
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
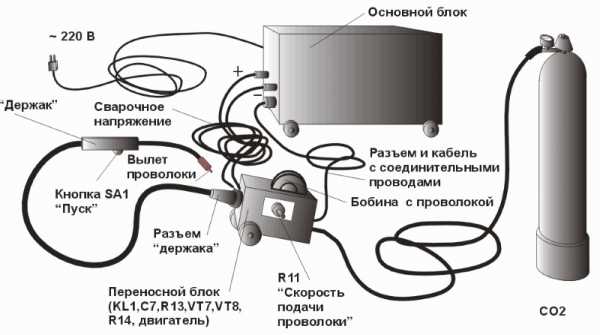
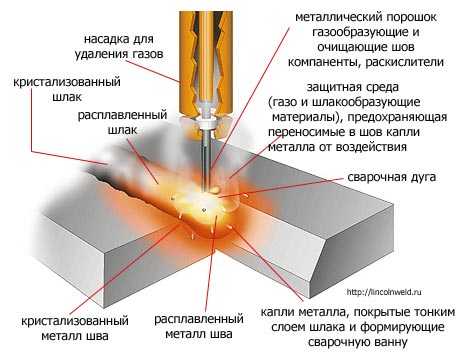
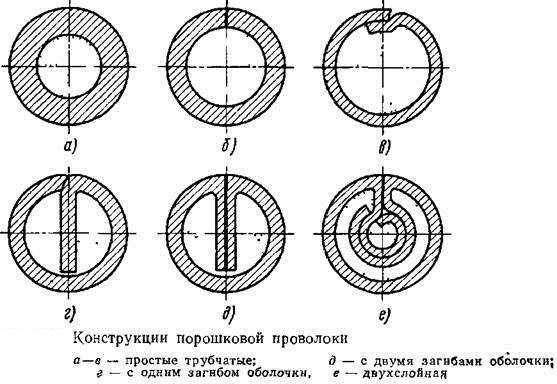
Одной из самых известных форм сварочной присадки для полуавтомата является сварочная проволока. Такая конструкция может полностью заменить подобные электроды и выполняя функцию наплавочного материала. Электрод применяется при газовой сварке полуавтоматом и для электродугового метода в защитной среде. Особенным отличием материала является отсутствие покрытия. Для создания качественного соединения полуавтоматом требуется вовлекать дополнительную защиту, в качестве которой применяют благородные газы. Проволока для сварочного полуавтомата Сварочная проволока изготавливается для полуавтомата в форме катушек, что дает возможность наладить непрерывную подачу электрода в рабочую зону. Такие электроды для полуавтомата классифицируются несколькими способами. Выделяются расходники сплошного сечения, порошковые и активированные. Такой типологии относятся любые расходные материалы для полуавтомата: стальные, латунные, алюминиевые проволоки и прочие виды для полуавтомата. Основной состав металлической порошковой проволоки для полуавтомата представляет собой трубчатый электрод, состоящий из наружной металлической оболочки с сердечником из порошкообразных материалов. Металлическая оболочка может быть кобальтом, никелем, железом или нержавеющей сталью. Оболочка проводит электрический ток во время процесса соединения сварки. Внутренняя порошковая композиция металлической порошковой проволоки для полуавтомата, состоит как из элементарных, так и легированных (нержавеющих) порошков, таких как никель, кобальт, хром, вольфрам, молибден и марганец. Порошковая проволока В процессе изготовления электродов металлические полосы входят в мельницу, образуя внешнюю металлическую оболочку для порошковой сердцевины. Используя специализированный процесс подачи, порошок попадает в оболочку точно в необходимом объеме. Расходный материал прокатывают в трубчатую форму и затем натягивают до конечного размера в диапазоне от 0,45 до 0,125 диаметра. Некоторые из преимуществ использования сварочных металлических порошковых проволок для полуавтомата заключаются в том, что при определенных условиях (например для алюминия) могут быть получены более высокие скорости осаждения, отличное сращение с боковиной, восстановление шлаковых включений, уменьшение паров и применение для специальных сплавов. Внешняя металлическая оболочка порошковой проволоки для полуавтомата проводит электрический ток для сварки. Внутренние компоненты металлической порошковой проволоки состоят в основном из сплавов, марганца, кремния, а в некоторых случаях — из никеля, хрома и молибдена, а также очень небольших количеств стабилизаторов дуги, таких как натрий и калий, причем баланс представляет собой железный порошок, Металлические порошковые электроды дают возможность иметь сплавные композиции, используемых для конкретных применений в меньших партиях, чем обычные большие электроды сплошной проволоки. В настоящее время доступны многие сплавные композиции с использованием хрома, никеля и молибдена, в том числе аустенитные и ферритные сплавы из нержавеющей стали. Электрод из металлических порошков практически не образует шлакообразующих компонентов во внутреннем заполнении проволоки. Подобно сплошной проволоке MIG, сварные швы, выполненные из металлической порошковой проволоки, будут иметь только небольшие островки кремния из раскисленных продуктов, которые появляются на поверхности сварного шва. Электродная проволока для полуавтомата используется для соединения при защите углекислого газа. Такие расходные материалы состоят из оболочки на 93%, а остальная масса приходится на порошок. Активированный вариант представлен СВ08Г2С как самой популярной в употреблении, которая производится с применением щелочных металлов, с высокой степенью ионизации. Электродная проволока СВ08Г2С Такие комплектующие позволят увеличить стабильность электрической дуги. Также такой тип провода более толерантен к механическим повреждениям. Также низкая теплопроводность щелочных элементов позволяет сохранить тепло в сварной зоне. Такой тип неразъемного соединения полуавтоматом является наиболее распространенным методом в условиях защитных газов во всех сферах хозяйственной деятельности. Под таким способ следует понимать, что проволока полуавтомата, которая играет одновременно и роль электрода для электрической дуги и как присадочный металл во время расплавления в сварочной ванне. Полуавтоматический способ подразумевает, что сварщик не меняет систематически электрод, как в случае с ручным методом, а провод постоянно подается в рабочую зону благодаря автоматическому механизму полуавтомата. Такая сварка сильно зависит от корректной настройки параметров автомата. Основными факторами является скорость проволоки, сила тока, применяемый газ для защиты шва, его объем подачи. Сварочный полуавтомат Частым приемом является комбинирование аргона углекислотой. Для создания требуемого шва необходимо также учитывать состав основного металла. В работе используют 3 варианта сварки: Полуавтоматическая сварка проволокой без газа Проволока для нержавейки без газа для полуавтомата также получила распространение. Специальный тип порошковой проволоки обеспечивает защиту шва и стабильность горения дуги. Такой способ проявляет со временем образование коррозии в месте соединения.