Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
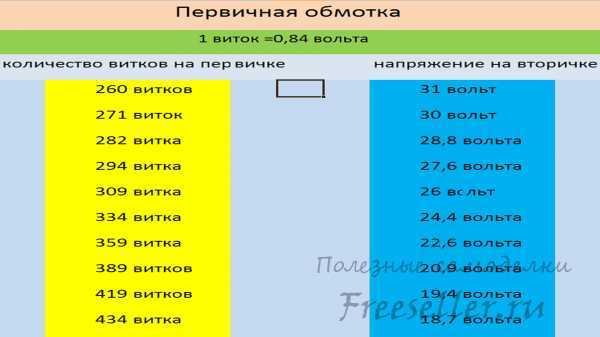
Среди конструкций сварочных аппаратов особое место заняли полуавтоматы. Принцип работы, наперед заметим, у них тоже особый, что позволяет осуществлять довольно специфические сварочные работы. Доказательством незаменимости полуавтомата служит его применение в автомастерских (позже узнаем, почему). Работает полуавтоматическая сварка следующим образом. Особый механизм подает особую же сварочную проволоку в специальную рабочую зону с газовой средой. В газе проволока расплавляется и направляется в сварочную ванну. Возле ванны газ вытесняет воздух, благодаря чему шов будет защищаться от кислородного воздействия. Из газов используются гелий, аргон, углекислый газ либо их комбинации, а диаметр сварочной проволоки обычно — 6…1,6 мм. Сварочный полуавтомат является, по сути, оборудованием стационарным, его конструкцию составляют источник питания, представляющий собой инвертор либо сварочный выпрямитель, а также блок, подающий присадочную проволоку и система управления. Помимо этого, есть еще газовые баллоны, газоподающая оснастка и рукава с горелкой. Ток при работе используется постоянный. Режим работы такой системы регулируют посредством применения различных газовых смесей (или отдельных газов), а также типом присадки плюс меняют силу тока и скорость подачи проволоки. Плюсами полуавтоматическая сварка обладает такими: Минусами, точнее, особенностями конструкции сварочных полуавтоматов являются: Но, как видим, полуавтоматы частенько незаменимы (еще раз просмотрите их достоинства). Поэтому определенная популярность им всегда присуща. А сейчас небольшое видео: consultinfo.net Сварка полуавтоматом – один из самых удобных способов соединения металлических изделий, особенно для новичков. Полуавтоматическая дуговая сварка происходит за счет плавления электрода, который ведется автоматическим способом. Сейчас рассмотрим основные аспекты, как работает механизированное оборудование и как варить металл с помощью такого аппарата. Содержание статьи Сварка полуавтомат делится на несколько видов, в зависимости от типа материала и перемещения по рабочему изделию. Основная характеристика: Узнать больше о сварке электродами. Полуавтоматическая сварка происходит за счет образования дуги, которая преобразовывает электроэнергию в тепловую посредством плавления основного сварочного элемента – электрода. Это специальная проволока, которая служит проводником энергии. Ее подача осуществляется автоматически с помощью медной катушки. Сварочный полуавтомат может работать с газом и без газа. Первый тип применяется для соединения цветных металлов или легированных сталей. В качестве газа используется углекислота, которая подается к пистолету под делением из баллона. Перед тем, как приступать к разбору, как варить металл, необходимо разобраться в строении самого аппарата. При использовании полуавтомата в сварочных работах можно получить качественный и ровный шов, прикладывая при этом минимум усилий. Его можно происходить как ниточным, так и точечным способом, если нет полноценного доступа к свариваемым деталям. С учетом некоторых «пробелов» или зазоров, все равно получается прочное и долговечное соединения. Это объясняется свойствами оборудования, которое для этого используется. При использовании газа, он попадает в рабочую среду и защищает материал от окисления газов из внешней среды. Полуавтоматический сварочный аппарат состоит из следующих деталей: Принцип работы данного аппарата заключается в следующем. Изначально важно правильно установить полярность в зависимости от технологии – с газом иле без. Затем необходимо установить катушку с проволокой и газовый баллон. После этого проводится настройка, то есть натягивается проволока, регулируется подача газа. Ток для сварки настраивается в процессе работы. Технология сварки полуавтоматом xn--90adflmiialse2m.xn--p1ai Сварка полуавтомат