Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
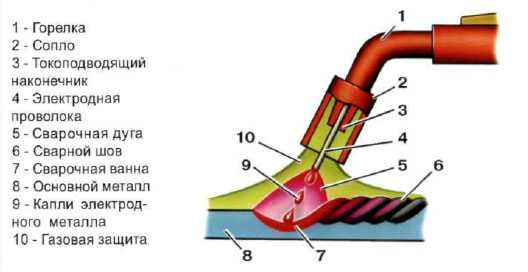
Сварочный полуавтомат – это электромеханический прибор для выполнения сварочного процесса плавящимся электродом в виде проволоки путем механизированной подачи его к месту сварки (к сварочной ванне). Скорость подачи проволоки устанавливается сварщиком на самом аппарате, а скорость и стабильность скорости перемещения горелки вдоль шва зависит только от сварного. Полуавтоматов есть большое множество. Для того чтобы их более-менее разделить, имеется классификация по способу защиты сварочной ванны от окислительных процессов. Поэтому разделение будет следующим: Флюсованная проволока стоит немалых денег, поэтому более практично использовать сварочные аппараты предназначенные для работ в защитных газах. На сегодняшний день особенно полюбили сварку под флюсом производители якобы «очень доступных полуавтоматов». Данные аппараты по себестоимости недорогие, а посему очень доступны. Они привлекают покупателя ценой, отсутствием надобности покупки баллона с защитным газом. Но, есть и скрытые недостатки: качество шва намного хуже, чем у аппаратов с защитным газом, очень дорогостоящая флюсованная проволока. Порошковую проволоку используют при сварке на полуавтоматах с защитным газом. Каждый полуавтоматический аппарат состоит из следующих незаменимых блоков: www.vdi-ua.com Среди конструкций сварочных аппаратов особое место заняли полуавтоматы. Принцип работы, наперед заметим, у них тоже особый, что позволяет осуществлять довольно специфические сварочные работы. Доказательством незаменимости полуавтомата служит его применение в автомастерских (позже узнаем, почему). Работает полуавтоматическая сварка следующим образом. Особый механизм подает особую же сварочную проволоку в специальную рабочую зону с газовой средой. В газе проволока расплавляется и направляется в сварочную ванну. Возле ванны газ вытесняет воздух, благодаря чему шов будет защищаться от кислородного воздействия. Из газов используются гелий, аргон, углекислый газ либо их комбинации, а диаметр сварочной проволоки обычно — 6…1,6 мм. Сварочный полуавтомат является, по сути, оборудованием стационарным, его конструкцию составляют источник питания, представляющий собой инвертор либо сварочный выпрямитель, а также блок, подающий присадочную проволоку и система управления. Помимо этого, есть еще газовые баллоны, газоподающая оснастка и рукава с горелкой. Ток при работе используется постоянный. Режим работы такой системы регулируют посредством применения различных газовых смесей (или отдельных газов), а также типом присадки плюс меняют силу тока и скорость подачи проволоки. Плюсами полуавтоматическая сварка обладает такими: Минусами, точнее, особенностями конструкции сварочных полуавтоматов являются: Но, как видим, полуавтоматы частенько незаменимы (еще раз просмотрите их достоинства). Поэтому определенная популярность им всегда присуща. А сейчас небольшое видео: consultinfo.net Современная сварочная техника характеризуется тем, что представлена в невероятном разнообразии оборудования, посредством которого реализуются разные способы сварки. В сварочном производстве ведущее место отведено дуговой сварке плавлением. При этом расплавление металла реализуется за счет тепла, которое выделяет электрическая дуга, пылающая между электродом и свариваемыми деталями. В качестве одного из вариантов такого соединения деталей служит полуавтоматическая сварка при помощи плавящегося электрода. Следует рассмотреть этот процесс как можно подробнее. Полуавтоматическая сварка предполагает, что плавящийся электрод будет подаваться механизированным способом. Электрод перемещается вдоль шва с требуемой скоростью посредством ручного управления со стороны сварщика, для чего используется сварочная горелка. От воздействия окружающей среды сварочный шов защищается посредством подачи в зону сварки защитного газа, или гранулированного флюса, или обоих веществ одновременно. Если используется аппарат полуавтоматической сварки, то дуга горит плавящимся электродом между электродной проволокой и изделием при непрерывной подаче первой в дугу. Дугой