
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
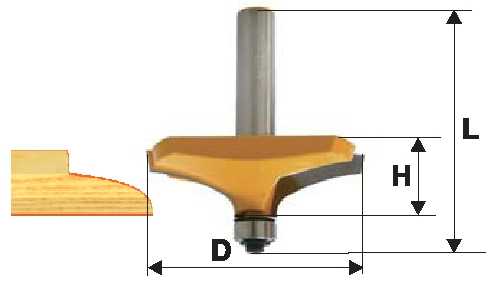
Очень часто домашние мастера выполняют ряд работ, при которых без ручного фрезера обойтись нельзя. Наиболее распространенным и универсальным является ручной погружной фрезер. Чертеж ручного фрезера. При помощи ручного фрезера из дерева можно изготавливать фигуры самой различной формы, от прямолинейной до очень сложной, что, скорее, является уже искусством, чем просто работой. Как уже было сказано, есть возможность делать ручным фрезером детали самой различной формы, а все операции, которые выполняются указанным оборудованием, условно делятся на такие категории: Схема лифта для фрезера. Вернуться к оглавлению Данный инструмент проводит обработку дерева при помощи фрез, которые состоят их хвостовика и рабочей части. Диаметр хвостовика обычно 6, 8,12 мм, а форма режущей части может быть самой различной и изготовлена из разных материалов. Если необходимо обрабатывать мягкую древесину, то используются фрезы из инструментальной стали, а для более твердых пород или алюминия фрезы должны быть из твердых сплавов. Фрезерование по шаблону. Для правильного выполнения работы своими руками надо точно закрепить фрезу. Ее фиксирование в вертикальном положении обеспечивает механизм погружения. Для обеспечения данного положения используют разные приспособления. Это может быть направляющий подшипник, который закрепляется на фрезе или направляющая втулка, крепящаяся на поверхности фрезера, также могут быть использованы и другие устройства. Если используется направляющий ролик, то во время работы он движется по поверхности обрабатываемой детали и таким образом обеспечивается постоянное расстояние между фрезой и заготовкой, такие фрезы носят название кромочные, они могут быть следующих таких типов: Правильное направление при работе фрезером. Если фреза не имеет подшипника, то она называется пазовой и может быть использована для того, чтобы обрабатывать детали в любом месте. Для того чтобы использовать такой инструмент, необходимо дополнительное приспособление. Пазовые фрезы: Вернуться к оглавлению Для того чтобы выполнять работу, необходимо настроить глубину погружения фрезы. Суть данной настройки заключается в том, что после достижения фрезой определенной глубины срабатывает ограничитель и дальше она двигаться не может. Если работа должна проводиться на большую глубину, то делать ее надо в несколько этапов. Если проводить сравнение фрезера с другими электрическими инструментами, то он работает на значительно большей скорости, она обычно превышает 10000 об/мин. Устройство станка для фрезеровки. Это необходимо для того, чтобы получать более качественную поверхность среза. Необходимо регулировать скорость, так как, если она будет очень высокой, может происходить обугливание детали. Скорость вращения фрезы зависит от ее диаметра и от материала, с которым выполняется работа. На качество поверхности не так влияет скорость вращения фрезы, как скорость ее линейного перемещения. Чем больше диаметр рабочего инструмента, тем выше должна быть скорость его перемещения. Чем выше твердость обрабатываемой детали, тем меньше должна быть выставлена скорость вращения рабочего инструмента. Если фреза имеет диаметр 40 мм, то скорость ее вращения должна быть в пределах 10000 об/мин, а для фрезы диаметром 10 мм она может быть и 20000 об/мин. Для выполнения различных работ можно использовать попутное или противоположное вращение рабочего инструмента, обычно используется встречное фрезерование, при котором фреза с фрезером движутся в одну сторону. Попутное фрезерование используют редко, только в тех случаях, когда возникает вероятность получения отщепы. Это может привести к тому, что фрезер вырвет с рук, поэтому работать необходимо с еще большей внимательностью. Вернуться к оглавлению Сначала проводится правильное закрепление фрезы, потом выставляют двигатель на необходимые обороты и настраивают глубину фрезерования. Для того чтобы обеспечить правильное движение фрезы, используют дополнительные устройства. Фрезер устанавливают на обрабатываемую деталь, его направляющий элемент прижимают к направляющей кромке и включают двигатель. Сначала фреза плавно погружается на необходимую глубину, а затем медленно движется по выбранной траектории. Во время крепления рабочего инструмента и настройки оборудование должно быть отключено от питания. Надо занять устойчивое положение и выполнять работу внимательно, аккуратно. Необходимо обеспечить надежное крепление заготовки, которая обрабатывается, чтобы ее не сорвало во время работы. За один раз необходимо срезать слой, не превышающий 3 мм. В вашей одежде не должно быть деталей, которые могут во время работы намотаться на фрезу и привести к получению травмы. Рекомендуется подключать к фрезеру пылесос или использовать респиратор, так как получается мелкая пыль, способная навредить организму. moiinstrumenty.ru Каждому домашнему умельцу хорошо известно о существовании ручного фрезера. Без этого инструмента очень сложно работать с древесиной. Чтобы облегчить себе труд нужно хорошо знать, как работать фрезером по дереву. Когда изготавливается мебель, необходимо сделать пазы, установить замок и провести соответствующую обработку деталей. Устройство консолно-фрезерного станка. В этом случае фрезер становится незаменимым помощником. Он поможет сделать работу очень быстро и с высоким качеством. Насадки для фрезеров. Это устройство позволяет выполнить большое количество самых разных манипуляций: Вернуться к оглавлению Основные типы фрез. Промышленность выпускает несколько типов ручного фрезера: В свою очередь, верхние фрезеры также подразделяются на: В их состав входит электромотор, который помогает настроить глубину фрезерования. Для этого нужно просто перемещать двигатель в вертикальном направлении. Расположение фрез приходится часто менять без выключения устройства. Выполнение такой операции довольно сложно, особенно если фрезером управляет новичок. Погружной вариант дает возможность двигателю перемещаться вдоль направляющих. За счет жестких пружин, появилась возможность двигать фрезу по вертикали, не отрывая ее от поверхности детали. С таким аппаратом удобно работать даже тем, кто впервые взял в руки фрезер. Чтобы снять фаску, обработать кромки, применяется