
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
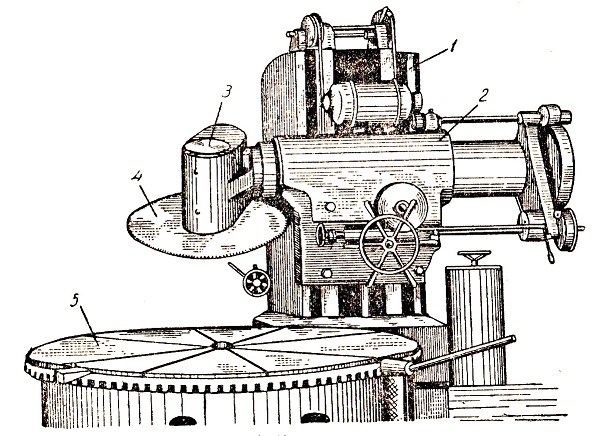
Перечисленные агрегаты высокопроизводительны, допускают автоматизацию процесса, характеризуются незначительным износом рабочего инструмента. Однако при малых партиях, а также в единичном производстве приоритет получают более простые и компактные устройства – механические пилы. Обзор монтажной пилы Инструмент, под который проектируются отрезные станки, производится для трёх основных способов резки: Классификация часто производится и по виду оборудования. На производстве преимущественно используются стационарно устанавливаемые отрезные агрегаты, в то время как в быту чаще можно встретить бензопилу. Впрочем, её нельзя непосредственно применить для разделения металла, поскольку потребуется специальная насадка. Ассортимент таких насадок (а также возможность их установки на конкретную марку пилы) зависит от производителя ручного отрезного оборудования и мощности устройства. Следует отметить, что ручная резка металла не допускает одновременную обработку нескольких заготовок, что объясняется соображениями техники безопасности. Ленточнопильные станки (или, иначе, механические ножовки) состоят из следующих узлов: Принцип действия механической ножовки заключается в следующем. При включении привода ножовка получает линейное перемещение от кривошипа со скоростью 150…250 мм/мин, которая зависит от параметров понижающей передачи. По мере углубления пропила ножовочная рама поворачивается на определённый угол, обеспечивая постоянный силовой контакт с поверхностью разделения. По ходу резки инструмент нагревается, поэтому сверху на него непрерывно подаётся смазочно-охлаждающая жидкость (привод насоса производится от электродвигателя станка). По достижении предварительно установленной глубины хода ножовочная рама автоматически поднимается вверх и станок отключается. В отличие от предыдущего метода, дисковые (или циркулярные) пилы производятся как в стационарном, так и в переносном исполнениях. При резке профильного металлопроката и труб они по производительности уступают ленточно-пильным станкам, зато превосходят их при разделении листовых заготовок. Отрезной станок, оснащённый вращающимся рабочим инструментом, состоит из следующих узлов: В целях безопасности зона обработки закрывается специальным кожухом. В качестве рабочего инструмента таких станков используются преимущественно дисковые пилы с алмазными вставками, что обеспечивает достаточную стойкость инструмента, особенно при разделении сталей с повышенной механической твёрдостью. По производительности дисковые пилы проигрывают ленточным, а создаваемый ими шум больше, чем у ленточно-пильных станков. Тем не менее, такие агрегаты имеют и свои преимущества, в частности, вариативность скорости вращения дискового отрезного инструмента, которая может быть задана в зависимости от вида разрезаемого материала. Кроме того, дисковыми инструментами можно выполнять угловые и фигурные резы. Фрикционный пильный инструмент по кинематике подобен дисковому – в этом случае рез выполняется также при помощи вращающегося пильного диска. Однако механизм разделения металла здесь совершенно иной: если в первом случае выполняется чисто механическое разрезание металла, то во фрикционных станках разделение происходит вследствие оплавления металла в обрабатываемой зоне. Фрикционное пильное оборудование по скорости вращения пильного диска намного превосходит остальные виды отрезных станков. Сам фрикционный пильный диск не имеет сегментов или рабочих зубцов: его рабочая кромка выполняется гладкой, что, при нажиме, резко увеличивает трение. Металл нагреваясь, разупрочняется, и его сопротивление срезу резко падает. Фрикционные пилы изготавливаются из высококачественной инструментальной стали типа Р12, Р18, и имеют твёрдость не ниже 66..70 НRC. Недостаток фрикционных отрезных агрегатов – высокий уровень шума и работе и необходимость в эффективной всасывающей системе, которая обеспечивает своевременное удаление частиц металла из зоны реза. Бензопилу для непосредственной отрезки применить удаётся лишь при разделении особо тонколистовых заготовок. В остальных случаях потребуется насадка. Её основным элементом является подшипниковый узел, где размещается рабочий вал. На одной его стороне устанавливается сам отрезной круг, а на другом – ведомый шкив, привод которого осуществляется от клинового ремня. Насадка снабжается оправкой, обеспечивающей точное направление. Насадка имеет также концевой паз для крепления в бензопиле, поэтому её подбирают строго по марке производителя основного оборудования. Насадка выбирается в зависимости от следующих факторов: Установленная насадка опасна тем, что в некоторых случаях она провоцирует появление такого неприятного явления как обратный удар, при котором агрегат резко отбрасывается в сторону, противоположную прикладываемому усилию. Обратный удар в основном возникает по причине присутствия в разрезаемом металле деталей из более твёрдого материала, внезапного защемления диска или цепи, случайного касания диском другой части заготовки. Обратный удар сопровождается также ослаблением хватки оператора, что иногда становится причиной травмы. Обратный удар можно свести к минимуму, если полностью заправить устройство перед работой, и обеспечить удобную и устойчивую хватку пилы. Не следует также разрезать смежные заготовки без выключения агрегата: удар возможен при внедрении инструмента в новую поверхность раздела. Состояние пильного инструмента также определяет вероятность, с какой может возникнуть удар – если в рабочих зубьях имеются крупные металлические частицы, риск увеличивается. Минимизировать удар можно для тех конструкций, которые оборудованы тормозом перемещения пильной ленты или диска. promtu.ru Способы резки металла. Ножовка по металлу ручная. Механическая ножовка. Дисковая пила станок. 4.25/5 (85.00%) проголосовало 8 В отличии от рубки, другим видом механической резки является резка снятием части материала. Этот процесс состоит в том, что режущий инструмент и разрезаемый материал перемещаются один относительно другого и в это время инструмент отделяет от материала часть его, превращая в стружку. При резке металлов таким способом широко применяются ленты и диски, снабженные зубьями. Зубья представляют собой работающие один за другим резцы. Расстояние (или шаг) между зубьями зависит от ширины обрабатываемой детали и твердости металла. Чем больше ширина детали или чем мягче металл, тем большим должен быть шаг. К пилам, рабочей частью которых является лента, относятся ручные ножовки, механические ножовки, ленточные пилы. К пилам с рабочей частью в виде диска относятся дисковые пилы и пилы трения или фрикционные пилы. Ножовка для ручной резки металла (рис. 1) представляет собой тонкую стальную ленту с режущими зубьями по ребру — ножовочное полотно, которое натянуто между концами скобообразного станка 1. Натяжение