
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
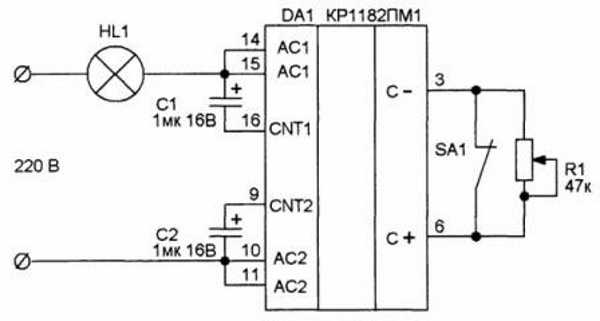
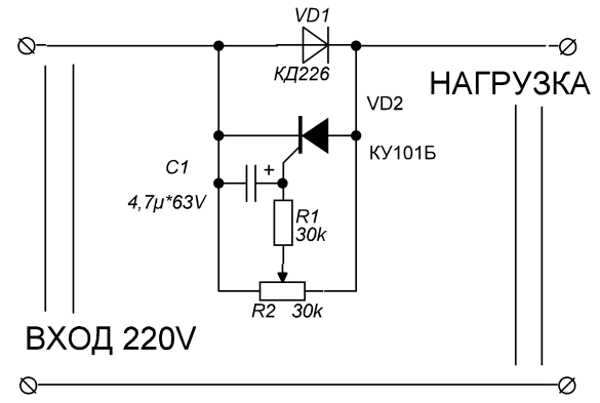
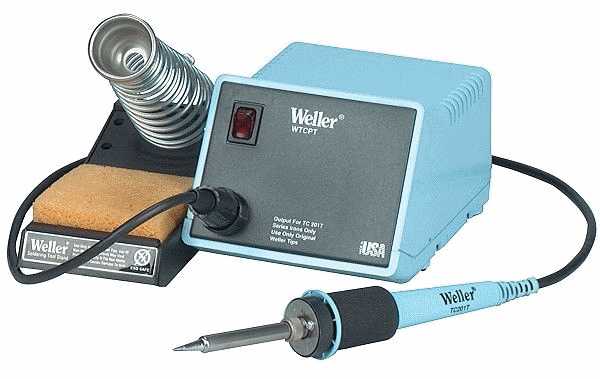
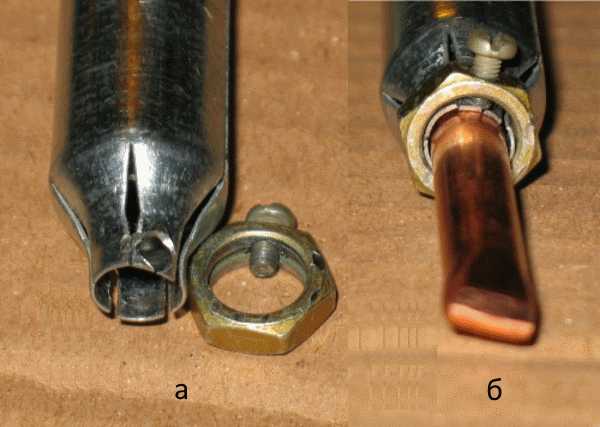
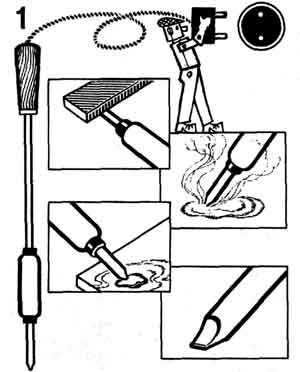
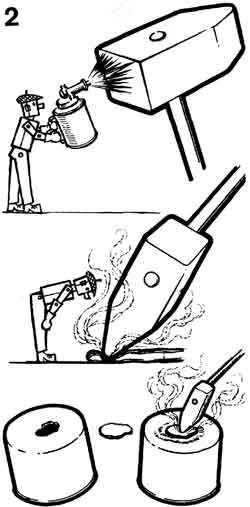
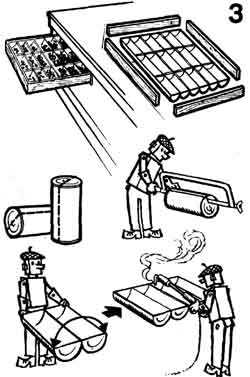
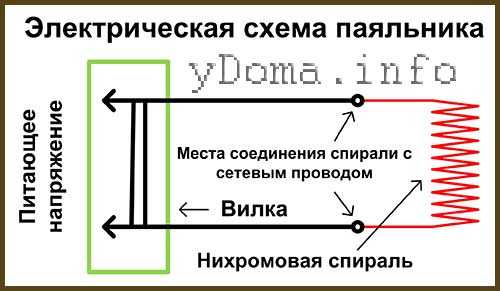
Для демонтажа и монтажа элементов схем электрических изделий и прочих мелких деталей используется импульсный паяльник. С его помощью можно выпаять многие детали, даже относительно небольшого размера, не повредив другие части схемы. Жало для импульсного паяльника изготавливается из медной проволоки, как и для других моделей. Отличие могут составлять лишь те варианты, в которых его поверхность покрывается дополнительными металлическими слоями. Это современная модель, которая представлена на рынке в достаточно широком разнообразии, так как технология их производства постоянно развивается. Сейчас можно найти как простые модели для домашнего использования, так и более серьезные профессиональные варианты, продающиеся в защитных кейсах. Паяльник электрический импульсный часто путают с сетевыми трансформаторными моделями. В таких устройствах присутствует понижающий трансформатор, но отсутствует высокочастотный преобразователь. В остальном паяльники очень схожи между собой. В отличие от трансформаторных паяльников импульсные могут работать намного быстрее и им не нужны столь длинные перерывы, как их аналогам. Внешний вид импульсного паяльника в виде пистолета Импульсный паяльник пистолет применяется при работе с микросхемами и мелкими деталями электротехники. Все небольшие контакты, которые можно спаять, или необходимо выпаять, могут обрабатываться при помощи этого инструмента. Благодаря своему уникальному принципу действия, паяльник обеспечивает отличные условия для работы с подобными деталями. Производство и ремонт гаджетов, техники для дома, радиосхем и прочих вещей, все это может потребовать наличия такого паяльника в арсенале. Прежде чем рассматривать вопрос, как работает импульсный паяльник, нужно разобраться с тем, что входит в его состав. Ведь эти вещи напрямую взаимосвязаны. Основными конструкционными элементами являются: Основным нагревателям в современных моделях чаще всего служит нихромовая спираль. Она нагревается под воздействием электрического тока. Нормальной температурой разогрева для работы является та, при которой будет плавиться припой. Стержень делают из меди благодаря тому, что она отлично проводит тепло и разогрев проходит максимально быстро. Чаще всего жало делается в виде клина. Внутренняя часть импульсного паяльника Благодаря тому, что данное устройство работает на низком напряжении и обладает уникальной конструкцией, оно получило высокий коэффициент полезного действия. Импульсный керамический паяльник рационально расходует электричество. Ток проходит через жало только во время пайки. Этим импульсный паяльник отличается от обычного на практике применения. Остальные отличия касаются преимущественно наличия в современной конструкции частотного преобразователя. Как и в обыкновенной конструкции, жало может быть не только медным, но и выполненным из других материалов. К основным преимуществам данного устройства можно отнести следующие факторы: Несмотря на обильное количество преимуществ для своей сферы, данный тип устройств имеет и ряд недостатков, к которым относятся: «Важно! Сложность работы с чувствительными микросхемами, так как они могут быть повреждены за счет скопления в жале высокочастотного напряжения.» Существует несколько разновидностей данного типа изделий. Особенности моделей порой влияют на то, как пользоваться импульсным паяльником и какие характеристики будут у инструмента. Основными видами различий являются те, которые касаются способа передачи тепла, потребляемого вида энергии, проведения пайки и прочего. К основным разновидностям относят: Помимо этого устройства отличаются по потребляемой мощности, габаритам, форме и толщине жала, наличию дополнительных функций и так далее. Многие начинающие мастера, которые впервые сталкиваются с такими устройствами, могут не знать принцип работы инструмента. На самом деле, вариантов как паять импульсным паяльником, не так уж много. Современные модели имеют специальную кнопку, которая запускает устройство, создавая нужный импульс. До этого паяльник просто разогревается до минимальной температуры, обусловленной его техническими характеристиками. Как правило, этой температуры не хватает для того, что расплавить нужные детали. При нажатии кнопки, величина мощности возрастает, что и создает нужный импульс. Таким образом, нужно поднести жало паяльника к месту пайки и в нужный момент нажать кнопку, запускающую разогретое устройство в работу. Процесс пайки импульсным паяльником При отключении от сети он уже не будет работать, как это могло бы быть с обыкновенными моделями, долго сохраняющими тепло даже после отключения от сети. Энергозатраты при данной схеме работы являются минимальными. Благодаря особенностям пайки, эти устройства чаще всего делаются в форме пистолета, что только добавляет удобства при нажатии кнопки. На современном рынке можно встретить большое разнообразие моделей в разных ценовых категориям с большими отличиями по параметрам. Широко растет сегмент бюджетных паяльников, которые доступны многим людям. К основным производителям, завоевавшим доверие клиентов, можно отнести следующие фирмы: Паяльник импульсный с керамическим нагревателем, как и другие модели данного типа, является незаменимым устройством для своей сферы. Все возможные недостатки и сложности его использования становятся на задний план, когда возникает острая необходимость в его применении. Усложненная конструкция, позволяющая работать импульсному паяльнику, ставит его в отдельный ряд. Их не стоит сравнивать с другими моделями, так как у них различные особенности применения. Для домашнего пользования паяльники применяются достаточно редко, если речь идет не о радиолюбителях. В любом случае, профессионалы всегда будут выбирать качественные и надежные товары. svarkaipayka.ru Пайкой называется физико-химический процесс образования соединения между деталями при взаимодействии припоя со спаиваемым металлом. В отличие от сварки, рабочие поверхности не оплавляются, а происходит их смачивание припоем. Как выглядит простой паяльник Непременным условием для осуществления процесса пайки является расплавление припоя и смачивание им поверхности рабочего инструмента. Со временем наконечник паяльника чернеет и перестаёт работать. Поэтому необходимо знать способ его восстановления – как правильно залудить жало паяльника. На фото ниже изображена окисленная поверхность инструмента и покрытая припоем. Поверхность жала паяльника: 1) окисленная поверхность инструмента; 2) покрытая припоем – луженая В первом случае даже не стоит пытаться производить пайку, поскольку окислы препятствуют удержанию припоя на поверхности