуют рабочую часть сверла. Соединительная часть (шейка). Хвостовая часть. Рабочая частьсовместно с режущей и калибрующей частями образует две винтовые канавки и два зуба (пера), обеспечивающих процесс резания. Калибрующая частьсверла, предназначенная для удаления стружки из зоны резания. Калибрующая часть по всей своей длине имеет ленточку и совместно с ней служит для направления сверла в отверстии. Шейкау сверл служит для выхода шлифовального круга, а также для маркировки сверл. Хвостовая частьбывает цилиндрической или конической с конусом Морзе. На конце хвостовой части имеется поводок или лапка. Сверло имеет сложную конструкцию и характеризуется диаметром и длиной сверла, шириной и высотой ленточки, диаметром спинки, центральным углом канавки, шириной зуба (пера) и диаметром (толщиной) сердцевины. Диаметр сверла (d).Выбор диаметра сверла зависит от технологического процесса получения данного отверстия. Ленточка сверла.Обеспечивает направление сверла в процессе резания, уменьшает трение об поверхность отверстия и уменьшает теплообразование. Ш при обработке легких сплавов равной f=1,2+0,2682ln{d-18+[(d-18)2+1]1/2}; при обработке других материалов f=(0,1…0,5)d1/3. Высота ленточки обычно составляет 0,025dмм. Для уменьшения трения при работе на ленточках делают утонение по направлению к хвостовику, т.е. обратную конусность по диаметру на каждые 100 мм длины. Для быстрорежущих сверл обратная конусность по диаметру составляет 0,03-0,12 мм. Для твердосплавных сверл – 0,1-0,12 мм. С Перемычка сверла оказывает влияние на процесс резания. Режущие элементы сверла. Рабочая часть сверла (см. рис.) имеет шесть лезвий (режущих кромок). Двеглавные режущие кромки(1-2, 1’-2’). Двевспомогательных кромки(1-3, 1’-3’) расположенных на калибрующей части и служащие для направления сверла в процессе работы. Двепоперечные кромки(0-2, 0-2’) образующие перемычку. Все эти лезвия расположены на двух зубьях и имеют непрерывную пространственную режущую кромку, состоящую из пяти разнонаправленных отрезков (3-1, 1-2, 2-2’, 2’-1’, 1’-3’). Угол при вершине сверла - 2.Для быстрорежущих сверл 118-120о, для твердосплавных 130-140о. Угол влияет на производительность и стойкость сверла, на силы резания, длину режущей кромки и элементы сечения стружки. Угол наклона поперечного лезвия(перемычки)-(=50-55о). Угол наклона винтовых канавок сверла оказывает влияние на прочность, жесткость сверла и стружкоотвод. Рекомендуется для хрупких материалов =10-16о, для обработки материалов средней прочности и вязкости -=25-35о, для обработки вязких материалов -=35-45о. Угол наклона винтовой канавки в данном сечении хопределяется по формуле где r– радиус сверла; rх– радиус сверла в рассматриваемой точке. Шаг винтовых канавок р. где D– диаметр сверла. Диаметр сердцевины сверла – do или К принимают равнымК=(0,125…0,145)D. Для упрочнения инструмента диаметр Кувеличивается к хвостовику сверла на 1,4 – 1,8 мм на 100 мм длины. Диаметр спинки зуба сверлаqвыбирают по зависимостиq= (0,99…0,98)D. П Угол стружечной канавкиθпри обработке легких сплавов равен 116о, других материалов 90…93о. Радиусы дуг, образующих профиль винтовой канавки сверла принимаются равнымиRк=(0,75…0,9)D, rк=(0,22…0,28)D, а центры дуг лежат на прямой, проходящей через центр поперечного сечения сверла. Ширина пера.Различают ширину пера в нормальном к оси сечениюВои в сечении, нормальном направлению стружечной канавкиВ, которую указывают на чертеже инструмента. Ширину пераВоопределяют в нормальном к оси сверла сечении по формуле: Передний угол главных режущих кромок .Угол является величиной переменной, наибольшее его значении на периферии сверла, а наименьшее – в центре. Угол может быть определен в нормальномN-N(N)сечении. Максимальное значение находится по формуле Передние углы на поперечной режущей кромкеимеют большие отрицательные значения (могут достигать -60о). Меняются по длине кромки. Наибольшее значение в центре сверла. Это приводит к следующему: режущая кромка не режет, а вдавливается в металл. На это тратится 65% осевой силы резания и 15% крутящего момента. Для уменьшения осевой силы уменьшают угол при вершине сверла, при этом крутящий момент возрастает и улучшаются его режущие свойства. Задний угол главных режущих кромок -образуется на режущей части сверла на главных и поперечных режущих кромках. Является переменным и измеряется в нормальном и цилиндрическом сечениях. Минимальное значение принимает на периферии сверла, максимальное – в центре. Эпюра углов показана на рисунке. Для сверл из быстрорежущих сталей принимается =8-15о. Для твердосплавных=4-6о. Изменение передних и задних углов в процессе резания. В процессе резания передние и задние углы меняются и отличаются от углов заточки. Их называют кинематическими или действительными углами резания. Наибольшее значение при сверлении имеет кинематический задний угол. Кинематический задний угол кизменяется вдоль главной режущей кромки сверла. Зависит от подачи и радиуса рассматриваемой точки режущего лезвия. Для обеспечения достаточного значения заднего угла в процессе резания его делают переменным вдоль режущей кромки. На периферии 8-14о, а у сердцевины 20-25ов зависимости от диаметра сверла. Ф Оформление задней поверхности по плоскости. Это наиболее простой одноплоскостной способ заточки сверл, при нем необходимо иметь задние углы не менее 20 - 25°. При этом способе заточки значения заднего углаи угла наклона поперечной кромки зависят от угла при вершине сверла2 и заднего угла на периферии. Недостатком таких сверл является прямолинейная поперечная кромка, которая при работе без кондуктора не обеспечивает правильного центрирования сверла. К Такая форма задней поверхности позволяет получить независимые значения заднего угла на периферии , угла при вершине2 и угла наклона поперечной кромки. Коническая форма задней поверхности сверлаявляется участком конической поверхности. Для образования задних углов вершина конуса смещается относительно оси сверла на величину Н, равную или больше радиуса перемычки, и ось конуса наклонена к продольной оси сверла под углом. Цилиндрическая форма задней поверхности сверла является участком цилиндрической поверхности. Этот метод применяют редко. Винтовая форма задней поверхности сверлаявляется развертывающейся винтовой поверхностью. Она позволяет получить рациональное распределение значений задних углови более выпуклую поперечную кромку сверла, что улучшает самоцентрирование сверла при работе. У таких сверл увеличиваются значения задних углов на поперечной режущей кромке, что приводит к уменьшению осевых нагрузок. Большим преимуществом винтовой заточки является возможность автоматизации процесса заточки. studfiles.net Сверло – это инструмент, который фиксируется