Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Главная » Все новости 11.05.2017 Горелка полуавтоматических сварочных аппаратов состоит из нескольких частей, важнейшим из которых является сварочное сопло. Именно этот элемент отвечает за рациональную подачу инертного газа на обрабатываемую поверхность и, следовательно, непосредственно влияет на качество сварочного шва. В назначение сопла входит формирование «сварочной ванны» - огражденной от окружающего воздуха области, по своим характеристикам идеально подходящей для выполнения соединительных работ на металлических поверхностях. Качественное, хорошо подобранное под заданные цели сопло позволяет максимально равномерно распределить газ по обрабатываемой области. Это приводит к: - сокращению толщины шва; - уменьшению количества брызг; - улучшению качества готового изделия; - повышению безопасности оператора. Классификация сварочных сопел для полуавтоматов Сопла подбираются под режимы сварочных работ: - импульсная сварка проводится при длинном сопле цилиндрической формы; - точеная обработка металла требует подсоединения сопла с фигурным отверстием – ромбом, прямоугольником или кругом; - конической формы сопло для полуавтомата предназначено для обработки толстого металла. Кроме того, выделяют следующие типы сопел для полуавтоматов: - для точечной сварки гвоздями; - короткое; - с узкой головкой; - с утонченной головкой; - с утонченным выходом. По поддерживаемым технологиям сварки выделяются MIG-MAG и TIG сопла, а также сопла для плазменной резки. В характеристиках каждого изделия указывается технология, которая им используется – это весьма важный критерий выбора, который стоит всегда учитывать перед покупкой. Значение диаметра сварочного сопла Диаметр сопла горелки принимается равным диаметру сварочного прутка. Это весьма важный показатель, от которого зависит не только цена. Он подирается индивидуально под конкретную горелку с учетом силы тока, с которой планируется проводить сварочные работы. Данный показатель также оказывает большое влияние на размеры защитного пятна на поверхности свариваемых деталей. Когда требуется замена? Сопло для полуавтомата – расходный материал, требующий периодическую замену. В процессе сварки на сопло налипает большое количество брызг, которые препятствуют нормальному формированию потока защитного газа и создают турбулентность, тем самым делая газовый поток бесконтрольным. Нехватка газовой защиты приводит к ухудшению сварочного шва. svarochny-invertor.ru Обрабатывая металлическое изделие сварочным полуавтоматом, необходимо правильно организовать подачу инертного газа, который в защитной среде образует прочный и качественный сварочный шов. Настоящим помощников в этом непростом деле становится газовое сопло для полуавтомата, который отвечает за рациональную подачу газового сырья на обрабатываемую поверхность. Существует несколько видов сварки, а точнее режимов сварочной работы, которые, так или иначе, влияют на форму и размер сварочного шва. Так, например, для импульсной сварки вам необходимо приобрести длинное сопло для полуавтомата цилиндрической формы. А для воспроизведения точечной обработки металла вам понадобится сопло для сварочного полуавтомата с фигурным отверстием (ромб, прямоугольник, круг). Также существует сопло коническое для полуавтомата, которое направлено на обработку толстого металла, для чего нужно в течение длительного времени насыщать газом сварочное сырье (проволоку, электрод). В сварочной отрасли есть еще одна немало важная функция сопла – это предотвращение попадания окружающего воздуха внутрь сварки, который негативно отражается на качестве сварочного шва. Чтобы сопло для сварки полуавтоматом было надежно закреплено на нагревательном элементе сварочного аппарата, на этом замечательном аксессуаре размещена резьба. Благодаря ей сопло горелки полуавтомата герметично вкручивается в деталь прибора, исключая внезапное раскручивание во время сварочной деятельности. Резьба должна быть ровной, расположенной от самого края сопла до его середины. Также следует обратить внимание на отверстие сопла газового, через которое проходит сварочное сырье. Оно не должно иметь неровностей, всяческих шероховатостей, дабы не замедлить процесс передвижения проволоки или электрода. Сопло для полуавтомата может быть выполнено в серебристом или золотистом покрытии, но это вовсе не обозначает уровень качества. Как правило, оно изготовлено из хромированного материала, который после длительной полировке становится гладким