Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Нередко, купив новый паяльник, начинающие мастера сталкиваются с тем, что к его разогретому жалу, даже смоченному в канифоли, не прилипает олово. Многие начинают волноваться и считают, что приобрели некачественный инструмент для пайки. Не стоит думать, что паяльник бракованный и бежать с ним в магазин. Для того чтобы оборудование работало, требуется провести специальную обработку жала паяльника. Только после правильно проведенного лужения жала паяльник будет исправно работать. Если вы не знаете, как сделать так чтоб к паяльнику прилипало олово, то прочитайте пошаговую инструкцию предварительной обработки паяльника. Для лужения потребуются: Процедура лужения довольна проста, но требует определенного времени. Она сводится к следующим действиям: Для того чтобы нанесение припоя на медную поверхность жала происходило быстрее, следует использовать дощечку изготовленную из хвойных древесных пород. Лучше всего подходит древесина ели или кедра, так как в ней содержится больше смолистых веществ. olovorona.ru Пайка относится к тем процессам, которые дают металлическое соединение достаточно хорошего качества, но при этом не подвергают расплавлению основной металл. Это более простой, дешевый и удобный аналог сварки, в котором также используются наплавочные материалы, но сам принцип происходит несколько по-другому. Для расплавления здесь может использоваться паяльник или газовая горелка, в зависимости от ситуации и особенностей проведения процедуры. Для домашнего использования используется преимущественно паяльник, так как он намного проще в применении и его стоимость ниже любой горелки. Естественно, что во время использования могут быть разнообразные проблемы, недостаточный прогрев, паяльник не берет припой, налипание металла на жало и прочее. Со всем этим приходится бороться, чтобы достичь наиболее качественного результата. Основной принцип заключается в том, чтобы разогреть жало инструмента до той температуры, которая нужна для расплавления припоя. Для улучшения взаимодействия может использоваться флюс. Затем расплавленный материал переносится на место, которое требует спайки. Но если припой не прилипает к паяльнику в это время, то ничего не получится. Припой не липнет к паяльнику Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы. Припой не держится на паяльнике Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков. Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла. Но может случиться, что флюс все же применяется, но его количества не хватает, чтобы припой остался на жале. Для этого нужно обильно смазать как само жало, так и припой. Для этого достаточно просто мокнуть разогретое жало в канифоль или другой подходящий флюс. Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя. Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента. Если он высокой мощности. К примеру на 25 Ватт, то очень часто такие модели перегреваются, если включены напрямую в электрическую сеть. Чтобы урегулировать это, требуется использовать подключение через диод с тумблером или регулятор. Тогда вязкость материала будет нормальной, чтобы он схватился с поверхностью наконечника. Также можно подобрать более слабые модели паяльника. Но это может привести к другой проблеме, описанной ниже. Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане. Очередной причиной почему припой не держится на паяльнике, является использование старого инструменты. Медь, из которой делается жало, со временем покрывается разнообразными окислами, хотя и не так сильно, как другие металлы. На ней даже может виднеться желтоватый налет, занимающий всю поверхность либо одну его часть. Это сильно ухудшает степень взаимодействия с другими материалами. Таким образом, даже при наличии нормальной температуры разогрева и достаточного количества флюса, процесс схватывания все равно может не выполняться. Чтобы исправить эту ситуацию, нужно зачистить поверхность инструмента механическим способом и при помощи растворителей. Обработка наждачной бумагой и каким-либо раствором, снимающим пленки и жировые покрытия, сможет вернуть паяльнику былое состояние. После этого его следует залудить и дать ему прогреться, после чего можно приступать