
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
При монтаже электрических схем и соединении металлических частей между собой используется надёжный и проверенный метод — пайка. Для спаивания частей из металлов применяется паяльник. Неопытным и начинающим монтажникам необходимо знать, как паять паяльником и что нужно иметь для работы. Процесс спаивания заключается в заполнении пространства между проводниками расплавленным материалом, преимущественно оловянно-свинцовыми припоями. Температура плавления припоев должна быть ниже, чем нагреваемая площадь жала. Паяльник должен выбираться в зависимости от типа и рода работ, необходимых для выполнения. Паяльники бывают электрическими и нагреваемыми под воздействием открытого огня. Конструкции и разновидности паяльников: Для выполнения определённых видов паяльных работ электрические паяльники выбираются по мощности. Чтобы произвести пайку полупроводниковых элементов в схеме, достаточно мощности от 15 Вт до 25−40 Вт, в зависимости от размера нагреваемой поверхности радиоэлектронного компонента. Определённые виды паяльников имеют специальное назначение. Для лужения проводов хорошо подходят паяльники мощностью от 40 Вт и выше. Для соединения больших металлических площадей используют инструменты с мощностью 65 Вт, 80 Вт, 100 Вт, 150 Вт, 200 Вт, 300 Вт и 500 Вт. Электропаяльники выпускаются с разными питающими напряжениями: Чтобы знать, как правильно пользоваться паяльником, нужно овладеть навыками подготовки инструмента к пайке. Первое, что необходимо выполнить после включения электропаяльника, — это залудить рабочий участок жала, который представляет собой цилиндрический стержень, изготовленный из медного сплава. Как правило, жало находится внутри нагревателя и фиксируется с помощью специального винта или других способов крепления, в зависимости от конструктивных особенностей паяльника. Первым делом необходимо обратить внимание на качество рабочей части жала. Тот конец жала, который обычно используется для паяния, необходимо подготовить к использованию. Форма может иметь вид лопатки или острозаточенной иглы, в зависимости от запланированного типа работы. Чтобы подготовить рабочую поверхность жала, нужно выполнить следующие действия: Для подготовки рабочей части жала применяют молоток, напильник или надфиль, наждачную бумагу, припой и флюс. После обработки элемента молотком ему необходимо придать нужную форму при помощи напильника или надфиля, а затем зашлифовать наждачной бумагой. Следующим важным моментом является лужение конца жала, предотвращающее его от быстрого износа и коррозии. Для лужения можно использовать флюсы или сосновую канифоль. Необходимо не допускать перегрева паяльника, так как это затрудняет выполнение лужения. При первом включении паяльника может появиться дым, причиной которого обычно оказываются вещества, использованные при изготовлении инструмента. Для дальнейшей эксплуатации приспособления важно знать, что нужно для пайки паяльником. Прежде всего необходимо произвести лужение. Оно осуществляется двумя способами. Согласно первому способу, для лужения нужно: Второй способ предусматривает следующие этапы: Для лужения также можно применять различные флюсы и паяльные жиры (паяльное сало). Чтобы провести пайку проводов паяльником, необходимо подготовить сам инструмент, припой флюсы или канифоль, вспомогательные приспособления (подставку для паяльника, пассатижи, кусачки, пинцет, губку для чистки жала). Необходимо соблюдать технику пайки паяльником. Перед спаиванием проводов их нужно предварительно зачистить от изоляции. После этого производится осмотр зачищенной поверхности. В зависимости от марки провода на ней также может присутствовать лак. Если изоляция снималась с проводов задолго до спаивания, может образоваться окисел. Существуют два способа снятия окисленных плёнок и лака: При работе с эмалированными проводами можно применять специальный флюс, который разрушает покрытие и создаёт плёнку, защищающую от контакта с воздухом. Такой флюс называют активным. После окончания паяльных работ его необходимо удалить при помощи влажной ветоши или губки. Если нужно припаять провод к металлической площадке (например, заземление), его необходимо предварительно залудить. Поверхность, к которой он будет припаян, нужно зачистить до появления блеска и обезжирить. Следом за этим наносится флюс, и укладываются кусочки припоя. Место тщательно прогревается, после чего к нему прикладывается провод. Чтобы качественно припаять провод к нужному месту, необходимо соблюдать технологию пайки. Для этого используется припой ПОС-60 в комплексе с канифолью или специальными флюсами, так как они придают ему текучесть и пластичность при пайке, а также защищают поверхность от взаимодействия с кислородом. Спаивать провода нужно хорошо прогретым паяльником, чтобы его температуры хватало для плавления припоя. Зачищенный провод опускается в расплавленную паяльником канифоль. Предварительно набрав припоя, необходимо несколько раз провести жалом по оголённому проводу, после чего уже залуженный проводник можно запаять в необходимом месте. Для удобства работы можно использовать приспособление «третья рука». С его помощью фиксируется проводник, к которому будет припаян провод. При производстве оцинкованных изделий из углеродистой стали их часто покрывают цинком с помощью метода горячего погружения. Чтобы получить блестящую поверхность стали, в ванну добавляются свинец, олово и алюминий в количестве 1%. Листы из стали также покрываются цинком при помощи гальванического способа. Оцинкованное железо трудно поддаётся пайке, поэтому необходимо иметь специальные активные флюсы, состоящие из концентрированной соляной кислоты и раствора цинкоаммониевого хлорида, а также флюсы на основе хлористого цинка и аммония с добавкой хлористого олова. Оловянно-свинцовые припои в сочетании с флюсами имеют хорошую текучесть и обеспечивают высокопрочные соединения. Предварительно на спаиваемую поверхность наносится флюс, после чего соблюдается выдержка. Это нужно для того, чтобы прошла реакция. Для пайки необходимо иметь большой паяльник с высокой рабочей температурой. Перед тем как спаять проводники, нужно предварительно растереть поверхность соединения, а после спаивания следует удалить остатки флюса. Спаивание нержавейки является трудоёмким процессом. Оно производится при температуре от 500 до 700 градусов Цельсия с помощью припоя (тиноля). Припой для нержавейки выбирается исходя из условий пайки и состава стали. Сплав содержит не более 25% хрома и 25% никеля, такие составы дают очень прочные соединения. В качестве флюса используется бура, которая наносится на поверхность в виде пасты или порошка. После расплавления буры металл нагревается и становится ярко-красного цвета, затем в эти соединения вводится припой. После окончания пайки оставшийся флюс удаляется при помощи воды или песочного обдувания. Применение азотной и соляной кислоты крайне нежелательно, так как может произойти реакция припоя и металла с разрушением последнего. В домашних условиях можно изготовить мощный паяльник для спаивания массивных металлических элементов. Такой паяльник имеет высокую теплоёмкость, которая обеспечивает достаточную температуру для выполнения необходимых работ. Нужно расклепать массивный медный брусок или толстый прут, чтобы изготовить жало. Его необходимо будет выточить при помощи напильника, чтобы получить отчётливые рёбра и грани. Угол должен составлять от 30 до 45 градусов. В качестве держателя можно использовать стальной пруток либо пластину, которая будет присоединена к паяльному жалу. Можно также