Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
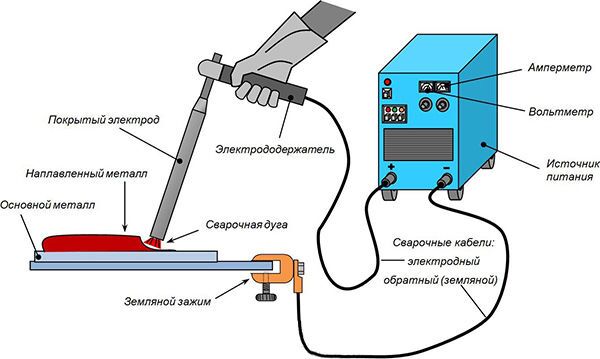
Ручная дуговая сварка является самым распространенным видом соединения металла. Специально для нее создаются различные типы техники, которые рассчитаны на работу, как с толстыми, так и с тонкими электродами. Сварочное оборудование для ручной дуговой сварки является наиболее распространенным среди всей подобной техники. Для данного процесса требуется иметь ряд устройств, которые будут работать совместно. Комплект значительно меньше, чем тот который требуется для аргонодуговой сварки за счет более простого принципа проведения работ. Оборудование для ручной дуговой сварки Сварочное оборудование для ручной дуговой сварки покрытыми электродами предназначается для обеспечения условий проведения соединения металла. Основной функцией является преобразование тока из сети со стандартными параметрами в такой, который требуется для заданного режима сварки. Именно по этой причине на оборудовании есть множество настроек, параметры которых и определяют, подходит ли сварочный аппарат для сварки определенных изделий или нет. Область применения оборудования очень широка. Его можно встретить как в домашних условиях, так и на серьезных предприятиях. Для каждой сферы желательно подбирать свой тип оборудования, так как профессиональные и бытовые модели сильно отличаются по внутренней компоновке и по функциональным особенностям. Данная техника обладает значительными преимуществами, чем и заслужила столь широкую популярность среди многих пользователей. К основным из них относятся: Несмотря на преимущества, тут есть ряд недостатков: Оборудование для ручной аргонодуговой сварки неплавящимся электродом и обыкновенной дуговой сварки во многом похоже. Основной разновидностью техники является сварочный аппарат. Он может быть нескольких типов. Наиболее простой – это сварочный трансформатор. У него грубая настройка рабочих характеристик и работает он не столь экономично, как его более современный аналог. Но он может выдерживать более длительные нагрузки, а также прост в эксплуатации и ремонте. Для современной деятельности трансформаторы обладают большим серьезным недостатком. У них слишком большие габариты, так что используют их преимущественно стационарно в различных предприятиях. Сварочный трансформатор Более современным и часто используемым является сварочный инвертор. Это компактное устройство, в котором помимо трансформатора, меньшего по размерам, есть еще масса электроники. Это одно из основных отличий этой разновидности. Инвертор не может работать длительное время, хотя некоторые профессиональные модели могут составить конкуренцию в этом параметре трансформаторам. Именно инверторы могут обладать рядом дополнительных функций, которые упрощают работу сварщика. Тем не менее, они чувствительны к ударам, попаданию пыли и влаги, их сложнее ремонтировать и стоимость такого оборудования намного выше. В качестве дополнительного оборудования можно отметить держатели, которые устанавливаются отдельно. Вы можете подобрать наиболее удобную для вас модель, с которой комфортно будет работать. Сварочная техника постоянно развивается, и появляются новые более совершенные модели. На данный момент есть определенные изделия от проверенных производителей, которые успели заслужить наибольшую популярность среди покупателей. Это значит, что их цена и качество обладают хорошим соотношением, а рабочие характеристики оказываются весьма практичными. Среди самых популярных моделей можно отметить следующие: Fubag IR 200 Сварочный аппарат Fubag IR 200 Ресанта САИ 220 Сварочный аппарат Ресанта САИ 220 Сварог 205 Сварочный аппарат Сварог 205 Современное сварочное оборудования для ручной дуговой сварки должно быть оснащено всеми необходимыми аксессуарами, которые нередко идут в комплекте с самим сварочным аппаратом. При выборе стоит в первую очередь ориентироваться на тип аппарата. По современным меркам инверторы значительно превосходят трансформаторы и не зря занимают первые места в рейтинге лучших и наиболее популярных моделей. После этого стоит определиться с мощностью техники. Чем мощнее модель, тем с более толстыми электродами она сможет работать Сила тока является одним из основных параметров выбора, так как именно от нее зависит температура, с которой будет плавиться электрод. Слишком слабое значение все приводит к тому, что электрод будет залипать или не сможет проплавить металл до нужного значения. Запас иметь очень удобно, но мощные модели стоят выше остальных. Если вам параметром будет период включения. Он показывает, сколько аппарат может проработать беспрерывно. В частной сфере завышенных требований к этому параметру не предъявляется, так как интенсивность использования здесь намного меньше. Для профессионалов приходится эксплуатировать аппарат по несколько часов подряд в течение рабочей смены. «Важно! Для специалистов не рекомендуется брать технику с ПВ ниже 80% на максимальных параметрах.» Дополнительные функции являются очень приятным дополнением к инверторам. Следует проследить, чтобы на модели был форсаж дуги, антизалипание и горячий старт. Это основные функции, с которыми сложные соединения может провести даже новичок. Качество самих функций во многом зависит от производителя, так что нужно выбирать только проверенные торговые марки, чтобы все заявленные требования соответствовали действительности. Это также поможет более длительной службе оборудования. Для удобства использования желательно ориентироваться на оборудование с цифровой шкалой. Это помогает выставить максимально точные параметры, чтобы они полностью соответствовали требованиям режимов. svarkaipayka.ru Существуют разные виды сварочных аппаратов, их условно можно разделить на профессиональные и бытовые. Первые используются на различных производствах, где можно встретить и обычный агрегат для сварки, и более современный, например, плазменный либо импульсный. Профессиональные установки чаще всего работают в сетях переменного тока. А вот в быту обычно используется сварочный аппарат постоянного тока. Такое оборудование может функционировать от электросети в 220 В. Мы подготовили обзор 10 лучших, наиболее популярных аппаратов постоянного и переменного тока для сварки. Знакомьтесь с героями нашего ТОП-10. До недавнего времени приобрести домашний агрегат для выполнения несложных работ было довольно затруднительно. Народные умельцы имели возможность купить лишь трансформаторный сварочный аппарат. Подобные установки при понижении сетевого напряжения сразу же отключались. И на этом домашняя ручная