производится расплавление проволоки и кромок изделия, благодаря чему образуется цельная сварочная ванна. Происходит ее затвердевание по мере перемещения дуги с образованием шва, которым соединяются кромки изделий. Электродом обычно служит либо сплошная проволока, либо трубчатая. Защитой сварочной ванны служат флюсы или газы, к примеру аргон, углекислый газ, гелий и смеси. Полуавтоматическая сварка как процесс представляет собой совокупность электрических и физических явлений, которые протекают от начала сварки до ее окончания. У самого процесса можно условно выделить три главные стадии: начало, стабильное течение и завершение. Начало представляет собой отрезок времени, который требуется для установления процесса до конкретно заданного режима сварки. Данная стадия является важнейшей для качества сварного соединения. Начало сварки должно быть минимальным по продолжительности. Эту процедуру выполняют как с касанием электрода и изделия, так и без него. Под стабильным течением процесса подразумевается отрезок времени, требуемый для сохранения неизменности заданного режима сварки при образовании сварного шва. Этот процесс предназначен для получения сварного соединения, имеющего неизменные заданные свойства и размеры по всей протяженности шва. Процесс считается стабильным, если его тепловые и электрические характеристики не изменяются во времени либо их изменение соответствует определенной программе. Под окончанием процесса сварки понимают отрезок времени, который требуется для перехода от стабильного течения процесса до обрыва дуги в момент прекращения сварки. Обычно используются два способа окончания сварки: посредством естественного обрыва дуги после того, как будет остановлена подача проволоки при включенном источнике питания дуги; посредством принудительного обрыва дуги в момент обесточивания сварочной цепи при одновременной остановке подачи проволоки. Существует несколько видов, каждый из которых стоит рассмотреть. В зону сварки подается флюс из воронки, расположенной на специальном держателе. Между используемой проволокой и изделием горит дуга, которая непрерывно подается по рукаву и держателю. Она расплавляет проволоку, кромки изделия и флюс, образуя своеобразную ванну расплавленного металла, которую покрывает слой расплавленного флюса. Последний предназначен для защиты сварочной ванны от вредных внешний воздействий. Флюс вступает в химические реакции с вредными элементами, которые находятся в расплавленном металле шва. Сварщик вручную перемещает дугу вдоль шва посредством держателя с требуемой для этого скоростью. По мере перемещения происходит остывание шлака и расплавленного металла. Сварочный шов, который образуется, покрывает слой шлака. Удалить его довольно легко. Такая полуавтоматическая сварка производится при переменном и постоянном токе. Этот вид сейчас практически не используется, так как требуется производить все работы в нижнем положении, что не позволяет мастеру видеть сам процесс. Этот вид можно еще разделить на работу в активных газах, к которым относится азот, углекислый газ, аргон с кислородом, аргон с углекислым газом, а также в инертных, к которым относят аргон и гелий. Для сваривания стали и чугуна используется первый вариант, то есть с применением активных газов. Азот предназначен только для меди и медных сплавов. Для высоколегированных сталей, цветных металлов и их различных сплавов используются инертные газы. Для этого нужна специальная горелка для полуавтоматической сварки, которая подает сварочное напряжение, проволоку и защитный газ. Для подачи напряжения используется полюс источника посредством токопровода, представленного в составе горелки. Для подачи проволоки применяется гибкий направляющий канал, где имеется специальный механизм подачи. Защитный газ в зону сварки подается от баллона при помощи регулятора давления, газового рукава, клапана и гибкого газового рукава, размещенного внутри горелки. Сварщиком подводится горелка к месту соединения, нажимается кнопка, после чего клапан начинает подавать защитный газ для полуавтоматической сварки, от источника питания подается напряжение, а сварочная проволока