
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
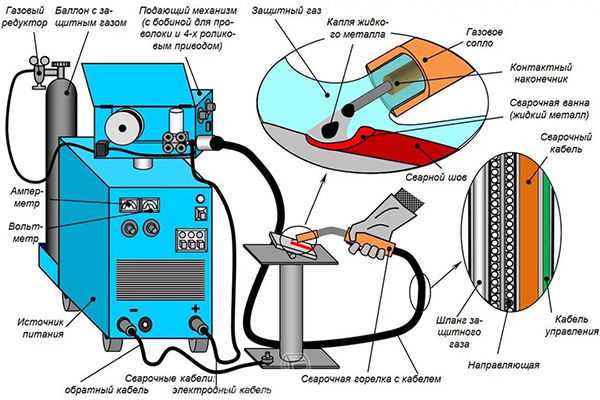
Полуавтомат использует для расплавления металла и присадочного материала электрическую дугу. Но в отличие от стандартной электродуговой сварки, которая происходит при помощи покрытых электродов, здесь используется проволока, не имеющая защитного покрытия. Защиту здесь обеспечивают газовые смеси для сварки. Во время сварки ванна расплавленного металла защищается горящим газом или смесью, образующими надежный щит от проникновения кислорода и водорода из воздуха. Также газовая смесь для сварки полуавтоматом способствует уничтожению оксидов и прочих негативных факторов. В итоге, получается более надежный результат, чем при обыкновенной сварке, но это требует больших затрат труда. Сварочные газовые смеси могут использоваться практически во всех местах, где есть работа с соединением металла. Они предназначаются для сварки с большой ответственностью. Себестоимость создания шва с применением газа намного больше, чем без него, так что данный метод применяется в тех случаях, когда нужна повышенная гарантия надежности соединения. Металлоконструкции на стройках, особенно несущие их части, всегда соединяются при помощи газовых смесей. Трубы в частной сфере или в промышленных предприятиях соединяются полуавтоматами, так как тут нужно добиться герметичности. Это исключает наличие микротрещин, пор, раковин и прочих дефектов, ухудшающих прочность. Для каждого типа соединений металла, в зависимости от его состава, подбираются свои защитные газы и их сочетание. Ремонтные мастерские и бытовая область также могут обеспечить применение данным субстанциям, так как среди них есть относительно недорогие и вполне надежные варианты. Широта использования обеспечивается разнообразием сочетаний компонентов в смесях и возможностью использовать их для самых разнообразных случаев. Каждая газовая смесь для сварки полуавтоматом уникально, но в целом все они имеют ряд преимуществ, чем и заслужили столь широкое использование в сварочной сфере. К основным преимуществам стоит отнести: Выделяют несколько основных типов смесей, которые используются в современной сварки. Смесь газов аргон и углекислота относится к самой распространенной и востребованной разновидности для ответственных работ. Чаще всего ее используют при соединении сталей с низким уровнем легирования. Углекислота позволяет облегчить струйный переход. Использование такой смеси делает швы пластичными, а также снижает вероятность образования пор в них. Аргон с кислородом также дает более плотную структуру соединения, так как здесь практически не образуются поры. Соотношение между газами в смеси может быть разным, но зачастую уровень аргона достигает около 95%. Газовая смесь Ar+CO2 Аргон с водородом применяется для высоколегированных сталей, в том числе и нержавеющих, никеля и их сплавов. Это сочетание применяется на практике не только как газ для сварки полуавтоматом, но и как формовочный. Аргон с гелием рассчитан на работу с цветными металлами и их сплавами. Основными металлами для такой смеси являются алюминий, медь, никель и различные хромоникелевые сплавы. Аргон с активными газами считается универсальной смесью для работы с широким кругом марок стали. Это могут быть разновидности низкого, среднего и высокого уровня легирования. При своих свойствах данное сочетание имеет относительно невысокую стоимость для своей сферы. Сварочные смеси из аргона и углекислого газа, а также прочие разновидности имеют свои особенности использования. Принцип применения основан на обеспечении максимального уровня защиты, но чтобы при этом не повредить металл при сварке. В первую очередь поджигается горелка, с которой подается струя газа на место соединения. Она может предварительно использоваться для подогрева места, если того требует технология. Потом поджигается дуга неплавким электродом. Сварочные полуавтоматы зачастую используют вольфрамовые электроды. Одновременно с зажиганием дуги включается подача проволоки, защищенной струей горящей газовой смеси. Для качественной сварки нужно правильно рассчитать количество подачи газа и скорость проволоки. Для этого есть режимы, индивидуально подобранные для каждого типа соединения. Температура горения смеси не должна расплавлять металл и сварочную проволоку, так что при недолгом отдалении горелки с присадочным материал от ванны ее не обязательно отключать. После завершения шва, если ему нужно постепенное остывание, можно осуществлять подогрев тем же горючим из рабочей горелки. При работе требуется обязательно использовать средства индивидуальной защиты. Многокомпонентные