изготовить ручку и прикрепить её к паяльнику. elektro.guru В мире, насыщенном электротехническими металлическими изделиями, умение обращаться с электрическим паяльником и качественно паять всегда могут пригодиться. Известные преимущества пайки различных по размеру деталей позволяют самостоятельно восстанавливать отдельные образцы бытовой техники (телевизионные приёмники, например), ремонтировать различную домашнюю утварь, паять изделия из меди, латуни, серебра. С точки зрения организации процесса, пайка металлов с использованием специальных припоев – это набор достаточно простых по своему содержанию операций. Однако, несмотря на кажущуюся лёгкость, правильно паять с первого раза сможет не каждый. При первом знакомстве возникают некоторые затруднения, связанные с отсутствием чёткого представления о том, что и в какой последовательности нужно делать. Рекомендуется соблюдать определённые правила подготовки к проведению паяльных операций, суть которых сводится к следующему: И, наконец, начинающий пользователь должен освоить основные технологические приёмы пайки, предполагающие определённую последовательность целенаправленных действий. Паять можно электрическим паяльником, газовой горелкой или паяльной лампой. Платы, микросхемы принято паять специальными фенами, термостанциями, обеспечивающими равномерный разогрев. Выбор того или иного типа инструмента и подставки или держателя для него определяется температурными условиями, при которых предполагается проводить рабочие операции. Следующее по порядку требование предполагает подготовку обязательных компонентов, позволяющих правильно спаять любое металлическое соединение. К ним принято относить различные виды припоя, флюсовые добавки и специальные жидкости для пайки, необходимые для улучшения её качества (канифоли и спиртовые составы для лужения). Все составляющие процесса обязательно подбираются под конкретные условия формирования паяного соединения и с учётом особенностей используемых деталей. Прежде чем непосредственно паять, поверхности подлежащих пайке предметов очищают от сильных загрязнений и коррозионных наслоений, после чего их следует зачистить до характерного блеска. После этого места спайки деталей обрабатываются ранее подготовленным флюсом, посредством которого удаётся улучшить условия растекания припоя по поверхности контакта. Затем контактная площадка или зона пайки подвергаются защитному лужению, сущность которого состоит в нанесении на них расплавленного до жидкого состояния припоя. При этом расходный материал равномерно растекается по поверхности деталей, которые надо паять, и обеспечивает образование надёжного термического соединения. При подготовке деталей под лужение предпочтение отдаётся пастообразным флюсам, которые удобно наносятся и легко смываются. Перед обработкой и пайкой детали предварительно соединяют посредством механической скрутки или сжатия пассатижами. После фиксации на них снова наносится флюс, а затем место контакта прогревается с одновременным введением в него прутка припоя (его состав может отличаться от того материала, что использовался для лужения). Научиться правильно паять своими руками невозможно, если не научиться лудить жало паяльника. Для лужения рабочий наконечник после полного прогрева паяльника следует с усилием прижать к любой покрытой фольгой поверхности и потереть им по расплавленной канифоли с припоем. Эту операцию следует повторять до тех пор, пока на гранях медного острия не появится характерная плёнка из припоя, обеспечивающая хорошую адгезию с любым металлом. Вопрос как правильно надо паять, приходит вместе с заинтересованностью о том, для чего же нужна пайка, и что можно сделать с ее помощью. Это раньше паяли преимущественно кастрюли и самовары, а сегодня паять можно и высокотехнологичные вещи. Возможностей для того, чтобы воспользоваться своим умением правильно паять металлические детали и изделия более чем достаточно. Этим способом осуществляется множество сборочных и ремонтных операций. Вот несколько особо важных из них: На начальном этапе обучения искусству пайки рекомендуется использовать самые простые схемы электронных устройств. Кроме того, посредством рассматриваемого процесса можно спаять детали из разнородных по структуре металлов, а также уплотнять различные виды жёстких соединений. В любом случае, чтобы правильно паять, необходимо знать температуру плавления металла, с которым предстоит работать. Она влияет на выбор инструмента пайки, а также флюсов и припоя. В соответствии с указанным параметром припойные материалы подразделяют на легкоплавкие (до 450 градусов) и тугоплавкие (более 450 градусов). В ходе этих операций детали сплавляются жидким оловом, в котором в качестве добавки присутствует свинец. Правда, в последние время распространяются бессвинцовые припои. При выборе типа нагревательного инструмента в этом случае предпочтение отдаётся электрическим паяльникам с рабочими мощностями от 25-ти до нескольких сот ватт. При необходимости паять изделия из тугоплавких металлов, эксплуатируемых в экстремальных с точки зрении температуры и деформации условиях, потребуются так называемые «твёрдые» припои. Этот тип паяльных составов приготавливается на основе чистой меди с добавками цинка или другого химически активного металла. Тугоплавкие медно-цинковые припои рекомендуются к применению при необходимости сочленения деталей, работающих в условиях высоких статических нагрузок. С их помощью можно паять изделия из латуни и других медных сплавов, в которых содержание меди не превышает 68-ми процентов. Для соединения стальных заготовок и деталей в качестве припоя чаще всего берётся чистая медь или отдельные виды латуни. Подводя итого, отметим, что для того, чтобы научиться правильно паять различные по структуре металлические детали недостаточно одного лишь желания. Овладеть в совершенстве известными приёмами правильной пайки можно лишь после того, как будут изучены все сопутствующие этому процессу вопросы. К числу последних следует отнести выбор нагревательного инструмента, грамотный подход к подбору расходных материалов, а также строгое соблюдение установленного порядка проведения паяльных процедур. Всё это позволит исключить возможные ошибки при работе с расплавленными припоями и получить надёжное и прочное соединение. svaring.com Соединить провода тонкого сечения не всегда получается скруткой. Каждое соединение – наиболее уязвимое место в схеме, испытывающее повышенную нагрузку. Чтобы получился хороший контакт, не искрило, не горела изоляция, провода должны тщательно прилегать друг к другу, Без пайки – не обойтись. Уметь правильно пользоваться паяльником – очень важно. От этого напрямую будет зависеть нормальная работа собранного электрического устройства! Чтобы понять, как правильно паять провода, первоначально получим теоретические знания о процессе: ознакомимся с материалами, которые нужно соединить, особенностью проведения работ.