Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Кроме этого Вы сможете здесь узнать и их характеристики. Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум! Материалы данного раздела: Ресанта САИ-140Ресанта САИ-150АДРесанта САИ-160КРесанта САИ-180АДРесанта САИ-190КРесанта САИ- 220Ресанта САИ- 230Ресанта САИ-250Ресанта САИ-315Ресанта САИПА-135Ресанта САИПА-165Ресанта САИПА-190МФРесанта САИПА-200Источник плазменной резки ИПР-25 производства РесантаИсточник плазменной резки ИПР-40 производства РесантаИсточник плазменной резки ИПР-40К производства РесантаСварочный инвертор Eurolux IWM-160 производства РесантаСварочный инвертор Eurolux IWM-190 производства РесантаСварочный инвертор Eurolux IWM-220 производства РесантаСварочный инвертор Eurolux IWM-250 производства РесантаИИСТ-140ИИСТ-160Инвертор сварочный GYSMI-131СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160PСварочный инвертор Gysmi 161Сварочный инвертор Gysmi 165Сварочный инвертор Gysmi 183Сварочный инвертор Gysmi 190 INVERTER 3200 TOPPULS mini ММА 250Сварочный аппарат FORWARD 200 IGBTПолуавтомат сварочный ПульсарСварочный источник BLUEWELD Prestige 144Prestige-164/ Technika- 164 инструкция по ремонтуTELWIN-140 сварочный инверторTELWIN TECNICA 141-161Telwin TECNICA 144-164TELWIN TECNICA 150, 152, 168, 170Telwin Technology 175, 210, 188CE/GEСварочные источники COLT 1300, COLT и PUMA 150Red Welder i2100Инверторы сварочные ASEA-160 и ASEA-250Инвертор сварочный ARC-200Инвертор сварочный САИ-200Сварочный инвертор ZX7- 200Сварочный источник Kende ZX7-160Инвертор сварочный ММА-160Сварочный выпрямитель ВДУ-504Сварочный выпрямитель ВДУ-506, ВДУ-506ССварочный источник ВД-200Инвертор сварочный DECA MOS-168Инвертор сварочный Калибр СВИ-160АПИнвертор сварочный Калибр MINI СВИ-225 (225)Инвертор сварочный Монолит ММА 161Инвертор-плазморез Telwin TECNICA PLASMA 34Источник сварочный ФЭБ Альфа 161Инвертор сварочный Tecnoweld Monster 170Схема сварочного полуавтомата ПДГ100-УХЛ4Сварочный источник МАГМА‐З15Сварочный полуавтомат Edon MIG-308Аппарат точечной сварки Aurora PRO SHOOT M10Сварочный полуавтомат Норма- 200МПСлавтех 185\ 200\ 205Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)Сварочный источник Энергомаш СА-97И14НСварочный источник Приоритет САУ-150 схемаСварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемыСхема основной платы Awelco 5679 сварочного источника AwelcoПринципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных AwelcoСхема сварочного полуавтомата ПДГ-151Инверторный сварочный источник MIG 160 IGBT схемаСхемы на инверторные источники TIG160....TIG400Blueweld Combi 4.165 сварочный полуавтоматИнверторные сварочные источники Minarc-150Сварочный полуавтомат MIG200Сварочный полуавтомат ПДГ-201EWM PICO 162 схема и инструкцияИнверторы сварочные ВДУЧ-315 (315М)Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемыСварочный полуавтомат ПДГ-102 УЗ СВАП-02Сварочный аппарат LHF 250 (400, 630, 800 )Сварочный аппарат LHF 405 (615) PipeweldСварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150Сварочный полуавтомат ESAB LKA150Сварочный полуавтомат ESAB LKA 180\ LKA 140Сварочный аппарат ESAB LTH 161\ Tigma 161Сварочный аппарат ESAB LKB 400W мануалУстройство протяжки сварочной проволоки ESAB MED 44 AristoСварочный аппарат ВДУЧ-350МАГ схемаСварочный источник ТИР-630 инструкция и схемаКомплект электродуговой металлизации КДМ-2 схемаИнвертор сварочный ДОН-150Выпрямитель сварочный ВДУ-506МСварочный источник FUBAG IR160\ IR180\ IR200Генератор сварочный ГД-4002 У2Источник плазменной резки КАРАТ-100М схемаСварочный источник Kemppi PS5000 схемаСварочные полуавтоматы ESAB Mig C141/C151Сварочный источник универсальный ESAB DTA400ACDCСварочные полуавтоматы MIG Autoplus-120\ 130Сварочный аппарат TIG схемаСварочный источник TRIODIN TIG-20Генератор для импульсной сварки Triodyn DP20Сварочный регулируемый выпрямитель WTU-200Инверторный сварочный источник АСПТ-60 схемаИнверторный сварочный источник АСПТ-90 схемаИнверторный сварочный источник Фора-60 схемаИсточник плазменной резки LGK8-40 производства КитайИсточник плазменной резки SUPERIOR PLASMA 90 HFИсточник сварочный BestWeld BEST 210Автомобильная сварочная приставка АСП1Источник сварочный STURM AW97I20Сварочный инвертор КРАТОН WT-130SСварочный аппарат Дуга-Профессионал схемаСварочный полуавтомат ПСТ-161Сварочный источник ВД-306Д схемаСварочный инвертор Форсаж 160\ 250Сварочный полуавтомат MIGATRONIC AUTOMIGУстановка плазменной резки MEGATRONIC PI 400 PLASMAСварочный аппарат GYSPOT мануалСварочные инвертор Idealarc DC400Сварочный инвертор МК-300А схемаИнверторный сварочный источник IDEALARC DC-400 инструкция по тех.