Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
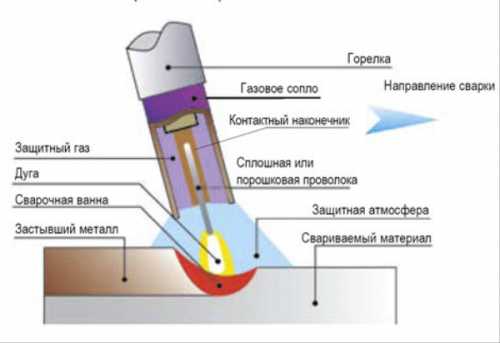
Самодельный сварочный полуавтомат Конструкция сварочного полуавтоматического аппарата, сделанного лет 20 назад местным умельцем. Сварочный... дроссель для сварочного аппарата помощь развитию новых проектов : webmoney Z521347817901 U450093973462. Самодельный полуавтомат #5 намотка дросселя Ни один полуавтомат не может обойтись без дросселя ,который служит для сглаживания пульсаций выпрямленног... Самодельный полуавтомат https://yadi.sk/d/jgPplDVk3QMGbc. Бюджетные сварочные полуавтоматы#4 подключение тиристора и конденсаторов В этой части я соберу все потроха сварочного полуавтомата Vita в кучу,покажу как подключить тиристор и конден... Самодельный полуавтомат- тема дроссель сварка. Силовой диодный мост для полуавтомата ч. #2 Силовой диодный мост для ручной и полуавтоматической сварки. Дроссель для сварочного инвертора. Дроссель, нужен или нет? Для чего нужен дроссель? Как сделать дроссель.Какие диоды использовать. Обзор самодельного полуавтомата Краткий обзор полуавтомата, однофазная сварка 220 в, +ответы на вопросы подписчиков, дроссель, диоды Мои виде... food-health-vika.com Эпоха трансформаторных сварочных аппаратов минула и сегодня современные производители предлагают потребителю многоцелевые приборы. Они сочетают в себе несколько функций сразу, что было недоступно ранее. В нашей статье Вы можете узнать о том, что представляет собой универсальный сварочный аппарат 4 в 1 и какие функции он включает в себя. А также на что стоит обратить внимание, выбирая такой прибор в домашнее пользование. Инвертор — это самый современный сварочный аппарат, который имеет компактные размеры и массу. В отличие от старых трансформаторов, его масса от 2 до 4 кг, и это при большей функциональности. За счет чего достигаются такие показатели? Сварочный инвертор Все дело в преобразовании. В сеть поступает переменный электрический ток с частотой в 50 Герц. Инвертор его выпрямляет в постоянный и путем пропуска потока через транзисторы поднимает частоту и снова преобразовывает в переменный с показателем от 20 до 50 Килогерц. Но это еще не все, полученный ток инвертор понижает до 70-90 Вольт, а сила возрастает до требуемых 100-200 Ампер. Именно высокочастотный электрический ток стал гениальным техническим решением в сварочном инверторе. Также такая схема преобразования позволила значительно уменьшить габариты трансформаторов и всего аппарата в целом. Для примера стоит указать: чтобы получить в инверторе силу тока в 160 Ампер, нужен трансформатор массой в 250 грамм против 18 кг в виде старого аппарата. И главное, что такая схема допускает использование в инверторе электродов как переменного, так и постоянного тока. В этом и скрывается главный секрет многофункциональности. За счет чего можно варить черные и цветные металлы просто меняя электроды. Выбирая универсальный сварочный аппарат, Вы можете встретить в характеристиках такие обозначения как TIG, MMA или MIG-MAG сваривание. Что это такое? MIG-MAG сварка По сути, такой аппарат проводит сваривание: конструкционных и нержавеющих марок стали, алюминия, меди и других цветных металлов и их сплавов. Именно в этом и кроется весь универсализм. Раньше, при использовании старых трансформаторных аппаратов, сварщик должен был иметь колоссальный опыт для управления сварочным процессом. Сегодня автоматика и дополнительные функции все упростили. Если Вы новичок в сварочных работах, то некоторые из этих дополнений намного упростят обучение и жизнь. Если Вы ищете универсальную систему, то, в зависимости от цены, аппарат будет иметь эти дополнительные функции. Но большим достоинством таких приборов является наличие полуавтоматического режима сварки. Что это такое? Технически процесс полуавтоматического сваривания происходит за счет плавления проволоки в среде газов (например, аргона). Главное — это ее постоянная подача. Углекислые или инертные газы бесперебойно подаются с помощью редуктора, а нужное количество может дозироваться вручную или автоматикой. В процессе жидкий расплавленный металл из проволоки как бы делает склеивание двух деталей не прожигая их поверхность. Именно поэтому таким способом сваривают все тонкостенные конструкции. Сварочный полуавтомат универсальный незаменим в ремонте автомобилей. Полуавтоматическая сварка требует использования проволоки следующих типов: Сварочный шов, в свою очередь, получается в двух типах защитной среды: защитных газов или самозащитой в случае порошковой проволоки. Современные универсальные сварочные аппараты должны в обязательном порядке включать в себя все вышеуказанные функции. Это и сваривание конструкционных и нержавеющих марок стали, а также варка разных видов цветных металлов и их сплавов. Также, покупая универсальную сварку с полуавтоматическим режимом, стоит помнить, что расходники стоят денег и они должны быть обязательно качественными. Неплохим свойством станет и защита от перегрева, когда аппарат отключается при сильном нагревании в процессе длительной работы, что сохранит прибор и не даст ему перегореть. Синергическое управление также упростит процесс сваривания, когда не нужно постоянно отвлекаться на изменение положений или вылетов электрода. Такая функция позволит полностью сосредоточиться на ведении