жала. Паяльник будет готов к работе только тогда, когда его жало покроется слоем расплавленного материала с более низкой температурой плавления, чем соединяемые металлы. Для пайки применяется припой – материал, служащий для соединения металлических поверхностей и имеющий более низкую температуру плавления, чем у материалов соединяемых деталей. Припой состоит из разных сплавов, куда могут входить олово, свинец, медь, никель и кадмий. Его изготавливают преимущественно в виде прутков и проволоки. Пайка необходима для создания соединения, уменьшения переходного сопротивления электрического контакта и защиты соединения деталей от окисления. Припой должен обладать свойством смачивания основы. При этом происходит его диффузия в основной металл, а тот растворяется в припое, образуя промежуточный слой, после застывания соединяющий детали как одно целое. Для паяльников применяют мягкие припои с температурой плавления от 1910С до 2800С. Их основными компонентами являются олово и свинец в разных соотношениях. С поверхности соединяемых металлов под пайку необходимо удалять оксиды. Для этого служат флюсы. Кроме того, они способствуют лучшему растеканию припоя и защищают поверхности от действия внешней среды. Флюс применяется в твёрдом, жидком и пастообразном виде. Он может находиться внутри трубки из припоя. В качестве флюса применяются: Распространённые флюсы для пайки в твёрдом, жидком и пастообразном виде Флюсы должны обеспечивать низкий ток утечки и не обладать коррозионной активностью. Пайка производится путём захвата припоя и флюса жалом паяльника, введения их между соединяемыми деталями и дальнейшего нагрева контактирующих поверхностей до их смачивания припоем, который впоследствии застывает, образуя соединение. Для этого следует прекратить нагрев. Жало паяльника перед работой затачивается напильником под углом в 30-400. Край делают слегка притупленным, шириной 1 мм. Если наконечник новый, заточка на нём уже есть. Здесь остаётся только обработать жало мелкозернистой шкуркой, напильником или надфилем, чтобы снять патину – зеленоватый окисел меди. Магазинная заточка многих не устраивает, поскольку паять с ней не всегда возможно. Поэтому целесообразно вынуть медный наконечник из корпуса и отковать рабочую часть в виде вогнутой лопатки. Подобная холодная обработка эффективней заточки, поскольку структура металла уплотняется, и жало меньше поддаётся коррозии. Небольшая шлифовка напильником на конечном этапе необходима, чтобы придать рабочей части паяльника законченный вид. После заточки жало следует облудить тонким слоем припоя. Для этого включается электрический паяльник, и медный стержень прогревается, пока не примет красновато-оранжевый оттенок. Долго ждать не нужно, иначе стержень обгорит. После разогрева всё жало погружают в канифоль, а затем расплавляют кусочек припоя и покрывают им всю рабочую поверхность. Если потереть жало о поверхность дерева, припой лучше покрывает рабочую зону паяльника. Слой припоя на жале должен быть равномерным. Если поверхность покрылась частично, процесс повторяется. Как только паяльник будет готов к работе, его можно применять для пайки изделий. Рабочая часть некоторых паяльников покрывается специальным защитным составом. Слой является достаточно тонким, и зачищать его нельзя. Для этого применяется специальная губка. Если её нет, подойдёт обычный кусок ткани, смоченный водой или глицерином. Можно использовать губку, предназначенную для мытья посуды. Производятся специальные очистители жала в виде клубка из стружки цветного металла, в который погружается жало. При этом окислы остаются внутри. Их можно потом высыпать наружу. Механические воздействия сокращают срок службы защитного слоя. При пайке не рекомендуется шаркать по плате или стучать по металлическим поверхностям. Необгораемый слой окисляется достаточно быстро. Для повышения его срока службы рекомендуется поддерживать температуру пайки не выше 2500С. Температура считается нормальной, когда от канифоли дым идёт тонкой струйкой, а не облаком с брызгами. При этом пайка получается с чёткими границами и характерным блеском. Если поверхность припоя получается матовой и с низкой механической прочностью, температуру нагрева следует увеличить. Чтобы облудить жало паяльника с покрытием, надо в расплавленную канифоль положить кусок припоя. Паяльник разогревается и его концом нужно пошаркать по мокрой ткани, удалив со всех сторон окислы. Затем жало опускается в канифоль под кусок припоя. При этом снимаются остатки окислов, а припой плавится и частично остаётся на жале. После лужения жало снова протирается тряпочкой и паяльник готов к работе. Важно его не перегреть выше 3000С, иначе всё придётся повторять сначала. Перегрев виден по кипению и разбрызгиванию канифоли при опускании в неё жала паяльника. Набор сменных необгораемых жал, применяемых на паяльной станции Стандартное жало типа «игла» обладает низкой теплопроводностью, и паять им удобно только миниатюрные элементы. Выпаивать радиодетали с его помощью довольно сложно. Более удобны жала типа «цилиндр со скосом». Для пайки в наборе целесообразно иметь 3 наконечника подобного вида, диаметром 1, 2 и 3 мм. Ножевидное жало 5 мм обладает приличной мощностью и с его помощью можно паять как тонкие детали, так и массивные, если правильно разворачивать нож. Аналогично можно использовать классический клиновидный наконечник. При отсутствии регулятора напряжения паяльник может разогреваться выше 3000С, что приводит к его обгоранию. Если не удаётся замерить температуру жала, перегрев можно заметить по кипению и брызгам канифоли. Уменьшить температуру паяльника можно с помощью регулятора мощности – диммера. Здесь можно подобрать обычное устройство управления яркостью лампы накаливания. Важно, чтобы оно подходило по мощности. Можно собрать тиристорный регулятор на микросхеме Кр1182ПМ2 своими руками, позволяющий управлять приборами, мощностью до 150 Вт. Регулятор мощности на основе микросхемы, который можно собрать своими руками В качестве нагрузки изображена лампа HL1. Вместо неё, можно подключить паяльник, который является активной нагрузкой. Мощность регулируется переменным резистором R1. В диммерах предусмотрено плавное включение и отключение нагрузки. Для паяльника этого не требуется и можно обойтись более простым устройством. Схема простого тиристорного регулятора Положительный полупериод не управляется и проходит через диод VD1. Регулирование производится только через отрицательный полупериод путём управления тиристором VD2 с помощью переменного резистора R2. Для паяльника этого вполне достаточно. Миниатюрные устройства регулирования встраиваются в ручку паяльника. Лучшие способы поддерживания оптимальной температуры пайки применяются в паяльных станциях, где режим может быть ручным или автоматическим. Распространённая паяльная станция «Weller» Для домашней сети со стабильным напряжением питания вполне достаточно ручного управления нагревом, в зависимости от марки припоя. Износ паяльника происходит неравномерно. При