Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
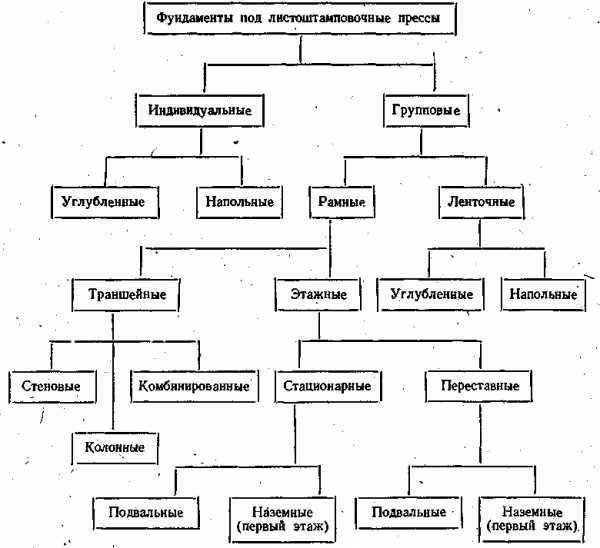
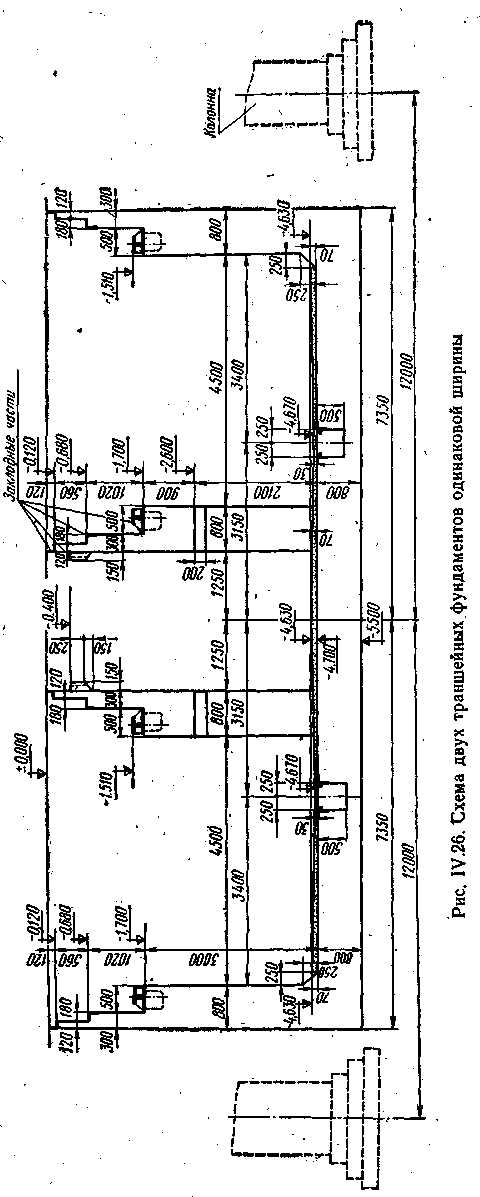
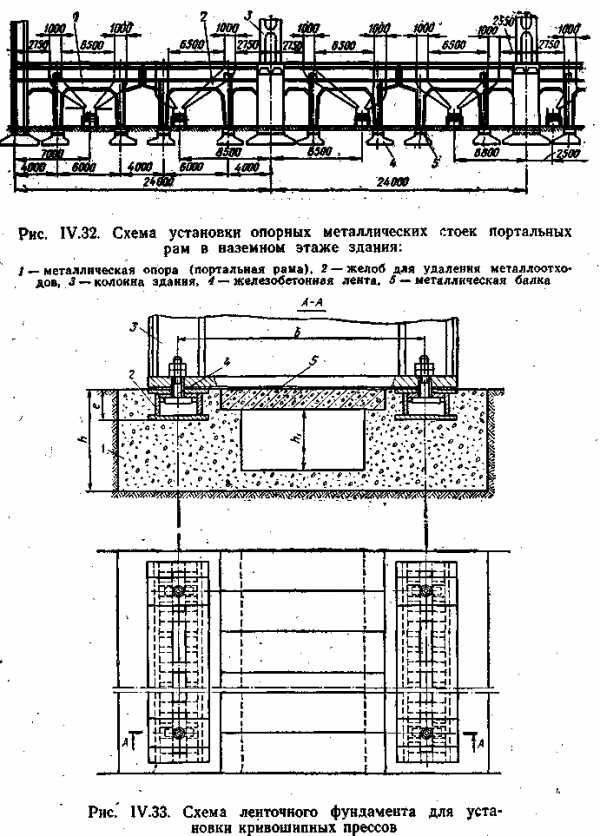
Фундаменты под прессы или молоты должны обеспечивать их нормальную эксплуатацию без создания каких-либо помех выполнению функций цеха или находящихся поблизости других объектов. Для удовлетворения этих условий необходимо, чтобы конструкции фундаментов, обеспечивая удобное размещение, и надежное крепление машин, отвечали требованиям прочности и устойчивости, отсутствия чрезмерных осадок и деформаций, отсутствия сильных вибраций и деформаций, вредно влияющих на соседние объекты. Помимо этого, конструкция фундамента должна быть экономична. Фундаментыпод молоты или, прессы имеют обычно такиеразмеры, при которыхфактическое давление, передаваемое фундаментом на основание, не превышает0,02...0,07 МН/м2при фундаментах рамного типа. Таким образом, почти всякий грунт может служить надежным основанием под фундаменты машин. Благодаря компактности фундаментов, имеющих сравнительно небольшие размеры и простую форму в плане,, возможность неравномерных осадок основания практически сводится к нулю. В связи с условиями размещения машин получается такая высота фундамента, при которой он, будучи, армированным, свободно выдерживает нагрузки, передаваемые на него частями машин. Соблюдение требований, относящихся к недопущению сильных вибраций фундаментов машин, а также соседних с ним зданий и сооружений, представляет более сложную задачу. Учитывая сказанное, фундаменты делают таких размеров и массой, при которой амплитуды колебаний не превосходят некоторых определенных величин, устанавливаемых на основании имеющегося опыта эксплуатации кузнечно-прессовых машин. Когда же возникает опасение, что работа машины может вредно отразиться на соседних объектах, используют фундаменты специальных, конструкций,снабженных амортизаторами. По назначениюфундаменты делятся наследующие группы:фундаменты под прессы, предназначенные для листовой штамповки; фундаменты под молоты и прессы, предназначенные для ковки и горячей штамповки; фундаменты под оборудование для холодной высадки.Для вертикальных прессов холодной объемной штамповкииспользуют фундаменты, аналогичные индивидуальным фундаментам под листоштамповочные прессы:Для горизонтальных многопозиционных прессов-автоматов холодной объемной штамповкиприменяют такие же фундаменты, как и под холодновысадочные автоматы. Фундаменты под кривошипные листоштамповочные прессы разделяются на: индивидуальные и групповые(схема IV.1).Индивидуальные фундаментымогут быть углубленными и наземными (плита, железобетонная подстилка).Групповые фундаментыделятся на рамные и ленточные. Рамные фундаментыприменяют для установки кривошипных прессов, предназначенных для штамповки крупных и средних листовых деталей при массовом и крупносерийном, а иногда и серийном производствах. Схема IV.1 Рамный фундаментпредставляет собой жесткую раму, состоящую из продольных железобетонных стен или опорных стоек, соединенных между собой в продольном и поперечном направлениях металлическими балками, или ряд портальных металлических рам, связанных сверху в продольном направлении металлическими балками. В условиях действующих цехов рамные фундаменты позволяют производить.