шва. Особенно внимательно стоит подходить к покупке аппаратов по низкой стоимости с указанием множества функций. Дешевые комплектующие, из которых их собирают, либо быстро выйдут из строя, либо же вообще не будут работать. И, конечно, под вопрос ставиться наличие всех указанных функций вообще. Для сварочных работ понадобятся также приобрести и хорошую защитную маску. Лучшим вариантом станет тип «хамелеон». Ее стекла позволяют видеть детали при обычном свете и затемняются с началом сварочного процесса. Обязательно при выборе сварочных аппаратов нужно обратить внимание на максимальные показатели силы тока. Они должны быть не менее 200 Ампер. От этого будут зависеть многие возможности в дальнейшем использовании. Если у Вас есть опыт в использовании универсальных сварочных аппаратов с различными функциями, а также практические советы по выбору и приобретению, обязательно поделитесь своими советами в комментариях. wikimetall.ru Никита писал(а): А ессли кто собирал схему из разных диодов прошу рассказать что получилось и как работает. PS Только одного диодного моста для того чтоб бодик-переменку превратить в нормально варящий постоянкой аппарат маловато. УОНИ замучаетсь поджигать, нержавейкой лучше не пробовать даже. А чтоб все кошерно было, после моста нада ставить "правильный" дроссель, от тогда усе будет ОК valvol.ru САМОДЕЛЬНЫЙ СВАРОЧНЫЙ АППАРАТ КАКИМ ЕМУ БЫТЬ На этой странице будут собираться интерсные технологические и схемотехнические решения заводских и самодельных сварочных аппаратов. Для разминки возьмем сварочный инвертор РЕСАНТА САИ 250 ПРОФ: Кроме якобы современного дизайна у него есть довольно инетерсное решение по приведению потребления сетевого напряжения в норму, а именно в нем используется корректор коэфициента мощности (ККМ), причем на сравнительно свежей и не дорогой микросхеме ICE2PCS01G. Схема самого аппарата ЗДЕСЬ, даташиты на ICE2PCS01G ЗДЕСЬ и ЗДЕСЬ. Там два варианта даташников, они разные по объему, но пока не разбирался насколькоони разные по содержанию. Я заказал пяток этих микросхем и когда придут уже буду детально разьбираться с этой микросхемой. Пока могу сказать, что согласно схеме и фотографиям дроссель ККМ не такой уж и огромный, как могло подуматься изначально: ККМ поднимает выходное напряжение не сильно, поэтому можно использовать традиционную силовую часть сварочного аппарата, поскольку практически все силовые транзисторы и драйвера, используемые в сварочных инверторах расчитаны на напряжение 500, а этого напряжения бустер не выдает, поскольку сглаживающие электролитические конденсаторы расчитаны на 450 вольт, из чего не сложно сделать вывод, что выходное напряжение корректора коэфициента мощности не более 400 вольт. Произвести перерасчет тока, на который реагирует ККМ не трудно на схеме указаны номиналы токоизмерительных резисторов, а в паспорте на инвертор указана его мощность. Но это для тех, кто ленится разбираться с даташитом на данную микросхему корректора. Выходные диоды ККМ STTh22R06D - 12 ампер, 600 вольт, корпус ТО-220 с металлическим фланцем, но у них время восстановления 12 nS, они реально быстрые, как раз подстать микросхеме, поскольку в даташнике на микросхему указывается минимальная рекомендуемая частота переключения 50 кГц, а типовая 120...150 кГц. Это довольно приличные частоты и при проектировании печатной платы нужно уделить максимальное внимание влиянию соседних проводников друг на друга Так же следует обратить внимание на выпрямительные диоды первичного напряжения. Используются диодные мосты работающие параллельно, но в паралель работают диоды именно из одной сборки, что гарантрует максимальную похожеть параметров диодов, следовательно через параллельные диоды будет протекать одинаковый ток, поскольку падение напряжения не N-P переходе будет тоже одинаковым. Следующим довольно интересным было схемотехническое решение в сварочном аппарате ВД-160И У2 (ВД-200И У2) Первое, что бросилось в глаза, так это то, что ребята реально хорошо знают транзисторную схемотехнику. Полноценной схемы найти не удалось, однако лично мне понравилось то, что было увидено. Сначала я увидел ЭТОТ файлик, затем порывшись в интернете нашел вот ЭТОТ файлик. Первое, что бросилось в газа - ограничение тока на управляющем трансформаторе - использовать диоды для подавления выбросов это довольно оригинально (обведена голубым): Закрывающая силовой транзистор цепочка тоже довольно не традиционна - по сути это аналог тиристора и если уж он открываается, то не закроется пока на нем не будет реально нулевого напряжения (обведено желтым). Но и это еще не все - сварочный инвертор полумостовой и этот факт используется полностью. Во первых протекающий через первичную обмотку ток так же протекает через управляющий трансформатор и покак этот ток не будет иметь минимальное значение включение другого силового транзистора не возможно, даже в тот момент, когда будет подан управляющий импульс с платы управления. Это полностью исключает вероятность возникновения сквозного тока (обведено желтым): Так же используется довольно редкий способ удержания дуги при снижении тока, а именно добавлена дополнительная высоковольтная обмотка для облегчения поджига и удержания дуги. Я уже видел подобные решения, но в них использовались токоограничивающие резисторы на кучу ватт. Здесь же в качестве ограничителя тока выступает реактивное сопротивление L2, которе при слабых тока созадет маленькое падение напряжение на себе, а при больших ограничивает ток на столько, что диоды КД213 остаются целыми, т.