обслуживаниюСварочный инвертор ASEA-160 схемаСварочный инвертор INVERTEC STT схемаСварочный инвертор INVERTEC V205-T схемаСварочный инвертор INVERTEC V250-S схемаСварочный инвертор INVERTEC V300-I схемаСварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521Сварочный аппарат Murex Transtig AC/DC 200 схемаРегулятор контактной сварки РКС-601 УХЛ4 схема и описаниеРегулятор контактной сварки РКС-502 УХЛ4 схемаУстановка для аргонно-дуговой сварки УДГУ-2510Аппарат сварочный Akai TE-7514AAACСварочный выпрямитель универсальный ВСВУ-400 схемаРегулятор контактной сварки РКС-801 УХЛ4 схемаСварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы radio-uchebnik.ru Все сварочные приборы сделаны одинаково. Везде применяется схема, где в качестве переключателей выступают мощные полевые транзисторы. В магазинах можно найти большой ассортимент этих аппаратов. Однако стоимость их нередко очень велика. Поэтому многие решают сделать сварочный инвертор своими руками. Для работы дома, в гараже и на даче вполне можно обойтись электродуговой сваркой. Ее делают при помощи трансформаторного или инверторного прибора. Трансформаторный тип надежен и долговечен. Он может работать при любом токе. Но есть у него два больших минуса: при падении напряжения ниже двухсот вольт он автоматически выключается. И еще он имеет большой вес. Инверторный аппарат изобрели недавно. Об этом типе сварочных приборов и расскажет данная статья. Плюсами являются следующие параметры: Условными минусами можно назвать: Но ввиду того, что аппарат будет изготавливаться своими руками, первый минус не столь актуален. Периодический уход необходим за любым устройством, поэтому очистка будет гарантией его бесперебойной работы. Также для функционирования прибора необходимо приобрести специальные навыки и быть осторожным при его эксплуатации. Трансформатор от обычной микроволновой печи прекрасно подойдет для того, чтобы изготовить простой сварочный инвертор своими руками. Он состоит из катушек, железа, эмали и медного провода. Катушки используются первичной и вторичной обмотки, а покрытый эмалью медный провод намотан на железную сердцевину. В каждой катушке есть свое количество витков. Первичная обмотка необходима для работы электрической сети, а во вторичной, благодаря индукции, происходит образование тока. Ток может достигать ста тридцати ампер, но на первичной обмотке будет всего двадцать ампер. Для хорошего сварочного соединения требуются электроды не более трех миллиметров в диаметре. Такой аппарат может выполнять сварку при обратной полярности. Чтобы сварочный инвертор, своими руками созданный, нормально работал, нужно уменьшить напряжение (так как трансформатор микроволновки дает свыше двух тысяч вольт) и нарастить значение тока. С этой целью вторичная обмотка перематывается другим проводом, который покрыт эмалью. Для этого аккуратно разрезается и удаляется старая обмотка. Число витков и сечение нового провода зависят от применяемого трансформатора. Но подсчитать его не составит никакого труда. Любой учебник физики сможет в этом помочь. Как вариант - воспользоваться онлайн-калькулятором. По окончании работы новую обмотку покрывают специальным токоизоляционным лаком. Нижеследующие схемы помогут лучше понять принцип работы прибора. Изучите их внимательно. Чтобы самодельный сварочный инвертор, своими руками сделанный, был удобен в эксплуатации и его можно было транспортировать, ему потребуется корпус. Туда и будут монтировать все детали. Трансформаторы крепятся один за другим, при этом происходит уменьшение тока до пятидесяти ампер. Обмотки первичные монтируются параллельно, а вторичные - последовательно. Таким образом, получится устройство с нагрузкой в шестьдесят ампер и тридцать восемь вольт на выходе. Детали устанавливаются на заводскую плату. При этом фиксация блока питания, драйверов и платы производится отдельно. Силовая часть отделяется металлическим листом, присоединенным к корпусу, от платы. Соединяются управляющие проводники. Все силовые дорожки должны быть армированы при помощи медной проволоки. Для отвода тепла крепится специальный радиатор. От его качества зависит долговечность всего устройства. Сопротивление для блока питания выбирается такое, чтобы было питание в двадцать вольт. Входные выпрямители должны иметь достаточно мощные радиаторы. В корпус вставляется термический датчик для фиксации максимальной температуры. Блоком управления служит ШИМ-контроллер с одним каналом настройки. Его назначением является обеспечение горения дуги и стабильность работы. Вмонтированный конденсатор будет влиять на силу сварочного тока. В будущий сварочный инвертор своими руками монтируются с обеих сторон два вентилятора. Благодаря им вытягивается воздух. Для его поступления снизу корпуса просверливают до нескольких десятков сквозных отверстий. Такой сварочный инвертор, своими руками сделанный, использовать гораздо удобнее и проще, чем трансформаторный прибор. К тому же качество шва у него получается лучше. Его используют при