сварка заканчивалась. Сейчас ситуация изменилась кардинальным образом. Появились новые типы сварочных аппаратов – инверторы. Они обеспечивают качественную сварку практически в любых условиях, им для работы не нужен трехфазный ток. Вес такого оборудования минимальный. На данный момент наблюдается тенденция, что ручной портативный инвертор-автомат даже на производственных объектах используется не реже, чем стандартный трехфазный агрегат либо современный плазменный сварочник. А уж в быту конкурентов инверторному оборудованию и вовсе не существует. Ручной инвертор, который идеален для осуществления сварочных мероприятий в сетях с нестабильным напряжением. Он хорошо сваривает материалы при напряжении 150 В, работает со стержнями 1,6–5 мм, отличается компактными размерами, выполняет точечную сварку. Специалисты отмечают легкость розжига электрода на FUBAG IR 200 и высокое качество дуги: она на протяжении всего процесса является ровной и стабильной. Недостатком агрегата можно считать лишь достаточно громкий шум, который издает его охлаждающий автоматический механизм. Таблица основных показателей FUBAG IR 200 Мини-аппарат для нестабильных сетей. На электродах не более 3 мм он без проблем удерживает качественную дугу при падении напряжения до 150 В. Интерскол этой модели снабжается переносным ремнем, облегчающим использование сварочного оборудования на высоте. Агрегат не перегревается при очень высоких температурах, а главное – его можно эксплуатировать практически без перерыва на максимальной силе тока. Это совсем не дорого, если учитывать цены на автоматический трехфазный аппарат переменного тока. Таблица основных показателей ИСА-160/7,1 Этот ручной аппарат стабильно функционирует при пониженных напряжениях, может использоваться как точечный сварочный агрегат. Он обеспечивает высокий уровень безопасности проведения работ, имеет на входе специальный автомат, который защищает слабую проводку от повреждений. САИ 220 от Ресанта изготовлен без применения пластиковых элементов. Это выгодно отличает его от любого другого (аналогичного по техническим характеристикам) оборудования. Таблица основных показателей САИ-220 Такой ручной инвертор отличается от описанного выше оборудования своими рабочими характеристиками. Он не подходит для выполнения сложных работ (в подобных случаях лучше применять профессиональные агрегаты), зато прекрасно справляется с любой бытовой сваркой и при этом имеет доступную стоимость. Таблица основных показателей САИ-160К Этот автоматический аппарат популярен за счет того, что использовать его может сварщик с малым опытом работы. При этом Сварог обеспечивает идеальное качество получаемого соединения. Второй плюс агрегата – возможность проведения TIG-сварки (комбинируется газовый и электрический импульсный процесс). Сварог EASY ARC 160 может функционировать от переменного (AC/DC-режим) и постоянного (DC) тока. Таблица основных показателей EASY ARC 160 Данный сварочник китайского производства обычно применяется при напряжениях 180–185 В, когда другой, более прихотливый автомат может отказаться работать. Качество сборки Зубра нравится не всем пользователям. Но показатель полезного действия этого аппарата достаточно высок – 85 %. В сочетании с доступной ценой и хорошей комплектацией (переносной ремень, щетка для чистки, маска) подобные характеристики обеспечивают агрегату устойчивую популярность. Таблица показателей Зубр ЗАС-190 Сварочник Elitech может работать, как бензиновый аппарат. В местностях, где наблюдаются перебои с электричеством, а также на полевых объектах такому оборудованию буквально нет альтернативы. Этот бензиновый агрегат обладает отличными мощностными характеристиками. Он может использоваться длительное время без обязательных перерывов в работе. Если Elitech ИС 250 планируется эксплуатировать, как бензиновый сварочник, следует позаботиться о приобретении для него качественного бензогенератора. Особых требований к нему нет. Чтобы бензиновый агрегат без сбоев функционировал, будучи запитанным от генератора, мощность последнего должна находиться на уровне 5,5–6 кВт. Таблица показателей Elitech ИС 250 Это портативное оборудование оптимально для проведения неответственных сварочных работ за городом, на даче, на временных строительных объектах. Мини-автомат легко справится с соединением простых металлических конструкций – заборов, калиток. Его вес – всего 2,6 кг, а показатель полезного действия – целых 85 %. Мини-сварочник характеризуется легкостью розжига дуги и стабильной работой. Каждую потраченную на него копейку этот маленький аппарат отработает полностью. Таблица показателей мини-аппарата Калибр MICRO СВИ-205 Аппарат для тех, кто желает в домашних условиях получать идеально ровный шов на любых видах соединяемых материалов. Недостатком модели признается то, что она очень капризна к электродам. Нередко приходится подбирать оптимальный сварочный стержень "методом тыка". Зато этот сварочник не боится перенапряжений. Интегрированный в него автоматический защитный механизм надежно предохраняет оборудование от выхода из строя при скачках напряжений до высоких отметок. Таблица показателей FUBAG IN 163 Профессионалы называют этот агрегат одним из самых подходящих для любительских работ. Он великолепно держит дугу, экономит электрическую энергию, гарантирует получение однородного соединения. Таблица показателей Redbo BLACK-204 Как вы заметили, в наш обзор не попали сугубо профессиональные сварочные аппараты, для которых нужен трехфазный ток. Такие агрегаты используются в основном на производствах. Хотя при наличии 380 В в вашей домашней сети их допускается эксплуатировать и дома. Владельцев небольших компаний и частных мастерских часто интересует водородный сварочник. Этот агрегат незаменим для получения высокопрочных и герметичных соединений. Водородный сварочный процесс – это, по сути, та же самая дуговая сварка. Но производится она исключительно с вольфрамовыми неплавящимися стержнями, между которыми горит (в среде водорода) электродуга. В большинстве случаев подобная сварка осуществляется самодельными водородными аппаратами. Они дают возможность соединять изделия из металла, а также разрезать их (в данном случае агрегат функционирует, как плазменный резак). Не коснулись мы и сварочников, которые создаются специально для соединения труб и других изделий из полипропилена. Подобные аппараты мало чем похожи на стандартное сварочное оборудование. Оборудование для пайки полипропилена больше напоминает утюг. Он состоит из нагревательного элемента, ручки и специального регулятора. Последний позволяет