Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Апрель 30, 2017 Традиционные сварочные агрегаты, в конструкцию которых обязательно включены довольно громоздкие трансформаторы, сегодня энергично вытесняют инверторы для сварки. Чтобы понять работу сварочного инвертора, работающего от напряжения 140 вольт, нужно разобраться из каких элементов он состоит, по какой схеме он работает, его функциональные особенности, выявить плюсы и минусы инструмента. Инвертор — современный инструмент, предназначенный для сварочных работ. Приборы данного типа интенсивно вытесняют из автомобильных мастерских, гаражей сварочные приборы, оснащенные трансформаторами, генераторы, выпрямители. Принцип действия такого аппарата аналогично любому другому сварочному оборудованию основывается на выработке максимальной силы тока, необходимого для возбуждения дуги, дальнейшей ее стабильной работы. Как правило, дуга формируется между электродом и свариваемыми металлическими заготовками. В результате этого процесса металл расплавляется и заполняет пустоты между соединяемыми деталями, формируется очень прочный сварной шов, ничем не отличающийся от монолитных изделий. В традиционных сварочных агрегатах мощный ток вырабатывал стандартный трансформатор, в инверторном оборудовании сила тока увеличивается по иной технологии. Преобразование тока в инверторных сварочниках в отличие трансформаторных происходит в несколько стадий с помощью трансформатора небольшой мощности, размеры которого практически не превышают пачку сигарет, и электронной схемы. Для инверторного оборудования дополнительно предусмотрена система управления, благодаря которой с инструментом намного проще работать, а сварочный шов получается достаточно высокого качества. Преобразование сетевого напряжения происходит следующим образом: Применение высокочастотного преобразователя предоставило возможность использовать мини-трансформаторы. Благодаря этому инверторы значительно компактнее и имеют малый вес. К примеру, для того, чтоб инвертор выдавал сварочный ток 160А, будет достаточно трансформатора весом 250 гр. Для сравнения: для традиционной сварки, чтобы получить аналогичный сварочный ток, понадобится трансформатор весом 18 кг. Электроника в процессе эксплуатации инверторных аппаратов имеет большое значение. Она необходима для обратной связи с электродугой. Это дает возможность четко поддерживать ее параметры на необходимом уровне. Микропроцессоры мгновенно предупреждают самые незначительные отклонения. В результате стабильность работы дуги гарантирована! Преобразование в инверторе электроэнергии осуществляется следующим образом: Изобретение современного инверторного оборудования предоставило возможность существенно снизить массу, размеры сварки. В аппаратах данного типа намного эффективнее производится регулировка сварочного тока. Габариты оборудования зависят от частоты тока. Чем она выше, тем размеры инвертора меньше. Главная задача любого инверторного агрегата – повышение частоты сетевого электротока. Возможно это из-за применения транзисторов, переключающихся при частоте 60-80 Гц. Но, как правило, на транзисторы подается лишь постоянный ток, а в стандартной электросети переменный с частотой 50 Гц. Для того чтоб сделать переменный ток постоянным, инверторы оснащены специальными выпрямителями, сделанными на основании диодного моста. В сварочниках данного типа после транзисторного блока, формирующего переменный ток повышенной частоты, размещается трансформатор, уменьшающий напряжение, повышающий силу тока. Для регулирования высокочастотного тока, напряжения используются компактные мини трансформаторы, не уступающие по мощности своим громоздким аналогам. Несмотря на эти незначительные недостатки, при правильной эксплуатации, соблюдении правил безопасности инструмент характеризуется довольно продолжительным сроком службы. electrod.biz Март 27, 2017 Сварочные аппараты, обладающие громоздкой конструкцией, постепенно уходят в прошлое. Сегодня вместо огромных трансформаторных устройств, которые к тому же значительно понижали напряжение в электрической сети, можно приобрести сварочный инвертор небольших размеров для работы от генератора. Им будет весьма удобно пользоваться там, где нет свободного доступа к обычной электросети. Использовать данное оборудование будет легко даже начинающим сварщикам. Однако для того, чтобы полностью разобраться в подобной конструкции, следует тщательно изучить принцип работы сварочного аппарата. Прежде всего необходимо учитывать, что в инверторном сварочном аппарате электрический ток преобразуется несколько иначе по сравнению с трансформаторной конструкцией. Если в последней все напряжение подается сразу на трансформатор довольно крупных размеров, то здесь ток меняется в ходе нескольких основных этапов. В роли ключевого преобразователя все равно выступает трансформатор, однако его габариты значительно меньше – по величине он не больше сигаретной пачки. Еще одним существенным отличием является система управления электронного типа. Благодаря ее использованию удается сделать сам сварочный процесс значительно легче, а швы получаются ровными и аккуратными. За счет этих двух ключевых характеристик инвертор получает положительные отзывы. Принцип работы сварочного инвертора заключается в следующем: входное электрическое напряжение 220 В с частотой порядка 25 Гц поступает в устройство и проходит через выпрямитель, становясь из переменного постоянным. Амплитуда тока одновременно с этим сглаживается за счет установки специального фильтра. В некоторых случаях его не устанавливают, а вместо него пользуются стандартной схемой на базе конденсаторов из электролитов. Когда электрический ток прошел через это, он подается на манипулятор полупроводникового типа, где вновь становится переменным, однако с более высокой частотой. Каждая модель имеет собственный показатель работы этого элемента, однако он никогда не будет превышать 100 кГц. Затем напряжение вновь проходит через выпрямитель, доходя до того, чтобы можно было сваривать металлические элементы. Работа сварочного инвертора базируется на преобразователях высокочастотного типа. Сварочным аппаратом, имеющим подобные устройства в своей конструкции, можно получить ток, сила которого будет достигать 160 А, причем для этого понадобится трансформатор, максимальная масса которого будет составлять всего лишь 250 г. Для сравнения: классический сварочный аппарат для кузовных работ трансформаторного типа весил бы порядка 18 кг, а это не слишком удобно, если от него будет требоваться определенная мобильность. Работа с помощью инверторного аппарата для проведения сварных работ подразумевает установку нескольких диодных мостов. С их помощью осуществляется сглаживание импульсов переменного тока, как правило, этого удается добиться благодаря использованию специальных конденсаторов электролитического типа. Напряжение, проходящее через диодный мост в процессе работы устройства, вызывает довольно сильный нагрев этого элемента, потому он располагается на специальных охлаждающих конденсаторах. Инверторный сварочный аппарат имеет также специальный термопредохранитель, который включается в работу только в том случае, когда диодные мосты разогреваются до температуры минимум 90 градусов. В непосредственной близости от выпрямительного моста устанавливаются электролитические конденсаторы, чья емкость может находиться в пределах от 140 до 800 мкФ. Еще одним немаловажным элементом является фильтр, отсекающий разного рода радиопомехи. В большинстве случаев сварочный инвертор для работы от генератора или же от обыкновенной электрической сети предусматривает наличие двух довольно мощных транзисторов. Они позволяют сформировать переменный ток большой частоты, которая может составлять порядка нескольких десятков кГц. Чтобы не допустить выбросов напряжения, в инверторе располагают защитные цепи, в которых находятся резисторы и конденсаторы. Подготовка сварочного аппарата к работе подразумевает подключение его к электросети и проверку наличия напряжения на выходе. Стоит отметить, что конструкция потребляет много электрического тока, поэтому следует предварительно позаботиться, чтобы во время работы она была подключена к источнику питания, снабженного заземлением, – это необходимо для соблюдения техники безопасности. Главным положительным качеством является то, что сварщику не придется прилагать много усилий, чтобы переместить инвертор с одного места на другое. Однако на этом положительные характеристики аппарата не заканчиваются. При необходимости в работе с ними можно пользоваться электродами, разработанными и для постоянного, и для переменного тока. Этот момент является очень важным, когда возникает необходимость соединить между собой чугунные, стальные заготовки и конструкции, выполненные из цветных металлов. Почти все модели оснащены дополнительными опциями, которые позволяют сделать работу гораздо более удобной и простой. В частности, они помогут освоиться со сваркой человеку, который только начинает постигать ее азы. Дуга в сварочном аппарате инверторного типа зажигается гораздо лучше по сравнению с другими аналогичными устройствами во многом за счет того, что выходное напряжение почти не зависит от входного, как это наблюдается в традиционных аппаратах. При использовании трансформаторной конструкции слишком слабый ток приведет к тому, что электрод будет постоянно прилипать. Настройка на сильный ток в этом случае способна вызвать пережиг заготовок. Работая с инвертором, подобных дефектов аппарата вы наблюдать не будете, однако сварные соединения получатся довольно прочными. В них не будет трещин, раковин, шлаковых скоплений и так далее. Немаловажной особенностью аппарата инверторного типа является необязательность соблюдения единой длины дуги на протяжении