подается посредством специального механизма. Конец сварочной проволоки, который выходит из токопроводящего мундштука горелки, замыкается на изделии, которое подключается ко второму полюсу источника. Это все приводит к образованию электрической цепи, по которой и происходит замыкание. Этот момент сопровождается моментальным расплавлением с взрывом конца проволоки. Подача проволоки к изделию продолжается, а в момент соприкосновения разогретым до красна концом проволоки производится возбуждение дуги. Дугой подаваемая проволока постоянно расплавляется у кромки изделия. Это приводит к образованию ванны расплавленного металла. Из сопла горелки вырывается газ, который отвечает за защиту расплава от негативных внешних воздействий. Горелка перемещается сварщиком вдоль шва по мере необходимости. Требуемого качества шва можно добиться при поперечных колебаниях горелки, если в этом есть необходимость. Когда шов требуемой длины и качества наложен, мастер может отпускать кнопку на горелке. Для всех этих операций имеется четко прописанный ГОСТ. В этом случае используется трубчатая сварочная проволока, внутри которой имеется флюс. При сварке он всплывает, чтобы вступить в контакт с вредными примесями. Автоматическая и полуавтоматическая сварка предполагает, что для работы используется определенное оборудование. С каждым годом появляются все более совершенные приборы. Сейчас на рынке можно встретить полуавтоматы инверторного типа, которые показали себя довольно эффективными. Огромный перечень преимуществ позволил этим агрегатам стать самым популярным видом сварочного оборудования среди всех существующих. Это обуславливается конструктивными особенностями. Эти приборы преобразуют переменный ток, входящий в них, в постоянный. С их помощью потом и производится полуавтоматическая сварка. Цена оборудования может составлять от 300 долларов и выше в зависимости от мощности и производительности. www.syl.ru Сварка металлических изделий и конструкций представляет собой сложный технологический процесс, который можно организовать разными способами. Традиционный метод предполагает выполнение операций вручную. Это трудозатратный способ, оправдывающий себя низкой стоимостью. Более современный подход представляет полуавтоматическая сварка, в которой облегчаются задачи мастера и повышается качество шва. Принцип действия сварочных полуавтоматов достаточно прост. В процессе работы производится направление сварочного пистолета в целевую зону, после чего начинается расплав заготовки от тепла образованной дуги. В отличие от других методов сварки, в данном случае проволока может выполнять и функцию токопроводящего электрода, и задачи присадки. В качестве средства защиты рабочего участка технология полуавтоматической сварки предусматривает формирование газовых сред – в частности, не допускающих проникновение кислорода в зону обработки. Но позже будет рассмотрен и режим, в котором процесс происходит без газа. И напротив, могут добавляться другие защитные среды и материалы. Так, для минимизации разбрызгивания капель металла за счет поглощения влаги в рабочей зоне используется силикагель или медный купорос, размещенный в осушителе. В конечном итоге оператор может рассчитывать на следующие преимущества от применения технологии: В спецификациях и нормативной документации именно так обозначается полуавтоматическая сварка с применением проволоки и газовых сред. Целевыми заготовками могут выступать стальные и алюминиевые сплавы, хотя на практике технология имеет более широкий спектр использования. Чем же полуавтоматическая сварка MIG отличается от метода MAG? Фактически разница проходит по типу используемого газа для защиты рабочей зоны. Например, сваривание по методу MIG задействует инертные газы наподобие аргона и гелия, а MAG работает с активными азотными и углекислыми средами. Как показывает практика, MAG обеспечивает более качественный и надежный шов по сравнению с эффектом MIG, хотя многое зависит и от квалификации исполнителя. Если же сравнивать оба метода с форматами MMA и TIG, то можно говорить о сбалансированности полуавтоматики. Она дает оптимальную производительность при должном