в штамповочной линии раздвижение прессов, их поворот на 90°, замену прессов, установку дополнительных прессов и уменьшение количества прессов в линии. Это производят в тех случаях, когда меняется модель изделия, выпускаемая заводом, вследствие чего отдельные детали требуют другой организации производства или когда в штамповочной линии выходит из строя тот или иной пресс в результате серьезных поломок, устранение которых требует длительного времени. В таких случаях пресс, вышедший из строя, может быть заменен другим прессом. Вследствие этогорамные фундаменты имеют преимуществоперед индивидуальными фундаментами, хотя сооружение их обходится дороже индивидуальных фундаментов. Рамные фундаментыделятся надве основные группы:траншейные и этажные.Траншейные фундаменты,в свою очередь, по конструкции подразделяются натри вида:стеновые, колонные (стоечные) и комбинированные.Этажные фундаментыподразделяются также надва вида: фундаменты в здании с подвальным этажом и фундаменты в двухэтажном здании, в котором нижний (наземный) этаж служит фундаментом для прессов. Этажные фундаментыв здании с подвальным, или наземным, фундаментным этажом имеют конструктивные разновидности: фундаменты стационарные, состоящие из жестко соединенных между собой железобетонных стоек (колонн) или, гораздо реже, металлических конструкций; фундаменты переставные, состоящие из портальных металлических опор, выполненных в виде портальных рам (арок). Портальные металлические рамы можно передвигать в продольном направлении, изменяя расстояние между ними в зависимости от габаритов пресса и необходимых промежутков между прессами. Траншейные фундаментыприменяют в тех случаях, когда в цехе требуется установить одну, две или три штамповочные линии, расположенные в одном пролете параллельно друг другу. При большем количестве штамповочных Линий, которые должны быть размещены в нескольких пролетах, целесообразно строить фундаменты этажного типа. . На траншейные фундаменты устанавливаютштамповочные линии, состоящие из кривошипных прессов с верхним приводом (преимущественно двух- и четырехкривошипные) при крупносерийном и серийном, производствах крупных и средних листовых деталей. Траншейные стеновые фундаментысостоят из двух сплошных стен, имеющих в верхней части консольные выступы, на которых укладываются промежуточные горизонтальные рамы. В основании траншейные фундаменты имеют плиту, которая связывает стены. Расположенные в одном пролете два или три траншейных фундамента в основании связываются общей бетонной плитой, как показано на рис. IV.26. Стены фундаментаделают из бетона и армируют от основания доверху. По всей длине стен фундамента на определенных расстояниях друг от друга в соответствии с расположением прессов сделаныпроемы,через которые удаляются металлоотходы от рабочих мест на транспортер, проходящий в туннеле, расположенном между траншейными фундаментами. В одном пролетездания обычно строятдве или три траншеив сочетании с туннелями, предназначенными для транспортировки металлоотхрдов.