Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
wlt-PictureRepostsList
wlt-PictureRepostsList
wlt-PictureRepostsList
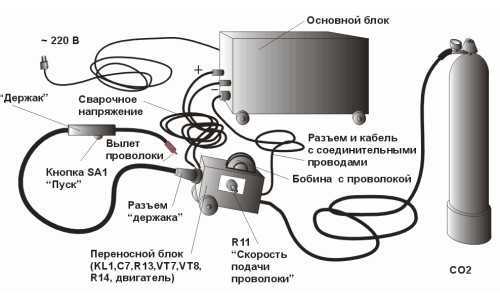
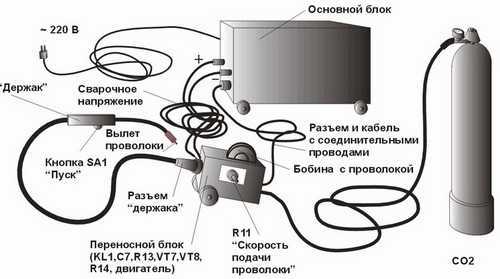
Текст из видео: postila.ru Все основные элементы управления сварочным полуавтоматом располагаются на лицевой панели, не приступайте к работе, пока внимательно с ними не ознакомитесь. Воспользовавшись переключателем регулировки сварочного тока, вы сможете устанавливать нужный вам режим сварки, выбирая глубину в 1 мм, или ту, которую потребует сварка более толстых деталей. Проведение точечной сварки будет более удобным, если модель оснащена таймером включения, как у аппарата BlueWeld 203/2. Регулировка скорости подаваемой проволоки осуществляется при помощи отдельного переключателя. Различные модели устройства предлагают разные варианты сварочных пистолетов и кабелей массы. Они могут иметь разъём или быть неразъёмными. Все технические характеристики устройства подробно описываются производителями в документации к нему, однако, самая важная и востребованная информация обычно указывается в таблице на корпусе аппарата. Не забывайте периодически заглядывать в эту памятку, чтобы эксплуатировать устройство строго в соответствии с техническими условиями. Не подключайте сварочный полуавтомат к электрической сети, если она не оборудована предохранителями и если вы не уверены, что её мощность соотносится с требованиями аппарата. Устанавливая сварочную проволоку, будьте внимательны. Посадочный диаметр катушек разнится, поэтому в некоторых случаях не обойтись без адаптеров. Использование подающих роликов, направляющего шланга и наконечника сварочного пистолета осуществляется в соответствии с типом и диаметром проволоки. Сверить диаметр бороздки вы сможете согласно маркировке сбоку на ролике, и если размер не соответствует, ведущий ролик следует перевернуть или сменить. Регулировка проволоки осуществляется путём поджатия регулировочного валика и тут важно не переусердствовать, так как сильно пережатая проволока существенно затруднит подачу. Слишком слабое зажатие тоже ни к чему хорошему не приведёт, поэтому проявите в этом случае своё чувство меры. Не допускайте перегибов рукава при подаче. Прежде чем выдвинуть проволоку, необходимо снять сопло и наконечник. Удерживая кнопку на горелке, следует вывести проволоку не более, чем на 15 см. После чего поставьте на место снятые детали и обрежьте излишки проволоки. Имейте в виду, что подающие ролики и контактные наконечники для алюминиевой, порошковой и стальной проволоки являются расходным материалом. Не помешает иметь эти элементы в запасе. Последний этап подготовки к работе сварочного полуавтомата – подсоединение баллона с защитным газом. Выбор газа определяется типом сварки: для алюминия используют аргон, для нержавейки – аргон и его смеси, для обычной стали – аргон, углекислоту и их смеси. Подключите баллон к аппарату через редуктор и зафиксируйте металлическими хомутами. Аппарат готов, можно приступать к сварке. Безопасность – прежде всего, поэтому желательно проводить сварочные работы в специальной плотной одежде, защитных рукавицах и в маске. postroy-sam.com 2 г. назад советы по настройке сварочного полуавтомата. 5 г. назад Регулировка полуавтомата,какую маску выбрать,как избавиться от зайчиков. Если вам понравился или помог... 2 г. назад Определение расхода защитного газа и установка рабочего давления на редукторе при полуавтоматической... 3 г. назад Ответ на вопрос."Мастерская сварки".Ссылка на канал: http://www.youtube.com/channel/UCMYQzaTVvV9LxisvvwlYqTw. 3 г. назад Как ОТРЕГУЛИРОВАТЬ и настроить СВАРОЧНЫЙ полуавтомат Подписывайтесь на канал Олег Нестеров Брест и вы... 2 г. назад Настройка сварочного аппарата Tesla 285, о которой все молчат. 