Потом, согласно инструкции, потренируемся. Краткое содержимое статьи: Пайка представляет собой процесс сваривания двух деталей. Только вместо электрода используется припой – сплав свинца и олова. Для смачивания спаиваемой поверхности, защиты от окисления применяется флюс. Обычно это – канифоль, изготовленная из смолы сосны. По виду и цвету напоминает кусок янтаря. Припой выпускается в виде проволоки или трубки с флюсом внутри. Первый вариант – более популярен. Флюс в любом случае используется. В зависимости от способов соединения, пайки проводов, подбирается соответствующий вид припоя. Чем он темнее, тем больше в нем содержится свинца, на большую температуру плавления он рассчитан. Припой для тех или иных целей подбирают согласно его маркировки. Расшифровка кода обозначения очень проста: буквы обозначают, что припой состоит из олова и свинца, цифры — процентное содержание элементов Для домашних целей оптимально подходит припой марки ПОС 60, температура плавления которого — около двухсот. Несмотря на низкое содержание свинца и высокого – олова, соединение будет достаточно прочным. Для того, чтобы начать паять, нужно обзавестись нужным инструментом. Вот что нам понадобится: Предварительно зачищаем спаиваемую поверхность. Используем наждачную бумагу, напильник. Затачиваем жало паяльника – две кромки, когда он новый. Освобождаем от старого припоя, если он ранее использовался. Для этого чистим его напильником, протираем губкой. Нагревающим элементом является провод из нихрома, намотанный на трубку, спрятанный под кожухом. На конце трубки находится жало. Нихром, раскаляясь под воздействием идущего по нему тока, нагревает заостренные рабочие кромки. Чтобы проверить готовность паяльника, касаемся им кусочка канифоли. Если пойдет небольшая струйка дыма, можно приступать к работе. Повалит густой дым – паяльник перегрелся. Придется его немного охладить. Выключить из сети. Лучше всего – использовать терморегулятор, чтобы не дергать постоянно вилку из розетки туда-сюда. Рассматривая многочисленные фото, показывающие как правильно паять, можно подумать, что это – ужасно сложный процесс. Определенная доля истины в этом есть. Нужны навыки, без которых не обойтись. В частности – умение пользоваться плоскогубцами, пинцетом, флюсом, припоем, следить за состоянием паяльника. Придется много чему учиться, чтобы делать всё качественно. Пайка печатных плат – действительно ювелирно тонкая работа, без многочисленных предварительных тренировок не обойтись. Начать можно с простого соединения проводов. Потом переходить к более сложным, ответственным конструкциям. Чтобы научиться паять канифолью и оловом и, самое главное, понять, как это делается, немного потренируемся: Сейчас можно встретить различные мастер-классы с фото и видео иллюстрациями как пошагово правильно паять, делать это качественно. Сложного в этом деле практически ничего нет. Важно следить за состоянием паяльника, чтобы он сильно не перегревался, не охлаждался. Хорошо прогретая поверхность хорошо впитывает припой. Поэтому важно приловчиться работать с припоем и флюсом при оптимальной температуре раскаленности жала. Чутье, когда настало время паять приходит со временем после многочисленных тренировок. Естественно, сначала будет всё смотреться и получаться коряво. После многочисленных проб и ошибок выработается свой стиль работы, а сама пайка будет выглядеть всё лучше и лучше. electrikmaster.ru Пайкой называется способ создания неразъемного соединения посредством введения в зону контакта расплавленного материала с температурой плавления ниже, чем у материалов соединяемых деталей. О том, как правильно паять паяльником, можно узнать, освоив технологию на практике. Паяльник электрический выпускается с напряжением питания от 12 до 220в. Маломощную конструкцию сложно изготовить под большое напряжение, так как для этого требуется много слоев тонкого провода, что приводит к увеличению габаритов. Кроме того, его выбирают, исходя из условий безопасности работы. Мощность паяльника удобно подобрать с помощью простой таблицы: Мощность, Вт Назначение пайки 5-20 Транзисторы, диоды, микросхемы 40-50 Распространенная работа по электромонтажу более 50 Пайка крупных деталей Оптимальную температуру жала поддерживают вручную или автоматически. Для этого применяют тиристорные регуляторы. Для увеличения срока службы конец паяльника можно отковать. При этом медь будет меньше растворяться в припое. Перед тем как пользоваться паяльником, жалу придают напильником определенную форму. Наиболее распространенными являются угловая и на срез. Ножевидную форму придают концу, чтобы одновременно выпаивать несколько контактов микросхемы или выводов разъема. Перед тем как правильно паять паяльником, рабочий участок следует снабдить необходимыми инструментами: - Подставка. Разогретый прибор располагается на подставке. Она также служит для размещения флюса и является площадкой для работы с проводами. К ней дополнительно прикрепляют «крокодил» с кусочком поролона для чистки жала. - Штатив. В него входят зажимы («крокодилы»), которые можно перемещать по высоте и поворачивать, ванночка с канифолью, держатель для паяльника. - Набор инструментов. Он нужен для поддерживания деталей, придания проводам заданных форм, зачистки поверхностей пайки. В число таких инструментов входят пинцеты, пассатижи, кусачки, круглогубцы, напильники, нож, наждачная бумага. Использование материалов по назначению. Для пайки можно применять олово. Но его температура плавления составляет 230 ºС. При радиомонтаже соединяемые детали могут выйти из строя из-за перегрева. Сплав олова со свинцом становится жидким при температуре 180-200 ºС. К тому же он дешевле, а качество соединения получается не хуже. Чистое олово преимущественно используют при ремонте емкостей. В радиомонтажных работах применяют припой марки ПОС-61, где число показывает процентное содержание олова. Для удаления окислов с места соединения применяют флюсы. Жестянщики используют для этого кислоты, которые непригодны для электрических соединений. Для них нужно использовать флюсы, которые не будут разрушать контакты. Как правильно паять паяльником с канифолью, которая чаще всего применяется для защиты соединений от окисления? Она является пассивным флюсом и должна постоянно защищать расплавленный припой от контакта с воздухом, препятствуя появлению окислов, но с поверхности их не удаляет. Удобным для работы является трубчатый припой, заполненный изнутри канифолью. Для труднодоступных мест используется ее спиртовой раствор. Жало паяльника должно быть зачищено и покрыто слоем припоя, чтобы оксидный налет не мешал в работе. Поверхности контакта предварительно зачищают и залуживают. Тогда соединение получается надежным и прочным. Детали следует правильно соединять и прогревать места спайки. С поверхностей деталей удаляются посторонние вещества посредством зачистки наждачной бумагой и обезжиривания ацетоном или бензином. Жало очищается от окислов и гари напильником, бруском или наждачной бумагой. Паяльник нагревается, его конец покрывается канифолью, а затем залуживается. Для этого припой на жале растирается деревянным бруском. Вся рабочая поверхность должна приобрести характерный серебристый цвет. Нагревается припой. Его небольшая часть в виде капли наносится на место соединения и разравнивается. Если это необходимо, он добавляется до нужного количества, пока не закроет место контакта. Участок соединения прогревается. Как правильно паять провода? Соприкосновение жала с проводником должно быть по максимально большой площади, а не кончиком, как это делают неопытные монтажники. При этом канифоль должна еще оставаться на капле припоя, чтобы не началось его окисление. Процесс пайки производится в один прием. Если несколько раз отводить и снова прижимать жало к детали, припой станет серым из-за окисления, поскольку канифоль испаряется раньше. В процессе остывания детали должны быть неподвижными. При смещении проводов, когда припой еще не застыл, в нем образуются микротрещины, ухудшающие прочность соединения и создающие дополнительное электрическое сопротивление. Остатки канифоли удаляются кисточкой, смоченной спиртом. Разберемся, как правильно паять паяльником провода. Прежде всего их концы, предназначенные для соединения, освобождаются от