Количество траншейных фундаментовв одном пролете зависит, от характеристики прессов и расположения их на планировке цеха. Толщина стен траншей 600...700 ммпри трехрядном расположении и 800...900 мм при двухрядном расположении. Дно траншеи делается с уклоном 3—5° к кювету, предназначенному для отвода жидкости.Толщина нижней плитытраншеи от 800 до 1200 мм. Длина траншеив каждом конце должна быть больше штамповочной линии на 6 м.Ширина и глубина траншеиопределяются в зависимости от размеров прессов и могут приниматься по табл. IV.6. Таблица IV.6 Основные размеры траншейного фундамента Размеры стола пресса слева направо, м Ширина между стенками или стойками, м Глубина до нижней плиты, м <1,0 2,0...2,8 3,0...3,5 3,8...4,0 4,5...5,0 2 3...4 4,5.. 5 5,5...6 7,0...7,8 1,8 3,5 4,5 5,2 5,2 Траншейные комбинированные фундаменты(рис. IV.28) вместо двух стен имеют только одну.Вторая стенау них заменена стойками (колоннами), с опорными консолями, на которые укладывают продольные металлические балки.Расстояние между стойками 4—б м.Стена фундамента также имеет стойки, вместе с которыми Представляет монолитное сооружение. Если рядом расположено несколько параллельных траншей, то средние фундаменты являются колоннымй (стоечными). Комбинированные и колонные траншейные фундаментыобеспечивают по сравнению со стеновыми траншейными фундаментами значительную экономию бетона. У них, кроме того, облегчен доступ к нижней части прессов. Этажные фундаменты, Как уже указывалось выше,могут быть подвальными и наземными(первый этаж двухэтажного или двухэтажной части здания). Практика показала, что выбор подвального или наземного этажа зависит от ряда местных условий, к которым относятся: геологическая характеристика грунта; рельеф площадки, на которой предполагается строительство цеха; организация производства и наличие близко расположенных зданий и сооружений; экономическая целесообразность. Состояние грунтана месте строительства цеха иногда является решающим мотивом при выборе конкретного решения.Если на месте строительства грунт насыпнойна глубину 4—5 м, то он должен быть удален. В этом случае целесообразно строительство подвального этажа. Наоборот,при водонасыщенных грунтах(высоком уровне грунтовых вод), строительство подвального этажа потребует сложных гидроизоляционных сооружений. В этом случае целесообразно строить здание таким образом, чтобы нижний этаж был наземным и служил фундаментом для прессов. В каждом отдельном случае выбор конкретного решения должен производиться на основании технико-экономического расчетас учетом всех факторов. Рамные фундаменты в здании с подвальным этажом. Основными элементами фундамента(рис. IV:29) являются железобетонные стойки (колонны подвального помещения), имеющие опорные консоли. В тех случаях, когда здание цеха имеет металлические колонны, подколенники выполняют в виде