Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
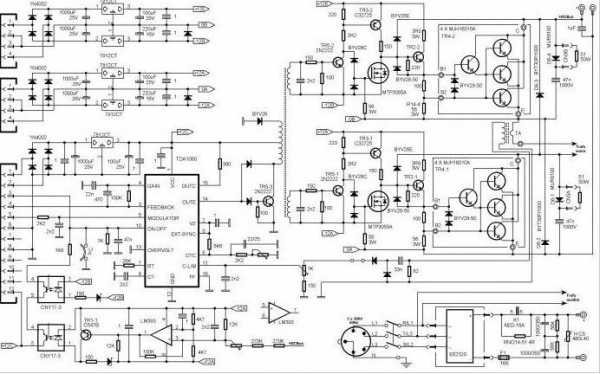
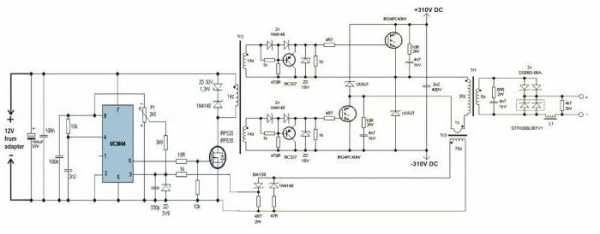
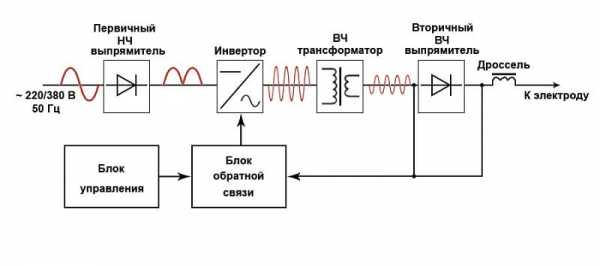
В статье будет рассмотрена классическая схема сварочного инвертора. На сегодняшний день они очень популярны, цена их достаточно доступна. У них очень много положительных качеств, в частности, простота работы и малый вес. Но, как и остальные электронные устройства, сварочный аппарат может выйти из строя. И чтобы провести качественный ремонт, необходимо хотя бы в общих чертах иметь представление о его устройстве, из каких элементов состоит схема инвертора. Без этого вы не сможете отремонтировать сварочники, в схеме которых используются инверторные преобразователи. Поэтому необходимо очень много теории узнать об этом устройстве. По сути, это блок питания, принцип его действия похож на тот, который используется в персональных компьютерах. Преобразование электрической энергии происходит по одинаковым принципам, несмотря на то, что размеры и функции этих устройств различные. Можно выделить несколько этапов, которые протекают в сварочном инверторе. Первым делом происходит преобразование переменного напряжения, которое поступает от сети 220 В, в постоянное. О том, как это происходит, будет рассказано немного ниже, равно как и приведена электрическая схема сварочного инвертора. Затем происходит преобразование этого напряжения в переменное, но с более высокой частотой. Вы знаете, что в электрической сети частота тока 50 Гц. В инверторных сварочных аппаратах происходит повышение вплоть до 80 тысяч Гц. Затем необходимо снизить значение напряжения с высокой частотой. На последнем этапе происходит преобразование этого низкого напряжения с частотой порядка 80 тысяч Гц. Это краткое описание, на самом деле все этапы можно разбить на более мелкие составляющие. Но для понимания принципа функционирования этого достаточно. А теперь о том, почему были выбраны схемы именно инверторного типа. Посмотрите на сварочные аппараты, которые использовались ранее, в том числе и самодельные. Их основное предназначение – снижение переменного напряжения, которое поступает от бытовой электросети до безопасного значения, но с большим вторичным током. По этой причине первичная обмотка мотается более тонким проводом, нежели вторичная. От толщины провода зависит то, какой ток вы получаете в обмотке. Ниже приведена принципиальная схема сварочного инвертора в статье. Внимательно ее изучите, чтобы иметь представление о том, какие элементы входят в нее. Для сварки порой обходимо несколько сотен ампер. Из-за того, что мощность таких трансформаторов очень высокая, а работают они только при частоте тока 50 Гц, кроме того, у них очень большие габариты. Как вы понимаете, частота входящего и выходящего тока одинакова. Другими словами, если подали на первичную обмотку 50 Гц, со вторичной снимите электрический ток с такими же параметрами. Но вот благодаря инверторным сварочным аппаратам, в которых увеличивается рабочая частота на значение порядка восьмидесяти тысяч герц, а в некоторых аппаратах и больше, можно во много раз уменьшить размеры трансформаторов, которые применяются при преобразовании электрического тока. Если увеличить рабочую частоту, то можно уменьшить трансформатор как минимум в четыре раза. Следовательно, суммарный вес всего сварочника будет очень маленьким. Себестоимость этого аппарата также уменьшается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Но чтобы получить такое значение частоты, необходимо применять инверторные схемы. Они состоят из мощных полевых транзисторов, которые работают в режиме ключа. С их помощью происходит переключение тока с необходимой для работы частотой. Обратите внимание на то, что работать полевой транзистор может лишь при постоянном напряжении. Стоит отметить, что схема сварочного инвертора «Ресанта» во многом схожа с той, которая используется в других аппаратах. Поэтому прежде чем подать на них питание, необходимо выпрямить поступающий ток. Для этого используется выпрямитель, в котором находятся мощные диоды. Они соединены по мостовой схеме. После этого происходит отсечка переменной составляющей при помощи электролитических конденсаторов. Это происходит на первой ступени преобразования. Полевые транзисторы подключаются к трансформатору. С его помощью получается понизить напряжение. Как упоминалось выше, эти транзисторы производят переключение тока с частотой иногда даже более 80 тысяч Гц. Понятное дело, что трансформатор тоже должен быть рассчитан на работу при таких параметрах. Габариты этого устройства очень маленькие, не сравниться ему с теми, которые применяются в обычных трансформаторных сварочных аппаратах. А вот мощность у него такая же. Понятное дело, что появляется еще множество различных элементов, которые необходимы для стабильной работы сварочного аппарата. А теперь более подробно о том, как работает каждый блок обычного сварочного инвертора. В нем имеется две основных части – силовая и схема управления. В этом блоке происходит преобразование переменного тока, который поступает от сети 220 Вольт. В нём имеется несколько полупроводниковых диодов с большой мощностью, а также электролитические конденсаторы и дроссель. Это вкупе дает то, что переменный ток с рабочей частотой 50 Гц становится постоянным. Конденсаторы необходимы для того чтобы отсечь переменную составляющую, которая все равно остается в выпрямленном напряжении. Обратите внимание, что существует несколько вариантов схем для выпрямления напряжения. Если подключение необходимо производить к трехфазной сети, то схема соединений полупроводниковых диодов будет несколько иной. Поэтому нужно определиться с тем, какая вам необходима схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто. Обратите внимание также, что практически в полтора раза увеличивается напряжение после того как оно поступит на фильтр, собранный на электролитических конденсаторах. Другими словами, если происходит питание от сети 220 Вольт, то на выводах конденсаторов, если произвести замер, будет 310 В. Для сглаживания пульсаций тока, чтобы не возникало высокочастотных помех, а также для избегания попадания их в электрическую сеть, необходимо установить специальный фильтр. Обычно он собирается на дросселе, который намотан на кольцевом сердечнике, а также в схему включены несколько конденсаторов. Обычно для реализации инвертора используют два мощных транзистора, которые работают в режиме ключа. Стоит отметить, что они обязательно монтируются на алюминиевом радиаторе. Также имеется дополнительное принудительное охлаждение при помощи вентилятора. Благодаря этим транзисторам происходит коммутация постоянного напряжения, которое впоследствии поступает на импульсный трансформатор. Причем переключение происходит с частотой около 80 кГц. Но имеется отличие от переменного тока, который протекает в бытовой электросети. Во-первых, само значение частоты во много раз превосходит его. Во-вторых, форма