изоляции. Соединяемые провода важно качественно прогреть. Для этого размеры жала должны соответствовать габаритам деталей. Если паяльник слишком большой, то в процессе работы будут повреждены соседние элементы. При его малых размерах пайка окажется ненадежной, поскольку детали трудно прогреть. Подготовка провода заключается в удалении с его конца изоляции. Ее снимают ножом или кусачками. Многожильный провод следует скрутить, чтобы не торчали отдельные части, и залудить. Для этого он опускается в ванночку с канифолью, паяльником берется капля припоя и проводится несколько раз по медным жилам. В процессе лужения провод нужно прогревать и поворачивать, чтобы покрытие было со всех сторон. Для подготовки к дальнейшей работе залуженный конец окунают в расплавленную канифоль и производят таким образом «лакировку». Ее излишки можно будет потом легко удалить рукой. Припой является слабым сплавом и ломается от небольших нагрузок. Соединяемые провода предварительно зачищают и скручивают. Для этого они должны иметь общую ось. Их центры следует совместить, после чего один провод скручивается вдоль длины другого. Аналогичная операция проделывается со вторым концом. На место соединения наносится расплав канифоли, а затем — припой. Скрутку следует прогреть 2-3 сек. При недостаточном количестве припой надо добавить, чтобы покрытие было равномерным и блестело. Многим непонятно, почему соединение не прогревается даже с мощным прибором. Как должна производиться пайка паяльником в этом случае? Дело в том, что тепло распространяется снизу вверх. Поэтому скрутку необходимо подогревать снизу. При перегреве припой растекается, а когда тепла недостаточно, покрытие получается рыхлым. Одножильные провода зачищают до блеска и окунают в канифоль. Затем их соединяют, прогревают 3-5 сек. и наносят припой. На оголенный провод надевают термоусадочную трубку большего диаметра, который уменьшается от повышенной температуры, после чего образуется надежная изоляция. Если спайка быстро остывает, для подогрева используют зажигалку. Освоив, как правильно паять провода, можно приступить к более сложным операциям. Скручивать вместе медный и алюминиевый провода недопустимо из-за тепловыделения в переходном сопротивлении контакта. Их фиксацию производят через промежуточный элемент, которым может быть болтовое соединение с разделением шайбами, клеммный зажим, прослойка другого металла. Припой для пайки алюминия на основе олова подходит также к медному проводу и может быть для них надежным промежуточным слоем. Спайку с радиоэлементом производят скруткой или внахлест, применяя теплоотвод, например, пинцетом. Нагрев многих деталей электросхем не должен превышать 70 ºС при продолжительности более 3 сек. На печатной плате место монтажа по периметру отверстия покрывается слоем припоя. Затем в него вставляется залуженный и покрытый канифолью конец проводника. Его прогревают и смачивают добавленной каплей припоя. Жало должно касаться вывода и дорожки платы одновременно. Излишки припоя легко удаляются медной оплеткой. Работа выполнена качественно, когда все точки пайки похожи друг на друга. Выводы радиоэлементов загибают и вставляют в отверстия платы. Концы с обратной стороны немного отгибают, чтобы деталь не выпадала. Паяльник нельзя долгое время держать сухим в нагретом состоянии. Он покрывается слоем окислов, и жало снова придется зачищать и лудить. На конце постоянно должен быть слой расплавленной канифоли, а в длительные промежутки между работой паяльник следует отключать. Также с него периодически удаляется губкой старый припой. Элементы плат различного оборудования могут выйти из строя под действием статического электричества. Для предотвращения его возникновения корпус паяльника следует заземлить. Рассмотрим, как правильно паять микросхемы. Процесс имеет некоторые особенности. Микросхемы не выдерживают перегрева. В местах соединения не должно быть излишков припоя. Для этого применяют паяльник для микросхем с регулированием температуры нагрева. Одновременный нагрев контактов производят с применением фена с насадками. Участок на плате необходимо очистить. Для этого подходит ацетон или универсальный растворитель лаков. Затем включается фен, и его температура устанавливается на уровне 330-370 ºС. При минимальной скорости обдува чип разогревается и сразу удаляется пинцетом после оплавления контактов. Затем зона спайки смазывается флюсом, а на место неисправной устанавливается новая микросхема. При нагреве феном она немного проседает от расплавления контактов, что является сигналом о конце операции. Место пайки протирается ацетоном, чтобы удалить остатки флюса. Достаточно мощные контакты можно дополнительно прогреть паяльником. Когда будет освоена простая пайка паяльником, можно переходить на сложные соединения, например, разнородные металлы с использованием газового, печного или импульсного подогрева. Трудности пайки алюминия связаны с его низкой температурой плавления (660 ºС) и прочной оксидной пленкой. Детали нагревают в печи или газопламенной горелкой. Их подготовка заключается в удалении жиров растворителем и в механической зачистке наждачной бумагой, абразивным кругом или щеткой из нержавейки. При этом окисная пленка образуется вновь, но ее толщина значительно меньше предыдущей. Затем на место соединения наносится флюс и производится его подогрев до температуры расплавления припоя. Электродным стержнем прикасаются к месту стыка, пока он не начнет плавиться. Припой для пайки алюминия при температуре 150-400 ºС может быть на основе цинка, олова, кадмия (легкоплавкий). Он слабо сопротивляется коррозии и требует дополнительных покрытий. Тугоплавкие припои, такие, как силумин (590-600 ºС), 34А (530-550 ºС) и другие, более надежны и используются чаще. Сплавы алюминия имеют меньшую температуру плавления. Их паяют с печным подогревом, который точнее регулируется. Как правильно паять паяльником провода и микросхемы? Ответ на этот вопрос подразумевает, прежде всего, тщательную подготовку инструмента и деталей. В процессе создания неразъемного соединения слой расплавленного припоя всегда должен быть защищен флюсом. Для каждой операции подбирается паяльник соответствующей мощности и формы рабочей поверхности жала. При правильном соединении деталей и выдерживании температурного режима пайка получается надежной и долго служит. www.syl.ru Эта статья поможет вам узнать, как правильно паять паяльником, если вы не держали его в руках до этого. Паяльник – действительно нужная вещь, если вы радиолюбитель, системный администратор, хотите самостоятельно чинить домашнюю электронику или если хотите научиться чему-то новому и полезному. Важно понимать, что если вам уже сегодня нужно перепаять провода в бытовой технике или спаять материнскую плату в компьютере, прочтения одной статьи будет явно недостаточно. Несмотря на кажущуюся простоту, работа с паяльником – это почти искусство, требующие внимательности, опыта и наличия твердой руки. Прежде чем что-то паять для провода, имеющего ценность, стоит изрядно попрактиковаться на расходном материале. Понять, как работает паяльник, не сложно. Нагревательный элемент разогревается до высокой температуры (300 и выше градусов). Паяние – это процесс всасывания специального вещества (припоя). Оно имеет температуру плавления ниже, чем у провода для спаивания. Паяльник расплавляет припой, заполняющий собой все микропоры металла, взаимодействуя с ними на молекулярном уровне. При охлаждении он «прикипает» и образовывает устойчивую связь между двумя частями провода. Отвечая на вопрос «как паять паяльником», необходимо затронуть тему