Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации. Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России! Силовые транзисторы - это сердце сварочного инвертора! От правильного выбора силовых транзисторов зависит надёжность работы всего аппарата. Технический прогресс не стоит на месте, на рынке появляется множество новых полупроводниковых приборов, и разобраться в этом разнообразии довольно сложно. Первое, с чего нужно начинать, это приблизительное определение мощности будущего преобразователя. Если мы хотим получить в дуге 200 ампер при напряжении 24 вольта, то перемножив эти величины мы получим полезную мощность которую наш инвертор обязан отдать и при этом не сгореть. 24 вольта это среднее напряжение горения электрической дуги длинной 6 - 7мм, в действительности длинна дуги всё время меняется, и соответственно меняется напряжение на ней, меняется также и ток. Но для нашего расчёта это не очень важно! Так вот перемножив эти величины получаем 4800 Вт, ориентировочно прикинув КПД преобразователя 85%, можно получить мощность которую должны перекачивать через себя транзисторы, это примерно 5647 Вт. Зная общую мощность можно подсчитать ток, который должны будут коммутировать эти транзисторы. Если мы делаем аппарат для работы от сети 220 вольт, то просто разделив общую мощность на напряжение сети, можно получить ток, который аппарат будет потреблять от сети. Это приблизительно 25 ампер! С величиной тока вроде разобрались, но это не должен быть максимальный ток выбранных нами транзисторов! Сейчас в справочных данных многих фирм приводится два параметра максимального тока, первый при 20 градусах Цельсия, а второй при 100! Так вот при больших токах протекающих через транзистор, на нём выделяется тепло, но скорость его отвода радиатором не достаточно высока и кристалл может нагреться до критической температуры, а чем сильнее он будет нагреваться, тем меньше будет его максимально допустимый ток, и в конечном итоге это может привести к разрушению силового ключа. Обычно такое разрушение выглядит как маленький взрыв, в отличии от пробоя по напряжению, когда транзистор просто тихо сгорает. Отсюда делаем вывод, для рабочего тока величиной 25 ампер необходимо выбирать такие транзисторы у которых рабочий ток будет не ниже 25 ампер при 100 градусах Цельсия! Это сразу сужает район наших поисков до нескольких десятков доступных силовых транзисторов. При выборе ключей не стоит пользоваться максимально допустимыми параметрами, и параметрами для импульсных токов. Лучше пускай будет запас, чем авария в самый неподходящий момент. Поэтому смотрим только на максимальные значения постоянных величин, токов и напряжений! Естественно определившись с током нельзя забывать и о рабочем напряжении, во всех приведенных схемах, на транзисторах напряжение не превышает напряжение питания, или проще говоря не может быть больше 310 вольт, при питании от сети 220 вольт. Исходя из этого выбираем транзисторы с допустимым напряжением не ниже 400 вольт. Многие могут сказать, что мы поставим сразу на 1200, это мол будет надёжнее, но это не совсем так, транзисторы одного вида, но на разные напряжения могут очень сильно отличаться!. пример: IGBT транзисторы фирмы IR типа IRG4PC50UD - 600В - 55А, а такие же транзисторы на 1200 вольт IRG4PH50UD - 1200В - 45А, и это ещё не все отличия, при равных токах на этих транзисторах различное падение напряжения, на первом 1,65В, а на втором 2,75В! А при токах в 25 ампер это лишние ватты потерь, мало того, это мощность которая выделяется в виде тепла, её необходимо отвести, значит нужно увеличивать радиаторы почти в два раза! А это дополнительный не только вес, но и объём! И всё это необходимо помнить при выборе силовых транзисторов, но и это ещё только первый прикид! Следующий этап, это подбор транзисторов по рабочей частоте, в нашем случае параметры транзисторов должны сохраняться как минимум до частоты 100 кГц! Для "жёсткого" переключения на частоте ЗОкГц, необходим запас по частоте не менее чем в три раза! Для резонансных преобразователей наоборот, можно пользоваться не слишком быстрыми транзисторами. Дело в том, что процесс переключения на резонансной частоте не требует таких затрат энергии, как при "силовом" переключении, и транзисторы замечательно работают на частотах в 4-5 раз выше, чем предельно допустимые! Фирма IR обычно даёт значения граничных частот и для "силового" и для резонансного режимов. Вот собственно всё, что нужно знать при выборе транзисторов. Сейчас самые доступные и по цене и по наличию в продаже это транзисторы фирмы IR. В основном это IGBT, но есть и хорошие полевые транзисторы с допустимым напряжением 500 вольт. Они хорошо работают в подобных схемах, но не очень удобны в крепеже, нет отверстия. В корпусе, для нормальной работы IGBT транзисторов необходима пауза между закрытием и открытием, чтобы завершились все процессы внутри транзистора. Это не менее 1,2 микросекунды для IGBT, и для MOSFET транзисторов, это время не может быть менее 0,5 микросекунды! Вот все требования к транзисторам, и если все они будут выполнены, то Вы получите надёжный сварочный аппарат! Исходя из всего выше изложенного - лучший выбор это транзисторы фирмы IR типа IRG4PC50UD, IRG4PH50UD, полевые транзисторы IRFPS37N50A, IRFPS40N50, IRFPS43N50K. Эти транзисторы были опробованы и показали свою надёжность и долговечность при работе в мощных сварочных инверторах. Для маломощных преобразователей, мощность которых не превышает 2,5 кВт можно смело использовать IRFP460. Источник: Назаров В.И. и др. "Сварочный инвентор. Теория и практика". Рыбинск, 2008 www.autowelding.ru Резонансные сварочные инверторы Несмотря на то что резонансные преобразователи, в основном, не получили применения в ИИСТ промышленного производства, интерес к резонансным топологиям не ослабевает [12]. Авторы работы [13] предложили полумостовой резонансный конвертер с Т-образным формирующим контуром (LCL-T converter), ориентированный на использование в зарядных устройствах, источниках сварочного тока, источниках питания лазеров и других источниках питания, которые должны обеспечивать нагрузку стабильным током. Рис. 11. Резонансный LCL-T-конвертер [13] Рис. 12. Нагрузочная характеристика лабораторного образца LCL-T-конвертера [13] Схема конвертера приведена на рисунке 11.Если переключение силовых транзисторов происходит на резонансной частоте LCL-контура, то конвертер ведёт себя по отношению к нагрузке как источник тока, — в этом главная его особенность. Вместе с тем на холостом ходе выходное напряжение такого конвертера теоретически стремится к бесконечности. Поскольку на практике необходимо иметь ограниченное выходное напряжение, для решения этой проблемы авторы предложили простую схему, которая с помощью дополнительных диодов VD3 и VD4 ограничивает напряжение на первичной обмотке трансформатора на уровне напряжения питания 2Vd. Коэффициент передачи конвертера по току составляет:где I0 - ток нагрузки, - характеристическое сопротивление колебательного контура, Wn = w/w0 - нормированная частота, — собственная резонансная частота контура, Q = w0L/R0=Z0/R0 - нагруженная добротность контура, Выражение (22) показывает, что при работе конвертера на частоте wn = 1, т.е. при равенстве коммутационной и контурной частот, коэффициент передачи по току не зависит от величины нагруженной добротности и равен:Другими словами, конвертер приобретает характеристики источника тока, причём при La = L напряжение на входе LCL-контура и контурный ток имеют нулевой фазовый нию к нагрузке как источник тока, — в этом главная его особенность. Вместе с тем на холостом ходе выходное напряжение такого конвертера теоретически стремится к бесконечности. Поскольку на практике необходимо иметь ограниченное выходное напряжение, для решения этой проблемы авторы предложили простую схему, которая с помощью дополнительных диодов VD3 и VD4 ограничивает напряжение на первичной обмотке трансформатора на уровне напряжения питания 2Vd. Коэффициент передачи конвертера по току составляет:тогда коэффициент трансформации можно найти из соотношения:С увеличением сопротивления нагрузки R0 выходное напряжение Vq линейно возрастает благодаря постоянству тока нагрузки /0 до тех пор, пока амплитуда напряжения на первичной обмотке не достигнет величины напряжения питания полумоста Vd после чего конвертер переходит в режим ограничения выходного напряжения, величина которого определяется напряжением питания и коэффициентом трансформации силового трансформатора. Для экспериментальной проверки авторами был изготовлен лабораторный образец преобразователя со следующими параметрами:• максимальный ток нагрузки 1 А;• максимальное напряжение нагрузки 500 В;• напряжение питания (2Vd) 200 В;• частота преобразования (равна резонансной) 100 кГц;• индуктивность контура L = La = 25,8 мкГн;• ёмкость контура С = 0,098 мкФ;• коэффициент трансформации п = = W1/W2 = 0,2.Нагрузочная характеристика лабораторного образца LCL-T-конвертера приведена на рисунке 12, из которого видно, что преобразователь действительно имеет характеристику источника тока.Рассмотрим ещё один резонансный преобразователь сварочного назначения. Авторы использовали достаточно хорошо изученную топологию — двухтактный конвертер с последовательным частичным включением нагрузки в формирующий контур [14]. В зарубежной литературе этот тип конвертера получил название series-parallel loaded resonant converter или LCC converter. Упрощённая схема силовой части приведена на рисунке 13. Главная проблема ИИСТ резонансного типа состоит в сложности получения глубокой регулировки величины сварочного тока при сохранении режима «мягкой» коммутации силовых транзисторов, ради чего и предпринимаются попытки использования резонансных топологий.Формирующий контур LCC-конвертера характеризуется двумя собственными резонансными частотами. Рис. 13. Резонансный сварочный инвертер LCC-типа [14] При коротком замыкании на выходе конвертера ёмкость Ср замкнута и собственная частота контура равна: При этом характеристическое сопротивление контура и добротность QRS = ZRS/RS, где RS - сопротивление нагрузки, фактически равное суммарному сопротивлению активных потерь при коротком замыкании. На холостом ходе резонансная частота контура становится равной: Характеристическое сопротивление для случая холостого хода: Добротность контура на холостом ходе: Коэффициент передачи конвертера по напряжению равен: где k = wRS/wS нормированная частота коммутации ключевых транзисторов.