полотна в станке осуществляется посредством гайки-барашка 4 у подвижного зажима 3, называемого подвижной серьгой. Ножовочное полотно является режущим элементом ножовки — рабочей частью ее. Рабочий, двигая руками ножовку вперед и обратно и слегка нажимая на разрезаемый металл, производит резку металла. Рис. 1. Ножовка. Станок ножовки применяется двух типов: цельный и раздвижной, из которых последний более удобен, так как дает возможность вставлять полотно различной длины. Ножовочное полотно имеет отверстия на концах для закрепления в станке ножовки. Полотно должно быть в станке достаточно натянуто во избежание изгиба и поломки. Длина ножовочного полотна бывает от 150 до 400 мм при ширине от 10 до 25 мм и толщине от 0,6 до 1,25 мм с числом зубьев от 10 до 32 шт. на дюйме (25,4 мм) Ножовочное полотно для работы выбирается в зависимости от величины и формы изделия, а также от твердости металла: чем металл тверже, тем мельче и чаще должны быть зубья ножовочного полотна. Тонкие изделия разрезают ножовочным полотном с мелкими и частыми зубьями, а для резания широких изделий применяют полотна с крупными зубьями. Для разрезания деталей из высокоуглеродистой стали применяют полотно с 18 зубьями на 1 дюйм. При резании деталей из низкоуглеродистой стали, а также из латуни и меди выбирают полотно с 24 зубьями на 1 дюйм. При разрезании листового металла берут полотна с большим количеством зубьев, доходящим до 32 на 1 дюйм Перед началом работы ножовкой надо наметить место реза, надрезав его ребром трехгранного напильника во избежание скольжения полотна ножовки по поверхности металла. В случае увода полотна при резке в сторону необходимо деталь повернуть на 1/4 оборота вокруг продольной оси и резку начинать снова, иначе полотно может сломаться. Зубья ножовочного полотна наклонены в одну сторону, поэтому они режут только при движении ножовки вперед. Это необходимо учитывать и в целях экономии затраты сил, работающим: нажимать на ножовку нужно только при рабочем движении, т. е. при движении ножовки вперед. Давление на ножовку надо производить равномерно. Усилие давления на ножовку зависит от твердости металла изделия и его величины: давление меньше при мягких металлах и изделиях малого размера и больше — при твердых металлах и больших размерах изделия. В конце резки нажим ослабляется. Неправильное давление на ножовку может привести к поломке зубьев и полотна. Работа ножовкой выполняется без охлаждения, но для уменьшения трения полотна о стенки пропила применяют смазку из сала или графитовой мази. Поломка одного зуба часто ведет к поломке других, соседних с ним. Поэтому, чтобы ножовка после поломки зуба работала удовлетворительно, необходимо сточить на точиле рядом со сломанным два-три зуба, а из прорези удалить остатки сломанного зуба ножовки. Новое полотно заводить в прорез нужно осторожно, со слабым давлением, так как новое полотно -толще старого и при сильном нажиме может сломаться. С целью повышения производительности и замены ручного труда для резки применяются механические ножовки (рис. 2). Рабочей режущей частью, как и у ручной ножовки, является ножовочное полотно, натянутое на подвижной части станка. Давление на полотно создается передвижным грузом. Возвратно-поступательное движение полотна осуществляется кривошипным механизмом, приводимым в движение от электродвигателя. Подача производится или вручную, или ходовым винтом от электродвигателя. Рис. 2. Механическая ножовка. У ленточных пил полотно представляет собой бесконечную ленту с зубьями, натянутую на двух шкивах. Один из шкивов приводится во вращение от электродвигателя. Пилы, рабочей частью которых являются ленты, вследствие малой производительности, нашли незначительное применение при изготовлении котельных конструкций. В котельном производстве почти исключительно применяются дисковые пилы (рис. 3). Рис. 3. Дисковая пила: 1 — станина; 2 — салазки; 3 —головка; 4 — диск; 5 — поворотный стол. Материалом для изготовления дисков пилы служит углеродистая и быстрорежущая стали. При диаметрах до 400 — 500 мм диски делаются из целого листа с вырезанными по окружности зубьями. Во избежание заедания диска в разрезаемом металле зубья его разводятся. У дисков крупных размеров зубья делаются вставными, изготовленными из качественной стали. Диск, к которому крепятся зубья, делается из низкоуглеродистой стали. Заточка пил производится на заточных станках. Диск вращается от электродвигателя, а подача в зависимости от разрезаемого профиля, регулируется автоматически при помощи ходового винта от электродвигателя или вручную — рычагом. При работе диск охлаждается эмульсией. Станки снабжаются зажимным устройством для закрепления разрезаемого материала. При резке на дисковых пилах получается чистый рез, не нуждающийся в дальнейшей обработке. Однако операция резки малопроизводительна. Гораздо большую производительность дают фрикционные пилы, или, как их называют, пилы трения. Диск этих пил изготовляется из низкоуглеродистой стали специального проката. Привод осуществляется от электродвигателя, сообщающего диску окружную скорость до 6500 м/мин. Стол станка имеет зажимное приспособление для крепления материала. Принцип действия пил трения основан на том, что диск вращающийся с большой скоростью, при соприкосновении с разрезаемым материалом доводит его до температуры плавления. Разогретые частицы легко отделяются вращающимся диском и выбрасываются наружу. При работе диск необходимо непрерывно поливать водой, направляя ее в зону трения. Подаваемая вода значительно сокращает разогрев диска и разрезаемого металла. Разрез получается ровным, чистым, но с наплывами по его краям. Наплывы легко снимаются зубилом. У кромки разрезаемого металла образуется зона слабых структурных изменений шириной в 1—2 мм, которую необходимо удалить в случае изготовления особо ответственных конструкций. При изготовлении котельных конструкций ленточные и дисковые пилы в основном применяются для резки профильного, материала: уголков, швеллеров, двутавров, труб и т. д. mechanicinfo.ru Чтобы избежать таких проблем и понять, какую модель следует выбрать для использования в частной мастерской или в бытовых условиях, следует ознакомиться с ключевыми характеристиками, которые должны учитываться при выборе подобного агрегата. В отличие от других разновидностей этот вид электроинструмента позволяет создавать очень точные поперечные пропилы в любых материалах. Благодаря этой особенности при использовании этого оборудования можно обеспечить более высокое качество работ и точность при финишной сборке элементов. В маятниковых станках предусмотрена возможность быстрого изменения угла наклона режущего приспособления в двух плоскостях и его надежного закрепления специальными зажимами. На сегодняшний день на строительном рынке предлагается множество разнообразных моделей подобного оборудования. Они отличаются между собой не только стоимостью, но и техническими