арок с опорными консолями, которые могут заменить железобетонные стойки. Рамные фундаментыделают в сочетании спроемами,предназначенными для транспортировки металлоотходов. Железобетонные стойки одновременно служат основанием, на которое укладываются элементы этажного перекрытия. Стойки имеют фундаменты, конструкция которых зависит от геологической характеристики грунта. При расчетном сопротивлении грунта, равном0,1...0,15 МН/м2, целесообразно фундамент выполнятьв виде лентына весь ряд стоек.Шаг стоек(колонн подвального помещения) в продольном направлении делают от4 до 6 м. При выборе шага стоек следует учитывать, что балки рассчитываются на жесткость, и чем меньше шаг, тем меньше будет сечение продольных балок, которые укладываются на консольные опоры стоек. При шаге стоек 6 м высота продольной балки обычно бывает от 1 до 1,3 м, а при шаге 4 м — эта высота снижается до 0,7...0,8 м.При установке металлических стоекшаг их может быть принят 4 м, апри установке железобетонных стоекшаг следует увеличивать, так как сами стойки имеют в сечении большие габариты, вследствие чего расстояние между стойками в свету может быть недостаточным; это расстояние желательно иметь не менее 3 м. При наличии фундаментов в здании с подвальным этажом удельная нагрузка на перекрытие этажапредусматривается в местах хранения штампов 0,15—0,2 МН/м2; в местах установки прессов 0,1 МН/м2; в проездах 0,12 МН/м2; в местах, предназначенных для хранения готовой продукции, 0,1 МН/м2. Ленточные (стрічкові) углубленные фундаментыприменяют для установки кривошипных прессов, одинаковых по усилию при массовом и крупносерийном производстве деталей, когда требуется установить на линии более двух прессов. Практически на ленточные фундаменты устанавливают прессы усилием до 6300 кН. Ленточный фундамент(рис. IV.33) представляет собой монолитную ленту /, сделанную из бетона марки 200, имеющую по всей длине выемку, перекрытую между прессами 3 бетонными плитами 5. В бетонную ленту вмонтированы две металлические сварные балки коробчатого сечения 2, имеющие сверху прорези для установки анкерных болтов 4. Металлические балки с бетонной лентой являются монолитной конструкцией. Основные размеры ленточного фундаментаопределяются: h — в зависимости от усилия пресса и геологической характеристики грунта, на котором предполагается сооружение фундамента; b — по технической характеристике устанавливаемых прессов; h2 — в зависимости от наличия прижимного устройства или других вспомогательных механизмов; е — в зависимости от усилия пресса, но не менее 150 мм. Л Ленточные напольныефундаменты (бетонная подготовка)применяется для кривошипных прессов,производящих незначительное давление на грунт. Бетонная подготовка делается из бетона марки 200 на всем участке, где предполагается установка кривошипных прессов.