Достоинства использования сварочных электродов для полуавтомата: Проволока для дуговой сварки полуавтоматом имеет следующие минусы: Для создания шва для сварки необходим полуавтомат, баллон с газом и присадочная проволока для сварки нержавеющих металлов, в соответствии с ГОСТом 2246-70. Если баллон не используется в качестве электрода применяют порошковый электрод. Согласно указанному акту, производится выпуск около 76 вариантов проволоки для полуавтомата. Кроме того, существуют марки, созданные по ТУ. Сварочная проволока для соединения нержавеющих металлов полуавтоматом, является наиболее используемой. Как выбрать для качественной сварки нужный материал? Исходя из толщины обрабатываемой заготовки, сварщик выбирает оптимальный размер расходника. Какие виды стали можно соединять сваркой с нержавеющим металлом? Способ Миг – Маг сварки актуален во время соединения низко и высоколегированных нержавеющих сплавов, алюминиевых заготовок. Для получения высокого качества шва во время использования сварочной проволоки рекомендуется использовать: Наклон сварочной головки должен составлять 5-10 градусов. Сварщик двигается с лева на право, при этом сварочный электрод повернут назад. Такой способ позволит создать глубокое проплавление и уменьшит риски дефектов. Во многих полуавтоматах с программным обеспечением существует саморегуляция дуги. Это более удобный вариант для сварщика. Контролировать скорость подачи электрода можно следующими несколькими методами. Производится тестовый шов на рабочем металле. Если дуга не образовывается или нестабильна, необходимо увеличить значение напряжения, а скорость подачи оставляем прежней. Таким образом, используя метод проб и ошибок можно найти оптимальный режим. Образование шва при сварке полуавтоматом Регулировка скорости выхода электрода у полуавтомата происходит при вращении механического регулятора. Присоединяем к системе защитный газ СО². Объем выработки смеси должен находиться в пределах 12 л/мин. Для порошковой проволоки используется меньшая скорость выхода электрода. Сварочные полуавтоматы разделяют на несколько категорий: Сварка под флюсом Техника с использованием инертного газа оборудована специальным клапаном, который контролирует подачу вещества в рабочую зону и автоматически закрывается при окончании подачи электрода. Для создания качественного сварочного шва под слоем флюса применяют более широкую в диаметре проволоку. Также возле горелки полуавтомата прикрепляется воронка для подачи соответственного флюса. Современная полуавтоматическая сварочная техника разделена на: Классификация полуавтомата зависит от силы тока возможностей бесперебойной работы. Также выделяются переносные и стационарные формы техники. Промышленный полуавтомат производят только по трехфазной схеме, что позволяет в производственных условиях создать более качественный шов по свойствам и внешнему виду. Устройство полуавтомата для сварки проволокой без газа Модернизированные современные полуавтоматы используют специальные механизмы роликов для подачи электрода, которые обеспечивают отсутствие механических деформаций или подобных эффектов. В универсальных моделях присутствуют все детали для произведения различных типов операций. Механизм подачи проволочного электрода включает электродвигатель, подающие ролики, редуктор. В свою очередь, подающий механизм также выполняется различными схемами: подающей, толкающей, универсальной. При толкающем механизме подающие ролики протягивают сварочный электрод вдоль шланга. Скорость передвижения сварочного расходного материала в полуавтоматах настраивается при каждой смете материала. Главным элементов регулировке являются коробка передач и связка шестерен. Для настройки электродов малого сечения используется моторы постоянного тока, у которых можно плавно регулировать количеством оборотов. При этом скорость выхода элемента может составить 150 м/ч. Таким образом, сварочная проволока позволяет наладить бесперебойный процесс соединения материалов, успешно используемый во многих сферах промышленной деятельности и для бытовых нужд. Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter. stankiexpert.ru Порошковая проволока для полуавтомата представляет собой трубочку, заполненную флюсом и металлическим порошком (пыльцой). Изготавливается она из металлической ленты, методом холодного формования. Трубка, заполненная порошковым составом и флюсом, растягивается до необходимого размера. Порошковая наплавочная проволока, применяемая в газовой среде, используется в качестве флюса. Важно: при проведении сварочных работ с помощью полуавтомата, следует тщательно выбирать присадочную проволоку. По составу она должна отвечать характеристикам соединяемых материалов. Важно правильно выбирать диаметр проволоки, так как в соответствии с ним выбирается режим сварки. Сварочные работы с помощью полуавтомата Рекомендуем ознакомиться Порошковая проволока должна соответствовать основным требованиям: Порошковый материал классифицируется по таким параметрам: Сваривание порошковыми электродами - механизированный способ соединения деталей, включающий защиту и легирование выполняемых швов порошком, помещенным внутрь электродной трубки. Сварка порошковой проволокой имеет функциональную схожесть с флюсовой сваркой и со сваркой штучными электродами. В первом (химикатном) способе шов покрывается слоем шлака, а сам процесс механизирован. Сварку проводят автоматом или полуавтоматом. Сварка полуавтоматом Схожесть с электродным методом сваривания состоит в возможности добавки в состав к металлическим порошкам элементов, входящих в обмазку электродов, что позволяет выполнять легирование расплавленного металла шва и осуществлять его защиту. Эти процессы практически невыполнимы при работе под флюсом и в газовой среде. Улучшение легирующих свойств проволоки получают добавкой в порошковый состав ферросплавов, например, никеля. Проволоки с измененным содержанием шихты требуется в ходе сваривания дополнительно защищать специальными химикатами или СО₂. Полуавтоматическая сварка порошковыми проволоками может заменить ручную дуговую сварку. Полуавтоматическое сваривание порошковой проволокой Сварка порошковой проволокой характеризуется простотой ведения процесса, так как нет необходимости в специальном механизме для подачи флюса. Сваривание можно вести в допускаемых пространственных положениях и при любых погодных условиях. Этот метод сварки отличается высокой производительностью. Сварка проволокой обладает рядом недостатков, отрицательно сказывающихся на применении ее в заводских условиях. К ним относятся: В работе с полуавтоматами применяют проволоку 2 видов. К достоинствам первого вида проволоки относят: Электродная проволока для работы в защитных газах Газозащитная наплавная проволока производится следующих типов: Самозащитный расходный материал бывает для сварки в стандартных условиях и специального назначения. Порошковый материал специального назначения: Ответ на вопрос как варить сварочным полуавтоматом, может дать