
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Главная страница » О сварке » Как правильно варить » Как варить чугун » Сварка чугуна электродом в домашних условиях Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ. Основные сложности сваривания чугуна, с которыми сталкиваются домашние мастера: Чтобы в домашних условиях получить качественное соединение чугунных изделий необходимо учитывать данные специфические характеристики, а также правильно подготовить рабочую поверхность, верно выбрать режим сваривания и электрод. Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения: Специалисты выделяют 3 метода сварки чугуна: Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания. Электроды ОЗЧ-3 Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь: Рекомендуемые режимы сварки для некоторых перечисленных марок: Также следует выделить следующие технологические особенности: Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям. 1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации: После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов. В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка. Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению. С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным. Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями. Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла. Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М. Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
Как варить чугун электросваркой. Сварка инвертором. Сварка чугуна электродом в домашних условиях инвертором
Сварка чугуна электродом в домашних условиях инвертором: каким, как правильно
Подготовка к сварке

Методы сварки

Как варить чугун инвертором и плавящимся электродом

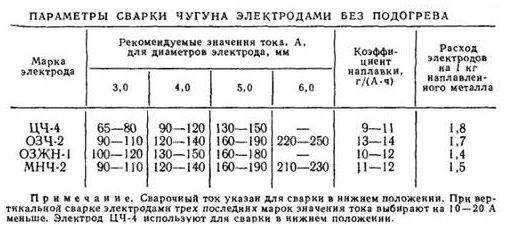
Марка электрода Сила тока для электрода диаметром 3 мм. Сила тока для электрода диаметром 4 мм. Сила тока для электрода диаметром 5 мм. Сила тока для электрода диаметром 6 мм. ЦЧ-4 65-80 90-120 130-150 — ОЗЧ-2 90-110 120-140 160-190 220-250 ОЗЖН-1 100-120 130-150 160-180 — МНЧ-2 90-110 120-140 160-190 210-230 
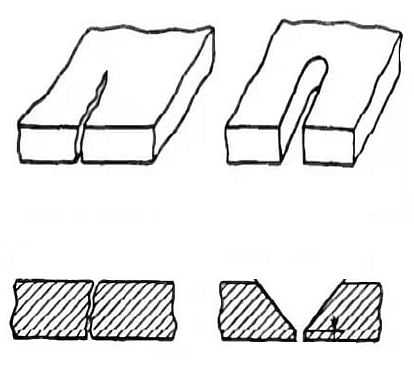
 2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.Видео
Сварка обычными электродами
Сварка чугунными электродами
Сварка неплавящимися электродами
 Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек — закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.
Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
Предупреждение! Этот способ мы еще не пробовали на практике, он был найден в открытых источниках, за результат мы не отвечаем. Если будете делать, то на свой страх и риск. О результатах просим поделиться в комментариях к данной статье. Следующий способ более традиционен и опробован многими, что и показано на видео ниже.
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой;проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55).
- Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап — сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура — прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Меры безопасности
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты:
- помещение, в котором проводятся сварочные работы, должно освещаться и проветриваться;
- обязательно использование средств для заземления;
- чугун плохо реагирует на быстрое охлаждение, поэтому нужно защищать его поверхность от влаги;
- исполнитель должен использовать при работе индивидуальные средства защиты.
weldelec.com
Cварка чугуна электродом в домашних условиях
В случае протечки автомобильного коллектора или трещины в трубе из чугуна обращаются за помощью к сварщику. Но в отличие от низкоуглеродистых сталей, чугун сваривается гораздо хуже. Частыми дефектами выступают поры на поверхности шва, а после проведения сварочных работ можно услышать потрескивание изделия, которое свидетельствует об образовании микротрещин в околошовной зоне. В промышленных условиях этот металл, с высоким содержание углерода, соединяют с предварительной подготовкой изделия, подогревая материал индукционными токами, и обеспечивая его плавное остывание. Но как решить проблему в быту? Сварка чугуна электродом в домашних условиях осуществляется обычным инвертором. Получить качественное соединение возможно, правильно подготовив поверхность изделия и верно выбрав режимы сварки.

Как варить чугун дома
В домашних условиях сваривать чугун можно инвертором или трансформатором, работа которого дополнена преобразователем, выдающем на держатель постоянный ток. Это содействует качественному проплавлению основного металла, и уменьшает брызги при горении дуги.
Сварочный процесс, выполняемый в гараже или во дворе, можно провести двумя способами. Если требуется заварить трещину в коллекторе или устранить раковину на изделии, то можно воспользоваться холодным методом. Это означает проведение сварочных работ без предварительного подогрева металла. Дефектное место очищается от окислов и грязи. Если трещина узкая (менее 1 мм ширины), то необходимо запилить ее тонким диском болгарки. Это позволит глубже затечь расплавленному металлу, и усилит структуру шва. Холодный метод применяется на не ответственных соединениях, которые после восстановления не будут испытывать серьезных нагрузок.
В случае ремонтных работ на чугунных шестеренках, где откололся зуб и требуется его наплавка, или при сваривании между собой двух отдельных чугунных деталей, необходим предварительный подогрев изделия до 350 градусов. Этот метод сварки чугуна называется полугорячим. Свариваемый элемент можно положить в горн с жаром от твердого топлива. Через 20 минут можно его извлечь и начинать сварочные работы.
Альтернативным способом разогрева может послужить паяльная лампа (на керосине), или горелка с пропан-кислородным пламенем. Предварительный подогрев изделия поможет сгладить перепад температур между материалом и расплавленным присадочным металлом. Это минимизирует последующее появление трещин, и предотвратит образование цементитов, затрудняющих последующую шлифовку шва. Данный метод используют в тех случаях, когда требуется качественное соединение, способное переносить нагрузки при эксплуатации.
Для получения максимального эффекта от подогрева, необходимо обеспечить и плавное остывание изделия после сварки. В домашних условиях чугунную деталь можно засыпать золой от печи или сухим песком. Пользоваться конструкцией следует только после полного остывания.
Какие выбрать электроды
Для сваривания чугуна инвертором требуются специальные электроды, состав проволоки которых будет хорошо взаимодействовать с основным металлом, и препятствовать выделению углерода и образованию пор. В этом отношении отлично зарекомендовали себя следующие марки:
-
ЦЧ-4;
-
МНЧ-2;
-
ОЗЧ-2;
-
ОЗЖН-1.