газовые составы очень распространены в данной области, так как помогают получить уникальные свойства путем сочетания нескольких элементов. Помимо стандартных вариантов, можно попробовать сделать самостоятельно требуемое сочетание. Существует несколько способов, как приготовить газовую смесь для сварки самостоятельно. В любом случае, на первое место нужно ставить правила техники безопасности при работе с газом и полуавтоматом, так как здесь еще есть опасность поражения током. svarkaipayka.ru Нержавеющая сталь активно используется в различных сферах промышленности и в домашних условиях. Для устранения поломок в изделиях, которые делаются из нее, а также для соединения при монтаже используют сварку. С данным металлом этот процесс оказывается не таким уж простым, так как из-за большого количества легирующих элементов его поведение в расплавленном состоянии не позволяет удобно создавать швы. Сварка нержавейки полуавтоматом в среде защитного газа может позволить помочь избежать многих сложностей и снизит вероятность образования дефектов. Сварка нержавейки При использовании сварки обязательно нужно применять электроды с покрытием или обеспечивать защиту при помощи газов. Нержавейка может свариваться как между собой, так и с другими металлами, но во втором случае все становится намного сложнее, так как у металла достаточно низкая температура плавления и это требует снижения мощности аппарата, в сравнение со стандартными режимами. Тогда как для остальных случаев таких показателей может не хватать для нормальной работы. Здесь требуются особые умения и большой опыт, чтобы результат стал действительно качественным. Сварка нержавеющей стали полуавтоматом происходит неспроста. Ведь он является электромеханическим прибором, который может выполнять сварочные процедуры практически с любыми металлами, даже трудно свариваемыми. Главной его особенностью является то, что электрод подается механическим устройством самостоятельно, без участия человека. Сварщик устанавливает скорость подачи, согласно требуемому режиму, и тогда все проходит с повышенной легкостью. Это не только облегчает сам процесс, но и делает его быстрее. Схема сварочного полуавтомата Существует несколько разновидностей этой техники. Основная классификация строится по типу защиты сварной ванны от негативного воздействия кислорода. К основным типам относятся следующие: Порошковая, или как ее еще называют, флюсованная проволока стоит достаточно дорого, поэтому, данный способ не является слишком распространенным. Намного более практичными и рациональными являются те аппараты, которые предназначены для работы со средой защитных газов. Самыми доступными по стоимости являются полуавтоматы, которые предназначены для сварки под слоем флюса. Но доступность, в данном случае, является единственным преимуществом, так как качество соединения при этом заметно страдает. Сварочная порошковая (флюсованная) проволока «Важно! При выборе нужно обращать внимание не только на тип, но и на регулируемость настроек, так как при работе с нержавейкой параметры должны иметь плавный переход.» Чтобы сварка нержавейки в углекислом газе прошла максимально качественно, следует разобраться с основными свойствами этого металла, чтобы правильно подобрать все. Свойства материала регламентируются согласно ГОСТ 5632-72. К основным свойствам относятся: Сварка нержавейки полуавтоматом без газа не рекомендуется специалистами, поэтому, желательно подобрать правильный газ для работы. Лучше всего шов образуется, когда защитные газы ограждают ванну от воздействия посторонних факторов. Шов сварки нержавейки полуавтоматом Основной проблемой является кислород, но сами газы помогают не только в защите, но и способствуют лучшему сгоранию проволоки. В качестве основных, можно выделить два состава газовых смесей: «Обратите внимание! Когда происходит использование полуавтоматического сварочного аппарата, который работает с нержавеющей сталью, то в нем можно использовать специальную нержавеющую сварочную проволоку, что позволяет улучшить внешний вид после проведения работ, а также повысить качество неразъемного соединения.» Сварка стали 07ХН28МДТ полуавтоматом в среде аргона позволяет обеспечить им наиболее оптимальные условия, которые будут способствовать получения качественного шва. Это же способствует минимальному разбрызгиванию жидкого раскаленного металла. Существует несколько таких основных технологий. Ниже приведены основные из них: Вне зависимости от того, какой именно метод будет выбран, основными процедурами во время сварки являются: Сварка нержавейки ацетиленом также может применяться, как