сварке: После того как схемы сварочных инверторов, своими руками создаваемых, конструкция и сборка изучены и понятны, переходите к покупке деталей для устройства. Их можно приобрести в магазинах, но лучше воспользоваться интернетом, так как на виртуальных площадках гораздо больший выбор, да и стоимость деталей ниже. Однако в погоне за дешевизной нельзя забывать об их надлежащем качестве, потому что от этого зависит не только хорошая работа, но и безопасность в целом. Итак, необходимо приобрести: Также потребуется купить и другие аксессуары, такие, как держак, кабель и прочее. Сварочный прибор необходимо правильно эксплуатировать и периодически осматривать. Если будут обнаружены неполадки, нужно производить ремонт сварочных инверторов (своими руками это сделать вполне реально). С этой целью при плохом контакте все детали разъединяются, прочищаются сами и их поверхность, а затем соединяются снова. Если имеется малая нагрузка сети, но устройство потребляет большой ток, то причиной является замыкание витков. Для устранения неполадки необходимо перемотать катушки и заменить изоляцию. Если сварочная дуга постоянно исчезает, то причиной этого являются пробои обмотки. Это устройство подходит для аккуратной и быстрой точечной сварки. При сварке в среде углекислого газа очень малая зона подпадает под термическое влияние, при окрашенной детали краска выгорит лишь узкой полоской, расплавление электродной проволоки происходит очень быстро, и даже если детали имеют различную толщину, шов будет таким же качественным. Кроме того, углекислый газ легче достать, чем ацетилен и кислород, а сварка осваивается достаточно легко. Базой прибора является трансформатор Т1 для сварки, который подключается к сети в двести двадцать вольт (включается нажатием на кнопку «Пуск», которая подключена к каскаду VT3). К такому же ключу VT4 подключен диод из кремния VD14, который можно закрепить как термодатчик при продолжительной работе. Но если прибор не будет перегреваться, то без него можно спокойно обойтись. ИМС DD1 155ЛАЗ обеспечивает все фазы сигналов для выходных узлов. Она питается так же, как и VS1, VT1, VS2, VT2, VT3 и 4 напряжением пять вольт от выпрямителя. Мощные выпрямительные диоды могут быть Д151-160, Д160-200, В200-6, В2-200-9. В подборе других элементов вопросов возникнуть не должно. Сварочный трансформатор имеет мощность от двух с половиной до трех киловатт при медной проволоке шесть на восемь миллиметров во вторичной обмотке, стержневом магнитопроводе для напряжения в двадцать один вольт и токе в сто двадцать ампер. Одна и другая обмотки мотаются симметрично, конец одной обмотки обязательно соединяется с началом другой. Провод для этого используется двух с половиной миллиметров в диаметре. На двигатель с прорезью наматывается дроссель L1 сварочным кабелем. У конденсатора С1 емкость четыре тысячи мкФ. Держак состоит из резинового шланга с примерным диаметром в три сантиметра. По нему подается углекислый газ. С одной стороны шланга находится разъем со штуцером, контактами, отверстием и гайкой, которая крепит весь разъем. С другой стороны — ручка с переключателем и трубка с наружной резьбой, где монтируется наконечник. Почти все узлы схемы расположены в корпусе. Остальные размещены следующим образом: Сделать сварочный инвертор своими руками совсем несложно. Нужны лишь желание и небольшое усердие для реализации задуманного. www.syl.ru Все схемы сварочных инверторов состоят из силовой и управляющей части. Устройство инверторного сварочного аппарата. На сегодняшний день пользуются популярностью аппараты для сварки инверторного типа. Популярность связывается с их низкой стоимостью. Конструкции имеют большое количество достоинств, однако время от времени они, как и другие приспособления, нуждаются в ремонте. Для того чтобы выполнить ремонт инвертора, понадобится знать его устройство и главные функциональные блоки. Сама конструкция для сварки являет собой блок питания большой мощности. Принцип его действия схож с импульсными блоками питания, к которым можно отнести, к примеру, блоки питания компьютеров АТ и АТХ. Сходства заключаются в способе преобразования энергии. Энергия в устройстве для сварки преобразуется следующим образом: Преобразование тока в сварочном инверторе Раньше в качестве главного компонента сварочного инвертора использовался силовой трансформатор большой мощности. Он снижает временное напряжение электрической сети, в результате чего можно получить от повторной обмотки большие токи (10-100 А), которые понадобятся для сварки. Если выполнить понижение интенсивности на повторной обмотке трансформаторной конструкции, то будет возможность во много раз увеличить ток, который сможет отдать нагрузке повторная обмотка. В результате будет уменьшено количество витков повторной обмотки, а диаметр провода для обмотки