формирования всего сварного шва. В традиционном трансформаторном оборудовании расстояние от электрода до соединения должно быть приблизительно одинаковым – около двух диаметров электрода, в противном случае это приведет к изменению силы тока, что в конечном счете станет причиной получения шва более низкого качества. В инверторных аппаратах напряжение и сила тока всегда находятся в строго определенных рамках. Еще одним положительным качеством является то, что у инверторов ток постоянный. Длина дуги здесь играет не слишком серьезную роль, что очень важно при проведении работ, особенно если этим занимается сварщик, который только открывает для себя все премудрости сварки. На сегодняшний день инверторы довольно активно используются как в промышленном производстве, так и в бытовых условиях. Их небольшие размеры и способность работы от генератора позволяют получить качественные соединения даже в довольно труднодоступных местах, где может полностью отсутствовать электроснабжение. electrod.biz 30 сентября 2015 Просмотров: 4366 Сегодня рынок сварочных аппаратов прочно удерживают сварочные инверторы. Принцип работы сварочного инвертора существенно отличается от старых аппаратов (трансформаторных). Такие агрегаты захватили рынок относительно недавно, в середине нулевых, причинами успеха стали их достоинства и резко снизившаяся цена из-за удешевления электроники. Конструкция сварочного инвертора. До появления сварочного инвертора для сварки использовали аппараты с мощными трансформаторами, которые выдавали ток до 500 А. Они были громоздкими и тяжелыми, их масса достигала 20, а иногда и 25 кг. Современные инверторы занимают мало места и весят на порядок ниже. Но для того чтобы понять принцип работы сварочного инвертора, необходимо знать принцип сварки как процесса. Схема инверторного сварочного аппарата. Как уже было сказано выше, сварочный аппарат дает на выходе большой ток. Этот ток позволяет получить электрическую дугу, которая имеет высокую температуру и плавит металл. Дуга возникает между металлической поверхностью (той, что требуется заварить) и электродом. Капли расплавленного дугой металла заливают щель свариваемых деталей. После застывания металла, которое происходит очень быстро, образуется шов, который обладает высокой прочностью. Такая дуговая сварка является основной, на ее долю приходится более 80% всех соединений. Главное в сварке — это ток, который раньше получали при помощи мощных трансформаторов, однако уже середина 70-х годов прошлого века была отмечена изобретением инверторного сварочного аппарата. Он имеет малые габариты и массу, питается от бытовой сети в 220 В (или промышленной в 380 В), а на выходе дает широкий диапазон необходимых токов. Вкратце принцип работы инвертора можно описать так: ток от сети (переменный, с частотой 50 или 60 Гц) идет на выпрямитель, где преобразуется в постоянный. Далее идет фильтр, который «сглаживает» постоянный ток. После фильтра следует инвертор, который преобразует постоянный ток в переменный высокой частоты. Далее напряжение понижается, и на выходе получается высокое значение переменного тока. Регулируя частоту, можно регулировать ток в широком диапазоне. Принцип работы сварочного аппарата. В инверторах происходит увеличение рабочих частот с 50/60 Гц до 60 — 80 кГц (при этом увеличение рабочих частот в 4 — 6 раз позволяет снизить массу и габариты устройства в 2 — 3 раза). Повышение частоты (рабочей) происходит в контуре с мощными силовыми ключевыми транзисторами. Однако для работы транзисторов, которые на выходе дают большой ток высокой частоты, следует подать постоянный ток на вход. Постоянный ток получается после прохождения переменного тока питания (от внешней сети) выпрямителя. Электрическую схему можно условно разделить на 2 части: силовую и управления. Описание начинается с силовой части. Итак, сетевой выпрямитель представляет собой мощный диодный мост, который преобразует переменный ток в постоянный. Для фильтрования применяются конденсаторы (часто электролитические). Фильтр необходим для сглаживания импульсов, которые происходят после прохождения диодного моста. При этом значение напряжения на выходе фильтра будет примерно в 1,4 раза выше входного напряжения диодного моста (т.