5 г. назад Третья часть популярного обучающего видео по сварке. Здесь Вам расскажут о основах полуавтоматической... 2 мес. назад В видео "От первого лица" представлен взгляд инженера-сварщика Г.К. AURORA на общие принципы настройки полуавто... 4 г. назад 01:49 Преимущества сварки полуавтоматом 02:30 Что нужно для MIG-MAG сварки 02:43 Выбор сварочной проволоки 03:30 Источн... 4 мес. назад Настройка полуавтомата для чайников. Кожаные нарукавники для сварщика - http://shopeasy.by/cashback/view/opek00l4lkzi5mcfa9g01081to4egus... 4 г. назад Испытания сварочного аппарата скипер. МИГ ММА 220 е. Этот аппарат и будет призом победителю конкурса. Приз... 2 г. назад Как продлить срок службы механизма подачи проволоки сварочного полуавтомата. 9 мес. назад В этом ролике вы узнаете как настроить давление на редукторе углекислого газа для сварки. Вк https://vk.com/mastaksvarka... 6 мес. назад Привет друзья,в этом видео я хочу рассмотреть проблемы связанные с работой сварочного полуавтомата и как... 4 г. назад 00:17 Ручки регулировки 00:40 Потенциометр сварочного напряжения 00:46 Ручка регулировки силы тока/скорости пода... 4 г. назад Оказать помощь в развитие канала: https://vk.com/app5727453_-127794006 В этом видео описаны основные моменты необходимые... 9 мес. назад MastakSvarka https://www.youtube.com/c/MastakSvarka Вк https://vk.com/mastaksvarka Самые популярные ролики по сварке ... 7 г. назад Подготовка инструмента к работе - залог его успешной службы Вам. В данном видео расскажем об основных момен... 3 г. назад Приветствую, Вас! Для начала рекомендую хорошие интернет магазины - товары и услуги по доступной цене: ... 1 г. назад Впечатления от нового полуавтомата Сварог. 2 г. назад Subscribe! Подписывайтесь! Earn FREE Bitcoins https://freebitco.in/?r=4102339. www.meizer.kz Оглавление: [скрыть] Сварка полуавтоматом без газа получила популярность благодаря компактности оборудования и экономичности процесса. Малогабаритные сварочные аппараты способны создавать прочный шов, по качеству не уступающий шву, выполненному классической сваркой с газом. Схема устройства сварочного полуавтомата. Суть технологии сварки с газом состоит в том, что инертный газ обволакивает сварочную ванну, изолируя расплавленную присадочную проволоку и края стыкуемых деталей от воздействия кислорода, содержащегося в воздухе. В сварке без газа защитная функция возложена на углекислый газ, выделяющийся непосредственно из электродной проволоки. Специальная проволока содержит флюс, который генерирует CO2. Сварка полуавтоматом без газа основана на следующей технологической схеме: Схема полуавтоматической сварки без газа. Сварка производится специальной флюсовой проволокой, которая выделяет достаточное количество углекислоты для защиты от атмосферного кислорода. Таким образом, данное технологическое решение позволяет полностью отказаться от громоздких аргоновых баллонов. Преимущества сварки полуавтоматом без газа: К недостаткам сварки без газа относится ограниченность ее применения по расположению сварного шва. Технология используется в большей степени для нижней горизонтальной сварки. Работы в вертикальной плоскости могут выполнять лишь опытные специалисты. Потолочные работы данным видом оборудования не проводятся ввиду того, что углекислый газ тяжелее воздуха, и он оседает, покидая зону сварки. Вернуться к оглавлению Перед началом работ необходимо позаботиться о приобретении подходящей непосредственно для предстоящей сварки присадочной проволоки. Диаметр определяется глубиной шва, а химический состав — в соответствии с материалом металлоконструкции. Для сварки полуавтоматом без газа используется только специальная флюсовая проволока. Присадки, предназначенные для аргоновой сварки, не годятся. Следующий этап — подготовка к работе сварочного