характеристиками. Если обратиться к практическому опыту применения различных устройств, то можно сделать вывод, что самым подходящим для выполнения большинства возникающих перед домашними мастерами работ является маятниковая пила Makita. Несмотря на то что она стоит несколько дороже своих конкурентов, это компенсируется ее более продолжительным сроком службы, который она демонстрирует даже в условиях активной эксплуатации. Этот инструмент привлекает потребителей такими достоинствами, как универсальность, производительность, точность и безопасность в использовании. Важным моментом является то, что для работы ей необходима обычная бытовая электросеть с напряжением 220 В. Имеется у этого электроинструмента и масса других положительных качеств — высокая мобильность, отсутствие сложностей в транспортировке, возможность обеспечить производительную работу даже в самых сложных условиях. С помощью пилы этого типа можно с легкостью выполнить точный и чистый срез под прямым углом. Есть модели, позволяющие производить срезы под другими углами при наклонном положении режущего диска. В случае возникновения необходимости распила металла или твердых пород древесины на станок можно установить абразивный диск. В зависимости от характера стоящих перед мастером работ можно использовать сменные диски различной формы. Имеются в продаже и круговые лезвия универсального назначения, с помощью которых можно создавать резы в деталях из разных материалов. В каждой пиле в обязательном порядке присутствуют защитные механизмы, призванные уменьшить риск получения повреждений при быстро вращающемся режущем диске. Этот тип электроинструмента имеет ряд недостатков: С помощью мощного режущего диска можно выполнять резы в самых различных материалах — не только металле и древесине, но и плитке, пластмассе, стекле и фарфоре. Для работы с деревом на станок можно установить полотно, используемое в циркулярных пилах. Выбрать маятниковый станок для домашнего мастера непростая задача. Для этого необходимо обращать внимание на рабочие характеристики, которые у различных моделей не всегда совпадают. Современные маятниковые станки могут быть оборудованы электромоторами двух типов: Первый тип отличается высокой мощностью, но имеет серьезный недостаток, связанный с тем, что в нём используются угольные щётки, которые обладают крайне небольшим сроком службы. Асинхронные модели более долговечные и во время работы не создают много шума. Однако этот тип двигателей имеет ограничение по типу маятниковых станков, на которые их можно установить. Особенностью некоторых маятниковых станков является то, что в них режущий круг может крутиться только в вертикальной плоскости. Однако при необходимости можно приобрести и более универсальное устройство, оснащенное горизонтальными направляющими, позволяющими пильному диску перемещаться вперёд и назад. Делая выбор между моделями с направляющими и без при условии, что в них используется пильный диск одного диаметра, лучше всего отдать предпочтение первому, поскольку он сможет обеспечить гораздо большую максимальную ширину пропила. Если в оснащении маятникового станка используется эта система, то пильный диск будет останавливаться почти моментально сразу после нажатия на соответствующую кнопку. Модели, оснащенные электродинамическим тормозом, являются более безопасными в работе. Пила, которая способна поддерживать стабильные показатели вращения режущего диска, вне зависимости от уровня нагрузки не только в силах обеспечить более высокую эффективность работы, но и сэкономить время на ее выполнение. Особенно эта функция будет актуальна для начинающих мастеров. Опытные же специалисты вряд ли смогут ее оценить, поскольку в процессе работы выбор оптимальных оборотов ими осуществляется путем изменения уровня давления на пилу. Если судить по назначению, то оборудование обоих типов создано для выполнения одних и тех же задач. Отличие профессиональных станков маятникового типа от любительских заключается только в качестве сборки, используемых материалах и возможности непрерывной работы в течение длительного промежутка времени. Обычные модели, предназначенные для эксплуатации в бытовых условиях, имеют меньший запас прочности, не очень точную подгонку конструктивных узлов, однако выигрывают перед профессиональными аналогами за счёт своей более низкой цены. Также стоимость пилы для резки металла зависит от известности и призвания завода-изготовителя. Возможны такие ситуации, что профессиональные станки никому не известной марки будут предлагаться по той же цене, что и оборудование именитого бренда, имеющее более бюджетный вариант исполнения. Аналогично пильный диск от известного бренда может стоить столько же, что и недорогая торцевая пила. Однако, безусловно, при выборе маятниковой пилы по металлу цена на это оборудование от всемирно признанных брендов, например, Макита, будет выше, чем на станки малоизвестных фирм. Перед тем как приступить к изготовлению своими руками такого электроинструмента, вам не помешает вначале ознакомиться с чертежами и инструкцией по сборке станка. Во время работы необходимо придерживаться следующего алгоритма: Маятниковые отрезные пилы неслучайно пользуются популярностью у профессионалов и любителей. Ведь это оборудование обладает массой достоинств, среди которых наиболее актуальными для потребителей является универсальность, высокая точность и производительность обработки и безопасность. Всё это делает такие станки одними из наиболее привлекательных для домашних мастеров, которым требуется несложный инструмент для выполнения небольшого объёма работ. Конечно, выбирать это оборудование необходимо с особой тщательностью, обращая внимание не только на цену, но и на ключевые рабочие характеристики, а также производителя. При необходимости можно даже попробовать сделать такой станок своими руками, тем более что для этого потребуются самые доступные инструменты и материалы, минимальные знания и опыт в работе с инструментом. Главное — выбрать подходящий чертеж и хорошенько изучить порядок выполнения работы и в точности ему следовать. instrument.guru Ножовка, предназначенная для работы с металлическими сплавами, представляет собой приспособление, которое имеется в арсенале многих хозяев. Без этого инструмента трудно представить выполнение большого количества бытовых работ. В настоящее время ассортимент этой разновидности пил очень широк, и трудностей при выборе приспособления, как правило, не возникает. Главное, учитывать некоторые параметры и характеристики пил по металлу. На рынке ножовки для металла представлены в двух вариантах — электрический и ручной инструмент. Ручное решение можно использовать для любых работ, так как эта ножовка очень компактная и легкая. К преимуществам также относится ее низкая стоимость. Единственный недостаток — существенные затраты сил и времени в процессе работы. Назначением этого инструмента считается распил изделий из