е. на корень из 3). При этом важно знать то, что подобные схемы чувствительны к перепадам напряжения. При повышении входного напряжения более чем на 10% выходное повышается на 15%, этого достаточно, для того чтобы схема сгорела. Также важным конструктивным элементом выпрямителя является радиатор, который охлаждает диодный мост. Это связано с тем, что диоды и резисторы в диодном мосту сильно нагреваются под воздействием больших токов. Помимо радиатора, на диодный мост устанавливается и термопредохранитель, в задачи которого входит немедленное отключение питания при нагреве моста более чем на 80 — 90°С. Принципиальная электрическая схема сварочного инвертора. Перед выпрямительным узлом устанавливают фильтр ЭМС (электромагнитная совместимость), он защищает сеть от высокочастотных помех и представляет собой дроссель и связку конденсаторов. Инвертор же представляет собой сборку транзисторов (часто из 2 штук) по схеме «косой мост». Коммутация постоянного напряжения в переменное происходит переключением транзисторов, частота которых может составлять десятки или сотни килогерц. Полученный на выходе ток имеет прямоугольную форму. Защиту транзисторов от сгорания обеспечивают RC-цепи, которые называют демпфирующими. Чтобы получить высокий ток на выходе инвертора, после косого моста стоит понижающий трансформатор напряжения. За ним находится мощный силовой выпрямитель, тоже диодный мост, который преобразует переменный ток в постоянный. Именно постоянный ток на выходе генерируют инверторы. Все силовые контуры имеют охлаждение и термодатчики, которые отключают аппарат при превышении допустимого значения температуры. Чтобы обеспечить плавный запуск аппарата, используют стабилизаторы напряжения. Мягкий пуск необходим из-за того, что после зарядки конденсаторов фильтра на выходе получается большое значения тока, которое может сжечь силовые транзисторы. Для управления силовой частью используют контроллер ШИМ. Он выдает сигналы на полевой транзистор. Выходные сигналы полевого транзистора попадают на трансформатор разделительный, у которого 2 выходные обмотки. С обмоток выходные сигналы поступают на силовые ключевые диоды (из силовой части). Также для закрытия силовых транзисторов применяется «обвязка» из 2 транзисторов. Для контроля выходного силового сигнала в системе управления применяется схема с использованием операционного усилителя, который подает входной сигнал ШИМ-контроллеру. На узел операционного усилителя, помимо выходных сигналов, заводятся сигналы со всех защитных контуров, в результате чего прекращается генерация сигнала управления и схема перестает работать (отключается). Способы подключения сварочного инвертора. Инверторы имеют следующие преимущества: Стоит отметить и короткие кабели питания, т.е. нельзя использовать удлинители. Обычно кабель питания имеет длину порядка 2 метров. Это вызвано тем, что в них наводятся помехи, которые вредят работе инвертора. В результате инверторы жестко привязаны к точкам подключения. Автор:
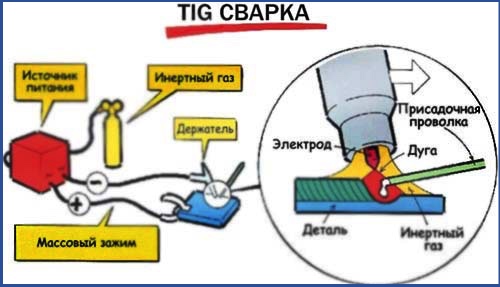
Иван Иванов Поделись статьей: Оцените статью: Похожие статьи masterinstrumenta.ru Появление на рынке электрифицированного инструмента сварочных инверторов произвело своеобразную технологическую революцию. Благодаря им, операция соединения металлов путем использования свойств электрической дуги стала доступна не только профессиональным сварщикам, но и любому домашнему мастеру. Сегодня мы расскажем вам о том, на чем основан принцип действия инвертора и на что стоит обратить внимание при покупке этого инструмента. Первым, кто сумел применить на практике эффект разогрева металлов дугой электрического разряда и перенос ею его молекул, был русский инженер-электротехник Николай Бернандос. Было это в 1882 году. В его установке использовался неплавящийся угольный электрод, а соединение металлов происходило при внесении в зону горения дуги посредника – расплавляемого металлического прутка. Фактически она являлась прообразом современной сварки TIG. Через шесть лет инженер Николай Славянов создал установку, в которой электрод, провоцировавший возникновение электрической дуги, одновременно играл и роль расплавляемого присадочного прутка. Так возникла ММА – сварка с плавящимся электродом. Общим в этих электроустановках является природа возникновения электрической дуги. Она зажигается в результате пробоя газовой среды – промежутка между двумя проводниками. Чтобы поставить ее под контроль, инженерам требовалось устройство, обладающее электрической инерцией, поскольку лавинообразное нарастание тока способно уничтожить все на своем пути. Таковым является трансформатор переменного тока, состоящий из двух обмоток, размещенных на металлическом сердечнике. Магнитный поток в нем имеет силу, прямо пропорциональную породившему его току, но направлен противоположно ему. Трансформатор же решает и другую задачу – снижает напряжение относительно входа, благодаря чему увеличивается ток, являющийся первопричиной пробоя среды и возникновения электрической дуги. Чем он выше, тем сильнее ее разогрев и тем большее количество молекул металла она может перенести. Чтобы трансформатор мог работать в режиме короткого замыкания, его обмотки должны эффективно противодействовать силе тока, разрушающей их. Для этого сечение провода делают очень большим, а сердечник максимально массивным. Инженерами-электротехниками был обнаружен эффект, заключающийся в том, что физическое воздействие потока электронов на проводник тем сильнее, чем ниже частота его колебаний. Например, если по медному