специалист, обладающий достаточным уровнем знаний в данной сфере и имеющий навыки ведения сварочного процесса. Сварщику необходимо: Порошковые электроды используют в шланговых полуавтоматах. Это позволяет сварщику иметь постоянно перед глазами сварочный шов, легко вести сваривание стыков и углов. Так как порошковые электроды имеют невысокую прочность, то для их автоматической подачи необходимо применять механизм с ограничителем усилия сжатия на подающих роликах. Порошковые электроды диаметром 2,6 мм используются только в нижнем положении, так как для непрерывного горения необходимо применять дугу с повышенным током. Образования пор в сварочном шве и вкраплений шлака можно избежать, применяя при сварке углекислый газ в качестве защиты. tutmet.ru Сварочная проволока для полуавтомата позволяет обеспечить максимально прочное соединение деталей, тяжело поддающихся термической обработки, сократить негативное воздействие на поверхность детали и шва. Наиболее востребованными остаются расходные материалы, предназначенные для работ с нержавеющей сталью и алюминием. Чтобы добиться высоких прочностных характеристик крайне важно, чтобы наплавляемый металл во время сварки нержавеющей стали, полуавтоматом не вступал в химическую реакцию с водой, кислородом и азотом. С этой целью используется защитный газ, обычно аргон. Для полуавтоматов используется порошковая сварочная проволока, позволяющая выполнить сварочные работы без применения углекислоты и других защитных газов. По своему строению стержень порошковой проволоки напоминает полую трубку, наполненную присадками, гранулами металла и шлакообразующими материалами. Под воздействием высокой температуры, проволока для сварки полуавтоматом без газа раскаляется, внутренняя смесь испаряется, в результате образуется защитное облако газа. По мере остывания, на поверхности шва появляется защитный шлак, предотвращающий образование пор и растрескивание соединения. Флюсовая проволока применяется не только для нержавейки, широкое распространение получило ее использование для получения качественного шва при работах с углеродистыми и низкоуглеродистыми сталями и практически любыми видами цветных металлов, включая титан. Сварочная проволока для сварки алюминия используется при выполнении работ полуавтоматом в среде защитных газов Ar, He, или смеси Ar/He. Допускается применение специальных порошковых электродов. Регулировка скорости подачи проволоки, сварочного полуавтомата осуществляется следующим образом: К примеру, технология сварки порошковой проволокой позволяет выполнять работы в потолочном положении, хорошо справляется с необходимостью в обратном формировании шва. Недостаток использования проволоки с флюсовой прослойкой, то, что для качественного шва требуется безупречная схема протяжки проволоки в аппарате. Пока таким механизмом может похвастаться только оборудование, изготовленное в странах ЕС. В качестве минуса можно рассматривать высокую стоимость материала и узкий диапазон сварки. При условии наличия качественного полуавтомата, лучше поменять проволоку общего сечения на порошковую. При работе с алюминием и нержавейкой, использование флюса помогает улучшить качество шва. stroy-plys.ru Полуавтоматическая сварка металла работает так же, как и обычная электродуговая, за счет расплавления соединяемых деталей и электрода. Только в качестве последнего используется специфический расходный материал. Какими свойствами должен обладать такой электрод и как подбирается проволока для полуавтомата? Полуавтоматическое оборудование применяют при сваривании различных типов материалов и конструкций. Защитный инертный газ не позволяет вступать в реакцию расплавленному металлу с атмосферным кислородом. Без него в составе шва образуются окислы, разрушающие соединение. Также полуавтоматом варят и углеродистые стали без подачи защитного газа. Сама технология работы аппарата построена на плавлении специальной проволоки, которую подают к месту сварки специальным механизмом. Существует более 70 видов различных проволок, которые применяют в процессе сваривания металлов. Каждая из них имеет различные свойства, что позволяет применять конкретную технологию к определенному материалу. Все это разнообразие можно поделить на две большие группы: Сплошные виды проволоки используются для сваривания углеродистых и низколегированных марок стали. Бывает двух разновидностей: омедненные и неомедненные. Омедненная сварочная проволока Омедненная сварочная проволока для полуавтомата используется, чтобы повысить антикоррозионные свойства шва. Но при плавлении такой материал выделяет пары меди, что вредно для здоровья сварщика. Поэтому чаще всего стали использовать проволоки без омеднения. Для повышения стойкости к окислению соединений, такой вид расходника имеет антикоррозионные покрытия. Электрод без медного покрытия подразделяется также на отдельные подвиды: для сварки нержавеющей стали и с легирующими элементами в составе используют одни, а для алюминиевых деталей и их сплавов — другие модели. Основные виды: Также есть типы расходников со сплошным сечением. Они предназначены для сваривания чугуна, никелевых сплавов и для наплавки при ремонте деталей. По своей конструкции такой расходник выполнен в виде трубки с наполнением в виде порошка — шихты. Шихта — это смесь газо- и шлакообразующих добавок. Зачем это нужно? Во время процесса плавления добавки под воздействием высокой температуры образуют покрытие из газов и шлаков для перекрытия доступа атмосферного воздуха. Это не позволяет образовываться окислам в сварочной ванне. Такая технология позволяет сваривать детали без дополнительной подачи аргона. Также производятся проволоки и для сварки с использованием подачи аргона, гелия или углекислого газа. Различают эти виды по маркировкам. Как и сплошные, порошковые проволоки имеют отдельные модели для сварки различных материалов: алюминия, меди и их сплавов, сварки чугуна, легированных и низколегированных сталей и прочие. Модели этого расходного материала могут быть как легированными, так и низколегированными. Их отличают по процентному составу легирующих элементов. Если их менее 2,5%, то такой вид низколегированный. Чтобы было понятно, какую конкретно проволоку нужно приобрести для сварных работ, существует маркировка, по которой определяется состав и назначение. Например, приобретая расходники для полуавтомата, Вы видите такую маркировку — CB-08Г2С. Что это значит? СВ — номенклатура, обозначающая сварочное назначение проволоки. 