в патроне дрели или станке, предназначенный для сверления отверстий в различных материалах. Сверла изготовляются из качественных твердых сталей, что позволяет их использовать для работы с и другими металлами, бетоном или камнем. Они отличаются между собой по форме, а также углу заточки и режущей кромке. Большинство из них являются узкоспециализированными и не могут использоваться для других целей. Эти сверла подходят не только для сверления металлов, но также могут использоваться для работы с пластиком и древесиной. В зависимости от формы изготовления они бывают следующих разновидностей: Спиральный тип представляет собой классическую конструкцию, которая знакома практически каждому. Инструмент состоит из трех частей – режущая кромка, рабочая поверхность и хвостовик. Режущая часть имеет острую заточку, именно она врезается в металл, образовывая отверстие. Рабочая поверхность представляет собой спираль, цель которой состоит в выведении стружки из отверстия. Хвостовая часть используется для фиксации инструмента в патроне дрели или станка. Такой тип обычно изготавливают из быстрорежущей стали марки HSS, Р18 или Р6М5. Что касается стали Р18, то она встречается довольно редко и на данный момент производством инструментов из нее занимаются только некоторые предприятия, находящиеся на территории Белоруссии. Из нее получаются очень надежные сверла, которые отлично удерживают заточку. Такое сверло обычно можно встретить зажатым в специализированный станок. Его рабочая часть представляет собой конус, вершина которого врезается в поверхность металла, образовывая тонкое отверстие. По мере углубления в материал происходит контакт с более широкой частью конуса, что обеспечивает расширение отверстия. Благодаря использованию данной конструкции, можно обеспечить сверление за один проход. К примеру, если использовать обычное спиральное сверло, то сначала нужно сделать отверстие тонким инструментом, а потом более толстым, постепенно доводя диаметр под требуемые параметры. Конусная форма позволяет избежать подобных неудобств, но к сожалению, она не подходит для слабых дрелей. Корончатая конструкция представляет собой пустотелый цилиндр, на нижнем торце которого имеются острые зазубрины, напоминающие корону. Такой инструмент позволяет делать отверстия большого диаметра, начиная от 30 мм и более. Недостаток данной конструкции заключается в невозможности установки в патрон обычной дрели. Инструмент может быть использован для сверления листового металла толщиной до 10 мм. Обычно для изготовления корончатого инструмента используется сталь HSS. Также на рынке можно встретить сверла с твердосплавными напайками или алмазным напылением. Они позволяют работать не только с металлами и сплавами, но даже с бетоном. Ступенчатая конструкция является одним из последних изобретений в мире режущего инструмента. Она имеет универсальное применение, поскольку позволяет делать отверстия различного диаметра. Название типа связано с тем, что он представляет собой конус со ступеньками. Такое сверло может быть использовано только для работы с листовым металлом толщиной до 2 мм. Принцип действия заключается в том, что кончик инструмента врезается в материал, и когда он пробивается, то происходит контакт с более широкой частью конуса, которая просверливает углубление еще больше. Таким образом, чтобы получить требуемый диаметр нужно углубиться до нужной ступени. Часто для работы с деревом применяется стандартное спиральное сверло по металлу. Оно позволяет делать отверстие диаметром от 2 до 18 мм. Тем не менее, данный тип сильно ограничивает возможности деревообработки, поэтому было разработано и внедрено несколько особых типов сверл: Спиральные по дереву очень похожи на обычное сверло по металлу. Единственное отличие заключается в форме режущей кромки. Она напоминает трезубец. Острый зуб по центру позволяет провести точную фиксацию в месте сверления. Инструментальная сталь легко врезается в древесину. Особая конструкция позволяет получать очень качественное отверстие, без вырывания волокон, как это бывает при использовании инструмента по металлу. Перовое имеет плоскую конструкцию, на конце которой тоже имеется трезубец, как и в предыдущем типе. Оно обеспечивает большой диаметр сверления, при этом позволяет проводить установку в обычную дрель. Данный тип режет чистые края, без разорванных волокон древесины. Нужно отметить, что в случае сверление небольшого углубления в его центре останется бороздка от основного зуба. Такое сверло работает только на малых оборотах. Его часто используют с ручным коловоротом. Винтовые сверла напоминают спиральные, но имеют более совершенную рабочую часть для отвода стружки. Они довольно длинные, поэтому позволяют делать глубокие отверстия. Их часто используют для сверления бруса и бревен. Зачастую такое сверло имеет специальную ручку, что позволяет работать даже без использования дрели, станка или коловорота. Заостренная часть инструмента напоминает шуруп, она врезается в древесину, поджимая режущую кромку к волокнам. Срез получается чистым и аккуратным, даже при работе с сырым деревом. Этот инструмент представляет собой пустотелый цилиндр с пильными зубьями на торце и обычным выпирающим вперед спиральным сверлом. Он позволяет делать отверстия в досках, фанере и вагонке. Его обычно применяют для получения широких отверстий, необходимых для установки светильников. Инструмент подходит не только для древесины, но и для пенополистирола, ПВХ вагонки и сотового поликарбоната. Такие пилы для дрели могут быть использованы для врезания посадочного места при установке розетки в стене, конечно при условии, что она деревянная или из мягких блоков – пенобетон, глина и пр. Выборка центральной части может быть доделана с помощью стамески. Балеринка – это регулируемое сверло по дереву. Оно позволяет делать широкие отверстия в фанере, ДСП, МДФ и OSB плитах. Его конструкция представляет собой крестовину, центр которой выполнен в виде спирального сверла. На плечах крестовины крепятся острые резцы, прорезающие листовой материал. Специальный ключ позволяет менять расстояние между резцами, тем самым регулируя диаметр получаемого отверстия. Инструмент имеет цилиндрический хвостовик с двумя режущими кромками. Он применяется преимущественно в мебельном производстве. С его помощью можно сделать углубление большого диаметра для установки петлей на дверцы шкафчиков. В результате его применения получается аккуратное отверстие с плоским дном. Все они имеют специальные напайки, которые вгрызаются в камень, бетон и кирпич. Напайки могут изготовляться из победитовых пластин или представлять собой кристаллы искусственного алмаза. Спиральные устанавливаются в перфоратор. Они имеют практически идентичную конструкцию