прочных металлов, прорезание пазов и швов, обрезка металлических заготовок и т. д. Кроме всего прочего, с помощью ножовки можно резать и металлические сплавы, и, например, керамику, пластик, пенопласт, древесину и органику. Существует три разновидности пил по металлу: Инструмент обладает довольно простой конструкцией. Ручные модели напоминают скобу, между концами которой зафиксировано натянутое полотно. В состав инструмента входит рама и полотно с зубьями. У каждого из элементов инструмента есть свои особенности и характеристики: Работа с ручной пилой для обработки металлических сплавов не требует наличия особых знаний и навыков. Но есть определенные правила: Итак, подбирать инструмент нужно, руководствуясь следующими характеристиками: Выбрав хорошую ножовку, не забывайте своевременно заменять пилящие полотна и грамотно использовать инструмент. tokar.guru Категория: Резание металла Повышение производительности труда при разрезании металла достигается за счет применения механических ножовок и различных приводных пил. В ряде случаев эта работа производится и на токарных, фрезерных и отрезных станках. Механические ножовки делят на две группы: стацибнарные и переносные. Стационарная механическая ножовка представляет собой металлорежущий станок. Ома состоит из чугунной станины со столом и хоботом. Хобот служит направляющей для пильной рамы, в которой устанавливается ножовочное полотно. Вместе с рамой полотно совершает возвратно-поступательное движение, врезается в заготовку 6 и разрезает ее. Охлаждается ножовочное полотно в процессе разрезания эмульсией, поступающей по трубке. Ножовка приводится в действие электродвигателем. Станочные ножовочные полотна изготовляют из стали марки РЭ или ШХ15 толщиной от 1,2 до 2,5 мм. Переносная механическая ножовка удобна при разрезании металла на месте выполнения слесарно-сборочных работ. В корпусе этой ножовки (рис. 85,6) помещен электродвигатель, на вал которого насажен барабан. В спиральный паз барабана входит палец, соединенный с ползуном, на котором укреплено ножовочное полотно. При вращении барабана ножовочное полотно получает возвратно-поступательные движения и производит разрезание металла. Во время работы ножовка упирается скобой и поддерживается за рукоятку. Разрезание труб и профильного металла, а также резка листовой стали по криволинейным контурам производится пилами различных конструкций. Пилы подразделяют на дисковые (круглые) и ленточные. Дисковые пилы нашли широкое применение в промышленности. Они делятся на универсальные, маятниковые и пилы трения. Рабочей частью пилы является диск с режущими зубьями или гладкий диск (в пиле трения). Рис. 1. Механические ножовки: а — стационарная; б — переносная Универсальная дисковая пила применяется для разрезания профильного металла различных сечений, для продольных разрезов, надрезов или вырезов, а также для резки профилей под любым углом. Она состоит из чугунной станины (стола), на которой укреплена вертикальная колонка. На колонке смонтирован поворотный кронштейн с направляющими для электродвигателя, на оси которого устанавливается режущий диск. Кронштейн можно поворачивать вокруг колонки и спускать или поднимать на необходимую высоту. Подача электродвигателя с режущим диском в процессе резания осуществляется рукояткой. Установка режущего диска при работе в зависимости от профиля и размера материала выполняется рукоятками. Маятниковая пила состоит из одностоечной чугунной станины, на которой смонтированы поворотный стол и кронштейн с качающейся подставкой электродвигателя. От подставки отходит хобот с режущим диском и рукояткой. Для разрезания металлический уголок, швеллер, трубу и другую заготовку укладывают на поворотном столе с опорой на специальные планки. Процесс разрезания пилой сводится к плавному опусканию хобота с вращающимся режущим диском на металл и последующей плавной подаче диска. Рис. 2. Дисковые пилы: а—универсальная дисковая; б—маятниковая Режущие диски диаметром до 400—500 мм делают из целых листов инструментальной стали толщиной 1— 3,5 мм. В дисках больших размеров применяют вставные зубья из быстрорежущей стали. Заточка дисков производится на заточных станках. Принцип действия пил трения основан на том, что режущий диск, вращающийся с большой скоростью, при соприкосновении с разрезаемым металлом нагревает его в месте реза до температуры плавления. Разогретые частицы легко отделяются вращающимся диском и выбрасываются наружу. Поверхность разреза получается ровной, чистой, но с наплывом по краям. Наплыв легко снимается зубилом. Стол пилы имеет зажимное приспособление для крепления металла. Режущий диск такой пилы изготовляется из низкоуглеродистой стали специального проката. Листы, профильный металл и трубы нарезают также на ленточных пилах. Такой способ особенно эффективен при разрезании толстых листов со сложными или криволинейными очертаниями при последующей отделке вырезов на внутренних и наружных поверхностях. Режущее полотно ленточной пилы представляет собой бесконечную стальную ленту шириной от б до 25 мм и толщиной от 0,6 до 1,4 мм с насеченными по кромке зубьями. Узкие ленты применяют для резки по криволинейным контурам с малыми радиусами закругления. Наибольшее распространение для разрезания листов, труб и профилей из алюминиевых сплавов нашла ленточная пила ЛС-80. Процесс резки листового металла на этой пиле сводится к подаче листа, уложенного на стол станка, под движущуюся на шкивах режущую ленту. Разрезание ведется по разметочным рискам. Ленточная пила должна иметь хорошее ограждение, перекрывающее всю ленту, за исключением той ее части, которая выполняет работу резания.
Способы резки металла. Ножовка по металлу ручная. Механическая ножовка. Дисковая пила станок. Пила механическая по металлу
насадка на бензопилу, дисковые пилы, обратный удар
В массовом и крупносерийном производстве резка металлов осуществляется на комбинированных и листовых ножницах с наклонным ножом. Резка металла в виде рулона или широкой полосы выполняется на одно- или многодисковых ножницах.Классификация механических пил по металлу
 Настольная маятниковая пила по металлу (дисковый механизм)
Настольная маятниковая пила по металлу (дисковый механизм)Резка на механических ножовках
 Ленточнопильный станок
Ленточнопильный станок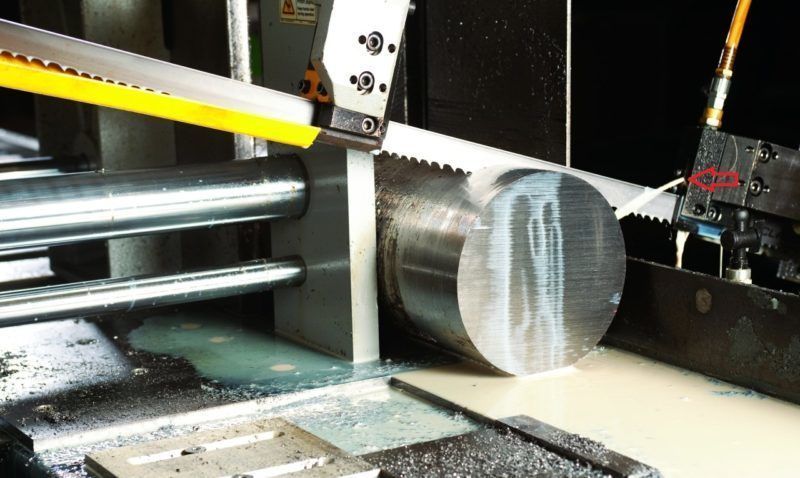 Настольная маятниковая пила по металлу (дисковый механизм)
Настольная маятниковая пила по металлу (дисковый механизм)Разделение металла дисковыми отрезными станками
 Дисковый отрезной станок по металлу
Дисковый отрезной станок по металлуРазделение металла с помощью фрикционных пил
 Фрикционный диск
Фрикционный дискРучная резка с применением бензопил
 Бензорезы с насадками для резки металла
Бензорезы с насадками для резки металла Насадка болгарка на бензопилу
Насадка болгарка на бензопилуРеклама партнеров
Видео: Самодельная маятниковая пила
Похожие статьи
Способы резки металла. | МеханикИнфо

