
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
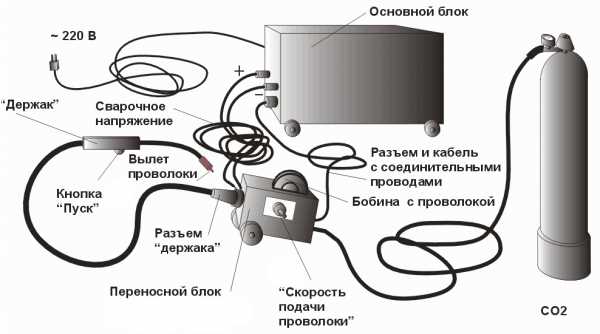
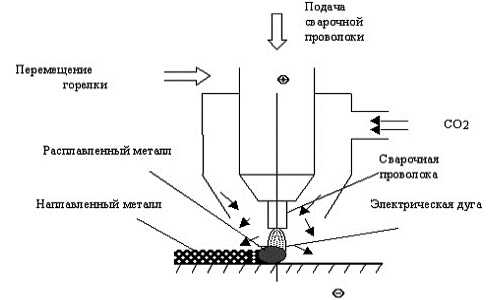
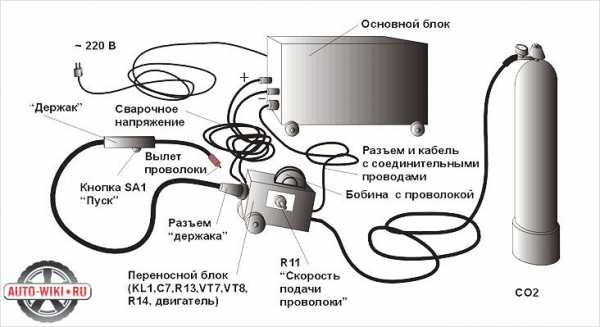
Углекислотная сваркa В последнее время в сварочном производстве получила широкое распространение полуавтоматическая сварка в среде углекислого газа, при которой: а). зона нагрева узкая, в связи с чем свариваемые детали не подвергаются значительным тепловым деформациям и получают незначительное тепловое воздействие на соседние детали; б). не требуется тепловой изоляции околосварочной зоны; в). улучшаются механические характеристики сварных швов (прочность, ударная вязкость и т.д.) при соединении деталей; г). качественный шов получается даже при сварке недостаточно тщательно очищенных и подогнанных друг к другу поверхностей свариваемых деталей, а также при сварке листов различной толщины. При этом виде сварки в зону дуги подают углекислый газ, выполняющий роль защитного газа, струя которого обтекая электрическую дугу в зоне сварки, предохраняет металл от воздействия атмосферного воздуха, окисления и азотирования. Углекислый газ (СО2) является наиболее дешевым и приемлимым защитным газом, хотя газовые смеси, состоящие из аргона и СО2 позволяют получить сварочный шов более высокого качества по сравнению со сваркой в среде с СО2. Поскольку углекислый газ не является абсолютно нейтральным газом, то с целью уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих присадок (марганца - Г, кремния - С) типа Св-08ГС-0 или Св-08Г2С-0. Таким образом достигают равнопрочности сварного шва и основного металла. Омеднение сварочной проволоки (индекс 0) гарантирует ее сохранность от коррозионного повреждения при хранении, обеспечивает надежный электрический контакт в токоподающем механизме авппарата, дает надежную дугу. При этом получается беспористый шов с хорошими механическими свойствами. Диаметр проволоки 0,8 мм выбран как оптимальный для сварки основных толщин металлов и нагрузок на сварочные полуавтоматы. Распространенное мнение о возможности выполнения качественной сварки с применением порошковой проволоки без СО2 ошибочно, лучшее качество шва получается при этом виде сварки в среде СО2, а сварка без СО2 применяется в основном при его дефицитности, с наличием присущих ей недостатков при производстве сварочных работ без защитного газа. Полуавтоматическая сварка в среде углекислого газа исключительно эффективна при сварке тонколистовых углеродистых сталей, где газовая сварка и электродуговая сварка широкого применения не находят, так как получить качественный сварной шов при соединении стальных листов толщиной менее 1,0 мм не представляется возможным. При проведении сварочных работ при ремонте кузовов легковых и пассажирских автомобилей, кабин грузовых автомобилей и тракторов, с толщиной свариваемых листов стали 0,7-1,0 мм, преимущества полуавтоматической сварки в среде углекислого газа по сравнению с газовой сваркой заключаются в том, что: а). процесс подачи плавящегося электрода механизируется; б). в 5 раз возрастает скорость сварки тонколистовой стали; в). увеличивается скорость проведения сварочных работ на стали с толщиной стенки более 1,0мм, благодаря быстрому плавлению электрода; г). в 4 раза снижается зона термического влияния на свариваемые детали; д). шов получается качественнее по внешнему виду и механическим свойствам; е). карбид кальция и кислород заменяются более дешевым углекислым газом, снижается расход материалов; ж). деформация металла сведится к минимуму и поэтому упрошается обработка сварочного шва; з). снижаются вредные выделения газов при сварке. По сравнению с ручной электродуговой