выбирать оптимальную температуру для соединения труб из полипропилена. Стоимость таких аппаратов зависит от числа и качества насадок, прилагаемых к нему. Именно они позволяют сваривать разные по диаметру изделия из полипропилена. Чем больше насадок входит в комплект, тем дороже будет устройство. tutmet.ru Сварочный аппарат является электроустройством, с помощью которого производится сварка, а именно самый надежный и долговечный способ крепления металлических деталей, существующий уже более века. Схема устройства сварочного аппарата. Это электрооборудование выполняет соединение или резку деталей из металлов и их различных соединений с минимизированными затратами. Рассмотрим более подробно виды таких аппаратов и их основные функции. Данные виды сварочных аппаратов нужны для преобразования напряжения в ток. Зависимо от схемы на выходе получаем электродугу, имеющую постоянный или же переменный потенциал. По типам различают следующие аппараты: Конструкция трансформатора. Трансформаторный источник самый простой в использовании, работает за счет трансформатора, который снижает напряжение сети к сварочному и имеет на выходе переменный ток. Сила тока регулируется за счет изменения расстояния между обмотками. Для сварки цветных металлов или улучшения горения дуги трансформаторный сварочный аппарат доукомплектовывается дополнительными элементами, что увеличивает его вес в несколько. Наиболее ответственные работы выполняются за счет применения электродов переменного тока. В современной модели трансформаторного аппарата используют мощные вентиляторы, ведь большая часть его энергии приходится на нагрев. Данный аппарат для сварки имеет КПД около 90%. Достоинства: Недостатки: Схема сварочного выпрямителя. Выпрямительный источник — оборудование, использующееся для сварки после преобразования переменного тока в постоянный. Он состоит из следующих комплектующих: Данный сварочный аппарат обеспечивает, по сравнению с трансформаторным аппаратом, наиболее качественные швы при варке. Выпрямительный аппарат имеет наибольшую стабильность в части сварочного тока и электрической дуги. Достоинства: Недостатки: Устройство инверторного сварочного аппарата. Инверторный источник — это наиболее популярный в настоящее время вид сварочного аппарата. Рассмотрим его отличия от трансформаторных и выпрямительных сварочных аппаратов: Инвертор состоит из преобразователей электрической энергии, сетевого фильтра, трансформатора. Дополнительно для защиты инверторов применяют датчики для охлаждения, предохранители, ограничители перенапряжения. Есть недостаток: не желательно работать в запыленных помещениях, при дожде. Вернуться к оглавлению Рассмотрим более подробно каждую их характеристик согласно каталогу моделей: В зависимости от производителя сварочного аппарата продолжительность включения измеряется по-разному. Например, в Европейском стандарте EN 60974-1 учитывается продолжительность сварки только при температуре 40º С до первоначальной остановки от перегрева. Технология сварки. Итальянская компания Telwin в расчетах применяет температуру не более 20º С при работе с перерывами и учитывает количество электродов, используемых за этот период. В расчетах этой компании ПВ получается немного завышенным, поэтому выбор сварочного аппарата является очень важным в плане методики расчета ПВ. Из всего вышеизложенного можно сделать вывод, что аппарат европейской компании, имеющий ПВ в 10-20%, будет иметь такую же продолжительность работы, как и итальянский (ПВ 60-80%). Его пределы — 60-85В. Чем выше напряжение, тем проще зажигается дуга. Существуют модели аппаратов для сварки инертным газом или же проволокой. В быту они применяются очень редко, так как главным их недостатком является высокая стоимость (по сравнению с другими моделями). Но если же выполнять трудную работу на профессиональном уровне, то применение данных моделей будет весьма актуальным. Частично показывает мощность аппарата. Чем больше мощность, тем вероятнее установить электроды большего размера. Также увеличивается ПВ при работе с небольшими электродами при равномерном распределении силы тока. В быту для всех видов трансформаторов используют 3-миллиметровый электрод с допустимо максимальной мощностью в 150А, а для инверторных аппаратов — 4-миллиметровый с меньшей допустимой мощностью. При выборе электродов нужно обращать внимание на рекомендуемые токи при работе со сварочными аппаратами. Вернуться к оглавлению Виды сварных соединений. Способ ручной дуговой сварки в настоящее время является наиболее актуальным видом сварки смазочной проволокой. При плавке проволоки происходит надежное крепление металла, а смазка, которой покрыта проволока, защищает швы от воздействия воздуха, улучшая этим качество швов. Данный способ применяется при сварке черных и некоторых цветных металлов (сплавов). При сварке только цветных металлов происходит мгновенная плавка с выделением пара, что приводит к некачественному шву. Способ ручной сварки при помощи защитных газов Часто применяемой смесью является инертный газ (аргон) с добавлением оксигена. Это нужно, чтобы очистить от примесей и грязи свариваемый металл. При сварке используют электроды из аллотропного углерода (графита) или тугоплавкого материала (вольфрама). Достоинства: Недостатки: Несмотря на свои недостатки, такой способ ручной сварки очень популярен на сегодня. Способ сварки в полуавтоматическом режиме При сварке используются сварочная проволока или неметаллические сварочные электроды (смотреть любой каталог) в редких случаях. Полуавтомат для сварки не предусматривает автоматизированного перемещения. Сварка выполняется при помощи постоянного или импульсного тока. По типам сварки различают следующие: Способ сварки полуавтоматов применяют при соединении тонкого металла, цветных сплавов и металлов, широко используют в промышленности. Вернуться к оглавлению Плазменная сварка. На сегодня (в основном в промышленном производстве) используются следующие методы сварки металлов. Метод плазменной сварки Этот промышленный метод имеет следующие способы сварки: Вышеуказанные способы применяют для резки металлов, нежели для сварки. Метод контактной сварки При использовании этого метода сварки соединенные части металла соприкасаются между собой, разогреваются до деформации, а потом сжимаются обратно. Контактная сварка имеет следующие разновидности: Рассмотрим более подробно каждую из них. Технология точечной сварки Схема контактной сварки. Данный вид работ выполняется с помощью аппарата конденсаторной сварки путем накладывания друг на друга заготовок и зажимания между