выгорании на поверхности жала появляются неровности. Время от времени его надо затачивать и лудить. Медь при нагреве растворяется в припое, а длительный разогрев без использования приводит к образованию слоя окислов. Поэтому рекомендуется в паузы выключать паяльник или уменьшать его температуру. Наличие съёмного жала позволяет его снять и заточить. Но во многих конструкциях требуется его дополнительная фиксация, так как стержень начинает болтаться и выпадать. У него предусмотрена металлическая втулка, которая надевается сверху. Если её постоянно снимать при замене жала, прочность соединения уменьшится. Можно втулку оставить на месте, но со временем её заклинит и вынуть жало будет сложно. Для создания надёжного соединения корпуса паяльника с жалом, втулку заменяют другой, чтобы она легко надевалась. Затем в ней сверлится отверстие и нарезается резьба М3 или М4. После того как втулка будет надета на жало, в неё вворачивается винт, создающий надёжное соединение и предотвращающий проворачивание жала. На рисунке ниже изображён паяльник в разобранном (а) и собранном виде (б), где в качестве втулки использована обычная гайка. Как выглядит крепление сменного жала паяльника Съёмное жало необходимо для паяльника ещё с целью регулирования его температуры. Если вставлять его в нагреватель на разную глубину, температура рабочей части будет изменяться. Периодически требуется удаление окалины из соединения. Когда она накапливается, снижается рабочая температура паяльника. Очистку производят следующим образом: Периодически следует проверять изоляцию паяльника. Для этого омметр устанавливается на мегаомный предел (1-10 мОм) и замеряется сопротивление между жалом и штырьками вилки паяльника, которое должно быть бесконечно большим. Основы пайки для начинающих собраны в этом видео. Паяльник в процессе работы со временем выгорает. Его жало необходимо периодически затачивать и лудить. При наличии необгораемого покрытия рабочая поверхность очищается специальными химическими средствами, после чего также лудится. В процессе работы важно, чтобы паяльник не перегревался. elquanta.ru Собираете ли вы электронное устройство, пытаетесь ли отремонтировать прохудившуюся посуду — без паяльника не обойтись. Успех работы во много зависит от знания правил пользования паяльником. Уметь хорошо паять — своего рода искусство, которое дается только практикой. Как и в любом ремесле, здесь есть свои секреты — секреты техники пайки. Раскроем четыре из них. Первый секрет — правильное применение для пайки припоя и флюса. Припоем называют легкоплавкий металлический сплав, которым спаиваются провод и детали. Самый хороший припой — чистое олово. Но оно стоит дорого, и его трудно достать. При радиомонтаже пользуются оловянно-свинцовыми припоями — сплав олова и свинца. По прочности пайки эти припои не уступают чистом олову. Плавятся такие припои при температуре 180—200° С. Обозначаются они тремя буквами — ПОС (припой оловянно-свинцовый), за которыми следует двузначная цифра, показывающая содержание олова в процентах. Например, ПОС-40, ПОС-60. Для радиомонтажных работ наиболее подходит припой ПОС-60. Флюсы — это противоокислительные вещества. Они применяются для того, чтобы подготовленные к пайке места деталей или проводников не окислялись во время пайки. Без флюса припой может не прилипнуть к поверхности металла. Флюсы бывают разные. Так, для ремонта металлической посуды применяют паяльную кислоту — раствор цинка в соляной кислоте. Для пайки радием конструкций такой флюс непригоден — со временем он разрушает пайку. Даже небольшая капелька кислоты, попавшая на монтажный провод, через некоторое время переедает его и нарушает работу конструкции. Для радиомонтажа надо применять флюсы, в которых нет кислоты. Одним из таких флюсов является канифоль. В магазинах продают смычковую канифоль, которой натирают смычки музыкальных инструментов. Эту канифоль можно использовать и для пайки. При пайке в труднодоступных местах конструкции нередко пользуются жидкой канифолью — раствором канифоли в денатурированном или техническом спирте. В крайнем случае неплохой заменой будет борный спирт или глицерин) налитый в небольшой пузырек. Чтобы канифоль растворилась, размельчите ее порошок и всыпьте в спирт (или глицерин). Помешивая раствор палочкой, подсыпайте канифоль до получения густой кашицы. Такую канифоль наносят на спаиваемые поверхности тонкой палочкой или кисточкой. Второй секрет пайки — чистота жала паяльника и его разогрев. Если жало грязное, им трудно работать — плавиться припой будет, а к поверхности жала не прилипнет. Жало надо обязательно зачистить и залудить — покрыть тонким слоем припоя. Делайте это так, как показано на рисунке 1. Разогрейте паяльник и зачистите его жало напильником или наждачной бумагой. Опустите жало в канифоль, а затем прикоснитесь им к кусочку припоя. В слое расплавленного припоя растирайте жало о деревянную подставку для паяльника, чтобы вся поверхность жала покрылась слоем припоя. Со временем жало будет покрываться окисным налетом темного цвета, мешающим пайке. Тогда снова залудите его. Третий секрет — чистота спаиваемых поверхностей. Места проводников и деталей, предназначенных для пайки, должны быть зачищены до блеска и залужены. Делается это так. Тщательно зачищенный проводник положите на кусок канифоли (или нанесите на него жидкую канифоль) и хорошо прогрейте паяльником. Канифоль быстро расплавится, а имеющийся на паяльнике припой растечется по проводнику. Поворачивая проводник и медленно двигая по нему жало паяльника, добейтесь равномерного распределения припоя по поверхности проводника. Если вы будете залуживать часть впаянного в конструкцию проводника, зачистите это место наждачной бумагой или перочинным ножом и поднесите кусок канифоли. Плавными движениями паяльника равномерно распределите припой на залуживаемой поверхности. Четвертый секрет — правильное соединение проводов при пайке и хороший прогрев места спайки деталей. Если вам надо спаять концы двух залуженных проводников, плотно прижмите их друг к другу и к месту соприкосновения приложите паяльник с каплей припоя на конце жала. Как только место спайки прогреется, припой растечется и заполнит промежуток между проводниками. Теперь паяльник можно удалить — припой быстро затвердеет и прочно скрепит детали. Пайка будет прочной только в том случае, если после удаления паяльника проводники не сдвинутся с места в течение десяти секунд. Прогреть место спайки нужно настолько, чтобы припой ложился на него не комком, а растекался по всему месту спайки. Для радиомонтажа достаточно приобрести паяльник мощностью 25 и 40 Вт. Если же придется ремонтировать, к примеру, таз, ведро, чайник и другие предметы, не обойтись без мощного паяльника, состоящего из куска красной меди, укрепленного на железном стержне или на скрученной толстой проволоке (рис. 2). Такой паяльник разогревают на огне, причем над пламенем держат не заостренный конец жала, а его тупую часть (обушок). Степень нагрева паяльника проверяют