качестве шва, но конкретно для деликатных высокоточных операций или обеспечения сверхпрочности структуры соединения стоит все же обращаться к альтернативным способам. Разные условия и технические цели будут требовать использования определенных параметров обработки. В зависимости от эксплуатационных задач и установок оборудования выделяют следующие режимы полуавтоматической сварки: Специально для работ в условиях низких температур применяется и особый режим полуавтоматической сварки MIG с элементами пайки. Соединение деталей в данном случае происходит на фоне добавления расплава от материала припоя. Этот способ задействуют в автомастерских при выполнении кузовного ремонта. Регуляция параметров рабочей среды дает оператору массу плюсов – как с точки зрения обеспечения безопасности, так и в качестве средства повышения качества шва. Но существуют условия, в которых может быть в принципе исключено применение газовых сред. Например, полуавтоматическая сварка в среде углекислого газа позволяет эффективно решать задачи обработки стальных заготовок, но из-за необходимости подключения баллона с редуктором значительно повышаются требования к безопасности, которые могут накладывать и ограничения. В этой связи уместно выделить два основных способа использования технологии MIG-MAG без газа: В качестве основного и наиболее ответственного в рабочем процессе инструмента выступает полуавтомат – он же выпрямитель или инвертор, обеспечивающий питание горелки. Это электромеханические приборы, за счет которых и выполняется процесс плавления электрода с его подачей к сварочной ванне. В частности, параметры аппарата для полуавтоматической сварки будут определять диапазон скорости подачи проволоки и стабильность ее перемещения в принципе. Существуют модели инверторов для бытового и профессионального использования (на 220 В и 380 В, соответственно) с моноблочными и модульными конструкциями. Обращать внимание следует и на конфигурации разъемов для подключения той же горелки, но самое главное в выборе – это непосредственные рабочие параметры оборудования. Для несложных бытовых задач в гараже или домашней мастерской сварки можно использовать маломощные приборы на 4-5 кВт с максимальной силой тока 90-120 А. Такие модели вполне способны достойно работать с заготовками толщиной 1,5-2 мм, экономя при этом электроэнергию. Профессиональный же сегмент представляет модели мощностью до 14 кВт и выше. Поддерживаемая сила тока у такого оборудования может достигать 350 А. Для каких же задач используется техника этого типа? Производительная полуавтоматическая сварка хороша универсальностью, что выражается в возможностях обслуживания таких металлов, как титан и никель. Толщина заготовки при этом может составлять 10 мм. Что важно с точки зрения организации рабочего процесса, так это величина продолжительность включения. Она определяет соотношение между периодом сварки и временем на отдых. Так, в случае с мощными профессиональными инверторами можно рассчитывать на 6-7 мин сварки, после которых потребуется перерыв на 4-5 мин. У бытовых аппаратов рабочее время составит 1-2 мин, а отдых – до 10 мин. Для автоматического направления проволоки к рабочей зоне используются специальные агрегаты. Они представляют собой комплекс электротехнических и механических узлов, поддерживающих бесперебойный процесс сварки. Основу типовой конструкции формирует непосредственно механизм подачи, сварочный рукав, блок управления и приспособления для изначальной загрузки кассет с новой проволокой. При этом ошибочно думать, что оборудование работает только с расходниками. Благодаря встроенному рукаву-шлангу полуавтоматическая сварка с подающим механизмом формирует и защитную среду. То есть не требуется специальная организация каналов подачи газа от баллона к сварочной зоне с помощью адаптеров, редукторов и регуляторов. Инструмент для непосредственной подачи высокотемпературного факела к заготовке. Устройство таких аппаратов достаточно простое. Главным элементом управления является кнопка или механический регулятор пламени. Получается ручная полуавтоматическая сварка, контроль которой на завершающей стадии формирования