В их состав добавляется никель и медь, что препятствует высвобождению углерода. Дополнительно, растяжимые свойства этих примесей содействуют более прочному шву, способному переносить нагрузки на разрыв и излом.
Если нет возможности приобрести электроды для сварки чугуна, а ремонтные работы ждать не могут, то их можно изготовить самостоятельно. Для этого, на обычные электроды (Э-46, АНО-21) наматывают медную проволоку. Витки укладывают плотно друг ко другу одним слоем. Начинать намотку необходимо от конца электрода, который будет гореть. Диаметр медной проволоки значения не имеет, и может составлять от 0,5 до 1,0 мм. При горении электрической дуги плавится стержень самого электрода и намотанная медь, а обмазка электрода будет защищать сварочную ванну от внешней среды.
Настройки аппарата
Чтобы качественно заварить изделие из чугуна дома, требуется правильно установить настройки на сварочном аппарате. В зависимости от марки электрода и его диаметра, сила тока на инверторе выставляется по таблице ниже:
| Марка электродов | Диаметр электрода, мм/ сила тока, А | Диаметр электрода, мм/ сила тока, А | Диаметр электрода, мм/ сила тока, А | Диаметр электрода, мм/ сила тока, А |
| МНЧ-2 | 3 / 90-110 | 4 / 120-140 | 5 / 160-190 | 6 / 210-230 |
| ЦЧ-2 | 3 / 65-75 | 4 / 90-120 | 5 / 130-140 | 6 / 220-240 |
| ОЗЖН-1 | 3 / 100-120 | 4 / 130-140 | 5 / 160-180 | 6 / 220-250 |
| ОЗЧ-2 | 3 / 90-110 | 4 / 120-140 | 5 / 160-190 | 6 / 220-230 |
Эти параметры хорошо подойдут для сварки чугуна в нижнем положении. Если требуется наложение шва на вертикальной трубе, то значение силы тока необходимо уменьшить на 15-25 А. Это не даст стекать расплавленному металлу и позволит сформировать шов.
Технология сварки
Правильно сварить детали из чугуна в домашних условиях, как показано на видео, реально. Но для этого важно соблюсти все требования по подготовке материала и ведению шва. В это включается:
-
В случае толстых пластин выполнить разделку кромок под 45 градусов. Это производится болгаркой или на точильном станке. Если работать предстоит с трещиной, то осуществляется ее углубление тонким абразивным диском, и просверливание концов дефектного участка.
-
При тонком материале (3 мм и меньше) подкладывается графитовое основание. Это не даст вытекать расплавленному металлу с обратной стороны.
-
Изделие очищается от мусора и пыли. После чего выполняется его разогрев паяльной лампой, или иными способами.
-
Когда нужная температура достигнута, начинается сварочный процесс. Кроме случаев заварки трещин или раковин, требуется поставить прихватки, фиксирующие стороны конструкции. Количество прихваток должно быть на 20% больше, чем при аналогичной работе с малоуглеродистыми сталями, ввиду их слабой удерживающей силы из-за образования трещин.
-
Первый шов ведется быстро и без поперечных колебаний электродом. Если длина соединения более 100 мм, то лучше наложить шов в несколько заходов с разных сторон (например, по 50 мм от каждого края или начала предыдущего шва). Это позволит равномерно прогреть изделие и не перекалить его отдельные части.
-
При толстых пластинах требуются многопроходные швы. После первого слоя, можно делать колебательные движения электродом, для расширения границ шва и лучшей связки металлов.
-
Отделение шлака необходимо производить после каждого прохода. Это позволит избежать непроваров и перекрыть поры, образовавшиеся в нижнем шве.
-
После окончания сварочных работ изделие нужно засыпать сухим песком и дать полностью остыть.
Сваривание чугуна инвертором, или аппаратами на постоянном токе, проводится довольно успешно в домашних условиях. Для этого важно выбрать специальные электроды, правильно настроить аппарат, и вести сварку так, чтобы не перегревать отдельные участки. Ввиду текучести чугуна, желательно потренироваться в ведении шва на нерабочем аналогичном материале, перед основными работами на изделии.
Поделись с друзьями
0
0
1
0
svarkalegko.com
Сварка чугуна электродом в домашних условиях
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по разрезу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов — основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться — образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Методы сварки чугуна
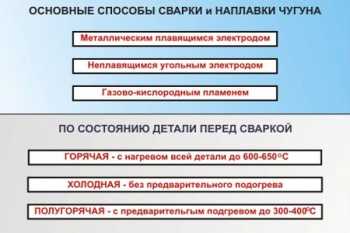
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ — не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой. После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем. Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
Разделка трещины при сварке чугуна
Отдельно стоит поговорить про следующие особенности подготовки:
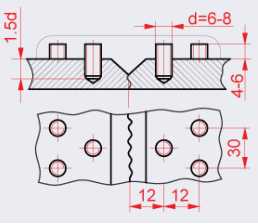
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и сиспользованием шпилек. Шпильки состоят из стали. Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров. Количество зависит только от размеров соединения, но не больше 25% от площади излома
2. Разделка кромок.
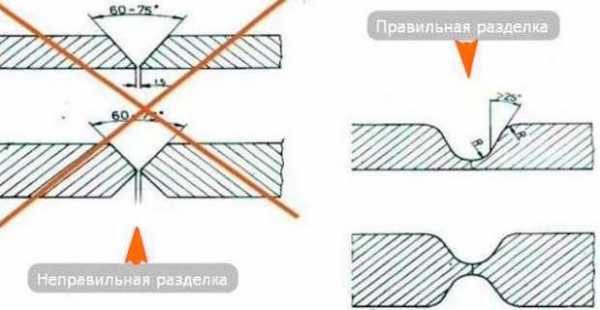
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 — 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.

Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните — когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
svarkagid.ru
Сварка чугуна инвертором: основные методы
Чугун — сплав металла, который очень плохо варится. Причина кроется в углероде, из которого он состоит. Обычно углерод имеет вид графита или представляет собой карбид железа. Однако были найдены различные способы, при которых появилась возможность проводить сварочные работы с чугуном.

Конструкция сварочного инвертора.
В большинстве случаев сварка чугуна требуется при ремонте лопнувших чугунных деталей, когда необходимо избавиться от трещин и различных дефектов, которые возникают в процессе работы или во время литья.
