
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
На картинке показана развертка: а. элементы развертки б. элементы режущей части в. зубья развертки в поперечном сечении г. элементы резания разверткой Как известно, в сложном токарном деле очень важны качественные инструменты, так как от этого и зависит результат будущей работы. В последнее время очень нужным инструментом является развертка. Развертка – это один из видов режущих инструментов, который используют на последнем этапе обработки отверстий после сверления и растачивания. Режущий инструмент развертка обеспечивает высшее качество обработки благодаря большому количеству кромок и сниманию малого припуска. Инструмент выполняет свою работу способом своевременного быстрого регулярного вращения. В свою очередь, развертки бывают машинными и ручными. Понятно, что машинные развертки являются более удобными. Их можно регулировать по диаметру для более удобного пользования. Не стоит путать режущий инструмент развертку с зенкером. Многих интересует, в чем проявляется отличие зенкера и развертки, и как их различить. Как правило, у зенкера зубья расположены по форме спирали, а вот у развертки – вдоль инструментальной оси. Также не маловажную роль, играет количество зубчиков: у зенкера их три-четыре, а у развертки от четырех до четырнадцати. Поэтому развертки используют для получения наивысшей шероховатости и квалитета. Другая заточка влияет на использование предметов в ремонте. Зенкер – это получистовой инструмент, который используют для получения отверстий, что имеют невысокую точность. Как правило, развертки с кольцевой заточкой распространены в тяжелой машиностроительной сфере промышленности, благодаря надежности в работе и высокому объему производительности. Часто используют при ремонте автотехники, а также на заводах при сборе техники, или же при вытачивании деталей. Развертки могут быть как цилиндрические, так и конические. Благодаря развертке легко можно снять очень тонкий слой любого материала, при этом сохраняя высокую точность. Коническая развертка, которая делает конические формы отверстий, обрабатывает заранее подготовленные отверстия, какие могут быть как конической формы, так и цилиндрической. Развертка является простым в использовании и эффективным в применении режущим инструментом. Особых трудов и сил она не требует. Все что нужно – опыт. Также не стоить забывать про особый способ сборки каждой развертки, в зависимости от вида. Помните, что развертку запрещено вращать в обратном направлении, так как это может вызвать выход из строя режущих кромок, поломку зубов, наклепы, задиры и многое другое. При работе развертками необходимо уметь оставлять припуск на обработку, выбирать оптимальные режимы резания, а так же СОЖ при работе развертками. www.tokar-work.ru Добиться отверстия с ровными стенками в процессе высверливания удается далеко не всегда, даже если использовать качественные сверла и дрели. Да и сам диаметр отверстия может не совпадать с нужным на доли миллиметра. Вот в таких случаях вам и пригодится цилиндрическая развертка. По принципу работы развертка схожа со сверлом – во время обработки отверстия она также вращается вокруг своей оси, постепенно передвигаясь вглубь отверстия. С помощью этого инструмента можно получить отверстия 7-8 класса чистоты и 2-3 класса точности. Для сравнения, изделия первого класса точности достигаются только путем тонкого шлифования и полирования, а при седьмом классе чистоты среднее арифметическое отклонение от профиля равно всего 0,63-1,25 мкм. Развертки делятся по типу обрабатываемого отверстия на конические и цилиндрические. По способу применения их разделяют на ручные и машинные. Развертки цилиндрические ручные, как и следует из названия, служат для ручных работ, например с помощью воротка или электрической дрели на малых оборотах, тогда как машинные инструменты используются в различных станках. Изделия для машин малого диаметра изготавливаются с коническим или цилиндрическим хвостовиком, ручные же аналоги имеют квадратную форму хвостовика. Цельные развертки – самые простые из всего модельного ряда, они даже не регулируются по диаметру. Если они выходят из строя, единственный выход путем шлифовки переделать их на развертку меньшего диаметра или использовать в качестве чернового изделия. Разжимные и сборные аналоги лишены этого недостатка, их сменный диаметр (в пределах определенных рамок, конечно же) позволяет использовать одно и то же изделие при работе с разными диаметрами. Рабочая часть разжимных инструментов оснащена отверстием, которое проходит по центру инструмента параллельно стенкам и продольным прорезям. Процесс регулировки диаметра возможен с помощью шарика, который находится внутри и