проводу сечением 1 мм2 пропустить ток частотой 50 Гц и силой 50 ампер, то он расплавится. Но если при тех же количествах ампер его частота будет равна 20-30 кГц, то он останется холодным. Сварочные аппараты, на обмотки трансформаторов которых подается ток промышленной частоты 50 Гц, имеют большую массу и габариты из-за того, они должны работать в режиме короткого замыкания и не разрушаться при этом. Они вызывают чрезмерные перегрузки в электросети, что существенно затрудняет их применение в быту. Возможность воплотить в жизнь идею использования высокочастотных колебаний при сварочных работах появилась лишь в конце XX века, когда на основе полупроводниковых приборов сконструировали источники высокочастотных незатухающих колебаний. Схема, когда ток промышленной частоты 50 Гц преобразуется в высокочастотный, получила название инверторной от английского слова inversion – преобразование, изменение. Принцип работы инвертора любого типа заключается в следующем: Устройство сварочного инвертора значительно отличается от электроустановок, построенных по этому принципу. Например, от частотного преобразователя, использующегося для управления скоростью вращения асинхронных электродвигателей. В первую очередь тем, что частота колебаний в нем повышается до десятков килогерц (у частотников она не выше 60 Гц). Это позволяет сделать трансформатор, который работает в режиме короткого замыкания, компактным. При этом величина выходного напряжения трансформатором уменьшается, а не увеличивается, как в том же частотнике. На вход прибора подается питание 220 вольт, а с разъемов для подключения проводов снимается от 40 до 80 вольт. Это делается не только с целью получения сварочного тока более 50 ампер, что является основным условием возникновения электрической дуги, но и для того, чтобы обезопасить сварщика от поражения электрическим током. Принцип работы сварочного инвертора отличается еще и тем, что в нем производится двойная инверсия – для зажигания дуги и переноса металла в ней используется постоянный ток, получаемый выпрямлением высокочастотных колебаний. Это усложняет схему и приводит к удорожанию прибора, но конструкторы идут на такие ухищрения по той причине, что они создавали устройство для массового и непрофессионального использования. Дело в том, что дуга постоянного тока горит более устойчиво, поэтому можно получить качественный шов даже при минимальных навыках. Кроме того, температуру ее горения легче регулировать, что позволяет сваривать не только массивные конструкции, но и листовые металлы. Бытовое применение такого прибора облегчается еще и тем, что сварка инвертором не вызывает перегрузки сети (при использовании промышленного оборудования 50 Гц падение напряжения заметно по ослаблению силы свечения ламп накаливания). А происходит это по той причине, что генератор высокочастотных импульсов играет роль гальванической развязки. Зная то, как работает оборудование сварочного инверторного аппарата, вы можете сделать правильный выбор при его покупке. Надо обращать внимание на следующие параметры: Сварочный инвертор необходим каждому домашнему мастеру. Он дает реальную свободу действий при ремонте и монтаже металлических конструкций. electriktop.ru Один из способов создания неразъемных соединений из металла – это электродуговая сварка. В течение множества лет для выполнения этой операции применяли генераторы трансформаторного типа. Главный их недостаток – габаритно-весовые характеристики. Например, агрегат марки ВД 306 весит порядка 150 кг.С развитием полупроводникового оборудования и появление таких элементов, как тиристоры привело к созданию устройств, которые обладают всеми характеристиками, как и трансформаторы, но весят в разы меньше, всего несколько килограмм, например, Ресанта САИ 250 весит всего 5 кг, — сварочного инвертора или инверторного сварочного аппарата. Электродуговая сварка Инверторные устройства имеют совершенно другую электрическую схему, основанную на использовании полупроводниковых приборов диодов, тиристоров, транзисторов. Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы: Инверторные сварочные аппараты Сварка инвертором для начинающих Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки. Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры: Конструкция сварочного инвертора Технические параметры сварочного инвертора Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч. Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность. Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы. Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации. Микропроцессор В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током. Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора. Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате. При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим. Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов. В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства. Выбор аппарата – это по большей части дело сугубо индивидуальное. И каждый выбирает аппарат по своим потребностям, но, можно сказать, что устройства с диапазоном сварочного тока в пределах 200 – 250 А, позволяет выполнять самые сложны работы и обрабатывать детали разной толщины. Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств: Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать. Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины. Электроды для ручной дуговой сварки Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха. В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика: Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности. Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А. После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня. Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения. Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата. Инвертор, предназначенный для сварки – это сложное инженерное устройство, которое оснащено множеством уровней защиты. Аппаратура этого класса показывает стабильность в работе и между тем требует к себе бережного отношения и своевременного обслуживания. Перед приобретением аппарата целесообразно тщательно изучить руководство по эксплуатации. Инструкция сварочного инвертора При работе с инвертором необходимо соблюдать несколько простых правил безопасности: Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter. stankiexpert.ru Техника постоянно развивается и оборудование для сварки не стало исключением. В последнее время на рынке становится все больше аппаратов инверторного типа, которые уже практически вытеснили сварочные трансформаторы во всех сегментах. Конкуренция еще может оставаться только на самом простом уровне, который необходим для использование ручной дуговой сварки, так как более сложные технические процедуры, для которых нужны специальные функции, сейчас выполняются преимущественно инвертерами. Многие специалисты уже смогли на практике оценить все преимущества данных изделий, не говоря уже о том, что в частной сфере они стали практически незаменимы. Это простые в использовании и многофункциональные аппараты. Устройство и принцип работы сварочного инвертора обеспечивает надежное горение дуги, а также формирование качественных и надежных швов. Внешний вид сварочного инвертора В последние годы появляется все больше различных моделей, от достаточно миниатюрных аппаратов, которые могут использоваться для переносной сварки и питаться от автономных источников, до больших многофункциональных изделий, применяемых в частной сфере. Большое разнообразие производителей также способствует данному увеличению количества моделей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может меняться в зависимости от конкретной модели, но основные принципы сохраняются изменения сильно задевают дополнительные функции, так как для них создаются отдельные блоки. Все это в целом обеспечивает отличные возможности для легкого выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность у современных специалистов. Но здесь имеются не только сплошные преимущества, так как встречаются и недостатки. Основной функцией данной техники является преобразование тока из сети в те параметры, которые необходимы для сваривания металла. Для этого ток проходит через сложную систему преобразований. Эта схема выглядит следующим образом: Схема работы сварочного инвертора Таким образом, принцип работы сварочного инвертора помогает четко контролировать его параметры и повышать частоту тока и напряжения. Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится сварка нержавейки, алюминия и прочих разновидностей. Схема сварочного инвертора Устройство каждой модели может иметь ряд особенностей, но в целом многие технические узлы повторяются. В основном плата техники состоит из следующих частей: Сварочный инвертор без корпуса Принцип работы инверторного сварочного аппарата позволяет ввести несколько дополнительных функций, которые помогут сделать работу более простой. svarkaipayka.ru Без сварочного инвертора сегодня вряд ли обойдется производство, строительство или быт, поскольку при соединительных работах различной степени сложности помогает присутствие сварочного аппарата. Под обличием сварочного инвертора скрываются инверторные преобразователи напряжения на широкий диапазон мощностей, от единиц ватт до десятков киловатт. Принцип работы сварочного инвертора позволяет понять его устройство и другие важные моменты, а поэтому считаем необходимым подробный обзор данного приспособления. Особенность сварочного инвертора заключается в возможности его работы на статическую нагрузку. За минувшие несколько десятилетий инверторные преобразователи токов стали использоваться в условиях построения электросварочных аппаратов, конструкция которых располагает нагрузкой в виде