более доступный и дешевый аналог аргона. Но проблема состоит в том, что даже если следовать все тем же технологиям, качества самого газа будут уступать аргоновым смесям. К тому же ацетилен является достаточно опасным газом, так как большинство несчастных случаев случается именно с его участием. При использовании иных газов, принцип действий сварщика остается практически тем же, только меняются режимы, в зависимости от свойств газа. Поэтому, для каждого отдельного случая нужно выбирать свои параметры. Во время сварки в металле могут вызываться напряжения. Когда происходит сварка нержавейки полуавтоматом в аргоне, это также проявляется, тем более что сама нержавеющая сталь оказывается сильно подверженной различного рода дефектам при сварке. Из-за напряжений могут возникнуть трещины, а также большие разрывы. Чтобы этого не случилось, напряжения следует предварительно снимать. Это возможно сделать благодаря температурной обработке. Самым простым и надежным способом является подогрев. Путем подогревания области, где будет проходить сварка, до 250-300 градусов Цельсия. Это поможет избавиться о вероятности образования дефектов и повысит качество конструкции. Механическая правка предполагает использование винтовых прессов, домкратов, молотов и прочих устройств. Они создают статическую или ударную нагрузку на выгиб изделия, что приводит деформированную часть в норму. Это весьма трудоемкий процесс и неправильный подход к его проведению может нанести еще больший вред, так как порой образуются трещины и разрывы. Для тонкослойных изделий используют прокат, который дает гарантированный результат. Применяется также термический метод, для которого используется местный подогрев отдельных частей. svarkaipayka.ru Сегодня трудно представить монтажные работы без сварочных операций, использующих специальный газ для сварки в смеси с кислородом. Схема аргонной сварки. Благодаря этому получается пламя очень высокой температуры горения, достаточной для надежного скрепления различных деталей и конструкций. Каждый из газов, которые используют в сварочных операциях, обладает своими свойствами и назначением, о которых пойдет речь ниже. Газовой сваркой называют такой вид сварочных операций, при котором в зоне соединения металлических заготовок расплавление производится за счет воздействия на сварочную ванну пламени, возникающего при окислении тех или иных газов. Таблица физических свойств газов для сварки. Таким образом, источником горения является соответствующий газ. В частности, горючими газами может выступать ацетилен, природный и нефтяной газы, водород, бензиновые и керосиновые пары, некоторые другие газы. Как правило, для максимальной эффективности работ формируются газовые смеси для сварки. В практике газосварочных работ наибольшее распространение получила ацетилено-кислородная смесь, которая обеспечивает самую высокую температуру сварочного пламени. В сравнении с электродуговой сваркой, газосварка имеет свои преимущества. Она более проста, не требует сложного оборудования и источников электроэнергии. В то же время газосварка менее производительна, чем электродуговая технология, газ нагревает зону больше, чем нужно, для качественного сваривания и не обеспечивает такой прочности свариваемой конструкции, как электросварка. Чаще всего газом пользуются для обработки тонколистовых металлических изделий, чугунных деталей, изделий из меди, алюминия, латуни и ряда других металлов. Вернуться к оглавлению На эффективность сварочного процесса влияет состояние катализатора смеси, в роли которого выступает кислород. От степени его чистоты зависит скорость выполнения работ и качество соединительного шва. Чтобы получить интенсивное и максимально жаркое пламя горелки, необходимо применение технически чистого кислорода. Влияние компонентов газа на характеристики сварочного процесса. Приток именно такого кислорода в пламя придает последнему отличные окислительные и восстановительные характеристики. Между тем, использование чистого кислорода некоторым образом усложняет процесс. В частности, смешение чистого кислорода с некоторыми горючими газами делает их особенно взрывоопасными, так как они сгорают слишком быстро. Кроме того, работа с чистым кислородом требует, чтобы он хранился в специальных баллонах, что создает дополнительные неудобства. Альтернативой такому способу является способ использования неочищенного (атмосферного) кислорода. Он более взрыво- и пожаробезопасен, но сварочные операции с его применением менее эффективны. Так как в окружающем воздухе кислород занимает не более 20% объема, смесь атмосферных газов не может обеспечить очень