импульса этого переменного напряжения, которое вырабатывается полевыми транзисторами, прямоугольная, а не синусоида. Чтобы обезопасить транзисторы от чрезмерного превышения напряжения, необходимо использовать цепи, состоящей из сопротивлений и конденсаторов. Стоит отметить, что принципиальная электрическая схема сварочного инвертора не обходится без этих элементов. Высокочастотный трансформатор, на который подается напряжение от транзисторов, работающих в ключевом режиме, позволяет снизить его значение до 65 вольт в среднем. Но при этом ток может составлять порядка 130 А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток у него очень маленький. Снимается с вторичной обмотки напряжение с меньшим значением, но ток при этом увеличивается. Обратите внимание на то, что автомобильная катушка зажигания работает по обратному принципу. То есть низкое напряжение с большим током подается на первичную обмотку. А с вторичной снимается высокое напряжение, но с меньшим значением тока. Но стоит взглянуть на то, из каких компонентов состоит еще эл. схема сварочного инвертора. На выходе также установлен выпрямитель, который собирается из полупроводниковых диодов большой мощности. У них очень высокое быстродействие, они открываются и закрываются за время, которое намного меньше, чем 50 наносекунд. Обратите внимание при проектировании сварочных инверторов на то, что нужно подбирать эти полупроводниковые элементы с таким расчетом, чтобы их параметры удовлетворяли режиму работы. Простые диоды не справятся с поставленной задачей, так как они не смогут своевременно открыться и закрыться. Сразу же начнется чрезмерный нагрев и, как следствие, выход из строя. По этой причине необходимо при проектировании или же при ремонте производить установку диодов, которые имеют очень малое время переключения. fb.ru Использование инверторных источников сварочного тока (ИИСТ) в наши дни практически полностью заменяет применение трансформаторных источников, которые являлись их предшественниками. В основе их принципа действия был заложен понижающий трансформатор, работающий от сети частотой 50-65 Гц. Он представлял собой довольно громоздкое устройство. Для создания современных сварочных инверторов используются принципиальные электрические схемы, отличающиеся от схем трансформаторных аппаратов. При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА. Для каждой модели инвертора характерно подходящее схемное решение, обеспечивающее качественные конструктивные особенности агрегата. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Электрическая дуга должна держаться долго, чтобы шов получился очень ровным, поэтому сама принципиальная электрическая схема позволяет выпускать сварочные инверторы с легким весом, чтобы их было удобно держать и перемещать. Вернуться к оглавлению Рынок аппаратов для сварки снабжает приборами не только промышленность, но и бытовую сферу, причем ИИСТ больше всего используют в быту. Производители ежегодно поставляют новейшее сварочное оборудование данного типа. Высокий уровень спроса на инверторные устройства обусловлен применением электрической схемы, основанной на широтно-импульсной модуляции. Повсеместным спросом пользуются ИИСТ, которые применяются для: Схема устройства сварочного инвертора. Широко применяемая дуговая ручная сварка (MMA) с помощью ручного электрода монолит не требует слишком большого расхода электроэнергии. Аппарат, имеющий достаточно сниженный вес, позволяет сварщику с легкостью его перемещать ближе к необходимой точке подключения. Прибор ручной дуговой сварки совместим с генератором, который служит для выработки переменного напряжения 220 В. Используемая электрическая схема аргонодуговой сварки (TIG) переменного либо постоянного тока связана с расширенными возможностями, позволяющими осуществлять точное регулирование различных параметров установленного режима. Для сварки используется вольфрамовый электрод, которым можно точно выполнять все работы. Это позволяет сделать внешний вид шва и его качество соответствующим. Вместе с тем особыми преимуществами обладают и габариты прибора, его вес, а также энергопотребление. Полуавтоматическая сварка (MIG/MAG) связана с использованием схемы устройства, обеспечивающего выбор подходящего способа переноски металла. Варианты могут быть связаны с капельной, струйной переноской и пр. Данный способ не предполагает разбрызгивание капель металла. Вернуться к оглавлению Схема панели сварочного инвертора. Новый вид передовых технологий обеспечивается за счет плазменно-дуговой резки (PAC). Сварочный процесс и паузы происходят при высокой стабильности дуги инверторного аппарата. Процесс резки должен происходить на высокой скорости для получения ровной и аккуратной кромки, которая не требует обработки. Для некоторых инверторов характерно самоограничение мощности, поскольку их действие основано на резонансных инверторах. Если настроить прибор в режим максимального тока, то короткое замыкание не случится. В целом ИИСТ — это сварочный аппарат, принцип работы которого напоминает действие блока питания компьютера. В этом и состоит отличие ИИСТ от классического трансформаторного источника питания. Меньшие размеры инвертора отличают его от трансформаторного прибора. Вместе с тем для ИИСТ характерен высокий уровень частот, превосходящий частоту работы трансформаторного аппарата в 50 Гц. Принципиальная электрическая схема сварочного инвертора предусматривает работу на частотах от 55 до 75 кГц. Вернуться к оглавлению Инвертор, принципиальная схема которого основана на действии блока транзисторов высокой частоты (от 55 до 75 кГц), предусматривает процесс коммутирования входного тока высокой мощности, поступающего с диодного моста. Схема работы сварочного инвертора. Элемент одновременно служит для выпрямления входного напряжения. После его выравнивания за счет фильтрующих конденсаторов можно получить постоянный ток при напряжении более 220 В. Выход первоначального этапа связан с наличием первичного выпрямителя напряжения сети (220 В) с частотой переменного тока, равной 50 Гц. Сборка данного источника производится на основе диодного моста, а конденсатор служит простым фильтром. Лимитирование тока после включения устройства связано с наличием нелинейной зарядной цепи. Ее основными элементами являются шунтирующий тиристор и токоограничивающий резистор. В целом принципиальная электрическая схема инверторного сварочного аппарата связана с выполнением функции источника питания, обеспечивающего работу транзисторному блоку ИИСТ. Действие данного блока происходит при частоте 60-80 кГц, поэтому потребуется понижающий трансформатор, работающий на требуемых частотах. Эта возможность позволяет выпускать сварочные инверторы меньших размеров, чем трансформаторные аппараты. При наименьших размерах современного ИИСТ, в отличие от трансформаторного аппарата, мощность прибора имеет постоянный уровень. Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. Ее представляют составляющим элементом принципиальной электрической схемы любого профессионального инвертора. Построить силовую часть можно на основе топологии, предусматривающей использование мостового конвертера, однотактного прямоходового мостового и полумостового конвертера. Вернуться к оглавлению Принципиальную схему сварочного инвертора можно проследить, опираясь на порядок выполнения действий данным устройством. Первоначально включенный в сеть прибор для сварки ИИСТ получает переменный ток с напряжением 220 В, выпрямление которого происходит при наличии в схеме диодного моста. Для устранения лишних помех с целью защиты высококачественного конденсатора устанавливают специальные помеховые фильтры, которые являются препятствием. Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора. Через конденсаторы проходит ток, имеющий напряжение выше, чем на выходе диодных мостов. Понижающий трансформатор имеет обмотку, где должна присутствовать частота, с которой происходит прохождение постоянного тока, в несколько раз превышающую ее первоначальную величину. В результате на выходе происходит получение высокочастотного переменного сварочного тока. Далее ток проходит через цепь понижающего высокочастотного трансформатора, который имеет вторичную обмотку с большим сечением. При этом могут быть использованы разные виды обмоточных материалов. Трансформатор понижает ток до уровня напряжения, равного 50-70 В. Одновременно происходит возрастание силы сварочного тока, которая превышает 130 А. Вернуться к оглавлению Если сборка кустарная, то используют трансформатор со вторичной обмоткой, изготовленной с применением меди (размер толщины — 0,3, ширины — 40 мм). Условия данного подхода заключаются в вытеснении тока высоких частот на поверхность проводников, сердцевина которых не задействуется, поэтому происходит нагревание прибора. Далее полученный ток выпрямляется за счет выходных диодов. Рисунок 1. Электрическая схема, по которой действует инвертор. Особенностью действия выходного диода является его функционирование при высокочастотном токе, с чем справляются не все виды диодов. Поэтому следует применять те диоды, которые являются быстродействующими. Они имеют время восстановления не более 50 наносекунд. В одинаковых условиях обычным диодом нельзя будет воспользоваться по причине отсутствия его срабатывания при установленной высокой частоте тока. Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким. Вернуться к оглавлению Электрическая схема, по которой действует инвертор, приведена на рис. 1. Производители предусматривают для любой модели определенные характеристики, позволяющие увеличить надежность эксплуатации прибора и обеспечить меры безопасности при работе с ним. Электрическая схема прибора предполагает наличие блока термоконтроля, служащего защитой агрегата от сильного нагревания и перегрева. Блок регулирует и работу системы охлаждения. Рисунок 2. Принципиальная электрическая схема сварочного инвертора. Присутствие различий в деталях сварочных инверторов определенных типов не влияет на принципиальные схемы их работы, которые сводятся к описанному ранее принципу. Рассматриваемое оборудование имеет электрическую схему, включающую несколько важных элементов. Блок температурного контроля позволяет схеме управлять работой системы вентиляции, обеспечивающей принудительное охлаждение всего агрегата. Силовой трансформатор электрической схемы оснащен температурным датчиком, тип которого является биметаллическим и имеет фиксированную температуру срабатывания, если она достигает 75° в цепи. Радиатор охлаждения силового транзистора контролируется интегральным датчиком, отвечающим за его температуру. Вернуться к оглавлению Варка тонкого металла инвертором. Принципиальная электрическая схема инвертора, выпускаемого отечественным производителем Ресанта, позволяет фирме поставлять на рынок компактные агрегаты, помещающиеся в кейс не очень больших размеров. Несмотря на различную мощность выпускаемых фирмой приборов, им свойственна определенная электрическая схема (рис. 2). Она объединяет принцип работы плазменных резаков и аргонодуговых сварочных аппаратов Ресанта. Немецкой компанией FUBAG выпускается сварочное оборудование иностранного производства. Оно отличается особой надежностью, многофункциональностью, являясь одновременно узкоспециализированным. Для сварочных инверторов немецкого производства характерно наличие большого количества функций, которые являются дополнительными. Они включают принудительное охлаждение, работу в режиме пониженной мощности, микропроцессорное управление и др. Есть мастера, для которых сборка сварочного инвертора не отнимает большого количества времени. Следует просто иметь начальные знания по электротехнике. Принципиальные схемы сварочных инверторов являются доступными, если для самостоятельного изготовления потребуется чертеж или инструкция. Важно создавать сварочные инвертора, принципиальные электрические схемы, которых сводятся к получению высокой стабильности сварочной дуги. moiinstrumenty.ru Устойчивая тенденция к снижению цен на сварочные аппараты инверторного типа привела к значительному росту популярности этого оборудования как среди профессионалов, так и среди тех, кто к сварочным работам прибегает только для своих нужд. Вполне объяснимо, что многих пользователей, имеющих подобный аппарат, интересует его устройство и принцип действия, ведь информация такого рода поможет отремонтировать оборудование в случае его неисправности или даже усовершенствовать недорогую модель с «урезанным» функционалом. Как мы увидим далее, разобраться с этими вопросами совсем не сложно, достаточно владеть элементарными познаниями в электротехнике. Инверторный сварочный аппарат. Электрическая схема различных моделей сварочных инверторов может отличаться некоторыми деталями, но в общих чертах все эти аппараты работают по одному принципу. Главная задача каждого из них — преобразовать поступающую из сети электрическую энергию так, чтобы на выходе получить ток большой величины. Процесс преобразования подразделяется на несколько этапов: Схема дросселя сварочного инвертора. Тот, кто хоть немного разбирается в компьютерном «железе», наверняка знает, что подобным же образом работает импульсный блок питания персонального компьютера. Центральным моментом этой схемы является увеличение частоты переменного тока, именно эту задачу и выполняет инвертор. Для чего это необходимо? Дело в том, что габариты и вес трансформатора зависят не только от его мощности, но и от частоты тока, для преобразования которого он сконструирован. Чем ниже частота, тем более массивным и крупным получается трансформатор. Зависимость эта весьма существенна. Так, например, с четырехкратным увеличением частоты переменного тока размеры трансформатора сокращаются в два раза. Инверторная схема поднимает частоту электротока с 50 Гц до 60-80 кГц, так что выигрыш в весе и размерах получается вполне ощутимый. В результате мы получаем легкий и компактный сварочный аппарат, для