08 — это процентное соотношение углерода в составе, в данном случае 0,08%. Г2 — значит, что в этом материале содержится 2% марганца. С — в состав входит не менее 0,5% кремния. Исходя из такой маркировки, можно понять, что данный расходник имеет легированные элементы, низкоуглеродистый и подходит для варки соответствующих материалов. Какие легирующие элементы могут входить в состав расходного материала для сварки? Сварочные расходники для полуавтомата подбираются в зависимости от материалов, которые нужно сваривать, а также способа варки (с газом или без). Для соединения низкоуглеродистой стали используют виды электрода с малым процентом углерода в составе (с цифрами в маркировке 080, а также с составом кремния). Конструкции из такого материала соединяют путем сваривания проволокой для полуавтомата без газа. Если нужно сваривать легированные и нержавеющие стали, то, в соответствии с обозначениями, подбирают наиболее подходящий расходник. Сварка алюминия происходит в защитной среде аргона, а значит понадобиться материал сплошного сечения с подходящим составом. Алюминиевую проволоку для полуавтомата рекомендуется быстро использовать после распаковки, так как после длительного хранения на ее поверхности появятся те же окислы от контакта с атмосферным кислородом. Как и алюминий, медь варят в аргоне или другом газе. Расходники подбирают в зависимости от деталей. Можно выделить такие виды проволоки: Часто бывает, что путем сварки нужно соединить разные виды металла. Для этого используют наплавочные типы (обозначение НП). Такие металлы, как чугун и никель имеют коррозионные и жаростойкие свойства, следовательно, нужно подобрать соответствующую проволоку с никелевым составом. Для чугуна используются рутиловые порошковые типы проволоки. Диаметр нужной проволоки будет зависеть от толщины деталей. Для полуавтомата он может быть от 0,3 миллиметров до 2 мм. Опытный сварщик, зная технологию, может использовать один по толщине расходник в очень широком диапазоне работ. Если Вы решили обучиться работе со сваркой полуавтоматом, то лучше всего, чтобы в этом деле Вам помог опытный специалист. Профессионал сможет подобрать нужные материалы или объяснить универсальные способы использования той или иной проволоки. А что Вы можете посоветовать по выбору сварочной проволоки для полуавтомата, исходя из собственного опыта? Какие типы проволоки наиболее универсальны по Вашему мнению? Нам Важен ваш опыт в таких видах сварочных работ. Оставьте свои замечания в блоке комментариев к этой статье. wikimetall.ru Порошковая самозащитная наплавочная проволока, которая помещаются в газовую среду, выполняет те же задачи, что и флюс. Представленный расходный материал для сварочных полуавтоматов «Искра Профи» MIG-250D (и прочих моделей), самый популярный и активно используется для того, чтобы варить детали из алюминия или нержавейки. Порошковая проволока для сварки Сварка алюминия или нержавейки, проводимая полуавтоматом «Искра Профи» MIG-250 D или другими аналогами, как выяснилось, является наиболее качественной. Все разновидности таких порошковых наплавочных проволок, предназначенных для того, чтобы варить детали, выполненные с применением алюминия, плавятся под воздействием газа. Перед тем, как начать варить между собой детали из нержавейки сварочным полуавтоматом «Искра» MIG-280S, следует учесть советы, что самозащитная наплавочная порошковая проволока имеет ряд особенностей. Читайте также: какой проволокой осуществляется пломбирование? Представленная сварочная проволока, применяемая для сварки, начинает плавиться под воздействием нагретого до нужной температуры газа, и в своем составе имеет такие вещества, как кремниаты и силикаты. Схема полуавтомата для сварки устроена таким образом, что полуавтомат (например, «Искра» MIG-280S), имея собственную полярность, позволяет варить детали порошковой проволокой подвергающейся воздействию газа. Порошковая проволока для сварки стыков внахлест Кроме того, такой полуавтомат, как «Искра» MIG-280S способен варить (учитывая полярность) все производные алюминия. Читайте также: как производят холоднотянутую проволоку, и где ее применяют? Важно знать, что входящие в состав проволоки для сварки кремниаты и силикаты подвергаются отторжению (учитывая полярность) расплавленным металлом. Эти вещества, образующиеся в процессе работы сварочного полуавтомата, под непрерывным воздействием газа формируют на поверхности материала пленку. Перед тем, как начать варить, следует запомнить, что сварочная пленка, возникшая в результате воздействия газа, подающегося из полуавтомата, препятствует проникновению кислорода к расплавленному металлу. Представленная проволока, предназначенная для сварки с применением полуавтомата, может быть как флюсовой, так и порошковой (учитывая полярность). Эта сварочная проволока имеет форму трубки, которая выполнена из мягкого легкоплавкого металла. Сварочный аппарат «Искра» MIG-280S Изнутри она полая. Кроме того, полость такой трубки, предназначенной для сварки при помощи полуавтомата, наполняется измельченным порошком из кремниатов. Читайте также: чем хороша оцинкованная проволока? Простая схема трубки устроена таким образом, что материал, находящийся внутри, в процессе оплавления внешних контуров не сгорает. Схема продумана таким образом, что порошок рассыпается на поверхность, подвергающуюся сварке. При этом сварочная поверхность сохраняет все свои исходные свойства.