Данный тип преобразователя сочетает в себе положительные свойства как «последовательного» (series-loaded resonant converter), так и «параллельного» (parallel-loaded resonant converter) конвертеров. Важным моментом при разработке LCC-конвертера является выбор оптимального соотношения резонансных емкостей CP/CS. При малой величине СР требуется большая кратность изменения коммутационной частоты, при большой ёмкости СР на холостом ходе силовые транзисторы коммутируют значительный реактивный ток. Поэтому выбор этой ёмкости носит компромиссный характер. Обычно отношение выбирается от 0,3 до 1.Авторами был разработан сварочный инвертор на основе LCC-конвертера с максимальной мощностью 3 кВт и диапазоном тока нагрузки 40...150 А. Регулирование и стабилизация тока осуществляется изменением частоты коммутации от 25 до 50 кГц, причём конвертер работает всегда на правом, высокочастотном склоне АЧХ резонансного контура, при максимальном коэффициенте заполнения. Типичная зависимость коэффициента передачи по напряжению LCC-конвертера от относительной частоты показана на рисунке 14. Конденсаторы C1- С4 выполняют функции бездиссипативных демпферов, снижающих потери транзисторов «на выключение». Рис. 14. АЧХ LCC-конвертера Fnorm ~ нормированная частота(Fnorm = Fswitch/Fresonance)Для реализации, режима ZVS при выключении транзисторов необходимо контролировать время их выключенного состояния. С этой целью используются два датчика напряжения VS1 и VS2. Для измерения тока нагрузки во вторичной обмотке установлен двухобмоточный трансформатор тока СТ1. Напряжение VIo пропорциональное току нагрузки, подаётся на инвертирующий вход усилителя ошибки Е/А контроллера UC1861. Трансформатор тока СТ2 используется для защиты силовых транзисторов, с его помощью контролируется ток в формирующем контуре. Датчик выходного напряжения VSo необходим для ограничения тока контура на холостом ходе, с тем чтобы при отсутствии нагрузки контроллер устанавливал максимальную частоту коммутации. Если не вводить ООС по выходному напряжению и не детектировать состояние холостого хода, контроллер установит минимальную частоту коммутации, которая близка к собственной резонансной частоте ненагруженного контура. Это, в свою очередь, приведёт к циркуляции большого тока в контуре и, следовательно, большим потерям проводимости транзисторов. В «последовательном» резонансном преобразователе (без конденсатора Ср) такой ситуации не возникает.
В опытном образце сварочного инвертора использовались транзисторы типа IRGNI115U06, IRGKI115U06 и диоды Шоттки в выходном выпрямителе. Использован силовой трансформатор кабельного типа с магнитопроводом. набранным из нескольких ферритовых колец, обмотками W1 = 12 витков, W2 = 2 витка и площадью поперечного сечения Sc = 8 см2. Индуктивность намагничивания составила 2,85 мГн, индуктивность рассеивания - 3,4 мкГн. Индуктивность выходного дросселя Lo -12 мкГн. Семейство экспериментальных статических ВАХ опытного образца приведено на рисунке 15. На рисунках 16 и 17 показаны характерные осциллограммы токов и напряжений на силовом транзисторе и первичной обмотке трансформатора (конденсаторе Ср) при токе нагрузки, близком к минимальному, и напряжении питания 300 В. Рис. 15. Статические вольтамперные характеристики экспериментального образца LCC-конвертера [14] Рис. 16. Ток коллектора и напряжение «коллектор-эмиттер» силового транзистора [14] Рис. 17. Ток и напряжение первичной обмотки силового трансформатора [14]Масштаб: Vcp - 50 В/дел., Iw1 - 5 А/дел., развёртка -10 мкс/дел. Сварочные инверторы с коррекцией коэффициента мощностиЦелесообразность применения активных корректоров коэффициента мощности (ККМ) в составе сварочных инверторов достаточно давно и активно обсуждается. Эта проблема имеет две составляющие -экономическую и техническую. С экономической точки зрения, применение ККМ в составе ИИСТ низшего ценового диапазона (бытового уровня) нецелесообразно, поскольку такой сварочный инвертор сразу попадает в другую ценовую категорию, но при этом проигрывает конкурентам по комплексу технических параметров и, скорее всего, по уровню надёжности и качества. Профессиональные ИИСТ промышленного назначения имеют другой порядок цен, поэтому использование ККМ в их составе не столь заметно увеличивает себестоимость.Ряд производителей ИИСТ заявляют о наличии ККМ в составе выпускаемого оборудования. Например, фирма Miller Electric оснащает корректором коэффициента мощности свои сварочные инверторы Max-star 150 и ХМТ 350 Series [15]. В ИИСТ СТРАТ 160КС российского производства также используется активный ККМ и стабилизатор сети [16]. Представляют интерес технические характеристики сварочного инвертора Miller ХМТ 350: многофункциональный аппарат с поддержкой сварочных процессов MIG/MAG и STICK/TIG, с универсальным питанием от сети с напряжением 208...575 В. При питании от однофазной сети максимальный сварочный ток составляет 300 А при выходном напряжении 32 В и ПН 60%. Коэффициент мощности данного ИИСТ составляет 0,95 при КПД 87% (ток нагрузки 400 А, питание от трёхфазной сети). Цена производителя за модель в базовой конфигурации - 3523 долл. США.Преимущества ИИСТ с активным ККМ по сравнению с оборудованием без коррекции коэффициента мощности очевидны. Во-первых, снижается среднеквадратичное значение тока, потребляемого ИИСТ от питающей сети, что позволяет использовать такие сварочные инверторы в маломощных сетях при сохранении заявленного максимального сварочного тока. Во-вторых, повышается стабильность выходного тока и напряжения инвертора, что важно для профессионального оборудования. В-третьих, устраняется влияние ИИСТ на других потребителей, питающихся от той же первичной сети. Несинусоидальный ток, генерируемый нелинейной нагрузкой, протекая по импедансу питающей сети, порождает искажения формы напряжения сети. В спектре потребляемого тока содержатся не только высшие гармоники сетевой частоты, но и гармоники комбинационных частот. Источники сварочного тока, работающие в режимах импульсной модуляции тока дуги (обычно используются частоты модуляции в сотни герц), потребляют ток, в спектре которого, кроме высших гармоник, содержатся также гармоники с частотами ниже основной. Это приводит к «мерцанию» напряжения первичной сети с частотой единицы-десятки герц. В трёхфазных сетях применение ККМ нормализует величину тока, текущего в нулевом проводе. Авторы обсуждаемых далее работ отмечают улучшение качества сварного соединения, уменьшение разбрызгивания металла и снижение пульсаций тока нагрузки с частотой, кратной частоте напряжения питающей сети.Реализации ИИСТ с активным ККМ сопутствует ряд проблем. Кроме усложнения и удорожания ИИСТ возникают специфические вопросы взаимного влияния двух регулируемых преобразователей, работающих фактически на общую нелинейную нагрузку. При этом оба преобразователя могут иметь многопетлевую ООС по току и напряжению, индивидуальные алгоритмы управления, выполняют различные функции и отличаются по динамическим характеристикам. Авторы работы [17] исследовали взаимное влияние К КМ на функционирование сварочного инвертора. Блок-схема устройства приведена на рисунке 18. В качестве ККМ использовался простейший и наиболее распространённый тип преобразователя — однотактный од-нотранзисторный регулятор повышающего типа (boost converter), работающий в режиме прерывистого тока индуктора ККМ. Рис. 18. Сварочный инвертор с активным ККМ [17]Напряжение питания на выходе ККМ составляло 400 В, что позволило авторам увеличить коэффициент трансформации силового трансформатора до 5 : 1 и снизить токовую нагрузку на силовые транзисторы сварочного инвертора. Наличие ККМ не ухудшило динамические свойства сварочного инвертора, взаимное влияние «сварочной» и ККМ-секции отсутствовало.Более схемотехнически сложный вариант ККМ использован авторами работы [18] - это управляемый входной выпрямитель на IGBT-транзис-торах VT1 - VT4 (см. рис. 19). Инвертор [18] также состоит из двух независимых блоков, управляемых от собственных контроллеров. Рис. 19. Сварочный инвертор с активным мостовым выпрямителем в качестве ККМ [18]Экспериментальный образец сварочного инвертора испытывался при токе до 180 А и продемонстрировал меньшее разбрызгивание металла и более высокое качество шва. В составе полумостового инвертора (транзисторы VT5, VT6) применён оригинальный силовой трансформатор с повышенной собственной ёмкостью обмоток, которая вместе с индуктивностями трансформатора и монтажа образует фильтр низких частот с частотой среза порядка 600 кГц, что значительно меньше, чем в случае традиционной конструкции трансформатора. Силовой трансформатор с характеристикой ФНЧ эффективно подавляет помехи со стороны сварочной дуги, не пропуская их на сторону первичной обмотки. Это, по мнению авторов, повышает стабильность работы ККМ-и ШИМ-контроллеров и снижает вероятность выхода из строя силовых транзисторов. Рис. 20. Сварочный инвертор с активным ККМ, трёхфазным питанием и инжекцией 6-ой гармоники питающего напряжения в управляющий сигнал [19]При питании инвертора от трёхфазной сети структура ККМ усложняется. В этом случае простейшим является активный корректор на основе однотранзисторного повышающего регулятора, работающий в режиме прерывистого тока индуктора (DCM, discontinuous conduction mode) на фиксированной частоте преобразования. Подобная структура сварочного инвертора с активным ККМ использована авторами работы [19] и показана на рисунке 20. Элементы Cf и Lf образуют помехоподавляющий фильтр. Индуктивности Lb — индукторы, входящие в состав схемы ККМ. Сварочный преобразователь представляет собой готовое изделие — источник сварочного тока для полуавтоматической сварки в среде защитного газа С02. Особенностью данного ККМ является использование нового алгоритма управления транзистором VT1 корректора: в управляющий ШИМ-сигнал вводится напряжение, пропорциональное уровню шестой гармоники напряжения питающей сети. Целью авторов являлось снижение уровня пятой гармоники потребляемого нагрузкой тока до уровня, соответствующего требованиям стандарта IEC-555-2, при использовании максимально простой и относительно эффективной схемотехники силовой части ККМ. Транзистор VT1 управляется сигналом d(t) следующего вида: где - коэффициент передачи ККМ по напряжению, VLN — амплитуда линейного напряжения сети, Vd — выходное напряжение ККМ на конденсаторе Cb, D = ТON/TSW - коэффициент заполнения сигнала ШИМ в традиционном понимании. Опытный образец описанного ККМ работал на частоте преобразования 10 кГц при максимальной мощности в нагрузке 3 кВт. По сравнению с традиционным способом управления силовым транзистором активного ККМ, добавление 6-ой гармоники позволило снизить коэффициент нелинейных искажений потребляемого тока на 3,9% в случае нелинейной нагрузки. Эффективность предложенной схемы существенно зависит от величины коэффициента М: с ростом значения М она снижается. Авторы использовали оптимальное значение М = 1,29.