производства которого необходимо гораздо меньше материалов, в том числе дорогой меди. Далее мы детально рассмотрим основные блоки аппарата инвертора и их взаимосвязи. Вернуться к оглавлению Схема инверторного сварочного аппарата. Особенность схемы инвертора состоит в том, что для ее работы необходим постоянный ток. Поэтому переменный ток обычной электросети, поступающий с напряжением 220 В и частотой 50 Гц, в первую очередь подвергается выпрямлению. Электрическая схема выпрямителя включает диодный мост и два конденсатора, в задачу которых входит сглаживание пульсаций. Из-за большой мощности тока диодный мост во время работы достаточно сильно нагревается, поэтому его оснащают радиатором с термопредохранителем. Последний осуществляет размыкание схемы при нагреве до температуры в 90 градусов. На выходе диодного моста получается пульсирующий постоянный ток напряжением 220 В, но на конденсаторах оно увеличивается в 1,41 раза и составляет уже 310 В. С учетом возможности скачков исходного напряжения в сторону увеличения в сетевом выпрямителе инверторного сварочного аппарата устанавливают конденсаторы, выдерживающие напряжение до 400 В (соответствует исходному напряжению в 280 В). К источнику электроэнергии сетевой выпрямитель подключается через фильтр электромагнитной совместимости, который препятствует попаданию высокочастотных помех от работы инвертора в электросеть. Схема источника питания инверторного сварочного аппарата. Сразу после включения сварочного аппарата поступающий на конденсаторы зарядный ток может достигать такой величины, которой будет достаточно для вывода диодного моста из строя. Чтобы этого не случилось, все типы сварочных инверторов оснащаются схемой плавного запуска. Она реализована посредством реле и резистора, мощность которого составляет около 8 Вт, а сопротивление — около 50 Ом (в различных моделях сварочных инверторов характеристики резистора могут отличаться от указанных). Резистор включен в цепь выпрямителя, и в момент включения сварочного аппарата он ослабляет пусковой ток. После того как оборудование выйдет на рабочий режим, срабатывает реле, которое замыкает выводы резистора так, что ток течет уже «мимо» него. Вернуться к оглавлению В электрическую схему инвертора, которым оснащаются сварочные аппараты данного типа, входят два ключевых транзистора, которые подключаются по принципу «косого моста». Их особенность состоит в том, что они могут переключаться с очень высокой частотой, от 60 до 80 кГц. При этом поступающий в инвертор постоянный ток превращается в переменный, имеющий такую же частоту. От обычного тока в электросети он отличается еще и характеристикой: она является не синусоидной, а прямоугольной. Ключевые транзисторы устанавливают на радиаторе, что позволяет избежать их перегрева. Защита от чрезмерно высоких напряжений обеспечивается демпферными RC-цепями. Вернуться к оглавлению Принцип работы инвертора. Главной частью любого сварочного аппарата является понижающий трансформатор. Его конструкция в инверторных аппаратах почти не отличается от обычной, но при этом он является более компактным. Еще одно важное отличие — наличие дополнительной вторичной обмотки, которая используется для питания схемы управления. На первичную обмотку высокочастотного трансформатора поступает продуцируемый инвертором переменный электроток напряжением 310 В и частотой в несколько десятков килогерц. На выходе вторичной обмотки, имеющей меньшее количество витков, напряжение уменьшается до 60-70 В, а сила тока возрастает до 110-130 А. Ему остается пройти еще одну, последнюю ступень. Вернуться к оглавлению Поступающий от высокочастотного трансформатора ток необходимо превратить в постоянный — именно такой ток нужен для сварки. С этой целью сварочный аппарат инвертор оснащается выходным выпрямителем, электрическая схема которого состоит из сдвоенных диодов с общим катодом. От обычных диодов они отличаются высоким быстродействием. Цикл открытия-закрытия у этих элементов составляет всего 50 наносекунд (эта характеристика называется временем восстановления). Это качество необходимо для работы с токами сверхвысокой частоты. Диоды выходного выпрямителя также установлены на радиаторе, а для их защиты данный блок оснащается RC-цепью. Вернуться к оглавлению Способы подключения сварочного инвертора. В момент включения устройства от сетевого выпрямителя подается питание на схему управления через 15-вольтовый стабилизатор. После того как схема управления запустит в работу ключевые транзисторы инвертора, на дополнительной вторичной обмотке высокочастотного трансформатора появляется напряжение. Оно выпрямляется диодами и через все тот же стабилизатор начинает питать схему управления, при этом происходит ее отключение от сетевого выпрямителя. Вернуться к оглавлению Координацию работы преобразователя тока сварочного аппарата инверторного типа осуществляет схема управления. Ее основным элементом является микросхема ШИМ-контроллера. В задачу этой микросхемы входит переключение ключевых транзисторов инвертора. Управление их работой ШИМ-контроллер осуществляет не напрямую, а посредством двух последовательно расположенных элементов: полевого транзистора и разделительного трансформатора. Преобразование тока в сварочном инверторе. С полевого транзистора на первичную обмотку разделительного трансформатора поступает высокочастотный (около 65 кГц) ток с прямоугольной характеристикой. Трансформатор преобразует напряжение этого тока до той величины, которая необходима для управления ключевыми транзисторами инвертора. Сигналы на них поступают от двух вторичных обмоток разделительного трансформатора, при этом каждая из обмоток подключена к одному транзистору. Кроме указанных элементов, электрическая схема платы управления и контроля содержит вспомогательные транзисторы, которые помогают ключевым транзисторам инверторной схемы закрываться, и стабилитроны, защищающие их от перепадов напряжения. Также здесь имеется анализатор-ограничитель тока. Главным элементом анализатора является трансформатор, который включен в цепь первичной обмотки высокочастотного трансформатора, установленного в силовом блоке. Анализатор-ограничитель контролирует силу тока в преобразователе сварочного аппарата и использует сигналы, поступающие с первичной обмотки силового трансформатора, для подстройки сварочного тока и формирования импульсов, транслируемых к микросхеме ШИМ-контроллера. Для регулирования силы тока сварки в электрическую схему блока управления включен переменный резистор, сопротивление которого задается поворотом ручки, выведенной на контрольную панель сварочного аппарата инвертора. Вернуться к оглавлению Функциональные возможности сварочного инвертора. Кроме всего перечисленного, в задачу схемы управления сварочного аппарата входит отслеживание напряжения в сети и на выходном выпрямителе. Для этого ее электрическую схему комплектуют операционным усилителем. Часть его элементов подключается к сетевому выпрямителю с целью выявления