прикосновением жала к припою — если припой плавится, значит, паяльник готов к работе. Техника работы таким паяльником мало отличается от вышеизложенной. Допустим, нужно запаять отверстие в тазу или кастрюле. Тщательно зачищаете края отверстия наждачной бумагой. Затем вырезаете из жести (желательно нержавеющей) заплату, зачищаете ее края, смазываете паяльной кислотой и облуживаете припоем. Так же нужно облудить края отверстия посуды. Затем вновь смазываете края отверстия и заплаты кислотой, накладываете заплату и сверху по краям заплаты проводите горячим паяльником. Заплату придерживайте деревянной палочкой или отверткой. Когда припой остынет, место пайки тщательно промойте водой с мылом, чтобы удалить остатки кислоты — иначе вокруг пайки вскоре появится ржавчина. Технология работ не изменится и в случае, если будете пользоваться электрическим паяльником большой мощности — до 200 Вт, иногда появляющимся в продаже. И в заключение — практическая работа по пайке. Предлагаем изготовить металлическую кассетницу для мелких деталей, например, винтов, болтов, гаек, шайб (рис. 3). Такую кассетницу можно расположить в ящике рабочего стола. Для кассетницы используют консервные банки. Вырезанные крышки банок запаивают, а затем банки разрезают пополам и отгибают половинки. После этого банки припаивают друг к другу, прикрепляют к ним боковые деревянные планки — и кассетница готова. pandia.ru Электрический паяльник – это ручной инструмент, предназначенный для скрепления между собой деталей посредством мягких припоев, путем разогрева припоя до жидкого состояния и заполнения ним зазора между спаиваемыми деталями. Как видите на чертеже электрическая схема паяльника очень простая, и состоит всего из трех элементов: вилки, гибкого электропровода и нихромовой спирали. Как видно из схемы, в паяльнике отсутствует возможность регулировки температуры нагрева жала. И даже, если мощность паяльника выбрана правильно, то все равно не факт, что температура жала будет требуемой для пайки, так как длина жала со временем уменьшается за счет постоянной его заправки, припои тоже имеют разные температуры плавления. Поэтому для поддержания оптимальной температуры жала паяльника приходится подключать его через тиристорные регуляторы мощности с ручной регулировкой и автоматическим поддержанием заданной температуры жала паяльника. Паяльник представляет собой стержень из красной меди, который нагревается спиралью из нихрома до температуры плавления припоя. Стержень паяльника делается из меди благодаря высокой ее теплопроводности. Ведь при пайке нужно быстро передать жалу паяльника от нагревательного элемента тепло. Конец стержня имеет клиновидную форму, является рабочей частью паяльника и называется жалом. Стержень вставляется в стальную трубку, обернутую слюдой или стеклотканью. На слюду намотана нихромовая проволока, которая служит нагревательным элементом.
Поверх нихрома намотан слой слюды или асбеста, служащий для снижения потерь тепла и электрической изоляции спирали из нихрома от металлического корпуса паяльника. Концы нихромовой спирали соединены с медными проводниками электрического шнура с вилкой на конце. Для обеспечения надежности этого соединения концы нихромовой спирали согнуты и сложены вдвое, что снижает нагрев в месте соединения с медным проводом. В дополнение соединение обжато металлической пластинкой, лучше всего обжим делать из алюминиевой пластины, которая имеет высокую теплопроводность и будет эффективнее отводить тепло от места соединения. Для электрической изоляции на место соединения надевают трубки из термостойкого изоляционного материала, стеклоткани или слюды. Медный стержень и нихромовая спираль закрывается металлическим корпусом, состоящим из двух половинок или сплошной трубки, как на фотографии. Корпус паяльника на трубке фиксируется накидными колечками. На трубку, для защиты руки человека от ожога, насаживается ручка из плохо провидящего тепло материала, дерева или термостойкой пластмассы. При вставлении вилки паяльника в розетку электрический ток поступает на нихромовый нагревательный элемент, который нагревается и передает тепло медному стержню. Паяльник готов к пайке. Маломощные транзисторы, диоды, резисторы, конденсаторы, микросхемы и тонкие провода паяют паяльником мощностью 12 Вт. Паяльники 40 и 60 Вт служат для пайки мощных и крупногабаритных радиодеталей, толстых проводов и небольших деталей. Для пайки крупных деталей, например, теплообменников газовой колонки, потребуется уже паяльник мощностью сто и более Вт. Электрические паяльники выпускаются рассчитанные на напряжение питающей сети 12, 24, 36, 42 и 220 В, и этому есть свои причины. Главной, является безопасность человека, второй – напряжение сети в месте выполнена паяльных работ. В производстве, где все оборудование заземлено и имеется высокая влажность, разрешено использовать паяльники напряжением не более 36 В, при этом корпус паяльника должен быть обязательно заземлен. Бортовая сеть у мотоцикла имеет напряжение постоянного тока 6 В, легкового автомобиля – 12 В, грузового – 24 В. В авиации используют сеть частотой 400 Гц и напряжением 27 В. Есть и конструктивные ограничения, например, паяльник мощностью 12 Вт сложно сделать на питающее напряжение 220 В, так как спираль потребуется мотать из очень тонкого провода и поэтому намотать много слоев, паяльник получится большим, не удобным для мелкой работы. Так как обмотка паяльника намотана из нихромовой проволоки, то питать его можно как переменным, так и постоянным напряжением. Главное чтобы напряжение питания соответствовало напряжению, на которое рассчитан паяльник. Мощностью электрические паяльники бывают 12, 20, 40, 60, 100 Вт и больше. И это тоже не случайно. Для того, чтобы припой при пайке хорошо растекался по поверхностям спаиваемый деталей, их нужно прогреть до температуры чуть большей, чем температура плавления припоя. При контакте с деталью тепло передается от жала к детали и температура жала падает. Если диаметр жала паяльника не достаточный или мощность нагревательного элемента мала, то отдав тепло, жало не сможет нагреться до заданной температуры, и паять будет невозможно. В лучшем случае получится рыхлая и не прочная пайка. Более мощным паяльником можно паять маленькие детали, но возникает проблема недоступности к месту пайки. Как, например, запаять в печатную плату микросхему с шагом ножек 1,25 мм жалом паяльника размером в 5 мм? Правда есть выход, на такое жало навивают несколько витков медного провода диаметром 1мм и концом уже этого провода паяют. Но громоздкость паяльника делают работу практически не выполнимой. Есть и еще одно ограничение. При большой мощности, паяльник быстро прогреет элемент, а многие радиодетали не допускают нагрева выше 70˚С и по этому, допустимое время их пайки составляет не более 3 секунд. Это диоды, транзисторы, микросхемы. При ремонте или при самостоятельном изготовлении электрического паяльника или любого другого нагревательного прибора приходится мотать нагревательную