Несмотря на то что простейший ККМ в виде повышающего однотранзисторного регулятора даёт удовлетворительные результаты, дальнейшее улучшение гармонического состава потребляемого инвертором тока требует более сложной схемотехники и алгоритмов управления активным выпрямителем. Для реализации таких алгоритмов управления предпочтительны цифровые методы, использование которых сдерживается недостаточно высоким для данного применения быстродействием распространённых микроконтроллеров.По этой причине авторы работы [20] для управления активным ККМ использовали цифровой сигнальный процессор TMS320F240 и векторный метод управления активным выпрямителем. Блок-схема сварочного инвертора с активным трёхфазным мостовым ККМ показана на рисунке 21. Частота преоб-разования ККМ определялась возможностями процессора и была выбрана равной 10 кГц,. Выходное напряжение Va стабилизировалось на уровне 680 В и использовалось для питания ИИСТ мостового типа, работающего на частоте 20 кГц с собственным ШИМ-контроллером. В качестве датчиков тока Cs1- Cs3 применялись преобразователи на эффекте Холла. Аналогичный преобразователь был адаптирован для использования в качестве гальванически развязанного датчика выходного напряжения Vd. Рис. 21. Сварочный инвертор с активным ККМ с векторным регулированием [20]Экспериментальный образец сварочного инвертора с активным ККМ обеспечивал максимальную мощность в нагрузке 10 кВт при КПД 91% и коэффициенте нелинейных искажений (к.н.и.) потребляемого тока порядка 6%. При снижении тока нагрузки КПД падает и растут искажения потребляемого тока. Для оптимизации режима работы силовых транзисторов VT1 - VT6 при переходе ИИСТ в режим холостого хода ЦПОС выключает транзисторы VT1 - VT6, и ККМ функционирует в режиме обычного неуправляемого диодного выпрямителя. Несмотря на то что на холостом ходе кн.и. потребляемого тока достигает 70,8%, эффективный потребляемый ток составляет всего 0,39 А, и реализованный режим работы ККМ на холостом ходе можно считать оптимальным. Инвертор разрабатывался для ручной сварки штучным электродом и продемонстрировал высокую стабильность параметров и хорошие динамические свойства. 22. Активный ККМ понижающего типа со свойствами источника тока [21]Авторами статьи [21] был разработан трёхфазный активный ШИМ-выпрямитель со свойствами источника тока для питания сварочного инвертора. Блок-схема предложенного активного ККМ показана на рисунке 22. На входе ККМ используется LC-фильтр, состоящий из элементов Lf и Cf и предназначенный для снижения гармоник потребляемого тока. Наличие подобного фильтра приводит к нежелательным последствиям: дополнительному фазовому сдвигу между потребляемым током и его образцовым значением, возникновению паразитных резонансных колебаний тока, особенно в переходных режимах, и циркуляции реактивных токов из-за наличия конденсаторов Cf. Обычно для устранения этих недостатков используется обратная связь по фазному току и/или напряжению, что требует установки соответствующих датчиков. Кроме этого, необходимо обеспечить устойчивую работу ККМ-контроллера при многопетлевой ООС. Применение ШИМ-выпрямителя со свойствами источника тока позволяет исключить датчики фазного тока. Для реализации алгоритма работы активного ККМ и защиты полупроводниковых приборов от перегрузки по току достаточно контроля тока в выходной шине корректора (датчик Cs1). Использованный авторами алгоритм с контролем квадратурных компонент вектора фазного тока позволил независимо регулировать активную и реактивную составляющие потребляемой полной мощности, стабилизировать выходное напряжение +Vd и погасить паразитные колебания тока во входном фильтре LfCf.Разветвлённый алгоритм управления силовыми транзисторами VT1 - VT6 корректора реализован с помощью микроконтроллера MC68HC916Y1 фирмы Motorola. Функционирование разработанного активного ККМ проверялось совместно со сварочным инвертором промышленного производства Wallius SFC 150. выполненного по мостовой схеме и рассчитанного на питание от однофазной сети и максимальный сварочный ток 150 А. Штатный диодный выпрямитель ИИСТ типа Wallius SFC 150 был заменён на рассмотренный выше активный ШИМ-выпрямитель, но при этом конденсатор входного фильтра ёмкостью 1500 мкФ. входящий в состав промышленного инвертора, был сохранён. Выходное напряжение ККМ составило 320 В. Частота преобразования ККМ равна 5 кГц, сварочного инвертора - 20 кГц.Доработанный ИИСТ Wallius SFC 150 испытывался при токе нагрузки 85 А как в установившемся, так и в переходных режимах. Было экспериментально подтверждено практически полное отсутствие паразитных колебаний тока во входном фильтре, возможность независимого регулирования активной и реактивной мощности, потребляемой ИИСТ, хорошая динамика тока дуги и отсутствие взаимного влияния активного ККМ и сварочного инвертора. Получена величина коэффициента мощности, близкая к единице.Все рассмотренные выше примеры сварочных инверторов с активным ККМ имеют одинаковую структуру: отдельная секция ККМ со своим управляющим контроллером и отдельная, самостоятельная секция — сварочный инвертор со своим блоком и алгоритмами управления. Такая двухступенчатая структура позволяет оптимизировать как ККМ, так и «сварочную» часть устройства, но ценой усложнения конечного изделия, повышения его стоимости, ухудшения эффективности и массогабарит-ных показателей. По этим причинам сегодня активно разрабатываются интегральные решения, совмещающие функции коррекции коэффициента мощности и источника сварочного тока в одной силовой части. Рис. 23. Сварочный инвертор с интегрированным ККМ [22]Блок-схема одного из таких ИИСТ с интегрированной функцией ККМ показана на рисунке 23 [22]. Функцию ККМ выполняет часть схемы, включающая в себя «бустерные» индуктивности Lb, выпрямитель VD1 -VD6, ёмкость фильтра Cd и ведущее плечо моста на транзисторах VT1, VT3- Нововведением является подключение общей точки соединения конденсаторов входного фильтра Cf (обозначена Neutral) к выходу ведущего полумоста (точка N). При достаточно большой ёмкости Cf потенциал в точке N равен потенциалу нулевого провода трёхфазной питающей сети. Сварочный конвертер состоит из моста на транзисторах VT1 - VT4 с блокирующим конденсатором СЬ и насыщающимся дросселем Ls, а также силового трансформатора Т1 и вторичного выпрямителя VD7, VD8 с выходным фильтром LoCo. Контроллер ШИМ управляет работой только «сварочного» преобразователя, для чего используется ООС по току и напряжению нагрузки. Используется алгоритм псевдо-ШИМ-ФС, который иллюстрируется рисунком 24, где Vge1 - Vge4 - напряжения на затворах силовых транзисторов, ILb — ток в индуктивности Lb, Vnm — напряжение между точками М и N. Рис. 24. Диаграммы токов и напряжений в ИИСТ с интегрированным ККМ [22]Рассмотрим кратко работу преобразователя в установившемся режиме. Для определённости будем анализировать ток индуктивности Lb фазы А, а также интервал фазного напряжения 0° - 60° при условии VA > О, Vc > О, VB < 0, где VA, B,C~ напряжение соответствующей фазы. На интервале времени t0...t1 ключи VT1 и VT2 замкнуты, дроссель Ls насыщен и VNM = Vd. Дроссели Lb-A и Lb-C заряжаются линейно нарастающим током через диоды VD1 и VD3. Дроссель Lb-B при этом отдаёт накопленную энергию в конденсатор Cd за счёт тока, текущего через диод VD5. Таким образом, к дросселю Lb-A приложено напряжение сети VA, к дросселю Lb-B - напряжение Va + Vb и k дросселю Lb-C - напряжение Vc.В момент времени t1 сначала выключается транзистор VT1 в режиме ZVS благодаря наличию демпферного конденсатора С1: ток первичной обмотки заряжает С1 и разряжает С2. После полного перезаряда указанных емкостей током первичной обмотки открывается диод VD3, создавая условия для включения транзистора VT3 также в режиме ZVS. На интервале t1...t2 ток первичной обмотки течёт через открытый транзистор VT2 и диод VD3, быстро спадая из-за того, что напряжение на конденсаторе СЬ приложено навстречу э.д.с. первичной обмотки. Как только ток первичной обмотки уменьшится до критической величины, дроссель Ls выходит из насыщения и предотвращает тем самым смену направления тока первичной обмотки.Поскольку ток первичной обмотки уменьшился практически до нуля, в момент времени t2 выключение транзистора VT2 происходит в режиме ZCS. После защитного интервала (dead time) t = t3 - t2 одновременно включаются транзисторы VT3 и VT4 в режиме ZCS, а транзистор VT3 - и в режиме ZVS, дроссель Ls насыщается, и начинается очередной такт передачи мощности в нагрузку. Теперь к дросселю Lb-A приложено напряжение VA - Vd, к дросселю Lb-B -напряжение VB и к дросселю Lb-C -напряжение Vc-Vd. Ток через Lb-A и Lb-C линейно уменьшается до нуля, а ток через Lb-B линейно возрастает от нуля до максимального (отрицательного) значения. Затем все коммутационные процессы повторяются.Дроссели Lb работают в режиме разрывных токов и запасают энергию в течение интервала времени, когда ключ VT1 открыт, a VT3 закрыт. Сброс запасённой энергии вконденсатор Cd происходит при закрытом транзисторе VT1 и открытом VT3. Коэффициент нелинейных искажений входного тока можно определить из выражения: где М = Vd/E - коэффициент передачи повышающего ККМ-конвертера по напряжению, Е — амплитуда входного напряжения. В данном конвертере М = 1,5...2,5, что соответствует к.н.и. порядка 8... 12% и коэффициенту мощности 0,99.Поскольку регулируются только выходные параметры, при уменьшении тока нагрузки увеличивается напряжение питания моста Vd, которое необходимо ограничить на безопасном уровне. Мощность, потребляемая от сети, равна: В то же время мощность в нагрузке составляет: Для мостового преобразователя соотношение между входным и выходным напряжением описывается формулой: где TON - время включенного состояния транзистора, L - индуктивность «бустерного» дросселя Lb, n - коэффициент трансформации силового трансформатора T1, V0 -напряжение нагрузки, Ts - период рабочей частоты конвертера, RL — сопротивление нагрузки. Из выражений (33) и (34) можно получить зависимость напряжения питания моста от параметров нагрузки и коэффициента заполнения импульсов управления силовыми транзисторами: Выражение (36) показывает, что возможно косвенное регулирование напряжения Vd за счёт ООС по выходному напряжению, в результате чего напряжение питания моста в данной конструкции не превышает 800 В. Экспериментальный образец ИИСТ с интегрированным ККМ испытывался при токе нагрузки 250 А и напряжении 40 В; получено значение коэффициента мощности порядка 0,99 и стабильные выходные параметры. Заключение На основании представленного материала можно проследить основные тенденции и направления развития в разработке силовой части сварочных инверторов. Во-первых, в современной мощной преобразовательной технике практически не применяются демпферные цепи, формирующие оптимальную траекторию переключения силовых транзисторов, на основе неэффективных RC- или RCD-цепей. Как правило, применяются бездиссипативные цепи с возвратом энергии в источник питания ключевого преобразователя, и разработчики стараются максимально использовать паразитные реактивные «элементы» преобразователя при разработке бездиссипа-тивных демпферов. Во-вторых, можно отметить рост числа публикаций, посвященных применению активных корректоров коэффициента мощности в составе сварочного инвертора, несмотря на увеличение стоимости такого решения и снижение общей эффективности ИИСТ с ККМ. Использование сложных алгоритмов инжекции гармоник и векторного управления активными ККМ естественным образом приводит к использованию цифровых методов обработки контролируемых параметров и управления силовой частью. Активно разрабатываются интегральные решения типа «активный ККМ + ИИСТ» на базе единой силовой части. И в-третьих, новые схемотехнические решения, например трёхуровневые преобразователи, адаптируются для применения в качестве источников сварочного тока.