инструмента и расходных материалов, необходимых для осуществления пайки. Итак, чтобы правильно и качественно паять, вам понадобится: Есть много самых разных моделей, необходимых для решения широкого спектра технических проблем. Но главный критерий – мощность. По мощности они разделяются на несколько типов: Если вы планируете заниматься припайкой радиодеталей, достаточно будет 25 ватного инструмента. Чтобы припаять обычной провод, мощности должно хватить, но для использования в быту стоит подобрать модель в 35 Вт и выше. Подставки часто продаются в комплекте. Они не только сохраняют рабочий стол от пятен припоя, но и позволяют всегда контролировать положение инструмента. В работе он должен находиться на краю стола. Важно следить за сетевым проводом. В этом специальном легкоплавком сплаве, как правило, используются вещества: Или любой другой металл с подходящей температурой плавления. Самые легкоплавкие имеют температуру плавления до 80 градусов, а наиболее устойчивые – свыше 900. В быту рекомендуется использовать припой марки ПОС 61. Самый удобный вид – тоненькая проволочка. Так называется специальное вещество, выступающее связующим звеном между припоем и металлом провода. Он помогает адгезии (приставанию) припоя, и успешно защищает его от окисления и помогает обезжириванию. Наиболее популярная марка – ЛТИ 120. При необходимости он делается самостоятельно. Для этого достаточно растворить канифоль в спирте (примерно 60 на 40%) и тщательно взболтать. Чтобы удобно и безопасно паять с паяльником, следует обзавестись предметами: Новый паяльник необходимо зачистить и облудить. Следует включить его в сеть на 15-20 минут. При этом нередко начинает выгорать заводская смазка, и сам инструмент может немного дымить, это не страшно. После прогрева следует аккуратно зачистить рабочую поверхность напильником, после чего сразу же обмакивают его в припое. Важно не дать ему окислиться. Теперь инструмент готов к работе. Важно, если жало вашего инструмента из металлокерамики. Его нельзя обрабатывать напильником. Для этого есть специальная влажная ткань, и ей необходимо аккуратно протереть поверхность. Очень важно подготовить поверхность. На ней не должно быть посторонних веществ, таких как жир, краска лак, остатки изоляции. От чистоты зависит успех всей работы. Если что-то есть, следует аккуратно зачистить скальпелем и протереть, чтобы не осталось пыли. Далее вы берете кончиком немного припоя и аккуратно припаиваете в нужном месте. Это не слишком сложный процесс, но он требует «набитой» руки, и в самый первый раз у вас вряд ли получится красивая и аккуратная спайка. Во время работы стоит помнить ряд правил: Как паять провода более надежно? Следует скрутить их перед началом процедуры. После остывания их изолируют при помощи изоленты, чтобы избежать коротких замыканий при работе. Хорошая спайка отличается блеском, ровным слоем и отсутствием каких-либо трещин. Тогда она прослужит максимально долго, и у вас не возникнет проблем с прибором. Как паять паяльником и не обжечься? Следует соблюдать технику безопасности. Работа с паяльником – не лучшее время, чтобы испытывать удачу с нарушением правил безопасности. Есть несколько простых советов: Соблюдая эти простые правила, вы убережете себя от крайне неприятных последствий. Если относится к работе серьезно и не оставлять паяльный аппарат без присмотра, проблем возникнуть не должно. От того, как провод будет спаян, зависит дальнейшая работа всего прибора. Опытные мастера дают ряд советов для качественного и надежного паяния: С опытом приходит умение нагревать паяльник до нужной температуры и использовать ровно столько припоя, сколько необходимо. Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обтекает контакты. Нужно стремиться именно к этому. Лучше всего использоваться паяльники, имеющие терморегулятор. Тогда легко поддерживать нужную температуру, что положительно сказывается на процессе и результате работы. Паяльник без регулятора может быстро перегреваться, а его жало –чернеть от окисления. Тогда его приходится периодически выключать. Поддерживать нужную температуру очень сложно, и пайка получается недостаточно качественной. Лучший способ научиться делать что либо – практиковаться. Паяние не исключение. Есть ряд упражнений, помогающих освоить этот, безусловно, сложный, но полезный инструмент. Следует взять голый или изолированный провод (чтобы попрактиковаться в снятии изоляции) и разрезать его на 12 одинаковых кусков. Чтобы они получились не слишком мелкими, оптимальная длина – 30-40 сантиметров (до разрезки). После нарезки следует взять паяльник и составить из этих заготовок куб, пользуясь только паяльником и плоскогубцами. Это позволит вам почувствовать инструмент и приловчится к сего использованию. Потом готовый остывший куб следует взять в ладонь и сжать в кулак. Работа удовлетворительна, если спайки останутся целыми. Это можно практиковать для поддержания навыков на высоком уровне, даже если вы – опытный специалист, и уверены в себе. Второй способ тренировки работы с паяльником требует тонкой проволоки и зачищенного кабеля. Его нужно обмотать вокруг проволоки, а потом аккуратно спаять, пользуясь паяльником и плоскогубцами. Следует практиковаться, пока не получится паять качественно провода с первого раза. После этого стоит приступать к нормальной ответственной работе. Регулярная практика позволит очень быстро достичь значительного прогресса в пайке. Уже в скором времени вы сможете самостоятельно починить радио, проводку (соблюдая правила осторожности) или другую домашнюю технику. Но до этого стоит доверить это дело специалистам, чтобы не рисковать дорогими предметами. remont.youdo.com Процедура пайки относится к весьма несложным операциям при соблюдении технологического процесса и наличия навыков. Данная статья расскажет, как паять правильно в домашних условиях и объяснит основы паяльных работ. Начиная от простейшей спайки жил проводов и постепенно осваивая более сложные действия, возрастет мастерство и качество выполнения соединения деталей. Как правильно паять паяльником с канифолью, кислотой, описано в технологическом процессе проведения паяльных работ, кардинально отличающейся от сварки. Помимо обычных электропаяльников, опытные мастера имеют профессиональные паяльные станции для ремонта печатных плат сложных устройств. Используемые для пайки устройства бывают четырех видов: электрические, индукционные, газовые, термовоздушные. В электропаяльниках имеется нагреватель спирального или же керамического типа, газовые работают при помощи горелки, а термовоздушные используют воздушный поток. К наиболее применяемым относятся электропаяльники, которые весьма удобны в пользовании и доступны. Они подразделяются по мощности, определяющей выделение теплового потока на контактирующие детали. Пайка электронных элементов проводится электропаяльниками мощностью до 40 Вт, а для тонкостенных деталей применяются приборы порядка 80-100 ватт. Более массивные приспособления применяются для работы с металлом, имеющем толщину стенки от 2 мм. К таким инструментам относятся паяльники молоткового типа мощностью свыше 250 Вт. На выбор электропаяльника влияет и теплопроводность обрабатываемого изделия. Паяльный процесс использует способность расплавленного металла хорошо растекаться. Этот способ соединения делает детали неразъемными, объединенными слоем припоя после застывания горячей массы. От качества выполненной спайки контактов зависит величина электрической проводимости. Чтобы узнать, как работать паяльником, рекомендуется просмотреть соответствующее видео, а также изучив инструкции по