со сверлами для металла, за исключением напаек. Лучше всего они работают с бетоном и кирпичом. Глубина отверстия обычно не превышает 80-100 мм. Винтовые тоже имеют напайки. Они являются более длинными, чем спиральными. Их используют в тех случаях, когда требуется пробить глубокое отверстие. Винты обеспечивают эффективное отведение пыли, что снижает вероятность застревания. Тем не менее, стоит все же периодически вытягивать перфоратор, чтобы проверить – нет ли пыли. По своей конструкции напоминают стандартную коронку для древесины. В центре имеется спиральное сверло, которое врезается в бетон, камень или кирпич, при этом основную работу по сверлению отверстия требуемой глубины выполняет коронка с напайками. Такие сверла тоже требуют ударного бурения, поэтому не подходят для обычной дрели. Для сверления керамики и стекла используется всего два вида сверл – коронки и перовые. Коронки имеют алмазное напыления. Их диаметр от 13 до 80 мм. Алмазное напыление представляет собой приклеенные песчинки из искусственного минерала. Для использования коронки необходимо иметь качественную дрель или сверлильный станок. Важно, чтобы инструмент касался плавно, не создавая биения или неравномерного распределения давления. Перовое сверло представляет собой классический стержень из металла, на конце которого установлено острое копье. Инструмент предлагается в небольшом диапазоне размеров 3-13 мм. Режущее перо выполняется из победита, в более редких случаях с других сплавов. Для работы со стеклом нужно подойти ответственно к выбору сверлильных инструментов. В отличие от других материалов, ошибка с ним недопустима. Недостаточно ровная или неострая режущая часть может привести к трещине на стекле, керамике или кафеле, что будет непоправимым. tehpribory.ru Сверла применяются при обработке отверстий в сплошном материале. По конструкции различаются спиральные, центровочные, перовые, ружейные с наружным или внутренним отводом стружки и кольцевые (трепанирующие головки) сверла. Сверла изготавливаются из быстрорежущей стали марок Р18, Р12, Р9, Р6АМ5, Р6АМ5ФЗ, Р6П5К5 и Р9М4К8. Возможно оснащение режущей части сверла пластинами твердого сплава марок ВК6, ВК6М, ВК8, ВК10М, ВК15М, что позволяет использовать их при обработке материалов на высоких скоростях резания, а также при обработке материалов высокой твердости, например легированных конструкционных сталей. Спиральные сверла (рис. 3.26) состоят из трех частей: рабочей части, хвостовика и шейки. Рабочая часть сверла образована двумя спиральными канавками и включает в себя режущую и цилиндрическую (направляющую) части с двумя ленточками, что уменьшает трение сверла о поверхность обрабатываемого отверстия. Режущей частью сверла является его вершина, образующая при заточке сверла два зуба с режущими кромками. Режущие кромки сверла выполняют основную работу резания. Спиральные сверла выпускают с хвостовой частью (хвостовиком) двух типов — цилиндрические и конические. Цилиндрические хвостовики применяются для сверл диаметром до 20 мм, а конические — для сверл диаметром от 5 мм. Конический хвостовик сверла имеет лапку, служащую для установки сверла в шпинделе станка или переходной втулке. Крутящий момент от шпинделя станка сверлу передается за счет сил трения между поверхностями конического хвостовика и втулки или отверстия шпинделя станка. Лапка на конце конического хвостовика облегчает удаление (выбивание) сверла из переходной втулки или шпинделя станка. Сверла с цилиндрическими хвостовиками закрепляются в станке или сверлильном приспособлении, механизированном инструменте при помощи специальных сверлильных патронов. Конструктивные особенности и специфика работы сверла обусловливают непостоянство геометрических параметров заточки их рабочей части. Так, главный задний угол а у стандартного сверла возрастает по мере приближения к центру. На периферии сверла этот угол составляет 8… 14°, а около поперечной режущей кромки уже 26… 35°. На периферии передний угол у = 18… 33°, а около поперечной режущей кромки у = 0 0 или имеет отрицательное значение. Угол при вершине сверла 2<р выбирают в зависимости от свойств обрабатываемого материала. У стандартных сверл величина этого угла колеблется в пределах 116… 118°. В зависимости от обрабатываемого материала величина угла при вершине выбирается в следующих пределах: • для стали углеродистой конструкционной — 116… 120°; • для коррозионно-стойкой стали — 125… 130°; • для стали высокой прочности — 125… 130°; • для жаропрочных сплавов — 125… 130°; • для титановых сплавов — 140°; • для чугуна средней твердости — 90… 100 • для чугуна твердого — 120… 125°; • для твердой бронзы — 90… 100 • для латуни, алюминиевых сплавов, баббита — 130… 140°; • для меди — 125°; • для пластмасс — 80… 110°; • для мрамора — 80… 90 Угол наклона поперечной режущей кромки |/ составляет 50… 55 а угол наклона винтовой канавки к оси отверстия со — 23… …27°. Принята единая градация диаметров сверл, которая охватывает сверла диаметром до 80 мм. Сверла диаметром от 1 до 3 мм имеют градацию через каждые 0,05 мм; диаметром от 3 до 13,7 мм — через 0,1 мм; диаметром от 13,75 до 49,5 — через 0,5; 0,1; 0,15; 0,25; сверла диаметром 52… 80 мм имеют градацию через 1 мм. Центровочные сверла (рис. 3.27) предназначены для выполнения центровых отверстий, их изготовляют из быстрорежущих инструментальных сталей марок Р9 и Р12. По конструкции различают центровые сверла без предохранительного конуса (рис. 3.27, а) и с предохранительным конусом (рис. 3.27, б). Перовые сверла (рис. 3.28) имеют плоскую рабочую часть и прямые канавки для отвода стружки. Рабочую часть таких сверл (перо) часто выполняют так, чтобы ее можно было заменить. Отсутствие спиральной части упрощает изготовление перовых сверл и повышает их жесткость в осевом направлении, однако затрудняет отвод стружки из зоны резания. На режущей части перового сверла выполняются стружкоразделительные канавки. Угол при вершине, задний угол, ширину калибрующей ленточки и некоторые другие параметры перовых сверл выбираются в зависимости от условий обработки отверстий по аналогии с параметрами спиральных сверл. Ружейные сверла (рис. 3.29) применяются для сверления глубоких и сверхглубоких отверстий. Основная конструктивная особенность этих сверл состоит в том, что главные режущие кромки и вершина сверла расположены не симметрично относительно его оси на 0,2… 0,25 мм диаметра, что требует обязательного направления сверла по кондукторной втулке, по предварительно просверленному цилиндрическому, либо центровому отверстию. Ружейное сверло типовой конструкции с наружным отводом стружки состоит из колоска, который оснащен одной режущей, двумя направляющими пластинами и имеет отверстие для подвода смазывающе-охлаждающей