зажимается винтом или гаечным ключом. Большинство моделей разжимных разверток изготавливаются в пределах 6-50 мм в диаметре, регулировка же диаметра возможна с точностью до 0,15 мм. Сборные развертки позволяют крепить зубья в корпусе, зажимая их винтами, благодаря чему также можно регулировать диаметр, хотя это не столь удобно. Конические развертки приспособлены и для работы с цилиндрическими отверстиями, которые разворачиваются на конус за несколько оборотов. Когда же необходимо существенно расширить отверстие, без комплекта из черновых, промежуточных и чистовых инструментов не обойтись. Черновые изделия отличаются ступенчатыми зубьями, которые расположены по линии винта. Принцип действия такой развертки – в нарезке узких стружек кромками каждой ступени, с помощью чего цилиндрическое отверстие можно превратить в ступенчатое. Вторая, промежуточная развертка снимает меньшую стружку, ее режущие кромки отличаются наличием стружкоразделительных канавок. Чистовая развертка снимает стружку всей линией кромки, образуя итоговую поверхность конуса. Еще один вид инструмента, а именно котельные развертки, используется для обработки отверстий в листах металла. Винтовые зубья в таких изделиях направлены против вращения инструмента, благодаря чему они не заедают и не самозатягиваются. Цилиндрический инструмент собран из таких элементов, как хвостовик, шейка и рабочая часть. Первых два элемента имеют такое же назначение, что и у зенкеров и сверл. В рабочей части можно выделить режущий и калибрующий элементы, а также направляющий конус, которые облегчают попадание инструмента в отверстие и предохраняют от повреждений. Режущая часть образована из конусов с зазубренной поверхностью, калибрующая же часть состоит из участка с обратной конусностью и цилиндрического участка. Зубья режущей части производители затачивают достаточно остро, тогда как на калибрующей части оставляется цилиндрическая ленточка, ширина которой меняется в зависимости от металлов, чтобы избежать налипания мелких частиц. Диаметр калибрующей части во многих развертках меньше диаметра самого инструмента, что и образует обратный конус. Этот прием используют для уменьшения трения развертки об уже обработанную поверхность, к тому же, это предохраняет само отверстие от разбивания и облегчает вывод инструмента. Для ручных разверток обратная конусность может быть настолько мала, что уменьшение диаметра следует сразу за режущими элементами. В зависимости от обрабатывания материала, конструкции и диаметра разверток выбирается и число режущих зубьев. Чем их больше, тем выше чистота обработки, однако с их увеличением затрудняется и отвод стружки. Обычно число зубьев четное. Лучше всего для обработки отверстий с продольными канавками подходят инструменты с винтовыми зубьями. Также они удобнее при работе с легкими сплавами. Зубья у винтовых канавок могут быть наклонены под углом 30-45°. Направление их также делается обратным вращению изделия, чтобы избежать его заедания или самозатягивания в отверстие. Развертки с большим углом наклона винтовой канавки позволяют достичь большей чистоты обработки поверхности, правда, работать с ними тяжелее. Растачивать отверстия лучше несколькими изделиями – черновым и чистовым. Черновые развертки могут быть изготовлены из старых и изношенных, перешлифованных на меньший размер. Перед развертыванием торцовую поверхность детали, которую вы будете обрабатывать, крайне желательно обточить, чтобы инструмент равномерно работал всеми зубьями. Это касается и чугунных деталей – без обработки очень легко затупить зубья инструмента. Если вы обрабатываете отверстия с продольными канавками, лучше всего подбирать для такой работы развертку с винтовыми зубьями. Использовать аналог с прямыми зубьями в этом случае крайне нежелательно, поскольку когда прямой зуб будет попадать напротив канавки отверстия, весь инструмент на доли миллиметра будет смещаться в эту сторону, и постепенно вы незаметно увеличите диаметр отверстия на незапланированную величину или даже испортите работу. Когда зубья развертки будут расположены винтом, они будут постоянно перекрывать канавку по диагонали, поэтому никаких отклонений от основной оси канавки не будет. При обработке важно не спешить, стараясь осуществлять подачу как можно равномернее. Чем меньше подача, тем лучше результат вы получите. Скорость оборота должна быть небольшой, что способствует большим срокам эксплуатации изделий. Именно поэтому, чаще всего, мастера используют обычный вороток для ручной обработки отверстия разверткой, поскольку в этом случае они могут контролировать процесс. В среднем, при развертывании отверстий до 50 мм скорость подачи инструмента должна составлять до 2 мм за оборот, при обработке