е меньше 10 А. Таким образом значительно снижается выделяемое внутри сварочного аппратата тепло. Для самодельного сварочного аппарата, работающего с аргоном нужен осцилятор. Впрочем осцилятор нужен и для плазмореза. Разумеется, что дугу можно поджечь и без него, касаясь электродом заготовки, но в момент касания односначно заточка электрода из вольфрама потеряет свою форму. В сварочном аппарате РУСИЧ С-400 в качестве генератора высокого напряжения выспутает самовозбуждающийся электронный трансформатор и схема довольно знакома - подавляющее большинство электронных трансформаторов для низковольтных галогеновых ламп собраны именно по этой схеме: В данном варианте используется по два параллельных транзистора для увеличения выходного тока. Тут сразу оговорюсь - у самого зачесалиь руки купить готовый трансформатор и перемотать под осцилятор, но я удержался. Для подобного трансформатора нужно довольно приличное окно, поскольку вторичная обмотка должна иметь межслойную изоляцию - выходное напряжение подобного трансформатора должно быть порядка 4-6 кВ, а это требует межслойной изоляции не только между первичкой и вторичкой, но и между слоями первички. Даже используя фторопластовую ленту толщина изоляции займет не мало места, а с учетом того, что слои вторичной обмотки не должны добигать то краев каркаса хотя бы 2-3 мм, то и толщина самой обмотки увеличивается. Следовательно использовать сердечники от электронного трансформатора для ламп весьма затруднительно - размер окна расчитан строго под то количество обмоток и их толщину, которая используетсяв данном трансформаторе - при серийном производстве использование сердечников с "запасом" довольно убыточно. Зарядить конденсаторы первичного питания сварочного инвертора не так просто - напряжение приличное, емкость конденсаторов тоже, следовательно ток во время зарядки будет возникать огромный. Чаще всего для зарядки этих конденсаторов в сварочных инветорах используют токоограничивающие резисторы и термисторы. Я не не буду утверждать, что это схема заводского сварочного аппарата (СХЕМА ЗДЕСЬ), но автор не стал заморачитваться с резисторами, а просто поставил обычную лампу накаливания на 150 Вт. Тут же оговорка - обычная лампа довольно габаритна, поэтому желащим повторить подобное рекомендую использовать галогенку - она значительно меньше, да и трубку гораздо проще защитить от ударов, чем колбу обычной лампы: Тут следует отметить, что реле софтстарта включается только тогда, когда на выходе инвертора появляется напряжение. СТРАНИЦА БУДЕТ ДОПОЛНЯТЬСЯ ПО МЕРЕ ОБНАРУЖЕНИЯИНТЕРЕСНЫХ РЕШЕНИЙ СВАРОЧНЫХ ИНВЕРТОРОВ soundbarrel.ru Эпоха трансформаторных сварочных аппаратов минула и сегодня современные производители предлагают потребителю многоцелевые приборы. Они сочетают в себе несколько функций сразу, что было недоступно ранее. В нашей статье Вы можете узнать о том, что представляет собой универсальный сварочный аппарат 4 в 1 и какие функции он включает в себя. А также на что стоит обратить внимание, выбирая такой прибор в домашнее пользование. Инвертор — это самый современный сварочный аппарат, который имеет компактные размеры и массу. В отличие от старых трансформаторов, его масса от 2 до 4 кг, и это при большей функциональности. За счет чего достигаются такие показатели? Все дело в преобразовании. В сеть поступает переменный электрический ток с частотой в 50 Герц. Инвертор его выпрямляет в постоянный и путем пропуска потока через транзисторы поднимает частоту и снова преобразовывает в переменный с показателем от 20 до 50 Килогерц. Но это еще не все, полученный ток инвертор понижает до 70-90 Вольт, а сила возрастает до требуемых 100-200 Ампер. Именно высокочастотный электрический ток стал гениальным техническим решением в сварочном инверторе. Также такая схема преобразования позволила значительно уменьшить габариты трансформаторов и всего аппарата в целом. Для примера стоит указать: чтобы получить в инверторе силу тока в 160 Ампер, нужен трансформатор массой в 250 грамм против 18 кг в виде старого аппарата. И главное, что такая схема допускает использование в инверторе электродов как переменного, так и постоянного тока. В этом и скрывается главный секрет многофункциональности. За счет чего можно варить черные и цветные металлы просто меняя электроды. Выбирая универсальный сварочный аппарат, Вы можете встретить в характеристиках такие обозначения как TIG, MMA или MIG-MAG сваривание. Что это такое? По сути, такой аппарат проводит сваривание: конструкционных и нержавеющих марок стали, алюминия, меди и других цветных металлов и их сплавов. Именно в этом и кроется весь универсализм. Раньше, при использовании старых трансформаторных аппаратов, сварщик должен был иметь колоссальный опыт для управления сварочным процессом. Сегодня автоматика и дополнительные функции все упростили. Если Вы новичок в сварочных работах, то некоторые из этих дополнений намного упростят обучение и жизнь. Если Вы ищете универсальную систему, то, в зависимости от цены, аппарат будет иметь эти дополнительные функции. Но большим достоинством