жидкости (СОЖ). Ружейные сверла с наружным отводом стружки используются для обработки отверстий диаметром от 3 до 30 мм. Надежное ориентирование сверла в обрабатываемом отверстии, комбинированное резание (выглаживание в процессе обработки), подача СОЖ в зону резания под давлением, стабильное удаление стружки из зоны резания, отсутствие поперечной режущей кромки, а также возможность достаточно простого оснащения сверла пластинами из твердого сплава позволяет обеспечить за один проход ружейного сверла высокую производительность и малые отклонения размера, формы и расположения оси при малых параметрах шероховатости обработанной поверхности. Кольцевые сверла (рис. 3.30) применяются для уменьшения сил резания и потребляемой мощности оборудования, повышения производительности обработки сплошных отверстий диаметром более 50 мм, а также уменьшения объема стружки и последующего использования образующегося вдоль оси обрабатываемого отверстия центрального стержня. Кольцевые сверла изготовляются из быстрорежущей стали, ими выполняются отверстия на различных металлорежущих станках (сверлильных, токарных, расточных). Выпускаются сборные кольцевые сверла, корпус которых выполнен из легированной стали 12ХНЗА, а вставные резцы оснащаются пластинами из твердого сплава группы ВК. В зависимости от требуемого размера отверстий используются различные конструкции кольцевых сверл: • для образования глубоких отверстий диаметром 110… 180 мм применяются двурезцовые кольцевые сверла (рис. 3.30, а), состоящие из корпуса 1, в котором установлены два сменных резца 2 и 3 и три направляющие пластины 4, 5 и 6; • для образования глубоких отверстий диаметром 180…250 мм применяют трехрезцовые кольцевые сверла (рис. 3.30, б), отличающиеся от двурезцовых только габаритными размерами и числом резцов; • для образования отверстий диаметром 50… 100 мм на глубину до 400 мм используются многорезцовые кольцевые сверла (рис. 3.30, в), у которых вставные резцы 1 установлены в корпусе 2 сверла. На наружной поверхности корпуса выполнены винтовые канавки для отвода стружки. Для лучшего направления сверла в его корпус встроены подпружиненные шариковые опоры. dlja-mashinostroitelja.info «Золотая коллекция» домашнего Мастера должна иметь сверла, а еще лучше набор сверл. Благодаря назначению и работоспособности этого режущего инструмента можно произвести множество операций по металлу, дереву и пластику. Осталось только подготовить к работе ручную дрель, и направит свои стопы в специализированный магазин. Кто с нами? Специальным режущим инструментом, который повсеместно применяется для выполнения различных по диаметру отверстий в сплошном металлическом слое, являются сверла. Современный рынок режущего инструмента насыщен разноликими сверлами по металлу. Однако, по мнению специалистов, приобрести настоящий качественный инструмент сложно. По каким критериям следует осуществлять выбор сверла? Чтобы по достоинству оценить все положительные качества этого изящного режущего инструмента необходимо усвоить:• его конструктивные особенности• материал изготовления• маркировку на сверле• цвет сверла. Совокупность положительных качеств, присущих режущему инструменту номер один, даст понять, что выбор произведен правильно. Начинаем с конструктивных особенностей. Сверло по металлу и не только конструктивно состоит из следующих частей:• режущей части• рабочей части• хвостовика. Основным назначением сверла является создание отверстий на поверхности металла, поэтому сверла для металла должны идеально подходить для всех типов металла – существующих видов стали и чугуна, а также цветных металлов. Режущая часть сверла по металлу имеет кромки режущие, благодаря которым осуществляется сход стружки. Рабочая часть обеспечивает направление сверла в процессе резания, уменьшая при этом трение боковой поверхности. Хвостовик (средней, укороченной и удлиненной серии) предназначен для надежного закрепления сверла в рабочем инструменте. Советы специалиста Опытные специалисты и мастера советуют приобретать сверла от известного производителя. Ответ очевиден: производство сверл от производителя осуществляется исключительно из высококачественной стали, причем в процессе производства используют цельнокатаные заготовки. Заготовкам из качественной стали присуща повышенная устойчивость к нагрузкам и изломам. Отличить сверло из цельной заготовки можно по весу. Такое сверло имеет внушительный вес, по сравнению со сварными или паяными заготовками из дешевых материалов. Визитной карточкой любого сверла является его маркировка на наружной части. Поэтому, рассматривая сверло в специализированном магазине, обратите внимание, что именно будет написано на сверле. Маркировка наносится фабричным способом в виде четкой гравировки. Маркировка сверла начинается с буквы, которая несет информацию о материале изготовления. Так, например, «Р» будет означать, что это быстрорежущая инструментальная сталь. Сверла изготавливают из быстрорежущей стали марок Р9, Р12, Р18, Р9К5. Маркировка в виде числового значения покажет состав вещества сплава, из которого выполнено сверло. Например, К6 – кобальт, М3 – молибден. Собираясь приобрести сверло отечественного производителя, обратите внимание, что маркировка будет нанесена в зависимости от диаметра сверла. Советы специалиста Если на сверле отсутствует маркировка, это вовсе не означает, что сверло «левое» или бракованное. Сверла диаметром до 2 мм не маркируют, потому что прочитать микроскопическую маркировку на таком тонком сверле невооруженным глазом практически невозможно. На сверлах более крупных размеров указывается диаметр сверл по металлу, и марка стали, а также класс точности. Сверла от зарубежного производителя маркируют в виде значений HSS. Зарубежные производители не маркируют сверло hss по металлу, необходимая информация наносится непосредственно на товарную упаковку. Обработка сверла в промышленных условиях отражена в его цветности. Сверло черного цвета говорит о том, что была произведена финишная обработка, и сверло обладает усиленной износостойкостью. Если цвет сверла серого цвета, это будет означать, что дополнительной обработки по улучшению прочностных качеств не было произведено. Качественные сверла от производителя обладают золотистым оттенком, который сигнализирует о нанесении дополнительного слоя. Дополнительный слой придает сверлам по металлу прочность и уменьшает трение при прохождении инструмента. Наиболее востребованными сверлами по металлу являются следующие виды:• конусные• ступенчатые• корончатые. Сверла конусные используют для сверления отверстий больших диаметров.