представляет собой одну из разновидностей дуговой сварки, где процесс сваривания происходит за счет подаваемой в зону проведения работ электродной проволоки. Полуавтоматическая сварка может проводиться не только в среде защитных газов, но и посредством специальной флюсовой проволоки, без использования активного или инертного газа. Газовая защита при проведении работ требуется от негативного воздействия воздуха на расплавленные и нагретые электродные и основные металлы. По принципу работы такая сварка напоминает сварочный процесс с использованием простого электрода. Достоинства сварки полуавтомат такого вида – широкий выбор сварочной проволоки, имеющей различный химический состав, с помощью которого происходит формирование характеристик шва и свойств дуги, при этом отпадает необходимость в использовании газовых баллонов. К недостаткам можно отнести попадание шлака в зону проведения работ, что требует наложения дополнительного шва для качественного и надежного соединения свариваемых деталей. Сварка полуавтомат в среде защитных газов получила большое распространение в последние 20 лет. Такой вид сварочных работ может производиться по двум технологиям – когда сварка производится с применением инертного газа (аргон, гелий или другой вид газовой смеси) и с использованием активного или углекислого газа. Первая технология получила название MIG (Metal Inert Gas), вторая - MAG (Metal Active Gas). Обязательное наличие газового баллона сокращает возможности использования этого вида сварки на открытых пространствах, но при проведении стационарных сварочных работ аналогов данному виду по производительности пока еще нет. Сварка полуавтомат с применением сварочной или электродной проволоки, которая содержит марганец или кремний, производится с постоянной ее подачей к месту работы. Одновременно с проволокой осуществляется подача активного или инертного газа для защиты от негативного воздействия атмосферного воздуха. На сегодняшний день сварка полуавтомат, цена которой может существенно отличаться в различных торговых организациях и интернет-магазинах, продается в большом ассортименте. На ценообразование в первую очередь влияет известность фирмы-производителя, качественные и технические характеристики аппаратов, надежность и безопасность в использовании. Сварка полуавтомат своими руками, когда все необходимые схемы и инструкции можно без труда найти в интернете, позволяет сэкономить значительные денежные средства на ее покупке. Как показывает практика, самодельные сварочные аппараты по своей надежности и качеству сварного шва практически ничем не уступают моделям заводской сборки. fb.ru Всегда хотел иметь собственный сварочный аппарат, и даже думал его купить, но впереди была зима (больше времени), и я решил сделать его сам. Больше нужен был полуавтомат, но и дуговая сварка не помешает, поэтому решил делать 2в1 п-полуавтомат и дуговую от одного трансформатора. Для дуговой сварки мне пришлось только домотать на трансформаторе нужное количество витков провода, чтобы трансформатор выдавал 45 вольт, и все. А теперь начнем все по порядку. Сначала я занялся изготовлением магнитопровода, его я сделал из двух магнитопроводов от ЛАТРов. Один отрезал до нужного размера. Оба размотал и с помощью нехитрого приспособления смотал их в один. Затем магнитопровод я пропитываю эпоксидным клеем для того, чтобы трансформатор не гудел и не было короткого замыкания пластин. После этого магнитопровод обматываем картоном. Затем все обмотал изолентой из Х/Б ткани и малярным скотчем. Подробнее о сборке тороидального магнитопровода смотрите на видео ниже: Следующий этап - намотка первичной и вторичной обмотки. Я мотал по такой схеме исходя из моего сечения магнитопровода (рассчитывается индивидуально для каждого трансформатора). Первичная обмотка мотается медным проводом сечением от 2 мм2 (у меня он набран из нескольких жил).