Ножовка по металлу ручная.

Как установить ножовочное полотно по металлу?!
Длина ножовочного полотна по металлу.
Как выбрать полотно для ножовки по металлу?!
Зубья ножовочных полотен.
Резка металла ножовкой.
Механическая ножовка.

Дисковая пила станок.
Фрикционная пила (пила трения).
Резка металла на фрикционной пиле (пиле трения).
устройство отрезного станка и изготовление своими руками
 На сегодняшний день промышленность выпускает множество разновидностей маятниковых пил, которые отличаются между собой назначением, функциональностью и конфигурацией. Из-за подобных различий у малоопытных мастеров возникают трудности при выборе инструмента для эффективного выполнения возникающих перед ними работ.
На сегодняшний день промышленность выпускает множество разновидностей маятниковых пил, которые отличаются между собой назначением, функциональностью и конфигурацией. Из-за подобных различий у малоопытных мастеров возникают трудности при выборе инструмента для эффективного выполнения возникающих перед ними работ.Что собой представляют маятниковые станки
 Классический вариант этого оборудования представляет собой компактных размеров переносной станок, оборудованный режущим инструментом дискового типа. Особенности конструкции пил позволяют быстро менять режущие диски в зависимости от материала, с которым приходится работать. В конструкции маятниковых станков используется рычажная система, с помощью которой можно выполнять глубокий и протяженный поперечный пропил не только под прямым, но и под произвольным углом в диапазоне, определенном производителем.
Классический вариант этого оборудования представляет собой компактных размеров переносной станок, оборудованный режущим инструментом дискового типа. Особенности конструкции пил позволяют быстро менять режущие диски в зависимости от материала, с которым приходится работать. В конструкции маятниковых станков используется рычажная система, с помощью которой можно выполнять глубокий и протяженный поперечный пропил не только под прямым, но и под произвольным углом в диапазоне, определенном производителем.Устройство станка маятникового типа
 Если более внимательно изучить внутреннее оснащение маятниковых пил по дереву, то в них используется тот же принцип работы, что и в пилах с дисковым лезвием. Отличаются эти два типа электроинструмента лишь тем, что при работе маятниковых пил режущее полотно заставляет крутиться специальное приспособление, в то время как у дискового варианта лезвие находится в неподвижном положении.
Если более внимательно изучить внутреннее оснащение маятниковых пил по дереву, то в них используется тот же принцип работы, что и в пилах с дисковым лезвием. Отличаются эти два типа электроинструмента лишь тем, что при работе маятниковых пил режущее полотно заставляет крутиться специальное приспособление, в то время как у дискового варианта лезвие находится в неподвижном положении.Как действует
 Этот тип режущего оборудования относится к категории циркулярных отрезных станков. В его конструкции режущий диск закреплен на специальной раме, а источником питания для станка служит электросеть. Присутствие в названии слова «отрезная» указывает на то, что режущий диск во время резки опускается, а после окончания рабочего цикла принимает изначальное положение.
Этот тип режущего оборудования относится к категории циркулярных отрезных станков. В его конструкции режущий диск закреплен на специальной раме, а источником питания для станка служит электросеть. Присутствие в названии слова «отрезная» указывает на то, что режущий диск во время резки опускается, а после окончания рабочего цикла принимает изначальное положение.Как выбрать
Тип двигателя
Ширина распила
 При изучении различных моделей маятниковых станков следует обращать внимание и на такую характеристику, как ширина распила, которая зависит от особенностей конструкции станка и рабочих характеристик пильного диска. Чем больше диаметр режущего круга, тем более широким получается распил.
При изучении различных моделей маятниковых станков следует обращать внимание и на такую характеристику, как ширина распила, которая зависит от особенностей конструкции станка и рабочих характеристик пильного диска. Чем больше диаметр режущего круга, тем более широким получается распил.Электродинамический тормоз
Поддержание оборотов режущего полотна
Лазерный указатель
 С помощью этого приспособления можно с легкостью определить линию распила. Некоторые модели станков отрезных маятниковых могут во время работы производить определенный уровень вибрации, что может сбивать указатель. Это в итоге потребует от мастера время от времени проводить его повторную настройку. Из-за этого существенного недостатка подобные механизмы очень редко используются в мощных производительных станках.
С помощью этого приспособления можно с легкостью определить линию распила. Некоторые модели станков отрезных маятниковых могут во время работы производить определенный уровень вибрации, что может сбивать указатель. Это в итоге потребует от мастера время от времени проводить его повторную настройку. Из-за этого существенного недостатка подобные механизмы очень редко используются в мощных производительных станках.Любительский или профессиональный инструмент
Цена
 Выбирая маятниковый станок, многие потребители среди прочих важных характеристик внимание обращают и на торговую марку. В зависимости от производителя маятниковые станки могут иметь аналогичные рабочие характеристики, но в то же время значительно отличаться между собой. Дело в том, что каждая компания при производстве подобного оборудования применяет различные материалы, собственную технологию и варианты сборки. Это в конечном счёте может повлиять и на цену отрезного станка.
Выбирая маятниковый станок, многие потребители среди прочих важных характеристик внимание обращают и на торговую марку. В зависимости от производителя маятниковые станки могут иметь аналогичные рабочие характеристики, но в то же время значительно отличаться между собой. Дело в том, что каждая компания при производстве подобного оборудования применяет различные материалы, собственную технологию и варианты сборки. Это в конечном счёте может повлиять и на цену отрезного станка.Как изготовить своими руками
 Необязательно тратить значительные денежные средства на приобретение дорогого станка отрезного маятникового. Подобный инструмент каждый мастер может сделать своими руками. Основой для маятниковой пилы по металлу может послужить обычная электрическая дрель, болгарка или электродвигатель. Даже обладая минимальными знаниями и навыками работы с инструментом, можно без труда собрать самодельный агрегат, который по мощности и производительности не будет уступать заводским моделям.
Необязательно тратить значительные денежные средства на приобретение дорогого станка отрезного маятникового. Подобный инструмент каждый мастер может сделать своими руками. Основой для маятниковой пилы по металлу может послужить обычная электрическая дрель, болгарка или электродвигатель. Даже обладая минимальными знаниями и навыками работы с инструментом, можно без труда собрать самодельный агрегат, который по мощности и производительности не будет уступать заводским моделям. Подготовьте двигатель от болгарки.
Подготовьте двигатель от болгарки. Если вы заинтересованы в приобретении профессионального инструмента для длительной эксплуатации, то советуем делать выбор из станков от надежных и проверенных изготовителей. Не стоит покупать дешевые устройства, изготовленные в Китае. А с выполнением небольшого объема работ в бытовых условиях отлично справится и ручная пила по металлу цепная.
Если вы заинтересованы в приобретении профессионального инструмента для длительной эксплуатации, то советуем делать выбор из станков от надежных и проверенных изготовителей. Не стоит покупать дешевые устройства, изготовленные в Китае. А с выполнением небольшого объема работ в бытовых условиях отлично справится и ручная пила по металлу цепная.основные характеристики, критерии выбора качественного инструмента
Разновидности и области использования инструмента
Конструктивные особенности
Как работать с ножовкой ручного типа
Критерии выбора
Разрезание металла механическими ножовками и пилами
 Разрезание металла механическими ножовками и пилами Разрезание металла механическими ножовками и пилами
Разрезание металла механическими ножовками и пилами Разрезание металла механическими ножовками и пилами 

