Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
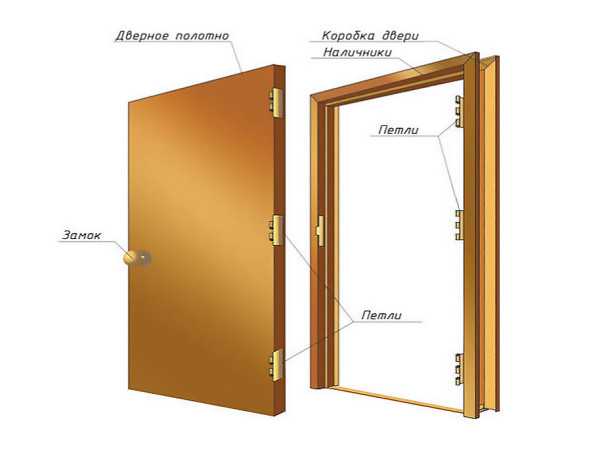
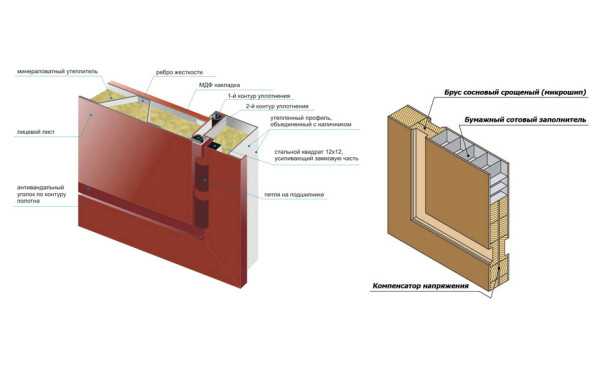
В процессе ремонта может возникнуть вопрос – как сделать дверь своими собственными руками. Самостоятельное изготовление всех деталей конструкции позволит сэкономить в некоторой мере ваши средства. При этом самым трудоемким процессом является изготовление дверного полотна. Давайте рассмотрим, из чего его сделать и каким способом лучше воплотить задумку в реальность. Дверь, сделанная своими руками — прекрасная альтернатива покупным вариантам Для того чтобы изготовить качественную дверь своими руками важно разбираться в особенностях её конструкции. Вся система заполнения проема состоит из нескольких частей: Схематическое изображение основных составляющих дверной конструкции Основным элементом является непосредственно дверное полотно. Что это такое? По сути это и есть сама дверь. Для входных моделей она преимущественно тяжелая и глухая, а межкомнатные могут похвастаться более разнообразным дизайном. Чтобы понимать, как самостоятельно делать двери, нужно разобрать строение полотна более подробно. В первую очередь следует выделить его составляющие элементы: Схематическое изображение внутреннего строения дверного полотна металлической и деревянной двери Для межкомнатных дверей в основном используется древесина и её производные, а вот для входных конструкций чаще применяется металл. Так как предполагается сделать дверь самому, необходимо подготовить для работы специальные инструменты. Их можно разделить на несколько категорий: Необходимый набор инструментов для самостоятельного изготовления двери Немаловажное значение имеет выбор материала. Из чего именно сделать дверь? Для этого в основном используются такие материалы, как древесина, фанера или листы МДФ и металл. Рассмотреть стоит все варианты. Для изготовления межкомнатных дверей своими руками металл применяется редко, зато это идеальный вариант для входных изделий. Для того чтобы изготовить такое полотно понадобятся профиля и листовой металл. Основные этапы изготовления двери из металла Для начала из уголков и швеллеров нарезаются каркасные стойки и перемычки. Посредством точечной сварки они соединяются в прочную раму. Дополнительно навариваются ребра жесткости. После этого из листового металла вырезается полотно и приваривается к заготовленному каркасу. Все сварные швы обязательно зачищаются. Обратная сторона закладывается утеплителем и запенивается. После этого дверь закрывается листом фанеры и дополнительно декорируется наиболее понравившимся вам методом. Как сделать деревянную межкомнатную дверь своими руками? Для этого лучше всего использовать не только цельный массив, но и производные материалы. Это позволит удешевить изделие и значительно уменьшит его вес. Одним из вариантов является полотно на каркасе с обшивкой МДФ. Для этого нужно изначально создать обрамление из сосновых брусьев. На месте, где предполагается установка замка нужно сделать более толстую вставку, чтобы не возникло проблем при врезке фурнитуры. Сосновый массив подрезается по размеру полотна, а затем соединяется в прямоугольник посредством шипового соединения. Для изготовления каркаса двери лучше всего использовать цельный массив Можно сделать поперечную перекладину для большей жесткости. Затем поверх каркаса крепится с помощью клея и гвоздей лист МДФ. Внутреннее пространство заполняется утеплителем или ячеистым картоном. Дополнительно можно обработать кромку специальной самоклеящейся лентой. Второй вариант – филенчатые межкомнатные двери. Их сделать самому будет несколько сложнее. Для начала создается обрамление из массива. Можно добавить еще одну центральную стойку. Внутренний периметр обрабатывается с помощью фрезера для создания фигурного среза и паза под филенки. В роли последних могут использоваться листы фанеры или стекла. Чтобы изготовить действительно красивую дверь своими руками, потребуется дополнительный декор. Дверное полотно можно обработать следующим образом: Разновидности способов декорирования двери Межкомнатные деревянные изделия можно украсить разнообразными творческими приемами или самому стилизовать их под тот или иной интерьер. Например, межкомнатные конструкции можно дополнить витражами и патиной для классики, молдингами под стиль барокко или декупажем в сочетании с кракелюром и искусственными потертостями для кантри и шебби. Особого внимания заслуживает ручная роспись. Для этого используются акриловые краски. Стекло лучше всего обработать витражными составами. Дополнительно можно использовать отрезки ткани, бусины и стразы, а также прочие подручные мелочи. Металлическое полотно обязательно нужно вскрыть краской. Лучше всего для этой цели подходят эмали. Также такие двери можно обшить пластиковыми панелями или МДФ. Еще один вариант – мягкая обшивка, она позволяет создать дополнительный слой для утепления и звукоизоляции. Для декорирования используется дермантин. При самостоятельном изготовлении итоговый вид изделия зависит только от вашей фантазии и возможностей. Рекомендуем посмотреть видео:
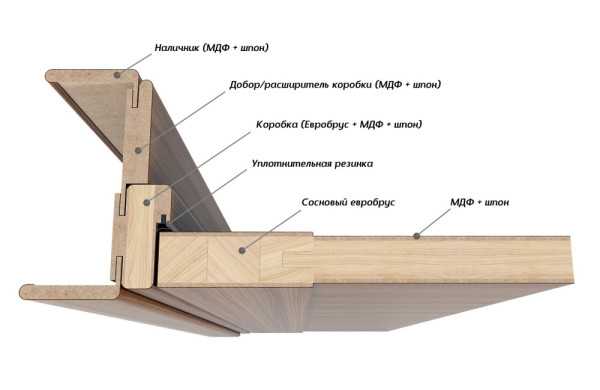
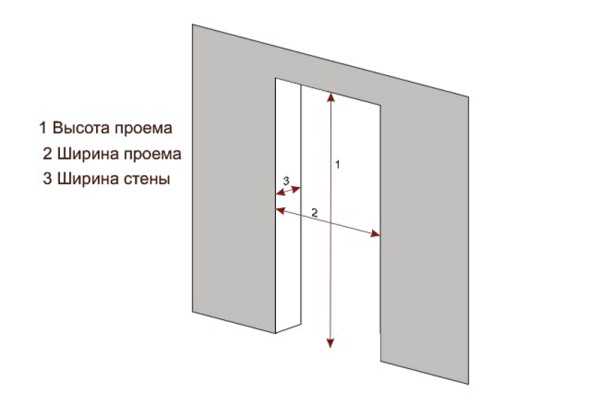
xn-------63dzc0djjcep6ac8s.xn--p1ai Если вы не хотите тратить большую сумму на покупку новой двери, но без её замены не обойтись, попробуйте изготовить дверной блок самостоятельно. Удобнее для этой цели использовать дерево. Весь процесс можно разделить на отдельные этапы, но начать, пожалуй, следует с выбора подходящей конструкции. Все дверные блоки разделяются на входные и межкомнатные. Так как их предназначение несколько разное, то и требования ГОСТ устанавливаются неодинаковые. Это касается размеров, технических характеристик и комплектации. Обычный дверной блок, предназначенный для заполнения межкомнатных проемов, имеет следующие составляющие элементы: Некоторым межкомнатным и обязательно входным конструкциям, согласно ГОСТ, требуется наличие еще одного элемента – порога. Он обеспечивает полную изоляцию помещения и стыкуется с полотном в нижней части. Помимо этого, при несоответствии размеров стены ширине короба используются вспомогательные планки – доборы. Они скрывают то, что не удалось закрыть рамой и являются как бы её продолжением. Также с их помощью оформляются откосы. Основные составляющие элементы Если рассматривать классификацию дверных блоков, в первую очередь, изделия различают по количеству полотен в проеме: Основные виды конструкций Также дверные блоки разделяют по материалу изготовления, которые допускаются по ГОСТ: Кроме того, различают огромное многообразие дверей по типу строения полотна и внешнему дизайну. Чтобы в процессе монтажа и эксплуатации не возникало проблем, были установлены стандарты касательно размеров дверных блоков. Все параметры разделяют на три категории: Схематическое изображение параметров проема, необходимых для определения размера дверного блока С целью обеспечения правильного монтажа и нормального функционирования конструкции ГОСТ установлено обязательное наличие технологических зазоров между стеной и коробом, размер которых должен находиться в пределах 10-20 мм. А также между рамой и полотном, здесь оптимальное значение – 3 мм. Если вы решились на самостоятельное изготовление и установку дверного блока, следует начать с определения параметров конструкции. Так как проще работать с древесиной, рекомендуется делать именно деревянные двери. Чтобы изготовить короб, лучше всего подобрать необходимой толщины заготовки. Они имеют соответствующие вырезы и углубления для притвора полотна. Такие изделия продаются практически на любом строительном рынке. Для работы понадобится 3 планки высотой 2 метра при стандартных размерах проема, соответствующих ГОСТ. Сначала измеряется периметр прохода и определяются параметры элементов короба с учетом зазоров под монтаж. Распиливаются детали под углом в 90 или 45 градусов. При отсутствии пазов и выпиленных шипов под соединение лучше всего выбрать второй вариант. Два способа скрепления дверного короба из готовых деталей Сборка выполняется в горизонтальном положении. Запиленные части соединяются между собой с помощью гвоздей либо болтов. Забивать их нужно с обеих сторон прилегания планок. После предварительной сборки изделие переносится непосредственно в проем. Монтаж короба выполняется с помощью анкеров и шпилек. Необходимо выставить конструкцию по уровню с соблюдением диагонали. Затем её положение фиксируется клиньями и распорками и с помощью дрели высверливаются отверстия для крепления. Закручивать болты нужно в 3-4 точках с каждой стороны. Затем положение короба корректируется и зазоры по периметру заливаются монтажной пеной. Не стоит трогать конструкцию ближайшие 2-4 часа, пока масса не затвердеет. Короб собирается в горизонтальном положении, после чего монтируется в проем Изготовление дверного блока включает создание полотна. В принципе его можно купить, но если