электрической дуги. Но обо всем по порядку. Принцип работы любого сварочного аппарата построен на преобразовании переменного тока напряжением 220В или 380В с частотой 50 Гц в постоянный рабочий параметр с соответствующими характеристиками по напряжению холостого хода, рабочему параметру, а также подающей вольтамперной характеристике. Однако принцип работы рассматриваемого сварочного инвертора отличается от сварочных выпрямителей, которые основаны на диодно мостовых схемах сварочных выпрямителей. В том случае, если на обыкновенных выпрямителях производится однократное выпрямление переменного рабочего параметра после понижающего трансформатора, то в случае с использованием сварочного инвертора применяется многократное преобразование по напряжению, частоте, а также выпрямлению. Разумеется, что качественные технические параметры выпрямленного тока производятся выше. Принцип работы рассматриваемого сварочного аппарата разбирается на основании работы последовательного инвертора. На рисунке находится изображение структурной схемы. Глядя на изображение схемы, можно понять, что нагрузочные сопротивления, а также коммутационные элементы (ёмкостные, индукционные) включаются в последовательную цепь. Управляющий модуль строится на работе 2 тиристоров. Преобразованием переменного сварочного тока занимается первичный сетевой выпрямитель, после чего постоянный ток проходит на фильтр, при этом показатель напряжения остается неизменным. Постоянный рабочий параметр сглаживается посредством сетевого фильтра, после чего производится его подача на частотный преобразователь для последующего преобразования в переменный высокочастотный параметр. Частота сварочного тока может достигать пределов 50-100 кГц. Высокочастотный параметр подается на импульсный трансформатор, после чего сварочный трансформатор производит понижение рабочего параметра высокой частоты до предела напряжения холостого сварочного тока. Выпрямление высокочастотного рабочего параметра сварки производится на выходе рассматриваемого устройства во вторичном выпрямляющем блоке. Силовой выпрямительный блок располагает сглаживающими ёмкостными фильтрами для последующего улучшения качественных показателей выпрямителей тока. В свою очередь, управляющий модуль производит контроль, а также изменение характеристик работы рассматриваемого инверторного аппарата. Принцип работы практически любого сварочного инвертора, в том числе и преобразователя, заключается в области применения импульсного резонанса. Данное направление является новым в области электротехники, с появлением которого стало возможным уменьшение габаритов громоздких сварочных устройств, функционирование которых основано на классической электротехнике. Нужно заметить, что любое оборудование, основанное на принципиальные инверторные преобразования рабочего параметра, остается на порядок дороже выпрямителей, а также силовых трансформаторов. Сложные принципиальные схемы управления и преобразования позволяют снизить их надежность, а все остальные преимущественные стороны работы инверторов могут поспорить с соединительными работами во многих отраслях. Рисунок состоит из трех основных блоков: Разные решения модульного блока, который имеют принципиальные схемы инвертора, становятся доступными для понимания благодаря всматриванию в предоставленные схемы. Двухполярные импульсы в мостовом типе образуются за счет парной эксплуатации ключевых транзисторов (VT1-VT3; VT2-VT4), сквозь которые проходит половина тока от моста. Разумеется, показатель напряжения будет составлять половину от ёмкости «С». В этом случае полумостовой модуль снаряжен емкостным делителем на транзисторах, а также в первичной обмотке будет составлять 0,5 от значения на входе устройства. В результате этого при питании от выпрямителя на входе установки напряжение будет составлять 150В. Рисунок данной схемы при значительных рабочих токах используются мощные транзисторы. Потребление рабочего параметра сети повышено, если производить сравнение с полным мостом. На изображение данной схемы ключевые транзисторы VT1-VT2 функционируют одновременно на отпирании, а также запирание. Показатель напряжение в транзисторах не достигает 0,5 напряжения на входе. При закрытии транзисторов энергия поглощается конденсатором «С», расположенным на входе посредством диодов VD1-VD2. Однако среди недостатков «косого полумоста» стоит выделить особым образом подмагничивание стержня трансформатора путем использования составляющей константы рабочего параметра на выходе. Принципиальные схемы устройства и работы аппарата инверторного типа дают возможность максимально качественно понять, каким образом функционируют данные полезные установки. goodsvarka.ruПринцип работы инверторных аппаратов: что полезно знать? Как работает сварочный инвертор
Как работает инверторный сварочный аппарат — принцип действия
Что такое сварочный инвертор и как он работает?