кромочный фрезер. Чтобы получить паз, используются ламельный фрезер. Он помогает сделать соединение деталей. Вернуться к оглавлению Столик для ручного фрезера. Для правильно подбора устройства требуется знать основные параметры и главные характеристики. В зависимости от мощности станки подразделяют на несколько типов: Для работы в быту достаточно иметь средний уровень, для особо простых работ можно использовать легкий уровень. Этот параметр влияет на виды материала, который можно будет обрабатывать. При низкой скорости материал должен быть не очень прочным, иначе он просто не сможет его обработать. В большинстве случаев максимальное число оборотов достигает 24000. Фрезы для ручного фрезера. На эту нужную деталь часто не обращают особого внимания. Однако фрезер должен быть обязательно обеспечен защитой от внезапного включения, у него должен быть такой механизм. Если его нет, выключатель придется все время держать в руке, а это будет только мешать работать. Наиболее надежными и качественными являются цанговые устройства, имеющие конус, сделанные из закаленной стали. Такой инструмент может функционировать без замены длительное время. Абсолютно все фрезеры оборудованы механизмом отсоса пыли. Самый лучший результат показывают встроенные механизмы. Это один из самых важных составляющих станка. У фрезера самого высокого качества такая подошва сделана литой. Вертикальные штанги, основные направляющие прикреплены к главной опоре. Поверхность подошвы должна закрываться специальной накладкой. Для ее производства используют древесину или пластмассу. Высоко качество штанг влияет на производительность фрезера, возможности инструмента. Головка механизма должна двигаться по штангам абсолютно свободно, без приложения дополнительных усилий. Вернуться к оглавлению Схема составных частей фрезерного стола. Работать с таким аппаратом достаточно легко. В его состав входит корпус, в котором закреплен электромотор, несколько подшипников. На валу сделаны пазы под крепление цанги. Профессионалы делают с его помощью потрясающие вещи. Вся работа выполняется в определенной последовательности: Лифт для фрезера. Ползунок такого ограничителя необходимо зафиксировать на нулевой отметке шкалы погружения. Нужно всегда помнить, что ограничитель способен подниматься. Поэтому его легко закрепить в положение, когда ползунок будет отмечать нужную глубину. Подобная операция делается руками. Ограничитель движется в вертикальном направлении. Аналогичную операцию можно сделать при помощи системы точной регулировки. Затем стопорный винт ограничителя полностью вкручивается и фиксирует ползунок в нужном положении. Как только система погружения будет разблокирована, инструмент совместно с двигателем немедленно установится в верхнее положение. В результате проведенных манипуляций, после опускания двигателя и инструмента до касания торца ограничителя, фреза получает возможность проводить обработку заготовки на нужную глубину, установленную на шкале. Чтобы проводить фрезерование на другую глубину, потребуется несколько этапов. Сначала револьверный упор поворачивается так, чтобы при совершении первого прохода, устанавливающий глубину ограничитель, касался высокого упора. При заключительном проходе, ограничитель обязан касаться нижнего упора. При работе ручного фрезера нужно всегда помнить, что количество оборотов инструмента намного выше, чем у обыкновенной дрели или перфоратора. Дело в том, что от количества оборотов фрезы зависит качество получаемой поверхности. Чем она больше, тем глаже и ровнее получается срез. Однако если будет иметь место высокая скорость, то обрабатываемая поверхность заготовки может обуглиться. Вернуться к оглавлению Схема подключения фрезера к контроллеру. Фреза может вращаться в двух направлениях: Когда имеет место попутное вращения, торец инструмента, фрезеруя плоскость доски, опускается на дно обрабатываемой ниши. Встречное вращение, характеризуется движением кромки инструмента и аппарата в одинаковом направлении. Надо сказать, что встречное вращение является наиболее правильным. Только для особых случаев используют попутное вращение. К примеру, когда во время обработки кромки из-за направления волокон, фрезеровка может вызвать расщепление материала. Вернуться к оглавлению Каждая работа с движущимися устройствами требует соблюдения мер предосторожности. Несоблюдение таких правил всегда приводит к серьезным травмам. И помните, чтобы не дышать мелкой пылью, летящей во время работы, необходимо пользоваться респиратором. Удачи! moiinstrumenty.ru Фрезерование — обработка резанием металлов и неметаллических материалов, при которой режущий инструмент – фреза — имеет вращательное движение, а обрабатываемая заготовка — поступательное. Применяется для обработки плоскостей, криволинейных поверхностей деталей, резьбовых поверхностей, зубьев зубчатых и червячных колес и т. д. Осуществляется на фрезерных станках. Такое определение дает Политехнический словарь (Москва, «Советская энциклопедия», 1989). Оно явно требует дополнения, ведь совершенно не упомянута возможность фрезерования ручным электроинструментом. Именно ей и посвящена наша статья. Начнем с того, что ручные фрезеры бывают разные: кромочные, штанговые, бесштанговые и просто специализированные, например, для врезки дверных замков или ремонта оконных рам. Подробно остановимся на самых универсальных и, как следствие, самых популярных — штанговых. Такой инструмент состоит из двух частей: верхней, куда входят мотор, рукоятки, цанговый зажим, фиксаторы вертикального положения, и нижней — со штангами, опорной подошвой и револьверным упором. Машины этой разновидности отличаются тем, что позволяют погружаться в обрабатываемый материал на требуемую (в пределах возможностей) глубину. На примерах конкретных операций рассмотрим важные особенности конструкций современных устройств данного типа. Начнем с азов — подготовки к работе. В зависимости от материала и задачи выбирают фрезу. Для мягких пород древесины, фанеры, МДФ и алюминия применяют насадку с ножами из быстрорежущей стали (HSS), не возбраняется и более дорогая, точная и стойкая, с твердосплавными лезвиями (НМ). В остальных случаях — ДСП, древесина твердых пород, композитные составы типа искусственный мрамор и тому подобное — использование НМ обязательно. Как