чугуна в два раза больше. Для стали средней твердости достаточно скорости от 6 до 16 м/мин, при обработке чугуна немного меньше – от 4 до 14 м/мин. Чем больше диаметр отверстия, тем ниже скорости резания при сохранении скорости подачи. remoskop.ru Развертывание применяют: 1) для получения отверстий с гладкими стенками; 2) для получения отверстий точного диаметра; 3) для совмещения отверстий в различных деталях. Развертывают отверстия разверткой. Развертки бывают цилиндрические и конические. Обычно число зубьев у разверток четное (рис. 148). Для получения чистой поверхности обработанных отверстий расстояния между зубьями развертки делают неодинаковыми. При сборке часто применяют специальные ручные развертки, главным образом для совмещения отверстий. Детали при сборке могут установиться в узлах недостаточно точно. Поэтому часто после установки этих деталей или узлов на место согласно чертежу отверстия рассверливают на 0,1-0,2 мм меньше номинального размера, а затем для получения отверстий требуемого диаметра их развертывают разверткой. Точность изготовления отверстий развертыванием Диаметр отверстий, мм 1-3 3-6 6-10 10-18 18-30 30-50 погрешность, мм машинное развертывание 0,01 0,013 0,016 0,020 0,023 0,027 ручное развертывание . 0;01 0,010 0,010 0,013 0,015 0,018 Отверстия развертывают вручную или на станках: сверлильном или токарном. При сборке самолетов чаще развертывают отверстия вручную, вращая развертку воротком или трещеткой. Толщина снимаемого разверткой материала очень небольшая — 0,1-0,2 мм. Поэтому перед развертыванием отверстие рассверливают до диаметра меньше нормального с различными припусками на развертывание. Сначала отверстие развертывают черновой разверткой, а Затем — чистовой. Черновой разверткой снимают 0,1-0,5 мм, а чистовой 0,05-0,1 мм. Смазка при развертывании: Сталь — эмульсия, минеральное масло Дуралюмин Сурепное масло При развертывании электрона и бронзы смазку не применяют. Драчевый и личной напильники, стальная линейка, чертилка, угольник 90°, спиральное сверло, кернер, молоток, ручная развертка (цилиндрическая и коническая), вороток, калибр-пробка, дрель. Развертывание цилиндрических отверстий (вручную) 1. Разметить отверстия и накернить. 2. Просверлить отверстия (рис. 149). 3. Развернуть отверстия, вращая вороток по часовой стрелке. рис. 149. рис. 150. рис. 151. При развертывании чаще проверяй положение развертки угольником (рис. 152). Развертывая сталь, применяй для смазки минеральное масло. Если развертку защемляет, то поверни ее в обратную сторону на ширину зуба, чтобы освободить ее от стружки (рис. 153). рис. 152. 4. Проверить отверстие калибром. Для получения особенно точного отверстия развертывай два раза: сначала черновой разверткой, а затем — чистовой. Пример развертывания см. на рис. 154. рис. 153. 1. Разметить отверстия, накернить и просверлить (рис. 156). рис. 155. рис. 156. 2. Развернуть отверстия конической разверткой, вращая вороток по часовой стрелке (рис. 157 и 158). 3. Пригнать конический штифт (рис. 159). Пример развертывания отверстий трещеткой см. на рис. 160 и 161. рис. 160. рис. 161. arxipedia.ru Нужно ли отверстие отделывать развертками или нет, и достаточно ли, в первом случае, обработать его машинной разверткой или необходима также окончательная доводка отверстия до точного размера ручной разверткой - определяется требуемой степенью точности и чистотой отделки. Так, например, отверстия под болты и винты - проходные и под резьбу - не обрабатываются развертками; напротив, этот способ отделки необходим для отверстий под опорные цапфы, шарнирные болты и т. п. Точно также необходимо развертывать такие отверстия, в которые надо будет вставлять оправки для последующих операций - например, отверстия в ступицах шкивов или заготовок для зубчатых колес. Если длина отверстия по сравнению с его диаметром довольно значительна, и стенки его не должны быть особо гладкими, для получения желаемого результата достаточно обработки обыкновенной машинной разверткой. В тех же случаях, когда требуется высокая степень точности, и стенки отверстия должны быть совершенно гладкими, отделку
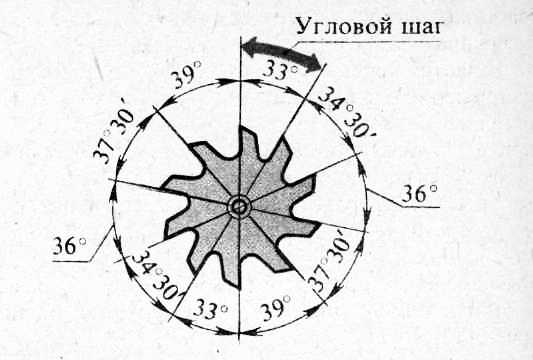
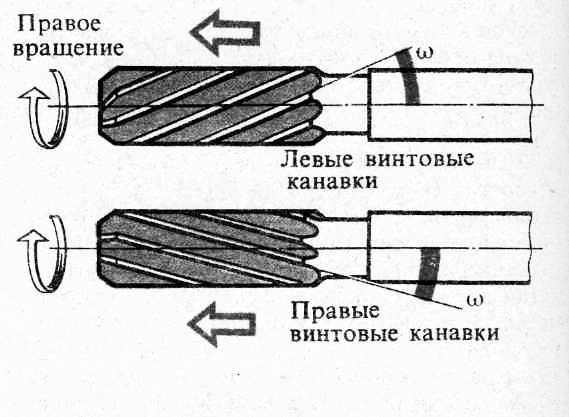
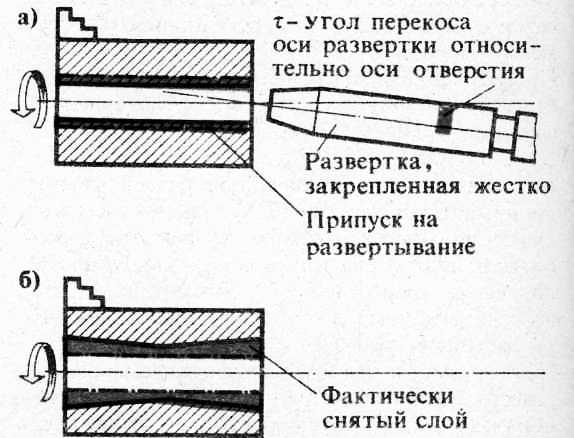