Сложности сварочного процесса связаны с невысокой пластичностью чугуна. Это приводит к возникновению трещин, когда происходит усадка сварочного шва. Большие помехи создает сварочному процессу соединение кислорода и углерода, появляется окись углерода. Из-за него шов становится очень пористым. Сварка чугуна инвертором помогает решить очень многие проблемы.
Варить чугун можно самыми разными способами. Каждый из них обладает индивидуальными положительными свойствами. Основным параметром при выборе способа сварки является полученное качество сварки. Для деталей с мягким швом проводится сварка чугуна определенным видом сварки. Когда необходимо получить высокую твердость свариваемой поверхности, применяются совершенно другие материалы, чтобы варить чугунные детали.
Схема горячей сварки чугуна.
Сварка чугуна подразделяется на два вида:
- холодная;
- горячая.
Горячий вид применяется на предприятиях, которые имеют возможность нагреть чугунные изделия. Сварка чугуна при высоких температурах позволяет получить высокое качество шва. В бытовых условиях, небольших ремонтных мастерских горячую сварку использовать невозможно. Ее заменяет дуговая сварка.
Этот вид сварки не может существовать без применения электродов, которым нужен самый разный ток. Один электрод может работать только с переменным током, другой — только при подаче постоянного тока. Возникает вопрос: как варить чугун при таких обстоятельствах? С этой целью очень удобно использовать сварочный инвертор. Это устройство может превратить входящий ток в тот, который необходим конкретному электроду.
Сварка чугуна с помощью инвертора проводится с нагревом свариваемого участка и с последующим охлаждением. Когда невозможно нагреть деталь, сварку проводят без нее.
Типы электродов для работ
Таблица электродов для сварки.
- Прутки чугуна, имеющие тонкое покрытие. Ими можно варить чугун при подаче любого вида тока. Пруток покрывается специальным составом, в котором содержится очень много углерода. Сварочная дуга при этом работает намного стабильнее.
- Металлические стержни, покрытые слоем графита. Стоимость таких электродов невысока, но хромает качество сварочного шва. Наплавка металла получается неоднородной, очень сложно обрабатывать шов. Этими электродами сваривают только небольшие трещины декоративного литья.
- Стержни, имеющие медную основу. Сварочный шов состоит из сплава меди, углерода и железа. Высокое качество имеют маленькие швы, длина которых не превышает 6 см. Для такого метода требуется проводить после каждого прохода обязательную проковку шва. Этот способ не используется в местах, где нет свободного подхода.
- Стержень с никелевой основой. Этот вид позволяет получить отличный прочный шов, который можно обрабатывать. Такому шву также требуется проковка, но ее можно проводить без особых сложностей. Один-единственный минус есть у этого вида — они очень дорого стоят. Поэтому их продают в виде сплава железа, никеля и меди.
Сварка чугуна — это достаточно сложный процесс. Для него необходим точный выбор сварочного аппарата и соответствующих электродов.
Идеальным вариантом является метод, когда чугун прогревается перед сваркой и охлаждается после нее.
В результате получается очень надежный сварочный шов. Ручная дуговая сварка проводится с использованием сварочного инвертора. При этом применяются электроды, обрабатывающие зону шва.
Необходимый тип элемента во многом зависит от вида сварки. Правильно подобранный электрод позволяет быстро и с высоким качеством провести сварку чугуна. В результате получается шов высокого качества.
Основные методы сварки
Классификация способов сварки.
Когда применяется горячий метод, выполняется равномерный нагрев детали. Охлаждение шва должно быть медленным. При таком технологическом процессе происходит графитизация металла, не наблюдается отбеливание.
Полугорячий метод требует несколько иного подхода. В сварочную зону поступают графитизирующие вещества, при этом изделие нагревается до температуры, равной 450 градусам. Все зависит от сложности детали. Такой подход позволяет проводить замедленное охлаждение. Улучшаются условия для выделения графита. Чтобы провести подогрев, применяют газовое пламя.
Когда применяется холодный метод, подогрев детали не осуществляется. Сварка чугуна таким холодным способом подразделяется на несколько видов:
- стальными электродами;
- специальными электродами с покрытием из цветных сплавов;
- чугунными электродами.
Применение сварки всегда очень трудоемкое и сложное дело. Однако ее используют не только в металлургической промышленности, она нашла себе применение и в строении судов. В данном случае применяется угольный электрод, электрод из стали, газовый аппарат.
Варианты сварных соединений.
Для каждого металлургического процесса требуется конкретный способ сварки. Метод, которым будет пользоваться сварщик, зависит от вида шва и температуры детали. Чугун — это особый металл, имеющий собственные технологические показатели и особые свойства. Ему требуется особый подход, работа с ним должна выполняться с точным соблюдением технологии его обработки.
Техническая промышленность использует сегодня самые разные виды материалов. К каждому из них требуется индивидуальный подход. Эти материалы обладают высокой стойкостью. У них очень большой коэффициент прочности. Эти свойства позволяют работать с такими деталями без каких-либо их повреждений.
За счет добавления магния получается новый модифицированный материал. Его применяют при изготовлении деталей, у которых должна быть повышенная прочность. Данные изделия рассчитаны на длительную эксплуатацию.
Чем лучше проводить сварку чугуна?
Неплавящиеся электроды
Сварка чугуна в домашних условиях.
Чтобы варить чугун, разрешается использовать любые типы неплавящихся электродов:
- графитовый;
- вольфрамовый;
- угольный.
Присадкой для них являются чугунные стержни, особые присадочные прутки, состоящие из различных цветных металлов. Сварочную зону защищает флюс, в состав которого входит бура, иногда используют инертный аргон. Самой распространенной и популярной сегодня стала сварка типа AC TIG. Процесс происходит с использованием вольфрамового электрода, при подаче переменного тока. Защитной средой становится аргон и добавочные присадки из никеля.
Чугунные электроды
Особый материал, позволяющий исправить недостатки чугунного литья. Этот тип электродов создан из круглых прутков, которые покрыты особой обмазкой, состоящей из самого разного материала. В нее входит:
Холодная сварка давлением.
- мел;
- графит;
- полевой шпат;
- ферромарганец.
В некоторых случаях добавляют термит, который замедляет остывание сварочного шва. Сварочный процесс проходит при подаче постоянного тока, но допускается и использование переменного. Величина сварочного тока зависит от диаметра электрода. Чем больше диаметр, тем больше ток.