Сверло конусное по металлу можно использовать для тонколистовых материалов, стальных труб и профилей, для засверливания существующих отверстий в стальных заготовках толщиной до 5,0 мм. Специфическая коническая форма обеспечивает инструменту легкий выход из материала, а глубокая канавка обеспечивает высокую режущую способность. Отличительной особенностью ступенчатого сверла по металлу является характерная конструкция рабочей части. Переход по рабочим диаметрам сверла осуществляется под углом 45 градусов. В чем преимущества ступенчатого сверла по металлу по сравнению с традиционным конусным? Безусловно, это великолепная возможность высверливать отверстия разных диаметров одним инструментом. Производители позаботились об уникальных качествах ступенчатого сверла: прочные режущие грани, быстрота удаления стружки, сопротивление перегреву и значительный рабочий ресурс. Качественные ступенчатые сверла могут заменить даже целые наборы режущего инструмента. Кроме того, имеется возможность применения сверла для ручной дрели. Корончатые сверла по металлу используют при работе с дрелями и сверлильными станками. Благодаря наличию мощной режущей части сверла используют для работы со сталью, литьем и цветными металлами, а также пластмассы. При работе с корончатым сверлом обеспечивается высокая точность вращения за счет неглубокого прохода. В случае уменьшения качества сверления имеется возможность ручной заточки сверла по металлу. Преимуществом использования при работе корончатых сверл является получение отверстия с ровной кромкой, без дефектов и задиров. Советы специалиста Безусловно, что сверла в домашней мастерской необходимы разные. Поэтому оптимальным вариантом можно считать приобретение набора сверл. Помочь выбрать сверла по металлу вам поможет видео. Выбирайте умело! svouimirukami.ru Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью режущего инструмента – сверла, совершающего вращательное и поступательное движения относительно своей оси. Сверление применяется: - для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепежные болты, заклепки, шпильки и т.д.; - для получения отверстий под нарезание резьбы, развертывание и зенкерование. Рассверливанием называется увеличение размера отверстия в сплошном материале, полученного литьем, ковкой, штамповкой или другими способами. Сверла бывают различных видов (рис. 9.1, а - и) и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками из твердых сплавов. Для сверления отверстий чаще применяют спиральные сверла. Спиральное сверло (рис. 9.1, а, б) – двузубчатый (двухлезвийный) режущий инструмент, состоящий из двух основных частей – рабочей и хвостовика. Рабочая часть сверла, в свою очередь, состоит из цилиндрической (калибрирующей) и режущей частей. На цилиндрической части имеются две винтовые канавки, расположенные одна против другой. Их назначение – отводить стружку из просверливаемого отверстия во время работы сверла. Канавки на сверлах имеют специальный профиль, обеспечивающий правильное образование режущих кромок сверла и необходимое пространство для выхода стружки (рис. 9.2). Рисунок 9.1. Виды свёрла по дереву: а,б-спиральные, в-с прямыми канавками, г-перовое, д-специальное, е-однокромочное с внутренним отводом стружки для глубокого сверления, ж-двухкромочное для глубокого сверления, з-для кольевого сверления, и-центровочное Рисунок 9.2. Спиральные свёрла (а, б) и элементы сверла (в) В зависимости от направления винтовых канавок спиральные сверла подразделяются на правые (канавка направлена по винтовой линии с подъемом слева направо, сверло во время работы вращается против часовой стрелки) и левые (канавка направлена по винтовой линии с подъемом справа налево, вращение происходит по часовой стрелке). Левые сверла применяют редко. Расположены вдоль винтовых канавок две узкие полоски на цилиндрической поверхности сверла называют ка в отверстие и способствуют тому, чтобы сверло не уводило в сторону. Сверла Ø 0,25…0,5 мм выполняют без ленточек. Зуб – это выступающая с нижнего конца часть сверла, имеющая режущие кромки. Зуб сверла имеет спинку, представляющую собой углубленную часть его наружной поверхности, и заднюю поверхность, представляющую собой торцовую поверхность зуба на режущей части. Поверхность канавки, воспринимающая давление стружки, называется передней поверхностью. Линия пересечения передней и задней поверхностей образует режущую кромку, а линия пересечения задних поверхностей – поперечную кромку (ее размер составляет в среднем 0,13 диаметра сверла). Режущие кромки соединяются между собой на сердцевине ( сердцевина – тело рабочей части между канавками) короткой поперечной кромкой. Для большей прочности сверла сердцевина постепенно утолщается от поперечной кромки к концу канавок (к хвостовику). Угол между режущими кромками – угол 2 φ при вершине сверла – оказывает существенное влияние на процесс резания. При его увеличении повышается прочность сверла, но одновременно резко возрастает усилие подачи. С уменьшением угла при вершине резание облегчается, но ослабляется режущая часть сверла. На рис. 9.3 показаны канавки, режущие кромки и углы спирального сверла. Передняя поверхность зуба (клина) сверла образуется спиральной канавкой, задняя – боковой поверхностью конуса. Передним углом γ называют угол между поверхностью Рисунок 9.3. Канавки, режущие кромки и углы спирального сверла резания (обработанной поверхностью) и касательной к передней поверхности. Наличие переднего угла облегчает врезание инструмента, стружка лучше отделяется и получает возможность естественного схода. С увеличением переднего угла улучшаются условия работы инструмента, повышается его стойкость и уменьшается усилие резания. Вместе с тем ослабляется тело режущей части инструмента, которое может легко выкрашиваться, ломаться; Задний угол α – это угол наклона задней поверхности, образуемой касательными к задней и обрабатываемой поверхностям. Задний угол служит для уменьшения трения задней поверхности об обрабатываемую поверхность. Угол заострения β образуется пересечением передней и задней поверхностей. Значение угла заострения β зависит от выбранных значений переднего и заднего углов, поскольку α+β+γ =90˚. Хвостовики у спиральных сверл могут быть коническими и цилиндрическими. Конические хвостовики имеют сверла Ø6…80мм. Эти хвостовики образуются конусом Морзе. Сверла с цилиндрическими хвостовиками изготовляют диаметром до 20мм (хвостовик является продолжением рабочей части сверла). Сверла с коническим хвостовиком устанавливаются непосредственно в отверстие шпинделя станка (или через переходные втулки) и удерживаются благодаря трению между хвостовиком и стенками конического отверстия шпинделя. Сверла с цилиндрическим хвостовиком закрепляют в шпинделе станка с помощью специальных патронов. На конце конического хвостовика имеется лапка (рис. 9.1, б), не позволяющая сверлу поворачиваться в шпинделе и служащая упором при удалении сверла из гнезда. У сверл с цилиндрическим хвостовиком имеется поводок (рис.9.1, а), предназначенный для дополнительной передачи крутящего момента сверлу от шпинделя. Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части; она служит для выхода абразивного круга в процессе шлифования, на ней обозначена марка сверла и материал. Спиральные сверла изготовляют из углеродистой инструментальной (У10А), легированной, хромокремнистой (9ХС) и быстрорежущей (Р6М5) сталей. Для изготовления сверл все шире применяют металлокерамические твердые сплавы ВК6, ВК8 и Т15К6, но наиболее распространены спиральные сверла из быстрорежущей стали. Сверла, оснащенные пластинками из твердых сплавов типа ВК, находят широкое применение при сверлении и рассверливании чугуна, закаленной стали, пластмасс, стекла, мрамора и других твердых материалов. Сверла с винтовыми канавками обеспечивают значительно лучший выход стружки из отверстий, особенно при сверлении вязких металлов. Это достигается благодаря тому, что на длине 1,5…2 диаметра сверла канавка прямая, а далее, к хвостовой части сверла, - винтовая. Сверла с прямыми канавками применяют при сверлении отверстий в хрупких металлах. Они проще в изготовлении, но для сверления глубоких отверстий эти сверла применять нельзя, так как затрудняется выход стружки из отверстия. Сверла с косыми канавками применяют для сверления неглубоких отверстий, так как длина канавок у них очень мала, и не обеспечивает выхода стружки. Сверла с отверстиями для подвода охлаждающей жидкости к режущим кромкам предназначаются для сверления глубоких отверстий в неблагоприятных условиях. Комбинированные сверла (сверло-зенковка, сверло-развертка, сверло-метчик) применяют для одновременного сверления и зенкования, сверления и развертывания или сверления и нарезания резьбы. Центровочные сверла служат для получения центровых отверстий в различных заготовках. Перовые сверла наиболее просты в изготовлении. Их применяют для сверления неответственных отверстий диаметром до 25мм (главным образом ступенчатых и фасонных отверстий в твердых поковках и отливках). Сверление, как правило, осуществляют трещотками и ручными дрелями. Читайте также: lektsia.com Большинство людей прекрасно знает, что сверла предназначены для получения ровных отверстий заданного диаметра в деталях или материале. Отверстия или углубления могут быть самого разного назначения, но раз уж мы говорим о сверлах по металлу, то раскроем данную информацию именно в отношении металла. Как правило, сверление металлических деталей или частей материала производят для крепления их друг с другом с помощью болтов, шурупов или заклепок. Также может понадобиться отверстие для монтажа какого либо оборудования и т.д.. Для выполнения отверстий в металлических изделиях используются обычно классические сверла. Они представляют собой металлический короткий пруток из высококачественной стали, на рабочей стороне которого имеется спиральные желобки. В отличие от буров для перфоратора та часть сверла, которая зажимается в патрон имеет гладкую поверхность. По желобкам удаляется стружка от места сверления. Наконечник сверла сделан таким образом, чтобы центральная часть врезалась в материал на небольшой площади. Это сделано для снижения трения и более легкого снятия слоя материала в точке сверления. Независимо от того, какой металл вы планируете сверлить – сверла покупать необходимо одни и те - же. Это мы упоминаем для тех, кто хочет попытаться найти сверла по алюминию или меди. Конечно, существуют еще корончатые или конические сверла по металлу, но их мы рассмотрим в других статьях, посвященных непосредственно данным расходным материалам. А пока вернемся к классическим сверлам по металлу. Сверла по металлу достаточно похожи на сверла по дереву. Но их можно отличить. Дело в том, что у сверла по дереву в центральной части наконечника сверла имеется небольшой штырек, который прокалывая древесину служит как бы направляющей при сверлении. У сверл по металлу данного штырька нет и чтобы сверло не съезжало в сторону лучше всего на месте будущего отверстия сделать небольшую ямочку (накернить – от слова керн – инструмент для создания данных ямочек). Также сверла отличаются углом заточки, так как металл более плотный материал чем дерево. Основной показатель сверла по металлу является его диаметр, или точнее диаметр будущего отверстия в металле, которое получается в результате использования сверла. Сверла по металлу бывают диаметром от 1 мм и больше. При этом если вначале шаг размера сверла идет через 0,5 мм, то для более толстых сверл он снижается до 0,1 мм. То есть вы можете найти в продаже сверла 1 мм, 1,5 мм, 2 мм …. 4,5 мм, 4,6 мм, 4,7 мм и т.д.. Также необходимо отметить, что диаметр сверления соответствует и диаметру хвостовика сверла. То есть если вы берете сверло диаметром 10 мм, его хвостовик тоже будет иметь диаметр 10 мм. Это необходимо понимать для того, чтобы не получилось так, что вы просто не сможете вставить сверло в патрон электродрели или шуруповерта или сверлильного станка. Большинство бытового сверлильного инструмента – точнее патроны электродрелей, станков и шуруповертов предназначено под максимальный диаметр сверла 13 мм. Но лучше перед покупкой дрели сразу уточните в инструкции под какой максимальный размер сверла ее можно использовать. Если разговаривать о маркировке сверл по металлу, то отметим, что на них ставят диаметр и твердость в соответствии со стандартами. Также может наноситься название бренда. На сверлах диаметром до 3 мм ставится только диаметр (просто места мало). Твердость может быть выражена в виде марки стали, например «Р6М5» - сталь быстрорежущая инструментальная – в соответсвии с ГОСТ для русского инструмента, либо по европейскому стандарту, например «HSS» - обозначает всю ту же Р6М5. Название фирмы изготовителя думаем объяснять не нужно. Также после твердости может стоять обозначение дополнительного покрытия в виде обозначения металла использованного для этого (хром или титан). Цвет сверл по металлу может быть различным, но по ним можно судить о качестве и прочности сверла. Данный цвет получается в ходе специальной обработке сверла с помощью перегретого пара, что достаточно хорошо повышает срок эксплуатации сверла. Данный цвет получается у каленых сверл подвергшихся отпуску. Они очень крепкие, однако в ходе каления в них возникает внутреннее напряжение и они получаются достаточно хрупкими. Чтобы исключить или снизить данный недостаток их в процессе изготовления постепенно нагревают и охлаждают – отпуск, чтобы напряжение снять. Данный цвет свидетельствует о том, что на сверло нанесен тонкий слой нитрида титана, который уменьшает трение и повышает прочность сверла. Данные сверла наиболее дорогие. Данный вид сверл не подвергается дополнительной обработке, имеет относительно небольшой срок службы и твердость и стоят соответственно дешевле других сверл.