уже упоминалось, одна из важных особенностей твердосплавных лезвий — точность: они оставляют более чистую поверхность. В зависимости от диаметра фрезы и материала устанавливают частоту вращения. Поскольку регулировочное колесико обычно маркируют в условных единицах, придется воспользоваться инструкцией, где указывают, когда что нужно выставлять. Вообще говоря, настройка оборотов — очень ответственная процедура. Во-первых, оснастка большого диаметра может не выдержать слишком высокую скорость, во-вторых, важно правильно подобрать режим. При завышенной частоте есть риск «прижечь» заготовку, при заниженной — падает производительность и ухудшается качество обработки. Определившись с оборотами и типом фрезы, устанавливают оснастку. Сделать это верно помогут риски на хвостовике — ориентироваться нужно на них. Если требуется отступить от предписания (или его попросту не оказалось), пользуются простым правилом — фиксируют 2/3-3/4 от общей длины хвостовика. Покупая «расходку», важно помнить, что диаметры зажима бывают разные. Обычно встречаются цанги под хвостовик 6, 8 или 12 мм. Не отыскав оснастки нужного размера, печалиться не стоит — просто смените цангу. Она представляет собой вставку, расположенную внутри полого вала привода и зафиксированную гайкой. Итак, пора зажимать фрезу. Делают это рожковым ключом, предварительно закрепив вал. В моделях попроще понадобится второй ключ, в инструментах среднего уровня есть кнопка-стопор, но самый удобный фиксатор оборудован еще и «трещоткой» — в таком случае даже перехватываться не придется. Фрезу зажимают в цангу, пользуясь рожковым ключом и механизмом блокировки вала. Если последнего не предусмотрено, понадобится второй ключ. В данном случае установка упрощена донельзя — стопор снабжен переключаемой (отворачивание/ заворачивание) «трещоткой». Фрезу зажимают, руководствуясь разметкой на ней или исходя из общего правила (2/3-3/4 длины хвостовика). «Голову» инструмента опускают до упора фрезой в поверхность, после чего ее удобно фиксировать. Далее, исходя из вылета режущей оснастки и желаемой глубины обработки, выбирают самую низкую из подходящих «ножек» револьверного упора. Это позволяет проходить заготовки в несколько приемов, не повторяя точных регулировок. Зачастую положение каждой «ножки» можно подстроить в небольших пределах. На выбранную «подставку» опус кают опорную штангу, предварительно отпустив ее зажим. Не фиксируя ее, а лишь прижимая пальцем, перемещают по ней подвижный указатель, добиваясь его совпадения с нулем мерной линейки. Штангу поднимают до совпадения указателя с требуемым делением измерительной шкалы и зажимают ее фиксатором. Если операция требует точности, хороший фрезер позволяет скорректировать установленное значение глубины. Его изменяют, не ослабляя (чтобы не сбить) фиксации опорной штанги, а вращая регулировочное колесико. Это можно сделать заранее, добившись точного совпадения рисок указателя и шкалы, или после пробного прохода. При опускании «головы» фреза войдет в заготовку на глубину, выставленную на откалиброванной шкале. Следующий этап настройки — установка глубины погружения. Она задается вертикальным упором, который может иметь несколько ступеней регулировки. Наиболее ходовая — положение самого упора. Уперев его в самую низкую из ножек «револьвера» (если это возможно), ослабляют фиксаторы упора (обычно реализован барашковый зажим) и самой «головы» и опускают ее до касания фрезой поверхности. Заметим, что вовсе не обязательно использовать заготовку, лучше проделывать данную операцию на плоскости верстака, без риска повредить деталь. Теперь нужно зафиксировать подвижный упор или просто придерживать его одной рукой, а другой установить подвижный указатель (он «ездит» вверх-вниз) напротив нулевого деления мерной шкалы, тем самым откалибровав линейку. Все, она готова к работе. Перемещая упор и следя за указателем, настраивают глубину и затягивают винт подвижного упора. Если фрезер «из простых», то юстировка закончена. В ином случае глубину погружения подгоняют более точно. Положение подвижного (уже закрепленного) упора изменяют с точностью до десятых долей миллиметра, поворачивая регулировочное колесико. Оно имеет фиксаторы («перещелкивается» по делениям) или просто туго вращается. Первый вариант лучше, так как установка не собьется в процессе эксплуатации. Хорошо, когда такая регулировка реализована в широких пределах, и очень удобно, когда ее можно производить непосредственно во время работы. Не вдаваясь в особенности операций и пропустив пункт «Позиционирование машины на плоскости», расскажем, как приступать к работе. Установив максимальную глубину погружения, ее по необходимости «разбивают» на несколько ступеней — для этого предназначен револьверный упор. В подавляющем большинстве случаев он имеет три регулируемые ножки. Иногда их больше, например, восемь, что, впрочем, не считается признаком высокого класса инструмента, а скорее говорит об оригинальности. Не трогая ту ножку, по которой выставляли глубину погружения, задают ступени более высокими. Логика действий тут та же, что и в случае с оборотами, — слишком большое сечение прохода зараз приведет к медленному перемещению и «прижогу» материала, слишком маленькое — к потере производительности. Важен оптимум. Поворачивая барабан и перемещаясь от высокого упора к низкому, двигаются по заготовке до нужной глубины. Начиная каждый проход, действуют так. Включают мотор, опускают фрезу (в материал или за пределами заготовки в зависимости от ситуации) и фиксируют «голову» стопором. Если проходов несколько или нет уверенности в том, что операция удалась, ее повторяют. Важно помнить, что двигаться по заготовке нужно в строго определенном направлении — материал навстречу вращающимся ножам. Вести фрезер «задом наперед» нельзя, так как это приведет к появлению брака. Направление движения обычно указано на подошве стрелкой; для всех моделей оно одинаково. Несколько слов о штанговом механизме подъема/опускания «головы». Важно обратить внимание на класс изготовления. Перемещение должно быть плавным и легким, без перекосов и люфтов. Хорошо, когда стопор действует на две штанги — при такой компоновке жесткость и точность фиксации выше. Надеемся, что читатель уже понял, что главное во фрезере — регулировки. Они обязаны обеспечить