скачков напряжения в электросети. В случае нарушений эти элементы воспроизводят сигналы защиты по току и напряжению, которые поступают в суммирующий модуль, а затем — в генератор импульсов ШИМ-контроллера. Работа генератора, следовательно, и всей схемы, при этом блокируется. Аналогичным образом контролируется рабочее напряжение на выходе преобразователя. Его величина может отклоняться от нормы в случае нарушения в работе диодного моста сетевого выпрямителя или других элементов. В этом случае также происходит отключение схемы управления. Блокировка схемы сопровождается подачей напряжения на сигнальный диод, который оповещает пользователя сварочного аппарата о неполадках. Вернуться к оглавлению Как любое оборудование, инверторные аппараты для сварки могут выходить из строя. Часто наблюдается следующий симптом: аппарат кажется вполне исправным (горит «нормальная» индикация, слышна работа вентилятора в корпусе), но искра при контакте электрода с металлом не появляется. Иногда при этом можно слышать непривычный гул. В некоторых случаях ремонт устройства можно осуществить своими силами, не привлекая специалистов сервисной компании. Схема сварки тонкого металла при помощи инверторной сварки. По инструкции в первую очередь следует проверить с помощью мультиметра состояние термопредохранителей, установленных на радиаторах различных элементов в силовом блоке. Температура, при которой их контакты размыкаются, обычно составляет 90 градусов. Отдельные типы таких предохранителей являются одноразовыми, после срабатывания их приходится менять. Другие размыкают цепь при перегреве, но при остывании радиатора снова восстанавливают соединение. Подобные элементы могут устанавливаться на первичных обмотках силовых трансформаторов. Их срабатывание часто приводит в заблуждение электротехников-любителей, которые думают, что в обмотке произошел обрыв. Если вы обнаружили неисправный термопредохранитель, можно попробовать закоротить его контакты. Этот вариант подойдет в качестве временного «лечения», он позволит вам закончить работу, если она является срочной. Поскольку защита от перегрева теперь частично отсутствует, сварочный аппарат следует эксплуатировать очень осторожно, вполсилы. А по завершении работы следует сразу двигаться в магазин радиодеталей для приобретения запчасти. Еще одно «чувствительное» место сварочных инверторов — выходной выпрямитель, точнее, входящие в его состав диоды. Токи, с которыми им приходится работать, достигают 130 А и иногда становятся причиной пробоя в этих диодах. В неработоспособности выходного выпрямителя легко убедиться с помощью мультиметра, но без «прозвонки» каждого диода по отдельности определить, какой из них пробит, невозможно. Диоды (здесь применяются три сдвоенных диода) придется выпаивать и снимать с радиатора, к которому они прикручены шурупами. Радиатор тоже придется снимать. Управление сварочным инвертором. Выпаивать диоды и другие элементы бывает непросто. В современных сварочных инверторах пайку делают очень качественно, с большим количеством припоя, особенно в тех местах, где имеются токи большой силы. Кроме того, используется припой без содержания свинца, температура плавления которого выше, чем у обычного свинцово-оловянного. Поэтому для выпаивания диодов и других элементов лучше воспользоваться мощным паяльником на 50 Вт, 40-ваттного может не хватить. Задача усложняется тем, что нужно отпаять три вывода одновременно, поэтому без хорошего прогрева тут не обойтись. Для удаления припоя можно воспользоваться десольдером или медной оплеткой. После того как пробитый диод будет выявлен (в сдвоенных диодах могут быть пробиты обе части), следует купить новый, такой же или аналогичный. Пользователю следует обратить внимание на важное обстоятельство: диоды выходного выпрямителя являются быстродействующими, время их восстановления составляет всего 50 нс. Только такие элементы могут работать с переменным током частотой в 60-80 кГц. Обычные диоды устанавливать сюда нельзя. В зарубежных спецификациях быстродействующие диоды могут обозначаться как Hyper-Fast, Ultra-Fast, Stealth Diode, Super-Fast, High Frequency Secondary Rectifier и др. Перед монтажом диодов или ключевых транзисторов на радиатор следует нанести свежий слой теплопроводной пасты (КПТ-8 или аналогичную). Пасту нужно наносить в достаточном количестве, но и не слишком обильно. Она обеспечивает теплоотвод от элемента в направлении медного или алюминиевого радиатора. Пайку диодов следует выполнять очень тщательно. Из-за большой силы тока в некачественных соединениях будет наблюдаться сильный нагрев и значительные потери мощности. Бывает, что по неосторожности при демонтаже радиатора были повреждены медные дорожки и «пятачки» платы, их наращивают медным луженым проводом и хорошенько пропаивают. moiinstrumenty.ru Принципиальная схема сварочного аппарата определяет его технические возможности и особенности функционирования. Этот факт следует учитывать при эксплуатации традиционных трансформаторных и более современных инверторных сварочников. Частичная автоматизация сварочного процесса гарантирует получение качественного соединительного шва, а также существенно облегчает работу сварщика. Современные полуавтоматические сварочники являются мощными и достаточно эффективными в применении агрегатами. Они позволяют производить с помощью плавящихся стержней быструю и надежную электродуговую сварку. В таких устройствах функцию электрода выполняет специальная проволока, которая подается в зону проведения работ по непрерывной схеме. Современные полуавтоматические сварочники Рекомендуем ознакомиться При использовании полуавтомата сварщик вручную осуществляет движение проволоки вдоль соединительного шва, кроме того, он имеет возможность регулировать скорость подачи плавящегося электрода. Полуавтоматические агрегаты производят сварку в газовой среде и с флюсом. Также они могут функционировать с особой порошковой проволокой. В быту и на небольших предприятиях чаще всего эксплуатируются полуавтоматы, работающие в среде защитного газа. Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере. Полуавтоматические устройства состоят из; В полуавтоматах в качестве источника тока может выступать не только трансформатор, но и обычный сварочный инвертор. Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников. Схема современного сварочного инвертора кардинально отличается от принципов, по которым работают трансформаторные аппараты. Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях. К тому же, работать с такими агрегатами может обычный человек, которому практически нереально справиться с традиционным трансформаторным сварочником. Для изготовления инверторного сварочного аппарата применяются особые электросхемы. Их ключевым элементом является специальный преобразователь импульсного типа. Он способен вырабатывать высокочастотный ток, который позволяет без проблем производить розжиг электродуги. Импульсный преобразователь, кроме того, обеспечивает в течение всего сварочного процесса стабильное горение дуги. Преобразователь импульсного типа Сразу хочется отметить один момент. Электросхема сварочного инвертора всегда имеет собственные особенности, определяющие технические характеристики и рабочий потенциал конкретного сварочника. При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты: Схема инверторного агрегата может дополняться и другими элементами, которые дают возможность расширить его функциональность и повысить эффективность использования сварочного оборудования. Инвертор формирует электродугу, она расплавляет используемый присадочный материал и кромки свариваемых изделий. Главное достоинство инверторного оборудования состоит в том, что оно позволяет создавать ток для проведения указанной операции с большим диапазоном рабочих показателей. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Сварка инверторным аппаратом Из схемы хорошо видно, как работает инверторный агрегат. Здесь все относительно просто: Давайте немного подробнее разберемся с описанной схемой. Инвертор способен увеличить частоту электротока до 60–80 кГц. Подобный процесс осуществляется на участке электросхемы, на котором находятся силовые (очень мощные) транзисторы. На них разрешается подавать исключительно постоянный ток. По этой причине на входе инверторного оборудования всегда устанавливается выпрямитель. Конструктивно электрическую схему инвертора делят на цепи управления и на силовой модуль. Первым ее элементом всегда является диодный мост. Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы. А непосредственно на мост монтируют температурный предохранитель. Если диоды нагреваются до температуры более 90°, он просто-напросто отключает инвертор. Перед выпрямителем всегда размещается особое фильтрующее приспособление. Оно состоит из 2–4 конденсаторов и дросселя. Такой фильтр исключает риск попадания в бытовую электросеть помех (высокочастотных), которые возникают при функционировании сварочного агрегата. Устройство в составе инвертора, выполняющее обратное преобразование электротока (из постоянного в переменный), строится по специальной схеме. Профессиональные электротехники называют ее косым мостом. Такая схема работает за счет ряда транзисторов, которые создают ток высокой частоты (его амплитуда, кстати говоря, характеризуется четкой прямоугольной формой). Схема сварочного аппарата За инверторным модулем ставится дополнительный трансформатор, необходимый для понижения напряжения до определенной величины. Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока. Домашний мастер, имеющий некоторые знания в электротехнической сфере, без проблем разберется с принципом работы инверторного оборудования. А разнообразные схемы сварочных инверторов, которых выложено немало на специализированных интернет-сайтах, позволят ему создать эффективный и надежный сварочник своими руками. Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат. Наши советы касаются обязательных элементов защиты инверторного оборудования. Их следует интегрировать в любые схемы сварочных аппаратов, чтобы иметь возможность пользоваться долговечными и безопасными в эксплуатации аппаратами. Полезные рекомендации приведены далее: Добавим, что ШИМ-устройство функционирует от электрических сигналов. Они вырабатываются в операционном усилителе. Желательно, чтобы на него приходили и сигналы от всех имеющихся в конструкции сварочного агрегата защитных систем. Тогда при возникновении какой-либо критической ситуации при эксплуатации инвертора усилитель сможет оперативно отключить аппарат от электрической сети, обезопасив тем самым элементы электросхемы от сгорания. tutmet.ru Инверторный сварочный аппарат имеет схему работы, которая позволяет во время сварки пользоваться надежным оборудованием. Производственная технология инверторов дает возможность получения качественного результата, который проявляется в виде сварочного аккуратного шва. Современный инвертор является превосходной заменой трансформаторного аппарата. Схема устройства инверторного сварочного аппарата. Инверторы представлены в широком ассортименте на рынке приборов для проведения сварки. С помощью этих аппаратов производится аргонодуговая и ручная электродуговая виды сварок. Для каждого инвертора характерны свои схемы и их особенности, базирующиеся на применении преобразователей импульсов высокой частоты. Поскольку сварочный инвертор является сравнительно новым оборудованием, то применяемые высокие технологии и элементные базы, которые выпускают ведущие производители для устройств, могут обеспечить эффективное действие схем аппаратов. Благодаря этому появляется возможность получать стабильность дуги, которая способна отлично держаться. Сварочные инверторные аппараты обладают легкостью и компактностью. Их в любой момент можно передвинуть с одного места на другое, чтобы возобновить проведение сварочных операций. Масса инвертора позволяет использовать прибор в любом положении, которое является удобным для выполнения работ в определенном рабочем пространстве. Рисунок 1. Схема инвертора. Схема инвертора представлена на рис. 1. Аппарат потребляет ток 30-32 А, работая от сети 220 В. При сварке сила тока будет достигать уровня 250 А. Данное значение является достаточным, чтобы можно было применять штучный электрод до 5 мм. Производимая длина дуги будет составлять при этом 1 см. Уровень коэффициента полезного действия аппарата по сравнению со значением КПД промышленных образцов не должен быть меньше 95%. В блок инвертора входят следующие элементы: Схема инвертора предполагает наличие ШИМ-контроллера с трансформатором тока, датчиком тока нагрузки и блоком. В схеме управления охлаждающими вентиляторами можно отметить наличие температурных датчиков, вентиляторов и блока. Рассматривая каждый элемент схемы, можно начать с первичного выпрямителя, работа которого связана с напряжением сети переменного тока в 220В. Питание от элемента передается той части оборудования, которая является силовой. При этом сеть переменного тока должна иметь частоту 50 Гц. Сборка первичного выпрямителя основана на применении диодных мостов, простого фильтра-конденсатора. Схема дросселя сварочного инвертора. В сборке за счет зарядной цепи нелинейного типа, в схему которой входит шунтирующий тиристор, происходит лимитирование тока при включенном приборе. В схему включается также и токоограничивающий резистор. В схеме любого профессионального инвертора содержится силовая часть устройства, которая имеет оптимальную технологию. Делая выбор аппарата, следует обратить внимание на данный элемент. Устройство силовой части осуществляется в соответствии с топологией следующих элементов: Силовая часть имеет соответствующие параметры и стоимость, которые позволяют при использовании инвертора применять топологию ОПМК. Источником питания для инвертора является сеть с одной фазой и наибольшим пределом тока в 150 А. На основе определенных функций инвертора производится выбор электрической