шва берет на себя мастер, а вспомогательные процессы поддерживает тот же механизм подачи электродов. В выборе горелки-пистолета важно учитывать диаметр проволоки для захвата, силу тока (до 650 А) и тип охлаждения – встроенный или сторонний от полуавтомата. Основной расходник в таких работах – проволока или электрод. Толщина этого элемента определяет, с какими заготовками сможет работать полуавтомат. Кроме этого, диаметр в конечном счете накладывает и ограничения на использования в подающем механизме. Обычные машины ориентируются на 0,6-2 мм, но бывают и нестандартные модели, что важно учитывать при выборе. Имеет значение и материал изготовления проволоки. Если планируется полуавтоматическая сварка низколегированных и нелегированных сталей, то предпочтение отдается медным элементам, а с магниевыми и кремниевыми заготовками хорошо взаимодействует алюминиевая оснастка. Особую группу представляют активированные модели проволоки. Их отличие заключается в содержании специальных добавок в стержне (5-7%) на основе окислов и солей от щелочных металлов. Такая модификация позволяет получать аккуратный шов и снижать разбрызгивание расплава. Когда все основные компоненты полуавтоматической сварочной инфраструктуры будут готовы, можно переходить к выбору дополнительных принадлежностей. В основном потребуются средства обеспечения индивидуальной защиты. Выполнение полуавтоматической сварки в углекислом газе необходимы перчатки, термозащитная обувь, фартук и маска. Для защиты от инфракрасного и ультрафиолетового излучения рекомендуется применять фильтры для обзорной части. Например, маски типа «Хамелеон» обеспечиваются саморегулирующимися затемненными стеклами, что создает не только защиту для глаз, но и удобство ношения. В числе главных достоинств технологии сварки MIG-MAG можно назвать универсальность. Ее используют как в бытовой сфере, так и на производствах, в строительстве и т. д. Техническая организация процесса требует немалых ресурсов, но для больших объемов работы и эти вложения себя оправдывают. Чем же полуавтоматическая сварка в защитном газе привлекательна для рядовых домашних мастеров, которые лишь изредка обращаются к подобным операциям? Прежде всего, качеством шва. Как уже отмечалось, есть более точные и аккуратные технологии, но в этом случае можно добиться оптимального результата с высоким уровнем безопасности и удобства. Например, многие автолюбители приобретают полуавтоматы с расходниками только для полноценного обслуживания кузова автомобиля. Возможность направления сварки из разных положений, в частности, позволяет выполнять самые сложные операции при ремонтных мероприятиях. fb.ru Строительный словарь. Полуавтоматическая сварка — процесс сварки, при котором электродная проволока подается с постоянной скоростью в зону сварки и одновременно в эту же зону поступает углекислый газ, аргон или другой газ, который обеспечивает защиту расплавленного или нагретого электродного и… … Википедия Сварка ванная полуавтоматическая арматуры под флюсом — Сварка арматуры под флюсом ванная полуавтоматическая – сварка арматуры с применением техники ванной полуавтоматической сварки горизонтальных арматурных стержней выполняется с помощью дополнительных технологических элементов: разъемных форм… … Энциклопедия терминов, определений и пояснений строительных материалов сварка дуговая полуавтоматическая — Дуговая сварка, при которой механизирована только подача электродной проволоки [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] Тематики сварка, резка, пайка EN semi automatic arc welding DE halbautomatisches… … Справочник технического переводчика Сварка — – получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. [ГОСТ 2601 84] Сварка – получение неразъемных соединений посредством… … Энциклопедия терминов, определений и пояснений строительных материалов полуавтоматическая сварка — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN semiautomatic welding … Справочник технического переводчика СВАРКА — технологический процесс получения неразъёмных соединений твёрдых материалов из металла и неметалла (стекла, керамики, пластмасс и др.) путём