двумя электродами, при этом подавая малый ток и значительное напряжение. Таким образом, между заготовками получается сварная точка. При контактной сварке нужно хорошо подготовить поверхность для работы. Сварка производится в ручном и автоматизированном режимах и пригодна для любых видов металла. Технология рельефной сварки Это сварочный процесс, соединяющий заготовки одновременно в нескольких точках. Данная технология подобна точечной сварке. Они отличаются тем, что рельефная сварка зависит от формы свариваемой поверхности, а точечная — от рабочей зоны электрода. Достоинства: Машина рельефной сварки используется для крепления отдельных деталей в автомобилях, для соединения метизов. Этот метод применяется в радиоэлектронике для соединения мелких схем. Аппараты для сварки враструб Область применения — сварка пластиковых труб и оцинкованных изделий диаметром не менее 16 мм и не более 125 мм. Существуют следующие типы этих аппаратов: Магнитопроводный сварочный аппарат из электродвигателя — самодельный аппарат, использовавшийся в прошлом веке. Для его изготовления для начала потребуется схема, согласно которой будут соединяться все детали между собой. Также нужно выбрать подходящие материалы в нормальном состоянии. Основными комплектующими для сборки этого аппарата для сварки являются: В корпусе двигателя размещается магнитопровод, с двух сторон закрытый кругами из электрокартона и обмотанный киперной лентой. Потом выполняются первичная (эмаль-проводом) и вторичная (медной прямоугольной шиной) обмотки. Максимальный выход тока в первичной обмотке — 25А, а во вторичной — 200А. При сварке в течение 30 минут сварочный аппарат переменного тока нагревается максимум до 70º С. Главный недостаток в том, что потребляется большая мощность при сварке. expertsvarki.ru Многообразие сварочных аппаратов не может не удивлять, но основных типов всего три. Рассмотрим каждый в отдельности. Такой тип сварки еще называют электродной сваркой (абревиатура ММА ) наиболее популярна, применяется в первую очередь для соединения обычной стали. Научиться использовать сварочный аппарат в бытовых целях сравнительно просто, стоимость техники и расходных материалов невелика. Для сварки используются электроды — металлические стержни, покрытые обмазкой, диаметром от 1,6 до 5,0 мм. Ручная сварка обычным электродом Основные недостатки ММА-сварки — невозможность автоматизации процесса, ограниченное применение: тонколистовые материалы с её помощью соединять сложно — чем тоньше лист, тем выше вероятность его «прожечь». Варить этим методом некоторые цветные металлы, чугун и легированные стали допустимо, но такая работа требует высокой квалификации. Для тонколистовых металлов, например в авторемонте, используют полуавтоматическую сварку. Вместо электрода применяют проволоку, намотанную на катушку. Полуавтоматическая сварка Подача проволоки автоматическая, сварщику остаётся только вручную перемещать горелку. Благодаря частичной автоматизации процесса эти виды сварки применяют для соединения не только обычных сталей, но и нержавеющей стали , а также цветных металлов. Наиболее универсальна аргоновая сварка в среде защитных газов (TIG), это обычная ручная сварка взявшая свое название от газа, который применяется в процессе. Осуществляется она неплавящимся вольфрамовым или графитовым электродом, металл в зону сварки подаётся вручную. Сварка в защитной аргоновой среде Скорость такой сварки невелика, а стоимость гораздо выше чем без применения аргона, но варить можно буквально любые металлы, причём с хорошим качеством. Этот способ чаще всего применяют именно для ответственной сварки цветных металлов. Прочие виды сварки в бытовых условиях почти не применяются. С помощью сварочных аппаратов в принципе можно резать металлы, существуют даже специализированные аппараты для плазменной резки, но это оборудование нужно специалистам, в быту мало кто найдёт для него постоянный «фронт работ». Вне зависимости от типа сварки любой сварочный аппарат в первую очередь является преобразователем сетевого напряжения в напряжение с заданными параметрами (для каждого типа они свои). Для такого преобразования стандартно применяют трансформатор. Различают трансформаторные и инверторные сварочные аппараты. Классический вид трансформаторного аппарата времен СССР Трансформатор есть на обоих этих типах, только в первом случае он «работает» на частоте сети (50 Гц), а во втором используется инверторное преобразование: с помощью электронных схем частота тока существенно увеличивается, а вес и габариты трансформатора уменьшаются в десятки раз. Далее, «после трансформатора», ток снова преобразуется до необходимых выходных параметров. Конечно, это более сложная схема, но у неё есть масса преимуществ. В частности, это более высокие КПД и качество тока, возможность точной установки его заданного значения, а также регулировки и настройки ряда иных параметров. Трансформаторные сварочные аппараты и выпрямители (в отличие от трансформаторов они «выдают» постоянный ток) предлагаются многими производителями для ММА-сварки. Стоят такие аппараты дешевле инверторных, более надёжны, но на этом их достоинства заканчиваются. Для полуавтоматической сварки применяют как инверторы, так и трансформаторные аппараты: в этом виде сварки недостатки трансформаторов не настолько заметны. Тут речь пойдёт в основном об инверторных моделях, у трансформаторов особенностей гораздо меньше. Основные параметры любого сварочного аппарата — рабочий диапазон и рабочий цикл (продолжительность включения, ПВ). О том как выбрать сварочный аппарат для дома читайте тут. Инверторный сварочный аппарат для сварки штучным электродом методом ММА В принципе все сварочные аппараты не рассчитаны на длительную работу на максимальном токе, им время от времени требуются перерывы для охлаждения, ПВ как раз и указывает на продолжительность необходимых перерывов. Но ПВ сильно зависит от заданных параметров тока, а ток выставляется в зависимости от условий работы. Если взять два почти одинаковых сварочных аппарата, скажем, мощностью 130 А и 200 А и проводить сварку на 100 А, то первый потребует перерывов, а второй, скорее всего, сможет работать длительное время вообще без остановок, не перегреваясь. Так что более мощные аппараты одного модельного ряда способны работать дольше, используют более толстые электроды или проволоку, но других преимуществ у них нет. Значение ПВ очень сильно зависит от температуры окружающего воздуха. «По умолчанию» стоит предполагать, что это 20–25 °C. Правда, в последнее время некоторые производители начали указывать