таких приборов является наличие полуавтоматического режима сварки. Что это такое? Технически процесс полуавтоматического сваривания происходит за счет плавления проволоки в среде газов (например, аргона). Главное — это ее постоянная подача. Углекислые или инертные газы бесперебойно подаются с помощью редуктора, а нужное количество может дозироваться вручную или автоматикой. В процессе жидкий расплавленный металл из проволоки как бы делает склеивание двух деталей не прожигая их поверхность. Именно поэтому таким способом сваривают все тонкостенные конструкции. Сварочный полуавтомат универсальный незаменим в ремонте автомобилей. Полуавтоматическая сварка требует использования проволоки следующих типов: Сварочный шов, в свою очередь, получается в двух типах защитной среды: защитных газов или самозащитой в случае порошковой проволоки. Современные универсальные сварочные аппараты должны в обязательном порядке включать в себя все вышеуказанные функции. Это и сваривание конструкционных и нержавеющих марок стали, а также варка разных видов цветных металлов и их сплавов. Также, покупая универсальную сварку с полуавтоматическим режимом, стоит помнить, что расходники стоят денег и они должны быть обязательно качественными. Неплохим свойством станет и защита от перегрева, когда аппарат отключается при сильном нагревании в процессе длительной работы, что сохранит прибор и не даст ему перегореть. Синергическое управление также упростит процесс сваривания, когда не нужно постоянно отвлекаться на изменение положений или вылетов электрода. Такая функция позволит полностью сосредоточиться на ведении шва. Особенно внимательно стоит подходить к покупке аппаратов по низкой стоимости с указанием множества функций. Дешевые комплектующие, из которых их собирают, либо быстро выйдут из строя, либо же вообще не будут работать. И, конечно, под вопрос ставиться наличие всех указанных функций вообще. Для сварочных работ понадобятся также приобрести и хорошую защитную маску. Лучшим вариантом станет тип «хамелеон». Ее стекла позволяют видеть детали при обычном свете и затемняются с началом сварочного процесса. Обязательно при выборе сварочных аппаратов нужно обратить внимание на максимальные показатели силы тока. Они должны быть не менее 200 Ампер. От этого будут зависеть многие возможности в дальнейшем использовании. Если у Вас есть опыт в использовании универсальных сварочных аппаратов с различными функциями, а также практические советы по выбору и приобретению, обязательно поделитесь своими советами в комментариях. wikimetall.ru Сварочный инвертор — это универсальный аппарат для соединения заготовок практически из любых металлов. Его цена не является запредельной даже для сварщика любителя. Поэтому они так стремительно набрали популярность. Единственная проблема, это научится правильно определять устройство, которое требуется для проведения тех или иных работ. Как же правильно выбрать инвертор? Чтобы разобраться с этим вопросом, стоит четко понимать особенности работы устройств, то чем они отличаются друг от друга и какие задачи решают. Каждый год выпускается все больше моделей с расширенным функционалом, без всех этих знаний, выбор агрегата может стать настоящей проблемой. Всё электросварочное оборудование можно разделить на три типа: Если говорить о людях, которые не занимаются сваркой на профессиональном уровне, а будут использовать сварочное устройство для бытовых задач, оптимальным вариантом будет инвертор. Возможно, цена на них и не так мала, но она сразу же окупается благодаря универсальности, простоте в применении и удобством работы с таким оборудованием. Но если стоимость крайне важна, справится с простыми задачами, сможет стандартный сварочный трансформатор. Данный вид устройств работает на выпрямительном импульсном напряжении. Это имеет свои преимущества, а именно снижает расход электродов, увеличивает устойчивость дуги и уменьшает количество брызг во время сварки. Такое оборудование часто используется в случае, если требуется аккуратный сварной шов.
Главное, на что нужно обратить внимание при выборе трансформатора, это рабочее напряжение, при котором он осуществляет свою работу. Они также совместимы с трехфазной и однофазной сетью. Аппараты могут работать как с одной из них, так и с двумя, если устройство более сложное и дорогостоящее. Затем стоит обратить внимание на его мощность. Если это аппарат с питанием 380 В, он будет иметь повышенную мощность и вызывать меньший перекос напряжения, но это только касательно тех агрегатов, которые имеют возможность подключения к трехфазной сети. Также стоит запомнить, что мощность трансформатора не должна превысить мощность сети, к которой его планируется подключать. Другие характеристики определяются индивидуально под каждого покупателя (имеется в виду вес аппарата). В основном трансформаторы не легки, поэтому если планируется его постоянное перемещение, нужно позаботиться о некоторых удобствах в виде специальной ручки для переноса в руках или колесах, чтобы перекатить агрегат на другое место, если поднимать его проблематично из-за тяжелого веса. Как говорилось ранее, инвертор — это сварочный универсальный агрегат. Благодаря этому он популярен как среди высококвалифицированных мастеров сварки, так и среди любителей, которые используют