аппарата. Катушка с проволокой размещается на предназначенном для нее месте, конец проволоки пропускается через подающие вальцы и выводится на держак. Проволока достаточно хрупкая, и необходимо следить за тем, чтобы вальцы не передавили ее. Далее производится настройка силы тока. В большинстве случаев полуавтоматы имеют рабочий диапазон 250-280 А. Конкретная величина тока зависит от типа и диаметра проволоки. Она должна быть указана на упаковке товара. После подготовки оборудования следует заняться свариваемыми деталями. Стыкуемые торцы деталей зачищаются от ржавчины. Детали располагаются на сварочном столе, сдвигаются и закрепляются. Можно приступать непосредственно к сварке. Держак располагают под углом 80-85 градусов к горизонтали и накладывают шов от дальнего края детали к ближнему. Для улучшения качества шва операцию можно повторить по уже разогретому металлу. Сварка полуавтоматом без газа практически исключает риск пропалить изделие. Процесс горения металла полностью подавляется углекислым газом. expertsvarki.ru Существует несколько видов сварочных аппаратов. Для того чтобы выбрать подходящий аппарат, необходимо знать принцип его работы. Сварочный аппарат помогает получить качественный и ровный шов. Режимы полуавтоматической сварки помогают нагревать и расплавлять металл. Для начала, давайте рассмотрим, что собой представляет сам процесс сварки. Сварка – это процесс соединения деталей путем нагрева и деформирования. Твердые материалы нагреваются, начинают деформироваться и, таким образом, соединяются между собой. В зависимости от способа выбирается и оборудование. Для того чтобы правильно пользоваться сварочным автоматом, необходимо знать основу и принципы его работы. Сам процесс основан на том, что тепловая энергия направляется на оплавление поверхности металла. В результате металл расплавляется, и необходимые части соединяются между собой. Для осуществления качественной сварки, оборудование должно иметь определенную силу тока и напряжение. А также должна быть определенная скорость процесса и расход инертного газа. Режимы сварки полуавтоматом предусматривают, что вместо электродов применяется специальная сварочная проволока. Для того чтобы процесс сварки был эффективным и элементы между собой были соединены качественным и прочным швом, необходимо соблюдать последовательность этапов. Устройство полуавтомата сварочного работает на переменном токе и очень важно установить правильную полярность сварочного тока. Прямая полярность используется для работы с флюсовой проволокой, а обратная при использовании газовой среды. Переставляя клеммы на корпусе, можно менять полярность с «плюса» на «минус» и наоборот. Технология полуавтоматической сварки предполагает, что, перед началом работы, будет проведена регулировка расхода газа, натяжение проволоки и регулировка сварочного тока. Сварочная проволока вступает в сварочную горелку уже в ходе самого процесса. Пользоваться сварочным аппаратом можно только соблюдая правила безопасности. Категорически запрещено снимать защитную маску, потому как именно она предотвращает попадание искр в глаза и на лицо. Перед тем как начать работу, нелишним будет узнать устройство полуавтомата сварочного. К основным его элементам относятся: Сварочная проволока подается с помощью электродвигателя, редуктора и подающих роликов. Полуавтоматическая сварка является, пожалуй, самой популярной. Чаще всего ее применяют для алюминия и нержавеющей стали. Но важно знать, что, если не использовать защитный газ, то разбрызгивание металла увеличивается. Полуавтоматическая сварка – это процесс соединения различных металлов. Устройство полуавтомата сварочного имеет несколько основных режимов: Предусматривает полуавтомат сварочный принципы и режимы работы в защитных газах. Основными