высокую температуру горения. По этой причине процедура сварки значительно замедляется. Вернуться к оглавлению Для газосварочных работ кислород выделяют из окружающего воздуха, сильно охлаждая газовую смесь. Иногда чистый катализатор получают методом электролиза из обыкновенной воды. Технический кислород, предназначенный для газовой сварки, в соответствии с государственным стандартом делится на 3 сорта: Классификация основных видов сварки. Остальную очень незначительную часть объема технического кислорода составляет аргон, азот, водяные пары. При работе с техническим кислородом необходимо всегда помнить о его основных свойствах, располагающих к активному горению. В частности, сжатый кислород следует ограждать от соприкосновения с различными жирами и маслами, которые в этом случае способны самовозгораться или вызвать взрыв. Особую пожарную опасность представляют собой горючие пористые материалы вроде угля, сажи, ваты, войлока и некоторых других. Будучи по какой-то причине пропитанными жидким кислородом, они становятся настоящей опасной взрывчаткой. Вернуться к оглавлению В перечень горючих газов, применяемых в промышленной газосварке, входит несколько наименований. Газосварщики могут работать с ацетиленом, пропаном, бутаном, водородом, керосином, бензолом, бензином, а также с их смесями. Но самым распространенным и практичным в этой роли признан ацетилен — газообразное соединение углерода и водорода (С2Н2). Соединяясь с кислородом, он дает оптимально высокую для сварочного процесса температуру горения — 3100-3200°С. Температура горения горючих газов. Указанный горючий газ для сварки бесцветен, однако отличается очень резким, хорошо узнаваемым запахом. Каждому работнику, имеющему дело с ацетиленом, необходимо помнить, что технический ацетилен при продолжительном вдыхании может вызвать головокружения и даже опасные отравления. Следует также иметь в виду, что ацетилен сам по себе взрывоопасен при ускоренном нагревании до 450°С и при атмосферном давлении, превышающем показатель в 1,5 кгс/см2, если его концентрация в воздушной смеси составляет от 2,2% до 93%. Наряду с ацетиленом, в сварочном деле применяются и его заменители. Такими веществами могут быть как некоторые другие газы, так и ряд жидкостей. В частности, природный газ или пропан-бутан могут применяться при сварочной обработке тонких стальных листов. Вернуться к оглавлению При выполнении работ на электродуговой сварке нередко в качестве дополнительного подспорья применяются так называемые защитные газы. В их число входят как активные газы (например, углекислый газ, азот, водород), так и инертные газы (аргон, гелий). Расчет расхода защитного газа при сварке. Назначение защитных газообразных веществ — создавать оптимальную физическую среду в сварочной ванне. Благодаря этим газам расплав получается качественным, равномерным. При этом сам сварочный процесс существенно ускоряется, а соединительный шов выходит прочным и с необходимыми технологическими параметрами. Процесс сварки в газовой защитной среде выглядит довольно просто. С помощью специального сопла газовой горелки под заданным давлением к месту действия сварочной дуги направляется смесь газов, из которой образуется защитная среда. Как правило, для создания данной газовой среды (при выборе сварки полуавтоматом) смешивают какой-либо инертный газ и углекислый газ. Метод сварочных работ, при котором используется защитный газ для сварки, в настоящее время широко применяется как в промышленности, так и в домашних условиях. Для качественной и безопасной работы следует особое внимание обратить на выбор соответствующего надежного оборудования. Отметим, что, видя спрос на такие устройства, многие ведущие фирмы освоили производство высококачественных полуавтоматов (можно, например, вспомнить в связи с этим популярную марку электро- и газосварочного оборудования МПТК). Вернуться к оглавлению Для того чтобы добиться заданных характеристик сварочного шва и соединения разных заготовок, уменьшить разбрызгиваемость расплавленного металла, сварщики активно применяют различные сочетания нескольких газов в одной смеси. Свойства смеси всегда зависят от процентного соотношения составляющих ее веществ. Главным требованием к газовым смесям является ограниченное содержание в них вредных компонентов и примесей. К таковым относится водород, азот и некоторые другие вещества. Их избыток ведет к ухудшению качества шва. В частности, при перенасыщенности смеси водородом во время сварки формируется пористая структура свариваемого металла. Происходит это в момент остывания (ниже 200°С) и кристаллизации металлического расплава. К