инверторы только для дома. Иногда его цена может быть значительно выше любых других видов сварочных устройств. Но его многогранность сразу же подкупает каждого сварщика. Он имеет легкий вес, не потребляет много мощности, является компактным и не чувствительным к среде его применения. При его правильном выборе, стоит также уделить особое внимание возможности подключать его к трехфазной или однофазной сети. Если аппарат предназначен для сети 380 В, то он будет отличаться высокой мощностью. Но нужно знать, что от мощности, будет зависеть срок, на протяжении которого, агрегат будет служить без перебоев. Если аппарат работает на повышенной мощности, он перегревается, а чем больше он будет находиться в таком состоянии, тем меньше его срок эксплуатации. Теперь стоит задуматься о диапазоне режимов и токе сварки. Это зависит от толщины металла, с которым придётся работать устройству. Если инвертор будет использоваться только на бытовом уровне, достаточно будет диапазона 60-160 ампер. А плавная система регулирования позволит точно выбрать требуемый ток для соединения, что повлияет на качество сварного шва. Ещё один параметр, который не стоит выпускать из виду, это продолжительность включения. Чем эта характеристика выше, тем большее количество времени устройство сможет работать, не подвергаясь перегреву. Специалисты сразу заметили, что показатель времени включения рассчитывается относительно времени сварочного процесса к паузам (например, для смены электрода, а также подготовки следующих деталей). Это значит, что если продолжительность включения равна 80%, то время работы составит около 4-х минут, с условием обязательного перерыва в 1 минуту. Но все понимают, что пауза может быть большей, но аппарат только выиграет, если будет иметь дополнительный запас надёжности. Для универсального инвертора, который также называют сварочный аппарат 3 в 1, очень важным является некоторые дополнительные функции, к ним относят: На сегодняшний день уже практически не выпускаются инверторы без подобных опций, но на всякий случай их наличие стоит проверить, тем более, если аппарат не из самых дешевых. Инверторы, которые производились на протяжении последнего года, поражают своим многообразием и функциональностью, выбрать 3 лучших было тяжелой задачей. Тем не менее лидеры были определены. Каждый сварщик, который хоть раз сталкивался с брендами сварочного оборудования, знает, что Ресанта САИ — это всегда высокое качество за приемлемую цену. Не стал исключением и этот агрегат. Он способен не просто работать на высоком токе, а делать это на протяжении долгого времени. Его ПВ составляет 70%. В качестве дополнительных функций имеется «горячий старт» и «antistick». Рабочий диапазон находится в широких пределах от 140 до 260 В. Также к его преимуществам можно отнести возможность продолжать работу при больших перебоях в напряжении, а также компактный размер и легкий вес. Из недостатков наблюдается высокая чувствительность в среде с повышенной влажностью. Эта модель принадлежит китайско-российскому бренду Сварог. Его используют для ручной сварки MMA, и для аргоновой TIG. Оба режима имеют одинаковый сварочный ток — 180 А. Продолжительность включения 60%. Диапазон рабочего напряжения от 185 до 255 В. Те, кто успел им поработать с большим током в гараже, отмечали определённые трудности в этом плане. Он, как и первый аппарат имеет те же дополнительные функции «горячий старт» и «антизалипание». В качестве преимуществ выступают такие особенности, как легкий розжиг дуги, длительная работа при высокой нагрузке и возможность осуществлять сварку несложных конструкций в среде аргона. В виде недостатка присутствует небольшая чувствительность к перепадам напряжения. Этот инвертор является одним из лучших неспроста. Он отличается максимальным током 200 А, а также способен производить резку и соединение металла любыми электродами размером до 5 мм. Работа агрегата не будет нарушена до тех пор, пока напряжение не опустится ниже отметки в 150 В. Fubag IR 200, оснащен двумя дополнительными функциями, это «форсаж дуги» и «горячий старт». Единственный замеченный его недостаток — это ПВ на уровне 40%. Плюсы устройства, это достаточный запас по току, стойкость к скачкам в сети и специальные режимы для обеспечения легкого розжига дуги и её ведения. Сергей Одинцов electrod.biz Гранит «Универсал» - современный инверторный сварочный полуавтомат, изготовленный по IGBT – технологии, со встроенным механизмом подачи. Инвертор работает от однофазной сети 220В с частотой 50/60 Гц. Аппарат мобилен и универсален в применении, небольшие габариты и вес позволяют использовать аппарат для небольших ремонтных работ, где требуется мобильность, небольшая мощность, хорошее качество и высокая производительность. РЕЖИМЫ СВАРКИ: ОСОБЕННОСТИ: КОМПЛЕКТ ПОСТАВКИ: *Производитель оставляет за собой право менять комплектацию аппарата foxweld.ru Весенняя скидка 10% при оплате за наличный расчет. Диапазон сварочного тока: 30-150 А (MIG/MAG) / 30-120А при (ММА). Режим ручной дуговой сварки Напряжение холостого хода 65 В Продолжительность нагрузки (ПН) = 60% Диаметр и масса катушки сварочной проволоки 1000мм / 0,9 кг. Используемые диаметры сварочной проволоки: 0.6, 0.8 мм. Количество ведущих роликов роликов 1/2 Механизм подачи встроенный Номинальныйток 