к работе. svarkaipayka.ru В двадцать первом веке практически всю радио- и электронную технику собирают на роботизированных линиях без участия человека. Но и в наше время, несмотря на изобилие готовых электронных приборов, существует огромное количество людей, предпочитающих собирать и ремонтировать различные устройства самостоятельно. Непосвященному кажется, что достаточно купить паяльник, припой и канифоль – как станешь радиомастером! Но сначала следует узнать основы процесса. Первым делом выбираем припой. Припой представляет собой сплав олова и свинца, обладающий низкой температурой плавления и высокой скоростью застывания, позволяющей легко, быстро и прочно припаивать провода и радиодетали. Впрочем, лучший припой – это чистое олово. Главный инструмент радиолюбителя – паяльник – вещь простая, но и к нему нужно знать подход, уметь ухаживать за ним и знать технику безопасности. Горе-мастер, не соблюдающих этих правил, рано или поздно сталкивается с различными вопросами, первый из которых: «Почему к паяльнику не прилипает олово?» Эта проблема устраняется путем следующих правил: Наконец, необходимо помнить: паяние и лужение невозможны без важного компонента – флюса. Вещество, препятствующее окислению металлических частей паяльника. Радиомастера в качестве флюса применяют канифоль. Это азы, однако, не зная азов пайки ничего кроме пожара сделать невозможно. olovorona.ru Не прилипает к паяльнику припой? Это проблема не только новичков, но и специалистов с опытом. Единственного универсального преодоления этого препятствия в работе нет. Причины такого неудобства, как и способы его устранения могут быть различными. Ограничимся кратким их перечислением. А попавший в подобную ситуацию мастер уже самостоятельно подберет способ, подходящий к его случаю. Возможные причины отсутствия прилипания припоя: Для механической зачистки медного жала подойдет любое народное средство: Для очистки от нагара подойдут: Списки не полные, можно экспериментировать. Чтобы хорошо залудилось медное жало надо удалить окислы с его поверхности. Этот химический способ очистки хорошо выполняется со средством «Оксидал». Разогретое жало просто помещается в него и меняет свой вид буквально на глазах. После чистки паяльник протирается влажной губкой или поролоном. Полезной является легкая проковка съемного медного жала. Металл будет плотнее, что замедлит и уменьшит процесс его обгорания. Жало рабочего паяльника не обязательно изготавливается медным. Все чаще производители предлагают варианты паяльников, в которых используется необгораемое «вечное» жало. Его чистка от грязи, излишков припоя и нагара исключает классические варианты с применением напильника и наждачной бумаги. Чистка возможна двумя способами: Экономный вариант предусматривает замену специальной губки на посудную из целлюлозы, а стружки латуни – на густую и плотную кухонную металлическую (в идеале – медную) мочалку. Для регулировки мощности и, соответственно, температуры рабочей части жала паяльник подключается через лабораторный автотрансформатор. Без него можно поэкспериментировать со сменными жалами разной длины. Чем оно длиннее, тем ниже температура на его конце. И наоборот. Иногда избежать проблем с прилипанием припоя помогает активатор для жала. Эта смесь без свинца и галогенов по своим заявленным характеристикам защищает и продлевает жизнь жалу, а также восстанавливает его смачиваемость материалом припоя. Обратите внимание – активатор не гарантирует очистки жала, а защищает его поверхность от образования вредных окислов и нагара. Если производитель решил сэкономить и умышленно завысил процентную долю свинца – имеем более тугоплавкий припой с низкой текучестью, а возможно и не пригодный для пайки. Устранив препятствие и окончив пайку не забудьте, что жало паяльника после работы обязательно должно быть очищено и залужено. Чистый и ухоженный, всегда готовый к применению инструмент – лицо мастера. svarkagid.com i-perf.ru Причина перевая: Грязное жало. Жало паяльника (холодного) зачистить напильником или просто потерев по наждачной бумаге. Включить, окунуть во флюс, облудить. Втоая причина: перегрев паяльника. Зачистив жало, включи паяльник и во время нагрева облудить. Причина третья: это