образования межатомных связей между соединяемыми частями при их нагревании (плавлении) или пластическом… … Большая политехническая энциклопедия СВАРКА — процесс получения неразъемного соединения деталей машин, конструкций и сооружений при их местном или общем нагреве, пластическом деформировании или при совместном действии того и другого в результате установления межатомных связей в месте их… … Большой Энциклопедический словарь Сварка заводская — сварка соединяемых элементов, осуществляемая в заводских условиях, как правило, автоматическая или полуавтоматическая. Источник: Справочник дорожных терминов … Строительный словарь Сварка — Сварщик за работой Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или … Википедия Сварка — технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. С. получают изделия из металла и… … Большая советская энциклопедия dic.academic.ru Все строительные работы, связанные со сбором какой-либо конструкции или обработке материалов – сложны и требуют как специальных знаний, так и специальных навыков. Одним из наиболее ответственных видов таких работ является сварка. И дело не только в том, что это тяжёлый и кропотливый труд, но и в том, что малейшая ошибка сварщика, и в металле останется невидимый простым глазом дефект. А это впоследствии может привести к меньшей прочности всей конструкции повлечь за собой какую-нибудь аварию. Одной из разновидностей методов сварки можно назвать сварочные работы, выполняемые полуавтоматическим аппаратом. При этом этот вид дуговой сварки отличается от других тем, что подача проволоки к нужному месту, происходит автоматически, как и подача защитного газа. Газ, называется так потому, что его цель – защита разогретого металла от пагубного воздействия обычного воздуха. Сварка полуавтоматом может производиться и без дополнительной подачи газа. В этом случае, используется специальная (флюсовая) проволока. Она изготавливается специализированно и имеет конструкцию в виде трубки, которая заполнена сварочным порошком. Состав этого наполнителя (флюса) очень схож с тем, чем обмазываются электроды. При сварке этот порошок полностью сгорает, но при этом – высвобождает облако газа, которое защищает нагретый электрод от воздействия воздуха. У подобного метода сварки есть как свои плюсы, так и, конечно же, минусы. К плюсам можно отнести то, что из всех деталей сварочного аппарата можно исключить дополнительные баллоны с защитным газом. Кроме того, большой выбор проволок с разным химическим составом внутри предоставляет больше простора для разнообразия налагаемых швов и самой дуги. А минусом является – возможность попадания не успевшего сгореть кусочка флюса в зону сварки. Чтобы избежать подобного, приходится защищать основной – наложением дополнительных швов, которые его герметизируют. При проведении сварки без газа, сварщик должен прилагать некоторое усилие, своим нажатием, как бы компенсируя – недостаточную жёсткость флюсовой проволоки. При этом нельзя допускать каких-либо изгибов шланга подачи газа самого аппарата. Кроме этого, необходимо помнить об особенностях полярности применяемых к фазному проводу и «массе». Так, в отличие от того, когда используется газ, на само изделие, подаётся плюс, а минус идёт на горелку. Делается это для того, чтобы создать достаточно высокую температуру в месте сварки и заставить флюс гореть – вырабатывая защитное облако. Таким образом, за счёт использования такой проволоки, достигаются дополнительные преимущества в виде: быстроты работ, отсутствия среди необходимого оборудования – дополнительных баллонов и простота самой сварки. Что же касается сварочных работ, где используется защитный газ, то его можно разделить на те, где используется инертная (MIG) или активная (MAG) смесь. В первом случае, используется аргон или иные газы, а во втором – лишь углекислый. Наличие дополнительных газовых баллонов, негативно сказывается на транспортабельности такого аппарата. Однако, в стационарных условиях, подобная сварка – легко даст фору любому другому виду. Электродная проволока, для этого вида сварочных работ, используется с большим содержанием марганца и кремния. В этом случае, сварщик