обмотку из нихромовой проволоки. Исходными данными для расчета и выбора проволоки является сопротивление обмотки паяльника или нагревательного прибора, которое определяется исходя из его мощности и напряжения питания. Рассчитать, какое должно быть сопротивление обмотки паяльника или нагревательного прибора можно с помощью таблицы. Зная напряжение питания и измеряв сопротивление любого нагревательного электроприбора, например паяльника, электрочайника, электрического обогревателя или электрического утюга, можно узнать потребляемую этим бытовым электроприбором мощность. Например, сопротивление электрочайника мощностью 1,5 кВт будет равно 32,2 Ом. Рассмотрим на примере как пользоваться таблицей. Допустим, требуется перемотать паяльник мощностью 60 Вт рассчитанный на напряжение питания 220 В. По самой левой колонке таблицы выбираете 60 Вт. По верхней горизонтальной строке выбираете 220 В. В результате расчета получается, что сопротивление обмотки паяльника, не зависимо от материала обмотки, должно быть равно 806 Ом. Если Вам понадобилось сделать из паяльника мощностью 60 Вт, рассчитанного на напряжение 220 В, паяльник, для питания от сети 36 В, то сопротивление новой обмотки должно будет уже равно 22 Ом. Вы можете самостоятельно рассчитать сопротивление обмотки любого электронагревательного прибора с помощью онлайн калькулятора. После определения требуемой величины сопротивления обмотки паяльника из ниже приведенной таблицы выбирается подходящий, исходя из геометрических размеров обмотки, диаметр нихромовой проволоки. Нихромовая проволока представляет собой хромоникелевый сплав, который выдерживает температуру нагрева до 1000˚С и маркируется Х20Н80. Это означает, что в сплаве содержится 20% хрома и 80% никеля. Для намотки спирали паяльника имеющей сопротивление 806 Ом из примера выше, понадобится 5,75 метров нихромовой проволоки диаметром 0,1 мм (нужно поделить 806 на 140), или 25,4 м проволоки диаметром 0,2 мм, и так далее. Замечу, что при нагреве на каждых на 100° сопротивление нихрома увеличивается на 2%. Поэтому сопротивление спирали 806 Ом из выше приведенного примера при нагреве до 320˚С увеличится до 854 Ом, что практически не повлияет на работу паяльника. При намотке спирали паяльника витки укладываются вплотную друг к другу. При нагревании докрасна поверхность нихромовой проволоки окисляется и образует изолирующую поверхность. Если вся длина проволоки не вмещается на гильзе в один слой, то намотанный слой покрывается слюдой и мотается второй. Для электрической и тепловой изоляции обмотки нагревательного элемента лучшими материалами является слюда, стекловолоконная ткань и асбест. Асбест обладает интересным свойством, его можно размочить водой и он делается мягким, позволяет придавать ему любую форму, а после высыхания обладает достаточной механической прочностью. При изолировании обмотки паяльника мокрым асбестом надо учесть, что мокрый асбест хорошо проводит эклектический ток и включать паяльник в электросеть можно будет только после полного высыхания асбеста. ydoma.info Несмотря на доступность и распространение моделей паяльников, возникает закономерный вопрос: по каким критериям выбирать паяльник? Изобилие предложений – это не только большие возможности, но и своего рода проблемы. 1 Эти 2 параметра тесно связаны между собой, но иногда бывают и исключения. Для обычной домашней пайки не нужен паяльник больших размеров. Отличным вариантом будет, если расстояние от кончика жала до ввода провода составит 25 сантиметров. Диаметр жала должен быть в пределах 4 мм при мощности до 25 Вт. При помощи такого паяльника удобно паять не только различные детали, но и микросхемы. Идеально иметь еще 1 паяльник, но более мощный (на 40-60 Ватт). Его можно использовать для залуживания плат и паяния массивных контактов. Мощные паяльники (около 100 Вт) используются при распайке проводов в автосервисах. Еще мощнее (около 150 Вт) применяются при запайке кастрюль и радиаторов – металлических крупногабаритных вещей. Паяльник на 500 Ватт является самым мощным и применяется исключительно в строительстве. Если вы уже опытный паяльщик, то возможно, вам необходима паяльная станция. С ее помощью качество пайки улучшается в несколько раз, и что самое главное, работа выполняется намного быстрее. Кроме этого у паяльной станции имеется множество преимуществ: Наиболее важными являются первые 2, ведь к паяльнику подобные аксессуары пришлось бы докупать отдельно. 2 На этот параметр при выборе паяльника так же необходимо обращать внимание. В магазинах сейчас можно найти паяльники с самыми разнообразными жалами: игла, конус, лопатка… Посоветовать, какое выбрать, не получится: каждый паяет тем, чем ему удобно. Не лишним будет иметь набор из лопаток разного размера. Правильно подобранное жало – это залог успешной работы. Рекомендуем вам купить несколько плоских и тонких конических жал, а также одно большое для распайки микросхем. 3 Это еще одна очень важная характеристика паяльника. Бывалые паяльщики знают, как часто приходится менять жала. Обращайте внимание на термостойкие жала, которые не реагируют на длительное воздействие высоких температур. 4 Помимо вышеперечисленных критериев, существуют мелочи, о которых просто нельзя забыть. Не забудьте о наличии термоизоляции ручки. От нее зависит, насколько хорошо она защищена от нагревающейся части. Жало паяльника регулируется при помощи винтика на корпусе. Такая технология предусмотрена не на каждом паяльнике – на это необходимо обращать внимание. Регулярная зачистка жала изнашивает его и с этим придется бороться. 5 Чтобы можно было приступить к пайке, необходимо подготовить рабочее место. Главное – это хорошее освещение. Не менее важно правильно оборудовать стол специально для пайки. На нем размещаются планки, на которые кладется паяльник. Поверхность покрывается асбестом. Это необходимо для безопасной работы с кислотами и растворителями. Вам также понадобятся такие инструменты: Не покупайте дешевые китайские паяльники – они перегорят или просто взорвутся при нагревании. У нормального паяльника сопротивление должно равняться 2 Килоомам. Выбирая паяльник на рынке сразу прикупите мультиметр и измеряйте сопротивление понравившегося вам паяльника, и только после этого покупайте его. Если говорить о надежности, то лучшим вариантом будет обычный советский паяльник. Отечественные паяльники отличаются очень долгим временем работы. Китайские паяльники стоимостью 4-5$ будут ничем не хуже. Выбирая паяльник по мощности учтите, что чем она меньше, тем дольше прослужит прибор. Обратите внимание, если вы паяете микросхемы, то обязательно используйте заземление. Оно позволит избежать возможного удара статическим электричеством. Даже небольшая искра способна нанести непоправимый вред микросхеме. sovetclub.ru Впрочем, сколько-нибудь существенного конкурента современному материалу полипропилену нынче не найдено: сталь не просто вышла из моды, но и отстала по всем показателям, медь дорога и сложна в монтаже, полиэтилен не годится