и легким. К самому распространенному виду сопла для полуавтомата служит керамическое сопло, обладающее высокой степень термостойкости и ударопрочности. Такой вид сопла не требует времени на охлаждение горелки и предназначен для длительной сварочной работы. Чтобы произвести хорошую сварочную работу, необходимо правильно подобрать сопло для полуавтомата, а именно соотнести параметры нагревательного элемента с параметрами сопла. Этот сварочный аксессуар подразделяется по диаметру, длине, форме отверстия. При определении размеров сопла, нужно помнить, что электрод должен размещаться строго по центру сопла не прижимаясь к стенкам сопла, без применения физической силы, так как электрод закрепляется цангой и свободно расположен в нагревательном элементе. Сопло горелки для сварки TIG →← Сопла для воздушно-плазменной резки CUT svarkamall.ru Во время работы с использованием сварочного аппарата очень важно грамотно реализовать подачу инертного газа на поверхность металла. Дело в том, что расплавленный металл, оказавшись в защитной сфере, образует очень прочный и надежный шов. За формирование защитного облака вокруг шва отвечает сопло полуавтоматической горелки. Итоговые форма, а также сам размер шва в первую очередь определяются типом сварки, который был задействован для работы. К примеру, если выполняется импульсная, то здесь наилучшим образом подойдет длинное сопло, имеющее форму цилиндра. Выполнение точечной обработки металлических изделий требует использование сопел с каким-либо фигурным отверстием. При работе с толстым металлом рекомендуется использовать сопло конической формы. Ещё одной действительно важной функцией сопла является предотвращение контакта расплава металла с воздухом из окружающей среды. Он может серьезно испортить качество итогового шва, поэтому необходимо тщательно следить за данным нюансом. Основным материалом для изготовления сопел является медь как в естественном виде, так и с цинковым покрытием. Выбор такого материала не случаен, так как это облегчает снятие налипших брызг, которые могут закоротить сопло с силовой частью горелки, что в свою очередь снижает срок службы сопла. Само сопло должно иметь надежное крепление к горелке и в то же время обеспечивать легкость и простоту снятия для чистки, обслуживания и замены комплектующих. Существуют различные варианты крепления сопел: резьбовое соединение, посадка с внутренней или наружной пружиной. Также могут применяться различные варианты изоляции сопла, в одном случае посадочная часть гусака горелки выполняется изолированной, в другом - сопло изолируется запрессованной вставкой, в некоторых случаях применяются дополнительные вставки из стекловолокон. Для действительно плодотворной сварочной работы нужно правильно выбрать сопло для используемого полуавтомата, в частности верно соотнести все параметры требуемого сварочного шва с показателями самого сопла. Не забывайте о том, что данная деталь имеет подразделения по габаритам, форме отверстия, а также по диаметру и длине. Электрод всегда долен располагаться исключительно в центре, не задевая стенки сопла. metongroup.ru Сопло для сварочной горелки отвечает за равномерную подачу и корректное распределение газов. В зависимости от поставленных задач и особенностей сварочных работ могут использоваться цилиндрические, конические и круто конические вариации сопла, каждая из которых имеет определенные преимущества и функциональные возможности. Являясь одним из важнейших расходных материалов, сопла для горелок к полуавтоматам MIG изготавливаются из высококачественных материалов в строгом соответствии с действующими международными стандартами. В качестве сырья могут использоваться медные сплавы, фарфор. Некоторые модели покрываются защитным гальваническим слоем для повышения технико-эксплуатационных характеристик и увеличения срока службы. На нашем сайте можно купить сопла для горелок различных диаметров, с защитным покрытием и без него. Возможна доставка заказа в Санкт-Петербурге, Ленобласти и других регионах Российской Федерации. Обратитесь к нашим консультантам, чтобы получить профессиональную помощь в выборе требуемых материалов и комплектующих. Специалисты SvarkaMall ответят на все вопросы о ценах на сопла для горелок к полуавтоматам и помогут оформить заказ. У вас есть вопросы? Не знаете что выбрать? svarkamall.ru При выполнении сварки полуавтоматом в среде защитного газа большое значение имеет организация подачи газа в зону сварочной ванны. Этот процесс зависит от множества факторов, одним