зависит от того, что используется в качестве флюса. Все элементарно. Проблем быть не должно. А по этой ссылке на всякий случай для общего развития: кое-какие "секреты" пайки: <a href="/" rel="nofollow" title="23977246:##:index/sekrety_pravilnoj_pajki/0-74">[ссылка заблокирована по решению администрации проекта]</a> <img src="//content.foto.my.mail.ru/mail/tm2an/_answers/i-550.jpg" > Жало, основательно разрушенное высокой температурой И еще одна ссылка: см. "Источник" используйте канифоль жало зачисть, и выдвинь холодным из паяльника - обгорает, нагрев слишком большой Включи паяльник, нагрей, зачисть жало паяльника до красного цвета меди потом в канифоль потом олово ВСЕЕЕЕЕЕЕЕЕЕЕ Перегреваешь жало. включи паяльник, подожди пока нагреется до температуры пайки, зачисти жало напильником в том месте, где нужно чтоб прилип припой (чтоб не было этого чёрного налёта) и быстро (пока не стало чёрным) засунь в припой с канифолью, ещё лучше прилипнет если потереть об что-нибудь где есть припой (например об ненужную плату) Многие современные паяльники имеют специальное покрытие жала, к которому не прилипает припой, не растворяется в олове и, поэтому, очень долговечное. Жалом с таким покрытием паять непривычно и не очень удобно, однако, если паять тонким припоем с флюсом внутри, то вполне можно приноровиться. Так что, это нормально и попробуйте потренироваться паять таким жалом. Должно получиться. Можно, конечно, сточить это покрытие напильником до чистой меди. Но такое жало разрушится за пару недель. То есть, при интенсивной пайке жало не просто получит повреждения, требующие вновь напильника, а разрушится до основания. И напильником придётся править его пару раз в день. перегрев. Уменьши напряжение до 190v и зачисти жало. Должен паять. Если детали некрупные, то лучше паять не 65w, а 40 или даже 25w.Тогда и без уменьшения напряжения никакого перегрева не будет Зачистий жало паяльника до блеска обязательно выключенный потом канифоль и припой бери включай и пока греется опускай канифоль припой как согреется припой растает и останется на жале если дымит тряпочкой протри. Удачи тебе. touch.otvet.mail.ru Перегрев. Если паяльник мощный (>65 w),то при номинальном сетевом ~220 v перегрев будет по определению-включай ч/з регулятор или хотя бы ч/з диод с тумблером, его замыкающим, при необходимости полного нагрева. По опыту, для нормальной вязкости припоя напряжение должно быть порядка 190 v; при ограничении диодом-будет примерно 160-170v,так что требуется"работа оператора"-периодическое включение на полный, затем на пониженный нагрев, да, не очень удобно, но иногда и этого достаточно для выполнения нужных паек. Если паяльник 40 или 25W,то можно работать прямо от сети-нагрев будет"в самый раз" может не олово ил паяльник вклюси черт знает спраси в ГАЛИЛЕО. Необходимо почистить головку паяльника обезжиривающим агентом. Или шкуркой на худой конец) Кислоту сразу выбросьте, если, конечно, Вы не собираетесь паять ведро. А жало окислилось от перегрева - нужно нагреть и зачистить напильником, потом сразу облудить с канифолью. Лучше питать паяльник от регулятора, дабы не перегревать. Хорошо зачисть жало паяльника. Затем включи в сеть и опусти в канифоль. Когда нагреется, хорошо облуди припоем. ты припой свой проверь сначала на другом паяльнике. я по молодости так же попадал-впопыхах с собой взяли вместо олова алюминиевую проволоку. Сначало нужно нагреть паяльник, потом, горячий, зачистить и сразу в канифоль с оловом, лучше это все делать на стекле почисть мелкой наждачкой ту часть к которой не прилипало олово Сначала холодное жало зачистите до блеска (если медное, а если "вечное" - его нельзя ни в коем случае точить напильником) . Пока нагревается натрите канифолью и тыкайте в припой, как только начнет плавить припой - залудите все жало. Регулярно во время работы чистите какой-нибудь тряпочкой хб или пучком металлической стружки от нагара. Активные флюсы, будь то кислота, активный жир и пр. на паяльник не наносят, а только на спаиваемые детали. И сразу после пайки необходимо очистить жало от черного нагара. Все. И не забывайте следить за нагревом, если перегрев - то канифоль моментально сгорает и жало покрывается нагаром. Если в паяльнике нет