Литература 1. Петров С. Схемотехника промышленных сварочных инверторов. Современная электроника. 2007. № 8. С. 42-47.2. Dudrik J., Bauer P. DC source for arc welding with soft-switching current-mode controlled DC-DC converter. Intern. Rev. of Electrical Engineering (IREE). April 2006. PP. 162-169. 3- Trei nso CMC, PereiraAA, Farms VJ., VieiraJ В., de breitas L.C. A 1,5 kW operation with 90% efficiency of a two transistors forward converter with non-dissipative snubber. PESC98 Record. Japan L998. Vol. 3. PP. 696-700.4. РудыкСД., Турчанинов BE., ФлоренцевСМ. Мощный однотактный преобразователь постоянного напряжения с «мягкой» коммутацией силового ключа. Электротехника. 1999. № 4- С. 55-58.5. MachinN.,DekterJ. New lossless clamp for single ended converters. Proc. Telecommunications Energy Conf. INTELEC 1997. Melbourn, Austria. PP. 35-39- www.rtp.com.au/pa-pers/wl 329.pdf.6. Vogman V. Nondissipative clamping benefits DC-DC converters. Power Electronics Technology. September 2005. PP. 26-32.7. Mecke H., Fischer W., Werter F. Soft switching inverter power source for arc welding. EPE97 Conf. 1997. Trondheim. PP. 4333-4337.8. Morimoto K, Ahtned N., Lee H.W. Advanced high power DC-DC converter using novel type half-bridge soft switching PWM inverter with high frequency transformer for arc welder. IEEE PEDS 05. 2005. Issue 16-18. Vol. l.PP. 113-118.9. Morimoto K, Dot Т., ManabeH, NakaokaM., Lee H.W. Advanced high power DC-DC converter using novel type full-bridge soft-switching PWM inverter with high frequency transformer link for arc welding application. Proc. of ICPE. 2004. PP. II191-п 197.10. Frohleke N., Schniedermann M. Enhanced analysis and design issues of a 3-Ievel DC-DC converter with zero voltage and zero current switching. 9th European conf. on power electronics and applications (EPF01). Graz, Austria. August 2001. PP. 1-10.11. Canutes F. Novel DC-DC converters for high-power distributed power systems. Dissertation for degree of doctor of philosophy in electrical engineering. Virginia Polytechnic Inst, and State Univ. 2003.12. Horvath M., BorkaJ. Up-to-date, integrated, multifunctional energy converters of welding technologies. Proc. of EPE-PEMC Conf. 2006. Portoroz, Slovenia. 2006.Vol.T2-11 l.PP. 70-75.13- Borage M., TUvari S., Kotaiah S. LCL-T resonant converter with clamp diodes: a novel constant-current power supply with inherent constant-voltage limit. IEEE Transactions on Industrial Electronics. 2007. Vol. 54. No. 2. PP. 741-746.14. Dudrik J.t Dzurko P. Arc welder with series-parallel resonant DC-DC converter. Acta Technica CSAV 51. ISSN 0001-7043-2006. PP. 415-426. 15- www.millerweld.com.16. www.poligonspb.ru.17. Honwth M., Borka J. Welding equipment with power factor correction. Proc. of PEMC96 Conf. Budapest, Hungary. 1996. Vol. 2/3. PP. 181-186.18. Chae YM., Cho J.S., Choe G.H., Shin W.S., Choi J.У. PWM converter-inverter arc welding machine using new type N.C.T. IEEE PESC98 Proc. 1998. Vol. 2. PP. 1636-1641.19- Leejn.,KimJJH.,KimS.S.,WonCY.,KimY.S., ChoiS.W. Harmonic reduction of C02 welding machine using single-switch, three-phase boost converter with six order harmonic injection PWM. IEEE ISIET01 Proc. 2001. Vol. 3. PP. 1526-1529-21. Huang J.Q., Chen SJ., Yin S.Y., Wang D.P., Zeng Hua. A novel three-phase welding inverter power supply with high power factor. IEEE ICIT03 Proc. Maribor, Slovenia. 2003- PP. 11131118.22. Salo M., Tuusa H., Nyqvist J. A high performance three-phase DC voltage source -an application to a welding machine. IEEE APEC01 Proc. 2001. Vol. 2. PP. 793-799.2 3- Huang N., Zhang D., Song Т., Fan M., Liu Y. A 10 kW single-stage converter for weding with inherent power factor correction. IEEE APEC05 Proc. 2005-Vol. 1. PP. 254-259. источник:http://radio-hobby.org meandr.org Все схемы сварочных инверторов состоят из силовой и управляющей части. Устройство инверторного сварочного аппарата. На сегодняшний день пользуются популярностью аппараты для сварки инверторного типа. Популярность связывается с их низкой стоимостью. Конструкции имеют большое количество достоинств, однако время от времени они, как и другие приспособления, нуждаются в ремонте. Для того чтобы выполнить ремонт инвертора, понадобится знать его устройство и главные функциональные блоки. Сама конструкция для сварки являет собой блок питания большой мощности. Принцип его действия схож с импульсными блоками питания, к которым можно отнести, к примеру, блоки питания компьютеров АТ и АТХ. Сходства заключаются в способе преобразования энергии. Энергия в устройстве для сварки преобразуется следующим образом: Преобразование тока в сварочном инверторе Раньше в качестве главного компонента сварочного инвертора использовался силовой трансформатор большой мощности. Он снижает временное напряжение электрической сети, в результате чего можно получить от повторной обмотки большие токи (10-100 А), которые понадобятся для сварки. Если выполнить понижение интенсивности на повторной обмотке трансформаторной конструкции, то будет возможность во много раз увеличить ток, который сможет отдать нагрузке повторная обмотка. В результате будет уменьшено количество витков повторной обмотки, а диаметр провода для обмотки вырастит. Трансформаторные конструкции имеют большую мощность. Они работают на частоте 50 Гц, имеют большие габариты и вес. Для устранения подобного недостатка разрабатываются инверторные устройства для сварки. В данных устройствах рабочий диапазон увеличивается до 65-80 кГц, в результате чего размеры и общий вес конструкции уменьшены. Рабочая частота преобразования увеличена в 4 раза, что снижает габариты примерно в 2 раза. В результате сокращаются расходы меди и остальных материалов на сооружение приспособления. Частота временного тока электрической сети всего 50 Гц, поэтому может возникнуть проблема с рабочей частотой устройства 65-80 кГц. Для этого используется схема сварочного инвертора, в составе которой есть транзисторы большой мощности. Подобные приспособления могут переключаться с частотой 65-80 кГц. Чтобы транзисторные изделия могли работать, надо подавать на них непрерывное напряжение, которое можно получить от выпрямительного приспособления. Схема трансформатора инвентора. Интенсивность электрической сети будет выпрямляться мостом большой мощности и сглаживаться конденсаторными изделиями для фильтрации. В итоге на выходе выпрямительного изделия и фильтра получится непрерывное напряжение более 220 В. Это начальный этап преобразования. Данная интенсивность и будет использоваться в качестве источника питания для инверторной схемы. Транзисторные изделия инвертора большой мощности подключаются к трансформаторной конструкции для понижения. Транзисторные изделия переключаются с большой частотой в 65-80 кГц, в связи с чем трансформаторная конструкция тоже будет работать на данной частоте. Для работы на больших частотах нужны меньшие трансформаторные устройства. Поэтому трансформатор будет сжат до небольших размеров, при этом мощность его остается неизменной. С преобразованием возникают некоторые сложности, поэтому в схеме сварочного инвертора присутствуют и другие детали, которые предназначаются для того, чтобы устройство работало стабильно. Внешний вид сварочной платы с указанием размещения главных компонентов схемы можно увидеть на рис. 1. Первым делом следует разобраться в схеме силовой части, которую можно увидеть на рис. 2. Рисунок 1. Схема сварочной платы. Схема сварочного инвертора состоит из таких компонентов: Вернуться к оглавлению Первым делом переменный ток 220 В выпрямляется мостом большой мощности, после чего фильтруется электролитическими конденсаторными элементами. Это нужно для того, чтобы временный ток электрической сети с частотой 50 Гц превратился в постоянный. Конденсаторные элементы С21 и С22 необходимы для того, чтобы сглаживать пульсации выпрямляемого напряжения, которые всегда будут после диодного выпрямительного элемента. Выпрямительное приспособление реализовывается по стандартной схеме диодного моста. Он выполняется по сборке PD1. Нужно заметить, что на конденсаторных элементах фильтра интенсивность будет практически в 1,5 раза больше, чем на выходе моста. Следовательно, если после подобного моста получается 220 В напряжения с пульсациями, то на конденсаторных элементах получится уже 310 В непрерывного напряжения. В большинстве случаев рабочее напряжение ограничивают отметкой в 250 В, так как интенсивность в сети в некоторых случаях завышена. Поэтому на выходе фильтра получится 350 В. В итоге конденсаторные элементы будут иметь вольтаж в 400 В, при этом будет некоторый запас. Рисунок 2. Схема силовой части инвентора. На печатной плате устройства для сварки элементы сетевого выпрямительного элемента занимают большое количество места. Диодный мост для выпрямления монтируется на радиаторную конструкцию для охлаждения. Через данную сборку будут протекать огромные токи, в результате чего диоды нагреваются. Чтобы защитить мост, на радиаторном устройстве следует установить термический предохранитель, который будет размыкаться в случае превышения температуры радиаторной конструкции более 90°С. В выпрямительном приспособлении используются сборки типа GBPC 3508. Данная сборка рассчитывается на прямой ток 35 А и вольтаж 800 В. После моста устанавливаются несколько электролитических конденсаторных элементов, емкость каждого из которых составляет 680 мкФ, а рабочий вольтаж — 400 В. Емкость конденсаторных приспособлений будет зависеть от модели используемого устройства. Непрерывная интенсивность с выпрямительного изделия и фильтра будет подаваться на устройство. Вернуться к оглавлению Чтобы