сваркой, сварка в среде СО2 имеет следующие преимущества: а). высокую степень защиты расплавленного металла от воздействия воздуха; б). возможность ведения процесса во всех пространственных положениях; в). возможность визуального наблюдения за процессом формирования шва и его регулирования; г). более высокую производительность процесса, чем при ручной дуговой сварке; д). относительно низкую стоимость сварки в углекислом газе; е). сварщик может наблюдать и контролировать весь процесс формирования шва; ж). напряжение сварки очень невысокое и не представляет никакой опасности для человека; з). техника полуавтоматической сварки проста. Кроме того, что полуавтоматическая сварка обеспечивает высокое качество шва, значительно облегчается поджиг дуги, резко возрастает удобство и скорость работы — сварщик избавлен от необходимости частой смены электродов и зачистки швов от шлака. В стационарных условиях этому виду сварки составить конкуренцию ни один другой вид сварки не может, с ее помощью сваривают сталь толщиной до 25 —30 мм. Полуавтоматическая сварка исключительно эффективна при изготовлении металлических конструкций с большим количеством швов малой длины — решеток, перил, дверей, ворот, заборов, ограждений и т. п., в мастерских при ремонте сельхозмашин и транспорта, в машино- и приборостроении. При переходе от сварки штучным электродом к полуавтоматической сварке производительность повышается в 2—4 раза, стоимость 1 кг наплавленного металла в среде углекислого газа ниже в 2 с лишним раза по сравнению с ручной дуговой сваркой. Преимущество полуавтоматической сварки в СО2 с точки зрения ее качества, производительности и стоимости приводит к замене ею ручной сварки во всех отраслях промышленности и сельского хозяйства. gidro.tech-group.pro Описываемая в тексте полуавтоматическая сварка в среде углекислого газа отличается от сварочных работ в других средах по ряду параметров. Эти отличия зависят от физических и химических свойств защитных газов, а также от характеристик электродного металла, свариваемого металла и других параметров и условий производства. Сварка и наплавка в среде углекислого газа. Углекислая сварка имеет целый ряд преимуществ, которые делают этот вид сварочных работ весьма популярным и востребованным. Из-за простоты самого процесса и очень малого расхода материалов этот доступный вид полуавтоматической сварки применяется в таких направлениях, как: Схема полуавтоматической сварки. Самое частое применение такая сварка полуавтоматом получила в автомобильной промышленности. Здесь ее используют при восстановлении тонкостенных деталей автомобильного кузова. И углекислотная сварка позволяет делать сварные швы на кузове автомобиля практически незаметными. Нельзя не отметить тот факт, что сварочные работы в среде углекислого газа имеют явное преимущество перед такими же работами под флюсом. Преимущества эти состоят в возможности наблюдения оператором по сварке углекислотой за ходом всего процесса и за горением сварочной дуги, которая остается видимой и не закрыта от наблюдения самим флюсом. Привлекает также факт возможности выполнения сварки углекислотой даже в домашних условиях без привлечения дорогостоящего специалиста и своими руками. Рассмотрим подробнее некоторые особенности технологии описываемого процесса. При выполнении полуавтоматической или же полностью автоматизированной газосварки металла рассматриваемым способом нужно знать некоторые особенности этого процесса для выполнения работ с максимальным качеством и минимальными затратами. Если указывать лишь на основные моменты, то можно перечислить следующие достоинства этого метода: Схемы расположения и