вырастит. Трансформаторные конструкции имеют большую мощность. Они работают на частоте 50 Гц, имеют большие габариты и вес. Для устранения подобного недостатка разрабатываются инверторные устройства для сварки. В данных устройствах рабочий диапазон увеличивается до 65-80 кГц, в результате чего размеры и общий вес конструкции уменьшены. Рабочая частота преобразования увеличена в 4 раза, что снижает габариты примерно в 2 раза. В результате сокращаются расходы меди и остальных материалов на сооружение приспособления. Частота временного тока электрической сети всего 50 Гц, поэтому может возникнуть проблема с рабочей частотой устройства 65-80 кГц. Для этого используется схема сварочного инвертора, в составе которой есть транзисторы большой мощности. Подобные приспособления могут переключаться с частотой 65-80 кГц. Чтобы транзисторные изделия могли работать, надо подавать на них непрерывное напряжение, которое можно получить от выпрямительного приспособления. Схема трансформатора инвентора. Интенсивность электрической сети будет выпрямляться мостом большой мощности и сглаживаться конденсаторными изделиями для фильтрации. В итоге на выходе выпрямительного изделия и фильтра получится непрерывное напряжение более 220 В. Это начальный этап преобразования. Данная интенсивность и будет использоваться в качестве источника питания для инверторной схемы. Транзисторные изделия инвертора большой мощности подключаются к трансформаторной конструкции для понижения. Транзисторные изделия переключаются с большой частотой в 65-80 кГц, в связи с чем трансформаторная конструкция тоже будет работать на данной частоте. Для работы на больших частотах нужны меньшие трансформаторные устройства. Поэтому трансформатор будет сжат до небольших размеров, при этом мощность его остается неизменной. С преобразованием возникают некоторые сложности, поэтому в схеме сварочного инвертора присутствуют и другие детали, которые предназначаются для того, чтобы устройство работало стабильно. Внешний вид сварочной платы с указанием размещения главных компонентов схемы можно увидеть на рис. 1. Первым делом следует разобраться в схеме силовой части, которую можно увидеть на рис. 2. Рисунок 1. Схема сварочной платы. Схема сварочного инвертора состоит из таких компонентов: Вернуться к оглавлению Первым делом переменный ток 220 В выпрямляется мостом большой мощности, после чего фильтруется электролитическими конденсаторными элементами. Это нужно для того, чтобы временный ток электрической сети с частотой 50 Гц превратился в постоянный. Конденсаторные элементы С21 и С22 необходимы для того, чтобы сглаживать пульсации выпрямляемого напряжения, которые всегда будут после диодного выпрямительного элемента. Выпрямительное приспособление реализовывается по стандартной схеме диодного моста. Он выполняется по сборке PD1. Нужно заметить, что на конденсаторных элементах фильтра интенсивность будет практически в 1,5 раза больше, чем на выходе моста. Следовательно, если после подобного моста получается 220 В напряжения с пульсациями, то на конденсаторных элементах получится уже 310 В непрерывного напряжения. В большинстве случаев рабочее напряжение ограничивают отметкой в 250 В, так как интенсивность в сети в некоторых случаях завышена. Поэтому на выходе фильтра получится 350 В. В итоге конденсаторные элементы будут иметь вольтаж в 400 В, при этом будет некоторый запас. Рисунок 2. Схема силовой части инвентора. На печатной плате устройства для сварки элементы сетевого выпрямительного элемента занимают большое количество места. Диодный мост для выпрямления монтируется на радиаторную конструкцию для охлаждения. Через данную сборку будут протекать огромные токи, в результате чего диоды нагреваются. Чтобы защитить мост, на радиаторном устройстве следует установить термический предохранитель, который будет размыкаться в случае превышения температуры радиаторной конструкции более 90°С. В выпрямительном приспособлении используются сборки типа GBPC 3508. Данная сборка рассчитывается на прямой ток 35 А и вольтаж 800 В. После моста устанавливаются несколько электролитических конденсаторных элементов, емкость каждого из которых составляет 680 мкФ, а рабочий вольтаж — 400 В. Емкость конденсаторных приспособлений будет зависеть от модели используемого устройства. Непрерывная интенсивность с выпрямительного изделия и фильтра будет подаваться на устройство. Вернуться к оглавлению Чтобы помехи высоких частот, которые будут возникать во время функционирования инвертора для сварки, не смогли попасть в электрическую сеть, перед выпрямительным изделием понадобится установить фильтр электромагнитной совместимости. Согласно схеме, подобный фильтр состоит из элементов С1, С8, С15 и дроссельного изделия на кольцевом проводе Т4. Схема помехового фильтра. Устройство инвертора собирается по