к меню ↑ Как уже упоминалось представленная проволока, с участием которой сварочный полуавтомат производит варку, имеет трубчатый вид. Внутри эта проволока (250-й маркировки) для полуавтомата заполнена специальным порошкообразным веществом (пыльцой). Внутри проволока заполнена специальным порошком На первоначальных этапах производства эта лента подвергается холодному формованию и обретает полярность. На завершающем этапе создания такой проволоки, которую использует полуавтомат, производится ее аккуратная растяжка до достижения ей нужного размера. Представленная разновидность расходного материала имеет свою собственную классификацию, которая состоит из параметров: Большинство разновидностей этих изделий, которые распространены по территории СНГ, способны производить сварку низколегированных и низкоуглеродистых разновидностей стали. Вид сварного шва после сварки с применением порошковой проволоки Второй тип классифицируется как специальный. К изделиям входящим в число специальных можно отнести те, которые предназначены для проведения сварочных работ, подразумевающих принудительное формирование шва. Сюда же относится проволока, предназначенная для работы под водой, продукция для варки арматуры и автоматической сварки в том числе. Все представленные порошковые изделия изготавливаются с ориентировкой на определенный набор требований к ним. При осуществлении сварки, возникающая дуга должна легко возбуждаться и производить стабильное нагревание материала. data-ad-client="ca-pub-8514915293567855"data-ad-slot="1955705077"> Во время работ, процесс плавки проволоки должен происходить с высокой степенью равномерности. При этом следует избегать излишнего разбрызгивания раскаленных капель рабочего вещества. Схема процесса сварки с помощью порошковой проволоки Также шлак в процессе охлаждения должен легко отделяться от сварочной поверхности. В процессе работы сварочный шов должен быть максимально аккуратным, на нем должны отсутствовать всяческие дефекты. Они могут принимать форму трещин и участков с пористой текстурой материала. Все представленные требования являются наиболее востребованными характеристиками всех сварочно-типологических свойств, которыми должны обладать современные сварочные материалы. Это обусловлено тем, что все перечисленные свойства напрямую формируют возможность, благодаря которой может быть применена порошковая проволока для осуществления сварки в различных условиях. К примеру, некоторые из важнейших свойств могут быть выявлены только лишь экспериментальным путем. Для этого специально подготовленный механизированный валик подвергается наварке на пластину. Эта пластина выполнена с применением низкоуглеродистой стали. Сварочный аппарат для сварки порошковой проволокой В процессе сваривания параметр точки значения тока и рабочего напряжения берется исходя из среднего интервала всех имеющихся значений, которые предусматривают формирование заданного типа и размера шва. В результате проведения таких экспериментов выясняется, в какой отрасли и при каких условиях следует применять конкретно взятый вид сварочной проволоки.к меню ↑ Сварка, выполняемая с применением порошковой проволоки используется в настоящее время повсеместно. Это связано с неоспоримыми преимуществами данного расходного материала. К примеру, при проведении обычной флюсовой сварки, могут возникнуть некоторые затруднения, связанные с невозможностью направления электрода к труднодоступному месту сварки. Помимо этого наблюдение за процессом формирования шва также будет осложнено. Довольно часто такие сложности возникают в процессе полуавтоматической сварки. Такой метод сварки имеет массу преимуществ Сопла, которые обеспечивают подачу защитного газа, могут изрядно забрызгаться в процессе сварки. В сложившихся условиях наиболее целесообразно применение так называемой порошковой проволоки. Это связано с тем, что данная продукция сочетает в себе такие положительные качества электродов, как: Кроме того, порошковая проволока не нуждается в наличии газового баллона, дополнительных шлангов, редукторов, флюсовой аппаратуры и, собственно, флюса. Читайте также: какую проволоку применяют при изготовлении рабицы? При проведении сварочного процесса можно со значительной степенью легкости производить направление электрода к разделке. При этом появляется хорошая возможность для наблюдения за процессом формирования образующегося шва. Конструкция представленного расходного материала может быть нескольких видов: Загибы создаются для того, чтобы проволока обладала необходимой степенью жесткости. Помимо этого загибы предотвращают несанкционированное высыпание порошка в процессе сдавливания материала подающими роликами сварочного полуавтомата. Конструкция порошковой проволоки (вид в разрезе) В состав порошкообразного наполнителя входит смесь из руд, ферросплавов, химикатов и минералов. Непосредственная его задача – это надежная защита металла от воздействия воздуха, обеспечение стабилизации дугового разряда, раскисление, легирование и формирование структуры шва. По классификации составов изделия могут быть: Читайте также: об особенностях производства и назначении горячекатанной проволоки. По прямому назначению продукция разделяется на два вида: При применении проволок с самозащитными свойствами процесс сварки значительно упрощается. Это связано с исчезновением необходимости использования громоздких баллонов, наполненных газом. Если применять порошковые проволоки, находящиеся в среде углекислого газа, то механические характеристики шва будут значительно повышены.к меню ↑ Представленная порошковая проволока при сварке подразумевает использование шлангового полуавтомата. Так как сварной шов будет постоянно доступен для обзора, технология сваривания стыков и угловых соединений практически неотличима от сварки с помощью плавящихся электродов. Бывают моменты, когда шлак, образовавшийся на верхнем крае поверхности полученного шва, может попасть в зазор, который был образован двумя кромками. При проведении сварки, состоящей из нескольких этапов, все уже сформированные швы подвергаются интенсивной зачистке с целью избавления от излишнего шлака. Читайте также: как и где применяют вязальную проволоку? Известно, что порошковая проволока не обладает высокими параметрами механической крепости и жесткости. С этой целью обязательно необходимо применение специального механизма, обеспечивающего непрерывную автоматическую подачу проволоки. Механизм обеспечивает ограниченное усиление степени сжатия, используя для этого подающие ролики.