лучше всего производить ручной разверткой. Обычно отверстие предварительно обрабатывают машинной разверткой обыкновенной или с приемным концом, оставляя припуск в 0,05 - 0,12 мм, который затем снимают во время окончательной отделки отверстия ручной разверткой. Если отверстие должно быть развернуто, его сверлят таким сверлом, которое на 0,4 - 0,8 мм меньше окончательного размера отверстия. Обработку отверстия разверткой производят обычно сейчас же вслед за сверлением его, в особенности, если изделие закреплено на столе станка. Это имеет целью обеспечить верное направление развертки. Число оборотов развертки должно быть несколько ниже скорости сверла, иначе возможно чрезмерное нагревание ее и разрушение режущих ребер. Подачу нужно брать не слишком большой, чтобы стенки отверстия не получились задранными. Начиная работу, следует убедиться в том, что развертка взяла верное направление и равномерно снимает стружку, иначе могут возникнуть вибрации инструмента, разбивающие вход в отверстие. Если развертка дрожит, надо остановить станок, затем снова начать работу на очень малой скорости. Для этого, в случае надобности, проворачивают станок вручную, взявшись рукою за ведущий ремень. Нажимать на развертку, опуская шпиндель чересчур быстро, не следует. Нередко бывает нужно обработать одно или несколько изделий из плоского железа или стали по данному образцу, в котором просверлены и развернуты два или более отверстий. Эту работу можно быстро выполнить следующим образом. Берут сверло, диаметр которого равен диаметру развернутого отверстия (для точной наметки углубления, определяющего положение дыры), машинную развертку требуемого размера и сверло на 0,4 - 0,8 мм меньше окончательного диаметра отверстия. Скрепляют вместе образец и заготовку (струбцинкой или др. способом) так, чтобы контуры их совпадали и образец находился сверху, и ставят первую дыру образца точно под первое сверло, закрепленное в шпинделе станка. Намечают углубление в заготовке, вынимают сверло из шпинделя, вставляют вместо него второе (неполномерное) и просверливают отверстие. После этого обрабатывают его машинной разверткой. После того, как это сделано и прежде, чем начинать обработку следующего отверстия, в первую пару отверстий (в образце и заготовке) туго вставляют шпильку или штифт соответствующего диаметра, чтобы таким путем сохранить неизменным относительное положение обоих изделий во время наметки, сверления и отделки разверткой второго и следующих отверстий. Если число отверстий - три и более, то целесообразно и через вторую пару дыр пропустить штифт, обеспечивая этим полную неподвижность заготовки относительно образца во все время работы. Заусенец или грат на зубе ручной развертки портит стенки отверстия. Взяв развертку, следует ощупать каждый зубец ее по всей длине режущего ребра и обнаруженные заусенцы или грат снять на оселке. При обработке разверткой отверстий в стали и железе нужно пользоваться в качестве смазки деревянным маслом или смесью специального состава. Никогда и ни при каких обстоятельствах нельзя вращать развертку в обратную сторону. Развертывание отверстий в чугуне производится без смазки. Однако, иногда бывает полезно слегка смазывать маслом приемную часть машинных разверток, с целью уменьшить трение инструмента о стенки отверстия, что могло бы повлечь задирание их. Нельзя отделывать разверткой отверстие с неровными стенками, так как она уйдет в сторону наименьшего сопротивления, и в результате отверстие получится некруглым. Вместо развертки отверстие можно отделывать с успехом и спиральным сверлом, если только слегка закруглить углы его режущих ребер на оселке. Скорость резания должна быть при этом довольно высокой, а подача - малой. Для обработки отверстия малого диаметра можно очень быстро сделать хорошую и легко затачиваемую развертку из куска круглой стали (серебрянки) соответствующего диаметра. От прутка отрезают кусок требуемого размера, запиливают на конце квадрат и несколько закругляют его углы. Затем снимают диаметр на 0,025 - 0,05 мм, почти по всей длине куска, оставляя прежний размер на длине 3 - 4 мм от квадрата. Это можно сделать при помощи напильника или наждачной шкурки. Другой конец скашивают под углом в 45° или несколько больше на половине окружности, снимают - очень немного - затылок на круглой режущей кромке, закаливают инструмент и отпускают. Шлифуют и поправляют на оселке плоско скошенную поверхность рабочего конца, слегка поправляют на оселке и закругленную режущую кромку, и развертка готова для работы. Подача ее должна быть малой, так как этот инструмент имеет лишь одно режущее ребро. www.tapco.by Категория: Токарное дело Для точной чистовой обработки отверстий применяют многолезвийные размерные инструменты — разверти и. Развертка обеспечивает точность по классам 3а, 3, 2а, 2 и 8—9 классы шероховатости. Обработка последовательно двумя развертками может обеспечить десятый класс шероховатости поверхности. Как и при зенкеровании, развертыванием нельзя устранить биение или перекос отверстия, если они имелись после предыдущей обработки. Развертки делят на слесарные (ручные) и станочные (машинные), хвостовые и насадные, цельные и сборные (со вставными ножами). Применяют также регулируемые (установочные) развертки, размер которых можно регулировать в небольших пределах. Развертка состоит из рабочей части, шейки и хвостовика. Хвостовик машинной развертки конический (конус Морзе), у ручных развермА цилиндрический с киал |КГ|ОМ иод ворон.