схеме косого моста. В данном случае применяется несколько ключевых транзисторных изделий высокой мощности. В качестве главных транзисторных приспособлений могут использоваться как IGBT-элементы, так и MOSFET. Подобные компоненты надо будет установить на радиаторное приспособление, чтобы можно было отводить тепло. Непрерывная интенсивность будет коммутироваться транзисторными изделиями Q5 и Q8 через обмотку трансформаторной конструкции Т3 с частотой намного большей, чем частота электрической сети. Частота переключений может быть 10-50 кГц. В данном случае будет создан временный ток, как и в электрической сети, однако он будет иметь частоту в 10-50 кГц. Чтобы защитить транзисторные изделия от нежелательных выбросов интенсивности, следует применить RC-цепочки. Чтобы понизить интенсивность, в схеме предусматривается высокочастотный трансформаторный элемент Т3. При помощи транзисторных изделий Q5 и Q8 через начальную обмотку трансформаторной конструкции Т3 будет коммутироваться интенсивность, которая сможет поступать от выпрямителя. В результате получится непрерывное напряжение в 310-350 В. Благодаря транзисторным изделиям непрерывная интенсивность будет преобразовываться во временную. Трансформаторные изделия не могут преобразовывать постоянный ток. С повторной обмотки в трансформаторном приспособлении Т3 можно будет снять уже намного меньшую интенсивность (порядка 65-70 В). В данном случае максимальный ток будет достигать 125-130 А, потому целесообразно использовать трансформаторное приспособление Т3. Через начальную обмотку будет протекать маленький ток, но большого напряжения. С повторной обмотки можно снять маленькое напряжение, но ток в данном случае будет большим. Вернуться к оглавлению Данный элемент собирается на основе мощных диодов с одним катодом. Приспособления будут выпрямлять временный ток высокой частоты. В случае выполнения ремонтных работ рекомендуется заменять диоды в выходном элементе для выпрямления именно на быстродействующие. Каждый сварочный инвертор имеет свою схему, однако основные элементы везде одинаковы. moiinstrumenty.ru Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой. Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы. Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму. Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся: Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать: При такой сборке инвертор будет иметь следующие характеристики: Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки: Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки. Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга. Главная задача инвертора - преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме "косого моста" . Также необходимо подобрать подходящие резисторы для электроцепи . По этой схеме стоит собирать этот блок: В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму. Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком. Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты. Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники. Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой. Вот схема этого блока: Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах. Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы. Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук. Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше. Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб. Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха. Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора. Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах. После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую - может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста. Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй - ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата. Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты. Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго. tokar.guru Содержание статьи: Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы. Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии: 1) Напряжение, потребляемое из сети, преобразуется в постоянное. 2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой. 3) Происходит снижение значения напряжения. 4) Происходит выпрямление тока с сохранением необходимой частоты. Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес. Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов. Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы. Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах. Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими: 1) Трансформатор, состоящий из ферритного сердечника. 