25 А Напряжение питания 220V±15% 50/60Гц. Диаметр электродов 1.6 - 3.2 мм. Габариты 357 х 170 х 270 мм. Вес аппарата 9,0 кг. Гранит «Универсал» инверторный сварочный полуавтомат, изготовленный по технологии IGBT – со встроенным механизмом подачи проволоки. Аппарат работает от сети 220В и частотой 50/60 Гц. Небольшие габариты и вес позволяют использовать аппарат для небольших ремонтных работ, где требуется мобильность, небольшая мощность, хорошее качество и высокая производительность. Возможность выбора способа сварки (MIG/MAG / ММА). Смена полярности для порошковой проволоки. Встроенная горелка с газовым клапаном. Встроенный 2-х роликовый механизм подачи сварочной проволоки. Инвертор работает при пониженном напряжении от 140В!!! Диаметр катушки проволоки 100 мм - 1,0 кг. 2 индикатора для контроля работы аппарата в разных режимах. Сетевой индикатор. Индикатор включения термозащиты или неисправности. Ручка плавной регулировки скорости подачи сварочной проволоки при MIG/MAG Ручка плавной регулировки сварочного напряжения при MIG/MAG / или сварочного тока при ММА сварке. foxweld-master.ru www.samsvar.ru Кроме статьи "Сварочные аппараты: советы по выбору" смотрите также: nanolife.info Общие сведения Выпрямитель ВД-121 У2 "УНИВЕРСАЛ" предназначен для сварки наплавки и резки электрической дугой стальных деталей при ремонте и изготовлении различных конструкций.   Выпрямитель дополнительно может использоваться для:   запуска холодного двигателя легкового автомобиля на морозе до минус 30°С, обеспечивая надежный и быстрый пуск, а также увеличение срока службы аккумулятора;   питание различных электроприборов, рассчитанных на постоянное напряжение 12 В.   Для сварки используются штучные сварочные электроды диаметром 2 и 3 мм всех марок.   Выпрямитель обеспечивает глубину проплавливания при сварке до 5 мм и резку стали толщиной до 4 мм включительно. Структура условного обозначения ВД-121 У2 "УНИВЕРСАЛ": ВД - выпрямитель для дуговой сварки; 12 - номинальный сварочный ток, десятки А; 1 - номер модификации; У2 - климатическое исполнение и категория размещения по ГОСТ 15150-69; "УНИВЕРСАЛ" - торговая марка. Условия эксплуатации Высота над уровнем моря не более 1000 м.   Температура окружающей среды от минус 45 до 45°С.   Относительная влажность воздуха не более 98% при температуре 25°С.   Исключение воздействия дождя или снега.   Выпрямитель не требует защитного заземления, так как в его конструкции применена система двойной изоляции.   При работе с выпрямителем допускается наличие не более одного условия повышенной электробезопасности:   Сырости (относительная влажность более 75%).   Токопроводящих полов (земляных, металлических, железобетонных и кирпичных).   Высокой температуры (длительно более 30°С).   Возможности одновременного прикосновения человека, к имеющим соединение с землей металлическим предметом с одной стороны и металлическими частями корпуса выпрямителя с другой.   Выпрямитель соответствует требованиям ТУ 16-93 ДШИБ.435211.006 ТУ. Нормативно-технический документ ТУ 16-93 ДШИБ.435211.006 ТУ Технические характеристики Напряжение питающей сети, В - 220+10% Частота питающей сети, Гц - 50 Номинальный сварочный ток, А, на ступенях: 40 - 40 60 - 60 80 - 80 125 - 125 Номинальная продолжительность нагрузки (ПН), % - 20 Продолжительность цикла сварки, мин - 5 Диапазон регулирования сварочного тока, А, на ступенях: 40 - 35-45 60 - 55-65 80 - 80-100 125 - 110-140 Режим работы - Повторно- кратковременный Напряжение ХХ, В, не более - 50 Номинальный выпрямленный ток в период пуска, А - 200 Режим пуска, с: работа, с, не более - 10 пауза, с, не менее - 60 Выпрямленное напряжение на ступени П (без нагрузки), В - 12-14 Эквивалентный ток, потребляемый из сети, А, не более - 15 Средняя мощность, потребляемая из сети, кВт, не более - 1 Расход электроэнергии за 1 ч работы, кВт·ч, не более - 1 Габаритные размеры, мм - 480x220x340 Масса, кг - 29   Гарантийный срок эксплуатации - 1 год со дня продажи выпрямителя. Конструкция и принцип действия На панель управления выпрямителя (рис. 1) выведены пластмассовая колодка переключателя вида работ и ступеней сварки, замыкатель, сигнальная лампа и клеммная колодка. Рис. 1. Рис. 2. Табл. Центр комплектации «СпецТехноРесурс»Все права защищены. laborant.ruСварочные аппараты: советы по выбору. Сварочный аппарат универсал какие диоды использовать
Универсальный сварочный аппарат 4 в 1
Что такое инвертор

Какие существуют режимы сварки
Дополнительные функции
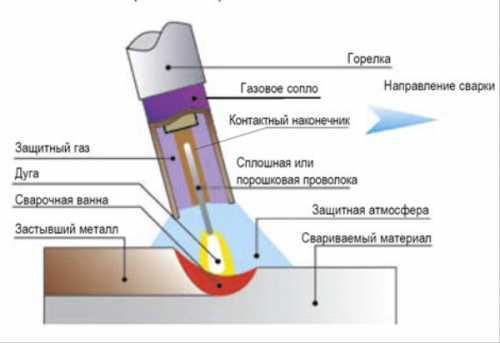
Полуавтоматическая сварка

 Выбирая для себя универсальный сварочный аппарат, изначально стоит прикинуть: какие из функций потребуются, а что будет излишне. Если Вы имеете опыт в сваривании, то, возможно, не потребуются такие функции как горячий старт или антиприлипание. Хотя они могут значительно упростить весь процесс работы даже опытному сварщику.
Выбирая для себя универсальный сварочный аппарат, изначально стоит прикинуть: какие из функций потребуются, а что будет излишне. Если Вы имеете опыт в сваривании, то, возможно, не потребуются такие функции как горячий старт или антиприлипание. Хотя они могут значительно упростить весь процесс работы даже опытному сварщику.Power Electronics • Просмотр темы
Сварочный инвертор своими руками. Каким ему быть.