температуру, при которой проводились измерения, но пока — далеко не все. Ещё одна тенденция последнего времени — указание диапазона напряжений, в котором способен работать инверторный аппарат. Разумеется, важнее его нижняя граница: состояние электросетей далеко не везде идеально, особенно в сельской местности, иногда оно падает ниже 200 В. К тому же любой электрический удлинитель — источник дополнительных потерь. Рабочее напряжение: 170–240 ВПОТРЕБЛЯЕМАЯ МОЩНОСТЬ: 5,9 кВА (при нагрузке 100 %)Источник тока: инверторный преобразовательнапряжения на IGBT-транзисторах. Род тока — постоянный Многие современные инверторы могут работать и при напряжении 160–170 В, некоторые — при ещё меньшем: отдельным моделям бывает достаточно 110 и даже 90 В. Если диапазон напряжений не указан, «по умолчанию» можно считать, что сварочный аппарат рассчитан на отклонение напряжения в сети на 10 %. Вполне вероятно, что он будет работать и при более низком напряжении, но узнать это можно только экспериментально. Все инверторные аппараты собирают на одном из двух типов транзисторов — MOSFET или IGBT, причём в массовом секторе сейчас в основном применяются более современные схемы с IGBT-транзисторами. В сварочных аппаратах они способны работать на более высокой частоте, чем MOSFET, что уменьшает вес техники. Но предлагаемые MOSFETаппараты тоже имеют свои преимущества. Многие сварочные инверторные аппараты имеют целый ряд дополнительных функций. Для ММА-инверторов характерны как минимум три: Хот старт («горячий старт»), Арк форс («форсирование дуги») и Анти-стик(«антизалипание»). Эти три функции указываются практически у всех сварочных аппаратов, от самых простых до профессиональных, поэтому даже отличием их можно считать с натяжкой. Некоторые сварочные аппараты более высокого уровня имеют возможность регулировки функций Hot Start и/или Arc Force — вот это уже те отличия, которые могут оказаться полезными при выполнении определённых работ и достаточной квалификации сварщика. Инверторный сварочный аппарат для полуавтоматической сварки методами MIG/ MAG/ FLUX, сварки штучными электродами методом ММА и аргонно-дуговой сварки методом TIG LIFT Существует две разновидности сварки «аргоном»: TIG Lift для возбуждения дуги требует касания электродом детали с последующим отведением горелки, при высокочастотном зажигании воздушный промежуток между электродом и деталью «пробивается» без касания. На некоторых аппаратах можно настроить двух- или четырёхтактный режим работы. В первом сварка проводится при нажатии на кнопку горелки, во втором кнопку удерживать не надо: при первом нажатии производится сварка, для её прекращения на кнопку нажимают её раз. У аппаратов для аргонно-дуговой сварки встречается и ещё ряд других настраиваемых функций, которые позволяют подобрать оптимальный режим под конкретные условия работы. Но все эти функции есть только на сложных, профессиональных моделях, большинство видов аргоновой сварки обходится без них. Ряд инверторных аппаратов относится к комбинированным — с их помощью реально проводить два или даже все три типа сварки (бывает и четыре, если учитывать плазменную резку). Стоят они, понятно, несколько дороже «обычных», но всё-таки дешевле, чем два «раздельных» аппарата. Сварщик в полной экипировке Для сварки потребуется не только сварочный аппарат и расходные материалы к нему. Важнейший аксессуар — сварочная маска. Иногда в комплект аппаратов входит пластмассовый щиток (маска надевается на голову, щиток приходится держать одной рукой) с затемнённым стеклом, но лучший выход — прикупить маску-«хамелеон» с автоматическим затемнением. Это гораздо удобнее. Для предварительной очистки соединяемых деталей желательна стальная щётка, для отбивки шлака — молоток (гибрид щётки с молотком тоже часто входит в комплект поставки). Не стоит забывать и об одежде: сварочная дуга — мощный источник ультрафиолета, открытые участки кожи могут «загореть» до ожога буквально за несколько минут работы. Одежда должна быть плотной, стойкой к воздействию искр. В качестве обуви лучше всего использовать сапоги или кожаные ботинки, они защитят ноги от раскалённых частиц металла и шлака, а заодно могут смягчить удар при падении на ноги тяжёлых предметов и заготовок (ситуация вполне вероятная). Некоторый необходимый минимум знаний и приёмов есть в инструкциях по эксплуатации оборудования. Для бытовых целей этого вполне достаточно. Для проведения более сложных работ лучше обратиться к специальной литературе — учебники по сварочному делу, выпущенные ещё в советские времена, понятны и подробны. Нюансов очень много, они зависят от свариваемых материалов, толщины, области применения полученного изделия и ещё массы других факторов. Несмотря на то что аппараты для сварки за несколько десятков лет сильно изменились, приёмы работы остались теми же. Ну и, конечно, чтобы научиться варить, нужна практика, без этого никак не обойтись. obinstrumente.ru Свой собственный сварочный аппарат всегда пригодится в хозяйстве, пусть и нечасто, но он бывает очень нужен, а иногда без него ну просто никак. Особенно, если вы привыкли что-то самостоятельно мастерить. Поэтому микросварка своими руками, изготовленная из подручных материалов и отслужившей свой срок бытовой техники — как раз то, что нам нужно. Не будем рассматривать вариант покупки заводского сварочного аппарата, так как это будет требовать денег, а сразу пойдем по пути изготовления самодельной мини сварки в домашних условиях. Здесь есть несколько вполне доступных схем сварочных аппаратов для самостоятельного изготовления, но наиболее простым и малозатратным представляется аппарат контактной, либо точечной сварки. Чтобы сразу не возникало сомнений, почему будем описывать именно вариант как сделать точечную мини сварку своими руками, для этого четко определимся в том, что нам для этого не понадобятся теоретические знания курса электротехники и виртуозное владение слесарными навыками работ. Все будет просто, понятно и доступно. Основной деталью всех электросварочных аппаратов является силовой трансформатор (если не рассматривать современное электронное сварочное оборудование, еще называемое инверторами). Старую микроволновку при желании найти не проблема, поискав ее или у ближайших знакомых (тех, кто побогаче), или заглянув на доски бесплатных объявлений, где их часто предлагают за символическую плату. Из внутренностей микроволновой печи нас будет интересовать всего одна деталь — это высоковольтный трансформатор. Здесь сразу определимся, не вдаваясь особо в технические расчеты, что изготовленная из такого трансформатора