из которых является правильный подбор сопла горелки и своевременная замена изношенного сопла. Нарушение газовой защиты приводит к возникновению дефектов сварного шва, ухудшению эксплуатационных свойств изделий и перерасходу сварочных материалов и защитного газа. Для различных технологических сварочных операций предназначены разные виды сопел, имеющих разнообразную форму и размеры. Длинное сопло с отверстием цилиндрической формы предназначено для импульсной сварки. Сопла, имеющие отверстия в форме прямоугольника, ромба, многоугольника, предназначаются для точечной сварки. Коническую форму имеют сопла для сварки деталей большой толщины. Такая форма оптимально подходит для создания надежной газовой защиты сварочной ванны большой глубины. Кроме формы, для надежной защиты зоны сварки имеет значение размер сопла. При сварке с большой скоростью необходима увеличенная подача защитного газа. С таким расходом не справится сопло малого диаметра. Как уже указывалось ранее, для различных задач, связанных с различными технологиями полуавтоматической сварки, необходимо оснащать сварочную горелку различными соплами: Сопло во время работы сварочной горелки полуавтомата находится непосредственно в зоне горения дуги. Эта область является зоной высоких температур и наличия расплавленного металла. Эти два фактора являются основными причинами быстрого износа сопла. Высокая температура вызывает деформацию и нарушение геометрических размеров сопла. Брызги расплавленного металла налипают на внутреннюю поверхность сопла и вызывают нарушение подачи защитного газа в зону сварки. Для гарантированной защиты сварочной ванны от влияния окружающего воздуха струя подаваемого защитного газа (аргона или углекислого газа) должна быть однородной и равномерной (ламинарный поток). Наличие прилипших на внутреннюю поверхность сопла брызг расплавленного металла вызывает завихрения, неравномерности в потоке газа (турбулентность). Это приводит к нарушению целостности защитного газового облака и прорыву в зону сварки атмосферного кислорода и азота. Это приводит к окислению металла сварного шва и его пористости, что в конечном итоге приводит к снижению прочности сварного соединения и ухудшению эксплуатационных параметров изделия. К преждевременному выходу из строя сопла полуавтомата приводят также неаккуратное обращение с горелкой (удары и падение на твердую поверхность) и нарушение рекомендуемых сварочных параметров, приводящее к повышенному образованию брызг металла и к нарушению рекомендованного температурного режима эксплуатации горелки и сопла. Для повышения срока службы сопла горелки полуавтомата применяются различные методы, защищающие от главного «врага» - брызг расплавленного металла: prodazha-svarki.ru www.samsvar.ru
Полуавтоматическая сварка отличается от привычной ручной дуговой тем, что подача электрода в сварочную зону осуществляется при помощи подающего механизма установленного на аппарате.
Все остальные операции выполняются оператором вручную. Сварочная ванна в процессе сварки нуждается в защите от воздействия кислорода. При ручной дуговой сварке шов защищается газом образующимся при сгорании обмазки электрода. Полуавтоматы защищают швы с помощью газа, подаваемого из баллона. Так же возможен вариант работы с порошковой самозащитной проволокой, которая не требует подключения баллона с газом.
Среди преимуществ полуавтоматической сварки стоит отметить ровный шов, отсутствие шлака, меньшее количество брызг, и возможность работы с малыми толщинами соединяемых металлов.
Кроме того у сварщика появилась возможность, не прерываясь на замену электродов, варить длинные швы. При работе с большими с толщинами металла оператор может сделать сразу несколько проходов не прерываясь на зачистку шва от шлака.
Сварочную горелку MIG-MAG можно смело назвать главным инструментом сварщика. От качества исполнения данного устройства зависят производственные затраты, удобство работы сварщика, а значит и производительность его труда.
В 70-х годах прошлого века был разработан так называемый «евроразъём» - который со временем стал общим стандартом. Данный коннектор, сегодня позволяет комплектовать полуавтоматы горелками разных производителей.
Группа компаний «Аврора» - предлагает своим покупателям огромный выбор сварочных горелок для полуавтоматической сварки. Горелки «Аврора» - позволят сварщику работать с разными диаметрами проволок, от 0,6 до 1,6 мм. Устройства рассчитаны на 60% рабочий цикл с максимальными сварочными токами от 150 до 500А.