требуется подогнать размеры конкретно под проем или создать оригинальный дизайн, придется постараться. Согласно ГОСТ ширина двери должна быть меньше размеров короба. Поэтому изготовлением полотна рекомендуется заняться одновременно с распилом рамы. Так вы сможете подогнать их размеры. Деревянные двери возможно изготовить разными способами. Чтобы создать небольшую по весу конструкцию, но максимально простую в плане исполнения и дизайна, лучше использовать сосновый брус и листы фанеры. Сначала делается каркас. Он представляет собой соединенные по периметру бруски. Для этого по краям выпиливается так называемый замок. Принцип такого крепления основан на вхождении выпиленных шипов в заготовленные пазы. С целью придания конструкции большей жесткости, рекомендуется дополнительно врезать поперечную планку посередине полотна. Схема сборки каркасной двери Далее выполняется монтаж облицовки. Листы ДВП крепятся мелкими гвоздиками с использованием клея. Для придания изделию декоративного вида производится дальнейшее грунтование основы и облицовка любым доступным покрытием: пленкой, шпоном, ламинатом либо простая покраска. Процесс изготовления полотна каркасного типа Более сложными, но красивыми являются филенчатые двери. Они изготавливаются из отдельных элементов по следующему принципу: сначала вырезаются боковые стойки и поперечины из доски подходящей толщины. С внутренней стороны с помощью фрезера делаются углубления для монтажа филенок. Если вы имеете навыки работы с деревом, попробуйте вырезать фигурные элементы. Схема сборки филенчатой двери В качестве филенок допустимо использовать более тонкие доски, фанеру, МДФ, а также стекло для верхней декоративной вставки. По краям деревянные элементы можно слегка сточить под толщину выемки и сделать подобие фацетной огранки. Сборка производится следующим образом: филенки загоняются в пазы и зажимаются каркасными элементами. Для лучшей фиксации используются штапики. Их крепят на гвозди, предварительно загерметизировав стыки силиконом или акрилом. Процесс изготовления филенчатой двери Монтаж готового полотна выполняется с помощью петель. Оптимальный вариант для самостоятельной установки – врезные карточные модели. Обычно достаточно двух. Фурнитура монтируется в древесину заподлицо. Нижняя пластина со штифтом крепится к коробу саморезами, а верхняя – в торце полотна. Затем дверь приподнимается и навешивается в проем, чтобы половинки фурнитуры соединились. Обязательно смажьте петли, чтобы дверь двигалась плавно и беззвучно, в противном случае ускорится износ фурнитуры. После навешивания полотна врезается ручка. Дополнительно можно укомплектовать дверь защелкой или замком. Принцип крепления зависит от выбранной модели изделия, но есть и общие положения. Сам механизм врезается в полотно через торец и вкладывается внутрь, фиксируясь пластиной. Через отверстие наружу выводятся штифт ручки и детали замка. Затем сверху надеваются фиксаторы, декоративные элементы и непосредственно сами рукоятки. Ответная часть крепится к коробу с противоположной стороны и закрывается металлической пластиной. Врезка фурнитуры и навешивание полотна Финальный этап изготовления и монтажа дверных блоков – оформление проема с целью скрыть дефекты и создать дополнительный декоративный вид. Главным элементом в этом случае являются наличники. Они обрамляют проем, а потому должны соответствовать дизайну двери и интерьеру в целом. Чтобы сделать деревянные наличники своими руками, необязательно вырезать фрезером сложные фигуры. В качестве обрамления дверного блока используются формованные заготовки и профилированные доски. Их можно приобрести на строительном рынке. Финальная отделка проема Для крепления деревянных наличников лучше использовать специальные гвозди без шляпок. Монтаж выполняется таким образом, чтобы гвоздь с минимальными повреждениями зашел в брус облицовываемого блока. Соединять элементы рекомендуется под углом в 45 градусов. Распил делается с использованием стусла, чтобы минимизировать неточности при подгонке. Дополнительно забивается пара гвоздей сверху планки, так скрепляются боковины с горизонтальной перекладиной. Также позаботьтесь о должном оформлении откосов. Их можно заштукатурить и покрыть краской, обшить панелями или закрыть доборами. Для межкомнатных перегородок этот вопрос зачастую отпадает сам собой, так как размеры короба полностью совпадают с толщиной стены. Если выполнить монтаж дверного блока по всем правилам, он станет надежным и стильным оформлением проема. Изготовление и монтаж дверных блоков своими руками: пошаговая инструкция. Изготовление дверного полотна
Как сделать дверь своими руками: изготовление дверного полотна





изготовление и монтаж своими руками
 Древесина — наиболее удобный в обработке материал
Древесина — наиболее удобный в обработке материал Составляющие элементы
Виды конструкций
Требования ГОСТ
Изготовление и монтаж короба


Делаем полотно





Отделка проема

Рекомендуем посмотреть видео:
dvervdome.ru
Деревянные двери своими руками: простая технология изготовления
Главная » Ремонт и изготовление дверей » Деревянные двери своими руками: самый простой способ изготовления
Деревянные двери своими руками: самый простой способ изготовления
Автор: Сергей Урбан
На сегодняшний день приобрести хорошие межкомнатные двери довольно сложно – в большинстве случаев в магазинах реализуется синтетический продукт этого типа, который, несмотря на свою внешнюю красоту, не отличается высоким качеством, а зачастую и экологичностью. Если вы хотите иметь качество и природную чистоту, тогда добивайтесь их самостоятельно. В этой статье вместе с сайтом dveridoma.net мы рассмотрим вопрос, как изготовить деревянные двери своими руками? Мы изучим самую простую технологию их изготовления от начала и до конца.

Как сделать деревянную дверь своими руками
Деревянные двери своими руками: что понадобится
Не стоит рассчитывать на то, что качественные и красивые двери появятся в вашем доме словно по мановению волшебной палочки – придется изрядно потрудиться, но для начала нужно решить вопрос, чем трудиться. Сами понимаете, что без хороших инструментов и не менее качественных материалов изготовление деревянных дверей своими руками невозможно. Можно сказать даже больше, качественный материал и высокоточный инструмент – это половина гарантии того, что затеянное мероприятие получится самым лучшим образом. Вторая половина гарантии заключается в ваших умениях и умелых руках.
Итак, начнем. Из инструментов вам понадобится следующее.
- Ручная фрезерная машинка. Этот инструмент необходим для придания профильного вида элементам двери. Кроме того, с его помощью придется делать немало пазовых соединений.
- Ручная циркулярная пила. Здесь, наверное, комментарии излишни – назначение этого инструмента заключается в разрезании материалов.
- Болгарка с кругом для шлифовки древесины. В принципе, шлифовальную насадку можно установить и на дрель, но в паре с болгаркой она работает намного эффективнее. С ее помощью мы будем доводить деревянные поверхности, как говорится, до кондиции.
- Дрель или шуруповерт. Они понадобятся при сборке дверного полотна.
- Стандартный набор ручного инструмента, в том числе измерительного. Стамески, киянка, молоток, рулетка, уголок и прочие важные мелочи, без которых немыслима работа по дереву.

Деревянные двери своими руками фото
Теперь что касается материалов для изготовления дверного полотна – в принципе, их понадобится немного.
- Доска 40х100мм (или на 150мм). Желательно сухая и струганная. Для изготовления одного дверного полотна понадобится максимум 6м. Приобретая доску, обратите внимание на ее размер – длина доски должна быть немного больше (это запас на подрезку торцов и тому подобные вещи).
- ЛДСП. Она будет использоваться для вставки внутрь дверного полотна. Подобрать цвет этого материала нужно четко в тон с будущим цветом дверей. Хотя можно сыграть и на контрасте. Наиболее точное совпадение между современными красками и отделкой ЛДСП наблюдается в таком материале, как «венге». В принципе, если будут наблюдаться незначительные различия тона в готовом изделии, то страшного в этом ничего нет.
Из основных материалов это все, что потребуется. Если говорить о вспомогательных материалах, то еще понадобятся очень длинные конфирматы и клей ПВА (хотя можно обойтись и без него), а также лакокрасочная продукция, с помощью которой будет производиться процесс декорирования дверного полотна.
Как сделать межкомнатную дверь: технология изготовления
Для того, чтобы лучше было понять весь процесс изготовления межкомнатных дверей и полностью осознать происходящее, рассмотрим эту технологию по этапам.
- Подготовка доски обрамления. Начать нужно с того, что вооружиться болгаркой с шлифовальной насадкой и качественно отполировать приобретенные вами доски. Полировки потребуют только широкие поверхности доски – торцы можно не обрабатывать, они сформируются в процессе фрезерования.