к 1. КОНТРОЛЬ ДИАМЕТРА ВЫТОЧКИ. а — кронциркулем, б — штангенциркулем со специальными губками 2. МАШИННЫЕ РАЗВЕРТКИ: а — хвостовая регулируемая со «стачными ножами, б – хвостовая твердосплавная. в — насадная твердосплавная: 1 — рабочая часть. 2 шейка. 3 хвостовик: 1 — длина рабочей части. 1. общая длина развертки На рабочей части развертки различают следующие элементы: направляющий конус, облегчающий ввод развертки в отверстие, заборный конус и калибрующую часть. Заборный конус — режущий элемент развертки. Режущие кромки на заборном конусе остро заточены. Угол заборного конуса 2<р составляет 8—12° для обработки чугуна и 24- 30° для обработки стали. Калибрующая часть — цилиндрический участок развертки, служащий для направления развертки в отверстии и для калибрования отверстия. Режущие зубья на этом участке имеют узкие шлифованные ленточки шириной 0,05—0,2 мм. Диаметр развертки, измеренный по ленточкам противолежащих зубьев, соответствует диаметру обрабатываемого отверстия. Для облегчения вывода развертки из^от-верстия на калибрующей части по ленточкам шлифуется обратный конус: занижается диаметр в сторону хвостовика на 0,04—0,08 мм. 3. Элементы рабочей части и геометрия развертки 4. НЕРАВНОМЕРНОСТЬ ШАГА РАЗВЕРТКИ 5. РАЗВЕРТКИ с ВИНТОВЫМИ ЗУБЬЯМИ: а — угол наклона винтовой канавки 6. СХЕМЫ «РАЗБИВКИ» ОТВЕРСТИЯ ПРИ ЖЕСТКОМ КРЕПЛЕНИИ РАЗВЕРТКИ: а — до развертывания, б — после развертывании Геометрия зуба развертки на режущей части (заборном конусе) и на калибрующей части показана на рис. 3. Шаг между зубьями развертки делается неравномерным. Если у развертки, например, зубьев, то центральный угол составляет не 30=, а 33°, 34°30’, 36°, 37°30’, 39°; при этом противолежащие зубья должны располагаться на одном диаметре, что важно для контроля развертки. Неравномерность шага устраняет огранку обработанного отверстия. Высокое качество обработки обеспечивают развертки со спиральными (винтовыми) канавками. Перед развертыванием отверстие и развертку очищают от стружки и грязи, тщательно протирают. Если хвостовик развертки закреплен непосредственно в пиноли задней бабки, то незначительная несоосность хвостовика и рабочей части развертки, перекос осей пиноли или загрязнение посадочного конуса вызовут неравномерное срезание припуска: отверстие будет иметь больший диаметр у торцов и меньший в середине отверстия. Чтобы припуск срезался равномерно и не было «разбивки» отверстия, развертку закрепляют в качающейся оправке: корпус оправки устанавливают в пиноли, а собственно оправка, несущая развертку, связывается с корпусом шарниром. Для развертывания отверстий диаметром более 60 мм можно применять двухкромочную «плавающую» пластину-развертку, которая свободно вставляется в горизонтальный паз оправки. Пластина-развертка состоит из двух ножей, оснащенных пластинками твердого сплава и соединенных друг с друг ом винтами. Ножи можно перемещать при регулировке инструмента на размер. Припуск на развертывание зависит от диамет ра отверстия и от обрабатываемого материала и составляет 0,08—0,2 мм на сторону. Выбор режимов резания при развертывании. Подача при развертывании принимается в два-три раза большей, чем при сверлении отверстия такого же диаметра, а скорость резания в два-три раза меньше. Величина подачи на шероховатость обработанного отверстия не влияет, так как она зависит только от состояния кромки на калибрующей части. Необходимость низкой скорости резания при развертывании объясняется явлением наростообразования; при низкой скорости резания нарост па режущей кромке не образуется, что обеспечивает высокое качество обработки. 7. КАЧАЮЩАЯСЯ ОПРАВКА ДЛЯ РАЗВЕРТКИ: 1 — оправка, 2 — штифт. 3 — корпус. 4 — шарик. 5 — подпятник 8. «ПЛАВАЮЩАЯ» РЕГУЛИРУЕМАЯ ПЛАСТИНА-РАЗВЕРТКА
Практические приемы обработки отверстий развертками. Как пользоваться разверткой
Развертка
Развертка Развертка цилиндрическая – для финишной обработки отверстий + Видео
Развертки цилиндрические – ГОСТ и классификация
Развертка цилиндрическая – как устроен инструмент?

Развертывание отверстий на практике – что нужно знать?

Развертывание отверстий — Слесарные работы
Инструмент и приспособления
Развертывание конических отверстий
Практические приемы обработки отверстий развертками
Развертывание - Токарное дело
Развертывание 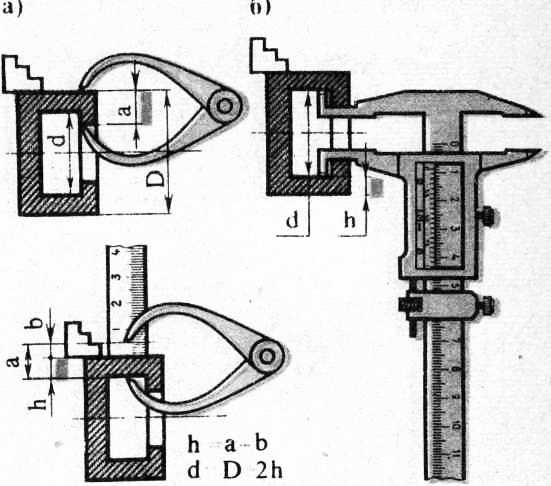



Читать далее:
Центрование на токарном станке Статьи по теме:
pereosnastka.ru
для -чего нужна РАЗВЁРТКА .что ей делают.