точность (это, к слову, во многом зависит от жесткости элементов конструкции) и удобство. Но если углубиться в тонкости выполнения операций, станет ясно, что не менее важно и другое — система. Под ней подразумевается ручная машина с приспособлениями для ее позиционирования на плоскости (без последних от фрезера будет мало толку, по крайней мере универсальность сильно пострадает). Рассказ о системе «фрезер + направляющий аппарат» начнем с наиболее простых случаев. Самым элементарным и компактным устройством, задающим положение машины, становится сама фреза, если она дополнена миниатюрным шариковым подшипником. Он располагается под или над режущими ножами и соответственно опирается на верхний или на нижний край кромки. С помощью такой оснастки получают фасонные кромки или нарезают пазы под соединение, окантовку, уплотнитель и т. д. К достоинствам метода отнесем необременительность подготовительных операций (нужно настроить только вертикальное положение) и возможность точной обработки скругленных и криволинейных кромок (типичный пример — столешница). Недостатки вытекают из достоинств — сделать кривое ровным не удастся. Все вышеперечисленное под силу и обычной фрезе без опорного подшипника (она дешевле), если использовать копировальное кольцо или параллельный упор. Начнем с упора. Им комплектуют все без исключения фрезеры, но это не значит, что он у всех одинаков. В самом простом случае упор представляет собой гнутую металлическую пластину на двух стальных штангах с вырезом по центру. В подошве фрезера для них предусмотрены направляющие с фиксаторами. Для обеспечения жесткости их делают длинными (во всю плиту) или короткими, но двойными — на каждую штангу по две разнесенных. Фиксация происходит минимум в двух точках (по одной с каждой стороны), максимум — в четырех. В «примитивном» варианте такой упор имеет существенные недостатки — низкую жесткость штампованной конструкции, сложность точной настройки положения, ограничения по диаметру используемой фрезы (она должна помещаться в центральный вырез), невозможность отрегулировать базу опорной поверхности. По мере усложнения аксессуар избавляется от этих недостатков. Для примера рассмотрим самую интересную конструкцию, опуская промежуточные. Штанги фиксируют в подошве не отдельными зажимами, а одним, действующим сразу на две стороны, — так сподручнее. После того как «штыри» зажаты, выставляют положение опорного башмака — он выполнен не заодно со штангами, а способен по ним перемещаться. У него тоже два зажима с одним (что удобнее) или двумя стопорными винтами. После грубой настройки ослабляют дополнительный фиксатор и двигают опорную часть башмака, вращая юстировочное колесико. Как и в случае с вертикальной настройкой, здесь присутствуют мерные деления. Выставив требуемое значение, дополнительный стопор фиксируют. Далее при необходимости раздвигают или сближают накладки, тем самым расширяя базу и/или подгоняя размер центрального промежутка между ними под фрезу конкретного диаметра. Заключительное и важнейшее замечание — основа механизма не стальная штампованная, а отлитая из легкого сплава. Параллельный упор пригодится при работе с кромкой или при фрезеровании в поверхности на заданном удалении от края. Работают как по ровному контуру, так и по криволинейному. «Минусы» у такого устройства позиционирования таковы: ограничение отступа от края и сложность процесса. Качественное фрезерование требует определенной сноровки и твердой руки. Например, легко «завалить» линию в начале и в конце заготовки, когда упор контактирует с кромкой не по всей длине базы. Если отступ велик, возрастает и риск уклониться от перпендикуляра с кромкой (или касательной к ней, когда она криволинейна). Для удобства и точности работы регулируют базу бокового упора. При максимальном сближении губок легче начинать и заканчивать проход. Сближая «башмаки», необходимо помнить о том, что при опускании фрезы она может встретиться с ними, если отступ от края незначителен. Максимально расширенная база облегчит длинные проходы на большом удалении от края, когда велик крутящий момент, уводящий линию упора от перпендикуляра к кромке. Фрезер устанавливают на линию разметки, упор подводят к кромке и фиксируют. В данном случае обе штанги зажимают вращением одной рукоятки, обычно — несколькими «персональными» винтами. Отпустив фиксатор механизма прецизионной регулировки, вращают котировочный винт, добиваясь точной установки упора. После окончания настройки механизм фиксируют. Точная настройка позволяет добиться полного совпадения линии разметки и оси фрезы. Для облегчения процедуры на подошве делают «мушку-прицел», по которой легче ориентироваться. Когда речь идет о прямой линии, хорошей альтернативой параллельному упору считается направляющая шина. Ее закрепляют с произвольным отступом от края и под любым углом к нему. На штанги вместо упора устанавливают специальный башмак — он скользит по шине и задает положение фрезера. Из-за опоры на направляющую может возникнуть перепад высот, так как машина приподнимается над заготовкой. Чтобы не держать ее на весу, выдвигают опорную ножку (если она предусмотрена). В особой комплектации подобные направляющие служат еще и для точного фрезерования отверстий, что особенно актуально при изготовлении мебели (на линейке есть отверстия со стандартным шагом, на машине — стопор; остается только выбирать нужные позиции и засверливаться). Важное замечание: набор деталей для работы по направляющей докупают не во всех случаях; он должен присутствовать в списке аксессуаров производителя и подходить к конкретному фрезеру. Шину фиксируют относительно заготовки. Фрезер позиционируется по ней при помощи «башмака», аналогичного боковому упору, и может размещаться на разном удалении от нее. Поскольку на шину опирается лишь часть платформы, выдвигают дополнительную «ножку». В некоторых случаях копировальную втулку устанавливают одним движением, центровка в таком случае не требуется. Есть и другие дополнительные приспособления, но о них позже. Сейчас же расскажем о копировальном кольце — одном из обязательных атрибутов ручного фрезера, почти всегда входящим в комплект поставки. Приспособление очень простое, но удобное в работе и полезное. Как правило, это штампованная стальная пластина с выступающим кольцевым бортиком