Сразу предупредим наших читателей, что не стоит сразу бежать в магазин и покупать золотистые сверла. Дело в том, что вы легко можете купить подделку, чем в основном грешит Китай, хотя и наших аферистов хватает. Вы можете приобрести просто окрашенные сверла обычного качества, на которые нанесен слой золотистого металла или сплава путем гальванопластики. Лучше если сверла будет покупать профессионал, ну а в крайнем случае поинтересуйтесь у продавца – обычно они не советуют плохие сверла. Да и цена сразу скажет о многом. Если вы увидите дешевые золотистые сверла – знайте почти стопроцентная подделка. Если сверло затупилось в процессе работы не стоит сразу его выбрасывать. Его можно дополнительно заточить и использовать в работе. Для разных металлов лучше всего использовать свой угол заточки. Для мягких металлов это 140 градусов, для стали 110 градусов. Стандартный угол заточки покупаемого сверла наверняка будет 120 градусов, но поменять его никогда не поздно под свой материал. Заточку сверл лучше всего проведет человек хорошо это умеющий, если вы это не делали, лучше не пытайтесь – только испортите все. sity-vrn.ru Осевой режущий инструмент – лезвийный инструмент для обработки с главным вращательным движением резания и движением подачи вдоль оси главного движения резания. Сверло – осевой режущий инструмент для образования отверстия в сплошном материале и увеличения диаметра имеющегося отверстия. Типы свёрл: 1. Перовые. 2. С прямыми канавками. 3. Спиральные. 4. Для сверления глубоких отверстий. 5. Пушечные. 6. Кольцевые и т.д. 7. Комбинированные (центровочные и ступенчатые). Спиральное сверло применяют для обработки отверстий под зенкерование, развёртывание, нарезание резьбы метчиками. Основные части сверла: 1) Хвостовик – для закрепления и передачи крутящего момента. 2) Рабочая часть – режущая и направляющая. 3) Шейка – соединяет хвостовик и рабочую часть. Угол в плане определяет производительность и стойкость сверла, величину переднего угла γ При увеличении угла возрастает значение осевой составляющей силы резания Px и крутящий момент Pz . Меньшее значение угла позволяет сверлу легко проникать в обрабатываемый материал, увеличивает длину режущей кромки, следовательно, улучшается теплоотвод, недостаток: уменьшается толщина срезаемого слоя – а и прочность сверла ухудшается. Значение угла при обработке твёрдых и хрупких материалов 130÷150 °, мягких и вязких материалов 80÷90 °, для стандартных свёрл – 118 °. Для уменьшения износа наиболее нагруженного участка режущей кромки рекомендуют дополнительную заточку переходной кромки под углом . При двойной заточке длинна режущей кромки увеличивается, при этом улучшается теплоотвод и падает удельная нагрузка на режущую кромку. Угол наклона винтовой канавки ω относится к наружному диаметру сверла. С ↗<ω ↗<γ, улучшается транспортирующая способность стружечных канавок, облегчает процесс резания. Недостатки: но при этом ослабляется режущая кромка на периферии. Рекомендуемое значение для Al, Cu – 35÷45 °. Латуни, бронзы – 8÷12 ̊ Стали и чугуны повышенной твёрдости – 10÷15 ° Спиральные свёрла обычно изготавливают праворежущими (вращение по часовой стрелке, если смотреть со стороны хвостовика). Свёрла с левым направлением вращения применяют в станках-автоматах. - шаг стружечной канавки сверла. В процессе резания происходит вращение сверла и его перемещение вдоль оси. Результатом сложения этих движений является винтовая линия с шагом, равным величине подачи на один оборот. Реальные значения углов α и β отличаются от стандартных. Значение переднего и заднего углов резко изменяется вдоль режущей кромки сверла. Для сверла с ω=30° значения угла γ изменяется в пределах +30 ÷ -24° (на поперечной режущей кромке), что приводит к неравномерному износу каждой точки режущей кромки сверла. Переходный участок подвергается усиленному износу вследствие максимального значения переднего угла γ, ухудшенного теплоотвода от режущей кромки и максимального значения .Отрицательное значение угла γ на поперечной режущей кромке создаёт тяжёлые условия работы, min значение (фактически равное нулю) приводит к тому, что поперечная режущая кромка не режет, а вдавливается в обрабатываемый материал (50-60% от осевого усилия приходится на поперечную режущую кромку). Значение угла α измеряется в плоскости перпендикулярной режущей кромке. Значение угла α изменяется вдоль режущей кромки, а также по направлению схода затылованной поверхности. Поперечная режущая кромка образуется при пересечении образующих задней поверхности. Они характеризуются углом Ψ – угол между осью симметрии и поперечной режущей кромкой и величиной А (длинна поперечной режущей кромки). Потери режущей кромки – сложная пространственная кривая. Ленточка сверла Для уменьшения трения по вспомогательным задним поверхностям, уменьшения теплообразования, формируются ленточки, шириной 0,2÷2мм. Ленточки служат также и для направления сверла в работе. Вначале на величине приблизительно 0,5S , где S-подача, мм/об, они служат вспомогательной зачищающей режущей кромкой. Для улучшения направления сверла в работе делают двойную ленточку – меньше стойкость. Для уменьшения трения применяют затылование ленточки. Утонение калибрующей части сверла (вспомогательный угол в плане)применяют для облегчения работы, уменьшения трения и тепловыделения. Величина утонения составляет 0,03÷0,12мм на 100мм длинны рабочей части сверла. Стружколоматели Для обеспечения устойчивого дробления стружки на потоки делают канавки – по передней или задней поверхностям. Канавки по передней поверхности Методы улучшения режущих свойств свёрл 1) Подточки перемычки, т.е. уменьшение активной части перемычки 2) двойная заточка сверла. 3) Подточка передней поверхности с целью выравнивания значения переднего угла γ вдоль всей режущей кромки. 4) Применение свёрл с увеличенным углом наклона винтовой линии ω=45÷60 ̊ stydopedia.ruВыбираем сверло по металлу, как правильно это сделать, советы специалиста. Дополнительная часть сверла
Основные части сверла
Конструктивные элементы сверла
 ирина ленточки бывает от0,2–2мм в зависимости от диаметра сверла. Ширину ленточки выбирают:
ирина ленточки бывает от0,2–2мм в зависимости от диаметра сверла. Ширину ленточки выбирают: ердцевина сверлавлияет на прочность и жесткость, характеризуется диаметром сердцевины –dо. Величина диаметра сердцевины выбирается в зависимости от диаметра сверла. Для повышения жесткости и прочности сверла его сердцевина утолщается к хвостовику на 1,4-1,8 мм на каждые 100 мм длины.