для горячей подводки, а металлопластик, при равных с полипропиленом характеристиках стоит дороже. К тому же, если вы решили в целях экономии частично смонтировать водопровод из полиэтиленовых труб, паяльник для полипропилена справится и с этой задачей. Как пользоваться паяльником для полипропиленовых труб? Об этом нередко довольно подробно рассказывается в инструкции. Однако не всем везет: если у вас в руках инструмент китайского производства, руководство по эксплуатации частенько подходит для цитирования в качестве анекдота. Так что лучше перестраховаться и заранее разузнать, что вам предстоит делать. Как выбрать паяльник Мощность аппарата. От нее зависит диаметр труб, с которыми вы сможете работать. Так, паяльник Cobra с мощностью в 1,5 кВТ может обрабатывать расходники от 20 до 50 мм, а Энергомаш, потребляющий 1,7 – до 63. Хотя точной прямой зависимости нет, поскольку вроде бы маломощный Дитрон TraceWeld PROFI blue со своими 850 Вт тоже вполне справится с трубой в 63 мм. Однако мощность влияет и на скорость спайки, так что все же этот показатель является приоритетным. Для небольших объемов работ подойдет и маломощный, а вот если вы собираете водопроводную систему полностью, нужен более действенный аппарат, к примеру, Valtec 1500 W, существенно сократит временные затраты на монтаж. Наличие и количество насадок. В любой водопроводной системе стыкуются трубы разного диаметра. Зная свою схему, обязательно прикиньте, все ли нужные вам диаметры присутствуют в предлагаемом наборе. Если же вы хотите купить паяльник, выбирайте модель, в которой можно параллельно устанавливать сразу 2. В случае покупки обратите внимание и на материал, из которого сделаны насадки: надежнее и долговечнее тефлоновые и с металлизировано-тефлоновым покрытием (Candan, Dytron). Для тех, кто берет аппарат в аренду, это несущественно. Страна-производитель. Опять же, этот параметр важен только для покупателя. Смело выбирать можно среди чешских заводов, хотя цена будет, конечно, повыше инструментов с более скромным происхождением. Турецкие паяльники встречаются и вполне сравнимые с чешскими, и откровенно некачественные. Каждую приглянувшуюся модель придется тщательно изучать по отзывам. Ну, а Китай – это Китай. Цена предельно демократична, качество непредсказуемо. Пайка труб Если технологическая пауза окажется большей, чем нужно, нагревать элементы еще раз и пытаться соединить их заново бесполезно – полипропилен сильно растягивается и образующийся шов будет весьма ненадежен. Признаком того, что вы сделали все правильно, является появление двух пластиковых колец. В случае оплошности кусок трубы обрезается, и спайка проводится на новом участке. Нюансы работы remtra.ru Всем здоровья! Как и обещал, продолжаю публиковать материал по процессам пайки. Заинтересовался иностранными обучающими материалами по пайке и наткнулся на инструкцию как паять от американской энциклопедии wikiHow. Попробую адаптировать в вольном переводе их статью для простого русского народа – для тех людей, которые хотят сами в домашних условиях научиться как паять. Сегодня мы узнаем, какое оборудование необходимо для пайки и как паять на самом деле правильно простые выводные радиоэлементы. Для правильной пайки электронных компонентов и печатных плат нужно приобрести паяльник с электростатической защитой, регулировкой температуры жала и высокой мощностью нагревательного элемента. Это позволит паять длительное время без сильного нагара и хорошо подходит для радиолюбительской и профессиональной практики. Простые паяльники без регулировки требуют некоторых навыков для исключения перегрева паяемых компонентов. Для небольших радиокомпонентов и тонких проводов нужно использовать паяльник с мощностью до 25 Ватт. Для радиаторов, трансформаторов и толстых проводов берите 100 ваттный паяльник, не меньше. Если паяльник позволяет, используйте регулировку температуры, чтобы настроить оптимальную температуру жала, при которой припой плавится достаточно быстро, но не перегревается. Все большую популярность набирают безсвинцовые припои, у которых температура плавления выше и для их пайки требуются специальные флюсы. Такие припои состоят на 96,5 % из олова и на 3,5 % из серебра. Наличие серебра уменьшает омическое сопротивление паяного контакта, что хорошо сказывается на надежности электроники. — канифоль сама по себе является нейтральным флюсом, хорошо смачивает поверхность припоя, но оставляет коричневый липкий остаток, который, впрочем, может быть удален с помощью изопропилового или этилового спирта и даже растворителем. Существуют различные канифольные флюсы, но чаще всего используются с обозначением RMA – умеренно активированная канифоль. — безотмывочный флюс обычно не оставляет сильного остатка, который может вызвать коррозию металлов или создать утечку тока из-за проводимости. Этот флюс изобретен для снижения временных затрат на отмывку после пайки. — водорастворимый флюс обычно является активным на основе кислот, остаток которых может быть смыт с платы водой. Иначе эти остатки флюса вызывают коррозию металла, что приводит к повреждению платы и электронных компонентов. Правильное расстояние от лица до паяльника должно быть не меньше 7-12 дюймов (18 — 30 см). При этом брызги кипящего флюса или капли припоя Вам не повредили. Аккуратно поднесите жало с каплей припоя на конце к месту соединения деталей с печатной платой. Жало должно прежде всего коснуться вывода радиодетали, а затем уже контактной площадки платы. Разогретое жало не должно касаться диэлектрической подложки печатной платы, чтобы не повредить ее высокой температурой. Дайте перетечь припою с жала на паяемые контакты Флюс для пайки при нагревании жалом испаряется буквально за секунду. За это время нужно успеть залудить контакты паяемых поверхностей и дать перетечь припою на них. При пайке контакты должны успеть правильно прогреться, чтобы припой на них лег качественно. Расплавленный припой должен хорошо прилипать к паяемым контактам за счет поверхностного натяжения. Такой свойство называется хорошей смачиваемостью поверхностей. Если припой не плавится и не липнет к поверхности металлов, то значит они не прогрелись или не были хорошо очищены от окислов и жиров с помощью флюса. — на платах с поверхностным монтажом достаточное количество припоя определяется наличием однородной вогнутой поверхности вокруг паяных контактов; — на платах с отверстиями хватит подавать припой, если увидите равномерную плоскость шва между контактами; — чрезмерное количество припоя при пайке изделия будет видно по выпуклой форме шва; — малое количество припоя образует рваный и сильно вогнутый шов. К сожалению, при перегреве легко повредить компоненты или печатную плату. Самое главное правило в пайке – научиться паять правильно и не перегревать плату и радиодетали. Паяйте четко и быстро. Держите пальцами массивные радиодетали или плату недалеко от места пайки, чтобы контролировать нагрев платы. Установите температуру жала паяльника немного меньше, чем хотелось