помехи высоких частот, которые будут возникать во время функционирования инвертора для сварки, не смогли попасть в электрическую сеть, перед выпрямительным изделием понадобится установить фильтр электромагнитной совместимости. Согласно схеме, подобный фильтр состоит из элементов С1, С8, С15 и дроссельного изделия на кольцевом проводе Т4. Схема помехового фильтра. Устройство инвертора собирается по схеме косого моста. В данном случае применяется несколько ключевых транзисторных изделий высокой мощности. В качестве главных транзисторных приспособлений могут использоваться как IGBT-элементы, так и MOSFET. Подобные компоненты надо будет установить на радиаторное приспособление, чтобы можно было отводить тепло. Непрерывная интенсивность будет коммутироваться транзисторными изделиями Q5 и Q8 через обмотку трансформаторной конструкции Т3 с частотой намного большей, чем частота электрической сети. Частота переключений может быть 10-50 кГц. В данном случае будет создан временный ток, как и в электрической сети, однако он будет иметь частоту в 10-50 кГц. Чтобы защитить транзисторные изделия от нежелательных выбросов интенсивности, следует применить RC-цепочки. Чтобы понизить интенсивность, в схеме предусматривается высокочастотный трансформаторный элемент Т3. При помощи транзисторных изделий Q5 и Q8 через начальную обмотку трансформаторной конструкции Т3 будет коммутироваться интенсивность, которая сможет поступать от выпрямителя. В результате получится непрерывное напряжение в 310-350 В. Благодаря транзисторным изделиям непрерывная интенсивность будет преобразовываться во временную. Трансформаторные изделия не могут преобразовывать постоянный ток. С повторной обмотки в трансформаторном приспособлении Т3 можно будет снять уже намного меньшую интенсивность (порядка 65-70 В). В данном случае максимальный ток будет достигать 125-130 А, потому целесообразно использовать трансформаторное приспособление Т3. Через начальную обмотку будет протекать маленький ток, но большого напряжения. С повторной обмотки можно снять маленькое напряжение, но ток в данном случае будет большим. Вернуться к оглавлению Данный элемент собирается на основе мощных диодов с одним катодом. Приспособления будут выпрямлять временный ток высокой частоты. В случае выполнения ремонтных работ рекомендуется заменять диоды в выходном элементе для выпрямления именно на быстродействующие. Каждый сварочный инвертор имеет свою схему, однако основные элементы везде одинаковы. moiinstrumenty.ru Сварка инверторным способом сегодня нашла широкое применение. При всей надежности инверторов нередки случаи выхода их из строя по разным причинам. В таких моментах остро встает вопрос о том, как произвести ремонт сварочного инвертора своими руками. Устройство сварочного инвертора. Сам ремонт сварочных инверторов не является большой проблемой. Для его проведения надо знать конструкцию аппарата и основные принципы ремонта оборудования такого типа. При ремонте потребуются элементарные знания основ электротехники и радиодела в части монтажа простых схем. Функциональные возможности сварочного инвертора. Инвертор представляет собой источник постоянного тока для зажигания и поддержания электрической дуги при сварке металлов. Принцип действия сварочных инверторов основан на том, что сварочный ток значительной силы получается путем высокочастотной трансформации, что позволяет значительно уменьшить габариты трансформатора, а также увеличить стабильность и регулируемость выходного тока. Весь процесс получения нужного тока включает следующие этапы: первичное выпрямление полученного из электросети тока; трансформация первичного постоянного тока в ток высокой частоты; увеличение силы тока при соответствующем уменьшении величины напряжения в высокочастотном трансформаторе; вторичное выпрямление тока выходной силы. Выпрямление тока производится с помощью диодных мостов соответствующей мощности. Изменение частоты осуществляется мощными транзисторами. Необходимая сила выходного тока обеспечивается высокочастотным трансформатором. Вернуться к оглавлению Сварочные инверторы состоят из нескольких основных блоков. Блок питания обеспечивает стабилизацию входного сигнала. Схема блока основана на многообмоточном дросселе с управлением при помощи транзисторов и накоплением энергии в конденсаторе. Кроме того, в системе управления дросселем применяются диоды. Блок питания располагается отдельно от других блоков и, как правило, отделен от них металлической перегородкой. Электрическая схема сварочного инвертора. Основой сварочного инвертора является силовой блок, который обеспечивает все преобразования от первичного тока, поступающего из блока питания, до выходного сварочного тока. Силовой блок состоит из следующих плат: первичный выпрямитель, инверторный преобразователь, высокочастотный трансформатор и вторичный выпрямитель. Первичный выпрямитель представляет собой диодный мост, на который подается электрический ток силой не более 40 А (наиболее распространено 25-32 А) напряжением 200-250 В частотой 50 Гц. Инверторный преобразователь представляет собой силовой транзистор мощностью не менее 8 кВт (при токе 32 А) с рабочим напряжением до 400 В. Сигнал с преобразователя выходит частотой до 100 кГц (чаще всего 50-55 кГц). Высокочастотный трансформатор имеет ленточные обмотки и увеличивает ток до 200-250А при напряжении во вторичной обмотке не более 40 В. Вторичный выпрямитель собирается на базе мощных диодов с рабочим током не менее 250 А на рабочее напряжение до 100 В. Предусмотрено обязательное охлаждение при помощи радиаторов, а также устанавливаются вентиляторы. Для стабилизации выходного сигнала на выходном плато установлен дроссель. Вернуться к оглавлению Сварочный инвертор в разрезе. Блок управления собран на базе задающего генератора или широкоимпульсного модулятора. Если схема собрана на основе генератора, то в его качестве используется микросхема. Помимо нее, на плато управления размещаются резонансный дроссель и резонансные конденсаторы в количестве 6 или 10 штук. Каскадная схема управления обеспечивается трансформатором. Схемы защиты обычно собраны на плато силового блока для защиты соответствующего элемента. Для защиты от перегрузок используется схема на базе микросхемы 561ЛА7. В системе защиты выпрямителей и преобразователя применяются снабберы на основе конденсаторов К78-2 и резисторов. Тепловая защита элементов силового блока обеспечивается установкой термовыключателей. Вернуться к оглавлению Большинство поломок сварочных инверторов вызвано нарушениями эксплуатации аппаратов. Частой причиной коротких замыканий в электрических схемах является попадание влаги. Непредсказуемые последствия может вызвать концентрация пыли внутри инвертора. Нередко причиной ремонта аппарата становится попытка производства работы, на которую инвертор не рассчитан. Например, малогабаритный аппарат не способен обеспечить разрезания железнодорожного рельса — это вызовет незапланированные перегрузки. Упрощенная схема силовой части сварочного инвертора. Из бытовых причин следует особо отметить сильное снижение напряжения в сети. Такое может наблюдаться всюду, но особенно актуально для загородных работ и в сельской местности. Снижение электрического напряжения до 190 В может крайне отрицательно сказаться на работоспособности инвертора. Достаточно часто выход из строя инвертора вызван некачественным закреплением подводящего или отходящего кабеля в контактных колодках (клеммных зажимах). При ослаблении контакта в месте соединения наблюдается зона перегрева, а иногда и искрение. Ремонт сварочных инверторов из-за выхода из строя элементов схемы чаще всего происходит при использовании некачественных деталей. Помимо этого, повреждение в электрических схемах может возникнуть по причине перегрева силовых элементов, т.е. если их охлаждение недостаточно. Вернуться к оглавлению Среди множества возможных неисправностей следует выделить основные виды. Прежде всего, это случаи, когда при наличии входного напряжения отсутствует ток на выходе инвертора. Такая неисправность объясняется перегоранием предохранителей или нарушением целостности электрической цепи, которое может возникнуть в любой зоне инвертора. Схема сварочного инвертора с системой мягкого поджига. Другой вид неисправности: выходной сварочный ток не достигает нужных значений даже при максимальных установках. Эта неисправность инвертора может быть вызвана как недостаточным входным напряжением и потерями в контактных зажимах, так и неисправностями, возникшими в силовом блоке. Частые самопроизвольные отключения инвертора свидетельствуют о том, что в электрической цепи есть короткое замыкание или имеет место чрезмерный перегрев элементов силового блока. При этом система защиты работает нормально и обеспечивает аварийное отключение. Нестабильность сварочной дуги и отсутствие регулировки сварочного тока указывает на наличие неисправностей в силовом блоке или блоке управления. Повышенный шум, издаваемый инвертором, указывает на наличие перегрузок и может привести в последующем к выходу его из строя. Система защиты инвертора работает с нарушениями. То же самое можно говорить в случае, когда ощущается нагрев самого аппарата. В последнем случае к возможным причинам добавляется слабое закрепление кабеля в контактной колодке. Вернуться к оглавлению Любой ремонт инвертора для сварных работ следует начинать с внешнего осмотра. Визуально определяется наличие механических повреждений корпуса и следов от короткого замыкания (почернение, прожоги). Затем проверяется качество закрепления кабелей в контактных колодках (на входе и выходе инвертора). Схема блока входного выпрямителя. Независимо от результатов проверки, следует подтянуть зажимные элементы отверткой или ключом. Следует проверить целостность предохранителей с помощью тестера и, при необходимости, заменить. Если причина неисправности не устранилась, то снимается крышка корпуса инвертора. После снятия крышки проводится визуальный осмотр с целью выявления обрывов электрической цепи или следов воздействия короткого замыкания. Измеряется величина входного напряжения и сила входного тока, а также их значения на выходе из сварочного инвертора с помощью тестера или мультиметра. При отсутствии явных неисправностей проводится поблочный контроль целостности электрической цепи. Проверка начинается с блока питания и переходит постепенно на другие блоки. Вернуться к оглавлению Проверка силового блока и блока управления заключается в проверке основных элементов. Наиболее частой неисправностью силового блока является выход из строя силового транзистора, поэтому и проверку этого блока следует начинать с него. Обычно неисправный силовой транзистор имеет явные следы повреждения (деформация корпуса, следы прогара). Если визуального осмотра недостаточно, то транзистор следует прозвонить мультиметром. Вышедший из строя транзистор подлежит замене. Установка его на плато проводится с применением термопасты КПТ-8. Неисправность транзистора, как правило, сопровождается выходом из строя одного из драйверов. Эти транзисторы управления (или микросхемы) следует проверить с помощью омметра. Все неисправные детали необходимо отпаять и заменить на новые. Диодные мосты выпрямителей обычно более надежны, чем транзисторы, но и их следует проверить. Для более точного определения неисправности с плато следует снять диодный мост полностью и прозвонить в состоянии, когда все диоды соединены между собой. При показаниях сопротивления близких к нулю следует искать конкретный диод, вышедший из строя. Неисправный диод заменяется. Следует иметь в виду, что при установке аналога надо выполнить условие — в инверторах обычно используются быстродействующие диоды, и менять их необходимо тоже на быстродействующие диоды той же мощности. При замене особое внимание необходимо уделить креплению радиатора охлаждения. При их соединении с диодом следует использовать теплопроводную пасту КПТ-8. Ремонт блока управления связан с проверкой параметров деталей, выдающих сигналы сложных видов. Это вызывает проблемы в диагностировании неисправностей с применением осциллографов. Ремонт блока следует доверить специалистам. Если при перегреве элементов в силовом блоке не происходит отключения аппарата, то неисправность следует искать в термовыключателях. Для этого вначале надо проверить надежность их крепления к детали, на которой контролируется температура. В случае если выясняется, что термовыключатель не срабатывает, его необходимо заменить. Вернуться к оглавлению При проведении проверки и ремонта инверторов возникает потребность в следующем инструменте и измерительных приборах: Выход из строя сварочного инвертора не всегда является большой проблемой. Если правильно проанализировать причины выхода его из строя и найти неисправность, то ремонт можно произвести своими силами. moiinstrumenty.ru Конструкция сварочного инвертора является довольно сложной, поэтому наименее безопасной при ее эксплуатации. Большим преимуществом является высокое качество выполняемых работ аппаратом. Вместе с тем любая конструкция со временем изнашивается и ломается. Поэтому имеются два решения данной проблемы. В первом случае аппарат ремонтируют своими руками, а второй случай связан с обращением к специалистам по ремонту сварочных инверторов. Схема сварочного инверторного полуавтомата. Непростой прибор требует соответствующих знаний и правильного подхода к ремонту. Здесь важно разбираться в электронике, то есть в диодах, транзисторах, резисторах и стабилизаторах. Какие приборы при этом понадобятся: Схема подключения мультиметра. Потребуются и другие специальные приборы для измерения различных показателей. Обнаружить неисправность бывает слишком затруднительно, поэтому понадобится не один раз сделать проверку всех элементов, их определенной последовательности, в которой они должны содержаться в общей схеме. Работа инвертора строится по схеме, связанной с поэтапным преобразованием сигнала. Первоначально происходит выпрямление тока за счет входного выпрямителя, после этого он начинает преобразовываться в ток переменной частоты за счет модуля инвертора. Затем в процессе преобразования участвует силовой трансформатор, поэтому происходит преобразование частотного тока в сварочный. После трансформатора ток переменной частоты за счет выходного выпрямителя преобразуется в форму сварочного. Перед осмотром инвертора следует обратиться к его микросхеме и чертежам. Требуется подчеркнуть, что главными чертами сварочных инверторов является точность работы. Если даже самый качественный инвертор вышел из строя, то среди основных причин для этого можно выделить следующие: Рисунок 1. Перечень возможных неисправностей сварочного инвертора. Причинами поломок могут быть и плохие погодные условия, если они наблюдаются во время работы аппарата на улице. Это могут быть слишком загрязненные помещения, повышенный уровень влажности, дождь, снег и т.д. Более уязвимым местом инвертора является клеммная колодка, к ней подключается кабель. Отсутствие нормального контакта и одновременно значительного показателя силы тока будет предпосылкой, связанной с перегреванием всех элементов и соединений. Неисправностью является и плавление изоляции, что может вызвать замыкание цепи. Перечень возможных неисправностей представлен в таблице (рис. 1). При этом ремонт сварочного инвертора своими руками осуществляется путем зачистки контактов и плотного стыкования с соединением, которое нагревается во время работы. Выделяют следующие основные этапы, связанные с диагностикой неисправностей инвертора: Если прибор не включается, то основной причиной этому выступает: Перед началом проведения ремонта инвертора для сварки своими руками проверяют транзисторы, которые зачастую выходят из строя в первую очередь. Схема устройства электронного осциллографа. Здесь потребуется сделать тщательный осмотр. Внешний вид неисправной части говорит сам за себя, отличаясь покоробленным корпусом. При обнаружении перегоревшего транзистора его требуется заменить на новый. Если внешние дефекты отсутствуют, то с помощью мультиметра необходимо прозвонить транзистор, после чего следует подобрать новый элемент и сделать его качественную установку на место прежнего транзистора. Силовые транзисторы имеют элементы драйвера, которые следует проверить во вторую очередь. Данный вид деталей является более устойчивым к повреждениям, поскольку это может случиться с элементами, приводящими в действие сами драйверы. Сделать проверку работоспособности силовых транзисторов позволяет омметр, после чего деталь можно выпаять и заменить аналогом. Если возникли трудности при обнаружении дефектов, то очень важно осуществить проверку выпрямителей, соединенных за счет диодных мостов, смонтированных на основе радиатора. Эти элементы инвертора имеют значительную жизнестойкость, поскольку может произойти поломка внутри механизма. Диагностика диодного моста требует вначале осуществить его освобождение паяльником от любых проводов, сняв соответственно с платы управления. Значительно облегчает работу с инвертором отсутствие зависимости цепи от короткого замыкания. Выпаять неисправный диод помогает паяльник, оснащенный отсосом. Оканчивая осуществлять диагностику, производят осмотр платы, позволяющей управлять ключами. Эта деталь является непростым и важным элементом аппарата. Оканчивая осуществление ремонта инвертора, проверяют работу сигналов управления, которые должны поступать к шинкам затворов модуля ключей. Схема устройства передней панели инвертора. Контроль данного сигнала управления не является сложным, так как можно использовать осциллограф. Если случай является неясным, то потребуется вмешательство эксперта. Долгая и бесперебойная работа инвертора может быть обеспечена за счет соблюдения особых правил: Если следовать рекомендациям, связанным с правильным техническим обслуживанием прибора, то он будет служить долгое время: Структурная схема цифрового вольтметра с времяимпульсным преобразователем. Схема сварочного инвертора. Для ремонта неисправного инвертора следует выяснить все принципы его действия. На первом этапе работ со сварочным инвертором за счет приборов выпрямляется напряжение сети, а в дальнейшем происходит его преобразование в напряжение переменной частоты. После этого оно снижается до уровня, позволяющего осуществлять безопасную сварку. Последний этап связан с наличием постоянного сварочного напряжения. Перечисленные процессы регулируются за счет блока управления, имеющего достаточно сложную конструкцию. Начиная ремонт сварочного инвертора, его обязательно зрительно осматривают, чтобы зачистить все места, которые не имеют нормального контакта. Этими зонами традиционно являются выпрямительные диоды. Осуществлять крепление диодов возможно за счет резьбовых соединений, а все специальные инструменты не понадобятся. Предварительно делают проверку диодов, исследуя их «пропускную» способность или «пробой», что связано с возможностью свободного прохождения тока через диод в одном и том же направлении. Это делается с помощью мультиметра. При неизменном сопротивлении в случае замеров от плюса к минусу следует заменить диод. Даже неисправный диод позволит осуществлять сварку инвертором, а возможность включения прибора не связана с обеспечением нормальной работы. Если прибор нельзя нормально включить или выключить, то здесь потребуется проведение срочного ремонта. Любая модель инвертора имеет предохранитель на плате управления. Если ее демонтировать, то можно и добраться до данного устройства. Съем платы управления требует маркировки всех разъемов, которых может быть больше трех, а сами они являются схожими друг с другом. Если предохранитель неисправен, то производить его сборку и установку не сложно, требуется только терпение и аккуратность. Схема питания сварочного инвертора. Зачастую причиной выхода из строя транзисторов сварочных инверторов является недостаточное остывание. Контакт элемента должен иметь термопасту и теплоотводную пластинку. Сделать распайку и установку детали не сложно, но обязательно следует контролировать возможность ее перегрева, так как для пайки используется достаточно твердоплавкий припой. Если силовой транзистор выходит из строя, то это приводит к поломке драйверов, примыкающих к данной детали. Зачастую могут выйти из строя диоды и стабилитроны. Транзисторы вначале осматривают снаружи, а затем их заменяют. Если транзисторы уже прошли осмотр и проверку с последующей заменой, поскольку причина их поломки была найдена, то в качестве предпосылки рассматривается наличие «раскачивающегося» драйвера. Аналогично с использованием тестера можно прозванивать любые элементы платы, заменяя их на исправные. Обязательно следует проверять печатные проводники платы, что позволит выявить присутствие подгара. Имеющиеся пригоревшие участки можно удалять и заново припаивать другие перемычки. Все места пайки покрываются специальным лаком. Вначале проверяют и зачищают с помощью белого ластика для чертежей каждый контакт разъемов. Схема внутреннего устройства сварочного инвертора. Выпрямители представляют собой выходные и входные двухполупериодные диодные мосты, которые оснащены кремниевыми вентилями. Их считают безотказными деталями, но они способны также изнашиваться. Осуществление их контроля не является сложной задачей. Выпаивание мостов из электронных цепей связано с демонтажом кронштейнов. Если мост прозванивается только в одну из сторон, то он является исправным, а