Универсал сварочный аппарат
Виды универсальных сварочных аппаратов 4 в 1
Что такое инвертор

Какие существуют режимы сварки
Дополнительные функции
Полуавтоматическая сварка

 Выбирая для себя универсальный сварочный аппарат, изначально стоит прикинуть: какие из функций потребуются, а что будет излишне. Если Вы имеете опыт в сваривании, то, возможно, не потребуются такие функции как горячий старт или антиприлипание. Хотя они могут значительно упростить весь процесс работы даже опытному сварщику.
Выбирая для себя универсальный сварочный аппарат, изначально стоит прикинуть: какие из функций потребуются, а что будет излишне. Если Вы имеете опыт в сваривании, то, возможно, не потребуются такие функции как горячий старт или антиприлипание. Хотя они могут значительно упростить весь процесс работы даже опытному сварщику.Присматриваемся к универсальному сварочному аппарату

Типы сварочных устройств
Выбираем сварочный выпрямитель
Выбираем сварочный трансформатор
Как правильно выбрать инвертор?

Топ 3 лучших сварочных инверторов
Ресанта САИ-220
Сварог ARC 205 (J96)
Fubag IR 200
Сварочный полуавтомат ГРАНИТ "Универсал"
Диапазон сварочного тока, А 30-150 (MIG/MAG) / 30-120 (ММА) Режим ручной дуговой сварки (MMA) Да Напряжение холостого хода, В 65 Продолжительность включения (ПВ, %) 60 Диаметр, мм / масса катушки сварочной проволоки, кг 100 / 0,9 Используемые диаметры сварочной проволоки, мм 0.6, 0.8 Количество ведущих роликов / всего роликов 1/2 Механизм подачи встроенный Номинальный / макс. входной ток, А 25 Напряжение питания 220V±15% 50/60Hz Напряжение питания 220В Сварочный ток до 250А Смена полярности для порошковой проволоки Да Вес источника питания, кг 9 Габариты источника питания, мм 357 х 170 х 270 Максимальный сварочный ток, А (ПВ%) 150 (60%) / 120 (100%) Cварочный полуавтомат FoxWeld Гранит "Универсал"
Скидка!!! Сварочные аппараты: советы по выбору
Еще лет 10-15 назад сварочные аппараты в домашнем быту были большой редкостью. Чаще всего это были самодельные кустарные установки с непонятными характеристиками, способами сварки и регулировками сварочного тока. Сварочные аппараты серийного производства начали появляться на рынке в конце 90-х. Сейчас же наступил период расцвета сварочного оборудования. Сегодня на рынке можно найти сварочный аппарат для любых видов работ и материалов. В быту чаще всего используют аппараты для ручной дуговой сварки: трансформатор, выпрямитель или инвертор. Сварочный трансформатор - это простейший сварочный аппарат, который состоит из первичной и вторичной обмоток, а также сердечника. Первичная обмотка подсоединяется к сети, в которой проходит переменный ток. Последний стимулирует возникновение магнитного потока, а он вызывает появление напряжения уже во вторичной обмотке. Основной плюс трансформатора - это надёжность, именно из-за этого данные аппараты наиболее распространены на строительных площадках. Минус трансформаторов - это большой вес (от 50 кг) и огромное энергопотребление. Сварочными выпрямителями называют электрические аппараты, преобразующие переменный ток трёхфазной сети в постоянный, при помощи полупроводниковых приборов. Это тот же сварочный трансформатор, только с диодным мостом, который позволяет получать на выходе постоянный сварочный ток. С его помощью можно работать не только с чёрными, но и цветными металлами. Трансформаторы и выпрямители постепенно уходят в прошлое. На смену им приходят более совершенные аппараты – сварочные инверторы: блок питания, совмещённый с генератором сварочного тока. Инверторы применяются при плазменной, электродуговой, полуавтоматической, контактной и аргонодуговой сварке или резке. Наиболее популярен из данных аппаратов сварочный полуавтомат - аппарат для электродуговой сварки. Он предназначен для работы сварочной проволокой в среде защитных газов.  Аппараты с выпрямлением сварочного тока делают более качественный шов и имеют дополнительные функции: пуск двигателя, заряд аккумулятора, нагрев и рихтовку металла с помощью угольного электрода, аргон или углекислый газ. Сварочный полуавтомат состоит из источника питания, блока управления, подающего механизма, сварочной горелки со шлангом и газового тракта - газовый редуктор, электромагнитный клапан и шланг. Достоинства данной сварки - высокая производительность, отсутствие шлаков, малое количество дыма. Данные аппараты приобрели широкое применение в сфере автомастерских, специализирующихся на жестяных работах. Востребованы и инверторы для аргонно-дуговой сварки (TIG). Это дуговая сварка в среде инертного газа аргона. Осуществляется она плавящимся или неплавящимся электродом. Среди преимуществ инвертора - небольшой вес и размер, что очень удобно при транспортировке и при работах в труднодоступных местах. Выбирая сварочный аппарат, обратите внимание на продукцию «специализированных » компаний, занимающихся изготовлением именно этого оборудования. Инверторы отличаются низким энергопотреблением, меньше нагреваются при работе, а также устойчивы при перепадах напряжения и могут применяться в быту, подключаясь к любому