регулятора, можно сделать так: <img src="//otvet.imgsmail.ru/download/39a6ba57f3d0cf3e60bc06677b47622c_i-40.jpg" > при размыкании выключателя паяльник будет работать в пол-мощности. Для пайки плат и мелких деталей этого вполне хватит. ты жало поточи напильником touch.otvet.mail.ru Температура плавления меди гораздо ниже, чем у стали имедь будет растекаться при пайке. Это нонсенс.. . Че за стальной припой?! ? Ну на худой конец оловянный.... А каким же его припоем паяют??? Про стальной припой впервые слышу. Пайкой занимаюсь более 30 лет. Температуры эл. паяльников 200...350 градусов, а температура плавления стали.... То-то!!!! Потому что тогда начало паяла изнахратится, да и всё медью обольешь на хер. Егор. Было бы желание... Стального припоя не существует. Температура плавления меди намного ниже чем температура плавления стали, поэтому такое паяние невозможно, медные детали просто деформируются. Обычно для пайки используют оловянные припои в различных средах (канифоль, кислота). Именно этими припоями можно спаять и медные детали и стальные. Например победитовые напайки на сверла (к стальному сверлу припаивается победитовая пластина). В стале меньше углерода, чем в меди. Медь просто расплавится. touch.otvet.mail.ru недогрев паяльника Припой с большим содержанием свинца. Используй ПОС-61. От резкого остывания олово меняет структуру. Нельзя даже дуть! За это разряд сразу снимали! паяльник не имеет достаточно прогретого жала для расплавления припоя (олова) или ты не даешь ему расплавиться. возьми паяло мощней! учитывай марку припоя. чем больше в нем содержание свинца. тем мощней паяло. о марке припоя найдешь в поисковике. если имеешь две большие по площади железяки. то не забывай что их тоже надо прогревать т. к. они отбирают тепло паяла, следовательно опять же придеться увеличить его мощь либо паяльник мощнее бери, либо припой с большим содержанием олова.... и канифоли при пайке не жалей! (в разумных пределах конечно...) а флюс используется вообще? для пайки меди, латуни и бронзы используют канифоль. для пайки железа и сплавов - р-р хлористого цинка в соляной кислоте (паяльная кислота). touch.otvet.mail.ru Начинающие радиолюбители частенько сталкиваются с трудностью, когда припой не прилипает к паяльнику. Не хочет, и все тут. В таких условиях пайка становится не просто пыткой, а настоящим истязанием нервов. Сколько сил и терпения уходит, чтобы поймать жалом этот верткий шарик расплавленного припоя. А ведь его потом необходимо донести до детали. А если жало инструмента не плоское? Как быть тогда? А всего-то и нужно тщательно подготовить его к работе. Если в какой-то момент жало разогреется сильнее, то и припой и флюс, находящиеся на нем, могут просто сгореть, оставляя неприглядные следы своего присутствия. Вдобавок медь, из которой изготовлено жало, от перегрева начнет окисляться и на поверхности появится тончайшая пленка оксида меди. Из-за нее и не прилипает припой, да и оставшийся на жале «шлак» совсем не прибавит «липучести». Итак, основных причин того, что припой не прилипает или не держится, две. Первая – загрязнение жала, вторая – окисление. Если их устранить, то работа пойдет, как по маслу. Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал. Лужением называется покрытие поверхности тонким слоем олова. Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало. Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным. После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала. Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится. После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника. К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно. Часто для пайки используются паяльники с так называемым «вечным жалом», покрытым тонким слоем никеля. Почему-то считается, что оно не лудится. В самом деле, кому придет в голову счищать наждачкой никелевое покрытие? Тем не менее, приходит время и становится заметно, что припой-то не держится! В лучшем случае прилипает маленькими каплями. И что же делать? Ответ тот же – лудить! После этого нужно убрать нагар. Сделать это можно на слегка нагретом паяльнике влажной тряпкой, сложенной в несколько слоев. Дальнейшие действия такие: Лучшим способом избежать ситуации, когда