работе с этим электроприбором. Соединение деталей методом пайки возможно при соблюдении двух условий: Наличие оксидной пленки на ножках радиодеталей помещает присоединению к поверхности припоя. Этот процесс происходит на атомном уровне, поэтому наличие загрязнений не обеспечит его надежное прилипание к элементам. Для предотвращения возникновения оксидной пленки используются флюсы. Для того чтобы понять, как правильно паять с канифолью или кислотой, ознакомьтесь с технологией их применения. Перед тем как начинать пайку, необходимо определиться с выбором сплава под используемые элементы. Температура, при которой припой переходит в расплавленное состояние должна быть ниже допустимой спаиваемых деталей. Особенно это касается алюминиевых соединений, а также элементов с большой усадкой при застывании, что мешает нормальному кристаллическому формированию припойной массы. Процесс пайки только непосвященным кажется весьма простейшим делом. Однако для него необходимы некоторые познания и определенные навыки, зависящие от опыта. Научиться правильно паять с канифолью, припоем и кислотой совсем несложно. Для этого требуется ознакомиться с технологией, основными принципами выполнения работ, стараться избегать главных ошибок. Перед тем как научиться паять паяльником, следует внимательно изучить основные приемы работы, а также некоторые нюансы. Сноровка приходит постепенно, как и качество выполняемых соединений. К типичным ошибкам, совершаемым новичками при пользовании паяльником, относятся: Плохая пропайка грозит выходом из строя электрических деталей и получается по нескольким причинам. Это происходит из-за плохо нагретого жала паяльника, использования тугоплавкого сплава, перемещения контактов во время застывания массы, а также чересчур холодной поверхности спайки. Данный процесс происходит при применении электропаяльника большей мощности, чем необходимо, а также высокой температуры его жала для определенного вида паяльных работ. Помимо этого, перегрев возникает при долгом воздействии нагретого паяльника на рабочую область, использования тугоплавкого припоя для соединения элементов с низкотемпературной устойчивостью. Это приводит к термическому разрушению соединительных проводов, деталей, изменению их характеристик. Процесс скатывания получается из-за плохой очистки соединяемых элементов. Имеющийся на них окислительный слой не позволяет сплаву хорошо растечься и попасть в маленькие щели. Кроме того, это происходит при плохой обработке соединений флюсом, а также несоответствия его марки спаиваемому металлу. Скатывание приводит к плохому контакту, возможному механическому повреждению при малейшем внешнем воздействии. Происходит химическое разрушение при неправильном выборе флюса, который не соответствует типу соединяемых электрической пайкой элементов. Кроме того, оно может возникнуть, если не выполнить промывку мест соединений по окончании рабочего процесса. Это грозит коррозией, а также разрушением металлического проводника. Данная информация позволит понять, как научиться правильно паять электрические соединения для обеспечения надежного контакта. На этом этапе проводится подготовка электропаяльника и соединяемых изделий. Для определения, что нужно для пайки деталей паяльником, необходимо иметь дома минимальный набор компонентов. Он состоит из электропаяльника, флюсов под различные материалы, припоя, вспомогательных инструментов. Новый электропаяльник может дымить при первоначальном включении в электросеть. Это вполне нормально – так выгорают консервирующие масла на его жале. Наконечники могут иметь различную форму, подходящую под разнообразные виды пайки. Новое жало подвергается лужению для защиты от износа, а также окисления. Для этого нагретый наконечник погружается в канифоль, на нем расплавляется металл, после чего растирается о деревянный брусок. В результате такой процедуры жало должно полностью покрыться сплавом. В процессе пайки флюс постепенно разъедает медный наконечник, что требует его периодической заточки и повторения процедуры лужения. Перед тем как паяльником паять с канифолью и оловом выполняется подготовка места. Используемые для электрической пайки детали очищаются от загрязнений, проводится их обезжиривание. Для этого используются разнообразные растворители на основе ацетона, бензина и прочих жидкостей, удаляется механическим способом ржавчина. Это необходимо для быстрого снятия окислительной пленки с соединяемых поверхностей. Выполнение лужения подразумевает покрытие соединяемой поверхности изделий тончайшим слоем припоя. Данная процедура используется на подготовительном процессе, а также промежуточном и завершающем. Использование подготовительной процедуры значительно облегчает финальное соединение элементов, так как уже облуженные детали легко спаиваются. Лужение концов проводов различного диаметра относится к самым распространенным паяльным операциям. На очищенную от изоляции жилу наносится флюс, после чего по ее поверхности проводится жало с припоем. Расплавленный металл легко переходит на жилу и завершается процедура лужения. Для улучшения процедуры рекомендуется проводить механическую зачистку поверхности жил проводов и кабелей. Радиодетали не требуют этой предварительной процедуры и с легкостью припаиваются на платах. Для различных соединяемых металлов используются свои флюсы. Они предназначены именно для работы с определенными материалами. Флюсы для электрической пайки алюминия подходят и для изделий из стали нержавеющего типа. При этом необходимо обязательно очищать поверхность изделий от их остатков по окончании пайки во избежание коррозии. Выполнение работы при помощи паяльника выполняется сливом припоя с наконечника на деталь и непосредственной его подачей на площадку припаиваемого элемента. Вне зависимости от метода пайки проводится подготовка детали, установка и закрепление ее в рабочем положении. После этого проводится смачивание флюсом места обработки и разогрев электропаяльника. Как паять паяльником с канифолью подскажет видео с подробной демонстрацией процесса. При сливе припоя с жала оно прижимается с припаиваемым элементом. Флюс закипает и постепенно испаряется, позволяя расплавленному металлу плавно перейти с наконечника на место соединения. Проводя поступательные движения жалом вдоль соединяемого места, проводится распределение металла по площади соединения и правится обрабатываемый участок. Подача сплава на место спайки предусматривает предварительный нагрев элементов до нужной температуры соединения. После этого паяльником подается расплавленный металл встык между наконечником и деталью. Этот метод работы более подходит для крупных деталей. После использования разнообразных кислотных флюсов требуется обязательная их смывка для обеспечения защиты соединения от коррозии. Для пайки электропаяльниками применяются припои низкотемпературные марки ПОС. Эти оловянно-свинцовые материалы имеют вид металлических прутков. Согласно ГОСТ эти твердые сплавы имеют различное содержание олова в своем составе. В зависимости от этого выполняется их маркировка (ПОС-61, ПОС-40, ПОС-30). Помимо них, выпускаются бессвинцовые и прочие составы для пайки нетоксичного типа. Они имеют более высокую температуру плавления и обеспечивают высокую твердость соединения. Некоторые сплавы имеют низкую температуру растекания и применяются для радиоэлементов и микросхем многочисленных плат, особо чувствительных к перегреву. К активно используемым относятся и оловянно-серебряные составы типа ПСр, а также олово в чистом виде. Для многочисленных спаиваемых деталей существуют таблицы с применяемыми для их