- Фрезеровка. В первую очередь здесь понадобится ручной фрезер и набор фасонных фрез – с их помощью торцам доски нужно будет придать симпатичный вид. На этом этапе работ все углы досок следует округлить, но немного, чтобы они не получились круглыми. Дальше меняем фрезу и с одного из длинных торцов досок по всей длине делаем паз шириной, равной толщине ЛДСП – фрезу придется подобрать точно в размер (в большинстве случаев это 16мм). Паз выбирается четко по центру торца доски. Глубина паза может быть различной, но оптимальная величина 15-20мм.
- Подрезка торцов доски. Тут понадобится ручная дисковая пила – концы всех четырех досок двери необходимо подрезать под 45°. Во внимание здесь нужно взять две вещи: четкая длина досок и точный угол подрезки. Последний момент можно отмерить обыкновенным транспортиром. Что касается длины, то стойки полотна по самому длинному размеру должны составлять 2000мм (это дверной стандарт), а длина верхней и нижней вставки в полной мере должны соответствовать ширине дверного полотна. Если вы собираетесь сделать деревянную дверь своими руками шириной 700мм, то эти элементы конструкции в самой длинной ее части должны равняться этим самым 700мм.
- Раскрой ЛДСП. В принципе, данного этапа работ можно избежать, если приобрести материал сразу в размер. Что касается габаритов данного дверного элемента, то они рассчитываются по следующей формуле – от ширины полотна нужно отнять ширину двух подготовленных досок и прибавить к ним две глубины проточенного паза. В нашей ситуации получается следующее – 700-150*2+20*2=440мм (это ширина). Длина вставки из ЛДСП получается 2000-150*2+20*2=1740мм.
- Предварительная сборка. Здесь все достаточно просто и предельно ясно – на ЛДСП легкими ударами киянки набиваются доски. Ничего не клеем – просто соединяем. Когда все будет соединено, и вы убедитесь в том, что каждый из элементов дверного полотна в полной мере соответствует готовому изделию (нет ни зазоров, ни отклонений от геометрии и тому подобных вещей), можно будет установить механический крепеж (конфирматы). Под них сверлятся отверстия – располагать их нужно сверху и снизу дверного полотна. Сверлим и устанавливаем. Если все нормально, то разбираем конструкцию и переходим к следующей стадии работ.

Как сделать межкомнатную дверь фото
Здесь добавлю то, что не лишним будет сразу же позаботиться о врезке защелок ручек и навесов. Сделать это лучше на данном этапе работ, так как впоследствии риск травмировать декоративное покрытие новеньких дверных полотен значительно выше. А так все уже будет готово, и вам останется только установить фурнитуру на уже подготовленные места.
Как изготовить дверь своими руками: декорирование
Это, пожалуй, самый ответственный момент в процессе самостоятельного изготовления межкомнатных дверей – как говорится, одно неверное движение, и дверь может стать безвозвратно испорченной. Лично я бы задумался над поиском квалифицированных декораторов – может быть отдал двери в цех на ламинацию или шпонирование. Как вариант, поискал бы хорошего маляра, возможно даже автомобильного. В принципе, здесь вариантов не так уж и много, особенно если учесть, что ламинировать или покрыть шпоном двери в домашних условиях не очень просто. Остается только их покраска – именно этот способ декорирования можно назвать оптимальным.
На этом этапе работ вопрос, как сделать деревянную дверь, потребует от вас дополнительно приобрести малярное оборудование – компрессор и пульверизатор. Стоят они немало, и на мой взгляд, это еще один повод задуматься над перспективой поиска квалифицированного маляра. В качестве варианта можно просмотреть аренду этого оборудования. Сразу хочу отметить, что наличие компрессора и пульверизатора еще не дает стопроцентную гарантию качественной покраски дверей – здесь, опять же, важны опыт и знания. Попробовать, конечно, можно, но гарантии, что все получится как надо, нет.

Как изготовить дверь своими руками фото
В принципе, это все, дополнительно добавлю только одно – следуя подобной технологии, можно изготовить не только глухие деревянные двери своими руками, но и так называемые филенчатые, с декоративными стеклянными вставками. Все, что для этого нужно, это сделать в ЛДСП вырез необходимой формы, заказать в соответствии с его размерами стекло и установить его, используя для крепления декоративные четверти, а затем покрасив их предварительно под цвет двери. Еще раз напомню, что самым сложным моментом является процесс декорирования двери.
http://dveridoma.net
legkoe-delo.ru
Способ изготовления дверного полотна и дверное полотно
Изобретение относится к области строительства, а именно к способам и конструкциям дверного полотна. Изобретение позволит повысить надежность и долговечность двери. Способ изготовления дверного полотна, включающий сборку слоев обвязки из соединенных внахлест стоек и поперечин, между которыми размещают филенку и фиксируют слои обвязки и филенку в сложенном положении. Обвязку собирают из двух слоев, каждый из которых собирают путем совмещения краев стоек и поперечин внахлест в предварительно выполненных по краям выборках таким образом, что каждый край стойки помещается в выборку соответствующей поперечины, а край последней помещается в выборку стойки с одновременным образованием по внутреннему периметру непрерывного четырехугольного углубления из предварительно выполненных продольных пазов стойки и поперечины, а филенку размещают в углубление одного из слоев, после чего этот слой сопрягают без зазора по наружному периметру с параллельно установленным вторым слоем для образования дверного полотна, слои которого фиксируют продольными крепежными элементами, установленными в предварительно выполненные на стойках параллельные канавки. 2 н.п. и 18 з.п. ф-лы. 8 ил.
Заявляемая группа изобретений относится к области строительства, в частности к конструкциям филенчатых дверей (дверного полотна), и может быть использована при строительстве и реконструкции жилых и офисных зданий.
Известны различные конструкции филенчатых дверей и способы их изготовления, например, RU №№14052, 16664, 48349, 56444, 57788, 2135725, US №4812188, DE №№3800636, 20313583, 29608281, 20109947, 202007017520, 202008000968, FR №№922781, 2544009, ЕР №1965014.
Известны способ изготовления дверного полотна и дверное полотно, содержащее дверное полотно из древесины, состоящее из обвязки и филенок, причем обвязка состоит из соединенных шипами планок, причем углы сопряжения планок обвязки выполнены встык (DE №3800636).
Известны также способ изготовления дверного полотна и дверное полотно, содержащее дверное полотно из древесины, состоящее из обвязки и филенок, причем обвязка состоит из трех слоев склеенных между собой планок, причем узлы обвязки выполнены внахлест, а ширина планок внутреннего слоя меньше ширины внешних планок для образования пазов, в которых закреплены филенки (RU №14052, прототип).
Недостатками этих известных технических решений являются недостаточные прочность и долговечность, сложность конструкции и технологического процесса сборки, сложность транспортировки в разобранном виде, большой расход клея, недолговечность при эксплуатации.
Технической задачей группы изобретений, связанных единым изобретательским замыслом, является создание эффективных способа изготовления дверного полотна и конструкции дверного полотна, а также расширение арсенала способов изготовления дверного полотна и конструкций дверного полотна.
Технический результат, обеспечивающий решение поставленной задачи группой изобретений, связанных единым изобретательским замыслом, состоит в том, что упрощена конструкция двери и технология сборки, повышены долговечность и эксплуатационная надежность двери, не требуется выполнение окантовки из массива дерева, обеспечено точное сопряжение слоев и филенки по всей поверхности и максимальная поверхность адгезии клея при их склеивании, снижены потери клея, обеспечена возможность транспортировки деталей двери россыпью для сборки в разнообразных вариантах, а также разборки двери для замены ее частей.
Сущность изобретения в части способа изготовления дверного полотна состоит в том, что предусматривается сборка слоев обвязки из соединенных внахлест стоек и поперечин, между которыми размещают филенку и фиксируют слои обвязки и филенку в сложенном положении, причем обвязку собирают из двух слоев, каждый из которых собирают путем совмещения краев стоек и поперечин внахлест в предварительно выполненных по краям выборках таким образом, что каждый край стойки помещается в выборку соответствующей поперечины, а край последней помещается в выборку стойки с одновременным образованием по внутреннему периметру непрерывного четырехугольного углубления из предварительно выполненных продольных пазов стойки и поперечины, а филенку размещают в углубление одного из слоев, после чего этот слой сопрягают без зазора по наружному периметру с параллельно установленным вторым слоем для образования дверного полотна, слои которого фиксируют продольными крепежными элементами, установленными в предварительно выполненные на стойках параллельные канавки.
В частных случаях реализации после совмещения внахлест краев стоек и поперечин их соединяют с помощью клея и/или с помощью крепежных элементов, которые ввинчивают со стороны установки филенки на участках соединения внахлест краев поперечины и стойки, собранное дверное полотно зажимают прессом или струбцинами и сохраняют в таком состоянии до высыхания клея, клей наносят в таком количестве, что его избыток принимается канавками, дополнительно выполненными на склеиваемых поверхностях.
Сущность изобретения в части дверного полотна состоит в том, что дверное полотно состоит из филенки, вставленной между слоями обвязки, образованной вертикальными стойками и горизонтальными поперечинами, края которых соединены со стойками внахлест, причем обвязка состоит из двух соединенных между собой слоев, причем со стороны лицевой поверхности поперечин вдоль торцев выполнены выборки под вертикальные стойки, а со стороны установки филенки - горизонтальный паз на всю длину, имеющий глубину, меньшую толщины филенки, при этом стойки каждого слоя со стороны установки филенки выполнены с продольными канавками под соединительные элементы, с продольным пазом, имеющим глубину, меньшую толщины филенки, и продольными выборками, перпендикулярными их торцам, для соединения внахлест краев поперечин со стойками.