Развртка режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развртыванием достигается точность до 6-9 квалитета и шероховатость поверхности до Ra = 0,321,25 мкм.А - сверление. В - растачивание. С - развертывание. D - зенкерование. E,G - зенковка. F - цековка. H - нарезка резьбы. Высокое качество обработки обеспечивается тем, что развертка имеет большое число режущих кромок (4-14) и снимает малый припуск. Развртка выполняет работу при свом вращении и одновременном поступательном движении вдоль оси отверстия. Развертка позволяет снять тонкий слой материала (десятые-сотые доли миллиметра) с высокой точностью. Помимо цилиндрических отверстий развертывают конические отверстия (например под инструментальные конусы) специальными коническими развертками. Не следует путать развертку с зенкером. Последний является получистовым инструментом для получения отверстий невысокой точности, имеет меньшее число режущих кромок, другую заточку. Развертки классифицируются: По типу обрабатываемого отверстия: Цилиндрические. Конические (под различные инструментальные, котельные (заклепочные) и другие конуса) . Ступенчатые. По точности: С указанием квалитета для цилиндрических. С указанием качества (черновые, промежуточные, чистовые) для конических. N1..N6 цилиндрические развертки с калиброванным припуском для последующей шлифовки инструмента слесарем в требуемый размер. Регулируемые (раздвижные, разжимные, шкворневые) . По способу зажима инструмента: Ручные с квадратным хвостовиком под вороток. Машинные с цилиндрическим хвостовиком. Машинные с коническим хвостовиком. Машинные насадные (для установки на соответствующую оправку, обычно для инструмента больших размеров) . Другие свойства: Прямые или спиральные стружкоотводные канавки. Количество режущих кромок Z. Материал инструмента.
Два с лишним года назад, я начинал работать в игровой индустрии в качестве художника по текстурам. В этой должности проработал в течение первых 7-ми месяцев работы, пока я не начал совершенно беззастенчиво совать свой нос в работу моделлеров, и на то были причины.Пожалуй, самой главной проблемой стала Она раскладка (или развертка) под текстуру. Наблюдая за моделлерами, я пришел к выводу, что для них (к счастью не для всех) эта часть работы, кажется наименее занимательной Согласиться я с этим мог, но молчаливо принять нет. Потому как от этого зависела занимательность моей собственной работы 😉 Спустя некоторое время, я сам стал моделировать многие вещи, сам делать на них развертки, и ниже я собираюсь рассказать о том, как сделать развертку под текстуру, чтобы художник, который будет с ней работать, не вспоминал вас нехорошими словами.
Я не буду рассказывать об инструментах, которые использую в работе. Равно как и о том, как я их использую, так как все это сильно зависит от того ПО, которое используете вы. Ниже речь пойдет об общих принципах создания разверток, и хотя материал рассчитан на новичков, я все же предполагаю, что вы достаточно хорошо владеете теми программами, в которых работаете.
Основы.
Первое, о чем нужно помнить, приступая к созданию развертки, это то, что она должна быть как можно более непрерывной. Что я имею в виду: любой, кто хоть раз делал развертку, знает, что это процесс разбиения модели на участки, которые можно считать плоскими (относительно конечно) , и укладка их оптимальным образом в пределах будущей текстуры. Так вот, если есть возможность какие-то из этих кусков соединить вместе, это нужно сделать. Так как в этом случае художнику удобнее потом рисовать текстуру. Это удобство особенно заметно, когда рисунок с одного куска развертки нужно продолжить на другом куске развертки. Это не очень критично для различных техногенных объектов, но для персонажей это очень важно. Поэтому, чем большим числом сторон соединены куски развертки, тем легче по ней рисовать.
Изображение
info-4all.ru
Развертывание отверстий - Зенкерование и развертывание
Развертывание отверстийКатегория:
Зенкерование и развертывание
Развертывание отверстийРазвертывание — это процесс чистовой обработки отверстий, обеспечивающей точность 7 —9-го квалитетов и шероховатость поверхности 7 —8-го классов. Инструмент для развертывания — развертки.
Развертывание отверстий производят на сверлильных и токарных станках или вручную Развертки, применяемые для ручного развертывания, называются ручными, а для станочного развертывания — машинными. Машинные развертки имеют более короткую рабочую часть.
По форме обрабатываемого отверстия развертки подразделяют на цилиндрические и конические. Ручные и машинные развертки состоят из трех основных частей: рабочей, шейки и хвостовика.
Рабочая часть развертки, на которой имеются расположенные по окружности зубья, в свою очередь делится на режущую, или заборную, часть, калибрующую цилиндрическую часть и обратный конус.
Режущая, или заборная, часть на конце имеет направляющий конус (скос под углом 45°), назначение которого состоит в снятии припуска на развертывание и предохранении вершины режущих кромок от забоин при развертывании.
Режущие кромки заборной части образуют с осью развертки угол при вершине 2Ф (для ручных разверток 0,5 — 1,5°, а для машинных 3-5° ).
Калибрующая часть предназначена для калибрования отверстия и направления развертки во время работы. Каждый зуб калибрующей части вдоль рабочей часта развертки заканчивается канавкой, благодаря которой образуются режущие кромки; кроме того, канавки служат для отвода стружки.

Рис. 240. Зенковки: а — с постоянной направляющей и цилиндрическим хвостовиком, б — со сменной направляющей и коническим хвостовиком, в — углы зенковки, г — конические зенковки, д — цековка, е — державка с зенковкой и вращающимся ограничителем
Обратный конус находится на калибрующей части ближе к хвостовику. Он служит для уменьшения грения развертки о поверхность отверстия и сохранения качества обрабатываемой поверхности при выходе развертки из отверстия.