если сразу в обе стороны, то данный мост поломан. Проверку осуществляют, когда мост уже является собранным и установленным на нужное место. Проведение проверки платы, позволяющей осуществлять управление прибором, связано с прозвонкой тестером, что позволяет осуществлять контроль над сигналом управления затвором с помощью модуля ключей. Осуществлять проверку можно с применением прибора под названием осциллограф. При нормальном выполнении проверки все сигналы будут верными, иначе окажется, что что-то было пропущено. Если используется полуавтомат для сварки, то в нем могут возникать исключительно механические неисправности. К примеру, если выявили задержку при подаче проволоки, то это может возникать по следующим двум причинам: Следует поменять канал в ходе одного протяга. С этой целью удаляется старый и ставится новый канал, позволяющий объединить начало и конец. moyasvarka.ru Р/л технология Главная Радиолюбителю Р/л технология К сожалению, как и любые другие электронные приборы, сварочные источники иногда отказывают Наиболее частая причина - "сгорание" мощных выходных транзисторов инвертора. Именно это произошло с инвертором ETALON ZX7-180R, который я купил уже неисправным, но зато очень дешево. В нем был пробит IGBT-модуль (рис. 1). Это, по словам продавца, - типичная неисправность таких аппаратов, причем цена нового модуля доходит до половины стоимости всего инвертора, да и нет никакой гарантии, что вновь установленный модуль через некоторое время тоже не будет пробит. Схему аппарата удалось найти в Интернете по адресу http://radikal.ru/ F/s56. radikal. ru/i53/0903/03/34а5 4b3eced3.png.html. Во многом помогли советы, найденные в [1, 2]. В результате проверки аппарата выяснилось, что при напряжении в сети ниже 190 В форма подаваемых на затворы IGBT сигналов начинает искажаться. Поэтому просадка сетевого напряжения может привести к неполному открыванию этих транзисторов и, как следствие, их перегреванию и пробою. Кроме того, RC-цепи (15 Ом, 0,015 мкФ) между обмотками выходного трансформатора блока управления и затворами IGBT сильно затягивают фронты и спады импульсов управления. Результат тот же - излишний нагрев IGBT-модуля. В цепи питания этого модуля нет блокировочного конденсатора. А без него реактивные токи, создаваемые индуктивностью рассеяния выходного трансформатора, емкостью его обмоток и монтажа, циркулируют по цепям питания. Это тоже ухудшает тепловой режим IGBT и аппарата в целом. Рис. 2 Было решено заменить модуль несколькими отдельными IGBT, что обошлось в несколько раз дешевле покупки нового модуля, и заодно попытаться устранить отмеченные недостатки. Схема доработки показана на рис. 2. Здесь Т1 - выходной трансформатор блока управления сварочного источника, Т2 - трансформатор тока в выходной цепи инвертора, ТЗ - его мощный выходной трансформатор. Удалены и заменить модуль несколькими отдельными IGBT, что обошлось в несколько раз дешевле покупки нового модуля, и заодно попытаться устранить отмеченные недостатки. Схема доработки показана на рис. 2. Здесь Т1 - выходной трансформатор блока управления сварочного источника, Т2 - трансформатор тока в выходной цепи инвертора, ТЗ - его мощный выходной трансформатор. Удалены и заменены перемычками, как показано на схеме, RC-цепи R24C12 и R25C13. Конденсаторы С2, СЗ (номера условные) и С11 в источнике уже имелись. Рис. 3 Номера выводов нового узла (на схеме он обведен штрихпунктирной линией), заменяющего IGBT-модуль, совпадают с номерами выводов последнего. Узел собран на печатной плате, изображенной на рис. 3. Выводы IGBT VT3-VT6 вставлены в отверстия соответствующих контактных площадок платы и припаяны к ним. Сами транзисторы расположены с обратной стороны платы. Их прижимают к теплоотводу винтами МЗ, пропущенными через имеющиеся на плате отверстия диаметром 3,3 мм. В теплоотводе для этих винтов должны быть сделаны резьбовые отверстия. Их сверлят, используя в качестве шаблона саму плату. Не забудьте отшлифовать тепло-отвод в местах установки транзисторов, смазать эти места и тепло-отводящие поверхности транзисторов пастой КПТ и изолировать их слюдяными прокладками. Выводы защитных диодов VD5 и VD6 припаивают согласно схеме к печатным проводникам 1-3. На эти проводники, по которым течет большой ток, следует по путям его протекания напаять отрезки оплетки экранированного провода. Выводы конденсатора С1 также усиливают, обмотав их слоем луженого провода или надев на них оплетку и тщательно пропаяв Среди других доработок следует отметить замену трансформатора питания блока управления и подключенного к нему двухполупериодного выпрямителя зарядным устройством для сотового телефона с выходным напряжением 15 В при токе 200...300 мА. В разрыв цепи общего провода (вывода 2), установленного в инверторе интегрального стабилизатора 7812, следует включить (анодом к выводу 2) любой диод. Это увеличит стабилизированное напряжение (до 12,7 В) и амплитуду импульсов на затворах IGBT. После такой переделки работоспособность сварочного источника сохраняется даже при снижении сетевого напряжения до 80 В. При его первом после доработки включении напряжение 310 В на IGBT желательно подать через лампу накаливания 220 В, 75 Вт Установив регулятор сварочного тока на максимум и постепенно с помощью ЛАТР увеличивая от 80 до 250 В напряжение, подаваемое на сварочный источник от сети, убеждаемся, что он работает. Если напряжения на выходных зажимах нет, подключите к ним такую же лампу накаливания. Это должно привести к запуску генератора. Лампа в цепи 310 В должна едва заметно светиться. Регулятором рабочей частоты инвертора (он расположен на плате блока управления ближе к ее краю) добейтесь минимума свечения. Теперь можно, удалив лампы и восстановив цепь 310 В, окончательно собрать сварочный источник и приступить к работе с ним. Максимальный сварочный ток не должен превышать 180 А при напряжении 24...25 В, а ток короткого замыкания - 190...200 А. Лучше даже сделать максимальный ток поменьше (около 170 А) имеющимся в источнике регулятором, что позволит увеличить допустимую продолжительность непрерывной работы источника под нагрузкой Выполняйте эту операцию только при выключенном источнике! Вращение движка подстроечного резистора по часовой стрелке уменьшает максимальный ток, а против нее - увеличивает. Доработанные подобным образом сварочные аппараты (всего их через мои руки прошло семь штук) могут работать и от слабой сети (в моем гараже, например, напряжение не бывает выше 180 В), облегчен их тепловой режим и обеспечена ремонтопригодность. ЛИТЕРАТУРА 1. Негуляев В. Сварочный инвертор - это просто, 2. - Киев, 2005. 2. Город мастеров->Форумы->Мастерсити->Инструменты и силовое оборудование->Силовое оборудование->А кто-нибудь пробовал сделать сварочник? - http:// www. mastercity. ru/vf orum/showthread. php?t=497. Автор: С. Чесноков, г. Гороховец Владимирской обл. Дата публикации: 11.10.2010 Вы можете оставить свой комментарий, мнение или вопрос по приведенному вышематериалу: www.radioradar.net Удобные и компактные инверторные источники тока для сварочных аппаратов с высоким КПД и корректором коэффициента мощности могут быть легко реализованы на базе микросхем Texas Instruments: ККМ-контроллеров с режимом чередования фаз UCC280xx, драйверов затворов силовых транзисторов UCC27xxx и LM51xx, а также – в случае цифровых источников тока – на базе микроконтроллеров из линейки C2000. Когда речь идет об изготовлении металлоконструкций, одним из экономичных и эффективных способов соединения различных металлов является сварка. На сегодняшний день существует множество технологий, которые используют в своей работе различные источники энергии для создания сварочного шва: электрическую дугу, газовое пламя, лазерное излучение и так далее. Вне зависимости от используемой технологии, для образования и стабильного горения сварочной дуги необходимо обеспечить заданную вольт-амперную характеристику (ВАХ). Именно ВАХ определяет качество шва и скорость сварочного процесса. Для обеспечения требуемой ВАХ используют специальные источники питания. Среди основных типов сварочных источников тока, присутствующих сегодня на рынке, можно выделить трансформаторные, выпрямительные, генераторные и инверторные. Каждый из представленных аппаратов востребован при работе с конкретными типами металла, в определенных областях применения и предназначен для решения конкретных поставленных задач. Например, трансформаторные источники предназначены для сварки переменным током, выпрямительные, генераторные и инверторные – для сварки постоянным током. Отдельно стоит отметить инверторный источник сварочного тока – ИИСТ. ИИСТ набирает свою популярность и широкое распространение благодаря своей мобильности, экономичности и высокой производительности. В большинстве случаев инверторные источники заметно повышают удобство и производительность сварки. Несмотря на малые габариты, они не уступают классическими источникам (трансформаторным и выпрямительным) по обеспечиваемым параметрам. Уменьшение габаритов ИИСТ, в основном, связано с использованием в схеме инвертора малогабаритного высокочастотного трансформатора вместо мощного сетевого силового трансформатора, используемого в трансформаторных и выпрямительных источниках. Упрощенно общую схему инверторного преобразователя можно разделить на несколько основных блоков (рисунок 1): входной блок (фильтр, выпрямитель, ККМ), инвертор, выходной выпрямитель и система управления. Входной блок обеспечивает преобразование переменного тока сетевого напряжения 50 Гц в постоянное напряжение высокого уровня. Инвертор преобразует полученное высокое постоянное напряжение в переменное напряжение высокой частоты, частота преобразователя может достигать 100 кГц, в зависимости от конкретного исполнения. В дальнейшем напряжение понижается на высокочастотном трансформаторе и выпрямляется до требуемых выходных значений 70…90 В. При этом ток нагрузки в выходных цепях может достигать сотен ампер. Для повышения КПД устройства в качестве ключей и выпрямляющих элементов используются мощные MOSFET или IGBT-транзисторы. Дополнительное наличие цифровой системы управления в инверторном сварочном аппарате позволяет значительно расширить функционал устройства. Одной из таких возможностей является плавная регулировка величины сварочного тока в широком диапазоне. Это облегчает использование различных типов электродов и дает возможность хранения в дополнительной памяти наиболее часто применяемых режимов для сварки и плазменной резки. Рис. 1. Общая схема источника питания сварочного аппарата Электронная система управления в инверторных преобразователях также упрощает реализацию таких дополнительных функций как: Кроме блока управления, в инверторных