В частных случаях реализации:
- поперечины и стойки изготовлены из прямоугольных или профилированных планок и выполнены с канавками для сбора клея со стороны установки филенки;
- глубина пазов поперечин и стоек равна половине толщины филенки;
- выборки поперечин и стоек выполнены ответными друг другу по конфигурации;
- для профилированных криволинейных стоек торцевые края выборки выполнены криволинейными контрфрезерованием;
- поперечины и стойки соединены с помощью клея и/или с помощью крепежных элементов;
- поперечины и стойки соединены резьбовыми крепежными элементами, ввинченными со стороны установки филенки на участках соединения внахлест краев поперечины и стойки;
- поперечины и стойки соединены скобами;
- стойки выполнены с продольными канавками под соединительные элементы;
- стойки выполнены с прямоугольными канавками под шпонку;
- стойки выполнены с канавками типа «ласточкин хвост»;
- стойки выполнены с канавками под разъемные крепежные элементы;
- поперечины каждого слоя выполнены с толщиной, меньшей толщины вертикальных стоек на половину радиуса скругления краев последних;
- обвязка выполнена из массива дерева, или из древесностружечного материала, или из «сэндвич-панелей», лицевая сторона которых отделана декоративными материалами;
- поперечины слоев обвязки сопряжены со стороны установки филенки без зазора;
- поперечины каждого слоя выполнены с толщиной, меньшей толщины вертикальных стоек, и с длиной, равной ширине филенки.
На фиг.1 изображен вид на один слой обвязки дверного полотна со стороны филенки, на фиг.2 - разрез A-A по фиг.1, на фиг.3 - разрез C-C по фиг.1, на фиг.4 - разрез B-B по фиг.1, на фиг.5 - общий вид дверного полотна двери, на фиг.6 - разрез A-A по фиг.5, на фиг.7 - разрез B-B по фиг.5 с прямоугольным соединительным элементом, на фиг.8 - разрез B-B по фиг.5 с соединительным элементом типа «ласточкин хвост».
Дверное полотно (т.е. дверь) состоит из филенки (доски, панели, витражного стекла) 1, вставленной между двумя слоями обвязки, образованной вертикальными стойками 2 и горизонтальными поперечинами 3, края которых соединены со стойками 2 внахлест. Обвязка состоит из двух соединенных между собой слоев, состоящих из стоек 2 и поперечин 3. Слои, как правило, соединены между собой разъемно, т.е. при необходимости обвязка может быть разделена на два взаимозаменяемых слоя на месте эксплуатации двери.
Со стороны лицевой поверхности поперечины 3 по краям у торцев выполнены выборки 4 под вертикальные стойки 2, а со стороны установки филенки 1 - горизонтальный паз 5 на всю длину, имеющий глубину, меньшую толщины филенки 1. Стойки 2 каждого слоя со стороны установки филенки 1 выполнены с вертикальным пазом 6, имеющим глубину, меньшую толщины филенки 1, и выборками 7 для соединения внахлест краев поперечин 3 со стойками 2.
Поперечины 3 и стойки 2 изготовлены из прямоугольных или профилированных планок и выполнены с канавками 8, 9 для сбора клея со стороны установки филенки 1, т.е. по периметру обвязки.
Глубина пазов 5, 6 поперечин и стоек 2 равна, как правило, половине толщины филенки 1.
Выборки 4, 7 поперечин 3 и стоек 2 выполнены ответными друг другу по конфигурации, т.е. выступ одной планки соответствует выборке на другой и может быть размещен в ней.
Для варианта профилированных криволинейных стоек 2 торцевые края выборки 7 выполнены криволинейными контрфрезерованием.
Поперечины 3 и стойки 2 соединены с помощью клея и/или с помощью крепежных элементов 10 (изображены условно осевыми линиями).
Поперечины 3 и стойки 2 соединены резьбовыми крепежными элементами 10, ввинченными со стороны установки филенки 1 на участках соединения внахлест краев поперечины 3 и стойки 2.
В частных случаях реализации поперечины 3 и стойки 2 могут быть соединены скобами (не изображено).
Стойки 2 выполнены с продольными канавками 11 под соединительные элементы 12.
В частности, стойки 2 могут быть выполнены с прямоугольными канавками 11 под шпонку 12, или с канавками 11 типа «ласточкин хвост», или с канавками 11 под разъемные соединительные элементы 12.
Соединительные элементы 12 в виде шпонки или типа ласточкин хвост могут быть снабжены торцевыми распорными вставками, например втулками, в которые ввинчиваются резьбовые детали (не изображено).
Поперечины 3 каждого слоя выполнены с толщиной, меньшей толщины вертикальных стоек 2 на половину радиуса скругления краев последних.
Обвязка, т.е. планки стоек 2 и поперечин 3 выполнены из массива дерева, или из древесностружечного материала, или из «сэндвич-панелей», лицевая сторона которых отделана декоративными материалами.
Поперечины 3 слоев обвязки сопряжены со стороны установки филенки 1 без зазора.
Предпочтительно поперечины 3 каждого слоя выполнены с толщиной, меньшей толщины вертикальных стоек 2, и с длиной, равной ширине филенки 1.
Способ реализуется при сборке и эксплуатации дверного полотна следующим образом.
Стойки 2 и поперечины 3 собираются в два слоя обвязки по отдельности. Стойки 2 и поперечины 3 каждого слоя собираются путем совмещения их краев с выборками 4, 7 таким образом, что край стойки 2 помещается в выборку 4 поперечины 3, а край поперечины 3 помещается в выборку 7 стойки 2. Предварительно поверхности выемок 4, 7 могут покрываться клеем, после чего производится фиксация указанных деталей крепежными элементами 10. При этом пазы 5, 6 образуют углубление со стороны установки филенки 1 по всему внутреннему периметру слоя обвязки.
После этого в углубление, образованное пазами 5,6 одного слоя, может наноситься клей и вкладывается сплошная или собранная из частей филенка 1. Второй слой обвязки совмещается своими пазами 5, 6 с филенкой 1. Предварительно или позднее в канавку 11 стоек 2 одного из слоев устанавливается крепежный элемент 12.
Для склеивания собранная дверь (дверное полотно) зажимается прессом или струбцинами и находится в таком состоянии до высыхания клея. Избыток клея принимается канавками 8, 9.
Если клей для сборки дверного полотна не используется и не наносится, в элементы 12 с торцев могут быть вставлены торцевые распорные вставки, например втулки, в которые ввинчиваются резьбовые детали. После этого распорные вставки увеличены в объеме и препятствуют разделению слоев обвязки. При необходимости, например, замены филенки, стекла эти резьбовые детали могут быть вывинчены, а слои обвязки неоднократно разъединены и соединены.
В любом случае стык (разъем) слоев обвязки по периметру двери (дверного полотна) получается чистым и малозаметным, особенно, если наружная поверхность стойки 2 и поперечины 3 заблаговременно покрыты шпоном или пленкой, имитирующей ценные сорта дерева.
Затем могут устанавливаться замки, ручки и крепиться петли, которые служат для установки двери в дверной проем (дверную коробку).
При необходимости замены отдельных деталей дверного полотна слои обвязки разделяются и филенка 1 демонтируется. После этого дверное полотно может быть собрано с новой филенкой.
Таким образом, созданы эффективный способ изготовления дверного полотна и эффективная конструкция дверного полотна, а также расширен арсенал способов изготовления дверного полотна и конструкций дверного полотна.
При этом упрощена конструкция двери и технология изготовления -сборки/разборки, повышены долговечность и эксплуатационная надежность двери, не требуется выполнение окантовки из массива дерева, обеспечено точное сопряжение слоев и филенки по всей поверхности и максимальная поверхность адгезии клея при их склеивании, снижены потери клея, обеспечена возможность транспортировки деталей двери россыпью для сборки в разнообразных вариантах, а также разборки двери для замены ее частей.
1.Способ изготовления дверного полотна, предусматривающий сборку слоев обвязки из соединенных внахлест стоек и поперечин, между которыми размещают филенку и фиксируют слои обвязки и филенку в сложенном положении, отличающийся тем, что обвязку собирают из двух слоев, каждый из которых собирают путем совмещения краев стоек и поперечин внахлест в предварительно выполненных по краям выборках таким образом, что каждый край стойки помещается в выборку соответствующей поперечины, а край последней помещается в выборку стойки с одновременным образованием по внутреннему периметру непрерывного четырехугольного углубления из предварительно выполненных продольных пазов стойки и поперечины, а филенку размещают в углубление одного из слоев, после чего этот слой сопрягают без зазора по наружному периметру с параллельно установленным вторым слоем для образования дверного полотна, слои которого фиксируют продольными крепежными элементами, установленными в предварительно выполненные на стойках параллельные канавки.
2.Способ по п.1, отличающийся тем, что после совмещения внахлест краев стоек и поперечин их соединяют с помощью клея и/или с помощью крепежных элементов, которые ввинчивают со стороны установки филенки на участках соединения внахлест краев поперечины и стойки.
3.Способ по любому из пп.1 и 2, отличающийся тем, что собранное дверное полотно зажимают прессом или струбцинами и сохраняют в таком состоянии до высыхания клея.
4.Способ по любому из пп.1 и 2, отличающийся тем, что клей наносят в таком количестве, что его избыток принимается канавками, дополнительно выполненными на склеиваемых поверхностях.
5.Дверное полотно, состоящее из филенки, вставленной между слоями обвязки, образованной вертикальными стойками и горизонтальными поперечинами, края которых соединены со стойками внахлест, отличающееся тем, что обвязка состоит из двух соединенных между собой слоев, причем со стороны лицевой поверхности поперечин вдоль торцев выполнены выборки под вертикальные стойки, а со стороны установки филенки - горизонтальный паз на всю длину, имеющий глубину, меньшую толщины филенки, при этом стойки каждого слоя со стороны установки филенки выполнены с продольными канавками под соединительные элементы, с продольным пазом, имеющим глубину, меньшую толщины филенки, и продольными выборками, перпендикулярными их торцам, для соединения внахлест краев поперечин со стойками.
6.Дверное полотно по п.5, отличающееся тем, что поперечины и стойки изготовлены из прямоугольных или профилированных планок и выполнены с канавками для сбора клея со стороны установки филенки.
7.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что глубина пазов поперечин и стоек равна половине толщины филенки.
8.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что выборки поперечин и стоек выполнены ответными друг другу по конфигурации.
9.Дверное полотно по п.8, отличающееся тем, что для профилированных криволинейных стоек торцевые края выборки выполнены криволинейными контрфрезерованием.
10.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что поперечины и стойки соединены с помощью клея и/или с помощью крепежных элементов.