Для удобства намотки под магнитопровод сделал подставку, которая крепится к столу. Провод наматываем на челнок - так намного проще мотать. Каждый слой пропитываю лаком и мотаю сверху Х/Б тканью или изолентой. Сечение провода на вторичной обмотке 16 мм2. Подробнее о намотке я рассказал в видео ниже: О результатах промежуточных испытаний также заснял видеоролик: Следующий этап - сделать механизм протяжки. В качестве мотора я использовал двигатель от стеклоочистителя автомобиля ВАЗ 2101. Подающий ролик купил готовый, но его также можно выточить у токаря. Для того, чтобы на ось двигателя было меньше нагрузки - поставил два подшипника, которые между собой соединяются и прижим к ролику регулируется винтом. Рукав длиной 2,5 метра на 160 ампер. Дальше мотаем дроссель, который является неотъемле xn--90adflmiialse2m.xn--p1ai Наша компания занимается проведением сварочных работ в Перми. Одним из часто используемых направлений: Сварка металлоконструкций полуавтоматом. Фото сварочных швов после полуавтомата и проводимых работ в Перми: Что такое полуавтоматическая сварка? По своему принципу сварка полуавтоматом ничем не отличается от дуговой сварки. В данном случае есть одно отличие: вместо электродов применяется сварочная проволока, которая подается сварочным аппаратом автоматически. На своем производстве мы используем сварочные полуавтоматы MIG 250Y, которые предпологают использование газа (в нашем случае это газовая смесь из двух газов: гелия и аргона в соотношении 30-70). Данный сварочный аппарат предполагает использование проволоки диаметром от 0,8 до 1,2 мм. Основные преимущества применения полуавтоматической сварки: Что мы можем сварить для вас в Перми: Как сделать заказ: Вы можете отправить нам на почту запрос с указанием серии или чертежа и мы в ответ отправим вам стоимость Для заказа вы можете обратиться к менеджерам нашей компаниипо телефону:+7 (342) 204 76 54 или отправить заявку на нашуэлектронную почту:[email protected] Форма для заказа: svarkaperm.ruСварка полуавтоматом: преимущества и недостатки. Фото сварка полуавтоматом. Фото сварка полуавтоматом
Фото сварка полуавтоматом. Сварочный полуавтомат: достоинства и недостатки
Сварочный полуавтомат: достоинства и недостатки
 Что такое сварочный полуавтомат. Чем он особенен и как работает? Каковы плюсы применения таких аппаратов? А минусы? Почему полуавтоматы применяют в автомастерских? Собственно, минусы – это лишь особенности конструкции.
Что такое сварочный полуавтомат. Чем он особенен и как работает? Каковы плюсы применения таких аппаратов? А минусы? Почему полуавтоматы применяют в автомастерских? Собственно, минусы – это лишь особенности конструкции.
Как выполняется сварка полуавтоматом: советы по свариванию металла

Типы полуавтоматического сварочного оборудования
Устройство аппарата

Самодельные сварочные аппараты, полуавтоматы, схемы. Сварочный полуавтомат фото
Сварка полуавтомат в производстве и быту
 Перспективным направлением в проведении сварочных работ на сегодняшний день считается сварка полуавтомат без применения инертного или активного газа с использованием специальной сварочной порошковой или флюсовой проволоки. Это стальная трубка, содержащая флюс или, другими словами, сварочный порошок, схожий по составу с обмазочным слоем обыкновенного электрода. Под воздействием температуры флюс сгорает, создавая в зоне проведения сварочных работ защитное газовое облако.
Перспективным направлением в проведении сварочных работ на сегодняшний день считается сварка полуавтомат без применения инертного или активного газа с использованием специальной сварочной порошковой или флюсовой проволоки. Это стальная трубка, содержащая флюс или, другими словами, сварочный порошок, схожий по составу с обмазочным слоем обыкновенного электрода. Под воздействием температуры флюс сгорает, создавая в зоне проведения сварочных работ защитное газовое облако.

Самодельный сварочный полуавтомат 2 в 1 » Полезные самоделки










Сварка металлоконструкций полуавтоматом в Перми