пористости и уменьшению пластичности материала приводит и применение смеси с избытком азота в ней. Отрицательно воздействуют на свариваемый металл и водяные пары, содержащиеся в газовой смеси. Дело в том, что из-за высокой температуры вода разделяется на водород и кислород. Водород, как уже было отмечено, сразу же вступает в реакцию с металлом и делает его пористым. Как можно заметить, от газов и их смесей, от правильности их составления во многом зависит качественный результат всей сварочной операции. expertsvarki.ru Существует много различных способов сварки металла. Использование полуавтомата для этого является одним из лучших вариантов получить действительно качественный шов с минимальной вероятностью появления брака. Полуавтоматическая сварка в среде углекислого газа является не только качественным, но и относительно дешевым процессом. Использование профессионального оборудования позволяет добиться надежной защиты для сварочной ванны, и как следствие, получить отличный шов. Здесь соблюден принцип, который используется во всех полуавтоматических аппаратах. Главной особенностью данного процесса является автоматическая подача проволоки в сварочную ванну. Процесс полуавтоматической сварки в среде углекислого газа Сварка полуавтоматом в среде углекислого газа производится на постоянном токе, полярность которого является обратной, так как при прямой полярности дуга оказывается излишне нестабильной. При наплавке металла лучше использовать как раз прямую полярность, так как коэффициент наплавки при этом будет значительно больше, чем при других параметрах. Применяется такой тип сварки преимущественно для простых соединений. Углекислота уступает аргону по защитным свойствам, но для стандартных видов металла, которых используется в промышленности большинство, он отлично подходит. Это как бюджетная замена другим газам, обладающая более безопасными свойствами хранения и использования. Углекислый газ для полуавтоматической сварки не рекомендуется использовать в закрытых и плохо проветриваемых помещениях, так как он вызывает удушье. Данная технология находит применение в строительстве, когда делаются каркасы для металлоконструкций. Заводы по производству металлических изделий, а также предприятия, где возникает потребность в ремонте, часто используют полуавтоматы с углекислым газом. Это легкодоступный и освоенный в газ, который может применяться практически везде, где возникает необходимость в соединении металлических изделий Преимущества полуавтоматической сварки в углекислом газе состоят в следующих основных факторах: Помимо преимуществ, здесь присутствуют и недостатки: Режимы полуавтоматической сварки в среде защитных газов определяются тем, какова толщина металла заготовки. Здесь можно проводит соединение как самых тонких деталей, данный параметр которых составляет 1-2 мм, так и более толстых, более 6 мм. В среднем же толщина основного металла колеблется в пределах от 3 до 5 мм, если речь идет о стандартных заготовках. От этого значения металла зависит диаметр используемой проволоки или непокрытого электрода, сила тока и напряжения, скорость подачи расходного материала и сколько газа будет затрачено при данном процессе. В среднем, параметры режима для толщины выглядят следующим образом: Толщина, мм Расход газа 1,5 7 2 12 4-5 16 Размеры зазоров в зависимости от положения детали В основе принципа работы данной методики лежит электродуговая сварка. Она является основной температурной силой, которая служит для расплавления присадочного материала и заготовки. В отличие от ручной дуговой, здесь нет плавкого электрода, который расплавляется в сварочной ванне, образуя тем самым шов соединения. Здесь применяется неплавкий электрод из вольфрама, благодаря которому и зажигается дуга. Из-за того, что он не расплавляется, сварочная ванна может поддерживаться беспрерывно в течение длительного периода времени. Сварочная проволока подается отдельно, так как она не участвует в процессе передачи тока и служит просто для наплавки. Она подается через специальное устройство подачи. Естественно, что в проволоке нет защитной обмазки, которая существует в стандартных сварочных электродах. Чтобы обеспечить достаточный уровень защиты, требуется использовать защитный газ, которым здесь выступает углекислота. Она обволакивает сварочную ванну, что дает надежную защиту от проникновения посторонних элементов. Сам процесс сваривания в среде углекислого газа является относительно простым и не требует от сварщика каких-то особых усилий. От мастера требуется всего лишь выдержать вылет проволоки, который определяется режимом сварки. Также требуется