11.Дверное полотно по п.10, отличающееся тем, что поперечины и стойки соединены резьбовыми крепежными элементами, ввинченными со стороны установки филенки на участках соединения внахлест краев поперечины и стойки.
12.Дверное полотно по п.10, отличающееся тем, что поперечины и стойки соединены скобами.
13.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что стойки выполнены с продольными канавками под соединительные элементы.
14.Дверное полотно по п.13, отличающееся тем, что стойки выполнены с прямоугольными канавками под шпонку.
15.Дверное полотно по п.13, отличающееся тем, что стойки выполнены с канавками типа «ласточкин хвост».
16.Дверное полотно по п.13, отличающееся тем, что стойки выполнены с канавками под разъемные крепежные элементы.
17.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что поперечины каждого слоя выполнены с толщиной, меньшей толщины вертикальных стоек на половину радиуса скругления краев последних.
18.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что обвязка выполнена из массива дерева, или из древесностружечного материала, или из «сэндвич-панелей», лицевая сторона которых отделана декоративными материалами.
19.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что поперечины слоев обвязки сопряжены со стороны установки филенки без зазора.
20.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что поперечины каждого слоя выполнены с толщиной, меньшей толщины вертикальных стоек, и с длиной, равной ширине филенки.
www.findpatent.ru
способ изготовления дверного полотна и дверное полотно - патент РФ 2416706
Изобретение относится к области строительства, а именно к способам и конструкциям дверного полотна. Изобретение позволит повысить надежность и долговечность двери. Способ изготовления дверного полотна, включающий сборку слоев обвязки из соединенных внахлест стоек и поперечин, между которыми размещают филенку и фиксируют слои обвязки и филенку в сложенном положении. Обвязку собирают из двух слоев, каждый из которых собирают путем совмещения краев стоек и поперечин внахлест в предварительно выполненных по краям выборках таким образом, что каждый край стойки помещается в выборку соответствующей поперечины, а край последней помещается в выборку стойки с одновременным образованием по внутреннему периметру непрерывного четырехугольного углубления из предварительно выполненных продольных пазов стойки и поперечины, а филенку размещают в углубление одного из слоев, после чего этот слой сопрягают без зазора по наружному периметру с параллельно установленным вторым слоем для образования дверного полотна, слои которого фиксируют продольными крепежными элементами, установленными в предварительно выполненные на стойках параллельные канавки. 2 н.п. и 18 з.п. ф-лы. 8 ил.
Заявляемая группа изобретений относится к области строительства, в частности к конструкциям филенчатых дверей (дверного полотна), и может быть использована при строительстве и реконструкции жилых и офисных зданий.
Известны различные конструкции филенчатых дверей и способы их изготовления, например, RU № № 14052, 16664, 48349, 56444, 57788, 2135725, US № 4812188, DE № № 3800636, 20313583, 29608281, 20109947, 202007017520, 202008000968, FR № № 922781, 2544009, ЕР № 1965014.
Известны способ изготовления дверного полотна и дверное полотно, содержащее дверное полотно из древесины, состоящее из обвязки и филенок, причем обвязка состоит из соединенных шипами планок, причем углы сопряжения планок обвязки выполнены встык (DE № 3800636).
Известны также способ изготовления дверного полотна и дверное полотно, содержащее дверное полотно из древесины, состоящее из обвязки и филенок, причем обвязка состоит из трех слоев склеенных между собой планок, причем узлы обвязки выполнены внахлест, а ширина планок внутреннего слоя меньше ширины внешних планок для образования пазов, в которых закреплены филенки (RU № 14052, прототип).
Недостатками этих известных технических решений являются недостаточные прочность и долговечность, сложность конструкции и технологического процесса сборки, сложность транспортировки в разобранном виде, большой расход клея, недолговечность при эксплуатации.
Технической задачей группы изобретений, связанных единым изобретательским замыслом, является создание эффективных способа изготовления дверного полотна и конструкции дверного полотна, а также расширение арсенала способов изготовления дверного полотна и конструкций дверного полотна.
Технический результат, обеспечивающий решение поставленной задачи группой изобретений, связанных единым изобретательским замыслом, состоит в том, что упрощена конструкция двери и технология сборки, повышены долговечность и эксплуатационная надежность двери, не требуется выполнение окантовки из массива дерева, обеспечено точное сопряжение слоев и филенки по всей поверхности и максимальная поверхность адгезии клея при их склеивании, снижены потери клея, обеспечена возможность транспортировки деталей двери россыпью для сборки в разнообразных вариантах, а также разборки двери для замены ее частей.
Сущность изобретения в части способа изготовления дверного полотна состоит в том, что предусматривается сборка слоев обвязки из соединенных внахлест стоек и поперечин, между которыми размещают филенку и фиксируют слои обвязки и филенку в сложенном положении, причем обвязку собирают из двух слоев, каждый из которых собирают путем совмещения краев стоек и поперечин внахлест в предварительно выполненных по краям выборках таким образом, что каждый край стойки помещается в выборку соответствующей поперечины, а край последней помещается в выборку стойки с одновременным образованием по внутреннему периметру непрерывного четырехугольного углубления из предварительно выполненных продольных пазов стойки и поперечины, а филенку размещают в углубление одного из слоев, после чего этот слой сопрягают без зазора по наружному периметру с параллельно установленным вторым слоем для образования дверного полотна, слои которого фиксируют продольными крепежными элементами, установленными в предварительно выполненные на стойках параллельные канавки.
В частных случаях реализации после совмещения внахлест краев стоек и поперечин их соединяют с помощью клея и/или с помощью крепежных элементов, которые ввинчивают со стороны установки филенки на участках соединения внахлест краев поперечины и стойки, собранное дверное полотно зажимают прессом или струбцинами и сохраняют в таком состоянии до высыхания клея, клей наносят в таком количестве, что его избыток принимается канавками, дополнительно выполненными на склеиваемых поверхностях.
Сущность изобретения в части дверного полотна состоит в том, что дверное полотно состоит из филенки, вставленной между слоями обвязки, образованной вертикальными стойками и горизонтальными поперечинами, края которых соединены со стойками внахлест, причем обвязка состоит из двух соединенных между собой слоев, причем со стороны лицевой поверхности поперечин вдоль торцев выполнены выборки под вертикальные стойки, а со стороны установки филенки - горизонтальный паз на всю длину, имеющий глубину, меньшую толщины филенки, при этом стойки каждого слоя со стороны установки филенки выполнены с продольными канавками под соединительные элементы, с продольным пазом, имеющим глубину, меньшую толщины филенки, и продольными выборками, перпендикулярными их торцам, для соединения внахлест краев поперечин со стойками.
В частных случаях реализации:
- поперечины и стойки изготовлены из прямоугольных или профилированных планок и выполнены с канавками для сбора клея со стороны установки филенки;
- глубина пазов поперечин и стоек равна половине толщины филенки;
- выборки поперечин и стоек выполнены ответными друг другу по конфигурации;
- для профилированных криволинейных стоек торцевые края выборки выполнены криволинейными контрфрезерованием;
- поперечины и стойки соединены с помощью клея и/или с помощью крепежных элементов;
- поперечины и стойки соединены резьбовыми крепежными элементами, ввинченными со стороны установки филенки на участках соединения внахлест краев поперечины и стойки;
- поперечины и стойки соединены скобами;
- стойки выполнены с продольными канавками под соединительные элементы;
- стойки выполнены с прямоугольными канавками под шпонку;
- стойки выполнены с канавками типа «ласточкин хвост»;
- стойки выполнены с канавками под разъемные крепежные элементы;
- поперечины каждого слоя выполнены с толщиной, меньшей толщины вертикальных стоек на половину радиуса скругления краев последних;
- обвязка выполнена из массива дерева, или из древесностружечного материала, или из «сэндвич-панелей», лицевая сторона которых отделана декоративными материалами;
- поперечины слоев обвязки сопряжены со стороны установки филенки без зазора;
- поперечины каждого слоя выполнены с толщиной, меньшей толщины вертикальных стоек, и с длиной, равной ширине филенки.
На фиг.1 изображен вид на один слой обвязки дверного полотна со стороны филенки, на фиг.2 - разрез A-A по фиг.1, на фиг.3 - разрез C-C по фиг.1, на фиг.4 - разрез B-B по фиг.1, на фиг.5 - общий вид дверного полотна двери, на фиг.6 - разрез A-A по фиг.5, на фиг.7 - разрез B-B по фиг.5 с прямоугольным соединительным элементом, на фиг.8 - разрез B-B по фиг.5 с соединительным элементом типа «ласточкин хвост».
Дверное полотно (т.е. дверь) состоит из филенки (доски, панели, витражного стекла) 1, вставленной между двумя слоями обвязки, образованной вертикальными стойками 2 и горизонтальными поперечинами 3, края которых соединены со стойками 2 внахлест. Обвязка состоит из двух соединенных между собой слоев, состоящих из стоек 2 и поперечин 3. Слои, как правило, соединены между собой разъемно, т.е. при необходимости обвязка может быть разделена на два взаимозаменяемых слоя на месте эксплуатации двери.
Со стороны лицевой поверхности поперечины 3 по краям у торцев выполнены выборки 4 под вертикальные стойки 2, а со стороны установки филенки 1 - горизонтальный паз 5 на всю длину, имеющий глубину, меньшую толщины филенки 1. Стойки 2 каждого слоя со стороны установки филенки 1 выполнены с вертикальным пазом 6, имеющим глубину, меньшую толщины филенки 1, и выборками 7 для соединения внахлест краев поперечин 3 со стойками 2.
Поперечины 3 и стойки 2 изготовлены из прямоугольных или профилированных планок и выполнены с канавками 8, 9 для сбора клея со стороны установки филенки 1, т.е. по периметру обвязки.
Глубина пазов 5, 6 поперечин и стоек 2 равна, как правило, половине толщины филенки 1.
Выборки 4, 7 поперечин 3 и стоек 2 выполнены ответными друг другу по конфигурации, т.е. выступ одной планки соответствует выборке на другой и может быть размещен в ней.
Для варианта профилированных криволинейных стоек 2 торцевые края выборки 7 выполнены криволинейными контрфрезерованием.