параметрами этих режимов являются: напряжение и скорость, диаметр проволоки, расход газа и его состав, колебание электрода. Так как сварщик имеет дела с разными видами металла, он сам должен выбирать оптимальный режим. Для того чтобы было легче ориентироваться, существует несколько методов для сварки: стыковый, внахлёст и по готовым отверстиям. Стыковая сварка имеет узкую направленность, используется в основном при ремонте автомобилей, для частичной замены какого-либо поврежденного элемента. Такой метод сварки требует профессионального подхода и навыков специалиста. Метод сварки по готовым отверстиям заключается в том, что уже готовую заплатку приваривают к поверхности. И самый простой, не требующий особых навыков, метод сварки внахлест. На подготовленную поверхность кладется отрезок металла, который заваривается внахлест, точечно. В независимости от того, какой метод будет использован, поверхность должна быть предварительно подготовлена к сварке. Это делается для того, чтобы по окончании процесса на шве не образовывались поры, которые негативно сказываются на результатах сварки. С поверхности металла необходимо удалить всю пыль, грязь, влагу или ржавчину, после чего обезжирить специальным средством. Затем, можно приступать непосредственно к работе. swarka-rezka.ru Если у вас возникают вопросы: «Правильное-ли напряжение я использую? Не слишком-ли короткий или длинный электрод? Не слишком-ли быстро я перемещаю горелку?» - то в этой статье вы найдете ответы на эти и многие другие вопросы. Для начала давайте разберемся, как работает ручная дуговая сварка. В дуговой сварке используют электричество высокого напряжения для питания электрической дуги, которая и выделяет плавящее металл тепло. Существует несколько разновидностей дуговой сварки — штучными электродами, проволочным электродом (MIG), вольфрамовым электродом (TIG). Разница между ними заключается не в электрическом токе и не в том, как этот ток используется. Разница состоит в используемом электроде и в газе, который используют для защиты расплавленного металла от воздействий окружающей среды. В случае ручной дуговой сварки штучными электродами, защитный газ выделяется при нагревании покрытия электрода. При использование полуавтоматической сварки или сварки с вольфрамовым электродом, газ к рабочей области подается через горелку. Состав защитного газа может различаться. Обычно используют смесь аргона с углекислым газом. Полуавтоматическая сварка отличается от других методов тем, что проволочный электрод подается к рабочей области автоматически, при нажатии кнопки на горелке. Электрод подается по кабелю из катушки в сварочном аппарате. Металл, из которого выполнен электрод, должен соответствовать металлам, которые вы собираетесь варить. Методом полуавтоматической сварки можно пользоваться и без использования защитного газа. Для этого нужен порошковый проволочный электрод. При нагреве, из содержащегося в проволоке порошка выделяется газ, который экранирует сварочную ванну (область расплавленного металла). Перед эксплуатацией сварочного аппарата мы настоятельно рекомендуем изучить руководство пользователя. В нем вы найдете описание мер безопасности и правила использования сварочного аппарата. Ниже представлен ряд рекомендаций по сварке стали проволочным электродом в среде защитного газа. Сварка порошковой проволокой и сварка алюминия требуют отдельного описания. Настройки могут также меняться в зависимости от типа соединения, позиции, в которой производится сварка и от некоторых других факторов. На каждые 0,025 миллиметра толщины материала рекомендуют использовать 1 ампер. Толщину электрода выбирают в зависимости от толщины и типа металла и от используемой для сварки силы тока. Таблица зависимости толщины проволочного электрода от толщины и типа