к меню ↑ Портал об арматуре » Сетка » Проволока » Преимущества порошковой проволоки для сварочного аппарата — полуавтомата armaturniy.ru Разновидность электродуговой сварки – применение полуавтомата. Особенность этого способа – автоматическая подача в точку горения электрода. В качестве последнего, применяется сварочная проволока для полуавтоматов. Что такое – сварочная проволока? Это материал, служащий электродом для образования электрического разряда и, одновременно, источник металла для образования соединительного шва. Проволока для полуавтомата представляет собой металлическую нить (шнур) определённого диаметра. Для её изготовления применяют очищенный от примесей металл или сплав. Проволока сварочная – это не только электрод, но, и присадка при сварочных операциях. Присадочный материал используют для сварки в среде инертных газов и без оного. Соединяют: Используется сварочная проволока для полуавтоматов без газа, – так называемый способ сварки под флюсом. Сварочная проволока для полуавтомата – это промышленная продукция. Химический состав, структура, назначение и другие характеристики регламентируются ГОСТ 2246-70. Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями. Маркировка сварочной проволоки содержит сведения о присадке для полуавтомата. Схема обозначения по ГОСТ: В качестве примера, можно рассмотреть характеристики сварочной проволоки 08г2с. Обозначение Св-08Г2С-0 ГОСТ 2246-70: Св, – изделие предназначено для сварочных работ; 08, – содержание углерода не превышает 0,08%; Г2, – содержание марганца не превышает 2%; С, – содержание кремния; отсутствие цифрового обозначения после буквы, означает массовую долю менее 1%; О, – проволока для сварки имеет омеднённую поверхность; ГОСТ, – продукт произведён в соответствии с нормативными требованиями. Общая массовая доля легирующих элементов превышает 2,5%, поэтому присадка имеет высоколегированный состав. Таким образом, расшифровка сварочной проволоки – это необходимые данные о сварочном изделии, при выборе вида материала. Проволока 08г2с – одна из самых применяемых в строительстве, машиностроении. Используется в паре с автоматом или полуавтоматом. Может работать в атмосферных условиях или при дуговой сварке в среде защитных газов. Технические свойства проволоки вызваны химическим составом: Легирующие компоненты: Ni (никель), – не более 0,25%; Cr (хром), – не более 0,2%; Mn (марганец), – 1,8–2,1%; Si (кремний), – 0,7–0,95%; S (сера), – менее 0,025%; P (фосфор), – менее 0,03%; C (углерод), – 0,05–0,11%. Обычное и омеднённое изделие алюминием, ванадием другими элементами не легируется. Проволока 08г2с производится Ø 0,3–12 мм. Сопротивление на разрыв: сечение 0,3–0,5 мм, в диапазоне 882–1372 МПа; более 2 мм, – в пределах 686–1029 МПа. Упаковка. Бухты (мотки) массой 2–30 кг. Может поставляться в кассете или на катушке. Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы. Преимущества: используется для большинства сталей; образует ровный прочный и высококачественный шов; создаёт на соединительном шве валик; полное заполнение свободного пространства между свариваемыми деталями. Проволока для сварки может выступить в качестве присадки, что позволяет выполнять наплавочные операции. Изделие для сварки классифицируется по нескольким параметрам: Назначение. В свою очередь, подразделяется на изделия специального применения и общего назначения. Первый вид – это подводные работы и космос, ванная сварка, операции с арматурой и другие специфические виды работ. Вторая группа – все общестроительные, машиностроительные операции, наплавные работы. Внутренняя структура. Изделия выпускается со сплошным сердечником, с порошковым наполнением, активированные. Внешнее покрытие. Проволока сварочная производится с покрытием медью и без оного. Защитное покрытие применяют при операциях с углеродистой или низколегированной сталью. Физико-химический состав. Определяет количественное содержание легирующих добавок. ГОСТ определяет три подгруппы: 6 марок с малым содержанием углерода; 30 марок легированной стали; 41 – высоколегированная сталь. Виды сварочной проволоки, в общетехническом плане, объединяются в пять групп: общестроительная сварочная проволока; омеднённое изделие; порошковая; нержавеющая; алюминиевая. Изделия применяются для работ со средне- и высоколегированными сталями. Операции проводятся при атмосферных условиях в воздушной среде. Благодаря наличию лигатур, почти отсутствуют реакции окисления, не образуется шихта. Применяется при процессе соединения малоуглеродистых и низколегированных сталей. Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется. Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода. Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с. Плюсы омеднённого изделия: наряду с инертными газами, образует дополнительную антикоррозионную защиту; способствует улучшению качества шва; применяется при наплавочных операциях; имеет низкую себестоимость. Представляет собой конструкцию в виде полой металлической оболочки, внутри которой располагается порошкообразный флюс. По типу наполнителя сварочная проволока для полуавтомата подразделяется на флюоритную; карбонатно-флюоритную; рутиловую; рутил-флюоритную; рутил-органическую. В свою очередь, по назначению, изделия делятся на самозащитные (флюсовые) и применяемые в среде нейтральных газов. Первый вид значительно упрощает процесс сварки. Электродуга образуется внутри флюсовой оболочки. Это способствует образованию защитного колокола, предохраняющего металл от воздействия окружающей среды. Конструктивно выполняются: сплошная полая оболочка; один загиб оболочки; двойной загиб; двухслойная конструкция. Диаметр и вид электрода подбирается: под химический состав обрабатываемой детали; толщину изделия; параметры сварочного тока; вид шва: горизонтальный, наклонный, вертикальный, потолочный; состояние кромок. К плюсам порошковой детали можно отнести возможность производить работы при сильных ветрах и отрицательных температурах. Технология сварки не отличается от способа со сплошным электродом. Основное преимущество – высокие антикоррозионные свойства. Выпускается в сечениях: Диаметр изделия 0,3–10 мм. Нашло применение: изготовление конструкций, применяемых в медицине; пищевая, химическая промышленность; нефтеперерабатывающие предприятия; металлургия и другие отрасли. Производство нержавеющей сварочной продукции регламентируется ГОСТ 18143-72. Для работ с деталями из цветных металлов и сплавов применяют соответствующие электроды: алюминиевые, медные, латунные и т.