Поперечины 3 и стойки 2 соединены с помощью клея и/или с помощью крепежных элементов 10 (изображены условно осевыми линиями).
Поперечины 3 и стойки 2 соединены резьбовыми крепежными элементами 10, ввинченными со стороны установки филенки 1 на участках соединения внахлест краев поперечины 3 и стойки 2.
В частных случаях реализации поперечины 3 и стойки 2 могут быть соединены скобами (не изображено).
Стойки 2 выполнены с продольными канавками 11 под соединительные элементы 12.
В частности, стойки 2 могут быть выполнены с прямоугольными канавками 11 под шпонку 12, или с канавками 11 типа «ласточкин хвост», или с канавками 11 под разъемные соединительные элементы 12.
Соединительные элементы 12 в виде шпонки или типа ласточкин хвост могут быть снабжены торцевыми распорными вставками, например втулками, в которые ввинчиваются резьбовые детали (не изображено).
Поперечины 3 каждого слоя выполнены с толщиной, меньшей толщины вертикальных стоек 2 на половину радиуса скругления краев последних.
Обвязка, т.е. планки стоек 2 и поперечин 3 выполнены из массива дерева, или из древесностружечного материала, или из «сэндвич-панелей», лицевая сторона которых отделана декоративными материалами.
Поперечины 3 слоев обвязки сопряжены со стороны установки филенки 1 без зазора.
Предпочтительно поперечины 3 каждого слоя выполнены с толщиной, меньшей толщины вертикальных стоек 2, и с длиной, равной ширине филенки 1.
Способ реализуется при сборке и эксплуатации дверного полотна следующим образом.
Стойки 2 и поперечины 3 собираются в два слоя обвязки по отдельности. Стойки 2 и поперечины 3 каждого слоя собираются путем совмещения их краев с выборками 4, 7 таким образом, что край стойки 2 помещается в выборку 4 поперечины 3, а край поперечины 3 помещается в выборку 7 стойки 2. Предварительно поверхности выемок 4, 7 могут покрываться клеем, после чего производится фиксация указанных деталей крепежными элементами 10. При этом пазы 5, 6 образуют углубление со стороны установки филенки 1 по всему внутреннему периметру слоя обвязки.
После этого в углубление, образованное пазами 5,6 одного слоя, может наноситься клей и вкладывается сплошная или собранная из частей филенка 1. Второй слой обвязки совмещается своими пазами 5, 6 с филенкой 1. Предварительно или позднее в канавку 11 стоек 2 одного из слоев устанавливается крепежный элемент 12.
Для склеивания собранная дверь (дверное полотно) зажимается прессом или струбцинами и находится в таком состоянии до высыхания клея. Избыток клея принимается канавками 8, 9.
Если клей для сборки дверного полотна не используется и не наносится, в элементы 12 с торцев могут быть вставлены торцевые распорные вставки, например втулки, в которые ввинчиваются резьбовые детали. После этого распорные вставки увеличены в объеме и препятствуют разделению слоев обвязки. При необходимости, например, замены филенки, стекла эти резьбовые детали могут быть вывинчены, а слои обвязки неоднократно разъединены и соединены.
В любом случае стык (разъем) слоев обвязки по периметру двери (дверного полотна) получается чистым и малозаметным, особенно, если наружная поверхность стойки 2 и поперечины 3 заблаговременно покрыты шпоном или пленкой, имитирующей ценные сорта дерева.
Затем могут устанавливаться замки, ручки и крепиться петли, которые служат для установки двери в дверной проем (дверную коробку).
При необходимости замены отдельных деталей дверного полотна слои обвязки разделяются и филенка 1 демонтируется. После этого дверное полотно может быть собрано с новой филенкой.
Таким образом, созданы эффективный способ изготовления дверного полотна и эффективная конструкция дверного полотна, а также расширен арсенал способов изготовления дверного полотна и конструкций дверного полотна.
При этом упрощена конструкция двери и технология изготовления -сборки/разборки, повышены долговечность и эксплуатационная надежность двери, не требуется выполнение окантовки из массива дерева, обеспечено точное сопряжение слоев и филенки по всей поверхности и максимальная поверхность адгезии клея при их склеивании, снижены потери клея, обеспечена возможность транспортировки деталей двери россыпью для сборки в разнообразных вариантах, а также разборки двери для замены ее частей.
ФОРМУЛА ИЗОБРЕТЕНИЯ
1.Способ изготовления дверного полотна, предусматривающий сборку слоев обвязки из соединенных внахлест стоек и поперечин, между которыми размещают филенку и фиксируют слои обвязки и филенку в сложенном положении, отличающийся тем, что обвязку собирают из двух слоев, каждый из которых собирают путем совмещения краев стоек и поперечин внахлест в предварительно выполненных по краям выборках таким образом, что каждый край стойки помещается в выборку соответствующей поперечины, а край последней помещается в выборку стойки с одновременным образованием по внутреннему периметру непрерывного четырехугольного углубления из предварительно выполненных продольных пазов стойки и поперечины, а филенку размещают в углубление одного из слоев, после чего этот слой сопрягают без зазора по наружному периметру с параллельно установленным вторым слоем для образования дверного полотна, слои которого фиксируют продольными крепежными элементами, установленными в предварительно выполненные на стойках параллельные канавки.
2.Способ по п.1, отличающийся тем, что после совмещения внахлест краев стоек и поперечин их соединяют с помощью клея и/или с помощью крепежных элементов, которые ввинчивают со стороны установки филенки на участках соединения внахлест краев поперечины и стойки.
3.Способ по любому из пп.1 и 2, отличающийся тем, что собранное дверное полотно зажимают прессом или струбцинами и сохраняют в таком состоянии до высыхания клея.
4.Способ по любому из пп.1 и 2, отличающийся тем, что клей наносят в таком количестве, что его избыток принимается канавками, дополнительно выполненными на склеиваемых поверхностях.
5.Дверное полотно, состоящее из филенки, вставленной между слоями обвязки, образованной вертикальными стойками и горизонтальными поперечинами, края которых соединены со стойками внахлест, отличающееся тем, что обвязка состоит из двух соединенных между собой слоев, причем со стороны лицевой поверхности поперечин вдоль торцев выполнены выборки под вертикальные стойки, а со стороны установки филенки - горизонтальный паз на всю длину, имеющий глубину, меньшую толщины филенки, при этом стойки каждого слоя со стороны установки филенки выполнены с продольными канавками под соединительные элементы, с продольным пазом, имеющим глубину, меньшую толщины филенки, и продольными выборками, перпендикулярными их торцам, для соединения внахлест краев поперечин со стойками.
6.Дверное полотно по п.5, отличающееся тем, что поперечины и стойки изготовлены из прямоугольных или профилированных планок и выполнены с канавками для сбора клея со стороны установки филенки.
7.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что глубина пазов поперечин и стоек равна половине толщины филенки.
8.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что выборки поперечин и стоек выполнены ответными друг другу по конфигурации.
9.Дверное полотно по п.8, отличающееся тем, что для профилированных криволинейных стоек торцевые края выборки выполнены криволинейными контрфрезерованием.
10.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что поперечины и стойки соединены с помощью клея и/или с помощью крепежных элементов.
11.Дверное полотно по п.10, отличающееся тем, что поперечины и стойки соединены резьбовыми крепежными элементами, ввинченными со стороны установки филенки на участках соединения внахлест краев поперечины и стойки.
12.Дверное полотно по п.10, отличающееся тем, что поперечины и стойки соединены скобами.
13.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что стойки выполнены с продольными канавками под соединительные элементы.
14.Дверное полотно по п.13, отличающееся тем, что стойки выполнены с прямоугольными канавками под шпонку.
15.Дверное полотно по п.13, отличающееся тем, что стойки выполнены с канавками типа «ласточкин хвост».
16.Дверное полотно по п.13, отличающееся тем, что стойки выполнены с канавками под разъемные крепежные элементы.
17.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что поперечины каждого слоя выполнены с толщиной, меньшей толщины вертикальных стоек на половину радиуса скругления краев последних.
18.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что обвязка выполнена из массива дерева, или из древесностружечного материала, или из «сэндвич-панелей», лицевая сторона которых отделана декоративными материалами.
19.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что поперечины слоев обвязки сопряжены со стороны установки филенки без зазора.
20.Дверное полотно по любому из пп.5 и 6, отличающееся тем, что поперечины каждого слоя выполнены с толщиной, меньшей толщины вертикальных стоек, и с длиной, равной ширине филенки.
www.freepatent.ru
Изготовление дверных полотен из ДСП — Стройка1
Вопрос из темы на форуме:В доме надо установить двери. Коробки будут деревянные. Для изготовления полотен я думаю использовать листы ДСП, на которые наклеить потом фальшивые элементы из планок, имитирующие обвязку . ДСП есть , она переменной плотности, толщина 12 мм. Как лучше сделать петлевую сторону, чтобы можно было не переживать за то, что в дальнейшем шурупы начнут вылезать и дверь просядет? Как повысить влагостойкость такого полотна?
AndreykoДля создания задуманных Вами дверей нужно использовать ещё и деревянные рейки. Объясню почему, 12 мм очень уж маленькая толщина для закрепления на ней петель, и к тому же закрепить дверную ручку на такой двери придется очень маленькими шурупами, а об установке дверного замка или защёлки и думать нечего. По краю листа ДСП, закрепите деревянные рейки, а затем сверху на них уложите ещё один такой же лист ДВП. Таким образом, при навешивании дверей саморезы будут вкручиваться в дерево и двери и не вырвутся.