Толщину бетонной подготовкипринимают равной 100—150 мм. Индивидуальные фундаменты под кривошипные прессыстроят при серийном и мелкосерийном производствах деталей. Индивидуальный фундамент (рис. IV.34) представляет собой бетонный массив обычно прямоугольной формы, имеющий четыре колодца для анкерных болтов, углубление для размещения ресиверов и механизмов, расположенных в нижней части пресса, и приямок для доступа к механизмам пресса при их обслуживании. Ф Мелкие прессы (до 1600 кН), если они динамически хорошо уравновешены, можно ставить непосредственно на пол даже без крепления анкерными болтами, но с применением виброизолирующих опор. Это ускоряет монтаж, обеспечивает мобильность прессов при необходимости их, перестановки. studfiles.net Фундаменты крупных токарных и токарно-карусельных станков должны подвергаться осадке. Для этого после полного затвердевания на бетон устанавливают груз (его масса вдвое превышает суммарную массу станка и наибольшего изготовляемого на нем изделия), выдерживая его в течение нескольких дней до полного прекращения осадки. После этого груз снимают и, проверив состояние фундамента по описанной выше схеме, приступают к монтажу станка на фундаменте. Если монтаж начать до окончания осадки, то точность взаимного положения узлов может нарушиться. Основание станка (станину) следует ставить на клиньях и опорных планках, заранее смонтированных по контуру основания (для этого на опорных поверхностях базовых деталей предусмотрены специальные площадки-платики) и выверенных по плоскости при помощи уровня или геодезических инструментов. Часто у крупных токарно-карусельных станков основание состоит из двух разъемных по диаметру частей. Соединяются они при помощи паза в передней половине и болтов с коническими контрольными шпильками в задней. Для сборки основания следует установить (на подпорках) заднюю половину, выверить ее по линейке и уровню, опустить на нее переднюю половину и равномерно затянуть болты. Сборку можно выполнять и в горизонтальной плоскости, но тогда нужно основание собирать направляющими вниз, а затем перевертывать. Перед установкой основания на фундамент в отверстия последнего нужно завести фундаментные болты и вместе с ним опускать на место. Выверку основания ведут при помощи клиньев, а точность установки контролируют микрометрической иглой по уровню воды, налитой в кольцевую канавку направляющих. Одновременно нужно проверить правильность сборки основания, которое в ненагруженном состоянии должно иметь небольшую вогнутость. После окончательной выверки основание крепят анкерными болтами подливают цемент в выемки под анкерные болты и опорную поверхность основания. fundamentgk.ru Рекомендуется удалить часть антикоррозийной смазки с обработанных поверхностей станка до установки его на фундамент. Это предотвращает загрязнение фундамента смазкой и растворителем, снижающим его качество. Точность работы станка в значительной степени зависит от его правильной установки и жёсткости фундамента. Фундамент должен выстояться, просохнуть и окрепнуть до установки станка. Пустоты и трещины в бетоне не допускаются. Глубина заложения фундамента под станок выбирается в зависимости от грунта, но не менее 300 мм. При установке на фундамент фрезерный станок выверяется по металлическому спиртовому уровню