2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм. 3) Три вторичных обмотки: — внутренняя: 15 витков и диаметром провода 1 мм; — средняя: 15 витков и диаметром 0,2 мм; — наружная: 20 оборотов и диаметром 0,35 мм. Кроме того, чтобы собрать трансформатор, потребуются следующие элементы: — медные провода; — стеклоткань; — текстолит; — электротехническая сталь; — хлопчатобумажный материал. Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже. Электрическая схема инверторной сварки Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки. Схема блока питания инверторной сварки Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически. Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см. Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата. Схема силовой части инверторной сварки Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы: 1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений. 2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов. Трансформатор с первичной и вторичной обмотками для создания инверторной сварки 3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт. Трансформаторы для вторичной обмотки от старых телевизоров Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм. 3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой. Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы: Инвертор на алюминиевой пластине 4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже. Выпрямительный мост на радиаторе охлаждения Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик. Фото терморегулятора Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства. Мощный вентилятор для охлаждения инверторного устройства При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха. Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха. 5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки. 6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ. Устройство самодельного инвертора с описанием элементов Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода. Инверторная сварка в корпусе системного блока от компьютера После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В. Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс. После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения. Проверка сварочного аппарата После включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки. С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки. Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно. instrument-blog.ru Сварочные аппараты прочно вошли в обиход домашних мастеров. Традиционные трансформаторы недорого стоят, легко ремонтируются, и такую конструкцию можно изготовить собственноручно. Однако у них есть недостаток – для сварки металла толще автомобильного кузова, требуются высокие токи. Это дает нагрузку со стороны первичной обмотки 220 вольт, порядка 3-5 Вт. Заварить трубу в квартире не удастся, по техническим условиям, ввод счетчика ограничен мощностью 3,5-5 Вт. Да и в частном доме гарантирован просад электроэнергии. Для работы в бытовых условиях лучше пользоваться сварочным инвертором. Этот прибор имеет меньшую мощность, компактные габариты и небольшую массу. В отличие от трансформатора, при изготовлении которого вы боретесь с большим весом и толщиной вторичной обмотки, инвертор предлагает решить иные проблемы. Схема сварочного инвертора может повергнуть в шок даже радиолюбителя со стажем, не говоря о домашнем мастере, познания которого сводятся к замене предохранителя. Важно! Сварочный инвертор при работе использует токи высокой частоты, поэтому некоторые элементы сильно греются. Любой инвертор, даже небольшой мощности, требует принудительного охлаждения. К этому добавим грамотное расположение компонентов внутри корпуса. Разумеется, сам корпус должен быть снабжен проточными отверстиями для вентиляции. В противном случае постоянно будет срабатывать тепловая защита (необходимый элемент оборудования). Предлагаем к рассмотрению варианты, как сделать сварочный своими руками. В качестве оболочки можно использовать привычный блок питания для компьютера. Чем старее будет возраст – тем лучше. 20 лет назад не жалели металла на стенки, и размеры блоков питания формата AT были крупнее. От самого блока питания потребуется лишь вентилятор (если он в нормальном состоянии) и радиаторы охлаждения. Поэтому исправность электрической начинки донора нас не интересует. Так будет дешевле его приобрести. Инвертор построен на б/у элементной базе от старых мониторов и телевизоров. Если нет доступа к подобным «запасникам» — покупка радиоэлементов на рынке, не сильно обременит кошелек.