
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
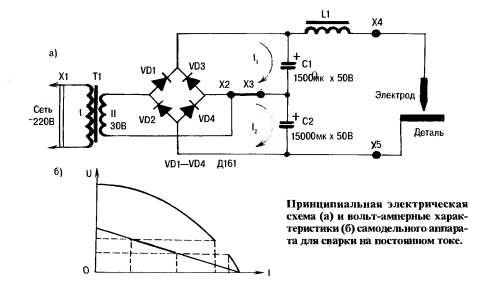
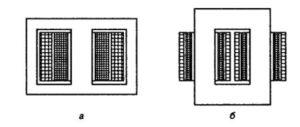
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы. Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя: Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем. Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко. Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе. Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу: Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной. Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва. Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода. Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока. Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю. Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены: Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы. Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону. Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки. Виды сварочных трансформаторов разделяются по рабочему предназначению. Они различаются по: Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажей и каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства. Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере. Поделись с друзьями 2 0 1 1 svarkalegko.com Для сваривания металлических деталей требуется источник высокой температуры, который сможет распалить как присадочный материал, так и основной металл. Чаще всего для этого используют электрическую дугу, но для ее создания может применяться несколько различных аппаратов, которые обладают разным принципом действия, но при этом обеспечивают примерно одинаковый результат. В наше время такими аппаратами стали трансформатор и инвертор, которые являются основными инструментами для ручной дуговой сварки. В принципе работы, конструкции и особенности поведения данная техника имеет ряд отличий, что обеспечивает каждому виду свои конкурентные преимущества. Поэтому, чтобы разобраться, какой сварочный аппарат лучше инвертор или трансформатор, нужно узнать о них более подробно. Сварочный трансформатор и инверторный аппарат Инверторная сварка применяется для соединения металлических изделий. Она находит применение, как в промышленной сфере, так и в частной. Главной особенностью ее является преобразование обыкновенного переменного тока в высокочастотный. Это же касается и параметров напряжения. При сваривании тонких деталей, а также тех вещей, которые состоят из плохо свариваемого металла или сплава, использование инвертора является более предпочтительным. Так что при выборе, что лучше инвертор или трансформатор при сложных работах, заметно выигрывает первый вариант. Сварочный аппараты инверторного типа Чтобы определить, какая сварка лучше инвертор или трансформатор, следует рассмотреть принцип их работы. При подаче тока на включенный инвертор он попадает на первичный выпрямитель. На этом этапе происходит преобразование его с переменного в постоянный. Далее он поступает на специальный блок инвертора, где изначальные параметры в 220В преобразуются и напряжение снижается. После этого ток снова делается переменным. На этом блоке происходит увеличение частоты тока и напряжения. Затем электричество поступает на трансформатор, где происходит окончательное преобразование параметров до значений, указанных на датчиках инвертора. Окончательным этапом является второй выпрямитель, на котором ток снова становится постоянным и подается на выход. Данный тип сварки применяется в последнее время преимущественно на производстве, где требуется проводить простые операции. Аппараты находят применение и в частной сфере, но это преимущественно устаревшие модели. При выборе, что лучше сварочный аппарат или инвертор, в сторону первого склоняются те, кому нужно варить много, по несколько часов подряд и сталкиваться с большой толщиной деталей. Сварочный трансформатор Трансформаторы могут, как увеличивать, так и уменьшать выходные параметры рабочего тока и напряжения. Электричество поступает на первичную обмотку трансформатора, которая располагается на стальном сердечнике. В катушке индуцируется магнитное поле. Благодаря близкому расположению вторичной катушки, магнитное поле первичной начинает генерировать в ней электрический ток. Параметры полученного электричества зависят от дальности расположения катушек, а также от количества витков в них. Если на вторичной витков больше, то напряжение будет увеличиваться. Сравнение того, что лучше сварочный трансформатор или инвертор показывает, что для большинства сложных процедур сварки инвертор оказывается более востребованным, так как его дополнительные функции и современные режимы упрощают всю технологию. Сварка алюминия, нержавеющей стали и прочих сложных металлов становится более простой. Легкость транспортировки, хранения и использования с помощью автономных источников питания также трудно переоценить. Трансформатор всему этому может противопоставить только надежность конструкции и относительно низкую стоимость. Но тот факт, что его энергопотребление является более высоким, делает инвертор окупаемым со временем. В различных цехах, где сварка ведется почти непрерывно, трансформаторы ведут себя более надежно, но подходит это только для самых простых видов соединения. Стоя перед выбором, что лучше приобрести инверторный или трансформаторный сварочный аппарат большинство специалистов склоняются к инвертору. Это подтверждается также более широким выпуском современных моделей, среди которых трансформаторы встречаются крайне редко. При покупке многие и не знают, что означает инверторный сварочный аппарат, но выбирают именно их, так как среди компактных моделей для дома, а также многофункциональных устройств. имеются только инверторы. svarkaipayka.ru Для выполнения электродуговой сварки необходим определенный набор оборудования, в него входит сварочный трансформатор. На рынке существуют производственные и бытовые аппараты, они различаются техническими характеристиками. Трансформатор для электродуговой сварки Главная задача трансформатора –преобразование подаваемого электричества до требуемых параметров. Взаимодействие компонентов входящих в состав сварочного трансформатора, в результате, приводит генерации сварной дуги, которая располагается между рабочим инструментом и заготовкой. Для возникновения дуги, обеспечивающей разогрев и расплавление кромок заготовки, требуется изменить характеристики электричества подаваемого из сети.Сварочный трансформатор преобразует поступающее электричество следующим образом: В преобразовании электричества принимают участие следующие узлы: Устройство сварочного трансформатора В состав сварочных агрегатов включают дополнительные компоненты, которые предназначены для совершенствования их работы. Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения. Устройство пускового механизма трансформатора Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию. Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки. Виды магнитопроводов трансформатора Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.Принцип работы сварочного трансформатораАппаратура для сварки работает по алгоритму: Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки. Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.ЭДС в первой обмотке появляются из-за наличия: Холостой ход трансформатора Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять. Это позволяет напряжению, которое может появиться на корпусе в результате повреждения изоляции, уйти в землю, не нанеся ни какого вреда рабочему – сварщику. Аппаратура для сварки состоит из: Для розжига и поддержания дуги необходимо обеспечить наличие индуктивного сопротивления второй обмотки.Подъем индуктивного сопротивления ведет к тому, что изменяется наклон статистических параметров источника энергии. В результате приводит к постоянству всей системы «источник тока – дуга». Электрическая схема сварочного трансформатора типа ТДМ У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую. Настройка рассеивания магнитного поля осуществляется переменой геометрических параметров пространства между составными частями магнитопровода. В виду того, что магнитная проницаемость железа выше чем у воздуха то придвижении шунта изменяется сопротивление потока, который проходит по воздуху. Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода. Сварочная аппаратура с шунтом Трансформаторы этого типа изготавливают для решения производственных задач. Такая аппаратура производилось в ХХ века для решения производственных и бытовых задач. В них реализовано несколько степеней настройки количества витков в обеих катушках. Секционная обмотка трансформатора Для настройки напряжения и тока применяют фазовый сдвиг тиристора. При этом происходит изменение среднего значения напряжения. Для работы однофазной сети нужны два тиристора, включенных навстречу друг другу. Причем их настройка должно быть синхронной и симметричной. Трансформаторы на основании полупроводников (тиристоров) обладают жесткой статической характеристикой. Ее регулировка производится по напряжению при помощи тиристоров. Тиристоры хороши для настойки напряжения и тока в электрических цепях переменного характера, дело в том, что закрытие происходит при изменении полярности. В схемах с постоянным током для закрытия тиристоров применяют резонансные схемы. Но это сложно, дорого и накладывает определенные сложности на возможность регулирования. Тиристорные сварочные трансформаторы В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины: В современных устройствах используют обмотки из алюминия, для повышения надежности конструкции к ним на концах приварены медные накладки. На производстве применяют следующие виды сварочных аппаратов: Разновидности сварочного оборудования Ещё выделяют: Так называют устройство, которое предназначено для преобразования переменного тока получаемого из сети в напряжение необходимо для выполнения электрической сварки. Сварочный трансформатор Ключевым узлом этого устройства является трансформатор, который понижает сетевое напряжение до уровня холостого хода. К несомненным преимуществам этого оборудования относят довольной высокий КПД от 70 до 90%, простоту работы и высокую ремонтопригодность. Кроме этого аппараты этого класса отличает невысокая стоимость.Вместе с тем, аппараты этого типа иногда не в состоянии обеспечить постоянство горения дуги. Это обусловлено характеристиками переменного тока. Для получения качественной сварки целесообразно применять электроды, адаптированные для работы с переменным током. Кроме того, на качестве сварки отрицательно сказываются и колебания напряжения на входе. Аппараты этого типа нельзя применять для работы с нержавейкой и цветными металлами. Высокий вес аппарата и его габариты вызывают ряд сложностей при его транспортировке с места на место.Но надо отметить, что сварочный трансформатор – это не плохой выбор для домашних нужд. Аппаратура, которое преобразует переменное напряжение, поступающее из сети питания в постоянное, необходимое для выполнения электросварочных работ.На практике применяют несколько схем выпрямителей, в которых реализованы разные методы получения выходных параметров напряжения и тока. Применяют разные способы регулировки параметров тока и вольт-амперной характеристики. Сварочные выпрямители В эти способы входят:Изменение настроек трансформатора, применение дросселя, настройка с помощью полупроводников (тиристоров и транзисторов). В самых простых аппаратах для регулирования тока применяют трансформатор, а для его выпрямления диодные схемы. В силовую часть такого оборудования входят трансформатор, выпрямитель, дроссель. Главное достоинство выпрямителей, если сравнивать их с трансформаторами, заключено в том что, для сварки применяют постоянный ток. Это обеспечивает качество розжига и поддержания параметров дуги и это соответственно приводит к качеству сварного шва. Применение выпрямителя позволяет сваривать не только обыкновенные стали, но обрабатывать нержавейку и цветные металлы. Кроме того, надо учесть и то, что сваривание с применением выпрямителя обеспечивает малое количество брызг. По сути, описанные достоинства дают однозначный ответ на вопрос – какой аппарат выбрать трансформатор или выпрямитель, но разумеется нельзя забывать и стоимости этого оборудования.Выпрямители имеют и отдельные недочеты – большой вес конструкции, потеря мощности, падение напряжения в сети во время проведения сварочных работ. Кстати, все сказанное в полной мере относится и к трансформаторам. Аппаратура этого типа предназначено для преобразования постоянного тока в переменный. Инвертор работает следующим образом. Ток, с частотой в 50 Гц, попадает на выпрямитель. На нем он, пройдя, через фильтр сглаживается и преобразуется в переменный. Частота такого тока оставляет несколько килогерц. Современные схемы позволяют получать ток с частотой 100 Гц. Этот этап преобразования, является самым важным в работе инвертора и это позволяет добиться существенных преимуществ в сравнении с другими моделями сварочного оборудования. После этого, полученное высокочастотное напряжение роняют до значения холостого хода. А ток вырастает до размеров достаточных для выполнения сварочных работ, то есть до величины 100 – 200 А.Схема инвертора и комплектующие используемые в работе позволяют создавать сварочные аппараты с малым весом и высокими техническими характеристиками.Предприятия – производители выпускают аппараты для выполнения сварки: К несомненным достоинствам этого класса оборудования можно отнести – малый вес и габариты. Это позволяет передвигать инвертор на строительной или производственной площадке без особых сложностей.В составе инвертора нет трансформатора и это позволило избежать потерь на нагрев обмоток и перемагничивания сердечника и получить высокий КПД. При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт. Схема инверторного сварочного аппарата Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами. Инверторная схема не нуждается в частых и длительных перерывах в работе. Конструкция инвертора позволяет выполнять плавную регулировку режимов сварки во всем диапазоне токов и напряжений, необходимых для выполнения сварочных работ. Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах. Инверторные сварочные аппараты Инверторные сварочные аппараты, производимые в наши дни, по большей части имеют микропроцессорное управление. Оно позволяет: После выполнения сварки с помощью трансформатора или выпрямителя, работа с инвертором может с полным основанием считаться праздником.Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники. Надо понимать, что выбор сварочного оборудования это непростая задача и решают ее в несколько этапов. Сварочная аппаратура, как и любое техническое устройство, всегда может выйти из строя. Существуют некоторые признаки, по которым можно определить возникшие неисправности. Возможные неисправности Например, при проведении сварки, постоянно происходит залипание электрода. Это может быть вызвано низким напряжением, неправильной настройкой тока, неправильным выбором электрода и рядом других причин.Отсутствие дуги может быть вызвано перебитым кабелем, перегревом сварочного оборудования и множеством других причин. Для ремонта сварочного трансформатора необходимо обладать определенными знаниями, то есть необходимо умение читать принципиальные электрические схемы и навык выполнения электромонтажных работ. Именно поэтому имеет смысл при возникновении неисправностей обращаться в мастерскую по их ремонту и обслуживанию. Сварочную аппаратуру необходимо надежно заземлить. Для облегчения жизни, на трансформаторов устанавливают специальные болтовые зажимы с сопроводительной надписью «ЗЕМЛЯ».Классификация по различным признакамСварочная аппаратура классифицируется по следующим признакам – по фазам, по применяемости.На практике применяют одно и трехфазные сварочные аппараты. Однофазные аппараты, по большей части применяют для выполнения сварочных работ переменным током. Трехфазные применяют на строительных и производственных. К однофазным относятся аппараты марки ТД. По сути, это трансформаторы с хорошим магнитным рассеиванием и перемещающимися обмотками. Их снабжают механическими регуляторами, выполненными в виде винтовых.Трехфазные аппараты применяют для сварки трехфазной дугой. Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами. Трехфазный сварочный трансформатор Трехфазные аппараты применяют для организации многопостовой сварки. В частности, использование такого оборудования позволяет использовать как минимум два электрода одновременно. В конструкцию аппарата вносят некритичные изменения. Такое применение аппаратуры позволяет поднять экономический эффект от сварочных работ. Трансформатор ТДМ включает в свой состав следующие части: Устройство сварочного трансформатора ТДМ Как уже отмечалось в конструкцию аппарата ТДМ входит магнитопровод, представленный в виде набор стальных пластин и изолированных обмоток. Ток, подаваемый из сети электропитания, попадает на первичную обмотку. В это время вторая обмотка, которая является перемещаемой, должна быть подключена к сварочному электроду и обрабатываемой деталью. Между обмотками существует зазор, который и определяет параметры сварочного тока и напряжения. Чем больше размер зазора, тем больше сварочный ток. Это достигается за счет рассеивания магнитного поля. Для изготовления сварочного аппарата своими руками надо понимать его базовые принципы работ. Первым делом необходимо определиться с параметром мощности тока. Для сварки массивных заготовок будет востребована высокая мощность генерируемого тока. Кроме того, нельзя забывать и о том, что этот параметр жестко связан с тем, какие электроды будут использоваться во время работы. Для работы с металлом от 3 до 5 мм, необходимо использовать электроды 3 – 4 мм. Если толщина металла менее 2 мм, то вполне достаточно электродов 1,5 – 3 мм. Другими словами, если планируется использование электродов толщиной 4 мм, то сила тока должна составлять 150 – 200 А, а электроды в 2 мм, сила тока должна составлять 50 – 70 А.Дуга формируется за счет использования трансформатора, состоящего из обмоток и магнитопровода. У каждого типа сварки свои требования к трансформационным устройствам. Базовый расчет выполняют на основании разности количества витков на первичной и вторичной обмотке. Для понижающего оборудования работает следующее правило – если существует необходимость снижения напряжения в 10 раз, то количество витков на вторичной обмотке должно быть в 10 раз меньше. Надо отметить, что это правило имеет обратную силу. У каждого трансформатора имеется так называемый коэффициент трансформации. Он показывает размер масштаба силы тока при переходе с первичной обмотки на вторичную. Руководствуясь этим принципом можно выполнить расчет сварочного трансформатора пригодного для любого типа сварки. Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter. stankiexpert.ru С появлением электричества появилась возможность соединять металлические элементы с помощью сварки. Для этого применяются специальные сварочные трансформаторы, работающие от трёхфазного и однофазного напряжения. Однофазные модели предназначены для включения в стандартную бытовую сеть 220 Вольт. А трехфазный сварочный аппарат, чаще всего, применяется в производственных целях, он обладает большой мощностью, габаритами и продолжительной эксплуатацией без перерыва. Однако есть на рынке данной техники и универсальные устройства, которые могут работать и от 220 В, и от 380В. Разумеется, что для разных материалов существует свой индивидуальный процесс сварки, поэтому каждый сварочный агрегат оборудован системой регулировки и точной настройки. По принципу действия он не отличается от другого обычного понижающего трансформатора, только вот токи вторичной обмотке уж очень высокие, так как он работает в режиме короткого замыкания. Если закоротить вторичную обмотку обычного трансформатора, то в таком режиме он проработает недолго, так как она быстро перегреется и выйдет из строя. Вторичная обмотка сварочного рассчитана на большие токи, поэтому и выполнена медным проводом большого сечения. Напряжение U2 (на выводах вторичной обмотки) напрямую зависит от количества витков в ней. Конечно же, мало только уменьшить выходное напряжение, нужно ещё и изменять силу тока. Для этого трансформаторы оборудуются механизмом, раздвигающим обмотки на большее расстояние, тем самым снижая магнитный поток, который, в свою очередь, уменьшает ток во вторичной обмотке. Любой трансформатор для сваривания металлических различных элементов состоит из: В зависимости от сварочных работ происходит и управление процессом сварки,все сварочные агрегаты делятся аппараты переменного и постоянного тока. Конечно же, сам трансформатор не может работать на постоянном токе поэтому сам процесс выпрямления осуществляется после понижения напряжения. Для этого применяются: Сварочный понижающий трансформатор является ключевым элементом, создающим дугу во время сварки металлических деталей. Напряжение на выходе этого понижающего устройства, работающего в режиме короткого замыкания, допускается не более 80 Вольт. Для процесса ручной дуговой сварки обязательно нужны электроды. Бытовые трансформаторы для дома выполнены по однофазной схеме обладают небольшими токами при сваривании. Главное, в бытовых условиях также стоит следить и за наличием хорошего контакта в розетке, так как токи в первичной обмотке для квартир и домов тоже очень существенны и не каждая розетка их выдержит. Такая конструкция считается самой не дорогой, но в то же время обладающей неплохими характеристиками сварки чёрных металлов. Для того чтобы регулировать ток и соответственно дугу во время этого процесса сварочный агрегат оборудован раздвижной системой, увеличивающей расстояние между катушками, а также площадь сердечника. Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно. И также как регулятор тока для сварочного аппарата, применяются отдельно расположенные дросселя, который добавляет индуктивности в цепь. Самый простой способ, но самый эффективный, регулировки напряжения и силы тока во время выполнения сварочных работ — это вывод нескольких контактных точек со вторичной обмотки. Кончено же, плавности изменения силы дуги в таком аппарате не получится добиться. Такие приборы более эффективны для сваривания различных материалов обладают меньшими габаритами и плавным регулированием силы тока. Любой трансформатор не может работать на постоянном токе, это факт. На рисунке показана простейшая схема такого агрегата, которую можно сделать и своими руками. Она гарантирует стабильные выходные характеристики сварочного тока и дуги, которая является ключевым аспектом любой сварки. Сварщики знают, что при работе от положительного зажима выделяется больше тепла, чем от отрицательного. Следовательно для разной толщины металла стоит вырабатывать свою методику. Существуют и новые разработки в этой отрасли так называемые сварочные аппараты инверторного типа. Трансформатор здесь работает на повышенных частотах, что даёт возможность снизить и габариты устройства, его вес, и токи первичной обмотки без последствий для создания качественной дуги. Аппараты ВДМ производственного сварочного многопостового выпрямителя, устанавливается зачастую стационарно и предназначен для сварочных постов дуговой электросварки с помощью металлического электрода. Очень часто ВДМ подключаются к трёхфазной сети 380 Вольт. Во взрывоопасной среде, насыщенной пылью разной фракции, или же содержащей едкие газовые пары, разрушающие сталь и изоляцию, эксплуатация строго запрещена. Конструктивно в ВДМ есть возможность регулировать величину тока реостатом и дросселем. Изготовление трансформатора для сварочных работ, который должен быть близок по своим характеристикам к промышленному образцу, нужно проводить стандартными методиками подсчёта. Данная методика подойдет больше бытовому устройству, она содержит оптимальные значения обмоток и минимальные габаритные размеры сердечника. Существует два вида сердечника: При этом стержневые имеют немного большие показания КПД (коэффициента полезного действия) нежели броневые. Прежде чем приступить непосредственно к расчету сварочного понижающего трансформатора, необходимо определить его мощность, которая зависит от того какая величина тока нужна для его эксплуатации. Наиболее распространенные варианты от 70 до 150 А. Разумно будет брать максимально допустимые токи вторичной обмотки немного выше порядка 180–200 А. Мощность сварочного трансформатора переменного тока, и аппарата в целом, будет равна: P = U2 × I2 × cos (φ) / η где, U2 — напряжение холостого хода сварочного трансформатора рекомендуется от 30 до 60 Вольт, I2 — ток сварки, cos (φ) угол сдвига фаз между током и напряжением. В случае расчета потребляемой мощности cos (φ) можно взять равным 0,8; η- КПД, для данного устройства примерно можно принять равным 0,7. А также стоит учесть при этом и продолжительность эксплуатации трансформатора, так как, скорее всего, ему пройдется работать не один час. Pдл = U2 × I2 × (ПР/100)1/2 × 0.001 ПР — это коэффициент длительности работы в смену, рекомендуется порядка 20-30 %; Зачастую намотка производится уже на имеющееся железо и вот формулы примерного числа витков С обмотками на одном плече (рисунок ниже, а): N1 = 7440 × U1/(Sиз × I2) С разнесенными обмотками (рисунок ниже, б): N1 = 4960 × U1/(Sиз × I2) Sиз — измеренное сечение магнитопровода (см2) Такой способ расчета считается упрощённым. Ниже прилагается формула расчета сечения медного провода, которым непосредственно и будет выполнена намотка. Плотность тока в обмотках берётся из справочника для медного провода J = 2,5 А/мм2. Для сварочного аппарата постоянного тока ВДМ агрегат оборудуется тремя первичными и тремя вторичными обмотками, поэтому расчёт производится инженерами и без квалификации его проблематично соорудить. Для улучшения нужно сократить слишком большую вторичную обмотку в 3–4 раза, уменьшив в ней напряжение холостого хода до 22–25 вольт, а вот для стабильного и уверенного зажигания дуги, прибавить небольшую слаботочную обмотку с напряжением 80–110 вольт. Переменный ток каждой из обмоток проходит выпрямление на диодных мостах, после чего обмотки подключаются параллельно друг другу. Но также для усовершенствования и улучшения длительной работы сварочного трансформатора особенно в летнюю жаркую погоду необходимо использовать приточную или же вытяжную вентиляцию. amperof.ru При необходимости самостоятельного проведения сварочных работ возникает вопрос: какого типа сварочный аппарат приобрести. Сварка — это создание неразъёмных соединений между свариваемыми частями на уровне атомов. Сварное соединение является одним из самых прочных и поэтому применяется довольно часто. При электросварке нагрев и плавление металла происходит за счёт образования электрической дуги между торцевой частью электрода и свариваемой поверхностью. Источники образования и поддержания дуги делятся на несколько типов: Рассмотрим два типа, нашедших наиболее широкое применение: сварочный аппарат на основе трансформатора и инверторный источник электрической дуги. Это самый простой из сварочных аппаратов, использующий переменный ток сети. Работает за счёт трансформатора, который регулирует напряжение сети до сварочного. Трансформаторные или индукционные сварочные аппараты имеют деление по следующим признакам: Преимуществом его является более простая и надёжная конструкция, невысокая стоимость, высокая ремонтопригодность. Трансформаторный сварочный аппарат К недостаткам относят зависимость дуги от скачков напряжения сети, большой вес и габаритные размеры, сильный нагрев во время проведения работ. Инверторный сварочный аппарат или просто инвертор — один из источников энергии для электродуговой сварки, в основе которого лежит использование тока высокой частоты. Его работа осуществляется за счёт силовой электроники и небольшого трансформатора. Инверторный сварочный аппарат Достоинствами его признано низкое энергопотребление, компактность, небольшой вес и размеры, достаточно высокое качество шва. К отрицательным сторонам инвертора можно отнести относительно высокую стоимость, боязнь влаги, пыли и низких температур (характерно для бюджетных моделей), чувствительность к скачкам напряжения, дорогостоящий ремонт. Сходство этих аппаратов в их назначении — образование и поддержание электрической дуги. Но есть ещё некоторые моменты, которые их объединяют: На сегодняшний день на рынке довольно широкий выбор оборудования для сварки различных производителей. Выбор сварочного аппарата следует производить исходя из задач, которые с его помощью предстоит выполнять. vchemraznica.ru В наше время сварочное дело перестало быть уделом избранных. Сейчас сварочное оборудование можно встретить не только на производстве, но и в дачных домовладениях. Самыми популярными считаются трансформаторные аппараты переменного тока. Краткое содержимое статьи: Устройство сварочного трансформатора достаточно простое – это пара обмоток, намотанных на сердечник. Одна из них первичная, а вторая – вторичная. Принцип работы аппарата трансформаторного типа состоит в понижении входящего напряжения. Сила тока при этом может составлять порядка 700А, что позволяет осуществлять сварку металлических конструкций. Такой принцип действия характерен для всех разновидностей трансформаторного оборудования. Хотя сегодня, при использовании современных разработок и технологий удалось добиться создания более идеальных и эргономичных вариаций трансформаторов. Все сварочные трансформаторы принято делить на три вида, у каждого из которых свои сильные и слабые стороны. Выбирая аппарат для сварки трансформаторного типа, нужно знать, чем одна разновидность отличается от другой. Как показывают фото сварочных трансформаторов, они могут быть: Независимо от типа для каждого трансформатора характерен набор конкретных характеристик, определяющих эффективность и качество его работы, а также удобство эксплуатации. Выбирая агрегат, нужно знать, что означает каждая характеристика сварочного трансформатора. Маркировка. Это первое, на что надо обратить внимание. Маркировка – это зашифрованная запись базовых параметров. Первая буква обозначает источник питания, вторая указывает на тип сварочных работ, а третья – на метод. Четвёртая и пятая – это тип внешней характеристики и число постов. Значение номинальной силы электрического тока – это 1 или 2 цифры, округлённые до десятых или сотых. Два или одно последних цифровых обозначения – это регистрационный номер. Далее буквами обозначается допустимые температурные условия. Цифра в конце указывает на уместное расположение. I- значит допустима работа устройства на улице, II – под навесом, III – в неотапливаемой комнате, IV – в помещении с отоплением. Диапазон регулировки тока. Это одна из главных характеристик любого трансформаторного устройства. Первое, что она обозначает — это то, что регулирование тока возможно, а второе – это наибольшую возможную величину силы тока. Все вместе указывает на возможность применять электроды разных размеров. Диаметр электрода. Зависит от силы тока оборудования. Напряжение в электросети. Данная характеристика показывает, какое напряжение обязано быть в сети, чтобы трансформатор нормально работал. Номинальный ток сварки и рабочее напряжение. Эти параметры очень важны. Номинальный ток – это наибольший показатель тока, который может выдать агрегат. А номинальное напряжение — напряжение, требуемое для того, чтобы сварочная дуга была в устойчивом состоянии. Продолжительность включения. Это время, которое аппарат трансформаторного типа может находиться в режиме сварки. Данный показатель не оказывает особого влияния на выбор сварочного оборудования. Потребляемая мощность. Обозначает количество энергии, требуемой для 1 часа работы агрегата. Предпочтительнее остановить выбор на устройстве с минимальным параметром мощности потребления. КПД. Чем больше данное значение, тем лучше. Напряжение холостого хода. Оно отвечает за сварочную дугу. Чем оно выше, тем проще создаётся дуга. Число рабочих мест. Это число человек, которые могут одновременно заниматься сваркой от данного устройства. Система охлаждения. Вес и габариты сварочного аппарата. Начинающему малоопытному сварщику достаточно непросто выбрать подходящую модель сварочного трансформатора, ведь типов аппаратов для сварки довольно много. Поэтому, чтобы сделать правильный выбор, важно знать значение каждой технической характеристики. Если у вас возникли трудности, то лучше обратиться за советом к профессионалу. Инструменты из раздела: zdesinstrument.ru Бытовой сварочный аппарат становится неотъемлемым атрибутом домашних мастерских в частных домах, гаражах и на дачах. При выборе конкретного экземпляра у многих возникает один и тот же вопрос, какой сварочный аппарат лучше? До недавнего времени, возможность сделать выбор практически отсутствовала. Рыночный сегмент оборудования для бытового использования был пуст. В настоящее время вниманию покупателя представлены модели различных ценовых диапазонов, способные выполнять множество функций. Среди них можно найти бытовой сварочный трансформатор и малогабаритный инвертор. Наряду со сварочными трансформаторами появились представители нового поколения сварочной техники – бытовые инверторные преобразователи. В связи с этим, покупатель задумывается, инвертор или трансформатор лучше выбирать. Чтобы справиться с этой задачей, надо рассмотреть, что представляют собой бытовые устройства и какими особенностями обладают. Конструктивно прибор выполнен как обычный понижающий двухобмоточный трансформатор. В однофазном исполнении обмотка высокого напряжения включается в сеть 220 Вольт. Обмотка низкого напряжения рассчитана на протекание значительного сварочного тока, в режиме холостого хода ее напряжение составляет порядка 48 Вольт. Сварка таким трансформатором ведется только на переменном токе. Однофазное выпрямление не обеспечивает устойчивого горения дуги ввиду существенных пульсаций вторичного напряжения. Следует упомянуть о сварочных трансформаторах в трехфазном исполнении. В основной массе, это большие аппараты для профессионального использования, но имеются компактные варианты исполнения, пригодные для бытовых нужд при наличии соответствующего питания. Бытовые сварочные трехфазные трансформаторы оснащены диодными выпрямительными мостами и обеспечивают на выходе качественное выпрямленное напряжение для сварки на постоянном токе. Другой способ заключается в изменении магнитного потока магнитопровода. Реализуется этот вариант путем изменения положения обмоток трансформатора, регулирования воздушного зазора в магнитопроводе или введения магнитного шунта. Это требует внесения конструкционных изменений в магнитную систему трансформатора для обеспечения подвижности обмоток или частей магнитопровода. Третий способ управления током заключается в том, что во вторичную цепь трансформатора встраивается электронный (чаще всего тиристорный) регулятор. В его основе – фазовый метод управления электронными ключами, то есть тиристоры открыты в течение некоторой регулируемой части периода, обеспечивая заданное среднее значение тока сварки. Регулирование осуществляется в самых широких пределах, при этом, не изменяется напряжение холостого хода, что обеспечивает надежное зажигание дуги. К недостаткам можно отнести только некоторую громоздкость оборудования, так как сопротивление выполнено в виде отдельного блока. Регулирование магнитного потока применяется редко ввиду существенного усложнения конструкции и снижения надежности за счет наличия движущихся частей магнитопровода. Электронный способ более распространен, и с развитием электронной промышленности стоимость компонентов снижается. Этот способ обеспечивает наиболее удобное управление (достаточно повернуть ручку потенциометра на лицевой панели), но все же, он сопряжен с усложнением схемы. Кроме этого, диапазон изменения сварочного тока ограничен, так как при фазовом управлении, регулирование среднего значения тока достигается изменением соотношения времени открытого и закрытого состояния ключа. В случае, когда значительную часть периода ключ закрыт, устойчивость зажигания и горения дуги снижается. Не упомянут еще один, четвертый способ, заключающийся в переключении отпаек вторичной обмотки. В схемах лучших сварочных трансформаторов он не применяется ввиду усложнения конструкции вторичной обмотки, дискретности регулирования и малого его диапазона. Последнее обусловлено изменением напряжения вторичной обмотки, значительное снижение которого уменьшает устойчивость зажигания дуги. Входное напряжение (220 Вольт) выпрямляется диодным мостом и поступает на вход инвертора. Инвертор, построенный на мощных IGBT-транзисторах, преобразует постоянное напряжение в переменное с частотой, достигающей нескольких десятков килогерц. Затем, высокочастотное напряжение трансформируется до необходимого уровня и вновь выпрямляясь, поступает на сварочный электрод. Может возникнуть вопрос, каков смысл в этой цепочке преобразований? Ведь, если в традиционном сварочном аппарате преобразование сводится к трансформации (плюс выпрямление для трехфазных аппаратов постоянного тока), здесь происходит выпрямление, инвертирование, трансформация, и вновь выпрямление. Секрет кроется в свойствах токов высокой частоты. Дело в том, что с увеличением частоты, резко снижается площадь магнитопровода трансформатора при той же мощности. Кроме этого, уменьшаются величины емкости фильтровых конденсаторов. Эти факторы позволили создать бытовой аппарат, который можно переносить на плечевом ремне, выполняющий сварку токами, доступными трансформаторам, которые весят несколько десятков килограммов. Кроме этого, выпрямленный ток, содержащий пульсации высокой частоты, генерируемый инверторным аппаратом, позволяет работать с электродами любого типа, которые предназначены как для переменного, так и для постоянного тока. Подытоживая, необходимо рассмотреть основные преимущества бытовых сварочных аппаратов двух типов. Итак, бытовые сварочные трансформаторы превосходят бытовые инверторные аппараты по следующим показателям: В свою очередь, бытовой инвертор лидирует по компактности и легкости, обеспечивающей его высокую мобильность. Качество работы на постоянном токе очень высокое, даже при питании от домашней бытовой розетки. У бытовых инверторов высокий КПД и наличие дополнительных функций. Таким образом, сварочный бытовой трансформатор больше подходит для тех, кому мобильность устройства не важна, а классическая, проверенная десятилетиями схема ближе по духу. Бытовой сварочный инвертор незаменим, когда его нужно часто возить с собой. Например, на дачу, где даже при отсутствии электроэнергии, его можно подключить к переносному электрическому генератору. svaring.comСравнение бытового сварочного трансформатора с инвертором. Трансформаторный сварочный аппарат
Сварочный трансформатор - устройство, принцип работы и виды

Устройство сварочного трансформатора

Принцип работы сварочного трансформатора
Холостой ход
Схема сварочного трансформатора и ее модификации
Расчет сварочного трансформатора
Отличия и разновидности оборудования
Какой сварочный аппарат лучше: инвертор или трансформатор?

Назначение и область применения инверторной сварки


Преимущества инверторной сварки
Недостатки инверторной сварки
Принцип работы
Назначение и область применения трансформаторной сварки

Преимущества трансформаторной сварки
Недостатки трансформаторной сварки
Принцип работы
Сравнение
Вывод
Сварочный трансформатор: расчет, устройство и схема

Устройство сварочного трансформатора и характеристики

Устройство пускового механизма

Устройство магнитопровода

Холостой ход

Схема сварочного трансформатора и ее модификации

Сварочная аппаратура с шунтом

Сварочные трансформаторы с секционными обмотками

Тиристорные сварочные трансформаторы

Отличия и разновидности оборудования

Сварочные трансформаторы

Достоинства и недостатки сварочных трансформаторов
Сварочные выпрямители

Достоинства и недостатки сварочных выпрямителей
Сварочные инверторы


На что обращать внимание при выборе
Возможные неисправности и ремонт

Как правильно смонтировать трансформатор

Устройство сварочного трансформатора ТДМ

Принцип работы трансформатора ТДМ
Сварочный трансформатор своими руками
Расчет сварочного трансформатора
Сварочные трансформаторы: принцип действия, конструкция

Принцип действия сварочного трансформатора
Устройство и классификация трансформаторов, применяемых в сварочных аппаратах
Назначение сварочного трансформатора
Сварочные трансформаторы переменного тока
Сварочные трансформаторы постоянного тока
Сварочный трансформатор ВДМ
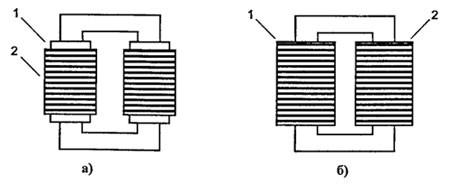
Как рассчитать сварочный трансформатор
Намотка сварочного трансформатора

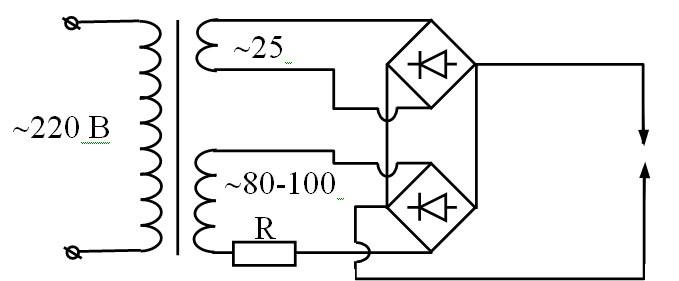
Улучшение сварочного трансформатора
Чем отличается сварочный аппарат от инвертора?
Трансформаторный сварочный аппарат


Что такое инвертор?


Что общего у инвертора и трансформаторного сварочного аппарата

Чем отличаются инверторный и трансформаторный источник электрической дуги
Сварочный трансформатор - 105 фото разновидностей трансформаторных аппаратов
![]()
Конструкционное решение трансформаторного оборудования
![]()
![]()
Разновидности трансформаторных аппаратов
![]()
![]()
Технические характеристики
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Фото сварочного трансформатора
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Бытовой сварочный трансформатор или инвертор – какой аппарат лучше
![]()
Конструкция
Способы регулирования тока
![]() Регулирование тока сварки трансформатора может быть осуществлено тремя путями. Самый простой – использование изменяемого балластного сопротивления из высокоомного материала.
Регулирование тока сварки трансформатора может быть осуществлено тремя путями. Самый простой – использование изменяемого балластного сопротивления из высокоомного материала.Особенности способов управления
![]() Каждый из способов управления током имеет свои особенности. Применение балласта не влечет за собой усложнение схемы трансформатора, следовательно, не снижает ее надежность.
Каждый из способов управления током имеет свои особенности. Применение балласта не влечет за собой усложнение схемы трансформатора, следовательно, не снижает ее надежность.Инверторные аппараты
![]() Изобретение инверторной технологии сварочных преобразователей без преувеличения можно назвать революционным событием. Работает сварочный аппарат следующим образом.
Изобретение инверторной технологии сварочных преобразователей без преувеличения можно назвать революционным событием. Работает сварочный аппарат следующим образом.Сравнение и выбор