Читать далее:
Разрезание металла ручными ножницами Статьи по теме:
pereosnastka.ru
Механическая резка металла - дисковая пила, ленточная пила, агрегат продольной резки
 Появление современных и высокоточных технологий, к счастью, не стало причиной для полного исчезновения механических способов резки металла. Вероятно, этому есть вполне логичные объяснения, а значит, механическое оборудование имеет такие особенности, которые позволяют ему успешно конкурировать с инновациями.
Появление современных и высокоточных технологий, к счастью, не стало причиной для полного исчезновения механических способов резки металла. Вероятно, этому есть вполне логичные объяснения, а значит, механическое оборудование имеет такие особенности, которые позволяют ему успешно конкурировать с инновациями.
Механическая резка материалов — это производственный процесс, при котором листовой либо сортовой металл обрабатывается при помощи специального механического оборудования. То есть, используется либо дисковая пила для резки металла, либо агрегат продольной резки, воздействие которых приводит в результате к эффективному производству изделий и конструкций. Механическая резка металла предполагает активное применение физического труда.
Резка металла дисковой пилой
Дисковые ножи для резки металла используются, как правило, при работе с крупными деталями. При работе с таким оборудованием важно применение достаточного количества физической силы. Визуально, дисковая пила походит на обычную ручную циркулярную пилу. Основной её режущий элемент ― зубчатый диск, изготовленный из инструментальной стали.
Дисковая пила для резки металла наиболее эффективна в работе с самыми разнообразными материалами, включая такие прочные, как сталь, цветные металлы и всевозможные виды сплавов. Чаще всего, с помощью зубчатого диска режут листовую сталь, крупный профиль, трубы с толстыми стенами. Распил материала осуществляется прямолинейно, под определенным углом.
Оборудование характеризуется высокой производительностью, долговечностью, удобством, безопасностью и простотой в эксплуатации. Одной из основных причин того, что дисковые пилы с развитием технологий не теряют популярности, является их доступность. Купить станок с зубчатым диском может практически любой желающий, что с положительной стороны выделяет такую технику от лазерных станков, которые стоят гораздо дороже.