вокруг центрального отверстия, который и служит упором, отслеживающим копировальный шаблон. Втулку подбирают под конкретную фрезу. В идеале она должна проходить сквозь центральное отверстие с небольшим зазором. Иными словами, не стоит полагаться на то единственное кольцо, что прилагается к инструменту. Чаще всего втулка нуждается в центрировании специальным конусом. Его вставляют в цангу (до упора в копировальное кольцо), тем самым выравнивая положение, и лишь затем окончательно затягивают крепежные винты. Иногда вместо последних используют быстрозажимные фиксаторы, тогда ничего центрировать не нужно. Принцип действия оснастки прост — выступающий кольцевой бортик в центре ведут вдоль шаблона. При этом фреза повторяет изгибы на заготовке. Главный «минус» у такой «приспособы» один — невозможно получить точную копию — она всегда будет больше оригинала. Подобный метод удобен в серийном производстве (естественно, речь о бытовых масштабах) или когда заготовка достаточно ценная и ради ее обработки стоит изготовить шаблон. Для точной и удобной работы фрезер должен иметь гладкую подошву. Когда копировальная втулка не используется, паз, предназначенный для нее, закрывают кольцом. Для точного позиционирования втулки устанавливают центрирующий корпус. Его, как обычную фрезу, зажимают в цангу (с той лишь разницей, что опорная подошва при этом прижата к корпусу). После установки конуса стопор механизма опускания освобождают, и подошва под действием подъемных пружин прижимает конус ко втулке, тем самым точно центрируя ее. Вновь зафиксировав стопор, винты крепления втулки надежно затягивают. Рекомендуется подбирать кольцо с наименьшим из возможных диаметром центрального отверстия, не забывая о том, что рабочая часть фрезы должна свободно проходить сквозь него. Если шаблон дает надежную опору только одной из сторон платформы, с другой выдвигают и фиксируют стопорным винтом дополнительную «подпорку». Если этого не сделать, велик риск проиграть в точности. Получить точную (один в один) копию с оригинала реально, установив угловой упор со щупом (как и многие другие аксессуары, его докупают отдельно). В этом случае заготовку располагают не под, а над шаблоном. Для точной подгонки размеров может быть предусмотрена настройка положения щупа. Кстати, если установить вместо кронштейна со щупом опорную плиту или регулируемый упор для работы в горизонтальном положении, получится инструмент для фрезерования кромочных накладок заподлицо. Частный случай криволинейной резки — по радиусу. Отдельно докупаемая линейка-циркуль поможет выполнить ее без шаблонов, а значит, точнее и с меньшими усилиями. Подошву фрезера жестко привинчивают к «циркулю»; радиус задают перемещением по направляющей «центра». Центрирующий штифт вставляют в просверленное в заготовке отверстие. Существуют конструкции, в которых «циркулем» служит боковой упор или дополнительное приспособление, устанавливаемое на штангах. Недостаток подобной конструкции — не каждая фреза пройдет сквозь предусмотренное в подложке отверстие. Об общих особенностях ручных фрезеров, пожалуй, все. Отметим только, что важное значение имеет система пылеудаления, ведь место «прописки» этого инструмента — мастерская. Стандартный вариант — кожух, закрепляемый снизу, под параллельным упором. Эффективность такого сборника средняя, как и другой разновидности — бокового «отбойника». Лучше, когда его ставят сверху, правда, лишь в том случае, если верхнее отверстие для фрезы не слишком велико. Что касается наиболее известной работы для фрезера — по кромке — здесь комментарии излишни, все и так ясно: выбирают насадку под нужный фасон и материал, способ позиционирования на плоскости (фреза с опорным роликом, копирование по шаблону с помощью втулки или углового упора, по самой заготовке с помощью бокового упора или направляющей шины) и приступают к делу. Не требуют разъяснений и действия с выборкой пазов на плоскости (декоративных или технологических). А что еще умеет фрезер? Следующая группа типовых задач — врезка. Большинство моделей без труда справляются с подготовкой посадочных мест под накладные или мебельные петли. Более совершенные, с увеличенным вертикальным ходом, помогут с установкой врезных замков. Обширная область применения ручных фрезеров связана с соединением деталей из древесины и ее производных. Наиболее просты (не требуют сложной оснастки) соединения типа шип-паз и переплеты. Их используют при изготовлении окон, дверей и многих других сборных столярных изделий. Как правило, применяют две парные фрезы (профиль и контрпрофиль). Как уже упоминалось, инструмент облегчает точное засверливание под нагели. Достаточно дорогое, но оправдывающее свою цену приспособление — шипорезное. По сути, это сложный и точно выполненный зажим для заготовок, дополненный копировальным шаблоном. Работают по нему со специальной копировальной втулкой. Она не только опирается на плоскость шаблона, но и «держится» за него с обратной стороны за счет небольшого бортика. Закрепляют сразу две или четыре сопрягаемые детали (с другого края, с каждой парой работают отдельно), при этом специальные упоры задают требуемое смещение заготовок друг относительно друга. Далее настраивают фрезер. Зажимают насадку специальной формы («ласточкин хвост») и в соответствии со справочной таблицей задают глубину фрезерования. От нее зависит плотность соединения, то есть зазор в паре шип-гнездо. При точной настройке несложно добиться «нулевого» зазора — после сборки внатяг конструкция будет плотно держаться без клея и других дополнительных мер фиксации. Такие соединения применяют, например, при изготовлении мебели из массива древесины ценных пород. Несложно получить соединения и под прямой шип — потребуются другие шаблон и насадка. В рамках нашей статьи мы кратко обрисовали основные технологические операции, на самом же деле их гораздо больше. Что и неудивительно, ведь фрезер используют даже в художественных целях для нанесения гравировок (опять-таки специальной — перьевой — фрезой). Важно понимать, что этот инструмент, за редким исключением, — вещь не самодостаточная и требует всякого рода оснастки и приспособлений. Без них он едва ли раскроет и четверть своих возможностей. Именно по этой причине к покупке стоит отнестись максимально ответственно, обратив внимание не