от микроволновки контактная сварка будет способна генерировать сварочный ток от 800 до 1000 ампер. Этого тока вполне хватит для сваривания между собой полосок металла толщиной до 2 мм, причем даже из нержавеющей стали, что для простой сварки является сложной задачей. Трансформатор микроволновки Высоковольтный трансформатор микроволновки представляет собой стальной сердечник, набранный из тонких стальных пластин и расположенных внутри его двух обмоток из медной проволоки. Нам понадобится та обмотка, что на вид поменьше, она считается первичной и будет намотана из более толстого проводника. Другая обмотка (та, что больше в размерах) будет вторичной и она нам просто не нужна. Вот ее в первую очередь и необходимо демонтировать из трансформатора. Для этого надо разобрать трансформатор, а точнее — его сердечник, который набран из стальных пластин, плотно сжатых и скрепленных между собой двумя тонкими сварными швами. Здесь нам понадобится разрезать эти сварочные швы, для чего можно использовать либо ножовку по металлу, либо болгарку с тонким кругом. Имейте в виду! Могут встречаться трансформаторы, скрепленные наружным жестяным кожухом и болтами. В этом случае просто раскручиваем болтовые соединения и аккуратно разжимаем кожух. Все, проблем с дальнейшей разборкой возникать не должно. Выполняйте эту операцию по разборке трансформатора очень аккуратно, так как первичная обмотка нам еще понадобится, поэтому ни в коем случае не гнем и не царапаем ее при извлечении. А вот со вторичной обмоткой не церемонимся, ее можно резать и вытаскивать с помощью молотка и зубила по частям, так будет гораздо проще. В результате мы имеем целую и неповрежденную первичную обмотку трансформатора и его стальной сердечник в виде двух разделенных частей. Дальше, наматываем вторичную обмотку нашего будущего сварочного трансформатора. Вот здесь нам все-таки придется прикупить кусок нового медного провода в изоляции с сечением в 50 мм2 или около 8 мм в диаметре. Для этого мы берем его и обматываем вокруг центрального Ш-образного магнитопровода сердечника, делая два полных витка. Всего такого медного провода нам понадобится с учетом вывода на сварочные контакты примерно 50 см, единственное условие — обмотку надо сделать так, чтобы она была серединой проводника. Затем собираем трансформатор, при этом первичная обмотка должна остаться на своем месте, а вместо вторичной должна быть помещена наша новая обмотка из медного провода. Скрепляем две части сердечника с помощью обычной двухкомпонентной эпоксидной смолы и зажимаем всю конструкцию в слесарных тисках на сутки. После высыхания эпоксидки трансформатор полностью готов к работе. Фото Сделав проверочные замеры простым тестером при подключении первичной обмотки к сети 220 В имеем на вторичной обмотке напряжение около 2 В, но при силе электрического тока примерно в 800 А (это не измеряется, а вычисляется — здесь верим на слово). Такой силы тока более чем достаточно для того, чтобы сделать прочное сварное соединение двух металлических пластин. Корпус из дерева Теперь делаем корпус. Для этого можно использовать любые подручные материалы, такие как дерево, фанера, листы прочного пластика или оцинкованная жесть. Главное — разместить сам трансформатор и нижний контакт на прочном основании, так как одно из условий точечной сварки — это прочный контакт сварочных электродов со свариваемой поверхностью, который, в свою очередь, возможен при приложении больших усилий. Осталось изготовить сварочные контакты и механическая часть нашего сварочного аппарата будет закончена. Один из контактов будет находиться снизу и он будет неподвижным, поэтому его основание лучше сделать из деревянного бруска длиной в 30 см, так легче будет крепить его к основанию. На конце бруска с помощью изготовленного кронштейна крепим сварочный электрод, к которому и подсоединяем один из проводов силовой обмотки трансформатора. Сварочные электроды Сварочные электроды для микросварки можно изготовить своими руками из медного прутка с сечением от 5 до 10 мм в диаметре, делая небольшое заострение на конце в месте контакта со свариваемой поверхностью. Лучше, конечно, для этого использовать вольфрамовые стержни или специальные электроды для контактной сварки из сплава бериллиевой бронзы с добавками циркония. Верхний контакт делаем в виде рычага. Для этого также можно применить деревянный брусок или не очень массивный металлический профиль в виде трубы небольшого диаметра. Единственно, что на металлическом рычаге конструкция крепления сварочного электрода будет сложнее, так как ее надо будет еще и изолировать. В основании рычага подвижного контакта обязательно предусматриваем пружину так, чтобы рычаг в нормальном состоянии постоянно находился в верхнем положении. Для этого можно использовать стальную пружину или эластичную резиновую ленту. В завершении доделываем электрическую схему мини сварочника, подключив провод со стандартной вилкой для сети 220 В к концам первичной обмотки нашего силового трансформатора, причем обязательно при этом надо предусмотреть выключатель 220 В. Для этого подойдут как старый провод от микроволновки, так и любой выключатель, рассчитанный на напряжение 220 В и силу тока в 5 А, лучше, если это будет микровыключатель (микрик) нажимного типа. Важно! Не забываем хорошо изолировать все электрические соединения и контакты. Все, ваш собственноручно изготовленный мини сварочник для дачи или дома готов и, как оказалось, сделать его самому не так уж и сложно. Теперь вы сможете спокойно сваривать небольшие плоские детали из различных металлов, но для этого вам надо будет потренироваться и обрести практические навыки. А также вы можете посмотреть на видео, как сделать контактную точечную сварку своими руками и как ей можно пользоваться. wikimetall.ru Сущность ручной дуговой сварки заключается в том, что свариваемый металл плавится теплом дуги, а зажигание, поддержание и перемещение дуги осуществляется ручным способом. Одним из элементов является металлический стержень, а другим – свариваемое изделие. С помощью источника тока (переменного или постоянного) на кончике электрода образуется сварочная дуга, которая плавит сам электрод и изделие, образуя при этом жидкую сварочную ванну, из которой потом, по мере остывания, формируется будущий шов. Шов, при этом, покрывается шлаковой коркой, которую по окончании сварки отбивают молотком. Иногда сварочные швы требуют дополнительной обработки или зачистки. После просмотра различных видео-инструкций для начинающих, дуговая сварка станет понятным процессом. Этот метод подходит для сварки