равномерно с одинаковой скоростью перемещать горелку. Существует ряд рекомендаций, которые относятся к работе с углекислотой на полуавтомате. Для данного процесса следует выполнять следующие правила: Схема полуавтоматической сварки в среде углекислого газа Здесь применяется два основных вида расходных материалов. Первым является сама углекислота. Она не горючая, так что не вызывает опасности взрыва, но обеспечивает достаточный уровень защиты. Вторым является сварочная проволока, которая подбирается в соответствии с металлом, который будет свариваться. Дополнительно может использоваться флюс, но это зависит от требований сварки. Сварка полуавтоматом с использованием углекислоты является бюджетным вариантом профессионального соединения, уровень которого значительно превосходит газовый и электрический методы соединения. svarkaipayka.ru Существует несколько видов сварки, отличающихся друг от друга методом получения сварочной ванны высокой температуры, предназначенной для резки или соединения различных металлов и сплавов: электрическая дуга, ультразвук, газовое пламя. Принцип действия заключается в том, что края конструкций подлежащих воссоединению, плавятся, и в месте их стыка образуется совершенно новая структурная единица – сварочный шов. Показатель температуры зависит в первую очередь от того, какой газ используется при сварке. Например, в результате реакции воды с карбидом кальция, выделяется ацетилен, который взаимодействуя с кислородом, дает возможность получить температуру пламени более 3000 градусов. К сварочным газам относятся все разновидности пропанов, бутанов, МАФ (альтернатива ацетилену), бензолов, керосинов и прочих. Присутствие кислорода, являющегося катализатором горения, обязательно в процессе применения любых сварочных газов. Подаваемый в горелку кислород, должен иметь высокое качество и чистоту. От этих показателей зависит максимальная температура, получаемая во время работы. Независимо от того, какой газ применяется при сварке, важно помнить, что получить высокую температуру горения и определенные свойства пламени, можно только при использовании в смеси технически чистого кислорода. От качества составляющей зависит полнота сгорания или испарения горючих элементов, а от количества – свойства, получаемые пламенем: восстановительные или окислительные. Особые требования предъявляются к условиям хранения и подачи. Использование специальных отдельных баллонов необходимо в данном случае: Если применяется атмосферный кислород, то вряд ли удастся получить идеально ровные швы. При этом изменятся свойства металла, обретенные в процессе расплавления и соединения, что значительно снизит качество сделанного шва. Считается не эффективным использование в сварочной газовой смеси обычного кислорода, содержащегося в атмосфере. Наличие примесей, существующих в воздухе, значительно уменьшает скорость сгорания элементов, что отражается на температуре пламени. Независимо от того, какой газ используют при сварке, инертный или углекислый, следует помнить о соблюдении пропорций в смеси. Конкретный выбор зависит от металла. Например, в сварке стальных конструкций преобладает углекислый газ (около 18%), а при работе с нержавеющей сталью – аргон (почти 98%). При сварке применяются инертные и активные газы. Инертные элементы, как правило, не ядовиты, не взаимодействуют с металлом и не растворяются в них. Газы активные служат защитой сварочной зоны от воздуха, вступают в химическое взаимодействие с металлами и растворяются в них. Улучшают процесс и качество шва с помощью сварочных смесей. Наиболее востребованы смеси: Выбирая, какой газ для сварки подойдет в конкретном случае, необходимо учитывать несколько факторов: характеристики соединяемого металла, тип оборудования, желаемую форму шва, условия выполнения работы, свойства химического состава. Газовая сварка стоит дороже электрической, потому что цена ацетилена и кислорода значительно выше стоимости электрической энергии, требуемой при контактной или дуговой сварке. stroitel5.ru Видов сварки существует множество. Деление построено на способе получения высокотемпературной сварочной ванны (вида энергии). Например, сварки электрической дугой, ультразвуком, газовым пламенем и другие. Такая горелка может резать и сваривать любые металлы. Края свариваемых металлических деталей буквально расплавляются и, соединяясь, составляют уже новую единую структуру в месте сплава, называемого сварным швом. К сварочным газам относят, в первую очередь, ацетилен для сварки, выделяемый в результате реакции с водой карбида кальция. Смешиваясь с кислородом, он позволяет получать температуру