столько на сам аппарат, сколько на перечень фирменных (иные могут и не подойти!) аксессуаров к нему. Далее с каждой стороны шаблона парами зажимают сопрягаемые детали. Они должны быть чисто обработаны и плотно пригнаны. mastremont.ru Все фото из статьи Фрезерование дерева – это одна из основных процедур, необходимых для производства деревянных изделий, создания профилей, пазов, кромок, карманов и прочих фигурных элементов. Обработка может производиться в утилитарных или художественных целях. Мы рассмотрим оборудование для фрезеровки и особенности работы с ним. Фрезеровочная машинка по дереву позволяет вытачивать сложные поверхности и узоры. На фото показан процесс изготовления объемного узора. Фрезеровка – это процесс механической обработки заготовки специальным режущим инструментом, называемым фрезой, при котором этот инструмент совершает вращательное движение вокруг собственной оси, а заготовка перемещается поступательно относительно рабочего вала станка. Также может перемещаться сам вал относительно неподвижной заготовки. Основной рабочий орган фрезерного станка – это фреза. Она представляет собой режущую головку, закрепленную на хвостовике, который имеет определенный размер (обычно 8 мм) и фиксируется в патроне, надетом на вал двигателя. Обычно фреза – это многозубый инструмент, изготовленный из инструментальной стали различной прочности. Бывают затылованные и незатылованные фрезы. Сверло фрезеровальное по дереву перьевое системы «Зубр». В зависимости от особенностей оборудования и организации процесса обработки фрезерование может различаться по таким признакам: Изготовление подобных изделий своими руками требует высокого мастерства и большого опыта. Основные типы фрезерования, применяемые наиболее часто: Фигурные элемента выполнены на фрезерном станке. Важно!Фрезеровка деревянных поверхностей позволяет создавать поверхности, рельефы, пазы, канавки, отверстия, профильные кромки и прочие формы деревянных деталей, предметов мебели, элементов декора и конструкционных элементов из различных пород древесины. Цена качественного оборудования достаточно высока. Современные станки чаще всего представляют собой многофункциональные универсальные устройства, способные выполнять самые разные действия и решать различные производственные задачи. При этом можно выделить такие их разновидности: Станок с программным управлением. Сложные станки, устройства с программно-числовым управлением, токарные и копировальные станки используют на производственных предприятиях. Для личных и домашних нужд такие машины не используют из-за дороговизны, крупных габаритов и низкой потребности в подобных операциях в условиях индивидуального хозяйства. Ручной аппарат для фрезеровки дерева. Важно!Для мастеров-любителей, владельцев загородных хозяйств и мелких цеховиков наиболее актуальным будет ручной агрегат. Вырезание круглого отверстия. Существуют различные виды ручных фрезеров, но мы будем говорить о погружном агрегате, так он наиболее универсален и используется чаще всего. С помощью данного инструмента выполняют самые разные работы, которые можно условно разделить на такие группы и направления: Профилирование бруса для строительства деревянных домов. К ручному фрезеру можно добавлять различные приспособления для облегчения работы и обеспечения точности линий. Это могут быть различные рейки, линейки, упоры, рамки, радиальные приспособления и прочие устройства. Важно!Путем вдумчивого подбора нужных деталей и приспособлений можно собрать собственный фрезеровочный станок по дереву своими руками . Современный ручной станок с компьютерным управлением. Существует различный инструмент для фрезерования по дереву ручным фрезером. Для ручной работы используют специальные фрезы, состоящие из хвостовика в форме цилиндра диаметром 6, 8 и 12 мм, а также рабочей части с режущей кромкой. Эти фрезы могут отличаться размерами и конструкцией, формой режущей части, материалами. Важно!Для древесины мягких пород используют быстрорежущую инструментальную сталь, а для более прочных материалов применяют ножи из более твердых сплавов. Существует множество разновидностей инструмента. Для нормальной работы и выполнения перечисленных выше операций необходимо обеспечить точное позиционирование фрезы в трех координатах. Для регулировки вертикального направления используют погружной механизм, а перемещение в горизонтальной плоскости обеспечивается разными путями: с помощью специального направляющего подшипника на фрезе, направляющей втулки на опорной поверхности инструмента или иного приспособления, которых существует множество. Направляющий подшипник устанавливается на кромочных фрезах, предназначенных для обработки краев заготовок. Кромочная фреза с подшипником. Бывают такие кромочные фрезы для ручного станка: Инструменты для декора и гравировки. Также широко применяют фрезы без направляющих подшипников, которые называют пазовыми. Среди них наиболее популярны такие виды: Типичный набор рабочих фрез. Важно!Подбирать фрезы следует с учетом обрабатываемого материала, скорости вращения шпинделя и типа оборудования. Важно правильно настроить инструмент. Перед работой выполняют настройку аппарата. В первую очередь выставляют глубину фрезеровки. В случае работ на большую глубину она достигается поэтапно. Также необходимо выставить правильную частоту вращения. Она зависит от диаметра режущей части и типа материала. Как правило, для фрез маленького диаметра частота составляет 20 000 об/мин и более, а для фрез диаметром порядка 40 мм – 10 000 – 12 000 об/мин. Примеры профилирования кромок. Важно!