материала. Материал Диаметр электродной проволоки, мм Сварочный ток, А Алюминий и алюминиевые сплавы 0,8 50-175 1,2 90-250 1,6 160-350 2,4 225-400 3,2 350-475 Магниевые сплавы 1 150-300 1,2 160-320 1,6 210-400 2,4 320-510 3,2 400-600 Медь и медные сплавы 0,9 150-300 1,2 200-400 1,6 250-450 2,4 350-550 Никель и никелевые сплавы 0,5 - 0,8 - 0,9 100-160 1,2 150-260 1,6 100-400 Титан и титановые сплавы 0,8 - 0,9 - 1,2 - Нержавеющая стал 0,5 - 0,6 - 0,8 75-150 0,9 100-160 1,2 140-310 1,6 280-450 2 - 2,4 - 2,8 - 3,2 - Низкоуглеродистая сталь, катанная или холодно-тянутая 0,5 - 0,6 - 0,8 40-220 0,9 60-280 1,2 125-380 1,3 260-460 1,6 275-450 2 - 2,4 - 3,2 - Углеродистая сталь повышенной прочности, некоторые низколегированные стали 0,9 60-280 1,2 125-380 1,6 275-450 2 - 2,4 - 3,2 - 4 - От напряжения зависят высота и толщина сварочного шва. Если в руководстве по эксплуатации отсутствует соответствующая таблица, характеристики шва в зависимости от напряжения можно выяснить опытным путем. Для этого возьмите ненужный кусок металла и начните варить. Попросите ассистента поворачивать ручку регулировки напряжения до конца вниз. Оцените шов при разных уровнях напряжения. Повторите процедуру поворачивая ручку регулировки напряжения до конца вверх, пока дуга не станет нестабильной. Кроме того, существует взаимосвязь между напряжением дуги и ее длинной. Короткая дуга уменьшает напряжение и в результате получается узкий сварочный шов. Длинная дуга (больше напряжения) дает плоский, широкий сварочный шов. Скорость подачи проволочного электрода зависит от толщины свариваемых листов, от необходимой глубины плавления металла, от силы тока и некоторых других параметров. Слишком высокая скорость подачи электрода может привести к прожигам. Установите правильную скорость подачи проволоки в соответствии с таблицей: Толщина металла (мм) Толщина электродной проволоки (мм) Сила тока (А) Напряжение дуги (В) Скорость подачи проволоки (м/ч) Расход защитного газа (л/мин) Вылет электрода (мм) 1,5 0,8-1,0 95-125 19-20 150-220 6-7 6-10 1,5 1,2 130-150 20-21 150-200 6-7 10-13 2,0 1,2 130-170 21-21,5 150-250 6-7 10-13 3,0 1,2-1,4 200-300 22-25 380-490 8-11 10-13 4,0-5,0 1,2-1,6 200-300 25-30 490-680 11-16 10-20 6,0-8,0 и более 1,2-1,6 200-300 25-30 - 11-16 10-20 Оценить насколько правильно вы установили параметры сварочного аппарата можно по качеству сварного шва. Ниже приведены примеры сварных швов и указано, какой параметр был установлен неправильно. Хороший шов Обратите внимание на глубину плавления металла и на надежность соединения в основании шва (граница шва и материала). Шов плоский, не слишком узкий или широкий. Напряжение слишком высокое При слишком высоком напряжении сварочную дугу сложно контролировать. Глубина плавления металла не постоянна, турбулентность в сварочной ванне препятствует образованию надежного соединения между металлами. Напряжение слишком низкое При слишком низком напряжении сварочную дугу так-же сложно контролировать. Глубина плавления металла при этом незначительная. Низкое напряжение ведет к разбрызгиванию расплавленного металла, шов выпуклый, связь с металлом в основании шва непрочная. Слишком быстрое перемещение сварочного электрода вдоль шва Узкий, выпуклый шов с плохим сплавлением в основании. Незначительная глубина плавления металла. Слишком медленная скорость перемещения сварочного электрода вдоль шва При слишком медленном перемещении электрода металл будет перегреваться. Шов при этом будет очень широким с незначительной глубиной плавления металла. При сварке тонких листов могут появляться прожиги. Слишком высокая скорость подачи электрода или сила тока Если скорость подачи электрода или сила тока слишком высокие, сварной шов будет широким с незначительной глубиной плавления материала. При этом