Холодная сварка чугунными электродами не дает однородности шва. Очень сложно получить скорость охлаждения сварочного шва и его околошовной зоны, без отбеливания. Поэтому такой вид сварки применяется очень редко. Намного лучше получается качество шва, когда детали подогреваются до температуры 300°C, иными словами, во время полугорячей сварки.
Особые электроды, предназначенные для проведения холодной сварки
Чтобы получить надежный сварочный шов способом холодной сварки, требуется применить специальные электроды с содержанием особых добавок никеля и сплавов меди. Железо образует вместе с никелем состав, который не реагирует с углеродом. Это позволяет избавиться от сектора отбеленного чугуна. Полученный наплавленный металл легко обрабатывается, так как он имеет низкую твердость. В полученном сварочном шве не возникают трещины, не образуются поры.
Медь тоже не реагирует с углеродом, однако она не образует общий раствор с железом. По этой причине наплавление может получиться неоднородным, в его состав может входить высокоуглеродистое железо, имеющее высокую твердость.
moyasvarka.ru
Сварка чугуна специальными электродами в домашних условиях
 Когда лопается автомобильный коллектор или появляются трещины в чугунных трубах, приходится вспоминать о сварочных работах. Однако сварить чугунные детали намного сложнее, чем обычные низкоуглеродистые стали.
Когда лопается автомобильный коллектор или появляются трещины в чугунных трубах, приходится вспоминать о сварочных работах. Однако сварить чугунные детали намного сложнее, чем обычные низкоуглеродистые стали.
Основными дефектами такой сварки становятся поры, образующиеся на поверхности сварочного шва. После сварки часто можно услышать, как изделие начинает слегка потрескивать. Это говорит о том, что в районе сварочного шва началось образование микротрещин.
На производстве, прежде чем начать варить чугун, в состав которого входит очень много углерода, проводят предварительные работы. Сначала заготовку нагревают индукционными токами. Затем ее оставляют остывать естественным путем.
Чугунные изделия часто встречаются в быту. Как варить чугун электросваркой, как заварить трещину у себя дома? На помощь приходит обыкновенный инвертор. Чтобы соединение получилось прочным и качественным, необходимо подготовить изделие к сварке и установить ее правильные режимы.
Варим чугун не выходя из дома
Как уже было сказано, варить чугун можно инвертором, который способен нормально работать на постоянном токе. Для сварки возможно также использовать сварочный трансформатор. Его оборудуют дополнительным преобразователем, способным удерживать постоянный ток. В результате основной металл хорошо проплавляется, получается качественное соединение. Когда горит дуга и проводится сварка, практически отсутствуют брызги.
Способы сварки
 Существует несколько способов сварки чугунных изделий в бытовых условиях. Когда необходимо в своем гараже заварить трещину коллектора или удалить раковину, возникшую на детали, можно использовать холодный вариант.
Существует несколько способов сварки чугунных изделий в бытовых условиях. Когда необходимо в своем гараже заварить трещину коллектора или удалить раковину, возникшую на детали, можно использовать холодный вариант.
Речь идет о сварочных работах, которые выполняются на холодную, то есть чугун сваривают без предварительного нагрева. Область заготовки, пришедшей в негодность, тщательно очищают. Удаляются все окислы, скопившуюся грязь. Когда ширина трещины меньше 1 мм, ее предварительно расширяют с помощью болгарки, на которой установлен тонкий диск. Расплавленный металл зальет трещину на полную глубину, произойдет усиление сварочного шва. Такая холодная сварка в основном используется для соединений деталей, которые не подвергаются серьезным нагрузкам.
Когда необходимо наплавить зубья чугунной шестеренки или соединить чугунные изделия, требуется обязательный подогрев деталей до температуры 350 градусов. Такой способ чугунной сварки стали называть «полугорячим». Свариваемые чугунные детали можно нагреть в горне, в котором жар создается твердым топливом. Заготовки из чугуна выдерживают в горне примерно 20 минут. Затем их извлекают специальными щипцами и выполняют сварочные работы.
Нагреть детали можно и другим способом. Для этого пригодится:
- Паяльная лампа;
- Пропановая горелка.
Такой предварительный подогрев заготовки помогает сделать более гладким перепад температур, возникающим между свариваемым материалом и расплавленными присадками. В результате появление трещин становится минимальным. Практически не образуется цементит, который становится препятствием для шлифования шва. Такая методика применяется для создания высококачественного соединения, которое способно работать при больших нагрузках.
Чтобы получить максимальный эффект от предварительного подогрева заготовки, требуется, чтобы детали после сварки медленно остывали. Обычно такие чугунные детали засыпают у себя дома обычным песком и ждут полного остывания.
Выбор электродов
Чтобы варить чугунные детали инвертором, необходимо иметь специальные электроды. Они изготовлены из особой проволоки, не позволяющей выделяться большому количеству углерода. Электрод из такой проволоки предотвращает появление пор. Самыми популярными марками электродов стали:
- ЦЧ-4;
- МНЧ-2;
- ОЗЧ-2;
- ОЗЖН-1.
Сварочный электрод для чугуна несколько отличается от обычных марок. Чтобы не происходило высвобождение углерода, в них специально добавлена медь, совместно с никелем. Эти примеси обладают растяжимыми свойствами. В результате получается очень прочный шов, который может противостоять большим нагрузкам.
Когда под рукой нет специальных электродов для сварки чугуна, а выполнить ремонтные работы необходимо очень срочно, электрод можно сделать своими руками.
Берутся обычные электроды, например, Э-46, на которые просто туго наматывается проволока из меди. Должен получиться один плотный слой. Намотку нужно начинать с конца электрода, предназначенного для горения. Сечение медной проволоки должно находиться в диапазоне 0,5 — 1,0 мм.
Технологический процесс сварочных работ
Чтобы у себя в гараже получить качественное сварное соединение чугунных деталей, необходимо соблюдать все требования которые предъявляет технология сварки чугуна.
Если толщина деталей очень большая, технология требует предварительно провести разделку кромок, выдержав угол 45 градусов. Такая операция легко выполняется обычной болгаркой.
Когда необходимо заварить трещину, ее углубляют тонким диском. Засверливаются концы поврежденного участка.
Если толщина материала меньше 3 мм, под деталь кладется графитовое основание. Оно предотвратит вытекание расплавленного металла с противоположной стороны.
Перед началом сварочных работ, заготовку необходимо хорошо почистить. Удалить весь мусор и скопившуюся грязь. Затем деталь нужно разогреть любым подходящим способом. После достижения соответствующей температуры, проводится сварка деталей. Тяжелые детали фиксируются прихватками, удерживающими всю конструкцию.