соединения компонентами. От температуры нагрева наконечника электропаяльника напрямую зависит качество спаиваемых элементов. Недостаточный прогрев не позволит металлу растечься по поверхности даже при использовании флюса. Такое соединение будет иметь рыхлую структуру и невысокую прочность. Температура жала должна на 40 °С превышать температурное значение пайки, а для спаиваемых деталей этот показатель обязан находиться в пределах 40-80 °С. При этом паяльный наконечник нагревается на 60-120 °С выше значения плавления припоя. На станциях паяльного типа необходимая температура устанавливается специальным регулятором. Для визуального определения нужного нагрева индикатором служит канифоль. Она должна выделять пар и вскипать, оставаясь на жале в виде небольших кипящих капель. В процессе электрической пайки выделяются едкие газы, опасные для здоровья, поэтому работы следует проводить в хорошо проветриваемом помещении. Помимо этого, технологический процесс сопровождается периодическими брызгами расплавленного металла, флюса. Используйте специальные очки для защиты глаз. Учтите, что сетевые электропаяльники требуют соблюдения особых мер предосторожности, так как имеют открытые металлические части. Особое внимание уделяйте состоянию изоляции питающего электропровода. Следите, чтобы он не попадал на раскаленные детали электропаяльника, что может привести к возникновению электрического замыкания и пожару. oxmetall.ru Если рассматривать способы пайки, то работа, произведённая паяльником, является самым распространённым и удобным. Несмотря на это, паяние паяльником имеет два важных ограничения, которые стоит учесть при выборе способа. Паять паяльником следует только низкоплавкими припоями и затруднительно производить нужные манипуляции, если детали, которые необходимо спаять, уж слишком массивные. Последнее затруднение можно преодолеть, если воспользоваться дополнительными источниками тепла, такими как газовая или электрическая плита, газовая горелка. С помощью этих источников можно добиться нужного результата, прогрев паяемую деталь, хоть это и усложнит весь процесс. Чтобы начать процесс пайки, необходимо подготовить нужный инструмент и специальные материалы. В первую очередь, конечно, необходим сам паяльник и понятно дело, что не обойтись без флюса и припоя. Специалисты различают такие виды паяльных инструментов: Самыми распространёнными приборами для пайки считаются электрические паяльники, так как ими легко пользоваться и нетрудно приобрести. Нужный паяльный инструмент выбирают в зависимости от его мощности, которая показывает уровень теплового потока, направленного на паяемые детали. Производить пайку электронных компонентов будет правильно прибором, мощность которого не будет превышать 40 Вт. Если у деталей, которые следует спаять стенки или провод, не превышают один миллиметр, то уместно будет выбрать инструмент в диапазоне 80–100 Вт. Если стенка детали от двух миллиметров и больше, то мощность нужна больше 100 Вт. Как раз к таким мощным инструментам относятся молотковые, работающие от электричества паяльники, которые бівают мощностью в 250 Вт., а также выше. Такие мощные устройства необходимы, как правило, для промышленности, где нужно паять большие детали. Цена на такие небытовые приборы соответственно высокая. Теплопроводность паяемого материала тоже необходимо учитывать при выборе мощности паяльника. Например, при пайке изделий из стали он должен находиться в менее нагретом состоянии, чем при работе с медной конструкцией. Для паяния электрическим инструментом используется чистое олово, оловянно-свинцовые, оловянно-серебряные и другие варианты припоев. Свинцово содержащие припои отличаются своей вредностью, но в то же время качество работы при их использовании значительно выше других припоев. Если необходимо подвергнуть пайке посуду, применяемую для приготовления пищи, то правильно будет использовать лишь чистое олово. Как утверждают специалисты, хорошо паяются такие материалы, как бронза, серебро, нейзильбер, медь, олово, золото, латунь, свинец. Вполне приемлемо можно паять никель, низколегированные и углеродистые стали, цинк. К материалам, с которыми сложно работать, можно отнести алюминий, нержавеющие, а также хром, высоколегированные стали, алюминиевую бронзу, чугун, магний, титан. На практике же можно отметить, что только неподготовленная деталь или провод, неправильно подобранный флюс и неверно выбранная температура обработки ведёт к плохой пайке. Так что правильно подобранный флюс залог идеально выполненной работы с минимальными временными и физическими затратами. Именно флюс отвечает за то, будет ли паяться нужный металл, какой будет прочность соединения, насколько будет трудно проходить весь процесс. Вся задача флюса заключается в том, чтобы разрушить окисную плёнку паяемого металла. Флюс «Паяльную кислоту», которая относится к кислым активным флюсам, запрещается применять, когда производится паяние электронных деталей. Своей агрессивностью такой флюс может вызвать коррозию. Но именно это его свойство позволит идеально соединить металлические детали. Таким образом, чем металл химически стоек, то активнее должен быть применяемый флюс. Но нельзя забывать, что то, что осталось от активных флюсов, нужно удалить после завершения процесса. Для пайки стальных конструкций эффективными флюсами считаются водный раствор хлористого цинка и паяльные кислоты, произведённые на этой основе. На данный момент производители представили широкий ассортимент сильных флюсов, которые тоже можно использовать при пайке. При работе с нержавеющей сталью в отличие от низколегированной и углеродистой стали, нужно применять более активные флюсы, которые позволят разрушить слой стойких окислов, покрывающий, поверхность нержавеющей стали. Выясняя, как паять паяльником изделия из чугуна, то очевидно, что для этих целей электрический паяльник будет непригоден, так как не сможет выполнить поставленную перед ним задачу. Паять чугун нужно выполнимо лишь высокотемпературной пайкой. Чтобы выполнить качественно работы с нержавейкой, необходимо применить ортофосфорную кислоту (Ф-38). Так как она лучше всего одолевает окисную стойкую плёнку, покрывающую этот материал. Железо оцинкованное с лёгкостью позволит спаять флюс, который включает хлористый цинк, этиловый спирт, хлористый аммоний, канифоль (ЛК-2). Далеко не все приспособления и материалы необходимы при проведении паяльных работ. Но все они упрощают и делают работу с паяльником более удобной и комфортной. Подставка для паяльного инструмента нужна не только для удобства, но и для безопасности. Чтобы нагревающийся наконечник устройства не касался посторонних предметов, которые могут быть повреждены от такого соприкосновения. Возможны три варианта получения такого нужного приспособления: Для удаления от излишков припоя существует специальная оплётка, которая производится из офлюсованных тонких медных проводков. Размотанный её конец прикладывается к припою, а затем сверху прижимается паяльником. Впоследствии весь лишний припой с помощью капиллярных сил, есть возможность собрать в ней, как в промокашке. Использованный кончик оплётки, который уже пропитан припоем, обрезается и выбрасывается. При паяльных работах будет очень уместно иметь приспособление, которое именуется «третья рука». Данное устройство своими зажимами решает вопрос с катастрофической нехваткой рук при процессе паяния, где в одной руке держится паяльник, а в другой припой. К тому же это устройство может быть оснащено ещё и увеличительным стеклом, которое поможет лучше рассмотреть паяемые мелкие изделия или тонкий