также могут наблюдаться разбрызгивание расплавленного металла и прожиги. Скорость подачи электрода или сила тока слишком низкие При таких параметрах сварной шов узкий, часто выпуклый, с плохой связью в основании. Защитный газ отсутствует При отсутствии защитного газа сварной шов получается пористый, с полостями. naobzorah.ru Среди конструкций сварочных аппаратов особое место заняли полуавтоматы. Принцип работы, наперед заметим, у них тоже особый, что позволяет осуществлять довольно специфические сварочные работы. Доказательством незаменимости полуавтомата служит его применение в автомастерских (позже узнаем, почему). Работает полуавтоматическая сварка следующим образом. Особый механизм подает особую же сварочную проволоку в специальную рабочую зону с газовой средой. В газе проволока расплавляется и направляется в сварочную ванну. Возле ванны газ вытесняет воздух, благодаря чему шов будет защищаться от кислородного воздействия. Из газов используются гелий, аргон, углекислый газ либо их комбинации, а диаметр сварочной проволоки обычно — 6…1,6 мм. Сварочный полуавтомат является, по сути, оборудованием стационарным, его конструкцию составляют источник питания, представляющий собой инвертор либо сварочный выпрямитель, а также блок, подающий присадочную проволоку и система управления. Помимо этого, есть еще газовые баллоны, газоподающая оснастка и рукава с горелкой. Ток при работе используется постоянный. Режим работы такой системы регулируют посредством применения различных газовых смесей (или отдельных газов), а также типом присадки плюс меняют силу тока и скорость подачи проволоки. Плюсами полуавтоматическая сварка обладает такими: Минусами, точнее, особенностями конструкции сварочных полуавтоматов являются: Но, как видим, полуавтоматы частенько незаменимы (еще раз просмотрите их достоинства). Поэтому определенная популярность им всегда присуща. А сейчас небольшое видео: consultinfo.net www.samsvar.ruПодготовка к работе сварочного полуавтомата. Видео. Регулировка полуавтомата сварочного
советы по настройке сварочного полуавтомата | Сварка
Сохранили к себе
Подготовка к работе сварочного полуавтомата
 Сварочный полуавтомат, как и любой другой агрегат, требует определённой подготовительной работы перед эксплуатацией. Для начала оборудуйте устройство колёсами и рукоятками, если этого предполагается конструкцией приобретённой вами модели.
Сварочный полуавтомат, как и любой другой агрегат, требует определённой подготовительной работы перед эксплуатацией. Для начала оборудуйте устройство колёсами и рукоятками, если этого предполагается конструкцией приобретённой вами модели.регулировка сварочного полуавтомата Видео
Принцип работы сварочного полуавтомата
Технологические особенности сварки полуавтоматом без газа
Принцип работы сварочного аппарата
Полуавтомат сварочный – принцип работы, технология полуавтоматической сварки, режимы сварки
Что такое сварка и основные принципы работы сварочного полуавтомата


Из чего состоит сварочный полуавтомат
Методы сварки полуавтоматом

Принцип работы сварочного полуавтомата
Как работает сварочный полуавтомат

Настройка сварочного полуавтомата
Толщина металла определяет силу тока
Толщина проволочного электрода
Напряжение

Скорость подачи проволочного электрода
Оцениваем сварной шов







Сварочный полуавтомат: достоинства и недостатки
 Что такое сварочный полуавтомат. Чем он особенен и как работает? Каковы плюсы применения таких аппаратов? А минусы? Почему полуавтоматы применяют в автомастерских? Собственно, минусы – это лишь особенности конструкции.
Что такое сварочный полуавтомат. Чем он особенен и как работает? Каковы плюсы применения таких аппаратов? А минусы? Почему полуавтоматы применяют в автомастерских? Собственно, минусы – это лишь особенности конструкции.