Ленточная пила
Резка ленточной пилой металла ― основной способ обработки листового и сортового металла на производстве. Ленточная пила является главным режущим инструментом в так называемом «ленточнопильном станке», работая по принципу обычной ножовки. При этом полотно такой пилы является замкнутым и характеризуется большой длиной. Визуально, ленточная пила напоминает кольцо, которое по одному краю оснащено специальными зубьями.
В комплектации ленточнопильного станка к ленте также устанавливаются два шкива и электромотор, задачей которого является вращение шкивов. Изготавливается пила ленточного типа, как правило, из углеродистой стали — нередко также используется биметаллический сплав. Резка металла при помощи ленточной пилы предоставляет работникам массу возможностей.
Специалист может эффективно работать практически с любыми металлами, выполняя резку высокой точности вне зависимости от толщины материала. Есть возможность осуществлять резку не только «по прямому», но и по фигурному контуру. В продаже ленточные пилы представлены в весьма широком ассортименте, различия между моделями кроются в конструктивных параметрах. Резка ленточной пилой по праву занимает одну из лидирующих позиций в категории механической обработки металла.

Электрический лобзик
Электролобзик относится к категории ручного электроинструмента, и годится для распиливания самых разных материалов, включая, конечно, и металл (сортового и листового типа). Ручной электрический лобзик оформлен в виде прочного корпуса, установленного на плоскую платформу, оснащенного удобной рукояткой для работы.
Главным внутренним наполнением инструмента является двигатель, а также механизм, на который ложится функция преобразования вращательного движения вала. Помимо ручных моделей электролобзиков, существуют модели стационарные. У таких моделей платформа находится в верхней части, а рукоятка, естественно, отсутствует, так как станок всегда находится в неподвижном состоянии.

Ограниченная толщина листового материала ― вот один из главных недостатков, которым обладает резка металла электролобзиком. Видео применения электрического лобзика на практике, к слову, Вы можете посмотреть на нашем сайте. Однако такое оборудование характеризуется удобством в работе, доступностью, производительностью. Этих качеств покупателям вполне хватает для того, чтобы считать электролобзик одним из лучших инструментов для обработки металла.
Еще один важный плюс такого оборудования ― это отсутствие явления, называющегося «обратный удар». При резке металла с помощью газокислородной технологии это происходит не так уж и редко. Обратный удар несет для пользователя большую опасность. К счастью, используя механические способы резки металла, по поводу состояния своего здоровья можно вовсе не опасаться.
При условии, конечно, если Вы весьма осторожно работаете с пилами, потому как новичок даже с отлично управляемым инструментом может нанести себе вред.

Агрегат продольной резки
Такое оборудование имеет более узкую специализацию и применяется исключительно для продольной резки. Агрегат продольной резки металла позволяет разделять листовой металл на отдельные части, называемые лентами, полосами и штрипсами. Обработка осуществляется по соответствующим требованиям и стандартам. Агрегат работает в автоматическом режиме — оператор, при этом, лишь управляет процессом с помощью применения специального пульта.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):swarka-rezka.ru
Отрезной станок по металлу – классификация, устройство, модели + Видео
Все производственные процессы, связанные с обработкой или использованием металла, неизменно нуждаются в его резке. Для быстрого и эффективного раскроя различной металлопродукции используют отрезной станок по металлу.
1 Виды отрезных станков по металлу
Отрезной станок по металлу представляет собой высокопроизводительное электрооборудование, основным назначением которого является поперечный раскрой разнообразных проката, изделий из различных металлов и их сплавов. Чаще всего его используют для нарезки заготовок из:
- уголка;
- полосы;
- труб круглого и профильного сечения;
- прута;
- швеллера;
- двутавра;
- другого металлопроката.

Рекомендуем ознакомиться
Такие станки в настоящее время применяют на различных производственных, монтажных и строительных площадках, металлобазах, в цехах разнообразных предприятий, где производится резка проката и других изделий из стали или иных металлов. Это оборудование также применяется для раскроя заготовок из таких материалов как пластик, керамика, дерево и прочих.
По типу инструмента, непосредственно осуществляющего резку, станки делят на следующие виды:

- Ленточнопильные станки. Режущий инструмент - пила, выполненная в виде замкнутой длинной зубчатой ленты, которую изготавливают из быстрорежущей стали. Позволяют получить точный рез, минимизировать потери материала за счет малой ширины пропила. В основном применяют на крупных предприятиях и для серийного производства.
- Ножовочные. Режущий инструмент – ножовочное полотно, закрепленное в пильной раме. Бывают электромеханическими и ручными. Достаточно компактны, надежны и просты в работе. Как правило используют в заготовительных цехах и на малых предприятиях.
- Дисковый отрезной станок – наиболее широко используемое, незаменимое оборудование. Применяется в металлообрабатывающей промышленности и других производственных областях, где требуется изготовление металлических конструкций. Режущий инструмент – дисковая пила. Станки отличаются простой, прочной конструкцией и эргономичным управлением, позволяющем производить качественную резку даже оператору, не имеющему достаточной квалификации.
2 Дисковые отрезные станки – конструкция и классификация
Как правило, это оборудование собирается на платформе (жесткой или с металлическим основанием), с которой его можно отсоединять. Отрезной станок оснащен тисками, имеющими надежный упор, который позволяет в процессе резания удерживать заготовки разнообразной конфигурации. В качестве режущего инструмента используется либо диск (твердосплавный или из быстрорежущей стали), либо круг, изготовленный из абразивного материала.
Исполнительный орган приводится во вращение электродвигателем посредством ременной или зубчатой передачи. Первый вариант в основном используется для переносных компактных агрегатов. Зубчатая передача применяется для стационарного мощного оборудования. Существуют также модели станков, в которых электродвигатель напрямую подсоединен к диску (без привода). Это, как правило, маломощные агрегаты, используемые главным образом в бытовых целях.