углеродистых, низколегированных, конструкционных, высоколегированных, теплоустойчивых сталей. С его помощью, возможно, также резать и наплавлять металл. С использованием специальных электродов, возможно, производить сварку цветных металлов. Как можно увидеть на видео, электродуговая сварка чугуна или нержавейки осуществляется на постоянном токе, а алюминия – на переменном токе. Существуют следующие методы и виды ручной дуговой сварки: сварка «с опиранием обмазки» (дает большую глубину проплавления), сварка «пучком» (увеличивает производительность), сварка «ванным» способом (позволяет экономить электроэнергию и снижает расходы, используется для сварки стержней арматуры), сварка «трехфазной» дугой (обеспечивается стабильность горения дуги), а также сварка «наклонным» или «лежачим» электродом (служит для механизации процесса). Полезной будет информация для начинающих: дуговая сварка может осуществляться с применением совершенно разного оборудования: трансформаторных источников, выпрямителей, инверторов. Любой сварочный аппарат – это, в первую очередь, источник сварочного тока, который необходим для получения и поддержания сварочной дуги. Принцип работы сварочного аппарата заключается в следующем. В его корпус заключен силовой трансформатор, преобразующий ток из розетки (переменный) с высоким напряжением в сварочный ток (переменный или постоянный) с пониженным безопасным напряжением. С помощью трансформатора также происходит регулировка тока и формирование необходимой вольт-амперной характеристики. Сварочный аппарат подключается в розетку (первичный ток), и в зависимости от напряжения (220/380 В), к вторичному току в разъемы на передней панели аппарата с помощью токовых наконечников подключается сварочный кабель. От типа применяемого источника будет зависеть, какой сварочный ток будет на выходе из аппарата. Он может быть переменным или постоянным. Принцип работы сварочного аппарата постоянного тока основан на преобразовании переменного тока из сети, но, благодаря выпрямительному блоку в конструкции таких аппаратов, ток выпрямляется и становится постоянным. Далее к кабелю присоединяются электрододержатель и клемма заземления (или массовый зажим на изделие). При сварке постоянным током количество тепла на электродах различное, поэтому в сварке введено понятие полярности. Как показано на видео, электродуговая сварка может производиться на прямой или обратной полярности. Электрододержатель может быть присоединен как к «плюсовому» разъему (обратная полярность), так и к «минусовому» (прямая полярность). Какую полярность выбрать при сварке, зависит от толщины изделия и марки используемых электродов. Классический метод подключения – «плюс» на держатель. Массовый зажим надежно крепится на изделии или заготовках. Достаточно распространен и способ крепления массового зажима к сварочному столу. Сварочный ток выставляется перед началом сварки с помощью специального регулятора, а его значение зависит от того, какую толщину металла придется сваривать и от выбранного диаметра электрода. Мощность держателя, клеммы заземления, как и толщина сварочного кабеля, подбираются в зависимости от величины сварочного тока. swarka-rezka.ru
Март 31, 2017
Миниатюрные сварочные аппараты стали набирать свою популярность из-за постоянного их применения в домашних условиях. Такой аппарат способен показывать достойные результаты и проводить сварку в бытовых целях на высоком уровне. Сегодня мы рассмотрим подобное устройство, на примере модели мини 210ПН. Каждый раз, услышав слова о сварочном аппарате, по привычке все сразу представляют себе огромный, тяжелый ящик, но со временем всё изменилось. Сегодня инвертор используется как сварочный мини аппарат, который создал серьёзную конкуренцию полноценному агрегату, вытеснив его на второй план. Сварочные аппараты для дома мини, имеют такие отличительные характеристики, как компактный размер и легкий вес. Чтобы его было удобно брать с собой практически на все модели устанавливается специальный ремень для плеча. Это позволит не только удобно переносить устройство, но и работать с ним на высоте. Так какими же конкретными плюсами и преимуществами обладает данный вид и почему стоит выбирать именно его? Но есть и свои недостатки, хоть они и незначительные, о них стоит упомянуть: Компактный аппарат состоит из таких комплектующих, как: Познакомимся поближе с принципом действия аппарата. В инверторе находится выпрямитель, на который и поступает ток. Он переходит из переменного в постоянный. Затем происходит снижение напряжения. Регулятором выставляется значение, до которого должен произойти спад. Далее на более высокой частоте ток снова перейдёт в переменный.Затем происходит преобразование на трансформаторе. Сила тока растёт за счет упадка напряжения. Пройдя все преобразования, ток наконец-то попадёт на выпрямитель. Он вновь будет постоянным и будет соответствовать выставленному заранее режиму. Совсем недавно, слово мини можно было применять ко всем аппаратам, которые не весят 15 килограмм. Но прогресс не стоял на месте. Сегодня мы можем видеть действительно миниатюрные устройства, например, такое как спец аппарат мини 210ПН или 250ПН модель, первая весит всего 2,5 кг. Интересно посмотреть на характеристики одного из них, за пример возьмём спец инвертор мини 210 модели: Перед использованием инвертора как сварочное мини устройство у себя дома, позаботьтесь об обеспечении достойного охлаждения. Это обезопасит его от возможного перегрева. Перед каждым включением стоит проверять, все ли контакты соединены правильно и надёжно. Всегда используются средства для собственной безопасности. Все параметры, которые потребуются для работы, выставляются перед включением аппарата. Технология построения мини инвертора самостоятельно уже не является ни для кого секретом, все советы по тому, как собрать мини сварочный аппарат своими руками, доступны со всеми подробностями. Для начала, рассмотрим какие именно материалы, нам понадобятся для создания этого чуда. Все инструменты и материалы выкладываются на стол, чтобы не отвлекаться на их поиски в процессе работы и не терять концентрацию. Теперь переходим непосредственно к списку: Теперь для самостоятельной сборки аппарата всё готово. Стоит сразу приготовиться к монотонной и скучной работе, если сомневаетесь что выдержите не один час однообразных действий, лучше не начинать. Приступаем к первому этапу; electrod.bizЧто такое сварочный аппарат и какие типы сварки являются основными. Ручной сварочный аппарат
Сварочное оборудование для ручной дуговой сварки: виды, модели
Преимущества