Когда делается первый шов, движение электрода, согласно технологии должно быть быстрым и плавным. Не допускаются его поперечные колебания. При длине соединения больше 100 мм, лучше наложить шов в два-три захода, начиная с противоположной стороны. В результате получится равномерный прогрев детали, не произойдет перекалка отдельных частей заготовки.
Когда приходится сваривать толстый чугун, накладываются многопроходные швы. Когда сделан первый слой, электрод может совершать колебательные движения. Таким образом, происходит более надежная связка металла и расширение размеров шва.
Шлак должен отделяться постоянно. Его сбивают после нанесения каждого слоя. В результате исключается появление непроваров, происходит перекрытие пор, которые могут образовываться в нижнем слое. Когда сварочные работы закончены, детали засыпаются песком. Остается только подождать их полного остывания.
Заключение
Варить чугун инвертором, вырабатывающим постоянный ток, можно и у себя в гараже. Нужно только приобрести специальные электроды, сделать грамотную настройку всех параметров.
Сварка должна проводиться осторожно, не допуская перегрева отдельных участков. Так как чугун очень текучий материал, для его сварки необходим определенный опыт. Поэтому прежде чем начинать такую работу, нужно немного потренироваться на других чугунных деталях.
instrument.guru
Как варить чугун электросваркой, сварка чугуна в домашних условиях
Выполнение сварочных работ требует специального профильного образования, но и мастера - самоучки добиваются хороших результатов, особенно при сварке деталей или заготовок из простой стали. Обычно, трудности начинаются, когда требуется заварить цветной (алюминий, медь, титан), или тугоплавкий металл, отличающийся особенным химическим составом или свойствами. К примеру, чугун.- Содержимое:
- Технология сварки чугуна
- Как сваривать чугун электросваркой
- Методы сварки чугуна
- Газовая сварка чугуна
- Холодная сварка чугуна
- Горячая сварка чугуна
- Проволока для сварки чугуна
- Какие электроды используют для сварки чугуна
- Техника безопасности при сварке чугуна
- Как варить чугун электросваркой?
- Какие методы проведения работ по чугуну существуют?
- Какие расходные материалы понадобятся?
- Существуют ли рекомендации по безопасному проведению сварки?
Технология сварки чугуна
Сварка чугуна электродом в домашних условиях возможна, но требует соблюдения определенных рекомендаций и практических навыков у человека, который будет выполнять работы. Отливают чугун при низких (по сравнению со сталью) температурах. Температурный режим, используемый при отливке чугуна всего 1200-1500° градусов. Это, а также высокое содержание углерода и влияет на свойства металла.Существует горячая и холодная сварка чугуна. При выполнении любого из методов от мастера требуется учитывать следующее:
- Категорически запрещается быстрое охлаждение поверхности чугуна. Если выполняется сварка чугуна со сталью, для увеличения времени остывания последней рекомендуется засыпать деталь угольной пылью или сухим песком. Быстрый нагрев или охлаждение чугуна в результате влияет на появление трещин и создает трудности в процесс дальнейшей обработки детали. Сварка стали с чугуном выполняется безникелевым электродом, обычно в два прохода.
- В жидком состоянии металл отличается текучестью, что требует использования подформовки и может быть причиной деформации и напряжения при сварке чугуна.
- Трудности при сварке TIG связанны в основном с необходимостью обеспечить прочное прилегание сварного шва. Особенно сложным является сваривание двух неоднородных элементов. Выполнение ремонтных работ порой требует восстановления деталей из стали, алюминия и чугуна. При выполнении работ необходимо учитывать характеристики обоих материалов. Особенности сварки чугуна и алюминия состоят в том, что для первого металла необходим меньший нагрев. Поэтому при работе обязательно использование графитовой подложки предотвращающей вытекание чугуна.
Некоторые расходные материалы предназначены исключительно для обработки чугуна, другие можно использовать при комбинации двух металлов. Профессиональная сварка и наплавка деталей из чугуна заключается в строгом соблюдении технологического процесса обработки поверхности и выполнения последующих работ.
Как уже отмечалось, работы с чугуном выполняются двумя способами: горячим и холодным методом, при этом используются как уже готовые электроды, так и изготовленные кустарным способом. Самостоятельно изготовленные комплектующие используют не только в домашних условиях, но и на производстве.
В электрод для чугуна входит следующий состав термитной смеси для сварки:
- Ферросицилий
- Термит
- Мрамор
- Алюминий
- Жидкое стекло
- Измельченный порошок титана
- Жидкое стекло
Альтернативой электродам по чугуну может быть специальная присадочная проволока с графитовым стержнем.
Особенности восстановления чугунных деталей сваркой вне зависимости от выбранного метода включают в себя следующее:
- Подготовка поверхности - дефекты необходимо удалить. Дефекты вырубают механическим или ручным методом. При вырубке руководствуются общим правилом, заключающимся в том, что удаленные повреждения друг от друга на длину свыше 20 мм, вырубают отдельно, меньше вместе.
- Определение химического состава материала. Подготовка чугуна под сварку включает и определение всех возможных работ, которые придется провести. Обычно мастер смотрит на торец материала и определяет его устойчивость к термической обработке. На серую чугунину наложить сварной шов проще, но по мере потемнения потребуется соблюдение дополнительных мер. Хуже всего поддается обработке черный металл, а промасленный чугун могут не взяться варить даже в кузнечном цеху. Выбор режима сварки ковкого чугуна также ограничивается необходимостью предварительного разогрева детали. Остальные способы обработки ковкого чугуна не дадут хорошего результата.
 Обеспечение хорошей сцепки сварного шва. При необходимости может быть использован технологический процесс сварки чугуна с применением стальных шпилек. Метод заключается в том, что предварительно в поверхность обрабатываемой детали вставляются и фиксируются шпильки предназначенные укрепить сварной шов. Количество шпилек прямо зависит от размера заплатки. Особенностью процесса сварки со шпильками является необходимость уменьшить содержание в припае углерода, а также получить материал шва близкий по химическому составу к содержанию углерода, используя самостоятельно изготовленные сварочные материалы (для этого увеличивают количество графита в электроде).