припой не прилипает, является недопустимость перегрева жала. Профилактика всегда была самым действенным средством. Если нет возможности приобрести инструмент с регулировкой температуры, можно приобрести диммируемый регулятор напряжения или изготовить его самостоятельно. Если следить за температурой нагрева, то лудить паяльник придется гораздо реже. svaring.com Перед пайкой прибор следует подготовить к работе. С помощью напильника рабочую часть его — жало — надо сточить под углом 30—45° и зачистить. Затем его необходимо залудить. Для этого включают паяльник в сеть и, когда он слегка нагреется (через 1—2 мин) , покрывают жало слоем флюса, прижав его к кусочку канифоли. Растекаясь по поверхности жала, канифоль предохраняет его от окисления при дальнейшем нагревании. Как только жало нагреется до температуры плавления припоя (это можно определить, касаясь им кусочка припоя) , рабочую поверхность его покрывают припоем. Обратите внимание на то, что перегрев паяльника перед покрытием жала канифолью недопустим. Если все-таки по какой-либо причине паяльник перегреется и защищенная часть его покроется темно-синим налетом оксида меди, то его следует выключить, остудить и вновь зачистить, а затем приступить к залуживанию сначала. Подготовленные к спаиванию поверхности металла должны быть тщательно очищены от оксидов и жиров и залужены. Зачищают места пайки ножом, наждачной бумагой или напильником. При залуживании на поверхность металла вначале наносят слой флюса, а затем горячим паяльником с небольшим количеством припоя на жале несколько раз проводят по залуживаемой поверхности, помогая припою растекаться и смачивать ее тонким и ровным слоем. При пайке монтажных соединений на место спая сначала наносят слой флюса. Затем к этому месту одновременно прикладывают припой и жало паялника. Пруток припоя держат в левой руке, аручку паяльника - в правой. Расплавленный припой можно переносить на место пайки и жалом паяльника. Для этого его предварительно на долю секунды окунают в канифоль и берут каплю припоя. Количесвто припоя, необходимое для пайки, должно быть минимальным. Припой должен заливать место соединения со всех сторон. При пайке важен и уход за паяльником. Поверхность его жала должна быть ровной, очищенной от нагара (оксида) и хорошо залуженной. Паяльник должен быть нагрет до необходимой температуры, зависящей от марки припоя. Нормальным считается такой температурный режим, при котором припой быстро плавится, но не стекает с жала паяльника; канифоль не сгорает мгновенно, а остается на жале в виде кипящих капелек. Перегрев паяльника недопустим, так как это приводит к окислению жала и появлению на нем раковин. Но и недостаточно нагретым паяльником работать тоже нельзя: соединения получаются непрочными и ненадежными. как обычным припоем. Иногда может оказаться, что много флюса, тогда надо крутиться- либо ждать когда выгорит или добавлять припой без флюса . touch.otvet.mail.ruПочему к паяльнику не прилипает олово. Почему невозможно пользоваться очень маленьким паяльником при пайке
Почему к паяльнику не прилипает олово
Как сделать так чтоб к паяльнику прилипало олово?
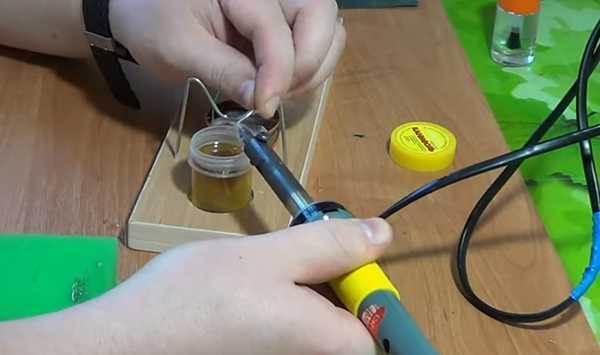
Этапы лужения жала
Почему припой не липнет к паяльнику
Почему припой не держится на паяльнике?

Почему к паяльнику не прилипает олово?

Припой
Паяльник
Флюс
Почему припой не липнет к паяльнику






Пайка. Скажите, почему когда я паяю, припой не пристаёт и не держится на жале паяльника. Паяльник мощностью 65 Вт/220В
Почему олово не прилипает к паяльнику?
почему нельзя паять медные детали стальным припоем?
Почему после пайки олово крошится?
Что делать, если к жалу не прилипает припой
Основные причины
 Оловянно-свинцовый (самый распространенный) припой плавится при температуре 250-300 ℃, и такой температуры вполне достаточно для работы.
Оловянно-свинцовый (самый распространенный) припой плавится при температуре 250-300 ℃, и такой температуры вполне достаточно для работы.Правильная подготовка к работе




В случае никелевого покрытия
 Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.
Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.Здравствуйте! Подскажите как правильно пользоваться припоем оловянно-свинцовым с флюсом