ВистрСамое основное — Вы не уточнили для чего нужна такая дверь из ДСП.Если Вы хотите делать дверь в кладовку, то для этого можно использовать любой материал.Даже ДВП (пресскартон).Для межкомнатных дверей ДСП тоже пойдет, если Вас не интересует внутренний дизайн Вашего дома.Если-же Вы хотите ДСП использовать для входных дверей, то я бы не советовал реализовывать этот план.Дело в том, что входные двери должны выполнять три основных обязательных функции:защита дома от незванных гостей, сохранение тепла и звукоизоляция.Древесно-стружечная плита категорически не подходит для выполнения этих задач.Лучше уж сделайте дверь из пресскартона (ДВП).Будет крепче, теплее и посторонние звуки проникать не будут.Кроме того впоследствии не будет излишних хлопот по ремонту дверей.Делаются такие двери просто и Вы за день их сделаете.Сначала сбейте (скрутите саморезами) деревянный каркас из деревянных брусков.Толщина брусков должна быть равна:(высота паза в лутке дверной коробки) минус (толщина двух слоев ДВП).Причем крайние бруски должны иметь ширину, позволяющую установить замок и прикрутить петли.Потом этот каркас обшейте с обоих сторон одинарными листами ДВП.Я думаю, что Вы, используя школьные знания, вполне можете это сделать.С внешней стороны дверь (для надежности) можно обшить листом алюминия.Теперь по сути Вашего вопроса…Наклеивать фальшивые планки, имитирующие обвязку дверей — это просто бесполезное дело.Вам все-равно справа и слева прийдется к плите ДСП пришивать доски для врезки замкаи крепления петель. Причем, как с внутренней стороны, так и с внешней.Сверху и снизу прийдется нашивать такие-же доски для завершения обвязки.А это уже практически полный каркас дверей.Но в результате Вы получите тяжелые и холодные двери.
mastachenkoОднозначно при исполнении дверного полотна из ДСП 12 мм необходимо выполнить каркас из деревянного бруса. Можно взять брус сечением 10*40 мм. и заложить его по периметру полотна двери прификсировав на клей и саморезы. Таким образом общая толщина полотна составит 34 мм , что почти соответствует стандарту.
tolik2503Однозначно вам придется делать деревянную обвязку толщиной минимум 35 мм. Под нее вы точно петли подберете. Не забудте, что обвязка должна быть шипована и склеена. Обязательно хотя бы две поперечки посередине. Они придадут конструкции жесткость.
по материалам форума
stroyka1.ru
способ изготовления двери, дверь, способ изготовления дверного полотна, дверное полотно, способ изготовления замка (варианты), замок (варианты), способ изготовления ригеля и ригель - патент РФ 2236530
Изобретения относятся к области строительства и могут быть использованы в других отраслях народного хозяйства, где используются двери, замки и их части, с достижением технического результата, состоящего в расширении арсенала технических средств. При изготовлении двери изготавливают коробку, петли, ручку дверную, дверное полотно в виде оболочки с внутренней полостью, замок с корпусом, ригелем и механизмом секретности, размещают дверное полотно в коробке и шарнирно соединяют его с коробкой посредством петель, размещают ригель с возможностью санкционированного перемещения и взаимодействия с коробкой, при этом оболочку дверного полотна изготавливают в виде корпуса замка, а корпус замка изготавливают в виде оболочки дверного полотна. При изготовлении замка его корпус изготавливают в виде дверного полотна с внутренней полостью. При изготовлении замка во втором его варианте изготавливают корпус, ригель в виде головки и хвостовика, механизм секретности с исполнительным элементом и кинематически соединяют их между собой, при этом торцевую часть исполнительного элемента изготавливают с переменной площадью сечения во взаимно перпендикулярных плоскостях, высотой h2 и шириной - D1, а на хвостовике изготавливают, по меньшей мере, одну группу отверстий, включающую три отверстия: два крайних отверстия диаметром D и одно среднее отверстие высотой h и сообщают их между собой, при этом торцевую часть исполнительного элемента кинематически сообщают с отверстиями, причем h больше или равно h2, но меньше D. При изготовлении ригеля изготавливают головку и хвостовик, причем на хвостовике выполняют, по меньшей мере, одну группу отверстий, включающую три отверстия: два крайних отверстия диаметром D и одно среднее отверстие высотой h и сообщают их между собой, при этом h больше нуля, но меньше D. 10 с. и 2 з.п. ф-лы, 6 ил.
Группа изобретений относится к области строительства и может быть использована в других отраслях народного хозяйства, где используются двери, замки и их части.
Известна дверь и способ ее изготовления, включающий изготовление коробки, ручки дверной, дверного полотна и замка с корпусом и ригелем (US 4294040 А, 13.10.1981).
Известно дверное полотно и способ его изготовления, включающий изготовление оболочки с внутренней полостью (US 4294040 А, 13.10.1981).
Известен замок и способ его изготовления, включающий изготовление корпуса, ригеля, механизма секретности и кинематическое соединение их между собой (RU 2128274 С1, 27.03.1999).
Известен ригель и способ его изготовления, включающий изготовление головки и хвостовика (RU 2061156 C1, 27.05.1996).
Технический результат, который может быть получен при реализации входящих в группу изобретений, заключается в расширении арсенала технических средств для способа изготовления двери, конструкции двери, способа изготовления дверного полотна, конструкции дверного полотна, способа изготовления замка, конструкции замка, способа изготовления ригеля и конструкции ригеля.
Указанный технический результат при реализации каждого изобретения данной группы достигается тем, что:
- в способе изготовления двери, включающем изготовление коробки, петель, ручки дверной, дверного полотна в виде оболочки с внутренней полостью, замка с корпусом, ригелем и механизмом секретности, размещение дверного полотна в коробке и шарнирное его соединение с коробкой посредством петель, размещение ригеля с возможностью санкционированного перемещения и взаимодействия с коробкой, согласно изобретению оболочку дверного полотна изготавливают в виде корпуса замка, а корпус замка изготавливают в виде оболочки дверного полотна;
- в двери, содержащей коробку, петли, ручку дверную, дверное полотно в виде оболочки с внутренней полостью, замок с корпусом, ригелем и механизмом секретности, причем дверное полотно размещено в коробке и шарнирно сообщено с последней посредством петель, а ригель установлен с возможностью санкционированного перемещения и взаимодействия с коробкой, согласно изобретению оболочка дверного полотна выполнена в виде корпуса замка, а корпус замка выполнен в виде оболочки дверного полотна;
- в способе изготовления дверного полотна, включающем изготовление оболочки с внутренней полостью, согласно изобретению оболочку изготавливают в виде корпуса замка;
- в дверном полотне, содержащем оболочку с внутренней полостью, согласно изобретению оболочка выполнена в виде корпуса замка;
- в способе изготовления замка (вариант 1), включающем изготовление корпуса, ригеля, механизма секретности и соединение ригеля с механизмом секретности, согласно изобретению корпус изготавливают в виде дверного полотна с внутренней полостью;
- в замке (вариант 1), содержащем корпус, ригель и механизм секретности, сообщенный с ригелем, согласно изобретению корпус выполнен в виде дверного полотна с внутренней полостью;
- в способе изготовления замка (вариант 2), включающем изготовление корпуса, ригеля в виде головки и хвостовика, механизма секретности с исполнительным элементом и кинематическое соединение их между собой, согласно изобретению торцевую часть исполнительного элемента изготавливают с переменной площадью сечения во взаимно перпендикулярных плоскостях, высотой - h2 и шириной - D1, а на хвостовике изготавливают, по меньшей мере, одну группу отверстий, включающую три отверстия: два крайних отверстия диаметром D и одно среднее отверстие высотой h и сообщают их между собой, при этом торцевую часть исполнительного элемента кинематически сообщают с отверстиями, причем h больше или равно h2, но меньше D;
- в замке (вариант 2), включающем корпус, ригель в виде головки и хвостовика и механизм секретности с исполнительным элементом, согласно изобретению торцевая часть исполнительного элемента выполнена с переменной площадью сечения во взаимно перпендикулярных плоскостях, высотой - h2 и шириной - D1, а на хвостовике выполнена, по меньшей мере, одна группа отверстий, включающая три отверстия, сообщенных между собой: два крайних отверстия диаметром D и одно среднее отверстие высотой h, при этом торцевая часть исполнительного элемента кинематически сообщена с отверстиями, причем h больше или равно h2, но меньше D;
- в способе изготовления ригеля, включающем изготовление головки и хвостовика, согласно изобретению на хвостовике изготавливают, по меньшей мере, одну группу отверстий, включающую три отверстия: два крайних отверстия диаметром D и одно среднее отверстие высотой h и сообщают их между собой, при этом h больше нуля, но меньше D, причем расстояние между центрами крайних отверстий может быть равным ходу ригеля;
- в ригеле, содержащем головку и хвостовик, согласно изобретению на хвостовике выполнена, по меньшей мере, одна группа отверстий, сообщенных между собой, включающая три отверстия: два крайних отверстия диаметром D и одно среднее отверстие высотой h, при этом h больше нуля, но меньше D, причем расстояние между центрами крайних отверстий может быть выполнено равным ходу ригеля.
На фиг.1 представлены двepь,дверное полотно, зaмoк и ригель; на фиг.2 - сечение А-А на фиг.1; на фиг.3 показан общий вид механизма секретности замка; на фиг.4 - сечение Б-Б на фиг.3; на фиг.5 - вид В на фиг.3; на фиг.6 - элемент хвостовика ригеля в увеличенном масштабе.
Дверь содержит коробку 1, дверное полотно, состоящее из внешней накладки 3, внутренней накладки 4, рамы 5 и внутренней полости 6, ручку дверную 2, замок с корпусом, механизм секретности 7 и ригелем, выполненным в виде головки 8 и хвостовика 9, петли 12 и дополнительный опорный элемент 13. Дополнительный опорный элемент 13 закреплен к раме 5 и выполнен в виде пластины или уголка и имеет отверстия, через которые проходит головка 8 ригеля. В раме 5 также выполнены отверстия, через которые проходит головка 8 ригеля. Напротив головки 8 ригеля в коробке 1 выполнены запорные отверстия, посредством которых головка 8 взаимодействует с коробкой. В качестве дверного полотна используют замок или часть замка, при этом в качестве части замка используют корпус замка. Габариты замка или корпуса замка равны габаритам дверного полотна. В полотне выполнены отверстия 10 и 11.
Дверное полотно содержит оболочку с внутренней полостью 6 (см. фиг.2), при этом оболочка содержит внешнюю накладку 3, внутреннюю накладку 4, раму 5 и выполнена в виде замка или корпуса замка. Габариты дверного полотна равны габаритам замка или корпуса замка.