Дисковое отрезное оборудование подразделяют на 4 основных класса. Принадлежность агрегата к первой категории предполагает возможность обработки им практически любых изделий из металла в больших объемах. Станки бытового назначения относятся к четвертому классу.
По числу режущих кромок оборудование делят на:
- Одноголовочные станки – оснащены одним диском, из-за чего малопроизводительны, так как чаще всего необходимо выполнять несколько операций, а не одну (например, вырезая какую-либо заготовку для рамного профиля).
- Двухголовочные – оборудованы двумя инструментами для резки, благодаря чему способны производить одновременно несколько операций. В этих агрегатах одна головка зафиксирована неподвижно, а другая обладает возможностью перемещаться независимо от первой. Чтобы вырезать рамный профиль, потребуется одна операция станка, что значительно увеличивает производительность, экономит время и дает возможность запустить агрегат в автоматическом режиме.

В зависимости от типа подачи режущего инструмента различают:
- с фронтальной подачей;
- маятниковой;
- нижней.
По виду станки делят на:
- отрезные пилы;
- абразивно-отрезные;
- правильно-отрезные.
Выбор конкретного типа оборудования производят исходя из тех задач, которые перед ним будут ставиться.
3 Отрезные дисковые пилы по металлу
Применяются для раскроя различных профилей из цветных металлов, чугуна и стали на мерные детали. Идеально подходят для резания круглого, прямоугольного, квадратного, двутаврового и швеллерного прокатов на единичном и мелкосерийном производствах. В зависимости от вида обрабатываемого изделия применяются диски разного типа при различной частоте оборотов. Окружность круга вращается на высокой скорости, что в сочетании с мощностью привода станка, способствует медленному износу диска и максимальной эффективности резки.

Наибольшую популярность среди данного типа оборудования завоевала монтажная портативная пила Makita 2414NB. Применяется для раскроя металлов, ПВХ, керамики, камня. Несмотря на высокую надежность предназначена для умеренных нагрузок. В целях безопасной эксплуатации оснащена специальным ограничителем, представляющим собой противоискровый экран, который предохраняет инструмент от контакта с рабочей поверхностью. Режущий диск закрыт прочным кожухом, защищающем пользователя. Для быстрой смены инструмента предусмотрена фиксация вала. Агрегат отличается малыми размерами и весом (16 кг). У этого станка двойная изоляция.

На станине 2414NB установлены регулируемые тиски с поворотом 0–45о. Тип подачи режущего инструмента маятниковый. Аппарат оснащен удобной рукоятью D-образной формы. Потребляемая мощность станка при непрерывной резке составляет 2000 Вт. Частота вращения диска на холостом ходу равна 3800 оборотов в минуту. Диаметр инструмента – 355 мм.
4 Абразивно-отрезной станок – особенности и применение
Абразивно-отрезной станок используется для раскроя абразивными кругами длинномерного материала на единичные куски-заготовки, а также при срезании излишков проката и распила профилей под углом в ремонтных мастерских и цехах монтажно-заготовительных производственных участков. Это оборудование способно обрабатывать изделия из черных и цветных металлов любого профиля (квадратного, прямоугольного, круглого, швеллера, двутавра и другого) под углом 0–45°.
Конструкция станка позволяет при необходимости подсоединиться к системе пылеотсоса. Некоторые модели абразивно-отрезного оборудования оснащены насосной установкой, предназначенной для охлаждения водой реза заготовки, а также механизмом, снимающем заусенцы с обрабатываемого изделия.

Среди данного типа оборудования наиболее широкое применение получил маятниковый станок СОМ-400. Это абразивно-отрезное оборудование предназначено для раскроя различных профилей из любых металлов под углами 0–45о. Привод режущего инструмента ременной. Устанавливают агрегат только жестко на специально подготовленный фундамент, к которому его крепят анкерными болтами через предусмотренные для этого отверстия в раме.
Базовая модель этого станка (без буквы после указания типа) оснащена электродвигателем мощностью в 2,2 кВт. Масса агрегата – 52 кг. Максимальный диаметр разрезаемого прутка составляет 40 мм.

Помимо базовой модели выпускают и другие СОМы – 400Б, В, Г, Е и И. Они могут отличаться от основного исполнения конструктивно, мощностью двигателя, количеством ремней привода и, соответственно, своими возможностями, габаритами и массой. Так, на 400Б установлен мотор мощностью 4 кВт, а максимальный разрезаемый им диаметр прута составляет 60 мм. Есть также модель 400П – поворотный станок, позволяющий резать изделия под углом –45–+45о.
5 Правильно-отрезной станок – резка материалов, поставляемых в бухте
Правильно-отрезной станок предназначен для обработки различных материалов, поставляемых на катушке или в бухте:
- арматурной стали;
- прутка круглого и профильного сечения;
- проволоки;
- полосы;
- трубы.
Это оборудование автоматически выполняет разматывание металлопроката с последующим его протягиванием через правильный механизм, где происходит выпрямление материала во всех плоскостях. После правки металл попадает на стол с отмеривающим устройством, на котором автоматически обрезается, после чего укладывается в приемный лоток.

Правильно-отрезные агрегаты комплектуются разными типами размотчиков (стационарными, приводными, неприводными), роликовым или роторным блоком правки, отрезным узлом летучего или гильотинного типа и так далее. Каждый станок, таким образом, индивидуален и учитывает конкретные требования отдельного заказчика. Фактически это оборудование предназначено для выполнения обработки методом правки и резки металлических изделий различного профиля, оно обеспечивает достаточно высокую точность раскроя при малой шероховатости поверхности среза. Благодаря этому правильно-отрезные агрегаты являются одним из наиболее используемых видов металлообрабатывающих станков в машиностроении, строительстве, приборостроении, других промышленных отраслях, применяются в крупносерийном и массовом производстве.

Самые известные станки данного типа: С-338А, АКС-500, СМЖ-142, СМЖ-192, СМЖ-588. Наиболее востребован правильно-отрезной автомат СМЖ-357, созданный на базе СМ-759. В нем вместо вращающихся ножей установлены рычажные гильотинного типа с кулачковым приводом. Это оборудование предназначено для выполнения правки и резки гладких стальных прутков (проволоки) ОК и ВР диаметрами 3–10 мм, а также арматурной стали периодического профиля классов AI, AII, AIII диаметром 3–8 мм, поставляемых в бухтах. Данный агрегат смонтирован на сварной металлической раме, его мощность 8,4/12,7 кВт, вес – до 1500 кг. Длина отрезаемых им прутков составляет 0,5–12 м, скорость правки – 31,5/45 м/мин.
tutmet.ru