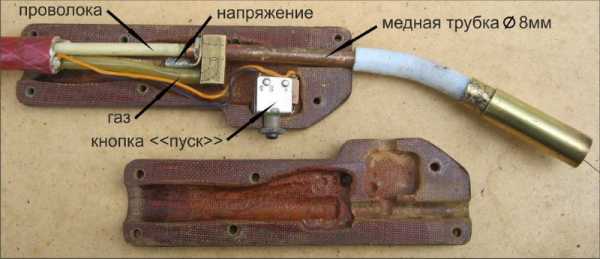
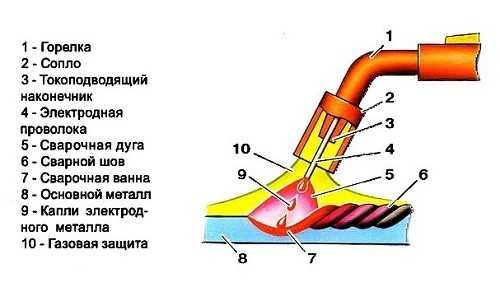
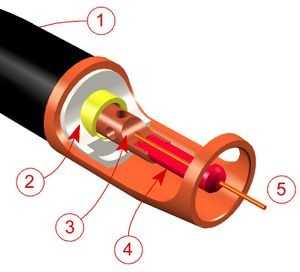
Основными частями горелки являются:
- гусак, внутри которого расположен канал для протяжки проволоки и отверстия для подачи газа;
- наконечник из особого сплава меди;
- сопло;
- кабель-шланг внутри которого находится трубка подачи газа, канал для проволоки и токопровод;
В горелках с водяным охлаждением, в кабель-шланг помещены так же трубки для подачи и отвода жидкости.
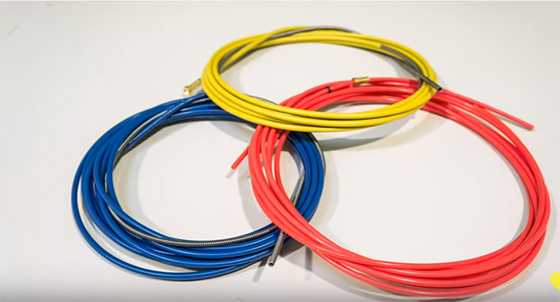
Каналы для подачи проволоки в зону сварки могут быть разными, так для стальной проволоки используется металлический витой канал,
а для цветной – пластиковый с тефлоновым покрытием.
Второй вариант исполнения предназначен, в основном, для работы с алюминиевой проволокой. Поскольку алюминий металл мягкий, любой перегиб канала может негативно сказаться на подаче проволоки. Скользкие стенки тефлонового канала позволяют сделать подачу проволоки плавной и предсказуемой.
Выбирать канал следует ориентируясь не только на металл из которого сделана проволока, но так же в зависимости от её диаметра. Для стальной проволоки диаметром 0,6-0,8 мм – подойдёт голубой канал; 1,0-1,2мм - красный канал; 1,2-1,6 мм - жёлтый канал. Для алюминиевой проволоки подойдут тефлоновые каналы - 0,6-0,9 мм – голубой; 1,0 - 1,2мм - красный; 1,2 - 1,6 мм- жёлтый канал. Длинна горелки может быть 3, 4 или 5 метров.
Эргономичная рукоятка горелки AURORA и шарнирное соединение позволяет сварщику работать с максимальным комфортом. Защитная пружина – предотвращает заломы канала и газового шланга.
Горелки MIG 15, MIG 24, MIG 25, MIG 26 и MIG 36 предназначены для сварки в диапазоне максимальных токов от 150 - до 340 А, и имеют воздушное охлаждение. Данный тип охлаждения организован за счёт подачи газа в зону сварки, - он не только защищает шов, но и охлаждает саму горелку.
Для мощных устройств (MIG 240, MIG 400 и MIG 500), которые рассчитаны на работу с большими токами (max) 300 (400) и 500 А – предусмотрено водяное охлаждение. Данный тип горелок применяется на аппаратах с охлаждающими станциями. Давление воды в подобных устройствах составляет 2-4 Бар, расход жидкости - 1,6 л/мин. Обратите внимание – использование горелок с водяным охлаждением без жидкости категорически запрещено!
Расходные материалы
При работе с MIG-MAG сваркой оператору чаще всего приходится заменять следующие детали горелки: наконечники, сопла, каналы.
Срок замены наконечников и сопел зависит от профессионализма сварщика и интенсивности работы. При этом, наконечники меняются гораздо чаще. Для того, чтобы продлить срок службы расходников производители рекомендуют использовать антипригарный спрей. Данный аэрозоль препятствует налипанию окалины, за счёт чего срок службы сопел и наконечников увеличивается в 3 раза.