Общий принцип работы инверторных устройств
Как работает сварочный инвертор?

Преимущества
Недостатки
Итог
Принцип работы инверторного сварочного аппарата
Основные сведения, касающиеся устройства изделия

Основы функционирования инверторного аппарата для сварки
Основы работы ключевой электронной схемы устройства
Возможности инверторного сварочного аппарата

Принцип работы сварочного инвертора и его устройство (видео)

Что такое инвертор

Подробное описание работы


Достоинства инверторов

Недостатки инверторов
 Загрузка...
Загрузка... Как работает сварочный инвертор? - ElectrikTop.ru

Высокая частота – ключ решения проблемы

 Главным недостатком токов высокой частоты является невозможность передачи электроэнергии на большие расстояния. Поэтому частота промышленного тока равна 50 (в некоторых странах 60) Гц. Это оптимальное значение, позволяющее получить удовлетворительный уровень потерь и не делать электроустановки слишком массивными.
Главным недостатком токов высокой частоты является невозможность передачи электроэнергии на большие расстояния. Поэтому частота промышленного тока равна 50 (в некоторых странах 60) Гц. Это оптимальное значение, позволяющее получить удовлетворительный уровень потерь и не делать электроустановки слишком массивными.Сварочные инверторы

Выбор сварочного инвертора
схема, назначение, принцип работы, плюсы и минусы

Устройство и основные характеристики инверторов
Принцип работы инвертора


Технические параметры устройств


Плюсы и минусы инверторной сварки
Технологические достоинства
 Вольфрамовые электроды для аргонодуговой сварки
Вольфрамовые электроды для аргонодуговой сварки  Электроды для контактной сварки
Электроды для контактной сварки 
Минусы, которым обладают инверторы
Как выбрать сварочный аппарат для дома и дачи на 220 В
Какой сварочный аппарат лучше
Классификация инверторов

Дополнительные функции в инверторах
Определяемся с характеристиками
Сварочный ток
Напряжение холостого хода
Режим работы на максимальном токе
Рекомендации по эксплуатации бытовых инверторов

Устройство и принцип работы сварочного инвертора, полуавтомата

Преимущества сварочного инвертора

Недостатки сварочного инвертора
Принцип работы сварочного инвертора

Схема инвертора

Устройство

Режимы
Принцип работы сварочного инвертора: что полезно знать?
Ближе к сути
Принцип работы (рис. 1)

Структурная схема
Двухконтактный модуль (мостовая схема — рис. 2)

Двухконтактный модуль (полумостовая схема – рис. 3)

Инверторный модуль (косой полумост — 4)