Подробный рассказ как сделать сварочный инвертор своими руками — видео Важно! По этим дорожкам протекают токи до 25А, тонкая медь печатной платы перегорит от высокой температуры. Важно! Невыполнение требований безопасности при монтаже силовой электроники приведет к порче оборудования, а в худшем случае – к травмам. Задаем для себя параметры будущего сварочного аппарата: Это достаточно простой сварочный инвертор, несмотря на то, что схема насыщенная: Она используется в блоках питания компьютерных бесперебойников. Можно извлечь деталь из сгоревшего UPS. Силовой трансформатор собирается на сердечниках E42. Монтаж вертикальный, иначе не влезет в корпус. Подобные сердечники в изобилии присутствуют в старых ламповых мониторах, и дефицитом не являются в принципе. Для изготовления одного трансформатора потребуется «распотрошить» 6 мониторов. Из этих же деталей (которые останутся от разобранных трансформаторов) выполняем дроссель. Сердечники для остальных компонентов делаются из стандартного феррита 2000 НМ. Выпрямленное напряжение имеет форму синуса (это особенность резонансных инверторов). Для окончательного сглаживания полуволн, необходимо уложить выходные кабели в ферритовые трубки индуктивностью 3-4mkH. Можно использовать фильтрующие кольца от того же блока питания для компьютера, и уложить провод в 2 витка. Залипание электрода предотвращает полевой транзистор IRF510. На схеме хорошо видно этот участок. Им же обеспечивается плавный пуск. Отметим, что такое устройство добавляет комфорта для неопытного сварщика. На микросхеме SG3524, вход shutdown прерывается в трех случаях: Важно! Самодельный сварочный инвертор не имеет заводского сертификата безопасности. Поэтому защита оператора – это ответственность создателя устройства. В схеме предусмотрены основные моменты безопасности, их не следует исключать из конструкции. Корпус не должен иметь лишних отверстий (кроме вентиляционных) и открытых полостей. Силовые выходные клеммы устанавливаются на термостойких прочных изоляторах. obinstrumente.ru Схема работает по тому же принципу, что и, например, блок питания в персональном компьютере. В процессе работы происходит преобразование тока и напряжения, причем несколько раз и в разных параметрах. В работе прослеживаются несколько четких этапов: Весь процесс кажется немного нелогичным, но у этого есть свои причины. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторные же аппараты удалось существенно уменьшить и облегчить с помощью увеличения частоты работы до 70-80 кГц и удешевить, поскольку меди на обмотку и других материалов уходит в разы меньше. Электросхема сварочного инвертора состоит из транзисторов, мощных, берущих на себя большую часть работы. Частота тока в сети составляет всего 50 Гц, транзисторы же переключаются с высокой частотой, поэтому необходимо обеспечить их подачей постоянного напряжения. Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры. Достигается этот эффект диодным мостом и фильтрующими конденсаторами. Диодный мост очень мощный, поэтому есть необходимость ставить его в паре с охлаждающим радиатором. На нем, в свою очередь, установлен предохранитель от перегревания, который при достижении критических температур размыкается. Необходим он для того, чтобы избежать поломки прибора от перегрева. Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более 220V. Важным элементом схемы является фильтр электромагнитной совместимости, ставится он перед выпрямителем и защищает сеть от высокочастотных помех, появляющихся из-за работы инвертора. Сам инвертор состоит из двух транзисторов на радиаторах для контроля тепла. Для понижения же напряжения схема простого сварочного инвертора успешно работает с трансформатором высокой частоты. Далее транзисторы коммутируют постоянное напряжение через обмотку трансформатора, величины достигают примерно 340V. Если совсем по-простому, то роль трансформатора в том, что первичная обмотка выдает большое напряжение и маленький ток, а с вторичной обмотки уходит меньшее напряжение, но максимальный ток, показатели могут быть около 120 ампер. Выходной выпрямитель – это диоды с высокими показателями быстродействия, сдвоенные, с общим катодом. Электросхема инверторного сварочного аппарата нуждается в именно быстродействующих диодах, суть их работы в том, что они очень шустро открываются и закрываются, нужно это для того, чтобы защитить сами диоды и весь прибор от перегревания и выхода из строя. Когда инвертор включается, начинают заряжаться конденсаторы, поскольку в этот момент зарядный ток очень велик, настолько, что может вывести из строя диодные мосты, то применяется схема ограничения заряда, еще она называется «мягкий пуск». Работа его основывается на резисторе, имеющем высокое сопротивление, как раз он и принимает на себя основной удар и отвечает за ограничение тока в схеме. Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками. По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте. Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую. swarka-rezka.ruСварочный инвертор своими руками: схема и описание. Ремонт сварочных инверторов своими руками. Схемы сварочных инверторов
Радиосхемы. - Схемы сварочных инверторов
схемы сварочного оборудования