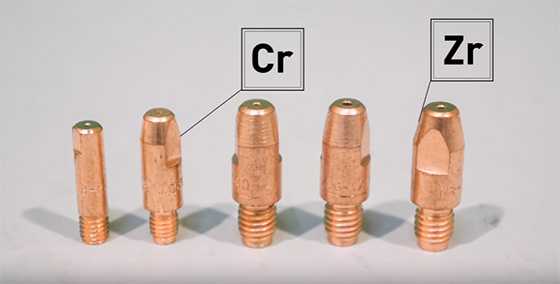
Группа компаний «Аврора» предлагает своим покупателям широкий выбор наконечников из сплавов меди с добавлением Циркония (Zr) и Хрома (Cr) для получения требуемых прочностных характеристик и необходимой токопроводимости. Наконечники «Аврора» - предназначены для работы со стальной или цветной сварочной проволокой диаметром от 0,8 мм до 1,6 мм.
Всегда в наличии сопла для разных сварочных задач с диаметром выходного отверстия от 6 до 19 мм.
Горелки для полуавтоматической сварки Аврора
Наконечники для MIG-MAG горелок
Сопла для MIG-MAG горелок
evrotek.spb.ru
Обрабатывая металлическое изделие сварочным полуавтоматом, необходимо правильно организовать подачу инертного газа, который в защитной среде образует прочный и качественный сварочный шов. Настоящим помощников в этом непростом деле становится газовое сопло для полуавтомата, который отвечает за рациональную подачу газового сырья на обрабатываемую поверхность.
Существует несколько видов сварки, а точнее режимов сварочной работы, которые, так или иначе, влияют на форму и размер сварочного шва. Так, например, для импульсной сварки вам необходимо приобрести длинное сопло для полуавтомата цилиндрической формы. А для воспроизведения точечной обработки металла вам понадобится сопло для сварочного полуавтомата с фигурным отверстием (ромб, прямоугольник, круг). Также существует сопло коническое для полуавтомата, которое направлено на обработку толстого металла, для чего нужно в течение длительного времени насыщать газом сварочное сырье (проволоку, электрод).
В сварочной отрасли есть еще одна немало важная функция сопла – это предотвращение попадания окружающего воздуха внутрь сварки, который негативно отражается на качестве сварочного шва.
Чтобы сопло для сварки полуавтоматом было надежно закреплено на нагревательном элементе сварочного аппарата, на этом замечательном аксессуаре размещена резьба. Благодаря ей сопло горелки полуавтомата герметично вкручивается в деталь прибора, исключая внезапное раскручивание во время сварочной деятельности. Резьба должна быть ровной, расположенной от самого края сопла до его середины.
Также следует обратить внимание на отверстие сопла газового, через которое проходит сварочное сырье. Оно не должно иметь неровностей, всяческих шероховатостей, дабы не замедлить процесс передвижения проволоки или электрода.
Сопло для полуавтомата может быть выполнено в серебристом или золотистом покрытии, но это вовсе не обозначает уровень качества. Как правило, оно изготовлено из хромированного материала, который после длительной полировке становится гладким и легким. К самому распространенному виду сопла для полуавтомата служит керамическое сопло, обладающее высокой степень термостойкости и ударопрочности. Такой вид сопла не требует времени на охлаждение горелки и предназначен для длительной сварочной работы.
Чтобы произвести хорошую сварочную работу, необходимо правильно подобрать сопло для полуавтомата, а именно соотнести параметры нагревательного элемента с параметрами сопла. Этот сварочный аксессуар подразделяется по диаметру, длине, форме отверстия. При определении размеров сопла, нужно помнить, что электрод должен размещаться строго по центру сопла не прижимаясь к стенкам сопла, без применения физической силы, так как электрод закрепляется цангой и свободно расположен в нагревательном элементе.