выигрывает за счёт более лёгкого контроля над процессом сварки. При этом значительно экономится время, ввиду того, что шлак, который докучает в любом ином случае – просто не образуется. А значит зачищать швы и постоянно менять электроды, – нет ни какой необходимости. Качество работы в облаке защитного газа значительно выше, чем при иных разновидностях сварки. При этом следует учитывать некоторые особенности этого метода. При использовании в качестве защиты активного газа – шов будет иметь несколько не ровный вид (как бы прилипшие шарики). Если же смешать аргон и углекислый газы в определённой пропорции (80% и 20% соответственно), то шов будет практически идеально ровным и дополнительно обрабатывать его, не понадобится. Произвести классификацию сварочных полуавтоматов, можно по множеству критериев. Так, по возможности своего перемещения с места на место, они делятся на аппараты: стационарные, передвижные и переносные. Стационарные сварочные аппараты, как правило, используются на больших производствах, ввиду своей громоздкости. Переносные – практически ручные. Очень мобильные и удобные. Применяются там, где доставить более большой аппарат – не представляется возможным. Передвижные сварочные аппараты – нечто среднее между предыдущими двумя видами. По типу используемой проволоки, можно разделить на те, где используется стальная проволока, алюминиевая и такие, что могут использовать обе (универсальные). Кроме того, по защите накладываемого шва, сварочные полуавтоматы можно разделить на три вида. Первый вид, использует, так называемую, порошковую проволоку. Второй вид, в своей работе применяет защитное облако газа. Третий же вид, производит защиту накладки шва – за счёт слоя флюса. Среди всех своих достоинств, полуавтоматическая сварка имеет несколько неоспоримых преимуществ. Среди них можно назвать – возможность сварки деталей, состоящих из довольно тонких листов металла, включая сталь, толщиной до 0,5 мм. Кроме того, такая сварка, позволяет пренебрегать определённым загрязнением обрабатываемого металла, в том числе и ржавчину. При этом стоимость таких работ, значительно ниже, чем иные способы сварки. Ещё одной особенностью полуавтоматической сварки, можно назвать то, что только при таком методе, можно припаять различные детали, покрытые цинком, с помощью медной проволоки. Причём, сам цинковый слой, останется целым. Среди недостатков, которыми обладает полуавтоматическая сварка, можно назвать более мощное излучение, идущее от открытой дуги. Что требует более серьёзного подхода, к защите зрения сварщика. Кроме того, если не используется защитный газ, то есть вероятность более сильного разбрызгивания металла при сварке. Что также заставляет вспоминать, о полном соблюдении техники безопасности. Однако, несмотря на все сложности, полуавтоматическая сварка, часто используется в различных автосервисах. Где она нашла применение, для быстрой и качественной сварки самых разнообразных деталей автомобилей. Прежде чем покупать какую-либо вещь, особенно такой не простой прибор – следует разобраться, для чего она нужна. Так и перед тем, как купить полуавтомат для сварки, необходимо разобраться, для варки какого металла (какой толщины), он собственно нужен. От этого зависит, какой именно аппарат необходим. Конструкция самого аппарата состоит из: горелки, механизма осуществляющего подачу проволоки, шланга и газового редуктора (на котором обязательно, должны быть два манометра). Определив фронт будущих работ, которые должен будет осуществлять полуавтомат для сварки – следует подобрать аппарат подходящей мощности. При этом необходимо учитывать, что чем меньше мощность, тем меньшую толщину металла, он сможет проворить. Кроме этого, нужно собрать информацию о заводе изготовителе, просмотреть отзывы об его изделиях, узнать всё о гарантиях на качество и возможности пополнения расходных материалов. Цена на аппарат хорошего качества, не может быть слишком низкой. Лучше найти «золотую середину». Прежде, чем начинает проводиться сварка, следует подготовить как металл (место сварки), так и сам аппарат. Во-первых, необходимо хорошо отчистить место будущего шва. И