Обеспечение хорошей сцепки сварного шва. При необходимости может быть использован технологический процесс сварки чугуна с применением стальных шпилек. Метод заключается в том, что предварительно в поверхность обрабатываемой детали вставляются и фиксируются шпильки предназначенные укрепить сварной шов. Количество шпилек прямо зависит от размера заплатки. Особенностью процесса сварки со шпильками является необходимость уменьшить содержание в припае углерода, а также получить материал шва близкий по химическому составу к содержанию углерода, используя самостоятельно изготовленные сварочные материалы (для этого увеличивают количество графита в электроде).- Сварочные работы - чугун подлежит сварке ТИГ, при этом наилучшие результаты могут быть достигнуты при соблюдении нескольких условий. Обязательно необходимо поддерживать небольшое количество расплавленного металла в сварной ванне и его равномерное перемешивание в процессе выполнения работ. Во время сварки используются присадочные прутки чугуна. Может понадобиться применение смеси состоящей из азотнокислого натрия, соды и технической буры.
- После выполнения работ, закончив наложение сварного шва, детали засыпаются сухими составами, не позволяющими быстро остыть. Контроль сварки осуществляется с помощью визуального осмотра шва. В материале должны отсутствовать непровары или прожоги, а также сквозные трещины. При обнаружении подобных дефектов поверхность зачищается, и шов накладывается заново. Повторный проход электродом потребуется и в случае сваривания между собой неоднородных материалов. Принцип сварки чугуна и сплавов цветных металлов заключается в наложении двойного шва.
После выполнения работ деталь может использоваться после полного остывания. В этот момент проводится повторный контроль качества. Соединение чугунных труб проверяется с помощью наполнения их жидкостью.
Электросварка чугуна в домашних условиях может быть выполнена только холодным методом. Холодный метод сварки чугуна ограничивает возможность выполнения работ исключительно определенными марками металла. Легче всего наложить сварной шов на серый чугун. Работы с черным или промасленным металлом требуют соответствующей квалификации мастера и применения необходимого оборудования.
Как сваривать чугун электросваркой
Правильно варить чугун электросваркой можно только при условии использования правильных электродов, а также необходимого оборудования. Особенность проведения работ является то, что в зоне наложения шва повышается хрупкость металла.Хрупкость связана с тем, что во время выполнения работ чугун испытывает чрезмерную и интенсивную закалку. По этой причине технология сварки чугуна электродами в промышленных условиях существенно отличается от обычной обработки других металлов и требует нагрева материала до температуры около 600-650° градусов.
Для работ используют следующие виды электродов:- ОЗЧ-2 - имеют медный стержень, покрытый специальным составом, включающим в себя графит.
- МНЧ-2 - для стержня используют сплав металлов из никеля, меди, марганца и железа. Электроды МНЧ-2 являются оптимальным решением, но стоят они существенно дороже.
Электросварка чугунных изделий холодным методом требует соблюдения определенного темпа наложения шва и контроля, чтобы поверхность не разогрелась выше необходимых показателей. Сварщик выполняет работы «вразброс», небольшими участками с обязательной проковкой и перерывами.
Так как особенностью чугуна является медленное остывание, чтобы заварить чугунную деталь может потребоваться большое количество времени. При восстановлении небольших дефектов обязательным является использование графитовой подложки, во избежание вытекания металла.
Методы сварки чугуна
 В зависимости от того, какое качество и прочность наложения шва потребуется, могут использовать разные способы проведения работ. Виды сварки чугуна включают в себя следующие:
В зависимости от того, какое качество и прочность наложения шва потребуется, могут использовать разные способы проведения работ. Виды сварки чугуна включают в себя следующие:- С использованием инертного газа - метод используют для ремонта канализационных труб, деталей автомобиля. Способ сварки с инертным газом подходит, если необходимо сварить неоднородные металлы.
- Горячий метод используют в промышленности. В результате предварительного прогревания ремонтируемой детали удается получить прочное сварное соединение высокого качества. Горячий способ сварочных работ по чугуну требует особой подготовки мастера и соблюдения требований безопасности.
- Холодный метод обычно выполняется в домашних условиях, когда к качеству сварного шва и плотности его примыкания к детали не предъявляют высоких требований.
Способы сварки чугуна достаточно разнообразны, причем при желании и наличии определенных условий работы можно выполнить и дома. При домашней сварке потребуется хорошее знание химического состава чугуна и его свойств.
Газовая сварка чугуна
Этот способ в основном используют, если необходимо обеспечить сварной шов высокой прочности при условии необходимости небольшого провара основного металла. При этом технология газовой сварки чугуна подразумевает большое разнообразие используемых режимов наложения шва, от которых и зависит конечный результат. На качество влияют следующие составляющие:- Режимы подачи напряжения.
- Техника наложения шва.
- Сила тока.
- Скорость прохождения.
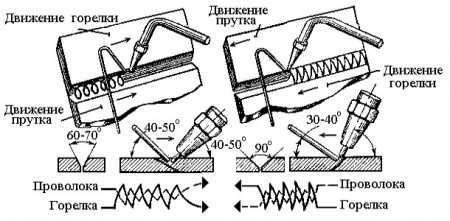
Технологический процесс газовой сварки чугунных изделий подразумевает соблюдение следующих рабочих параметров:
- напряжение дуги 18-21В
- сила тока 100-120А
- скорость прохождения не больше 12 м в час
Работы проводятся с помощью сварной проволоки 09Г2СА или ПАНЧ 11 с диаметром 1 мм.
Холодная сварка чугуна
Холодная сварка для чугуна выполняется в основном в бытовых условиях. Преимуществом холодного способа является отсутствие необходимости в дополнительном оборудовании для выполнения работ. При наложении шва используют следующие разновидности электродов для холодной сварки:- Медно-железные.
- Медно-никелевыми.
- Железно-никелевыми.
- Стальными.
- Чугунными.
Выполняют наплавку укладкой одного или нескольких валиков сварного шва. При использовании стальных электродов обязательна установка шпилек для увеличения прочности соединения. Любые электроды, в состав которых входит железо, и никель в основном используют для ремонта небольших повреждений.
Технология холодной сварки чугуна подразумевает и исправление больших дефектов поверхности. Для этих целей используют чугунные электроды с покрытием из графита.
Холодный способ не может обеспечить качественный и долговременный шов. Применение холодного метода ограничивается деталями с мелкими дефектами и не несущими конструкциями.