После длительной работы на низких оборотах необходимо на некоторое время запустить оборудование на максимальную частоту вращения для охлаждения двигателя. Фрезеровка древесины – важнейшая операция по деревообработке, позволяющая создавать как конструкционные, так и декоративные элементы и детали. Видео в этой статье наглядно демонстрирует возможности современного оборудования для фрезеровки. rubankom.com Фрезеры являются инструментами многостороннего использования, обладающими высокой производительностью. Они применяются при выборке пазов, создании фигурных вырезов и различных форм профильных кромок. Многообразие, возможности и качество выполняемых операций зависит от того, как работает фреза по дереву, какой вид и профиль режущих зубьев используется. Работа обычным концевым типом фрезы, не имеющей опорного подшипника, требует использования либо параллельного упора, либо копировального кольца. Этими приспособлениями изначально комплектуется любой ручной фрезер. Чтобы понять, как работает фреза по дереву, ведомая по упору, нужно всего лишь попробовать выполнить точный прямой паз. Сразу становиться очевидным, что без жесткого позиционирования с применением шаблона или упора сделать это будет практически невозможно. В зависимости от режущего профиля, фрезы, передвигающиеся по упору, имеют следующие разновидности и используются для различных операций: Для производства тех или иных работ важно подобрать правильный вид фрезы, который можно найти в готовых наборах, специально предназначенных для обработки материалов из древесины. В них, обычно, присутствуют оба типа – кромочный, с опорным подшипником, и концевой. Получение специфичных декоративных профилей или пазов может потребовать наличия нестандартных фрез, которые приходится покупать дополнительно. Кроме того следует учитывать, что для выполнения глубокой выборки понадобятся фрезы с удлиненными хвостовиками. Чтобы избежать сколов материала при работе фрезера и обеспечить чистый срез, в процессе обработки детали требуется следить за остротой режущих кромок инструмента. Правильно ли работает фреза по дереву, можно судить по прожогам на деревянной поверхности изделия. В результате трения, сопровождающего процесс работы, происходит нагревание фрезы до высоких температур, что в значительной мере негативно сказывается на твердости стальных режущих кромок и ведет к затуплению зубьев. Во избежание этого, выборка глубокого паза должна осуществляться за несколько проходов, с перенастройкой глубины погружаемой в материал фрезы после каждого цикла, причем за один проход рекомендуется снимать слой до 3 мм. Для ручной фрезерной машины, имеющей большую мощность, пласт допускается выбирать по 4-6 мм. Но при этом необходимо следить, чтобы фрезер шел точно по направляющей шаблона или по параллельному упору. Чтобы упредить проявление негативных моментов, необходимо учитывать несколько факторов: Все эти факторы взаимосвязаны между собой. Число оборотов фрезы подбирается в зависимости от породы древесины, а также диаметра применяемого инструмента. Для этого существуют специальные расчетные таблицы, определяющие оптимальный режим работы фрезеровочной машины. Чем больше диаметр фрезы, тем меньше должны быть обороты шпинделя фрезера, и тем быстрее получаемая линейная скорость подачи по поверхности материала. Скорость подачи, с которой движется фрезер, в большей степени зависит от сноровки, но здесь важным моментом является недопущение перегрева фрезы в результате слишком медленного продвижения ее сквозь материал. Немаловажным нюансом в работе является выбор правильного направления перемещения фрезы по обрабатываемой детали. Наиболее эффективное снятие древесины происходит в том случае, когда инструмент ведется в направлении набегания режущих частей вращающейся фрезы. Такое движение не приводит к вырыванию щепы и считается безопасным. Ручные фрезеровальные машины имеют высокую скорость вращения шпинделя, поэтому при работе с ними необходима определенная аккуратность и внимательность. Избежать травматизма поможет соблюдение элементарных правил безопасности, которых необходимо придерживаться при работе с любым электроинструментом. При работе не стоит пренебрегать средствами защиты – очками для глаз, респиратором и перчатками, так как в процессе работы образовывается очень мелкая древесная пыль. semidelov.ruФрезерование по дереву: особенности и правила эксплуатации оборудования. Как пользоваться фрезером по дереву
Что можно сделать ручным фрезером своими руками (видео)
Перечень работ, которые можно выполнить при помощи указанного инструмента
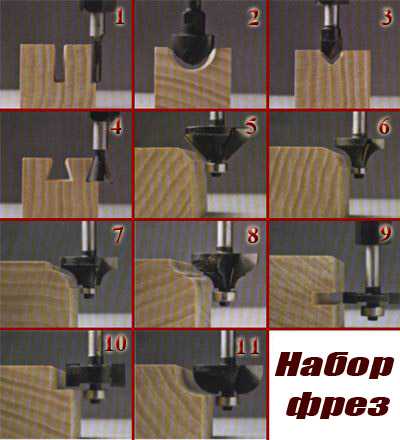
Какие фрезы используются и их назначение
Настройка фрезера
Порядок выполнения работ
Как работать фрезером по дереву: особенности

Что можно сделать ручным фрезером
Какие бывают фрезеры: особенности
Подбираем для работы ручной фрезер
Как правильно обращаться с фрезером
Что касается самих оборотов
Необходимая техника безопасности
Какие операции можно сделать с помощью ручной фрезерной машины
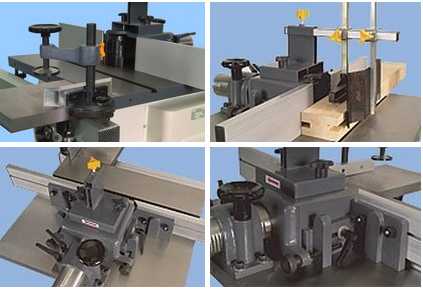
Готовимся к работе





Глубина фрезерования
Фрезерование
Фреза с опорным подшипником
Параллельный упор





Направляющая шина
Копировальное кольцо
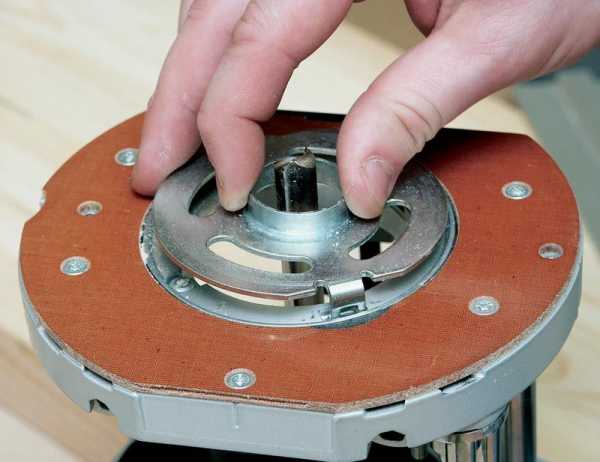
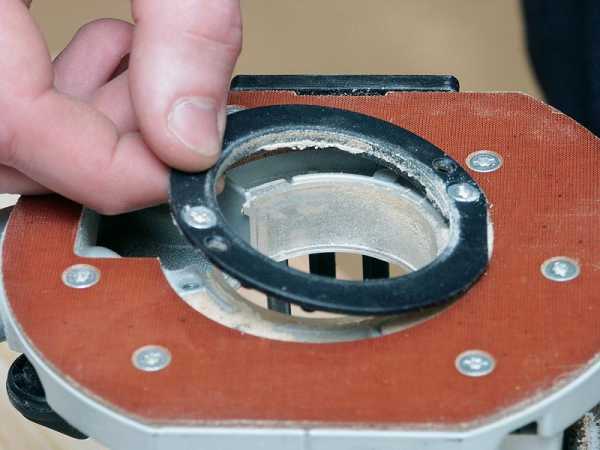 Для точной и удобной работы фрезер должен иметь гладкую подошву. Когда копировальная втулка не используется, паз, предназначенный для нее, закрывают кольцом.
Для точной и удобной работы фрезер должен иметь гладкую подошву. Когда копировальная втулка не используется, паз, предназначенный для нее, закрывают кольцом. Подобная втулка с нужным диаметром опорного кольца, ее привинчивают, но крепежные винты не затягивают.
Подобная втулка с нужным диаметром опорного кольца, ее привинчивают, но крепежные винты не затягивают.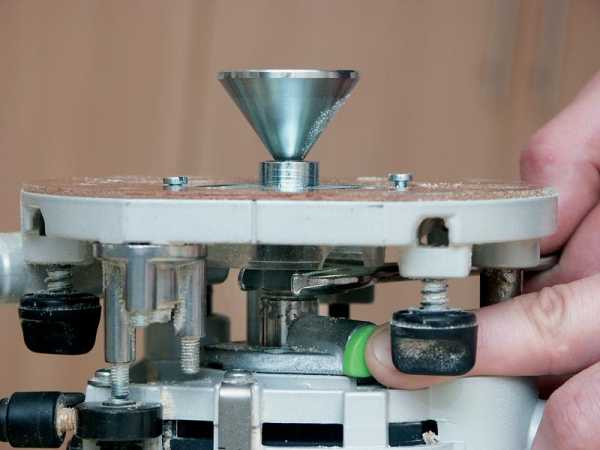



Угловой упор
Циркуль

Пылеотсос
Примеры использования
Фрезы
 Работая с упором или направляющей и используя специальную фрезу, делают пазы для установки мебельных петель. Для точного продольного позиционирования отверстий можно воспользоваться специальной шиной, позволяющей жестко фиксировать положение фрезера через стандартные промежутки длины.
Работая с упором или направляющей и используя специальную фрезу, делают пазы для установки мебельных петель. Для точного продольного позиционирования отверстий можно воспользоваться специальной шиной, позволяющей жестко фиксировать положение фрезера через стандартные промежутки длины. Некоторые шипованные соединения получают при помощи одной фрезы (контрпрофиль не нужен).
Некоторые шипованные соединения получают при помощи одной фрезы (контрпрофиль не нужен). Специальные фрезы, необходимые для изготовления переплета.
Специальные фрезы, необходимые для изготовления переплета. Специальные фрезы, необходимые для изготовления переплета.
Специальные фрезы, необходимые для изготовления переплета. Одна из фрез (профиль) формирует кромку детали; парной (контрпрофиль) «проходят» торец сопрягаемой заготовки.