не просто стереть с него грязь, а хорошенько пройтись стальной щёткой или иным подручным средством. Затем, это место требуется обезжирить и тщательно протравить. Это необходимо, чтобы избежать образования в металле вредных пор, которые могут сказаться на качестве сварки. Работа с самим аппаратом, требует полного соблюдения норм техники безопасности. Так, в первую очередь, следует внимательно проверить заземление. Потом уровень величины напряжения. Важно, чтобы оно не скакало, а было на одном уровне. Иначе, это может сказаться на чувствительном к перепадам оборудовании. Затем необходимо настроить сам прибор. Это может занять некоторое время, ввиду того, что современные приборы, зачастую включают в себя множество вариантов режима работы. Поэтому выбрать наиболее подходящий вариант – может оказаться не так просто, как хотелось бы. При этом нельзя забывать о точной регулировке диаметра наконечника в соответствие к толщине проволоки. Также следует проверить функционирование подающего механизма и самой горелки. Проволоку лучше выбирать, без каких-либо внешних повреждений. goodsvarka.ru Полуавтоматическая сварка – это сварка плавящимся электродом в защитных (инертных или активных) газах. Дуга образуется между изделием и сварочной электродной проволокой, которая одновременно является и присадочным металлом. В это время из сопла в горелке поступает защитный газ, который покрывает все место варки и защищает от воздействий окружающей среды. Полуавтоматическую сварку еще называют сваркой MIG/MAG. Это обозначение показывает, что можно варить как в инертном газе (MIG), так и активном газе (MAG). Ниже приведены основные обозначения для полуавтоматической сварки. Механизмы подачи проволоки бывают двух роликовые и четырех роликовые. Наличие евро разъёма для подключения газовой горелки. Наличие оборудования для регулировки сварочного тока, с помощью изменения скорости поступления проволоки. Механизм плавной подачи проволоки при начале сварки. Горелка для сварки. Жесткая ВАХ. Как вы уже поняли, существует много видов полуавтоматической ручной сварки. Давайте рассмотрим классификацию, чтобы разобраться в этом разнообразии. Классификация полуавтоматической сварки По виду дуги: По виду сварочной проволоки: По способу формирования шва: Сварка по виду газовой защиты: По роду защитного газа: По степени автоматизации: Строение места полуавтоматической сварки на рисунке ниже. svarometr.ruПолуавтоматическая сварка: технологи, аппарат, режимы. Что такое сварка полуавтоматическая
Что такое полуавтомат. Статья о сварочных полуавтоматах
Сварочные полуавтоматы можно разделить еще на две категории согласно исполнения:
Сварочный полуавтомат: достоинства и недостатки
 Что такое сварочный полуавтомат. Чем он особенен и как работает? Каковы плюсы применения таких аппаратов? А минусы? Почему полуавтоматы применяют в автомастерских? Собственно, минусы – это лишь особенности конструкции.
Что такое сварочный полуавтомат. Чем он особенен и как работает? Каковы плюсы применения таких аппаратов? А минусы? Почему полуавтоматы применяют в автомастерских? Собственно, минусы – это лишь особенности конструкции.
Полуавтоматическая сварка. Как выбрать полуавтомат сварочный :: SYL.ru

Особенности
Краткое описание процесса

Стадии процесса

Стабильная стадия

Завершение процесса
Под слоем флюса

Сварка в защитных газах


Сварка полуавтоматическая без газа
Особенности оборудования
Полуавтоматическая сварка: технологи, аппарат, режимы
Описание технологии

Режимы сварки

Сварка без защитного газа
Применяемое оборудование

Характеристики аппаратов

Подающая механика
Горелка для сварки

Проволока для сварки
Аксессуары и экипировка
Заключение

Сварка полуавтоматическая - это... Что такое Сварка полуавтоматическая?
Смотреть что такое "Сварка полуавтоматическая" в других словарях:
Как проводится полуавтоматическая сварка
Сварка с газом и без


Разновидности сварочных полуавтоматов
За и против полуавтоматической сварки
Как выбрать подходящий сварочный аппарат
Подготовка к сварке
Что такое полуавтоматическая сварка | СВАРОМЕТР
Обозначения полуавтоматической сварки
Строение места полуавтоматической сварки