пламени свыше трех тысяч градусов. Также сварочными считаются пропаны, бутаны, сжиженные МАФы (новые газы, сменившие ацетилен), бензолы, керосины и другие. Важной особенностью применения сварочных газов будет обязательное присутствие кислорода, как катализатора горения. Причем от качества (чистоты) подаваемого в горелку кислорода зависит и развиваемая температура. Газовая смесь для сварки с применением технически чистого кислорода дает очень интенсивное и полное сгорание самой смеси или испарений горючих веществ, поскольку обеспечивает очень высокие температуры горения. Количество кислорода в пламени определит его окислительные или восстановительные свойства. С другой стороны, использование технического (чистого) кислорода требует специальных баллонов для его хранения и подачи. В смеси с таким кислородом некоторые газы или составы могут оказаться взрывоопасны (вследствие чрезвычайно высокой скорости их сгорания в таком катализаторе). Часто они могут и сами по себе быть опасными из-за своей токсичности. Например, ацетилены, дицианы и т.п. Применение же кислорода, содержащегося в атмосферном воздухе, делает сварочные газовые смеси менее эффективными. Их сгорание замедляется, что резко снижает температуру пламени. Причина в том, что в воздухе кислород составляет не более пятой его части, в большей степени присутствуют другие газы, тот же азот, например. Помимо сказанного, сварка в условиях использования атмосферного кислорода часто не дает требуемой геометрии соединительного шва, изменяет свойства металла в этой зоне, что в конечном итоге влияет на качество соединения. Технические газы используются не только в сварках. Широко применяются также защитные газы для сварки электрической дуговой и пр. Применение различных инертных (гелий, аргон) или активных (азот, СО2, водород, кислород) газов в качестве защитной среды для ванны сварочного расплава значительно улучшает качество результата, увеличивает скорость выполнения работ, позволяет получать нужные параметры шва и т.д. Принцип сварки в среде защитных газов прост. Нужный состав подается в зону действия дуги через сопло специальной горелки под давлением, создавая эту самую защитную среду. На таком принципе построены популярные сварки на полуавтоматах. Такая сварка доступна не только в заводских условиях, ее широко применяют в мастерских и даже в частных гаражах. Чаще всего газ для сварки полуавтоматом представляет смесь инертного и углекислого (в различных пропорциях). Из инертных более применимы гелий и аргон. В практике принято использование аргона, поэтому в составе и присутствуют СО2 и аргон. Вообще инертный газ для сварки нужен в качестве защиты расплава ванны от внешнего воздействия воздуха, а также в случае необходимости качественного проведения сварочных работ по нержавеющим сталям, титану и сплавам из него, цветным металлам (никелю, меди, алюминию и сплавам) и др. При этом электрод может быть любым: классическим плавящимся, не меняющим своей формы и структуры (служащим для создания дуги) и т.п. На выбор нужного для сварки газа влияет то, какой металл используется в работе. Та же смесь СО2 и аргона при сварках стальных элементов содержит больше углекислой составляющей (около 18%). А при сваривании нержавеющих сталей преобладает аргон (98%), СО2 составляет только два процента. Таким образом, какой газ используют для сварки, определяется металлом, его маркой, необходимыми свойствами шва, видами сварочного оборудования, требованиями к химическому составу и даже форме швов, условиями проведения работ и т.д. ogodom.ru Сварка с применением газа На сегодняшний день разработана не одна технология для сваривания металлов. Помимо привычной дуговой сварки используются ещё несколько видов, как, например, аргонодуговая сварка, где для образования прочного сварного шва используется газ, и сварка полуавтоматом без газа. Именно эти две технологии будут рассмотрены ниже. Данная технология получила более широкое распространение. Это связано с тем, что шов при такой сварке получается ровным, чётким и надёжным. К тому же, таким способом можно варить не только стальные конструкции, а также любые другие, где используются более деликатные металлы или их сплава (к примеру, цветные металлы). Как это работает? Сварка аргоном Принцип сварки с использованием газа достаточно прост. Во время образования электрической дуги между электродом (в зависимости от ситуации используется плавящийся или неплавящийся электрод) на шов под большим давлением подаётся газ (обычно чистый аргон, гелий, углекислый газ или их смеси). Он легче окружающего кислорода примерно на 40%, поэтому препятствует его попаданию на шов. Это, в свою очередь, мешает образованию окислов на сварной поверхности, что благоприятно сказывается на качестве сварки. Очень часто при сваривании поверхностей на помощь приходят присадочные прутки из различных металлов с флюсами, которые ещё больше укрепляют сварной шов. Помимо этого, аргон (или другой газ) немного остужает сварную поверхность и предотвращает возгорание металла. Это и даёт возможность сварщику работать с цветными металлами или мелкими и тонкими деталями. Расход газа при сварке полуавтоматом в каждом отдельном случае имеет разные показатели. Всё зависит от того, каким должен быть результат, какой металл сваривается, какой подаётся газ и т.