Замок (вариант 1) содержит корпус, ригель, выполненный в виде головки 8 и хвостовика 9 и механизм секретности 7. Корпус замка выполнен в виде дверного полотна с внутренней полостью 6. Габариты корпуса замка равны габаритам дверного полотна.
Замок (вариант 2) содержит корпус, ригель, выполненный в виде головки 8 и хвостовика 9, и механизм секретности 7 с исполнительным элементом 18 (см. фиг.3-6). Механизм секретности 7 может быть выполнен, например, в виде цилиндрового механизма, который содержит корпус 14, стакан 15 с замочной скважиной 16, стопорное кольцо 17 и исполнительный элемент 18. Торцевая часть исполнительного элемента 18 выполнена с переменной площадью сечения во взаимно перпендикулярных плоскостях, высотой - h2 и шириной - D1. Ригель содержит головку 8 и хвостовик 9. На хвостовике 9 ригеля выполнена, по меньшей мере, одна группа отверстий, включающая три отверстия 19, 20 и 21, сообщенных между собой: два крайних отверстия диаметром D и одно среднее отверстие высотой h, при этом торцевая часть исполнительного элемента 18 кинематически сообщена, но отдельности, с отверстиями 19, 20 и 21, причем h больше или равно h2, но меньше D. При использовании одного механизма секретности 7 используется одна группа отверстий. Количество групп отверстий кратно количеству механизмов секретности 7.
Ригель содержит головку 8 и хвостовик 9. На хвостовике 9 ригеля выполнена, по меньшей мере, одна группа отверстий, включающая три отверстия 19, 20 и 21, сообщенных между собой: два крайних отверстия диаметром D и одно среднее отверстие высотой h, при этом торцевая часть исполнительного элемента 18 кинематически сообщена, по отдельности, с отверстиями 19, 20 и 21, причем h больше нуля, но меньше D. Расстояние между центрами крайних отверстий выполнено равным ходу ригеля F.
Способ изготовления двери реализуется следующим образом. Изготовили коробку 1 с запорными отверстиями для головки 8 ригеля, ручку дверную 2, дверное полотно, замок с корпусом и ригелем и петли 12. Посредством петель 12 шарнирно закрепили дверное полотно относительно коробки 1. Ригель закрепили с возможностью санкционированного перемещения относительно неподвижных частей двери и установили в направляющих, изготовленных в виде отверстий в раме 5 и дополнительном опорном элементе 13. Напротив головки 8 ригеля в корпусе 1 изготовили запорные отверстия (на чертеже условно позицией не обозначены). Ручку дверную 2 закрепили на ригеле замка. На внешней накладке 3 и в районе ручки дверной 2 изготовили отверстие 10. Механизм секретности 7 закрепили к поверхности внешней накладки 3 дверного полотна. В качестве механизма секретности 7 использовали цилиндровый механизм. Можно использовать любое количество механизмов секретности 7. Изготовили иные элементы двери, указанные выше, и соединили их надлежащим образом. В качестве дверного полотна использовали замок или часть замка в виде корпуса замка.
Дверь работает следующим образом.
На фиг.1 показана дверь в закрытом положении, при этом головка 8 ригеля частично размещается в запорных отверстиях коробки 1, ручка дверная 2 расположена в крайнем левом положении в отверстии 10, а исполнительный элемент 18 размещен в правом отверстии 20 хвостовика 9.
Для открывания двери вводят замочный ключ в замочную скважину 16 механизма секретности 7 и поворачивают его на четверть оборота, затем берутся за ручку дверную 2 и перемещают ее совместно с ригелем до упора вправо, при этом исполнительный механизм 18 размещается в отверстии 19 хвостовика 9. После этого продолжают поворот замочного ключа и завершают этот поворот (можно совершить любое количество оборотов замочного ключа, но кратное одному обороту), а затем извлекают замочный ключ из замочной скважины 16. Ригель зафиксирован в открытом положении двери. Механизм секретности 7 может иметь замочную скважину 16 с одной стороны или с двух сторон. Ручка дверная 2 может иметь двустороннее исполнение, и, соответственно, отверстия 10 и 11 должны быть выполнены на внутренней накладке 4. Дверное полотно выполнили в виде замка или части замка, причем часть замка выполнена в виде корпуса замка.
Способ изготовления дверного полотна реализуется следующим образом.
Изготовили оболочку с внутренней полостью. В качестве примера оболочку изготовили в виде внешней накладки 3, внутренней накладки 4, рамы 5 с внутренней полостью 6, причем в качестве оболочки использовали замок или корпус замка. Рама 5 может быть выполнена в виде части внешней накладки 3 или/и части внутренней накладки 4. Исполнение рамы 5 в качестве самостоятельной детали или узла не является существенным признаком.
Работа дверного полотна описана при описании работы двери. Способ изготовления замка (вариант 1) реализуется следующим образом.
Изготовили корпус, ригель, механизм секретности 7 и кинематически соединили их между собой. В качестве корпуса использовали дверное полотно с внутренней полостью 6.
Работа замка описана при описании работы двери.
Способ изготовления замка (вариант 2) реализуется следующим образом.
Изготовили корпус, ригель в виде головки 8 и хвостовика 9, механизм секретности 7 с исполнительным элементом 18 и кинематически соединили их между собой. Торцевую часть исполнительного элемента 18 изготовили с переменной площадью сечения во взаимно перпендикулярных плоскостях, высотой - h2 и шириной - D1, а на хвостовике изготовили, по меньшей мере, одну группу отверстий, включающую три отверстия: два крайних отверстия диаметром D и одно среднее отверстие высотой h и сообщили их между собой, при этом торцевую часть исполнительного элемента 18 кинематически сообщили с отверстиями, причем h изготовили больше или равно h2, но меньше D.
Работа замка описана при описании работы двери.
Способ изготовления ригеля реализуется следующим образом. Изготовили головку 8 и хвостовик 9. На хвостовике 9 изготовили, по меньшей мере, одну группу отверстий, включающую три отверстия: два крайних отверстия 19 и 20 диаметром D и одно среднее отверстие 21 высотой h и сообщили их между собой, при этом h изготовили больше нуля, но меньше D.
Расстояние между центрами крайних отверстий 19 и 20 изготовили равным ходу ригеля F.
ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Способ изготовления двери, включающий изготовление коробки, петель, ручки дверной, дверного полотна в виде оболочки с внутренней полостью, замка с корпусом, ригелем и механизмом секретности, шарнирное соединение дверного полотна с коробкой посредством петель, размещение ригеля с возможностью санкционированного перемещения и взаимодействия с коробкой, отличающийся тем, что оболочку дверного полотна изготавливают в виде корпуса замка, а корпус замка изготавливают в виде оболочки дверного полотна.
2. Дверь, содержащая коробку, петли, ручку дверную, дверное полотно в виде оболочки с внутренней полостью, замок с корпусом, ригелем и механизмом секретности, причем дверное полотно шарнирно сообщено с коробкой посредством петель, а ригель установлен с возможностью санкционированного перемещения и взаимодействия с коробкой, отличающаяся тем, что оболочка дверного полотна выполнена в виде корпуса замка, а корпус замка выполнен в виде оболочки дверного полотна.
3. Способ изготовления дверного полотна, включающий изготовление оболочки с внутренней полостью, отличающийся тем, что оболочку изготавливают в виде корпуса замка.
4. Дверное полотно, содержащее оболочку с внутренней полостью, отличающееся тем, что оболочка выполнена в виде корпуса замка.
5. Способ изготовления замка, включающий изготовление корпуса, ригеля, механизма секретности и соединение ригеля с механизмом секретности, отличающийся тем, что корпус изготавливают в виде дверного полотна с внутренней полостью.
6. Замок, содержащий корпус, ригель и механизм секретности, сообщенный с ригелем, отличающийся тем, что корпус выполнен в виде дверного полотна с внутренней полостью.
7. Способ изготовления замка, включающий изготовление корпуса, ригеля в виде головки и хвостовика, механизма секретности с исполнительным элементом и кинематическое соединение их между собой, отличающийся тем, что торцевую часть исполнительного элемента изготавливают с переменной площадью сечения во взаимно перпендикулярных плоскостях, высотой h2 и шириной D1, а на хвостовике изготавливают, по меньшей мере, одну группу отверстий, включающую три отверстия: два крайних отверстия диаметром D и одно среднее отверстие высотой h и сообщают их между собой, при этом торцевую часть исполнительного элемента кинематически сообщают с отверстиями, причем h больше или равно h2, но меньше D.
8. Замок, включающий корпус, ригель в виде головки и хвостовика и механизм секретности с исполнительным элементом, отличающийся тем, что торцевая часть исполнительного элемента выполнена с переменной площадью сечения во взаимно перпендикулярных плоскостях, высотой h2 и шириной D1, а на хвостовике выполнена, по меньшей мере, одна группа отверстий, включающая три отверстия, сообщенных между собой: два крайних отверстия диаметром D и одно среднее отверстие высотой h, при этом торцевая часть исполнительного элемента кинематически сообщена с отверстиями, причем h больше или равно h2, но меньше D.
9. Способ изготовления ригеля, включающий изготовление головки и хвостовика, отличающийся тем, что на хвостовике изготавливают, по меньшей мере, одну группу отверстий, включающую три отверстия: два крайних отверстия диаметром D и одно среднее отверстие высотой h и сообщают их между собой, при этом h больше нуля, но меньше D.
10. Способ по п.9, отличающийся тем, что расстояние между центрами крайних отверстий изготавливают равным ходу ригеля.
11. Ригель, содержащий головку и хвостовик, отличающийся тем, что на хвостовике выполнена, по меньшей мере, одна группа отверстий, сообщенных между собой, включающая три отверстия: два крайних отверстия диаметром D и одно среднее отверстие высотой h, при этом h больше нуля, но меньше D.
12. Ригель по п.11, отличающийся тем, что расстояние между центрами крайних отверстий выполнено равным ходу ригеля.
www.freepatent.ru