Одна из фрез (профиль) формирует кромку детали; парной (контрпрофиль) «проходят» торец сопрягаемой заготовки. Одна из фрез (профиль) формирует кромку детали; парной (контрпрофиль) «проходят» торец сопрягаемой заготовки. Такая оснастка удобна в работе и к тому же позволяет фрезеровать криволинейные кромки.
Одна из фрез (профиль) формирует кромку детали; парной (контрпрофиль) «проходят» торец сопрягаемой заготовки. Такая оснастка удобна в работе и к тому же позволяет фрезеровать криволинейные кромки. Такая оснастка удобна в работе и к тому же позволяет фрезеровать криволинейные кромки.
Такая оснастка удобна в работе и к тому же позволяет фрезеровать криволинейные кромки.
Шипорезное приспособление
 В зависимости от типа шаблона устанавливают фрезу. Регулируя глубину ее погружения, задают плотность соединения. Его можно собрать внатяг или на клею (для него необходимо предусмотреть зазор). С помощью специальных окон в шаблоне задают продольное положение упоров заготовки и поворачивают их соответствующей шаблону стороной.
В зависимости от типа шаблона устанавливают фрезу. Регулируя глубину ее погружения, задают плотность соединения. Его можно собрать внатяг или на клею (для него необходимо предусмотреть зазор). С помощью специальных окон в шаблоне задают продольное положение упоров заготовки и поворачивают их соответствующей шаблону стороной. На фрезер устанавливают специальную копировальную втулку. Для повышения точности вертикального позиционирования она имеет бортик на опорном кольце, позволяющий захватить пластину шаблона с двух сторон.
На фрезер устанавливают специальную копировальную втулку. Для повышения точности вертикального позиционирования она имеет бортик на опорном кольце, позволяющий захватить пластину шаблона с двух сторон. Руководствуясь общим правилом ведения инструмента против хода фрезы, заготовку проходят от центра к краю. Предварительно рекомендуется сделать подрезку (пройти шаблон по выступам, не «заходя» в них) — это позволит избежать сколов.
Руководствуясь общим правилом ведения инструмента против хода фрезы, заготовку проходят от центра к краю. Предварительно рекомендуется сделать подрезку (пройти шаблон по выступам, не «заходя» в них) — это позволит избежать сколов.видео-инструкция по монтажу своими руками, особенности фрезеровальных станков с ЧПУ, инструментов для обработки ручным фрезером, шаблонов, сверл, цена, фото
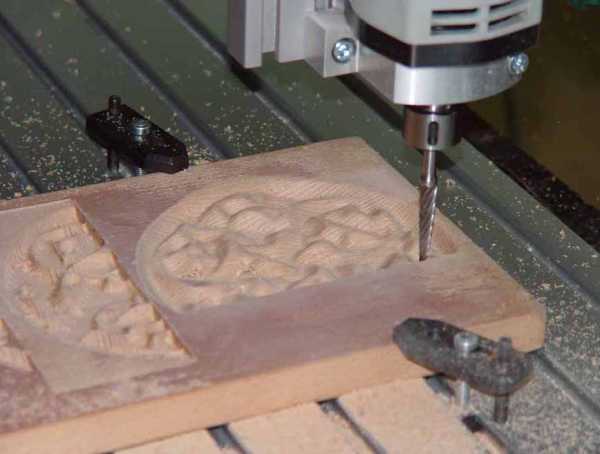
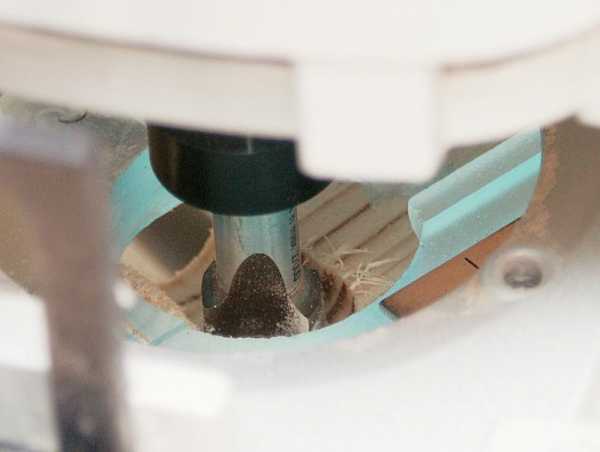
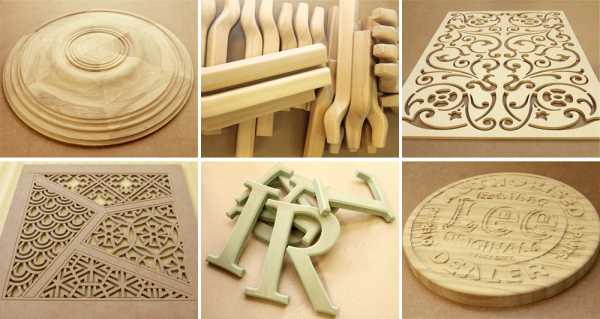
Фрезеровка древесины
Назначение


Тип обработки Назначение Концевая Производит пазы, подсечки канавки, карманы (пазы с выходом на более чем одну поверхность), окна (пазы с выходом на одну поверхность), зенки, отверстия, сквозные пазы Торцевая Выполняет обработку больших плоских поверхностей, гравировку, циклевание плоскостей, выточку узоров на плоскости Фасонная Изготовление контурных профилей, багетов, плинтусов и прочих погонных деталей, элементов украшений и т.д. Периферийная Выемка сложных пазов, углублений и т.п. 
Типы оборудования


Особенности использования ручного станка
Виды работ


Виды инструмента



Особенности работы


Вывод
Как работает фреза по дереву – виды инструмента, фрезеровка паза, безопасность

Типы и виды фрезы по дереву
Для обеспечения качественного выполнения работ с помощью ручного фрезера требуется, прежде всего, оснастка с жестким креплением обрабатываемой детали в приспособлении для ее позиционирования, а также подходящий тип фрезы. Наиболее простым устройством, задающим позиционирование, является фреза, укомплектованная опорным подшипником, располагающимся под или над режущим профилем. Настроив правильное вертикальное положение фрезерного инструмента, при помощи такой оснастки можно нарезать пазы для соединения деталей или получать различную по конфигурации фасонную кромку.
Фрезеровка паза и его оптимальная глубина

Техника безопасности при работе с фрезой