svarkamall.ru Во время работы с использованием сварочного аппарата очень важно грамотно реализовать подачу инертного газа на поверхность металла. Дело в том, что расплавленный металл, оказавшись в защитной сфере, образует очень прочный и надежный шов. За формирование защитного облака вокруг шва отвечает сопло полуавтоматической горелки. Итоговые форма, а также сам размер шва в первую очередь определяются типом сварки, который был задействован для работы. К примеру, если выполняется импульсная, то здесь наилучшим образом подойдет длинное сопло, имеющее форму цилиндра. Выполнение точечной обработки металлических изделий требует использование сопел с каким-либо фигурным отверстием. При работе с толстым металлом рекомендуется использовать сопло конической формы. Ещё одной действительно важной функцией сопла является предотвращение контакта расплава металла с воздухом из окружающей среды. Он может серьезно испортить качество итогового шва, поэтому необходимо тщательно следить за данным нюансом. Основным материалом для изготовления сопел является медь как в естественном виде, так и с цинковым покрытием. Выбор такого материала не случаен, так как это облегчает снятие налипших брызг, которые могут закоротить сопло с силовой частью горелки, что в свою очередь снижает срок службы сопла. Само сопло должно иметь надежное крепление к горелке и в то же время обеспечивать легкость и простоту снятия для чистки, обслуживания и замены комплектующих. Существуют различные варианты крепления сопел: резьбовое соединение, посадка с внутренней или наружной пружиной. Также могут применяться различные варианты изоляции сопла, в одном случае посадочная часть гусака горелки выполняется изолированной, в другом - сопло изолируется запрессованной вставкой, в некоторых случаях применяются дополнительные вставки из стекловолокон. Для действительно плодотворной сварочной работы нужно правильно выбрать сопло для используемого полуавтомата, в частности верно соотнести все параметры требуемого сварочного шва с показателями самого сопла. Не забывайте о том, что данная деталь имеет подразделения по габаритам, форме отверстия, а также по диаметру и длине. Электрод всегда долен располагаться исключительно в центре, не задевая стенки сопла. metongroup.ru Сварщик, производя сварочные работы сварочным инвертором или полуавтоматом, делает одинаковые движения. Но в отличие от держателя для электродов, полуавтоматы имеют горелку достаточно сложную по конструкции. Горелка для сварочного полуавтомата подбирается под тип сварки MIG или MAG. И от правильного выбора зависит производительность, безопасность и утомляемость работника, который производит сварочные работы в течение половины рабочего времени. Газовая горелка для сварочного полуавтомата Горелки для полуавтоматов можно отнести к расходным материалам, потому что срок их эксплуатирования не превышает полугода. Но и для такого срока необходима смена быстро выходящих из строя элементов. Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа. Газовая горелка для полуавтомата Принцип работы следующий: Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем. Устройство горелки для полуавтомата Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны. Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса). Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются: Конструкция горелки Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов. Из-за частой смены расходных материалов данные элементы изготавливаются быстросменными, чтобы сварщик в короткий срок мог их заменить своими руками. Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги. Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны: Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины. Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание. Производители предлагают множество моделей горелок для полуавтоматов. Их характеристики можно описать следующим образом: Штекерное подключение к аппарату влечет за собой увеличение размера рукава, так как каждый источник подключается по отдельности. Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус. Самодельная газовая горелка Для сварочных полуавтоматов подбираются из следующих критериев: Профессионалы предпочитают подбирать газовую горелку не по характеристикам сварочного полуавтомата, а по несколько сниженному значению сварочного тока. Связано это с тем, что работа производится не на постоянной основе. Производители ведут расчет стойкости горелок по непрерывной работе в течение 10 минут, чего не делает ни один сварщик. Поэтому если на аппарате максимальным значением является 400А, то для горелки мощности в 300А будет вполне достаточно. Расчет ведется по максимальной температуре, при которой возможно разрушение ручки или рукава. Поэтому в продаже можно встретить полуавтоматы, оснащенные горелками с 60% ПВ и даже ниже. Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter. stankiexpert.ruСопло для полуавтоматической сварки. Сопло для полуавтомата
Сопло для полуавтомата. Как правильно выбрать сварочное сопло.
Сопло для полуавтоматической сварки
Газовое сопло для полуавтомата
Классификация газового сопла для полуавтомата их предназначение
В чем заключается прочность газового сопла для полуавтомата
Сопло для полуавтомата. Какие бывают разновидности газового сопла для сварочного полуавтомата.
Сопла для горелок к полуавтоматам (MIG)
/ / / / Расходные части MIG Выбор оборудования в интернет-магазине SvarkaMall
Сопла MIG
Разновидности газовых сопел для полуавтоматической сварки
Причины быстрого износа сопла
Методы защиты сопла от износа
Обзор горелок AURORA для полуавтоматов














Смотрите данную статью в видео-ролике:
Газовое сопло для полуавтомата
Классификация газового сопла для полуавтомата их предназначение
В чем заключается прочность газового сопла для полуавтомата
Сопло для полуавтомата. Какие бывают разновидности газового сопла для сварочного полуавтомата.
Горелка для сварочного полуавтомата: устройство, принцип работу

Принцип работы
Конструкция горелки

Разновидности горелок для сварочного полуавтомата