поперечные колебания электрода при полуавтоматической сварке в углекислом газе. Высокая производительность процесса ввиду максимально полного использования тепловой энергии сварочной дуги. Чтобы понять, чем обусловлены столь высокие показатели такого процесса в среде углекислого газа, рекомендуется посмотреть представленное видео. При этом нужно обратить внимание на то, что электрическая дуга возбуждается путем касания конца сварочной проволоки к изделию, а сам выпуск проволоки достигается нажатием специальной пусковой кнопки на держателе. При наличии необходимых навыков и нужного оборудования, такой тип сварки металла можно выполнять и своими руками. Вернуться к оглавлению Для выполнения сварочных работ полуавтоматом с углекислотой используются стандартные баллоны с газом черного цвета и с соответствующей маркировкой. Стандартный баллон с газом содержит 40 л углекислого газа. При этом в баллоне содержится около 25 кг углекислоты в жидкой форме, а остальной объем баллона занимает углекислый газ. Этого количества хватает обычно на 15-20 часов работ, но расход, конечно, зависит от интенсивности самих сварочных работ. Давление газа в баллоне составляет 60-70 кг/см². Для выполнения обычных сварочных работ используется СО2 с концентрацией >98%, а для выполнения более точных работ — уже >99%. Если в самой углекислоте для сварки содержится большое количество влаги, это приводит к тому, что металл при сварке будет разбрызгиваться. Чтобы этого избежать, применяется специальный осушитель, который изготавливается на основе силикагеля или медного купороса, алюминия. Этот осушитель помогает удалять избыточную влагу. В том случае, если газосварка выполняется с соблюдением всех технологических норм и используются оптимальные материалы, можно гарантировать получение сварных швов высочайшего качества. expertsvarki.ru Всем хорошо известно — кузов главный элемент каждого автомобиля, требующий тщательного специального ухода, своевременной диагностики и ремонта. Сварка один из его видов. Многие автолюбители делают такой ремонт в своем гараже самостоятельно. Сварка кузова автомобиля своими руками возможна при наличии специального оборудования. Неискушенный автолюбитель, который ни разу не сталкивался со сварочными работами, может предположить, что для сварки кузова авто подойдет простой сварочный аппарат, работающий на переменном токе. Это не так. Таким аппаратом нельзя добиться качественного шва на автомобильном кузове. Весьма проблематично подобраться к некоторым его местам с электродом. Сварочным аппаратом переменного тока хорошо приваривать железо толщиной больше 6 мм. Толщина металла кузова автомобиля 0,8-1 мм, чтобы качественно производить на нем сварочные работы, а не прожигать насквозь, вам понадобится углекислотный автомат. Научиться работать со сварочным аппаратом переменного тока, гораздо сложнее, чем варить при помощи углекислотного полуавтомата. Сварка на нем производится проволокой, которая автоматически подается в зону сварки, или вольфрамовым электродом, в отличие от проволоки, он не плавится в среде защитного газа. Углекислотный полуавтомат — самый популярный сварочный аппарат, который применяют в автосервисах и гаражах при ремонте кузовов автомобилей самостоятельно. На полуавтомате можно производить сварочные работы на стальном листе толщиной от 0,8 до 6 мм. Шов сварки получается эстетичным и качественным. Стоит отметить, что напряжение металла в зоне, расположенной около шва, исключается. Если углекислый газ в полуавтомате заменить на аргон, то появится возможность производить сварочные работы с цветными металлами. Углекислотный полуавтомат — самый подходящий сварочный