 В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.схема и описание. Ремонт сварочных инверторов своими руками :: SYL.ru
Преимущества и недостатки инверторного прибора
Что необходимо для изготовления?
Уменьшение количества витков
Схемы сварочных инверторов, своими руками сделанных
Сборка
Особенности системы охлаждения
Назначение аппарата
Детали для устройства
Ремонт сварочных инверторов своими руками
Сварочный инвертор полуавтомат (своими руками сделанный) Помелова В.Н. Преимущества
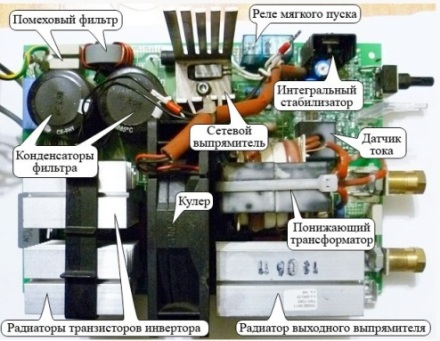
Конструкция
конструкция силовой и управляющей части



Схема сварочного инвертора и конструкция силового блока

Сетевой выпрямитель сварочного инвертора

Устройство помехового фильтра и инвертора

Схема выходного выпрямительного приспособления сварочного инвертора
Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Что понадобится для сборки инвертора
Создание блока питания
Сборка силового блока
Инверторный блок
Охлаждение
Сборка конструкции
Проверка инвертора на работоспособность
Как сделать инверторный сварочный аппарат своими руками: схемы
Инверторная сварка своими руками — это очень просто
Особенности функционирования инвертора
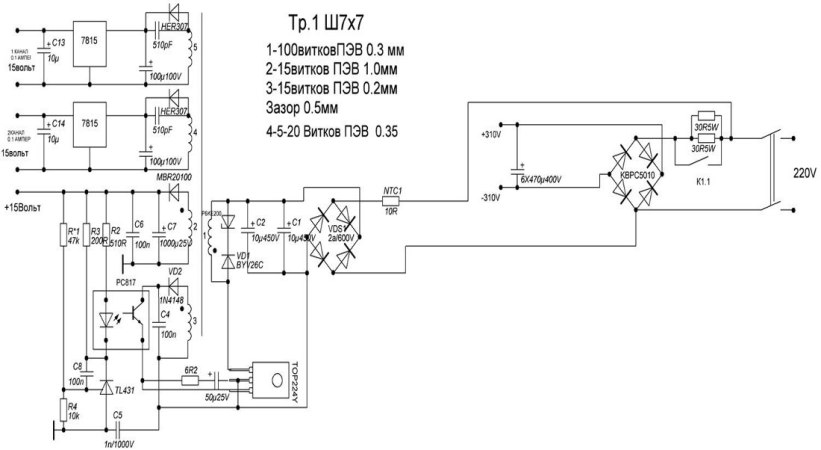
Что нужно для сборки инвертора
Как выглядит схема инверторной сварки


Как собрать инверторную сварку: поэтапное описание + (Видео)






Проверка работоспособности устройства

Как пользоваться самодельным аппаратом
Сварочный инвертор своими руками из старого телевизора
 Стоимость такого автомата выше, чем обычного трансформаторного. Поэтому многие домашние «кулибины» изготавливают сварочный инвертор своими руками.
Стоимость такого автомата выше, чем обычного трансформаторного. Поэтому многие домашние «кулибины» изготавливают сварочный инвертор своими руками. Не стоит пугаться. Следуя инструкциям по сборке, любой радиолюбитель, умеющий держать в руках паяльник, соберет этот блок за несколько свободных вечеров.
Не стоит пугаться. Следуя инструкциям по сборке, любой радиолюбитель, умеющий держать в руках паяльник, соберет этот блок за несколько свободных вечеров.Резонансный инвертор в фабричном корпусе
Принцип построения резонансного инвертора, безопасность схемы
 Все номиналы элементной базы указаны на схеме, дублировать их отдельным списком не имеет смысла. Сердце задающего генератора собрано на популярной микросхеме SG3524.
Все номиналы элементной базы указаны на схеме, дублировать их отдельным списком не имеет смысла. Сердце задающего генератора собрано на популярной микросхеме SG3524. Основа силового блока – мощные диоды и транзисторы, которые нуждаются в рассеивании тепла. Их можно установить на радиаторы от блока питания (в котором собирается инвертор), или набрать из тех же старых компьютерных мониторов.
Основа силового блока – мощные диоды и транзисторы, которые нуждаются в рассеивании тепла. Их можно установить на радиаторы от блока питания (в котором собирается инвертор), или набрать из тех же старых компьютерных мониторов. До включения вольтодобавки, холостой ход поддерживается величиной 35В. За счет такого малого напряжения силовая часть не перегружается. Длина схватываемой дуги составляет 3-4 мм. Это комфортное значение, позволяющее уверенно работать даже начинающим сварщикам.
До включения вольтодобавки, холостой ход поддерживается величиной 35В. За счет такого малого напряжения силовая часть не перегружается. Длина схватываемой дуги составляет 3-4 мм. Это комфортное значение, позволяющее уверенно работать даже начинающим сварщикам. Дополнительная обмотка трансформатора добавляет напряжение, поэтому при начале работ дуга зажигается моментально, вне зависимости от атмосферных условий. Главное – качественная обмазка электродов.
Дополнительная обмотка трансформатора добавляет напряжение, поэтому при начале работ дуга зажигается моментально, вне зависимости от атмосферных условий. Главное – качественная обмазка электродов.Защита инвертора
 Итог:Собрать инвертор своими руками возможно. Пусть вас не пугает множество деталей в схеме – это забота разработчика. Настраивать готовое изделие не придется, сварочник сразу готов к работе. При условии, что вы все правильно припаяете и скомпонуете модули в корпусе.
Итог:Собрать инвертор своими руками возможно. Пусть вас не пугает множество деталей в схеме – это забота разработчика. Настраивать готовое изделие не придется, сварочник сразу готов к работе. При условии, что вы все правильно припаяете и скомпонуете модули в корпусе.Схема простого сварочного инвертора - электросхема инверторного сварочного аппарата
 Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии.
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии.По какому принципу работает электросхема инверторного сварочного аппарата?

Схема инвертора


Самостоятельный подход к ремонту и эксплуатации