схемы устройства ШИМ-контроллера. Вместе с тем принципиальную схему выбирают, когда это позволяет стабилизировать регулировку рабочего тока относительно среднего значения нагрузки. Измеряется ток через резистивный шунт либо трансдьюсер. За счет регулирования инвертора на основании средних значений нагрузок получают нормальную устойчивость у преобразователя. Схема источника питания инверторного сварочного аппарата. Среди важных элементов, относящихся к принципиальной схеме инвертора, можно выделить блок термоконтроля, позволяющий обеспечить защиту силового элемента, являющегося ключевым, от возможного перегрева. Данная функция блока термоконтроля распространяется и на устройство силового трансформатора. Вентиляторы прибора должны действовать под управлением блока, отвечающего за контроль температуры за счет схемы. Блок термоконтроллера функционирует на основе схемы ООС (отрицательной обратной связи) относительно напряжения и нагрузки. В схему входит температурный датчик с установленным уровнем температуры, который должен достигать только 75°, а после этого срабатывает система зашиты устройства. Устройство датчика устанавливается на силовой трансформатор. Контролирующая функция над температурой радиатора охлаждения, который относится к силовому транзистору, принадлежит интегральному датчику. Знание технологических особенностей инвертора заслуживает такого же внимания, как и понимание его принципиальной схемы. Данным устройствам присущи следующие технологические особенности, связанные с преимуществами сварочного аппарата: Принцип работы инвертора. Прибор оснащен первичной обмоткой, мотающейся ПЭВ 0,3 мм, что предусматривает 100 витков. В состав цепей, которые являются вторичными, входит обмотка проводами, измеряющимися в витках (в): Мотать обмотку можно, учитывая общую ширину каркаса, что улучшает стабильность всех показателей. Первичную обмотку обязательно полностью экранируют. Намотка во вторичных обмотках должна совпасть с первичной. Изолировать намотку можно лакотканью либо малярным скотчем. На рис. 1 можно увидеть принципиальную схему устройства. Схема трансформатора с первичной и вторичной обмоткой. Трансформатор должен быть рассчитан на работу аппарата, если частота составляет 41 кГц. В наличии должен быть двойной комплект Ш 20х28, имеющий марку 2000 НМ. Наилучшим вариантом является марка 2500 НМС с зазором 0,05 мм. Если частота составляет 41 Гц, то во вторичной обмотке имеется 12 витков, включая медную жесть, сечение которой 10 мм², 4 витка, включая медную жесть, ее сечение составляет 30 мм². Если частота трансформатора равна 55 кГц, то вторичные обмотки будут присутствовать. Для обматывания медной ленты применяется термоизоляционная бумага (как вариант применяется лента для кассовых аппаратов), которая должна обладать толщиной в 0,25 мм и 0,75 мм при ширине 40 мм. Для изоляции каждого слоя используется фторопластовая лента, что позволяет улучшить значения показателей проводимости. Обе обмотки имеют выходные концы, которые качественно зачищены и припаяны. С целью выполнения кольцевого трансформатора пользуются кольцевым ферритом К30х18х7, который оснащен продетым в кольцо проводом первичной обмотки трансформатора. Его вторичная обмотка включает 85 витков, имеющих сечение 0,5 мм². Для компактной схемы исполнения используются микропроцессоры, что вместе с другими характеристиками инвертора делает его принципиально незаменимым как в бытовом отношении, так и в промышленном. Для сварочного инвертора характерна не только мобильность, но и наличие других характеристик: Схема сварочного выпрямителя. Прибор используется при напряжении сети в 220 В, а сила тока составляет 30 А. Сварка должна производиться в специальной маске сварщика для защиты лица. Любой профессионал в области сварки должен уметь легко устанавливать требуемые значения тока с последующим регулированием силы в диапазоне от 30 до 200 А при сварке. Сварочный инвертор (Edon MIG-250) в базовой схеме содержит следующие элементы: Входное переменное напряжение в 220 В должно преобразовываться на начальном этапе за счет используемых выпрямителей в постоянное. Затем в приборе возникает импульсное переменное напряжение, так как происходят частотные преобразования при использовании ШИМ-схем. Напряжение при этом становится высокочастотным и достигающим 200 кГц. Уменьшенные габаритные размеры и масса импульсного трансформатора позволяют передавать исходную мощность к выходу аппарата. Способы подключения сварочного инвертора. Для сварочного аппарата марки SSVA-180P характерны следующие достоинства, которые повышают качество сварных соединений: Все это позволяет снизить расходы на электроды, обработку, специальную проволоку при выполнении больших объемов работ в среднем на 9-12%. Поскольку в основе схем инверторов заложены соответствующие технологии широтно-импульсной модуляции, это позволяет производителям ежегодно заниматься разработкой и поставкой новейшего оборудования данного типа. Для каждого вида аппарата в зависимости от способа сварки предусмотрена соответствующая схема. Особый спрос отмечается на следующие виды аппаратов, для которых характерны: Схема внутреннего устройства сварочного инвертора. Если подробно рассмотреть каждый из способов, то дуговая ручная сварка получила широкое применение за счет малых объемов потребления электроэнергии и значительно сниженного веса. Профессионал может с легкостью перемещать прибор, подключая его в любую точку. Инвертор может быть подключен одновременно с генератором, который обеспечивает выработку переменного напряжения в 220 В. Аргонодуговая сварка добавляет к преимуществам используемой схемы более широкие возможности, которые связаны с точным регулированием различных параметров установленного режима. Работы выполняются при использовании электрода из вольфрама, что является важным преимуществом. Оно позволяет точно выполнять все требования, которые предъявляются к качеству выполняемого шва и его внешнему виду. Инверторная схема устройства, которое работает на полуавтоматической сварке, связана с уникальной возможностью выбора соответствующего способа переноски металла следующими путями: Такой способ работы инверторного сварочного аппарата способен полностью устранить процесс разбрызгивания металла с целью компенсации недостатков данного способа сварки. Плазменно-дуговая резка связана с обеспечением высокой стабильности дуги аппаратом во время его работы или паузы. Для данной схемы характерна высокая скорость резки, что обеспечивает аккуратную и ровную кромку. Дальнейшая обработка при этом не требуется, поскольку аппарат уже является готовым к выполнению нового качественного задания. В основе некоторых схем заложены особенности резонансного инверторного сварочного аппарата, работа которого связана с самоограничением в мощности. Настройки взаимосвязаны с установкой максимального тока, что позволяет потребителю не волноваться за возможное короткое замыкание при значительной нагрузке. moyasvarka.ru Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии. Схема работает по тому же принципу, что и, например, блок питания в персональном компьютере. В процессе работы происходит преобразование тока и напряжения, причем несколько раз и в разных параметрах. В работе прослеживаются несколько четких этапов: Весь процесс кажется немного нелогичным, но у этого есть свои причины. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторные же аппараты удалось существенно уменьшить и облегчить с помощью увеличения частоты работы до 70-80 кГц и удешевить, поскольку меди на обмотку и других материалов уходит в разы меньше. Электросхема сварочного инвертора состоит из транзисторов, мощных, берущих на себя большую часть работы. Частота тока в сети составляет всего 50 Гц, транзисторы же переключаются с высокой частотой, поэтому необходимо обеспечить их подачей постоянного напряжения. Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры. Достигается этот эффект диодным мостом и фильтрующими конденсаторами. Диодный мост очень мощный, поэтому есть необходимость ставить его в паре с охлаждающим радиатором. На нем, в свою очередь, установлен предохранитель от перегревания, который при достижении критических температур размыкается. Необходим он для того, чтобы избежать поломки прибора от перегрева. Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более 220V. Важным элементом схемы является фильтр электромагнитной совместимости, ставится он перед выпрямителем и защищает сеть от высокочастотных помех, появляющихся из-за работы инвертора. Сам инвертор состоит из двух транзисторов на радиаторах для контроля тепла. Для понижения же напряжения схема простого сварочного инвертора успешно работает с трансформатором высокой частоты. Далее транзисторы коммутируют постоянное напряжение через обмотку трансформатора, величины достигают примерно 340V. Если совсем по-простому, то роль трансформатора в том, что первичная обмотка выдает большое напряжение и маленький ток, а с вторичной обмотки уходит меньшее напряжение, но максимальный ток, показатели могут быть около 120 ампер. Выходной выпрямитель – это диоды с высокими показателями быстродействия, сдвоенные, с общим катодом. Электросхема инверторного сварочного аппарата нуждается в именно быстродействующих диодах, суть их работы в том, что они очень шустро открываются и закрываются, нужно это для того, чтобы защитить сами диоды и весь прибор от перегревания и выхода из строя. Когда инвертор включается, начинают заряжаться конденсаторы, поскольку в этот момент зарядный ток очень велик, настолько, что может вывести из строя диодные мосты, то применяется схема ограничения заряда, еще она называется «мягкий пуск». Работа его основывается на резисторе, имеющем высокое сопротивление, как раз он и принимает на себя основной удар и отвечает за ограничение тока в схеме. Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками. По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте. Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую. swarka-rezka.ru Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку. Принципиальная схема сварочного инвертора Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать: Пример принципиальной схемы для тока 250А Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно. Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики: В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше. Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах: Основная схема обеих моделей практически полностью идентична. Схема инвертора ММА-200 Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций: При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение. Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп: Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков. Сварочный инвертор ТОРУС 250 Вариант исполнения торус 250 состоит из следующих элементов: В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение. Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие: Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам. Сварочный инвертор САИ 200, схема которого не существенно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума. В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства. Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter. stankiexpert.ruСхема сварочного инвертора. Принципиальная электрическая схема сварочного инвертора. Схема сварочного инвертора
Схема сварочного инвертора. Принципиальная электрическая схема сварочного инвертора
Основные сведения про инверторные аппараты

За счет чего уменьшается вес сварочного аппарата

Рабочая частота инвертора

Принцип работы выпрямителя
Выпрямительный каскад
Фильтры
Инверторный каскад
ВЧ-трансформатор

Выходной выпрямитель

схема электрическая принципиальная и ее особенности

Виды инверторных источников сварочного тока
Дуговая, автоматическая и полуавтоматическая сварка
Инверторы для плазменно-дуговой резки
Особенности принципиальной электрической схемы сварочного аппарата
Описание принципа работы схемы сварочных инверторов
Принцип функционирования выходного диода
Универсальность принципиальной схемы сварочного инвертора
Возможности изготовления инверторов на основе принципиальной схемы
Схема сварочного аппарата инверторного типа, инструкция по ремонту

Общие сведения
Силовая часть: сетевой выпрямитель
Инвертор: принцип работы
Высокочастотный (импульсный) трансформатор
Выходной выпрямитель
Пусковая схема аппарата
Схема управления
Контроль выходного и сетевого напряжения
Инструкция по ремонту сварочного аппарата-инвертора
Схема сварочного аппарата – рабочие и защитные элементы + Видео
1 Полуавтомат для сварки – не устарел ли он?

2 Элементы электросхем инверторов – набор особых блоков и модулей
3 Сварка инверторным аппаратом – как все происходит?


4 Защитники сварочника – важные детали электрической схемы
Схема инверторного сварочного аппарата и его функциональные возможности
Основные характеристики инвертора
Функциональные возможности инверторных устройств для сварки и их составляющие
Описание основных элементов схемы
Элементы принципиальной схемы прибора
Силовой трансформатор инвертора
Технологические преимущества сварочного инвертора SSVA-180P
Схема простого сварочного инвертора - электросхема инверторного сварочного аппарата
По какому принципу работает электросхема инверторного сварочного аппарата?

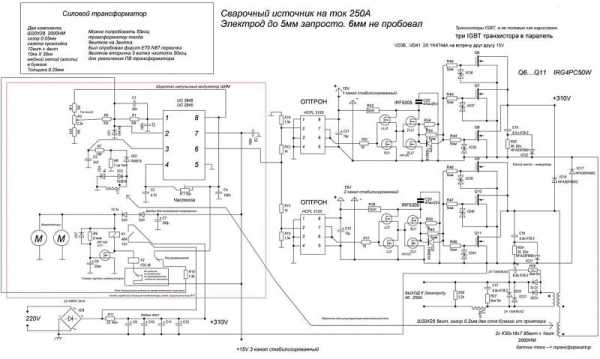
Схема инвертора

Самостоятельный подход к ремонту и эксплуатации
Принципиальная схема сварочного инвертора для различных моделей
Элементы электрической схемы сварочных инверторов
Схемы аппаратов Сварис
 Сварочный аппарат Сварис
Сварочный аппарат Сварис  Принципиальная схема сварочного инвертора Сварис
Принципиальная схема сварочного инвертора Сварис Схемы моделей ММА-200 и ММА-250
Схемы Inverter 3200 и 4000
Схемы других моделей

 Инвертор САИ 200
Инвертор САИ 200  Принципиальная схема сварочного инвертора САИ 200
Принципиальная схема сварочного инвертора САИ 200