провод. И конечно же, нельзя обойтись при проведении паяльных процедур без пинцетов, зажимов, плоскогубцев. Ведь детали могут сильно разогреться, и руками их держать будет невозможно. Распространены несколько способов работы с паяльником: Но прежде чем начать паять, необходимо произвести подготовительные манипуляции с деталями. Подготовка заключается в закреплении деталей, разогреве паяльника и смачивании флюсом места пайки. Если паяют первым способом, на паяльнике плавят маленькое количество припоя и придавливает его жало к необходимым местам на паяемых деталях. Уверенное движение наконечника паяльника вдоль предполагаемого шва способствует идеальному распределению припоя по паяемой поверхности. При втором варианте пайки нужно сначала разогреть паяльником нужные детали до необходимой температуры пайки, а потом подают припой встык между нужными деталями или на подвергаемую пайке поверхность. Припой, расплавившись, заполнит расстояние между деталями, что обеспечит нужный результат. Проведение лужения — это процесс покрытия верхнего слоя металла припоем. Такую операцию проводят как приготовительную перед пайкой, так и как самостоятельную операцию. Самым распространённым направлением, где применяется лужение, это лужение концов электрических проводов. Как правильно паять паяльником провода и производить лужение, чтобы получить нужный эффект, рассмотрим в подробностях. В зависимости из чего произведены провода и их состояния, в котором они находятся на момент работ, различается и обработка, которой их нужно подвергать. Провод медный одножильный лучше всего подходит для лужения. Новый провод не защищён окислами, поэтому с ним не нужно проводить манипуляции по зачищению. Процесс заключается в нанесении на кончик провода флюса, на горячий конец паяльника наносится припой, а проводится по проводу паяльником, при этом стараясь проворачивать провод. В некоторых случаях, когда проводник не намерен лудиться может помочь простая таблетка. Такое может случиться в том случае, если провод покрыт лаком или эмалью. В таком случае необходимо таблетку аспирина разместить на дощечки и плотно прижав к её поверхности проводник, разогреть паяльником в течение нескольких секунд. При таких действиях таблетка плавится, чем вызывает разрушение лака. После этого можно проводить лужение провода без проблем. Пары от расплавленной таблетки аспирина вредны для здоровья, поэтому можно воспользоваться специальным флюсом, который удаляет лак с поверхности проводов. Если провода старые, то они, как правило, покрыты окислами, которые будут препятствовать процессу лужения. Решить проблему можно с помощью уже упомянутого аспирина. Для этого необходимо расплести проводник, его положить на таблетку и несколько секунд греть паяльником, продвигая проводник из стороны в сторону. Чтобы провести лужение провода из алюминия, необходимо приобрести специальный флюс, например, идеально подойдёт «Флюс для пайки алюминия». Его также можно будет использовать и при пайке металлов со стойкой окисной плёнкой. Единственное что не стоит забывать, при пользовании таким флюсом, это очищение от его остатков паяемой поверхности. Если этого не делать, может обнаружиться в месте спайки коррозия. Чтобы убрать образовавшийся при лужении остаток припоя, можно провод разместить вертикально и к месту избытка прижать горячий паяльник. Все излишки стекут на паяльник с провода. Используя все знания и нужные материалы, можно добиваться идеально выполненных работ при использовании паяльника. elektro.guruКак научиться правильно паять электрическим паяльником: правила работы. Как нужно паять
виды приспособлений, подготовка к работе, советы по пайке железа и стали
Конструкции и разновидности
Подготовка инструмента к работе
Обработка жала
Способы лужения
Технологические рекомендации
Пайка оцинкованного железа
Чем паять нержавейку
Самодельный молотковый паяльник
Что и как можно спаять
Подготовительный этап
 Прежде чем освоить правильные приёмы обращения с припоями и паяльником в домашних условиях, следует пройти специальный курс, предполагающий обучение пайке и всему, что предшествует этой процедуре. Можно обучаться самостоятельно, но при освоении работы с ювелирными изделиями, сложными электронными схемами, без опытного наставника не обойтись.
Прежде чем освоить правильные приёмы обращения с припоями и паяльником в домашних условиях, следует пройти специальный курс, предполагающий обучение пайке и всему, что предшествует этой процедуре. Можно обучаться самостоятельно, но при освоении работы с ювелирными изделиями, сложными электронными схемами, без опытного наставника не обойтись.

Основные рабочие процедуры
 Технологическая карта или схема «правильной» пайки посредством паяльника предполагает следующий порядок проведения операций.
Технологическая карта или схема «правильной» пайки посредством паяльника предполагает следующий порядок проведения операций.

Возможности пайки
Виды паяльных операций
 Разнообразие методов пайки объясняется множеством различных факторов, определяющих качество и эффективность её проведения. К таким факторам относятся не только вид паяльного приспособления и тип припоя, который используют в процессе работы, но также и технологические особенности формирования шва. Для поверхностного монтажа деталей на плату надо научиться правильно пользоваться паяльной маской.
Разнообразие методов пайки объясняется множеством различных факторов, определяющих качество и эффективность её проведения. К таким факторам относятся не только вид паяльного приспособления и тип припоя, который используют в процессе работы, но также и технологические особенности формирования шва. Для поверхностного монтажа деталей на плату надо научиться правильно пользоваться паяльной маской.Выбор припоя
 Лёгкоплавкие припои применяют в обычных условиях, не требующих особой прочности соединяемых элементов. С их помощью можно собирать электронные схемы или паять малогабаритные ювелирные изделия.
Лёгкоплавкие припои применяют в обычных условиях, не требующих особой прочности соединяемых элементов. С их помощью можно собирать электронные схемы или паять малогабаритные ювелирные изделия.
простой способ научиться хорошо паять провода (инструкция + 125 фото)


Припой и флюс. Для чего они нужны?





Подготовка

Включаем паяльник в сеть


Процесс пайки проводов







Фото инструкция как правильно паять











































Как правильно паять паяльником? Как правильно паять провода, микросхемы :: SYL.ru
Назначение прибора
Инструменты
Секреты пайки
Как пользоваться паяльником?
Пайка проводов
Пайка радиодеталей
Работа с микросхемами
Пайка алюминия
Заключение
Как правильно паять паяльником - как научится самостоятельно паять алюминиевые, медные провода паяльником?
Принцип работы паяльника
Паяльник и инструменты, необходимые для работы
Паяльник
Припой
Флюс
Дополнительный инструмент
Приступая к работе
Как припаять провод: процесс
Техника безопасности
Качественно припаять провода
Как качественно паять паяльником?
Как правильно паять паяльником - правила, последовательность

Технология паяльных работ

Чистота места спайки
Соблюдение температурных условий
Основные ошибки при работе с паяльником
Непропай
Перегрев
Скатывание припоя
Химическое разрушение
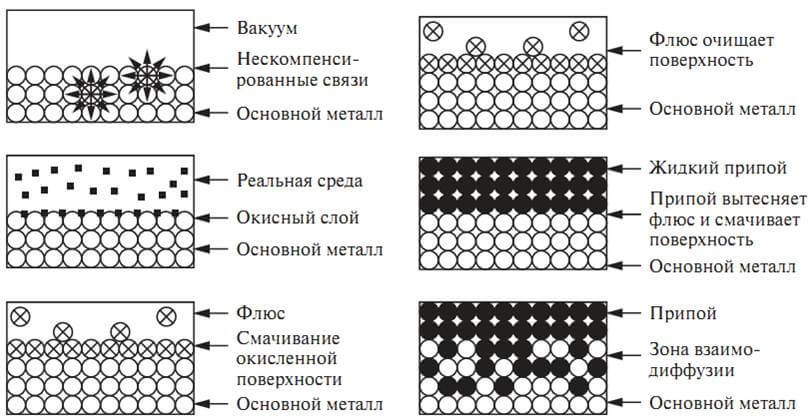
Подготовительный процесс
Лужение или обработка флюсом
Техника пайки
Типы припоев

Температура пайки
Меры безопасности
какие материалы и приспособления необходимы, как правильно паять провода
Виды паяльников
Припои
Флюсы
Приспособления и материалы
Техника работы паяльником
Лужение проводов