д. Сварка полуавтоматом без газа Если в первом случае для защиты сварного шва от кислорода используется газ, то в данной технологии используются специального состава плавящиеся электроды. Их покрытие содержит в своём составе особый флюс, который при плавлении образует необходимую защитную плёнку. Она несколько легче свариваемого металла, поэтому всегда располагается поверх него. Флюс также препятствует образованию окислов на поверхности шва и мешает возгоранию самого металла. Результат работы в большей степени зависит от выбранных электродов. Для каждого случая важно подбирать самые подходящие из них, иначе шов получится низкого качества (в нём образуются микротрещины, что вскоре приведёт к порче всей конструкции). Хоть и тот факт, что принцип действия этих двух сварных технологий почти одинаков, многие сварщики всё равно отдают большее предпочтение аргонодуговой сварке. Это, в первую очередь, связано с более низкими затратами на проведение масштабных сварных работ. К тому же, газ, подаваемый на свариваемую поверхность, обеспечивает более благоприятные условия для образования прочного шва, нежели это делает флюс электродов. Однако сварка полуавтоматом без газа – процесс более быстрый. К тому же, при сваривании деталей образуется более высокая температура, что даёт возможность сваривать более тугоплавкие металлы и их соединения, с которыми сварка с газом зачастую не справляется или делает это очень плохо. Как бы там не было, при выборе того, каким способом осуществлять сварочные работы, вначале решается ряд проблем. Очень многое зависит, конечно же, от металла, с которым приходится работать. Однако сегодняшние технологии развиваются быстрыми темпами, поэтому на рынке можно встретить всевозможные варианты и тех и других сварочных аппаратов. Производители делают упор на то, чтобы их оборудование могло справляться при сваривании любых металлов и их соединений. Существуют даже аппараты, работающие без использования газа, которые легко справляются со сваркой, как тугоплавких металлов, так и более деликатных цветных. stroysvarka.ruСварка нержавейки полуавтоматом в среде углекислого газа. Какой газ используют при сварке полуавтоматом
Газовая смесь для сварки полуавтоматом: виды, как приготовить
Область применения
Преимущества
Недостатки
Виды газовых смесей

Принцип сварки полуавтоматом газовыми смесями
Заключение
Сварка нержавейки полуавтоматом в среде углекислого газа

Сварочный полуавтомат

Свойства нержавейки
Какой газ нужен для сварки нержавейки

Технология сварки нержавейки
Сварка нержавейки в защитной среде из других газов
Как снять напряжения
Выпрямление деформаций
Газ для сварки
Газовая смесь как источник тепла для сварки
Сварка в газовой среде: какой должна быть смесь?
Кислород — обязательный компонент газовой сварки
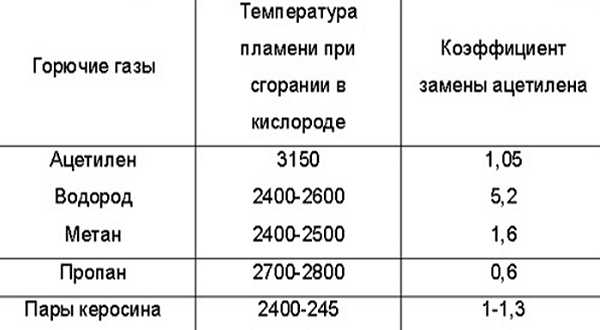
Горючие газы и их использование в сварочных работах
Использование защитных газов для большего эффекта сварки
Некоторые особенности использования газовых смесей для сварки
Полуавтоматическая сварка в среде углекислого газа: режимы, ГОСТ

Область применения
Преимущества
Недостатки
Режимы сварки
Диаметр проволоки, мм Величина тока, А Напряжение, В Скорость подачи проволоки, м/ч 0,8 120 19 150 6 1,7 1 150 20 200 1,2 170 21 250 10 3 1,4 200 22 490 1,6 250 25 680 14 6 и более 1,6 300 30 700 
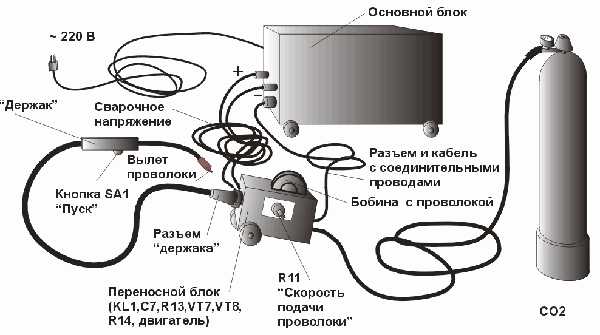
Принцип работы
Технология
Используемые материалы
Заключение
Какой газ используется при сварке как элемент сварочной смеси
Сварочные газы
Элементы газовой смеси
Сварочные газы

Газ для сварки – что обеспечивает такую мощь пламени?
Суть действия технических газов при сварке
Какой должна быть газовая смесь для сварки?
Защитные газы – что это и для чего служат?
Расход газа при сварке полуавтоматом или сварка без газа

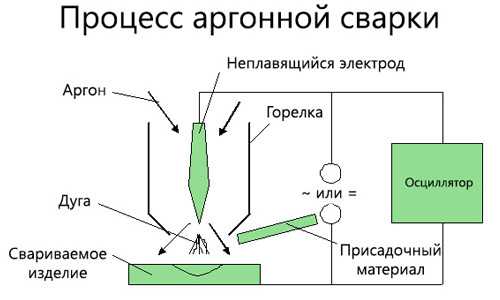
Аргонодуговая сварка или сварка с газом

Сварка полуавтоматом без газа

Советуем прочитать:










