Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Эта разновидность режущего инструмента представлена в большом ассортименте. С его помощью можно проводить различные технологические операции. Сам процесс заключается в медленной подаче быстровращающейся фрезы в рабочую область. По точности обработки заготовок такая методика лишь не намного хуже наружного протягивания металла. Разнообразие фрез по металлу позволяет производить выборку материала на самых сложных участках. Главное – определить нужный вид инструмента и способ его подачи (например, винтовой, поступательно-вращательный). Его режущие кромки изготавливаются из особых сортов стали, керамики, твердых сплавов, алмазов и ряда других материалов (кардная проволока и так далее). Рассмотрим основные разновидности фрез по металлу для фрезерного станка и их назначение. Поэтому перечислить все разновидности данного инструмента, с учетом специфики его исполнения и особенностей применения, несколько затруднительно. Каждая из них используется лишь на определенном технологическом этапе обработки металла, в зависимости от задачи, которую необходимо решить. Изделия с режущими винтовыми частями более универсальные. Но так как осевые усилия бывают значительными, то их использование ограничивается углом наклона режущей грани (не более 450). Поэтому в подобных ситуациях устанавливаются фрезы цилиндрические сдвоенные. Особенность их исполнения в том, что режущие части в процессе работы «перекрывают» место стыка половинок инструмента. В основном применяются для обработки деталей с поверхностями ступенчатыми или плоскими. Инструмент ставится так, чтобы его продольная ось была перпендикулярна обрабатываемой поверхности. Особенности – повышенная плотность зубьев на участке соприкосновения с заготовкой. Это обеспечивает равномерность и высокую скорость обработки металла. Наличие дополнительных режущих кромок (в торцевой части) позволяет добиться более «чистой» поверхности при обработке на фрезерном станке. Имеют специфическое применение. Обработка материала производится методом обката. Особенность – выборка металла происходит в процессе точечного касания фрезы заготовки. Для обработки пазов, уступов и так далее. Обдирочные фрезы предназначены для обработки сплавов, полученных способом литья или ковки. Шпоночные – разновидности концевых, которыми производится выборка Т-профилей. Оснащены двумя зубьями, один из которых расположен на конце, а другой – на срединной части инструмента. Интервал между ними и определяет параметры зоны выборки металла. Группируются по размерам зубьев: Особенности – первые две разновидности режущего инструмента служат для работы с чугуном и сталями, последняя – с легкими сплавами (на основе магния, алюминия и тому подобное). ismith.ru Фрезеровка предоставляет практически неограниченные возможности по обработке заготовок. Формирование кромок, пазов и канавок различной глубины и формы – для каждой операции есть свои виды фрез по дереву для ручного фрезера, позволяющие выполнять работу максимально эффективно. Какие бывают фрезы по размерам, форме, конструкции и типам лезвий – вся нужная информация в одном обзоре. Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика - дюймах или миллиметрах. Это зависит от того какие в комплекте с фрезером идут цанги - втулки, в которых зажимается хвостовик: Это важно! При переводе дюймов в единицы СИ получается 6,35 и 12,7 мм, но, несмотря на столь незначительную разницу, миллиметровый хвостовик не совместим с дюймовой цангой и наоборот. Вал фрезерной машины вращается со скоростью до 25000 оборотов в минуту, поэтому малейшие несоответствия повлекут за собой в лучшем случае порчу инструмента. В зависимости от стоимости и назначения, они выпускаются в следующих конструкционных модификациях: В основе такой стальная болванка необходимой формы, к которой приварены режущие кромки. Благодаря простоте изготовления, таких моделей на рынке большинство. Отличаются большим сроком службы, так как ножи для них делают двусторонними – когда лезвие затупилось, его переворачивают. Режущие кромки выточены прямо в основании – при работе с таким инструментов пропадает даже гипотетическая возможность, что нож отломается, но после нескольких заточек фрезу придется менять. Фрезы бывают с вертикальным, наклонным или спиральным расположением лезвий. Если они прямые, то кусочки дерева будут срублены с заготовки, а наклонные их срезают, что уменьшает вероятность возникновения сколов и увеличивает общее качество фрезеровки. По материалу и характеристикам лезвия выпускаются двух типов: Кроме лезвий, в зависимости от того, в каком месте и какой формы нужно получить выемку в заготовке, используются соответствующие типы фрез для ручного фрезера по дереву. Предназначены для выборки паза необходимой ширины и глубины в середине детали или от ее края и к центру. Чаще всего применяется при создании соединения типа шип-паз. При необходимости, если позволяет конструкция упора фрезерной машины, то ширина паза может регулироваться без замены фрезы на бо́льшую по диаметру. Простейший инструмент цилиндрической формы, после использования которого в заготовке остается прямоугольный в сечении паз. Преимущественно используется с погружными фрезеровальными машинами, хотя возможно и применение их с другими моделями. Их режущая головка имеет закругленную форму, благодаря чему в разрезе паз напоминает литеру «U» - в зависимости от глубины реза стенки закругляются сразу же от поверхности заготовки или сначала некоторое время идут от нее под прямым углом. Хотя по определению «галтель» это именно полукруглая выемка, к галтельным относится и фреза, дающая в разрезе «V»-образный паз. Если работа предполагает изготовление пазов с разными углами наклона стенок, то надо иметь соответствующий комплект инструментов. В сечении полученные пазы образуют перевернутую букву «Т», основание которой выходит на поверхность или правильную трапецию, большая сторона которой обращена к центру заготовки. Это одно из самых надежных соединений, заготовки задвигаются одна в другую и другим способом разъединить их не получится. Наряду с галтельными используется для получения фигурной резьбы и обработки кромок. В сечении пазы напоминают фигурные скобки. Фрезеровать можно как пазы в центре заготовки или снимать кромки с ее краев. Если изготавливается сложный рисунок, то предварительно по его контуру рекомендовано пройти прямой пазовой фрезой – это упростит последующую центровку и уменьшит нагрузку на фрезеровочную машину при применении фасонной фрезы. Чаще всего изготавливаются с подшипником, который позволяет обрабатывать кромки и торцы заготовок не только посредством настройки опорного стола, но и по шаблону. Для получения плоскости торца заготовки, перпендикулярной пласти (верхней части обрабатываемой детали). При наличии на фрезе подшипника можно обрабатывать кромки округлой формы. Сам подшипник может быть настроен заподлицо к режущим лезвиям или иметь больший/меньший диаметр, что расширяет возможности использования оснастки. Для получения прямой, дугообразной или волнистой фигурной кромки – в зависимости от используемой части фрезы можно смягчить ребро заготовки, скруглить его (двойные фрезы позволяют делать это за один проход), сделать кромку с фальцем и губкой или получить полустержневой выступ. Широко используются для изготовления орнаментов сложной формы. При выборе двойной фрезы надо обращать внимание на возможность регулировки расстояния между режущими лезвиями. Кромочная колевочная регулируемая фреза. Используются при необходимости выбрать паз прямоугольной формы или четверть на ровной или изогнутой заготовке. Применяя двойной проход, получают шип нужного размера. Глубина выборки регулируется положением фрезеровочной машины или упорным подшипником. В зависимости от угла наклона кромки фрезы, они используются для подготовки заготовок перед соединением, получения декоративной фаски или для обработки деталей мебели, которые затем будут соединены в изделия круглой (многоугольной) формы. Применяются для получения паза округлой формы на кромке прямой или фигурной заготовки. Для исключения возможности перекоса фрезы, изготавливается с двумя подшипниками. Результат работы получается такой же, как и при использовании пазовых галтельных фрез, но в ряде случаев кромочные применять гораздо удобнее. Другое название – мультипрофильные. Так как они достаточно массивные и одновременно работают с большой площадью заготовки, применение таких фрез рекомендуется на фрезеровочных машинах мощностью не меньше чем 1600 Ватт. Для работы используется весь профиль фрезы сразу или в различных комбинациях, что позволяет получать кромку стандартной или заданной мастером формы. Прямое назначение фрезы – обработка кромок заготовок для получения полукруглого выступа. Также есть много дополнительных способов применения – к примеру, если обработать такой фрезой прямоугольную заготовку с двух сторон, то она станет стержнем. Кроме этого с ее помощью получают профили с фаской и кромкой сложной формы, а также шарнирные соединения (при обработке заготовки в паре с галтельной или калевочной фрезой). Применяются для сплачивания и сращивания деревянных заготовок – объединения их по кромке (для угловых соединений) или торцевой части (для получения широкой доски из нескольких мелких). Комбинированные фрезы объединяют в себе пазовые и шиповые, и рассчитаны, чтобы за один проход создавать оба этих элемента. Использование фрезеровки для этой цели увеличивает склеиваемую площадь досок и отшлифовывает поверхности для их максимального прилегания друг к другу. Позволяют получить совмещаемые плоскости с шипом и пазом, расположенными под углом друг к другу. Используется одна и та же фреза для обеих сращиваемых заготовок – так как ее не приходится менять, это ощутимо уменьшает время обработки. Используется комплект из двух отдельных фрез – для создания паза в одной заготовке и шипа в другой. Дополнительных промеров и подгонок не потребуется, так как размеры режущих кромок уже рассчитаны при изготовлении инструмента. Используются по тому же принципу, что и пазо-шиповые, но позволяют получить соединение фигурной формы с большей площадью соприкосновения заготовок, что улучшает характеристики изготавливаемой таким способом вагонки. Наборные фрезы, позволяющие в нужном мастеру порядке располагать на оси режущие лезвия. Состоят из основания, режущих лезвий, упорных подшипников (одного или нескольких), стопорной шайбы и гайки-фиксатора. При изменении конфигурации фрезы ее основание не вынимается из цанги фрезеровочной машины, чтобы сохранить ее первоначальную настройку. Основное предназначение – декоративная обработка кромок деталей, предназначенных для создания филенок. Фигирейные фрезы оснащены подшипником, поэтому работать можно с прямоугольными и фигурными заготовками. Так как филенки это обычно крупные детали, то средний диаметр фрез составляет 50-70 мм – для их использования желательно использовать фрезеровальную машину мощностью от 1500 Ватт. Используется для частичной обработки филенки. Так как форма фрезы предполагает выборку, начиная от упорного подшипника – это не позволяет сразу же получить шип для вставки филенки в раму. Для его формирования требуется дополнительная обработка кромки. Значительно упрощают процесс работы, так как обработку детали можно выполнить за один проход фрезы, формируя одновременно фигурную часть филенки и шип для вырезанного в раме паза. В первую очередь такие фрезы применяются для изготовления плинтусов различной формы, но на практике их возможности гораздо шире – все зависит от того, как настроить и держать фрезеровочную машину. После обработки на заготовке образуется декоративное обрамление и шиповое соединение. Это все основные разновидности фрез по дереву для ручного фрезера, но дополнительно надо учитывать, что каждая из них изготавливается в нескольких размерах, так что у профессионального столяра для их хранения должен быть отдельный шкафчик немаленьких размеров. Использованы фото известного производителя фрез Энкор. Вам будет интересно srbu.ru Обработка изготавливаемых деталей фрезером – представляет множество возможностей. Детали с необходимыми пазами, канавками различной формы необходимы для качественной отделки. Операции по работе ручным оборудованием по дереву выполняются специальным инструментом — фрезами. Каждый тип действий предусматривает отдельную разновидность используемой оснастки. Фреза по дереву Электроинструмент для работы с пиломатериалами – фрезер ручного типа. Поверхности деталей, изготовленных из древесины подвержены выполнению работ при помощи специальных приспособлений. Изготовка изделий, требующих наличие необходимых пазов, выемок и углублений подразумевает использование фрезера по дереву. Перед началом, нужно приобрести оснастку, предназначенную для конкретных целей согласно конфигурации изделия. Выбор инструмента, обрабатывающего дерево происходит согласно спецификации поделок. Профессионалы имеют достаточный опыт и навыки, чтобы использовать нужное оборудование. Фреза по дереву имеет множество назначений: Инструмент сильно различается типом конфигураций, назначению. До начала производимых действий с деревом, необходимо определить тип и виды, используемых для заготовок. Единица измерения хвостика исчисляется в миллиметрах либо дюймах, в зависимости от типа используемого фрезера. Распространенными вариантами являются виды фрез диаметром от 6 до 12 мм. Стоит сконцентрировать внимание, что использование дюймовой цанги и миллиметрового хвостика недопустимо, так как это может вызвать поломку оборудования, либо травматизму. Разнообразие фрез по дереву Производителями комплектов предусматривается различные модификации. На строительном рынке имеется большой выбор видов фрез ручного фрезера, в зависимости от назначения и используемого при изготовлении материала. Оснастка ручного устройства может быть использована для обработки пластика и металла, но наибольшее распространение получила в обработке древесины. Основные разновидности по работе с древесиной. Важно помнить, что наличие подшипника в ручной фрезе подразумевает его техническое обслуживание. Необходимо смазывать вращающийся элемент тонким слоем, данное действие выполняется по желанию продолжительного срока службы инструмента. Концевая фреза по дереву Концевые приборы в конструкции и внешнему виду схожи с обычным сверлом. Отличительной чертой является отсутствие конусной части на конце фрезы. На торцевой части, расположенной к боковым сторонам под углом 90 градусов изготовлены зубья резки. Конструктивная особенность позволяет выполнять различные операции. К основным видам производимых работ относятся: Основными функциями ручного фрезера концевого типа фрез предусмотрено получение в детали пазов замков и петель, устанавливаемых в дверях. Комплект отличается многофункциональностью, с помощью подготовленного оборудования и грамотного подхода можно выполнить множество интересных элементов. Разнообразие кромочных фрез Кромочные приборы применяют для изготовления разнообразного вида кромок и выемок. Изделия из древесины поддаются обработке ручным фрезером с кромочными фрезами полной обработке. Кромочный вид наиболее распространен в использовании и имеет множество модификаций: Кромочные фрезы по дереву, используемые для ручного фрезера зачастую оснащены подшипником, функции которого ограничить глубину необходимой обработки. Вылет регулировки площади обработки производится регулировкой на самом инструменте. Выполнение обработки массивных деталей требует множество попыток. Ручным фрезером производится работа по дереву в несколько этапов, пока не начнет действовать упорный подшипник. Пазовые фрезы по дереву и их размеры Основное предназначение вида пазовых по дереву – изготовка пазов с помощью ручного электроинструмента. Разновидностей приспособлений достаточно, пазовая фреза, позволяет выполнять действия по дереву ручным фрезером. Основные виды пазовых фрез: Большинство видов выполнены в монолитном формате, реже встречаются оснастки из твердосплавного металла. Наименее распространенным типом приспособлений при выполнении задач по обработке дерева инструментом ручного типа являются копировальные фрезы. Отличительными особенностями являются многочисленная разновидность режущих элементов, различное расположение упорных подшипников и небольшие размеры. Фрезерная головка, для ремесла по дереву устроена в форме дуги. Углубление в деталь зависит от угла обработки. Использование инструмента по шаблону позволяет добиться необходимого результата при работах с деревянными заготовками. Использовать ручной фрезер необходимо с точностью и осторожностью, несоблюдение требований может привести к порче детали или электрического оборудования. Рассматриваемые инструменты подразделены на несколько основных категорий, классифицируется по типу и назначению. Они выполняют свои функции не только под осевой нагрузкой, имеют возможность перемещения во время работы, за счёт наличия боковых кромок. Режущие кромки, точнее их количество, напрямую зависит на качество выполняемых действий ручным фрезером. Используемый инструмент, предназначенный для обработки принято считать ручной фрезер. Существуют средства исполнения корончатого типа, они позволяют выполнять работы обыкновенной дрелью. В таком случае, фрезерная головка, применяемая по дереву, выполняет роль обработки кромок, изготовления простых отверстий. Оформление и изготовка изделий с пазами необходимой глубины, размеров осуществляется с помощью торцевых фрез. Ножи, используемые для фрезы по дереву подвергаются немалым нагрузкам. Предотвращение излишней обработки сказывается, за счет использования подшипников. Торцевые фрезы для ручного фрезера позволяют создавать соединения деревянных конструкций посредством системы шип/паз. Чтобы изготовить на дереве необходимое отверстие, понадобится борфреза. В большинстве случаев такой инструмент используется при промежуточной обработки. Шарошки позволяют «раскрыть» отверстие на необходимую глубину, после производятся дальнейшие действия. Существует множество конструкций и разновидностей оснастки к ручному деревообрабатывающему станку. При выборе инструмента стоит обратить внимание на предназначение, устройство оборудования. Форма заточки фрез может быть двух видов – винтовая и прямая. Использование прямой формы заточки может привести к быстрой порче оборудования, а конечное изделие может получится имея выбоины и заусенцы. Для работ по дереву ручным фрезером наиболее лучшим вариантом становится использование инструмента винтовой линией расположения зубьев. Единственным минусом является невозможная заточка подручными средствами, чтобы произвести возврат былой остроты, необходимо воспользоваться специальным оборудованием. Используя фрезы, для работ ручным фрезером по дереву следует обратить внимание на угол заточки. Деревянная поверхность наилучшим способом подвергается обработке инструментом, угол заточки которого составляет не более 90 градусов. Конструкцией предусмотрен эффективный вывод стружки, тем самым достигается максимальное действие инструмента. Наиболее распространенный вид на рынке – сборные. Состоит из болванки, наваренными поверх кромками. Простое изготовление делает их наиболее привлекательных для изготовителя. Относительно невысокая цена позволяет не тратить время на заточку, а просто заменять на новую при потере остроты. Фрезы со сменными кромками. Имеют сменные режущие кромки, когда происходит потеря остроты ножа с одной стороны, возможно перевернуть инструмент, далее продолжать работу. Фрезы монолитного типа имеют в основании режущие кромки. Отличаются повышенной прочностью, однако после не продолжительной работы и последующей заточки деталь быстро теряет режущие свойства. Используемые при изготовлении материалы для фрез по дереву отличаются некоторыми характеристиками. Первый тип материала – быстрорежущая сталь. Товары, которые изготавливаются из данного материала, маркируются символами HSS. Ручным инструментом, использование оснастки такого типа, будет легко обработать мягкую древесину. Благодаря заостренным свойствам, скорость работы увеличивается в отношении к твердотельной фрезе. Режущая часть может быть изготовлена из твердосплавных металлов. Такие изделия обозначены HM, преимущественно используются при обработке твердых пород древесины. Отличительной особенностью является прочность и стойкость к повышенным температурам. Качественно обработать мягкие породы дерева такой фрезой будет затруднительно, так как частота выполненных действий заметно отличается от быстрорежущих материалов. Зачастую можно встретить в продаже функциональные наборы, которые состоят из двух или более элементов. В данный набор входят приспособления и насадки для фрезера по дереву. Основное предназначение таких наборов – обработка двух или более деталей для получения однотипных соединений. Например, существует набор из 2-х фрез, одна из которых формирует кромку внутри изделия, а вторая позволяет сделать пазовую часть. Существуют универсальные варианты, которые благодаря конструкции могут использоваться в различных целях. Разборная часть предполагает замену ножей для фрезы, после чего производятся работы с деревом. Стоит отметить, что наличие стола для хранения всех видов оснастки к оборудованию сократит время на производимые действия, а также существует возможность соорудить подобие фрезерного станка. Установив на стол подвижные упоры, мастер расширяет круг возможностей инструмента для работ по дереву. Использование любого типа оборудования предполагает опасные работы с вращающимися элементами. При работе с деревом необходимо помнить о технике безопасности. Выполнение сложных элементов не производится в один подход, кромки фрезы должны быть заточены для наилучшего результата. Приступая к выполнению, следует понимать какой тип фрезы необходимо использовать. Высокую распространенность получил инструмент кромочной категории. Данная категория дает возможность производить практически все виды работ по дереву собственноручно. Пазовые или цилиндрические фрезы служат в основном для изготовления углублений в торцах материала. Выбор фрез на рынке стройматериалов очень богат. Ценовой диапазон разнообразен, не всегда возможно определиться, правильно ли делается покупка. Необходимо придерживаться нескольких основных условий для правильного выбора фрезы по дереву. Качество пайки изделия играет немаловажную роль при действиях с пиломатериалом. Тогда, когда выполняются работы с твердыми породами дерева, необходим определенный запас прочности инструмента. Припой делится на виды и марки, при покупке необходимо обратить внимание на его качество во фрезе. Желательно обращать внимание на инструмент, марка припоя которого не ниже ПСр 37.5. Чем выше цифра – тем лучше показатели надежности, качества детали. Марка обозначается в составе количеством меди и серебра. При соединении способом сварки, использование фрезера становится небезопасным и бессмысленным. Монолитные фрезы необходимо проверять перед использованием. Качество металла определяется надпилом. Если появились заметные царапины или трещины, значит стоит отложить данный инструмент. Оптимальная твердость металла от 58 единиц. Качество выполняемых работ ручным фрезером напрямую зависит от наличия приспособлений и комплектов. Подбор необходимого инструмента правильный путь к хорошему результату при работе с деревом. Фреза, изготовленная для фрезера по дереву должна отвечать всем стандартам и быть качественно изготовленной. Существует множество наборов, которые предназначены для работ по дереву. Качественный комплект гарантирует не только выполненные поставленные задачи, но и безопасную работу. Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter. stankiexpert.ru Фреза является разновидностью режущих инструментов. Она изготавливается в форме блина, а на её торцевой части располагаются зубцы. Применяется она для создания канавок определённой толщины и глубины, а также для отпиливания заготовок из стальных сплавов и чёрных металлов. Металл обрабатывается благодаря множеству лезвий, которые располагаются на зубчатом теле фрезы. При вращении инструмента происходит фрезерование, во время которого одновременно несколько зубцов контактируют с материалом, срезая слои различной толщины. Изготавливаются рабочие зубцы из твёрдых металлов, быстрорежущей стали, кардной проволоки или минеральной керамики. В некоторых случаях фрезу делают с алмазным напылением. В зависимости от вида зубцов и устройства оборудования различают такие типы фрез: Цельное приспособление состоит из единого металла. Основными их частями являются рабочий участок (у концевых) или тело дисковой формы (у насадочных) и корпус-хвостовик. К типу насадочному относят отрезные и дисковые инструменты. Они, в свою очередь, могут быть сварными или цельными. У сварных инструментов хвостовик и рабочая часть изготавливаются из различных металлов и друг к другу крепятся при помощи сварки. Сборное оборудование тоже изготавливается из нескольких металлов (чаще всего двух), но они не намертво прикреплены друг к другу. Их части фиксируются при помощи болтов, винтов или клиньев. Основной частью сборных фрез является корпус, а вот резцы можно точить или заменять. Резцы чаще всего выполнены с твердосплавными напайками или из быстрорежущей стали. Определённый вид фрезы предусмотрен для отдельной работы. Они подразделяются на следующие виды: К самой применяемой и широко распространённой группе относят отрезные и дисковые фрезы, на рассмотрении которых мы и остановимся. Этот тип оборудования является одним из самых производительных, он используется для выполнения уступов, отрезания заготовки, выделки разных выемок, канавок и пазов. У их зубцов на концах имеются дополнительные рабочие кромки, диаметр которых сильно превышает длину самого инструмента. Этот тип фрезы был создан для работы с металлом в более сложных условиях, с зажатием и вибрацией. Вибрация может быть связана с маленькой жёсткостью тела оборудования или плохого отхода стружки из рабочей зоны. Фреза по металлу дисковая делится на следующие разновидности: В пазовых дисковых фрезах имеются режущие зубцы только по внешней цилиндрической поверхности. Для фрезерования мелких канавок они очень удобны. У двухсторонних имеются и поверхностные, и торцовые зубья. У трёхстороннего оборудования зубцы покрывают поверхности и два торца, с их помощью можно одновременно обрабатывать несколько перпендикулярных плоскостей в уступах или пазах. Чтобы на заготовках выполнять шпицы и узкие канавки, используют топкие дисковые инструменты, их ещё называют «пила». Фаски у них на торцах затачивают поочерёдно. В основном фаской снимается 50% рабочей кромки. Именно по этой причине слой металла, который срезается зубцами, меньше ширины будущей канавки. Подобная конструкция оборудования предусматривает промежутки между зубцами для стружки, которая за счёт этого легче выводится. Если ширина реза будет такой же, как у канавки, то стружка зацепится за стенки и застрянет, что может вызвать поломку режущей поверхности. Фреза отрезная является разновидностью дисковой. Созданы они для деления целой заготовки на части и отрезания фрагментов болванок. Рабочих острых кромок на торцах нет, так как они размещены по периферии. По размерам зубьев различают такие типы отрезных фрез: Многие отрезные фрезы относятся к классу «В» по точности и имеют толщину больше 1 мм. Инструменты со средними и малыми зубцами применяются для фрезерования чугуна и стали, а с большими — для лёгких и мягких металлов. Выбрать для себя подходящий инструмент несложно, необходимо лишь знать характеристики и параметры оборудования. К таким параметрам относят число зубьев и материал, из которого выполнено изделие. Ключевым моментом для выбора материал изделия является прочность металла, который вы собираетесь резать. От того, какое количество зубьев у инструмента, зависит скорость обработки и чистота среза. Чем больше их количество, тем место спила будет чище. Но при этом сильно возрастает нагрузка на электромотор, процесс отвода из места распила стружки ухудшается. А из-за этих причин падает скорость вхождения в толщину металла и вращения инструмента. Если количество зубцов небольшое, то между ними увеличивается размер пазух. Эти факторы ускоряют распилку и облегчают вывод стружки. Но на торцах останутся бороздки, которые дополнительно следует зачищать. Больше зубцов делают отрезным фрезам с отрицательным значением угла и габаритным поперечником. Меньшее число зубьев будет у устройства с положительным значением угла и небольшим поперечником. Малое число зубов колеблется в пределах 10−40 штук, среднее — 40−80, а большое — 80−90. Именно образцы со средним числом зубьев подходят для различных видов распила. Именно такие образцы наиболее эффективны для работы по материалам разной твёрдости. Для чистового фрезерования применяют режущие дисковые инструменты с мелкими зубцами, а для первичного — с крупными. Диски, предназначенные для черновой работы, отличаются беспрепятственным и быстрым отводом излишков стружки из глубоких зон распила. Для резки металлов с прочностью от 500 до 800 МПа применяются фрезы из быстрорежущей стали с добавлением молибдена, количество которого составляет примерно 5%. Для работы с металлами, прочность которых превышает 800 МПа, выбирают инструмент с содержанием кобальта до 5%. Для работы с драгоценными металлами изготавливают высокоточные фрезы из быстрорежущей стали наилучшего качества. Для обработки нержавеющей стали применяются дисковые инструменты с напайками из карбида вольфрама. Такие зубцы не перетачивают, они покрыты слоем PVD. Проверка дисковых отрезных фрез на работоспособность и стойкость происходит на образцах, которые изготовлены из стали 45, со скоростью резания 20−100 метров за минуту. Проводятся испытания на фрезерных станках с применением спецоправки и правочных колец. Общая длина фрезерования каждого инструмента, который подвергается проверке по металлу, составляет 25−50 см. Проверочную обработку производят с обязательной подачей охлаждающей жидкости, водного раствора эмульсола. После того как испытание будет завершено, явления окрашивания на режущих частях отрезных дисковых фрез должны отсутствовать. Если после тестирования фреза готова к дальнейшей эксплуатации, считается, что испытание на работоспособность она прошла. Внешний вид оборудования анализируется, согласно ГОСТу, визуально. Осуществляется осмотр с помощью лупы с четырёхкратным увеличением. Твёрдость проверяется по стандарту 9013, а шероховатость — 9378. Оборудование выполняют из быстрорежущих сплавов, к которым относятся высоколегированные марки стали с повышенной теплостойкостью. Подобная отличительная черта достигается введением в сплав молибдена, хрома и ванадия в сочетании с вольфрамом. Для производства отрезных фрез в основном берут сталь таких марок: Р6М5, Р12, Р18. На заводы для изготовления режущего инструмента сплавы поступают в виде стальных заготовок (в поковках). Когда фрезы подвергают нагреву под закалку, в сплаве начинает формироваться аустенит. Он содержит относительно небольшое количество углерода и активно легируется. Режущий инструмент получает особую структуру после закалки и состоит из мартенсита с меленькими иглами, различных карбидов и остаточного аустенита. Основными легирующими добавками для быстрорежущих сталей служат ванадий, вольфрам, молибден и кобальт. Именно эти элементы способны обеспечить нужную красностойкость материала. В подобные сплавы обязательно добавляют хром. Особое внимание уделяется количеству в стали углерода: его число должно быть таким, чтобы в сплаве могли сформироваться карбиды вводимых добавок. Если количество углерода будет меньше 0,7%, то готовая фреза не будет иметь нужную твёрдость. Как на свойства сплавов влияют легирующие элементы: Чаще всего инструмент изготавливают из стали марки Р6М5. Её стоимость ниже, но и фреза получается менее износостойкой, чем из материалов марок Р18 и р12. Максимальная износостойкость у сплава Р18: в нём наибольшее количество вольфрама, отсюда и высокая стоимость. А по показателям теплостойкости лучшим считается инструмент, изготовленный из стали Р12. Высокие эксплуатационные характеристики гарантирует качественная термическая обработка оборудования. Фрезу могут подвергать различным вариантам закалки, которые увеличивают их износостойкость. Выполняется закалка следующими методиками: При термообработке нагрев производят: Фрезы необходимы для обработки металлических изделий и прорезывания в них канавок и прочих отверстий, именно поэтому правильно подойдите к её выбору. Учтите все нюансы последующего процесса обработки и тип металла, с которым вы собираетесь работать. tokar.guru Фреза — это инструмент для обработки металлических деталей на станках. Процесс называется фрезерованием, по эффективности и производительности он превосходит другие способы обработки изделий из металла. конструкция фрезы Инструмент на большой скорости двигается вокруг собственной оси и на малой — вперед, обрабатывая заготовку из металла. Формы поверхностей получаются различные: канавки, цилиндр, пазы или гладкие плоскости, зависит от характера прямолинейного движения. Вращающаяся поверхность заготовки обрабатывается вращательным, подающим движением. Для создания винтовых углублений используется вращательное движение. Фреза состоит из корпуса, к которому крепятся рабочие выступы — зубья. Весь корпус делится на рабочую часть, хвостовик и переходную — шейку. Конечная форма заготовки зависит от положения инструмента и исходной формы. Существует множество видов, предназначенных для выполнения различных работ: Составные насадные применяют для создания сложных форм. С помощью цельных выполняют особо точные операции, они отлично уравновешены. различные виды фрез В связи с тем, что профилирующими являются только верхушки кромок, формы кромок отличаются разнообразием. Наиболее удобны инструменты с рабочими кромками в виде окружности или ломаной. С помощью торцового инструмента работа выполняется плавно при минимальном размере припуска. В данном случае величина припуска никак не влияет на угол соприкосновения с деталью, важны лишь диаметр инструмента и ширина фрезерования. По сравнению с другими видами торцовый может обладать большими габаритами и жесткостью, поэтому режущие зубья крепятся надежно и дополнены пластинами из твердых сплавов. Этот инструмент обладает большей производительностью, нежели цилиндрический. В металлообработке применяются для выполнения стружечных углублений. Двухугловые фрезы работают сравнительно плавно. Чтобы верхушка инструмента не стачивалась слишком быстро, ее делают закругленной. Т-образные выемки на металлических деталях не редкость, для их исполнения разработан специальный вид фрез. В процессе работы стружка выводится плохо, поэтому они быстро ломаются. За один оборот инструмента зуб работает дважды. Зубья разнонаправлены, затачиваются поочередно — то с одной, то с другой стороны. дисковая фреза Может быть двухсторонней, пазовой или трехсторонней, вырезает выемки и углубления различной формы. Пазовые дисковые инструменты оснащены зубьями на цилиндре, с их помощью можно выполнить неглубокие пазы. Чтобы снизить трение в торцах, инструмент затачивают под углом, уменьшающим толщину к центру. Толщина инструмента предусматривает допуск до 0,05 миллиметров, которая постепенно уменьшается в процессе стачивания. Двухсторонние и трехсторонние фрезы оснащены рабочими зубцами, в том числе на торцах. Рабочие зубья в торцах имеют вспомогательное значение, основную нагрузку на металл несут зубцы на цилиндре. Зубья дисковых инструментов могут быть наклонными или располагаться прямо. Первые повышают производительность инструмента. Для этого на трехсторонних фрезах делают разнонаправленные зубья. Работа производится зубьями с цилиндра, а часть торцевых удалена, что не влияет на производительность. Видео о дисковых и циркулярных фрезах по металлу: stanokgid.ru Фреза – это режущий инструмент, который имеет одно или несколько зубьев. В зависимости от особенностей конструкции и жесткости материала, из которого сделана режущая кромка, фрезы применяются для обработки металлов, пластиков и древесины. Инструмент закрепляется в станках, обеспечивающих его быстрое вращение, что необходимо для обработки заготовок. Фрезы по металлу применяются для обработки стальных, чугунных, алюминиевых и прочих заготовок. Они делаются из быстрорежущей стали. Такие фрезы делают цельнолитыми или сборными. Дисковая фреза применяется для обрезки заготовок, а также подготовки в них пазов. С ее помощью можно выбирать металл или снять фаску. Внешне такой инструмент напоминает обычный пильный диск, который можно встретить на циркулярной пиле. Единственным отличием является меньший диаметр и большая толщина. Также зубья диска для фрезерования размещены под другим углом. Качество обработки зависит от размера зубьев. Чем они крупнее, тем грубее работа. При этом высокие редкие зубья обеспечивают быстрый съем металла. Также они более эффективно выводят стружки, что снижает перегрев. Торцевые фрезы применяются для обработки плоских поверхностей, на которых нужно создать ступенчатый переход или углубление. Рабочей частью инструмента является его торец. По принципу действия такая фреза приравнивается к обычному сверлу, но имеет больший диаметр. Обычно у таких инструментов имеется 6 режущих зубьев, что обеспечивает более скоростное вхождение в металл. Специальные канавки выводят стружки. Торцевая поверхность позволяет создавать углубление с плоским дном. Цилиндрические фрезы похожи на дисковые, за тем исключением, что являются существенно шире. Их зубья могут быть прямыми или винтовыми. Матрицы с прямыми кромками используются для работы на узких поверхностях. Винтовые зубья более универсальные и зачастую могут работать с более твердыми металлами. Угол наклона зубьев обычно не превышает 45 градусов, поскольку это позволяет минимизировать биение на валу. Зачастую цилиндрическая конструкция предусматривает соединения на валу станка нескольких насадок, что необходимо при обработке более широких заготовок. Угловой тип предназначен для врезания в металл и создания наклонных поверхностей. С его помощью можно формировать такую выборку как ласточкин хвост. Данный инструмент позволяет делать круги, а также фигурные и продольные канавки на различных металлических поверхностях. Широкая часть режущей кромки может быть как внизу, так и вверху, что позволяет формировать нужное направление угла выборки в заготовке. Непосредственно уровень наклона режущей кромки и ее высота бывают различными и подбираются в зависимости от того, какую заготовку нужно получить. Концевая фреза также называется пальчиковой. Она представляет собой длинное сверло, имеющее около 5 режущих кромок. С их помощью создается глубокий паз. Обычно такой инструмент является монолитным, но бывают кромки с напайками. Такая конструкция обеспечивает легкую и быструю работу с твердыми металлами, такими как сталь и чугун. Получаемое углубление имеет плоскую форму. В том случае если оно должно быть скругленным, применяется сферическая конструкция концевых фрез. Такие фрезы используются для обработки фасонных поверхностей. Сквозь такой инструмент протягивается длинная заготовка. В результате контакта ее боковая часть снимается и подгоняется под требуемые параметры. Данный инструмент является одним из самых тяжелых в производстве, поскольку требует особенного оборудования для заточки. Возобновить режущую кромку в домашних условиях довольно трудно, но выполнимо при наличии должного опыта и некоторых приспособлений. Червячные фрезы являются самыми широкими. Они позволяют проводить выборку с поверхности с большим захватом. Данный инструмент является одним из самых дорогих, поскольку имеет довольно крупные габариты. Его зубья могут насчитывать несколько десятков штук и более. По направлению витков такие насадки бывают левосторонние и правосторонние. Кольцевые фрезы знакомы большинству как корончатые сверла. Они предназначены для сверления листового металла. Внешне их конструкция напоминает трубку с зубьями, которая врезается в поверхность, создавая пустотелое кольцо. Диаметр кольца может существенно отличаться. Для точного позиционирования, в центре коронки находиться обыкновенное сверло, которое первым врезается в поверхность и обеспечивает центрацию. Для обработки древесины также применяются фрезы. В связи с тем, что данный материал является более мягким, режущий инструмент для строгания отличается меньшими габаритами и стоимостью. Также он является более высокооборотным. Такие насадки устанавливаются в ручные фрезеры или стационарные станки. Фрезы, которые используются на деревообрабатывающих станках, внешне практически идентичные тем, что применяются для обработки металла. Единственное исключение заключается в том, что они сделаны из менее качественной стали, а также имеют другой угол заточки. Внешне фрезы для деревообрабатывающих станков полностью идентичны тем, что используются для резки металлов. Единственным исключением являются шпоночные фрезы, которые в металлообработке не применяются. Они относятся к категории двух зубчатых фрез, с помощью которых изготовляются соединительные пазы. В связи с увеличением популярности ручных фрезеров, существенно возрос ассортимент концевых фрез, которые в них устанавливаются. Они отличаются не только по особенности режущей кромкой, но и по диаметру хвостовика. Он может представлять собой прут толщиной 6, 8 или 12 мм. Группа кромочных фрез представляет собой практически идентичную конструкцию с торцевыми насадками, применяемыми для обработки металла. Они позволяют придать краям заготовки фигурный профиль. Их ножка имеет подшипник, который останавливает насадку при контакте с заготовкой, поэтому ограничивает углубление в древесину. Данная категория имеет самые разнообразные формы профиля и часто используется для декорирования столешницы. С их помощью можно делать фигурный вырез, выборку и создание сложной фаски. Группа пальчиковых фрез внешне очень напоминают концевые, которые используются при обработке металла. С их помощью можно выбирать проушины и создавать глухие пазы. Боковые кромки обеспечивают большую высоту обработки. Такой инструмент зачастую является монолитным. Его форма может быть как прямой, так и скошенной в виде трапеции или клина. Такая насадка эффективно удаляет стружки, поэтому обладает высокой скоростью работы. Фрезы для столярных соединений обычно представляют собой разборную конструкцию с множеством режущих элементов. Они используются для обработки торцов досок, чтобы создать пазы для столярного соединения. Именно такими фрезами создается гребенка для склеивания длинномерных досок из коротких заготовок. Специальные фрезы представляют собой комбинированный тип, который позволяет создавать фигурную поверхность на торцах. Именно к такой категории относятся инструменты, с помощью которых можно превратить кромку доски в замковую часть, применяемую на вагонке или ламинате. Чтобы фреза прослужила дольше, важно в первую очередь следить за тем, чтобы она надежно закреплялась в станке. Появление биения на высоких оборотах приведет к тому, что режущая кромка может отколоться, и насадка придет в негодность. Чтобы этого избежать, нужно не только надежно зажать ее перед работой, но и периодически останавливаться, чтобы перепроверить ее фиксацию, поскольку она может просто ослабнуть. Следующим важным правилом является правильный подбор фрезы. Не следует использовать инструмент, твердость которого практически идентична жесткости обрабатываемой заготовки. Если это проигнорировать и начать работу, то интенсивность стирания будет одинаковой, поэтому режущая кромка быстро сядет, а ее металл отпуститься от перегрева. Следующим правилом является правильный выбор скорости. На упаковке от фрезы обычно указывается оптимальная частота вращения. Если разогнать ее больше, то это может привести к тому, что она перегреется или от нее может отколоться кусок зуба. Нельзя забывать о том, что во время работы металл сильно нагревается. Для предотвращения перегрева важно своевременно останавливать станок для остывания. Также стоит применять смазку, особенно если проводится обработка металла. После каждой обработки стоит чистить фрезу от налипшей на нее стружки. Зачастую инструмент делается из стали, которая подвержена коррозии. Поэтому важно следить, чтобы он хранился в герметичном боксе, изолированном от влажного воздуха. В случае если фреза утратила остроту, ее не следует использовать, поскольку тупая режущая кромка приводит к быстрому перегреву, в результате чего инструмент может испортиться и тогда ни какая заточка уже не поможет. Также не нужно создавать сильный прижим к обрабатываемой детали, поскольку это также способствует перегреву. tehpribory.ru Настоящим помощником в доме является фрезер для ручной работы c разнообразными резцами. Их использование превращает деревянные бруски в настоящие произведения искусства. Ознакомимся с самыми востребованными фрезами по дереву, назначением и применением. Ручным фрезерным станком в домашних условиях обрабатываются мелкие деревянные детали. Рассмотрим, какие бывают комплекты фрез и для чего они используются. Фрезер используется только в точечных работах на небольших деревянных участках. Лёгкая модель имеет мощность до 750 Вт. Подходит для выполнения мелких работ в домашних условиях. Обладая мощностью 750–900 Вт, модель является востребованной. Это незаменимый помощник во время монтажа мебельной обвязки и создания фигурных деталей из деревянных брусков. Тяжёлая модель используется для выполнения профессиональных изделий. Она имеет мощность 900–1200 Вт. Независимо от технических характеристик, оснастку можно разделить по специфике использования. Спиральный резец позволяет находиться инструменту в постоянном контакте с древесным материалом. Это приводит к более ровному резу. С помощью профильных оснасток закругляют углы, снимают фаски и делают выборку канавок. Микрошиповая фреза – одна из разновидностей. На ней присутствуют боковые и торцевые кромки. При помощи этой фрезы формируется соединение «шип – паз»; Кромочный вид резца, который придает кромке эстетичный вид. В нем отсутствуют ножи на конце, а наличие подшипника на конструкции способствует выполнению кромки столешницы по лекалам и получения фаски на кромке изделия. Важно! Чтобы продлить работу подшипника, его регулярно нужно смазывать машинным маслом. Чтобы деревянные заготовки выглядели чисто – с пазами и канавками, стоит остановить свой выбор на пазовых длинных резцах. Они могут представлять собой как твердосплавный монолит, так и стальной инструмент с быстрорежущими напайками. Плиты МДФ и ДСП обрабатывают удлиненным режущим инструментом для ручного фрезера. Сферические фрезы по дереву имеют круглое очертание. Ими обрабатывают торцы деревянных деталей, создают пазы. Отличительной чертой этого типа резца является наличие режущей части по всей окружности. Это преимущество даёт возможность инструменту работать под любым углом как на всей рабочей поверхности, так и на отдельных участках. Цилиндрическая форма резца после работы оставляет прямоугольное сечение в пазе. Это самый простой инструмент. Фрезы с закругленной режущей головкой используют для фигурной обработки столярных заготовок. Применяют для декоративной обработки мебельных элементов, а сечение паза напоминает конфигурацию буквы U. Резцы используют для получения на деревянной детали небольшой канавки V–образного вида. Боковые стенки ее между собой имеют угол 90˚. Резец в заготовке образует перевёрнутую букву Т. Основание его имеет форму правильной трапеции. Это очень надёжное соединение. Если заготовки задвинулись между собой, то по-другому их не разъединить. Инструмент используют для декоративных и кромочных работ. Их называют ещё филёнчатые. В сечении паза получается форма фигурной скобки. Фрезеруют не только центр, но и край заготовки. Важно! Фрезы – расходный материал. Необходимо делать запас резцов, так как они срабатываются во время обработки деревянных заготовок. Пальчиковые (обгонные) заточки состоят из хвостовой, основной и рабочей части. С помощью инструмента формируется углубление определённой конфигурации, обрабатывается кромка, врезаются петли или другие фурнитурные элементы. А на поверхности бруска можно выполнить декоративные элементы объёмных форм. Резцы бывают выпуклые и вогнутые с реверсным вращением, что делает их универсальными. Они выполняют сложную или фигурную обработку деревянных заготовок. Фреза имеет цилиндрическую форму, режущую кромку, дополнительные торцовые элементы, которые защищают дно канавки. Они идут со сменными ножами. Обрабатывают выемки и уступки. Заточка глубоко проникает в заготовку, обрабатывает отверстие и плоскость, которые расположены под углом 90˚ друг к другу. Строительная индустрия предлагает фрезы наборные из 10, 12, 50 и 60 штук. Выбирать инструмент нужно по техническим параметрам. С помощью некоторых фрез можно формировать два взаимно сочетающихся профиля, один из которых – ответный. Это может быть комплект из двух отдельных фрез, дополняющих друг друга («профиль–контрпрофиль»). Нужно обращать внимание: Фрезы, изготовленные из быстрорежущей стали, имеют лучшую прочность, по сравнению с монолитными резцами из инструментальной стали. Используются для получения на поверхности заготовок 3D рельефов. Хвостовик в конусной фрезе может иметь диаметр 4, 6 и 8 мм. Глубина рельефа зависит от выбранного диаметра хвостовика. Ею обрабатывают внешние кромки, декоративные фаски, мебельные детали, которые впоследствии будут соединяться в круглую форму. Данными фрезами выполняют долбёжно-пазовальные работы в древесных заготовках. Производители используют высокопрочную сталь с антикоррозийной защитой. Основные параметры оснастки – длина и диаметр. Самым востребованным диаметром для хвостовика является размер 6, 8 и 12 мм. Он является ключевым для инструмента. В магазине продаются фрезы с диаметром ¼ дюйма – 6,35 мм и ½–12,7 мм. Они не подходят к 6 и 12 мм цангам. Важно! Диаметры хвостовика и цанги должны быть одинаковыми по размеру. Небольшая разница не даст ожидаемого результата в работе. Ознакомившись с видами фрез, можно сделать вывод, что фрезерование имеет большие возможности – формирует кромки, филенки, пазы, канавки разной глубины и конфигурации. Каждый тип инструмента предназначен для определенного вида работы. Фальцевая фреза применяется для получения оконных пазов под стекло в деревянных рамах. Изготовление фасада мебели фасадными фрезами, плинтуса, паркетной доски, поручней, багета возможно другими видами. Сколько стоят фрезы по дереву, можно увидеть в любом строительном или специализированном магазине. Отдельная группа продукции – алмазные фрезы по дереву. Они отличаются самой высокой прочностью, но и цена в разы выше. Имеются фрезы по алюминию, по камню, по металлу, но это уже другая тема. Во время работы ручным фрезером необходимо соблюдать технику безопасности. Обязательно должны быть спецодежда и респиратор. pro-instrument.comФреза по металлу: принцип работы, виды и выбор инструмента. Виды фреза
Все виды фрез по металлу и их назначения

Классификация фрез по металлу
Виды фрез
Цилиндрические
 Имеется 2 разновидности данного инструмента – с зубьями прямыми и винтовыми. Фрезы в первом исполнении применяются для более простых операций, как правило, на ограниченных (узких) участках.
Имеется 2 разновидности данного инструмента – с зубьями прямыми и винтовыми. Фрезы в первом исполнении применяются для более простых операций, как правило, на ограниченных (узких) участках.Дисковые
 Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.
Особенности – режущие грани могут располагаться или с одной, или с обеих сторон. Их размеры определяют специфику обработки металла – грубая она (предварительная) или финишная (чистовая). Такой инструмент эксплуатируется в довольно сложных условиях – повышенная вибрация, сложность отвода металлической стружки.Разновидности:
Торцевые

Червячные

Разновидности
Концевые

Разновидности


Отрезные
 Предназначение понятно из названия. Обрезка заготовки может быть полной или частичной (секторальной). Режущие кромки – только на верхних гранях зубьев (на торцах отсутствуют).
Предназначение понятно из названия. Обрезка заготовки может быть полной или частичной (секторальной). Режущие кромки – только на верхних гранях зубьев (на торцах отсутствуют).Разновидности
Виды фрез по дереву для ручного фрезера
Разновидности диаметра хвостовика
Типы конструкции фрез
Сборные
Со сменными режущими кромками
Монолитные
Типы лезвий фрез
Фрезы пазовые
Пазовые прямые
Пазовые галтельные
Пазовые галтельные V образные
Пазовые конструкционные (Т образные и ласточкин хвост)
Пазовые фасонные
Фрезы кромочные
Кромочные прямые
Кромочные калевочные
Кромочные фальцевые
Кромочные конусные
Кромочные галтельные
Кромочные фигурные
Кромочные полустержневые
Фрезы комбинированные
Комбинированные универсальные
Пазо-шиповые
Для изготовления вагонки
Комбинированные рамочные
Фрезы фигирейные
Фигирейные горизонтальные
Фигирейные горизонтальные двухсторонние
Фигирейные вертикальные
классификация, конструкции, типы, как выбрать

Классификация и виды фрез для обработки древесины

Концевые фрезы

Кромочные фрезы по дереву

Пазовые фрезы по дереву

Копировальные фрезы
Конструкции фрез и их влияние на технологию производства фрезерных операций
 Нож для фрезы по дереву
Нож для фрезы по дереву  Фрезерная головка
Фрезерная головка Типы конструкции фрез
 Конструкция электрофрезера
Конструкция электрофрезера  Схема сборки фрезерного станка
Схема сборки фрезерного станка Сборные
Со сменными режущими кромками
Монолитные
Типы лезвий фрез
Функциональные наборы фрез
Сферы применения
 Мастерская, оборудованная фрезером по дереву
Мастерская, оборудованная фрезером по дереву  Фреза по дереву в работе
Фреза по дереву в работе  Резьба по дереву фрезером
Резьба по дереву фрезером Как выбирать фрезу по дереву под ручной фрезер
устройство, виды, принцип работы дискового и отрезного оборудования
Устройство и принцип работы инструмента
Разновидности
Дисковая фреза
Отрезные фрезы
Нюансы подбора оборудования
Требуемое число зубьев
Как подобрать материал
Правила хранения и испытания
Особенности стали для изготовления фрез
Методы повышения износостойкости
Фрезы по металлу для фрезерного станка: дисковые, концевые, торцевые
Принцип работы и конструкция
Виды фрез

Цилиндрические фрезы
 Устанавливаются на фрезерные станки горизонтального типа. Рабочие зубья могут иметь винтовую или прямую форму. Винтовые удобны для работы на узких участках, когда свойства винтовых зубов значительно не влияют на процесс резания. Чтобы уменьшить осевые усилия используются сдвоенные цилиндрические фрезы с различным наклоном режущих поверхностей. Такая форма выравнивает осевые усилия, влияющие на инструмент во время работы по металлу. Инструменты выполняются из быстрорежущих металлов с твердосплавными включениями на рабочих поверхностях.
Устанавливаются на фрезерные станки горизонтального типа. Рабочие зубья могут иметь винтовую или прямую форму. Винтовые удобны для работы на узких участках, когда свойства винтовых зубов значительно не влияют на процесс резания. Чтобы уменьшить осевые усилия используются сдвоенные цилиндрические фрезы с различным наклоном режущих поверхностей. Такая форма выравнивает осевые усилия, влияющие на инструмент во время работы по металлу. Инструменты выполняются из быстрорежущих металлов с твердосплавными включениями на рабочих поверхностях.Торцевые фрезы
 Используются на станках фрезерных вертикального типа. Ось инструмента расположена перпендикулярно оси рабочей поверхности заготовки. Работают здесь в основном верхушки рабочих поверхностей зубьев. Торцевые части помогают, режут в основном боковые рабочие поверхности, находящиеся снаружи.
Используются на станках фрезерных вертикального типа. Ось инструмента расположена перпендикулярно оси рабочей поверхности заготовки. Работают здесь в основном верхушки рабочих поверхностей зубьев. Торцевые части помогают, режут в основном боковые рабочие поверхности, находящиеся снаружи.Угловые фрезы
 Используют для фрезеровки наклонных металлических плоскостей и угловых выемок на станках. Делятся на одноугловые и двухугловые. У первых активные зубья покрывают всю рабочую часть корпуса, у вторых — лишь конус.
Используют для фрезеровки наклонных металлических плоскостей и угловых выемок на станках. Делятся на одноугловые и двухугловые. У первых активные зубья покрывают всю рабочую часть корпуса, у вторых — лишь конус.Концевая фреза
 Вырабатывает глубокие выемки и пазы на металлических деталях. Хвостовик для крепления в станке у концевой фрезы отличается своей формой — конус или цилиндр. Торцевые кромки несут вспомогательную функцию, основная нагрузка лежит на зубьях, расположенных в цилиндрической части. Их выполняют наклонными или винтовыми. Во втором случае необходимо выдержать наклон не более 45 градусов.
Вырабатывает глубокие выемки и пазы на металлических деталях. Хвостовик для крепления в станке у концевой фрезы отличается своей формой — конус или цилиндр. Торцевые кромки несут вспомогательную функцию, основная нагрузка лежит на зубьях, расположенных в цилиндрической части. Их выполняют наклонными или винтовыми. Во втором случае необходимо выдержать наклон не более 45 градусов.Шпоночные фрезы
 Используются в основном для выполнения отверстий в металле. Работают только торцовые кромки. При затачивании затрагиваются задние рабочие кромки, поэтому диаметр инструмента со временем не уменьшается.
Используются в основном для выполнения отверстий в металле. Работают только торцовые кромки. При затачивании затрагиваются задние рабочие кромки, поэтому диаметр инструмента со временем не уменьшается.Для выполнения Т-образных выемок
Дисковые фрезы

Фасонные фрезы
 Необходимы при выполнении фасонных частей. Очень удобны при большой разнице между шириной и длиной обрабатываемой детали. При короткой поверхности используется метод протягивания. На таких инструментах зубья могут быть затылованными или острозаточенными. Вторые обеспечивают более чистую обработку, меньше истираются нежели затылованные при работе станка по металлу. Но их производство и затачивание возможно исключительно на специальных устройствах, которые четко выдерживают конфигурацию рабочих плоскостей. Потому такой вид фрезы используется только на крупных предприятиях.
Необходимы при выполнении фасонных частей. Очень удобны при большой разнице между шириной и длиной обрабатываемой детали. При короткой поверхности используется метод протягивания. На таких инструментах зубья могут быть затылованными или острозаточенными. Вторые обеспечивают более чистую обработку, меньше истираются нежели затылованные при работе станка по металлу. Но их производство и затачивание возможно исключительно на специальных устройствах, которые четко выдерживают конфигурацию рабочих плоскостей. Потому такой вид фрезы используется только на крупных предприятиях.Сборные фрезы
 Представляют собой корпус, в который вставляются рейки или зубья нужного размера из твердых сплавов. Форма рабочих кромок таких инструментов простая, обработка сложных деталей обеспечивается за счет особых профилей корпуса, в которые вставляются зубья.
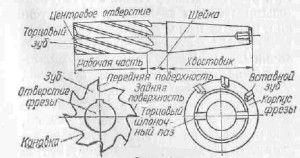
Представляют собой корпус, в который вставляются рейки или зубья нужного размера из твердых сплавов. Форма рабочих кромок таких инструментов простая, обработка сложных деталей обеспечивается за счет особых профилей корпуса, в которые вставляются зубья.Фреза. Виды. Работа. Применение. Ресурс. Особенности
Фреза по металлу
Дисковые
Торцевые
Цилиндрические
Угловые
Концевые
Фасонные
Червячные
Кольцевые
Фреза по дереву
Типы фрез для ручного фрезера
Для ручного фрезера применяется следующие разновидности фрез:Как продлить ресурс фрез
Основные виды фрез по дереву для ручного фрезера
Что такое ручной фрезерный станок

Основное применение:
Мощность инструмента бывает:
Классификация насадок по дереву для ручного фрезера
Как выбрать пазовые фрезы. Их основные виды

 Строгальная фреза изготовлена из легкого, но прочного сплава, оснащена четырехсторонними твердосплавными ножами, предназначена для фугования гладких поверхностей древесины мягких и твердых пород или фрезерования криволинейных заготовок из дерева, фанеры, МДФ на фрезерных одношпиндельных станках с ручной и механической подачей заготовок.
Строгальная фреза изготовлена из легкого, но прочного сплава, оснащена четырехсторонними твердосплавными ножами, предназначена для фугования гладких поверхностей древесины мягких и твердых пород или фрезерования криволинейных заготовок из дерева, фанеры, МДФ на фрезерных одношпиндельных станках с ручной и механической подачей заготовок.
Размеры фрез по дереву
Заключение