У ручных разверток величина обратного конуса от 0,05 до 0,10 мм, а у машинных — от 0,04 до 0,3 мм.
Шейка развертки находится за обратным конусом и предназначена для выхода фрезы при фрезеровании (нарезании) на развертках зубьев, а также шлифовального круга при заточке.

Рис. 241. Развертки: в — ручная, б — машинная, в — коническая
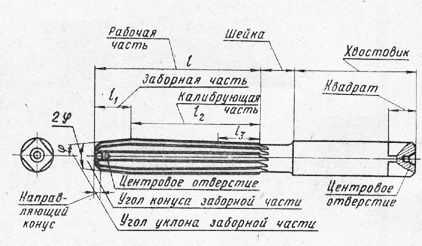
Рис. 242. Ручная развертка
Хвостовик ручных разверток имеет квадрат для воротка. Хвостовик машинных разверток диаметром от 10—12 мм выполняют цилиндрическим, более коупных разверток — коническим.
Центровые отверстия служат для установки развертки при ее изготовлении, а также при заточке и переточке зубьев.
Режущими элементами развертки являются зубья.
Зубья развертки определяются задним углом (6 —15° ; большие значения берутся для разверток больших диаметров), углом заострения (3, передним углом у (для черновых разверток от 0 до 10° , для чистовых – 0° ).
Углы заострения р и резания 5 определяют в зависимости от углов а и У.
Развертки изготовляют с равномерным и неравномерным распределением зубьев по окружности. При ручном развертывании применяют зубья с неравномерным распределением зубьев по окружности, например, у развертки, имеющей восемь зубьев, углы между зубьями будут: 42, 44, 46 и 48°. Такое распределение обеспечивает получение в отверстии более чистой поверхности, а главное ограничивает возможность образования так называемой огранки, т. е. получения отверстий не цилиндрической, а многогранной формы.
Если бы шаг развертки был равномерным, то при каждом повороте воротком развертки зубья останавливались в одном и том же месте, что неизбежно привело бы к получению волнистости (граненой) поверхности.
Машинные развертки изготовляют с равномерным распределением зубьев по окружности. Число зубьев разверток четное: 6, 8, 10 и т. д. Чем больше зубьев, чем выше качество обработки.
Ручные и машинные развертки выполняют с прямыми (прямозубые) и винтовыми (спиральные) канавками. По направлениям винтовых канавок они делятся на правые и левые.
При работе разверткой со спиральным зубом поверхность получается более чистая, чем при обработке с прямым зубом. Однако изготовление и особенно заточка разверток со спиральным зубом очень сложны, и поэтому такие развертки применяют только при развертывании отверстий, в которых имеются пазы или канавки.
Как конические, так и цилиндрические развертки изготовляют комплектами из двух или трех штук. В комплекте из двух штук одна развертка предварительная, а вторая чистовая. В комплекте из трех штук первая развертка черновая, или обдирочная, вторая получистовая и третья чистовая, придающая отверстию окончательные размеры и требуемую шероховатость.
Конические развертки работают в более тяжелых условиях, чем цилиндрические, поэтому у конических разверток на прямолинейных зубьях делают поперечные прорези для снятия стружки не всей длиной зуба, что значительно уменьшает усилия при резании. Причем поскольку черновая развертка снимает большой припуск, ее делают ступенчатой, в виде отдельных зубьев, которые при работе дробят стружку на мелкие части. На промежуточной развертке, которая снимает значительно меньшую стружку, прорези делают меньше и другого профиля. Чистовая развертка никаких струж-коломных канавок не имеет.
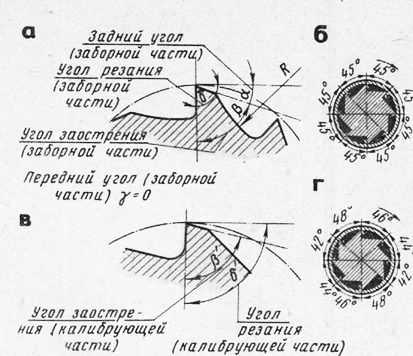
Рис. 3. Геометрия зубьев развертки: а, в — элементы геометрии, б — развертка с равномерным шагом, г — с неравномерным шагом
Рис. 4. Винтовые развертки: а — правая, б — левая
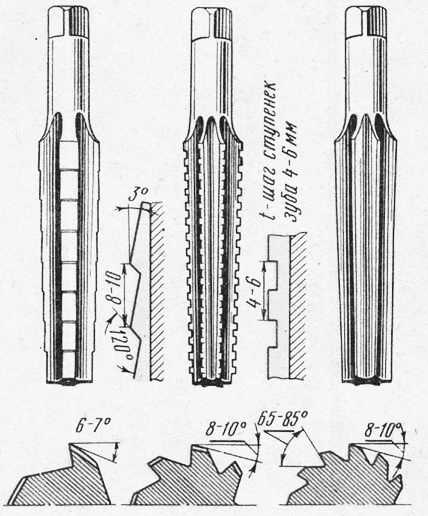
Рис. 5. Комплект ручных конических разверток
Рис. 6. Развертки машинные: а — раздвижная, б — разжимная
Рис. 7. Качающаяся оправка
Ручные цилиндрические развертки применяют для развертывания отверстий диаметром от 3 до 60 мм. По степени точности они разделяются по номерам: 1,2 и 3.