п. Выпуск алюминиевых сварочных изделий регламентируется ГОСТ 7871-85. Документ определяет технологию производства, требования к химическому составу и размерам. Диаметр детали составляет 0,8–12,5 мм. Медь и её производные производятся по ГОСТ 16130-72. Диаметр изделий 0,8-8 мм. Своеобразный подвид порошкового изделия. Оболочка выполнена из стали 08г2с. Имеет увеличенную толщину, нежели стандартная порошковая проволока. Внутренняя полость заполнена порошковым флюсом. Массовое содержание не превышает 7% от веса стальной оболочки. Проволока для сварки используется при работах в среде нейтральных газов. Стабилизации электродуги и получению качественного шва способствует химический состав наполнителя. Он включает соли щелочных и щелочноземельных металлов. При рабочем процессе, в высокотемпературной среде, металлы легко ионизируются, создавая комфортную зону для электроразряда. Выпуск отечественной продукции регламентируется нормативными документами, – ГОСТом. Он же определяет размерный ряд деталей. С открытием зарубежных рынков, в стране появилось много импортных моделей полуавтоматов. Местные сварочные проволоки не всегда подходят для них по диаметру. Поэтому, выбирая проволоку для полуавтоматического оборудования, необходимо учитывать такой фактор. Поделись с друзьями 0 0 0 2 svarkalegko.com Сварочная проволока является одним из основных присадочных материалов, которые используются во время газовой сварки, а также для дуговой в среде защитных газов, которой является аргонодуговая сварка. Главной особенностью ее является то, что она не имеет покрытия. Таким образом, для получения качественного результата сваривания необходимо использовать дополнительную защиту, которой зачастую выступает газ. Благодаря своему широкому распространению расходный материал используется для сварки самых разнообразных металлов. Это обеспечивает то, что существуют различные виды сварочной проволоки, каждый из которых предназначен для своего рода процедур. Сварочная проволока для полуавтомата Данный материал применяется как для ручной сварки, так и для автоматической и полуавтоматической. Благодаря тому, что товар поставляется в катушках, можно осуществлять непрерывную подачу присадочной проволоки во время автоматического сваривания. Специально для таких случаев выпускают порошковые разновидности, которые дают эффект наилучшего качества, хотя могут применяться и другие виды. При выборе стараются больше ориентироваться на состав, так как чем ближе он к основному металлу, тем лучше получится шов. Поэтому, производители выпускают все под определенные марки металла, с которыми чаще всего проводится работа. Производится продукция согласно ГОСТ 2246-70. Сварочная проволока согласно ГОСТ 2246-70 Рассматривая виды сварочной проволоки, стоит понимать, для каких именно процедур они предназначены и какими свойствами обладают. Для этого есть несколько систем классификации. В первую очередь следует выделить основные группы, которые касаются содержания легирующих элементов в составе: Отдельно стоит выделить порошковую проволоку, которая преимущественно используются для автоматической сварки и дает отличный результат качества. Она представляет собой трубку, сделанную из малоуглеродистой стали, которая наполняется раскислительными порошками, стабилизаторами, которые предназначены для улучшения горения сварочной дуги, а также шлакообразующими веществами. Порошковая проволока для сварки полуавтоматом Классификация сварочной проволоки еще касается материалов ее изготовления. Классы распределяются согласно основному металлу, который занимает больше всего места в составе, тогда как остальное является мелким вкраплением для улучшения свойств сваривания. Выделяют такие разновидности как: Помимо этого, каждая марка разделяется на несколько типов по размеру. Как правило, шаг увеличения диаметра составляет от 0,5 до 1 мм. Сварочная проволока диаметром 1 мм Типы сварочной проволоки для соединения стали являются достаточно распространенными, так как с этим металлом и его сплавами очень часто приходится встречаться. Марки сварочной проволоки, которые предназначаются для сваривания нержавейки, имеют много нюансов в составе, так как это очень капризный металл, сваривание которого сложно на техническом и физической уровне. Ведь при сварке нержавейки металл ведет подобно воде и сильно растекается, не говоря уже о том, что к проволоке выдвигаются особые требования. Алюминий также является сложным в сварке металлом, который требует особого присадочного материала для качественного проведения работы. Сварка алюминия проводится с помощью следующих основных марок проволоки: Медная проволока является достаточно востребованной и имеет множество марок. Многие виды сварочной проволоки для полуавтомата делаются именно из этого материала. Здесь приведены только несколько из них. Чугун является специфическим металлом, так как обладает высокой хрупкостью, несмотря на большую твердость. Отсутствие пластичности выдвигает свои требования к сварке. svarkaipayka.ruПрименение порошковой проволоки для полуавтомата. Какая проволока лучше для полуавтомата
Проволока для сварочного полуавтомата, сварка проволокой

Виды сварочной проволоки


Сварка нержавеющих деталей полуавтоматом
Материалы для соединения
Значение силы тока Диаметр сварочного материала Толщина металла 65 А 0,08 см 0.1 см 130 А 0,08 см 0,2 см 210-215 А 0,1 см 0,3 см До 280 А 0,12 см 0,4 см До 300 А 0,1-0,12 см 0,5 см 300 А 0,1-0,12 см 0,6 см 300 А 0,12 см 1,0 см Контроль расхода сварочной проволоки

Современные механизмы и скорость подачи сварочной проволоки


Порошковая проволока для полуавтомата - свойства, выбор и правильное применение + Видео
1 Основные требования

2 Технология сварки порошковым расходным материалом


3 Виды проволоки и расходного материала

4 Как вести сварочный процесс сварочным полуавтоматом?
5 Техника сваривания электродной проволокой
Сварочная проволока для полуавтомата, выбор проволоки для нержавейки и алюминия
Содержимое:
 Согласно ГОСТ 2246-70 выпускается около 76 видов проволоки для проведения сварочных работ с помощью полуавтомата. Дополнительно производится еще несколько десятков наименований продукции, соответствующей определенным ТУ.