Недостатки
Виды оборудования для ручной дуговой сварки

Популярный модельный ряд
Параметры Значения Тип инвертор Регулируемые пределы сварочного тока, А 5 — 200 Диапазон рабочего напряжения, В 150 — 240 Фазы питания 1 Напряжение х.х, В 65 Род рабочего тока постоянный Напряжение, В 20.8 — 28 Мощность номинальная кВ*А 8.8 ПВ, % 40 Диаметра наплавочных материалов, мм 1.6 — 5 
Параметры Значения Тип инвертор Регулируемые пределы сварочного тока, А 10 — 200 Диапазон рабочего напряжения, В 140 — 260 Фазы питания 1 Напряжение х.х, В 80 Род рабочего тока постоянный Напряжение, В 26 Мощность номинальная кВ*А 8.8 ПВ, % 70 Диаметра наплавочных материалов, мм 1.6 — 5 
Параметры Значения Тип инвертор Регулируемые пределы сварочного тока, А 10 — 180 Диапазон рабочего напряжения, В 187 — 253 Фазы питания 1 Напряжение х.х, В 75 Род рабочего тока постоянный Напряжение, В 20.8 — 28 Мощность номинальная кВ*А 8.2 ПВ, % 60 Диаметра наплавочных материалов, мм 1.6 — 4 
Критерии выбора
Производители
Виды сварочных аппаратов – самые востребованные сварочники + Видео
1 FUBAG IR 200 – мощный и современный
Сварочный ток (номинальный) 5–200 А Рабочая температура -100° (минимум), +400° (максимум) Напряжение 150–240 В Дополнительные функции форсаж дуги, горячий старт, антиприлипание Длительность работы на максимальном токе 40 % 2 Интерскол ИСА-160/7,1 – удобный и некапризный
Сварочный ток (номинальный) 20–160 А Рабочая температура -50° (минимум), +400° (максимум) Напряжение 170–242 В Дополнительные функции горячий старт, форсаж, антиприлипание Длительность работы 100 % 3 Ресанта САИ-220 – маленький и надежный
Сварочный ток (номинальный) 10–220 А Рабочая температура -50° – минимальная, +350° – максимальная Напряжение 140–260 В Дополнительные функции антиприлипание, горячий старт Длительность работы 70 % 4 Ресанта САИ-160К – недорогой и качественный
Сварочный ток (номинальный) 10–160 А Напряжение 198–242 В Рабочая температура -10° (минимум), +40° (максимум) Дополнительные функции антиприлипание, форсаж дуги, горячий старт Длительность работы 70 % 5 Сварог EASY ARC 160 – аргонодуговая и дуговая сварка
Сварочный ток (номинальный) 20–160 А Рабочая температура -50° (минимум), +300° (максимум) Напряжение 175–240 В Дополнительные функции горячий старт Длительность работы 40 % 6 Зубр ЗАС-190 – для нестабильных электросетей
Сварочный ток (номинальный) 30–190 А Рабочая температура -50° (минимум), +400° (максимум) Напряжение 180–250 В Дополнительные функции форсаж, антиприлипание, быстрый старт Длительность работы 60 % 7 Elitech ИС 250 – универсальный по типу питания сварочный автомат
Сварочный ток 10–200 А Рабочая температура -100° (минимум), +400° (максимум) Напряжение 154–253 В Дополнительные функции быстрый старт, форсаж, противозалипание Длительность включения 80 % 8 Калибр MICRO СВИ-205 – мини-агрегат для несложной сварки
Сварочный ток 10–205 А Рабочая температура 0–40° Напряжение 180–220 В Дополнительные функции горячий старт Длительность включения 40 % 9 FUBAG IN 163 – защита от перенапряжения и неплохие характеристики
Сварочный ток 10–160 А Рабочая температура -100° (минимум), +400° (максимум) Напряжение 198–240 В Дополнительные функции антизалипание, быстрый старт, турбо-дуга Длительность включения 60 % 10 Redbo BLACK-204 – удобный в эксплуатации
Сварочный ток 20–200 А Рабочая температура От -100 до +400° Напряжение 190–240 В Дополнительные функции горячий старт, противозалипание, форсаж дуги Длительность включения 40 % Типы сварочных аппаратов и их выбор

Сварочные источники тока



Основные характеристики сварочного аппарата

Разновидности сварки

Дополнительные методы сварки


Сварочный аппарат - надежный помощник в строительстве и ремонте
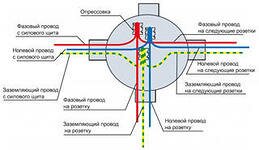
Ручная дуговая сварка

Полуавтоматическая сварка

Аргоновая сварка

Источники тока

Некоторые особенности сварочных аппаратов



Одежда и аксессуары

Как варить?
Микросварка своими руками - делаем портативный аппарат
Делаем мини аппарат точечной сварки
Подготовка
 Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.
Поэтому, прежде всего, нам и понадобится его откуда-то взять и наиболее подходящий и доступный вариант для этого будет старая сломанная микроволновая печь. И чем она больше, тем для нас лучше. А точнее, тем мощнее будет ее трансформатор и сильнее наша сварка.Подготовка сварочного трансформатора

Сборка конструкции


Ручная дуговая сварка - видео и принцип работы сварочного аппарата
 Метод РДС – это самый распространенный и доступный метод сварки штучным покрытым электродом. В инструкции ручная дуговая сварка видео хорошо видно, что этот метод отличается мобильностью и простотой в использовании, а также не требует никакого дополнительного оборудования. Чтобы познакомиться с техникой сварки и узнать все о методе “ручная дуговая сварка”, видео смотрите на нашем сайте.
Метод РДС – это самый распространенный и доступный метод сварки штучным покрытым электродом. В инструкции ручная дуговая сварка видео хорошо видно, что этот метод отличается мобильностью и простотой в использовании, а также не требует никакого дополнительного оборудования. Чтобы познакомиться с техникой сварки и узнать все о методе “ручная дуговая сварка”, видео смотрите на нашем сайте.Сущность процесса РДС

Виды и методы РДС
Сварочные аппараты, виды и принцип работы



Мини инверторный сварочный аппарат
Преимущества и особенности
Принцип работы мини инвертора
Популярные мини модели
Советы по эксплуатации

Сварочный аппарат своими руками
.bmp)