Развертки машинные с цилиндрическим хвостовиком изготовляют трех типов: I, II и III . Развертки применяют для обработки отверстий 6 —8-го квалитетов. Они изготовляются диаметром 3 — 50 мм. Развертки закрепляют в самоцентрирующих патронах станков.
Развертки машинные с коническим хвостовиком типа II изготовляют диаметром от 10 до 18 мм и более короткой рабочей частью. Это развертки закрепляют непосредственно в шпинделе станка.
Развертки машинные насадные типа III изготовляют диаметром 25 — 50 мм. Этими развертками обрабатывают отверстая 5 —6-го квалитетов.
Развертки машинные с квадратной головкой изготовляют диаметром 10 — 32 мм, предназначены для обработки отверстий по 6 —7-му квалитетам, закрепляют в патронах, допускающих покачивание и самоцентрирование разверток в отверстиях.
Развертки со вставными ножами типа I (насадные) имеют то же назначение, что и предыдущие, и изготовляют их диаметром 25—100 мм.
Развертки машинные, оснащенные пластинками из твердого сплава Т15К6, служат для обработки отверстий больших диаметров с высокой скоростью и большой точностью.
Кроме рассмотренных конструкций разверток широко применяют и другие развертки, повышающие точность и качество обработки отверстий.
Раздвижные (регулируемые) развертки применяют при развертывании отверстий диаметром от 24 до 80 мм. Они допускают увеличение диаметра на 0,25 — 0,5 мм.
Регулируемые развертки получили наибольшее распространение. Они состоят из корпуса, который служит довольно долго, и изготовляются из сравнительно недорогих конструкционных сталей и вставных ножей простой формы. Ножи делают из тонких пластинок, на них расходуется небольшое количество дорогостоящего металла. Их можно переставлять или раздвигать на больший диаметр, регулируя или затачивая до нужного размера. Когда ножи стачиваются и уже не обеспечивают надежного крепления, их заменяют новыми.
Для развертывания сквозных отверстий широко применяют разжимные развертки (рис. 246,6), ножи в которых крепятся или винтами, или в точно пригнанных пазах прижимаются ко дну паза конусными выточками концевых гаек, или же винтами, разжимающими корпус.
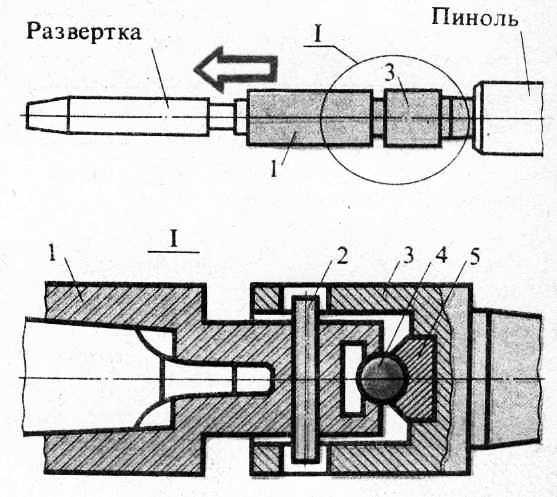
При работе развёрткой на станке часто бывают случаи, когда при жестко закрепленной развертке ось ее не совпадает с осью обрабатываемого отверстия, и поэтому развернутое отверстие получается неправильной формы. Это происходит при неисправном станке: ось вращения шпинделя не совпадает с осью отверстия (биение шпинделя).
Для повышения качества обработки и во избежание брака при развертывании отверстой применяют качающиеся оправки.
Качающаяся оправка закрепляется в шпинделе станка коническим хвостовиком. В отверстии корпуса крепится штифтом с зазором качающаяся часть оправки, которая упирается шариком в подпятник. Благодаря такому устройству качающаяся оправка с разверткой может легко принимать положение, совпадающее с осью развертываемого отверстия.
Для получения высокой точности отверстия применяют плавающие развертки, представляющие собой пластины, вставленные в точно обработанные пазы цилиндрической оправки. Наружные ребра пластины заточены так же, как и у зуба развертки. Для обеспечения регулирования пластаны делают составными. При работе плавающими развертками не нужна точная соосность обрабатываемого отверстия и шпинделя станка и, кроме того, точное отверстие получается даже при биении шпинделя, так как пластина своими ленточками центрируется по стенкам отверстия, перемещаясь в пазу оправки в поперечном направлении. Применение рациональной конструкции разверток не только обеспечивает высокое качество работы, но и значительно повышает производительность труда.
На некоторых машиностроительных заводах при развертывании конических отверстий на конусную часть развертки ставят ограничивающее стопорное кольцо, что исключает затрату. времени на измерение.
Для уменьшения нагрузки на развертку в процессе работы увеличивают длину ее заборной части в два раза. Это позволяет отказаться от применения второй развертки и повысить производительность и точность обработки.
Широко применяют комбинированный инструмент для одновременного сверления и зен-кования отверстия.
Сверло-зенкер, сверло-зенковка, сверло-развертка, зенкер-развертка позволяют совместить две операции и получить отверстие заданной формы, квалитета и шероховатости.
Читать далее:
Приемы развертывания
Статьи по теме:
pereosnastka.ru