бы. Так можно проверить, достаточно ли этого для качественной пайки. Используйте 30-ваттный паяльник и кратковременную пайку, чтобы избежать перегрева контактов. При работе с двухсторонней печатной платой проверьте пайку обоих слоев металлизации на предмет качественной и правильной пайки. Хороший паяный шов будет блестящим и конической формы. Если шов выглядит рыхлым, с налетом, то такой эффект называется некачественной «холодной пайкой». Происходит это из-за недогрева, отсутствия флюса и слишком быстрого остывания припоя. Как правильно паять в этом случае понятно — использовать флюс и чуть дольше греть припой. Припой должен покрывать пространство между паяными контактами равномерно, не образуя наплывов или недопаяных мест. В конце хочу привести картинку, немного похожую на инфографику на тему как научиться правильно паять. Эти основы пайки для начинающих я переводил сам, так что пользуйтесь на здоровье. Сегодня мы познакомились с тем, как учатся паять американцы. Задорнов сказал бы…ну в общем вы поняли. В оригинале, как мне кажется, все выглядит немного коряво и поверхностно, так что постарался внести свои уточнения в текст. В принципе, самые азы раскрыты, но останавливаться в этом деле никак нельзя, так что подписывайтесь на обновления блога — будут еще подробности о процессе пайки. С уважением, Мастер Пайки. masterpaiki.ruКак залудить паяльник: подготовка и уход за паяльником. Как пользоваться паяльник
принцип работы, инструкция по пользованию

Область применения
Принцип работы

Преимущества
Недостатки
Виды импульсных паяльников
Особенности пайки
Популярные производители
Заключение
подготовка и уход за паяльником


Материалы для пайки

Принцип и процесс пайки
Заточка паяльника
Как залудить жало?
Как залудить необгораемое жало?

Перегрев паяльника
Закрепление жала паяльника
Уроки пайки. Видео
Как пользоваться паяльником | Авторская платформа Pandia.ru
Паяльник электрический – устройство и ремонт своими руками
Электрическая схема паяльника
Устройство паяльника

Напряжение питания паяльников
Мощность нагрева паяльников
Расчет и ремонт нагревательной обмотки паяльника
Как выбрать паяльник. Как выбрать паяльник для пайки. На что обратить внимание при выборе паяльника. Полезные советы и рекомендации .





Как пользоваться паяльником для полипропиленовых труб? Тонкости работы в нашем обзоре » Remtra.ru
 Монтируя при ремонте в квартире водопровод, узнать, как пользоваться паяльником для полипропиленовых труб – значит облегчить себе жизнь и предстоящие работы. Если, конечно, вы выбрали для проведения воды именно этот тип деталей.
Монтируя при ремонте в квартире водопровод, узнать, как пользоваться паяльником для полипропиленовых труб – значит облегчить себе жизнь и предстоящие работы. Если, конечно, вы выбрали для проведения воды именно этот тип деталей.  {banner_content}
{banner_content}
Обретя некоторые навыки и ловкость, поняв, как пользоваться паяльником для полипропиленовых труб во всех подробностях, смонтировать систему водопровода в своей квартире самостоятельно вы сможете дня за два.Как паять паяльником по wikiHow
Приобретите необходимые инструменты для пайки
Используйте паяльник с контролем температуры
Используйте припой в катушках нужного состава
 Самый распространенный припой состоит на 60 % из олова и на 40 % из свинца и обозначается 60/40. Этот припой рекомендуется новичкам в пайке, но требует хорошей вентиляции или защиты органов дыхания от паров свинца, способного накапливаться в организме. Так что проветриваем тщательнее, товарищи.
Самый распространенный припой состоит на 60 % из олова и на 40 % из свинца и обозначается 60/40. Этот припой рекомендуется новичкам в пайке, но требует хорошей вентиляции или защиты органов дыхания от паров свинца, способного накапливаться в организме. Так что проветриваем тщательнее, товарищи.Используйте припой с флюсом внутри
 Часто в середину проволоки припоя добавляется флюс – такой трубчатый припой обладает лучшей паяемостью и облегчает процесс пайки благодаря удалению окислов изнутри паяного соединения. Внутри трубчатого припоя часто используют следующие наполнители:
Часто в середину проволоки припоя добавляется флюс – такой трубчатый припой обладает лучшей паяемостью и облегчает процесс пайки благодаря удалению окислов изнутри паяного соединения. Внутри трубчатого припоя часто используют следующие наполнители:Используйте компоненты, совместимые с платой
 Для начинающих рекомендуется использовать выводные электронные компоненты, которые вставляются в отверстия в печатной плате. Эти отверстия в идеале должны быть металлизированы, чтобы надежно соединять верхний и нижний слой платы. Правильная пайка других электронных компонентов, проводов и разъемов отличается применением других приемов пайки, но общий принцип остается тем же.
Для начинающих рекомендуется использовать выводные электронные компоненты, которые вставляются в отверстия в печатной плате. Эти отверстия в идеале должны быть металлизированы, чтобы надежно соединять верхний и нижний слой платы. Правильная пайка других электронных компонентов, проводов и разъемов отличается применением других приемов пайки, но общий принцип остается тем же.Используйте специальные инструменты для удержания компонентов
 Даже выводные радиодетали достаточно малы для мощных пальцев радиолюбителя. Так что лучше иметь под рукой клещи, узкогубцы и пинцет, чтобы во время обучения пайке не обжечься и надежно фиксировать детали инструментом.
Даже выводные радиодетали достаточно малы для мощных пальцев радиолюбителя. Так что лучше иметь под рукой клещи, узкогубцы и пинцет, чтобы во время обучения пайке не обжечься и надежно фиксировать детали инструментом.Как паять радиоэлектронные детали
Подготовьте электронные компоненты для пайки
 Выберите подходящие по размерам детали, проверив их тип и назначение. С помощью справочников по цветовой маркировке, проверьте сопротивление резисторов. Заранее изогните ножки компонентов под расположение отверстий, соблюдая рекомендуемые радиусы изгиба.
Выберите подходящие по размерам детали, проверив их тип и назначение. С помощью справочников по цветовой маркировке, проверьте сопротивление резисторов. Заранее изогните ножки компонентов под расположение отверстий, соблюдая рекомендуемые радиусы изгиба.Соблюдайте технику безопасности при пайке
 Всегда учитесь паять в хорошо проветриваемом помещении и защищайте глаза и органы дыхания с помощью средств защиты. Используйте подставку под паяльник, когда не заняты пайкой. Если паяльник включен, то жало может прожечь что-либо на рабочем столе.
Всегда учитесь паять в хорошо проветриваемом помещении и защищайте глаза и органы дыхания с помощью средств защиты. Используйте подставку под паяльник, когда не заняты пайкой. Если паяльник включен, то жало может прожечь что-либо на рабочем столе.Перед пайкой залудите жало
 Поднесите горячее жало паяльника к припою и наплавьте его на конец жала. Такое лужение жала помогает ускорить процесс пайки благодаря заранее подогретому припою.