источнику питания. Не рекомендуется работа с инвертором при минусовых температурах: из-за перепада температуры на платах прибора образуется конденсат. Сварочный аппарат должен быть установлен в сухом проветриваемом месте. Не используйте под открытым небом агрегат, предназначенный для применения внутри помещения. Рассмотрим некоторые из представленных на отечественном рынке сварочных аппаратов: САИ 160 («Ресанта», Латвия). Аппарат предназначен для сварки сварочной проволокой. Сварочный ток может регулироваться от 10 до 160 А. Сварочный инвертор ARC 160 (Brima, Китай). Min ток 30 А; сварочный ток max 160 А. Напряжение 220 В. Мах мощность 5.3 кВт. Напряжение холостого хода 65 В; ПВ на максимальном токе 60% Сварочный инвертор Buddy Tig 160. (Esab, Швеция). Выходной ток 10-160 A. Min диаметр электрода 1.6 мм, max - 2.4 мм. Мах сварочный ток 160 А. Напряжение 220 В. Напряжение холостого хода 26.4 В. Тип сварки: аргонодуговая (TIG) Сварочный выпрямитель Дуга 318М1 (Россия). Сварочный ток min 30 А; ток max 250 А. Напряжение 220/380 В. Диаметр электрода/проволоки 1,6-5 мм. Max мощность: 8.3 кВт Мнение специалиста (Николай Проскуряков, коммерческий директор магазина «Строительный арсенал»): Выбирая сварочный аппарат, не стоит занижать объём предполагаемых работ, чтобы сэкономить на стоимости приобретаемой модели. Но и преувеличивать особо не стоит. Для простого обывателя не стоит приобретать «комбайн», в котором будут сочетаться и полуавтомат, и «аргон», и обычный сварочный, это приведёт лишь к потере качества одного, а то сразу всех его компонентов. При работе внимательно следите за индикатором перегрева или же за качеством шва, они могут вовремя предупредить о необходимости сделать перерыв. Тщательно соблюдайте технику безопасности, ведь вы работаете с высоким напряжением, а также в пожароопасной обстановке. Используйте качественные сварочные материалы.
Аппараты с выпрямлением сварочного тока делают более качественный шов и имеют дополнительные функции: пуск двигателя, заряд аккумулятора, нагрев и рихтовку металла с помощью угольного электрода, аргон или углекислый газ. Сварочный полуавтомат состоит из источника питания, блока управления, подающего механизма, сварочной горелки со шлангом и газового тракта - газовый редуктор, электромагнитный клапан и шланг. Достоинства данной сварки - высокая производительность, отсутствие шлаков, малое количество дыма. Данные аппараты приобрели широкое применение в сфере автомастерских, специализирующихся на жестяных работах. Востребованы и инверторы для аргонно-дуговой сварки (TIG). Это дуговая сварка в среде инертного газа аргона. Осуществляется она плавящимся или неплавящимся электродом. Среди преимуществ инвертора - небольшой вес и размер, что очень удобно при транспортировке и при работах в труднодоступных местах. Выбирая сварочный аппарат, обратите внимание на продукцию «специализированных » компаний, занимающихся изготовлением именно этого оборудования. Инверторы отличаются низким энергопотреблением, меньше нагреваются при работе, а также устойчивы при перепадах напряжения и могут применяться в быту, подключаясь к любому источнику питания. Не рекомендуется работа с инвертором при минусовых температурах: из-за перепада температуры на платах прибора образуется конденсат. Сварочный аппарат должен быть установлен в сухом проветриваемом месте. Не используйте под открытым небом агрегат, предназначенный для применения внутри помещения. Рассмотрим некоторые из представленных на отечественном рынке сварочных аппаратов: САИ 160 («Ресанта», Латвия). Аппарат предназначен для сварки сварочной проволокой. Сварочный ток может регулироваться от 10 до 160 А. Сварочный инвертор ARC 160 (Brima, Китай). Min ток 30 А; сварочный ток max 160 А. Напряжение 220 В. Мах мощность 5.3 кВт. Напряжение холостого хода 65 В; ПВ на максимальном токе 60% Сварочный инвертор Buddy Tig 160. (Esab, Швеция). Выходной ток 10-160 A. Min диаметр электрода 1.6 мм, max - 2.4 мм. Мах сварочный ток 160 А. Напряжение 220 В. Напряжение холостого хода 26.4 В. Тип сварки: аргонодуговая (TIG) Сварочный выпрямитель Дуга 318М1 (Россия). Сварочный ток min 30 А; ток max 250 А. Напряжение 220/380 В. Диаметр электрода/проволоки 1,6-5 мм. Max мощность: 8.3 кВт Мнение специалиста (Николай Проскуряков, коммерческий директор магазина «Строительный арсенал»): Выбирая сварочный аппарат, не стоит занижать объём предполагаемых работ, чтобы сэкономить на стоимости приобретаемой модели. Но и преувеличивать особо не стоит. Для простого обывателя не стоит приобретать «комбайн», в котором будут сочетаться и полуавтомат, и «аргон», и обычный сварочный, это приведёт лишь к потере качества одного, а то сразу всех его компонентов. При работе внимательно следите за индикатором перегрева или же за качеством шва, они могут вовремя предупредить о необходимости сделать перерыв. Тщательно соблюдайте технику безопасности, ведь вы работаете с высоким напряжением, а также в пожароопасной обстановке. Используйте качественные сварочные материалы. ВЫПРЯМИТЕЛЬ СВАРОЧНЫЙ ВД-121 У2 "УНИВЕРСАЛ"