Горячая сварка чугуна
Горячий способ сварки применяют в промышленных условиях. Сварка горячим методом обеспечивает надежное соединение деталей, в том числе их неоднородных материалов. Метод включает в себя следующие этапы: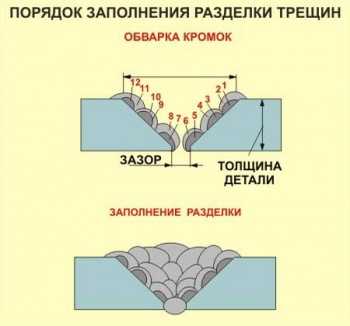 Механическая обработка детали - трещина расширяется, убираются все поврежденные участки поверхности.
Механическая обработка детали - трещина расширяется, убираются все поврежденные участки поверхности.- Формовка деталей - обрабатываемая поверхность заключается в специальную графитовую форму для исключения вытекания металла во время его термической обработки.
- Сварка - проходит с использованием литых электродов. Предварительно деталь нагревают до температуры от 300° до 650° градусов. Допускается применение порошковой проволоки с присадкой стержня из керамики.
- Охлаждение.
Технология горячей сварки чугуна дает качественный однородный шов и может быть выполнена исключительно в промышленных условиях. Для соблюдения условий процесса требуется применение определенных комплектующих: проволоки и электродов.
Проволока для сварки чугуна
Проволока по чугуну используется для проведения сварочных работ в среде защитных газов. В основном используются две разновидности расходного материала:- Для работ в среде защитных газов - обязательным является использование углекислого газа для препятствия воздействия на обрабатываемую деталь кислорода. Стоит проволока дешевле. Практика показала, что получаемый сварной шов несколько худшего качества чем получаемый с помощью порошковых расходников.
- Порошковая проволока - это сварочная проволока для чугуна ПАНЧ-11. Преимуществом проволоки ПАНЧ-11 является то, что в состав входят вещества, при нагревании образующие необходимую защиту сварного шва. Применение ПАНЧ-11 рекомендуется в случае укрепления трещин стальными шпильками.
Никелевая проволока традиционно используется для проведения сварочных работ холодным методом. Характеристики никелевой проволоки позволяют применение для устранения незначительных дефектов поверхности.
Какие электроды используют для сварки чугуна
Особенность сварки чугуна с помощью электродов заключается в том, что при сгорании электрода выгорает также и определенное количество углерода находящегося в самом металле. При выгорании образуются поры, влияющие на качество и прочность соединения сварного шва. Поэтому для сварки чугунных изделий применяются электроды, имеющие в своем составе никель и медь. Этому есть разумное объяснение, связанное с особенностями этих металлов:
Поэтому для сварки чугунных изделий применяются электроды, имеющие в своем составе никель и медь. Этому есть разумное объяснение, связанное с особенностями этих металлов:
- Никель - растворяется без остатка в железе, входящем в состав чугуна. При этом никель полностью нейтрален по отношению к углероду и вступает с ним в химическую реакцию. Это дает определенные преимущества. Сварной шов, накладываемый электродом с никелем, в процессе работ не закаляется и остается мягким и податливым для дальнейшей обработки.
- Медь - из этого металла состоят применяемые специальные электроды для сварки жаропрочного чугуна. Медь не растворяется в железе и в результате образует более твердый шов, что часто и требуется при обработке материала.
Если говорить о марках электродов для сварки и наплавки, то на рынке около десятка типов продукции предназначенной для определенных целей и имеющей свои специфические свойства. А именно:
- Сварочные электроды для чугуна СЧ 20 - для работ с серым чугуном используют электроды с графитовым покрытием. Электроды СЧ 20 позволяют на выходе получить шов полностью идентичный по своей структуре и химическому составу обрабатываемому металлу.
- Электроды для чугуна ЦЧ 4 - используются для проведения работ холодным способом. Основное предназначение электродов ЦЧ 4 - проведение мелких ремонтов дефектов поверхности. Также рекомендовано использовать электроды ЦЧ 4 для сварки чугуна со сталью при условии подачи постоянного тока малой полярности.
- Сварка чугуна электродом по нержавейке - еще один эффективный способ обработки черного чугуна. Технология работы с электродом по нержавейке включает в себя обязательный прогрев заготовки и наложение нескольких сварных швов.
- Сварка медными электродами - к этому классу относятся самые «редкие» расходники МНЧ-2. Электроды МНЧ-2 позволяют получить максимально качественный шов. МНЧ-2 можно использовать как для холодной, так и горячей сварки.
Можно самостоятельно изготовить электроды близкие по составу к вышеперечисленным. Особенно если учесть, что МНЧ-2 является редким и дефицитным, изготовление его аналога в домашних условиях вполне оправдано. Для производства понадобится сделать следующее:
- Снять обмазку с обычного электрода. Полученный состав измельчить и смешать в равных пропорциях порошка железа. Допускается использование мелкой стружки.
- В отдельную посуду наливают жидкое стекло. В жидкое стекло постепенно высыпают смесь, доводя состав до консистенции густой сметаны. Сварка медными электродами удовольствие достаточно дорогое, а изготовление самодельной обмазки существенно сокращает себестоимость проведения ремонтных работ.
- Берется медная проволока с маркировкой М2, М3. Проволоку зачищают с помощью наждака, после чего обезжиривают и нарезают необходимой длины.
- Полученные заготовки обмакивают в обмазку. В результате должен получиться электрод с медной проволокой толщиной не более 1,5 мм. Чтобы свойства изготовленных расходников были практически идентичны, их необходимо обрабатывать в течение одинакового времени.
- Заготовки развешивают в вертикальном положении и ждут полного высыхания и затвердевания смеси.
Категорически запрещается использовать в качестве стержня латунную проволоку. В состав латунной проволоки входит большое количество цинка, который является ядовитым. Во время сжигания электрода будет испаряться токсичное вещество, что может стать причиной серьезного отравления.
Какая маркировка используется для обозначения электродов, которые могут быть использованы для сварочных работ?
- ОЗЧ-2, ОЗЧ-6 - эти электроды изготавливаются путем нанесения ферритового порошка на медный стержень. Предназначением электродов ОЗЧ-2 и ОЗЧ-6 является устранение небольших дефектов с помощью проведения холодных работ. По своим характеристикам медные электроды по чугуну ОЗЧ-2 и ОЗЧ-6 напоминают самодельную продукцию, которую можно изготовить в домашних условиях.
- ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 - эти расходники имеют в своем составе большое количество никеля. Согласно ГОСТ в процентном соотношении количество никеля может достигать 90% от общей массы. В группе ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 представлены как никелевые, так и никелево-железные электроды.
- МНЧ-2 - наиболее редкие из всех типов продукции. В состав МНЧ-2 входит никель, медь, железо. Это обеспечивает качественный и ровный шов высокой прочности.

Техника безопасности при сварке чугуна
Проведение работ с чугуном требует соблюдения мер безопасности, направленных на обеспечение надлежащих условий на рабочем месте. При этом требуется учитывать следующие нюансы:- Электросварка чугуна в домашних условиях должна проводиться в хорошо освещенном и проветриваемом помещении.
- Аппарат должен иметь заземление.
- Металл плохо реагирует на быстрое охлаждение. Необходимо защитить его поверхность от попадания влаги.
- Обязательно использование индивидуальных средств защиты:
- перчаток
- очков
- спецодежды
stroy-plys.ru
Сварка чугуна обычным электродом в домашних условиях
Оглавление:
- Чугун: виды, применение
- Виды сварки
- Подготовка к сварке электродами
- Особенности сварного процесса
- Техника безопасности
- Заключение
- Интересное видео
Прочный и надежный - чугун является одним из самых распространенных материалов, используемых в быту и промышленности. У него есть свои неоспоримые преимущества: он служит долго, стоит относительно недорого, легко поддается сварке, со временем не теряет своих эксплуатационных характеристик. Когда может понадобиться сварка чугуна электродом? Если, например, прохудился шов в радиаторе отопления, его требуется залатать, или к батареям требуется приварить еще несколько отсеков.
Чугун: виды, применение

Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно - считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
- белый;
- половинчатый;
- серый;
- высокопрочный;
- ковкий.
С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении - для выпуска коленчатых валов, цилиндров, двигателей и прочего.
Это - лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Виды сварки

Чтобы знать, как заварить чугун обычным электродом, важно разбираться в видах сварки вообще. Они подразделяются на:
- горячую;
- полугорячую;
- холодную.
Горячая действительно является таковой, происходит при температуре от 600 до 700 градусов по Цельсию. Нагревают металл в промышленных печах, которые считаются сверхмощным оборудованием. Чугун становится подвижным, как пластилин, с ним удобно работать. В процессе на изделии не появляются трещины или поры, которые препятствуют нормальной работе в дальнейшем.
Эксперты называют этот способ сварки максимально идеальным для чугуна. Естественно, на вопрос: можно ли варить чугун обычными электродами дома методом горячей сварки, ответ будет отрицательным. Создание такой колоссальной температуры в квартире или гараже, например, опасно для жизни и здоровья.
Полугорячая сварка тоже невозможна в домашних условиях. Она осуществляется при температуре в 300-400 градусов по Цельсию. Для нагрева используют специальные фены либо тэны. Данный способ применяют в промышленности. Основное его преимущество - скорейшее остывание в сравнении с горчим методом. Для начинающего мастера полугорячая технология сварки чугуна электродами практически неосуществима. Холодная сварка подходит для дома. Она происходит при температуре максимум в 80 градусов по Цельсию.
Подготовка к сварке электродами
Чтобы начать сварочный процесс, необходимо произвести тщательную к нему подготовку. В частности:
- произвести ошкуривание поверхности;
- обезжирить части агрегата в обязательном порядке;
- подготовить сварочный аппарат, убедиться в том, что он технически исправен;
- определиться, как именно будет происходить сварка: по шпилькам или многослойно;
- приготовить достаточное число электродов;
- вспомнить правила техники безопасности.
Запрещается начинать работу, если поверхность не зачищена и не ошкурена - это создает вероятность возникновения опасной ситуации: острый элемент в процессе сварки отскочит и нанесет травму мастеру. Простые электроды в данном случае не подойдут. Необходимо приобрести те, что содержат в своем составе хром, медь и никель.
Нельзя начинать работу без теоретической подготовки к процессу. Несоблюдение технологии приведет к тому, что при застывании на материале образуются многочисленные поры и трещины, чугун потеряет свои превосходные эксплуатационные свойства, использовать его в дальнейшем будет просто нецелесообразно.
Особенности сварного процесса

Теперь расскажем: как сваривать чугун электросваркой. Когда мастер убедился в надежности оборудования, он может приступать к процессу. Для этого требуется выбрать, как варить чугун простыми электродами:
- по шпилькам;
- многослойно.
В первом случае мастер сначала устанавливает сами шпильки, а вокруг них образует шов. Опытные сварщики рекомендуют выполнять процедуру в шахматном порядке, чтобы не допустить перегрева материала. Завершают работу соединительным швом - он идет от одной шпильки и ее «окружения» к другой.
Многослойный способ заключается в следующем: создаются фаски, потом наплавляют начальный слой, его проковывают молотком, далее кладут второй слой, опять простукивают и так далее. После остывания шва, его в обязательном порядке ошкуривают, чтобы придать изделию эстетичный вид. Если есть возможность доступа к внутренней части изделия, то начальный слой при многослойном методе кладут с наружной и внутренней сторон. Так соединение становится еще прочней.
В целом, в том, как правильно варить чугун электродами, нет ничего сложного. Главное, соблюдать правила техники безопасности.
Техника безопасности
Еще до того, как варить чугун обычным электродом, важно позаботиться о соблюдении техники безопасности:
- рядом с рабочим местом поставьте огнетушитель;
- убедитесь в исправности сварочного аппарата;
- наденьте на руки специальные защитные перчатки для сварных мероприятий;
- закройте лицо маской или хотя бы очками;
- работайте исключительно в плотной одежде, чтобы частички раскаленного металла не имели возможности соприкоснуться с кожей;
- важно, чтобы в помещение, где производится сварка, всегда поступал свежий воздух;
- если сварку вы производите впервые, разумно пригласить помощника или хотя бы стороннего наблюдателя, чтобы в случае ЧП, было кому прийти на помощь.
Естественно, работать желательно в светлое время суток или хотя бы при достаточном освещении, в абсолютно трезвом и здоровом состоянии.
Заключение
В целом, процесс того, как сварить чугун с металлом электродом, описан выше. Детали и тонкости расскажут опытные сварщики. Не стесняйтесь обратиться к ним за советом. Для работы дома выбирайте холодный метод. Работайте только с проверенным оборудованием, не забывайте про технику безопасности.
Интересное видео
osvarka.com