ердцевина сверлавлияет на прочность и жесткость, характеризуется диаметром сердцевины –dо. Величина диаметра сердцевины выбирается в зависимости от диаметра сверла. Для повышения жесткости и прочности сверла его сердцевина утолщается к хвостовику на 1,4-1,8 мм на каждые 100 мм длины.Геометрические параметры сверла
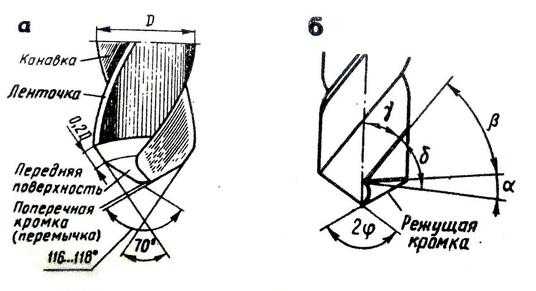
 рофиль стружечных канавок.
рофиль стружечных канавок.
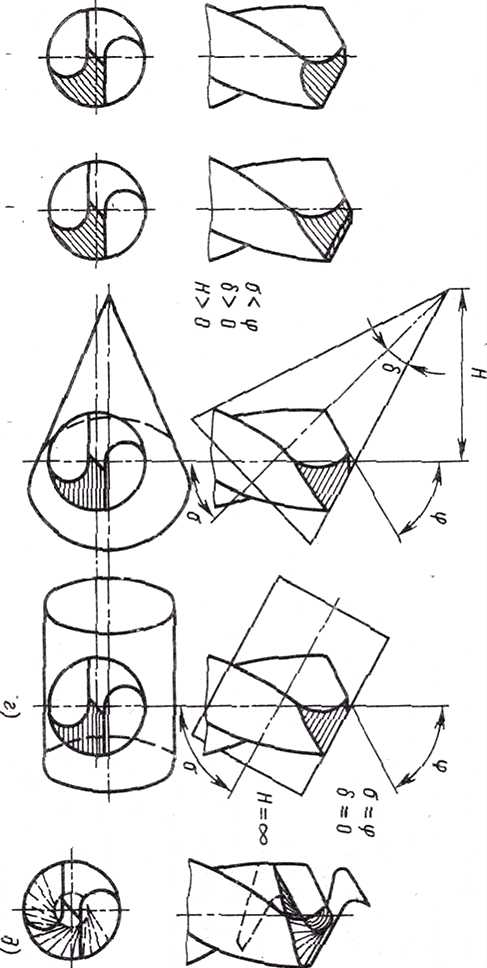 ормы задней поверхности сверл.Различают одноплоскостные и двухплоскостные формы задней поверхности.
ормы задней поверхности сверл.Различают одноплоскостные и двухплоскостные формы задней поверхности.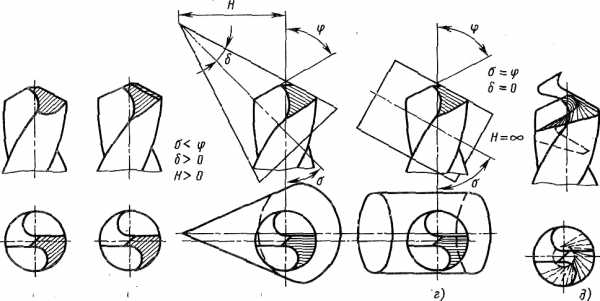 двухплоскостной форме задней поверхности сверл относится коническая, цилиндрическая и винтовая форма задней поверхности.
двухплоскостной форме задней поверхности сверл относится коническая, цилиндрическая и винтовая форма задней поверхности.Сверла. Виды. Типы. Работа. Применение. Особенности
Виды
В зависимости от предназначения сверла делятся на категории по:По металлу
Спиральные
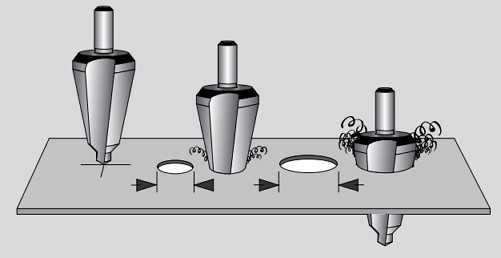
Конические
Корончатые

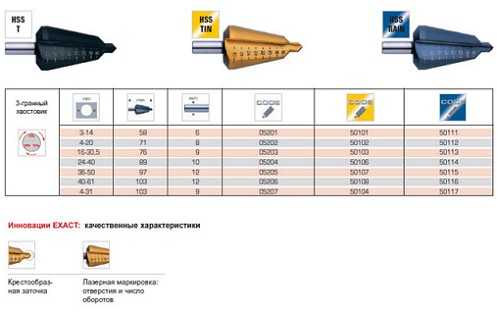
Ступенчатые
По дереву
Спиральные по дереву
Перовые
Винтовые
Кольцевые пилы
Балеринки
Сверло Форстнера
По бетону
Сверла по бетону также подходят для работы с камнем и кирпичом. Они бывают трех видов:Спиральные
Винтовые
Корончатые
По стеклу
Сверла. Виды сверл. Слесарное дело |
Сверла
Виды сверл

Выбираем сверло по металлу, как правильно это сделать, советы специалиста.
Режущий инструмент номер один

Конструкция сверла по металлу


Что означает маркировка на сверле


Различие сверла по цвету

Какими видами сверла предпочтительнее работать с металлом
конусные сверла
конусные ступенчатые


корончатые сверла

Общие сведения о сверлении. Сверла
⇐ ПредыдущаяСтр 13 из 23Следующая ⇒
Выбор сверла по металлу
Отличие сверл по металлу от сверл по дереву
Размеры и маркировка сверл по металлу
Цвет сверл по металлу
1. Сверла черного цвета.
2. Сверла золотистого оттенка.
3. Сверла золотистого оттенка.
4. Сверла серого цвета.
Угол заточки сверла
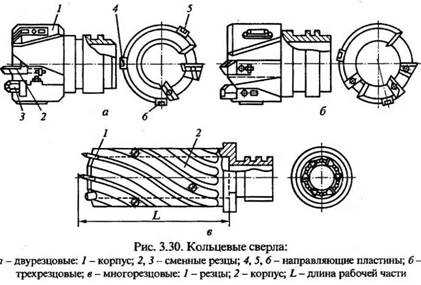
Спиральные сверла. Конструктивные части сверла, особенности геометрии лезвий, методы улучшения геометрии. Конструктивные части сверла, расчет хвостовика (эскиз сверла спирального).