аппарат для кузовных работ своими руками. Ремонт кузова, как и любую работу, начинают с подготовки. Проблемные места кузова и детали, на которых будете производить сварочные работы, тщательно очищаете от грязи, ржавчины, краски, масла и других загрязнений. Достоинства полуавтоматической сварки заключаются в автоматической подаче плавящейся проволоки, которая служит электродом высокой скорости сваривания тонких металлических листов. Сварной шов, полученный после сварки углекислотным полуавтоматом, отличается повышенным внешним и механическим качеством. При выполнении работ снижается деформация металла и расход материалов. Сварка кузова автомобиля своими руками может выполняться сплошным и прерывистым швом. Это зависит от доступности деталей, их конструктивного назначения в кузове, толщины. Прерывистый шов на тонколистовом металле можете применять, если между соединяемыми элементами существует большой зазор. Это предотвращает детали от прожога. Детали, соединенные встык, провариваете сплошным швом. Для уменьшения передачи тепла металлическим листам кузова ток и сварочную проволоку подавайте периодически. Время работы сварки и паузы зависит от толщины деталей и величины зазора между свариваемыми элементами. Сварочная ванна охлаждается за время перерыва, тем самым устраняется возможность прожога деталей. Перед началом сварочных работ надо проверить электрическую сеть в гараже. Вы должны быть уверенными, что она выдержит нагрузку углекислотного сварочного полуавтомата. Если все в порядке, вы можете начинать подготовку к сварочным работам. Произведите зарядку полуавтомата сварочной проволокой. Со сварочной горелки снимаете газовое сопло, ключом отвинчиваете ее медный наконечник, устанавливаете нужную полярность тока, для этого отведите в сторону прижимной ролик со сварочной проволокой. Если вы проводите сварочные работы с помощью флюсовой проволоки, минус устанавливаете на горелке, а на зажиме плюс. При использовании простой проволоки полярность устанавливается наоборот. Плюс будет на горелке, а минус установите на зажиме. Заводите 10-20 см проволоки в подающий канал и устанавливаете прижимной ролик на место, старайтесь, чтобы проволока при выполнении этих манипуляций, не осыпалась. Проволока должна находиться в ложбинке на ведущем ролике. Выполнив все эти подготовительные действия, подключаете углекислотный полуавтомат к сети, нажмите клавишу. Она расположена на ручке горелки. Первой включится подача газа, а затем тока и сварочной проволоки. Подберите требуемый медный наконечник, наденьте его на проволоку, установите газовое сопло. При кузовных сварочных работах проваривают все его части, исключение — передняя часть, так как выпадающая на нее нагрузка минимальна. Пол кузова провариваете с обеих сторон, затем швы обрабатываете специальным грунтом. Капот и крылья не проваривают. Имея углекислотный аппарат и желание провести сварные работы на своем автомобиле, смело приступайте к ним, старайтесь использовать советы, которые узнали в статье. auto-wiki.ruСварка кузова автомобиля своими руками. Сварочный углекислотный полуавтомат
Углекислотная сварка
Как выполняется полуавтоматическая сварка в среде углекислого газа
Сварка в углекислом газе и ее основные особенности
Описание используемого газа для сварки СО2
Сварка кузова автомобиля своими руками
Сварочный аппарат для ремонта
 Углекислотный сварочный аппарат
Углекислотный сварочный аппарат Вольфрамовый электрод
Вольфрамовый электродГотовим кузовной металл
 Сварка прерывистым швом
Сварка прерывистым швом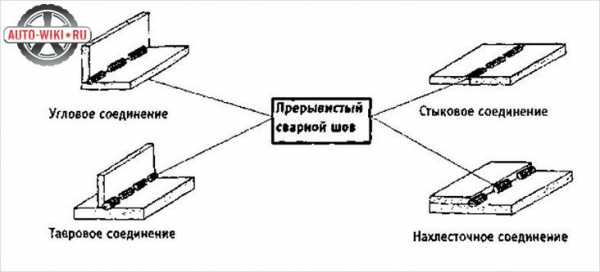 Прерывистый шов
Прерывистый шовКак варить
 Зачистка кузова
Зачистка кузова