Поднесите горячее жало паяльника к припою и наплавьте его на конец жала. Такое лужение жала помогает ускорить процесс пайки благодаря заранее подогретому припою.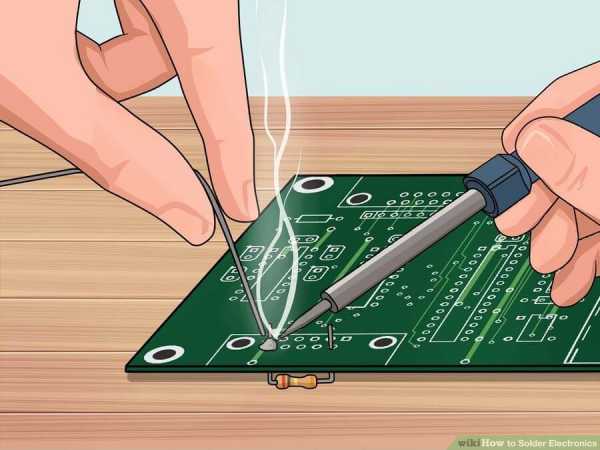
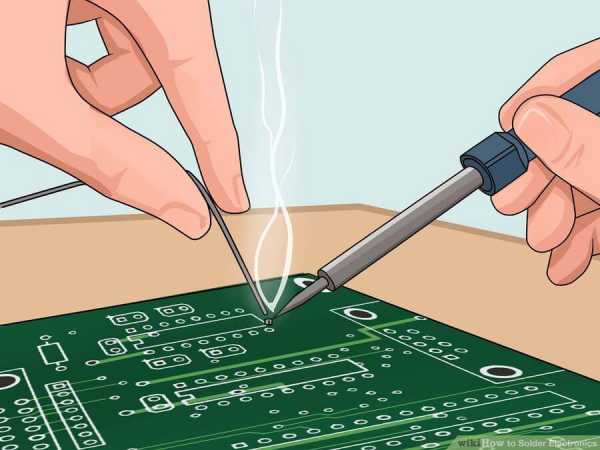
Уберите паяльник при заполнении припоем области пайки
 Обычно хватает пары капель припоя, чтобы качественно заполнить область между паяемыми контактами. Хотя могут быть разные ситуации. Правильное количество припоя определяется следующими факторами:
Обычно хватает пары капель припоя, чтобы качественно заполнить область между паяемыми контактами. Хотя могут быть разные ситуации. Правильное количество припоя определяется следующими факторами:Секреты хорошей пайки
Двигайтесь энергично
Отводите тепло от термочувствительных компонентов
 Некоторые радиодетали (диоды, транзисторы и др.) весьма чувствительны к перегреву. Они требуют дополнительного отвода тепла радиатором, который крепится к их корпусу. Можно пользоваться небольшими радиаторами, прижимающимися к корпусу детали для ее охлаждения.
Некоторые радиодетали (диоды, транзисторы и др.) весьма чувствительны к перегреву. Они требуют дополнительного отвода тепла радиатором, который крепится к их корпусу. Можно пользоваться небольшими радиаторами, прижимающимися к корпусу детали для ее охлаждения.Научитесь распознавать достаточное количество припоя
 Шов с правильным количеством припоя выглядит гладким и блестящим. Визуальный контроль является одним из лучших способов проверки паяных соединений. Припой должен плавиться на поверхностях контактов, а не на жале паяльника. Именно такой подход дает прочное соединение с поверхностью металла.
Шов с правильным количеством припоя выглядит гладким и блестящим. Визуальный контроль является одним из лучших способов проверки паяных соединений. Припой должен плавиться на поверхностях контактов, а не на жале паяльника. Именно такой подход дает прочное соединение с поверхностью металла.Держите жало в чистоте
 Кипящая канифоль или другой флюс из трубчатого припоя может оставить на жале или на шве нагар. Этот нагар является нежелательным остатком после процесса пайки. Он ухудшает качество шва, свойства смачиваемости и механическую прочность соединения. Очистите жало паяльника с помощью влажной губки или металлического спонжа.
Кипящая канифоль или другой флюс из трубчатого припоя может оставить на жале или на шве нагар. Этот нагар является нежелательным остатком после процесса пайки. Он ухудшает качество шва, свойства смачиваемости и механическую прочность соединения. Очистите жало паяльника с помощью влажной губки или металлического спонжа.Убедитесь в полном остывании припоя
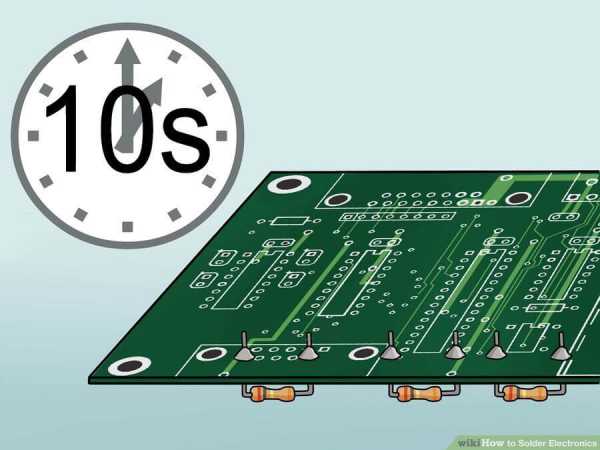 Полное остывание припоя может занять от 5 до 10 секунд – все это время лучше не шевелить паяными контактами. Чтобы удержать горячие радиодетали используйте узкогубцы, пинцет или приспособу «третья рука» с увеличительным стеклом для визуального контроля.
Полное остывание припоя может занять от 5 до 10 секунд – все это время лучше не шевелить паяными контактами. Чтобы удержать горячие радиодетали используйте узкогубцы, пинцет или приспособу «третья рука» с увеличительным стеклом для визуального контроля.Потренируйтесь на кошках
 В качестве «кошки» можете взять старые радиодетали и попаять их между собой. Перед ответственной пайкой всегда проверяйте инструмент. Никто не совершенен, даже профессионалы, так что тренировка всегда пойдет на пользу делу. Как паять профессионально просто поймете со временем.
В качестве «кошки» можете взять старые радиодетали и попаять их между собой. Перед ответственной пайкой всегда проверяйте инструмент. Никто не совершенен, даже профессионалы, так что тренировка всегда пойдет на пользу делу. Как паять профессионально просто поймете со временем.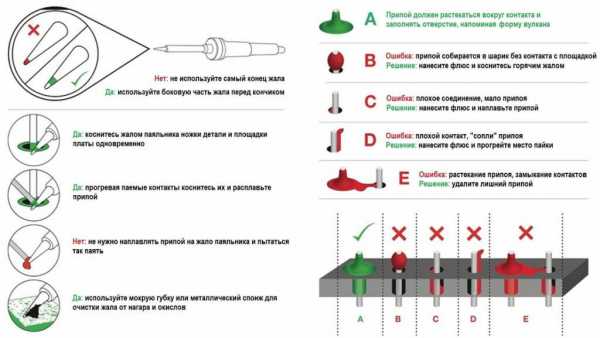
Выводы по краткому обучению пайке