Согласно ГОСТ 2246-70 выпускается около 76 видов проволоки для проведения сварочных работ с помощью полуавтомата. Дополнительно производится еще несколько десятков наименований продукции, соответствующей определенным ТУ.Проволока для сварки нержавейки
Сварочная проволока для полуавтомата по нержавейке производится на основе высоколегированной стали. В результате получаемый шов становится прочным и устойчивым к воздействию влаги, имеет антикоррозионные свойства.Проволока для сварки алюминия
Алюминий считается одним из самых тяжелых в обработке металлов. Алюминий быстро нагревается, хорошо передает тепло, что в результате обеспечивает большое количество прогораний.Алюминиевая проволока для сварных работ должна обеспечить надлежащее качество шва. Основными требованиями, предъявляемыми к электродным материалам, являются:
Так как диаметр электрода может варьироваться от 0,8 до 2,4 мм, чтобы обеспечить равномерную скорость подачи, наконечник проволоки выбирается по диаметру расходного материала.Какая должна быть скорость подачи проволоки
В большинстве полуавтоматоматических станков и оборудовании с программным управлением, присутствует функция саморегулирования дуги, это несколько облегчает выбор скорости и других параметров.Какая проволока лучше?
На вопрос, какая проволока лучше, самозащитная, с флюсом, или общего сечения, не существует прямого ответа. Все зависит от используемого оборудования, условий выполнения работ и других факторов.Проволока для полуавтомата - виды и правила выбора
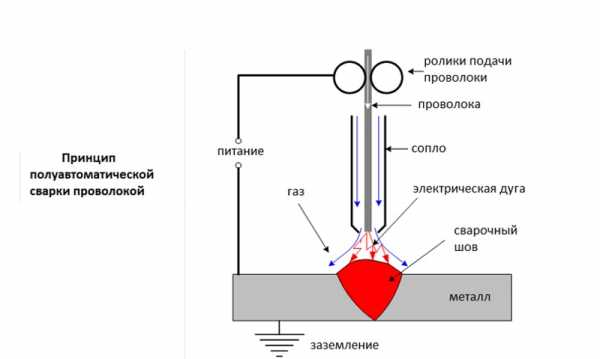
Технология сварки полуавтоматом
 Чаще всего распространены работы по соединению алюминия, меди или нержавейки. Такие металлы варят под защитой, для чего полуавтомат имеет дополнительное оборудование по подаче инертного газа (аргона) к сварочной ванне.
Чаще всего распространены работы по соединению алюминия, меди или нержавейки. Такие металлы варят под защитой, для чего полуавтомат имеет дополнительное оборудование по подаче инертного газа (аргона) к сварочной ванне.Виды проволоки
Проволока сплошного сечения

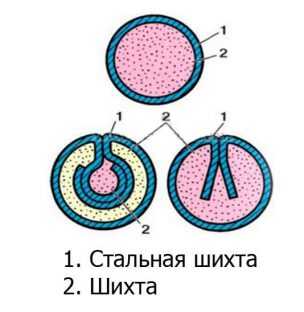
Порошковые типы
Маркировки материала
 Если вместо обозначения СВ, имеется сочетание НП, то это значит, что такой материал предназначен для наплавления и использовать ее в сварке нецелесообразно.Также в маркировке впереди могут присутствовать такие обозначения, как А или АА. В первом случае это означает, что в составе сталь высокого качества, во втором — наиболее очищенная сталь.
Если вместо обозначения СВ, имеется сочетание НП, то это значит, что такой материал предназначен для наплавления и использовать ее в сварке нецелесообразно.Также в маркировке впереди могут присутствовать такие обозначения, как А или АА. В первом случае это означает, что в составе сталь высокого качества, во втором — наиболее очищенная сталь.Как выбрать нужный материал
Порошковая проволока для полуавтомата (сварки без газа)
Содержание Особенности применения


Основные требования к проволоке



Эксплуатационные особенности

Виды порошковой проволоки
Особенности техники сварки
Сварка полуавтоматом с помощью порошковой проволоки (видео)
Статьи по теме:
Сварочная проволока для полуавтомата - виды, маркировка

Описание
Применение
Маркировка
Характеристики
Виды
Общего назначения
Омеднённое изделие
Порошковый электрод
Нержавеющий гибкий электрод
Цветные металлы
Активированная проволока
Виды сварочной проволоки для полуавтомата: типы и классификация


Преимущества
Недостатки
Классификация


Для сварки стали
Марка Характеристики Св-08Г1C Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). Св-08Г1НМА Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов, которые обладают высокой прочностью. Работает под флюсом Св-08Г2C Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). Св-08ГМ Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает смеси (Ar-80%, CO2-20%). Св-08ГНМ Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает смеси (Ar-80%, CO2-20%). Св-08ГСМТ Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в смеси (Ar-80%, CO2-20%). Для сварки нержавейки
Марка Характеристики Св-04Х19Н11М3 Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром — 19%, никель — 11% и молибдена — 3%. Для сварки требуется защитный газ Св-06Х19Н9Т Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ Св-07Х25Н13 Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ Св-08Х20Н9Г7Т Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания аустелитных нержавеющих сталей. Для сварки требуется защитный газ Св-10Х16Н25АМ6 Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ Для сварки алюминия
Марка Характеристики Д16 Создается на основе сплава алюминия, меди и магния. В92Ц Создается на основе сплава алюминия, магния и цинка. АК4 В составе присутствует алюминий, марганец, медь, железо и никель. ВАД23 В составе присутствует алюминий, марганец, медь и прочие элементы. Для сварки меди
Марка материала Характеристики материала OK Autrod 19.12 Применяется для сварки чистой меди и ее сплавов. OK Autrod 19.30 Применяется для низколегированной меди и бронзы. Хорошо подходит для сваривания оцинкованных деталей. OK Autrod 19.40 Применяется для сварки литого проката из меди, алюминия и бронзы. Швы получаются прочными и износостойкими. Может использоваться для наплавки поверхности подшипников. Проволока для чугуна и сплавов никеля
Марка материала Характеристики материала ПП-АНЧ-1 Используется без подогрева. Твердость до 300 НВ. ПП-АНЧ-2 Используется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. ПП-АНЧ-3 Используется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. Размеры сварочной проволоки
Диаметр, мм Сила тока, А 2 120 3 160 4 210 5 250 6 290 7 330 8 350 9 370 10 400