с точностью 0,04 мм на длине 1000 мм в продольном и поперечном направлениях. Уровень при этом следует ставить на горизонтальную поверхность углового стола. Установка станка в нужном положении производится с помощью плоских стальных клиньев с углом наклона 5°, забиваемых подпорные пятки основания станины. После выверки станка фундамент заливают цементным раствором 1:3 (1 часть цемента и 3 части песка). Когда раствор затвердеет, равномерно и плавно затянуть гайки фундаментных болтов, проверяя положение станка по уровню. Неправильная затяжка вызовет неточность в работе фрезерного станка. Затем под основание станины подлить цементный раствор и произвести окончательную отделку фундамента. При заливе необходимо обеспечить сквозной проём под основанием станка шириной 250 мм на высоту опорных пяток. После окончательной отделки на поверхности фундамента нанести маслостойкое покрытие для защиты от воздействия на него масла, эмульсии и пр. Пуск фрезерного станка и работа на нём до полного затвердевания фундамента запрещается. В процессе эксплуатации рекомендуется периодически производить контроль установки станка. fundamentgk.ru Фундамент под пресс
§ 25. Фундаменты под прессы и молоты
§ 26. Фундаменты под кривошипные прессы листовой штамповки

 енточные фундаменты по своему устройству просты и удобны для монтажа и демонтажа прессов, а также позволяют легко и быстро производить их перестановку, изменять в случае необходимости расстояние между ними, а также устанавливать в линию дополнительные прессы, не нарушая работы всей линии.
енточные фундаменты по своему устройству просты и удобны для монтажа и демонтажа прессов, а также позволяют легко и быстро производить их перестановку, изменять в случае необходимости расстояние между ними, а также устанавливать в линию дополнительные прессы, не нарушая работы всей линии.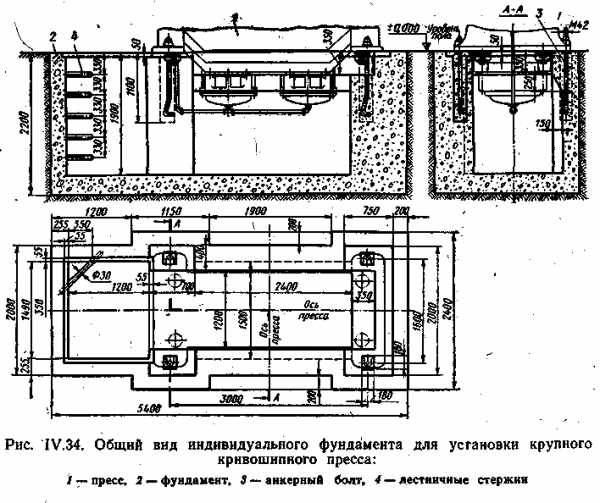 ундаменты изготовляют из бетона марки 200 и армируют по контуру.
ундаменты изготовляют из бетона марки 200 и армируют по контуру.Фундамент под карусельные станки
Фундамент под карусельные станки
 Крупные токарные и токарно-карусельные станки поступают на монтаж по узлам: части станины, передняя и задняя бабки, суппорты, механизмы подачи и др.
Крупные токарные и токарно-карусельные станки поступают на монтаж по узлам: части станины, передняя и задняя бабки, суппорты, механизмы подачи и др.Фундамент под фрезерные станки
Фундамент под фрезерные станки
 Без фундамента разрешается установка фрезерного станка только на бетонированном полу достаточной толщины с подкладками под опорные пятки станка упругой маслостойкой резины. В остальных случаях для достижения спокойной и точной работы нужно подготовить бетонный фундамент согласно установочному чертежу.
Без фундамента разрешается установка фрезерного станка только на бетонированном полу достаточной толщины с подкладками под опорные пятки станка упругой маслостойкой резины. В остальных случаях для достижения спокойной и точной работы нужно подготовить бетонный фундамент согласно установочному чертежу.