источниках отдельного внимания заслуживает блок коррекции коэффициента мощности (ККМ). Несмотря на вопросы, связанные с возможным взаимным влиянием ККМ и инвертора, и удорожанием изделия в целом, использование блока активной коррекции коэффициента мощности обеспечивает ряд важных технических параметров. С функциональной точки зрения использование ККМ обеспечивает большую стабильность выходного тока и напряжения инвертора, при этом уменьшает влияние входного напряжения на выходные параметры. С другой стороны, по своей природе инвертор является импульсным устройством и нелинейной нагрузкой для питающей сети, поэтому несинусоидальный ток потребления приводит к искажению формы питающего напряжения. Используя блок ККМ, мы, фактически, поддерживаем величину входного тока, пропорциональную входному напряжению, и тем самым уменьшаем величину гармонических составляющих и повышаем коэффициент использования входной мощности, что позволяет более рационально использовать электроэнергию, снижая ее потребление прибором. В линейке продукции компании Texas Instruments для управления питанием можно найти широкий спектр микросхем, позволяющих реализовать мощные AC/DC-преобразователи различного назначения, включая промышленные системы. Одним из решений при реализации ККМ в источнике с выходной мощностью 1 кВт и более является использование режима чередования фаз. Общий принцип построения и работы блока ККМ с чередованием фазы представлен на рисунке 2. Как видно из рисунка, для увеличения выходной мощности два каскада ККМ включены параллельно на одну нагрузку. При таком включении выходной ток распределен между двумя каскадами, и величина используемой индуктивности, как и ее предельные токи, может быть уменьшена. Кроме индуктивности, менее строгие требования предъявляются и к другим силовым компонентам схемы: к ключевому транзистору, силовому диоду, выходному конденсатору. Использование меньших по размеру компонентов и разделение схемы на две составляющие позволяет обеспечить распределенное рассеяние тепла, так как силовые компоненты равномерно распределяются по всей площади печатной платы. Другой отличительной особенностью ККМ с чередованием фазы является сдвиг по фазе на 180° между параллельно работающими узлами. Такое включение дает ряд преимуществ по сравнению с реализацией однокаскадного ККМ на большую мощность или при простом параллельном включении двух каскадов. Так как каскады работают со сдвигом фаз 180°, то токовые пульсации, как по входу, так и по выходу, уменьшаются за счет взаимокомпенсации. Рис. 2. Схема ККМ с чередованием фаз Из-за меньшей величины входных пульсаций в такой схеме ослабляются требования к входному фильтру электромагнитных помех. С другой стороны, малые пульсации по выходу дают возможность использовать выходной конденсатор с меньшим номиналом и меньшей величиной пробивного напряжения. Это упрощает создание блока питания с низким профилем, снижает стоимость реализации и обеспечивает более высокую надежность. UCC28070 – это одна из микросхем в линейке Texas Instruments, позволяющая реализовать коррекцию коэффициента мощности с использованием метода чередования фаз в режиме непрерывного тока. Помимо UCC28070, подобным функционалом также обладают UCC28060, UCC28061 и UCC28063, но они рассчитаны на меньшие мощности и предназначены для реализации ККМ в режиме граничных проводимостей. Для реализации режима ККМ с чередованием фазы в UCC28070 использованы два широтно-импульсных модулятора (ШИМ), работающих со сдвигом фазы, равным 180°. Как уже было отмечено, такой режим способствует снижению входных и выходных пульсаций тока и уменьшает требования к фильтру электромагнитных помех, а также помогает уменьшить себестоимость за счет использования выходного высоковольтного электролитического конденсатора меньшей емкости и c меньшими пробивными напряжениями. Среди технических особенностей, реализованных в UCC28070, следует отметить размытие спектра, синхронизацию тактового генератора, управление скоростью нарастания выходного напряжения. Все эти и некоторые другие свойства UCC28070, наряду с реализацией топологии с чередованием фазы, позволяют достичь повышенных значений таких параметров как КМ, коэффициент гармоник, скорость реакции на переходные процессы. Применение UCC28070 позволяет получить коэффициент мощности более 0,9, а также обеспечить повышенный КПД во всем диапазоне нагрузок. На рисунке 3 показана типовая схема применения UCC28070. Рис. 3. Пример использования UCC28070 Как пример реализации корректора мощности с чередованием фаз на основе UCC28070, можно рассмотреть типовой дизайн PMP4311 (рисунок 4). Реализация предложенной схемотехники позволяет получить КМ более 0,98 при нагрузке до 5 кВт и входном напряжении в диапазоне 180…264 В [1]. При этом КПД решения – не ниже 95%. Рис. 4. Корректор коэффициента мощности PMP4311 Помимо UCC28070, в предложенном решении применены обратноходовой преобразователь на базе UCC28061 и драйверы силовых транзисторов UCC27322. UCC27322, используемый в типовом дизайне PMP4311, – один из представителей FET/IGBT-драйверов затвора, выпускаемых Texas Instruments. Основное назначение данного класса приборов – обеспечить необходимый ток заряда и разряда затвора мощных транзисторов. UCC27322 обеспечивает ток порядка 9 А для заряда емкости Миллера при напряжении питания до 15 В, для чего в драйвере используется технология TrueDrive. На рисунке 5 представлена линейка драйверов затвора производства Texas Instruments. Рис. 5. Серия драйверов затвора производства TI Широкая линейка драйверов затвора позволяет выбрать подходящую модель для управления различными типами транзисторов (MOSFET, IGBT), выполненных с использованием разных технологий (Si, SiC, GaN). Например, для управления GaN силовыми полевыми транзисторами рекомендуется использование драйверов LM5113 и UCC27611, которые обеспечивают защиту от превышения напряжения на затворе более 5 В. Ниже, в качестве примера драйвера FET и IGBT, кратко рассмотрим линейку UCC2753x (рисунок 6). Рис. 6. Функциональная блок-диаграмма UCC2753X Среди особенностей линейки UCC2753x можно выделить следующее: Кратко о цифровом управлении Такую же функциональность, как и в случае аналоговой схемы реализации ИИСТ, можно получить, используя цифровое управление. В таком источнике тока в качестве контролера инвертора и ККМ используется микроконтроллер. Система строится с использованием цифровых алгоритмов управления, выполняющихся микроконтроллером, и программируемого ШИМ для управления силовым каскадом. Типовая схема цифрового источника питания включает микроконтроллер (МК), ШИМ, АЦП, силовой каскад (рисунок 7). Рис. 7. Упрощенная диаграмма цифрового преобразователя Для реализации цифрового источника питания важны следующие свойства: Все вышеперечисленные требования легко реализуются с помощью микроконтроллеров TI семейства С2000. Интегрированные АЦП данного семейства могут работать на частоте до 4,6 Мвыб/с, при этом обеспечивается плотная связка между АЦП и ШИМ. Сам ШИМ позволяет обеспечить точность порядка 150 пс. В чип интегрирован компаратор, который позволяет реализовать режим управления по пиковому току. Само ядро микроконтроллера содержит ряд аппаратных ускорителей, которые позволяют легко реализовать математические функции, необходимые для реализации цифрового источника питания. Обобщенный пример реализации цифрового преобразователя на базе С2000 приведен на рисунке 8. Рис. 8. Пример использования C2000 в цифровом преобразователе напряжения AC/DC Для простоты реализации цифрового преобразователя напряжения компания TI предлагает набор готовых библиотек и средства отладки для проверки их функциональности. Для быстрого старта при разработке цифрового источника питания для сварочных аппаратов на основе контроллера реального времени C2000 следует обратить внимание на демонстрационные наборы TMDSHVBLPFCKIT, TMDSHVPFCKIT, TMDSHVPSFBKIT и TMDSHVRESLLCKIT (рисунок 9) [3, 4]. Рис. 9. Демонстрационный наборTMDSHVRESLLCKIT TMDSHVBLPFCKIT и TMDSHVPFCKIT показывают возможности реализации цифрового ККМ с чередованием фазы на базе микроконтроллеров TMS320F28035 и TMS320F28027 при работе от сети переменного тока с входным напряжением в диапазоне 85…265 В и выходным напряжением 390 В. Основное отличие между представленными наборами, кроме различных микроконтроллеров, поставляемых по умолчанию – это реализация в TMDSHVBLPFCKIT ККМ без входного выпрямительного моста. Оба набора могут использоваться совместно с TMDSHVPSFBKIT и TMDSHVRESLLCKIT для реализации полноценного цифрового AC/DC-преобразователя. TMDSHVPSFBKIT и TMDSHVRESLLCKIT демонстрируют возможности реализации высоковольтного DC/DC-преобразователя с синхронным выпрямителем на базе микроконтроллера TMS320F28027. С помощью TMDSHVRESLLCKIT можно легко проверить возможности реализации резонансного DC/DC-преобразователя и поэкспериментировать с различными методами управления. Имеющаяся в комплекте плата управления (controlCard) с TMS320F28027 в случае необходимости может быть заменена на аналогичную с другим микроконтроллером из семейства С2000. С помощью TMDSHVPSFBKIT также легко проверить возможности реализации цифрового мостового DC/DC-преобразователя. Для простоты разработки все отладочные средства Texas Instruments поддерживаются обширной документацией, подробными примерами типовых решений и большим набором открытых исходных кодов, которые можно найти в среде controlSUITE, что существенно облегчает обучение разработчика. Для удобства отладки и экспериментирования все наборы имеют USB JTAG-интерфейс. Программирование модулей может быть осуществлено при помощи графических элементов среды разработки. Компания Texas Instruments предлагает современные решения для разработки передовых инверторных источников питания сварочных аппаратов. Инверторные источники питания позволяют создавать промышленные приборы для реализации различных методов сварки при производстве сложных и ответственных металлоконструкций из различных материалов, а демонстрационные наборы TI позволяют быстро начать собственную разработку. Надежные, высокотехнологичные компоненты TI дают возможность создавать передовые источники питания для сварочных аппаратов на базе как аналоговых, так и цифровых решений. Имеющиеся компоненты Texas Insruments позволяют реализовать различные функции AC/DC-преобразователей – от управления затворами силовых транзисторов до реализации отдельных блоков: ККМ, инвертора, системы управления. Получение технической информации, заказ образцов, заказ и доставка. UCC27321/2 – высокоскоростные драйверы, обеспечивающие пиковый ток до 9 А. Данные драйверы предназначены для управления мощными MOSFET, требующими высоких токов для перезаряда емкости Миллера при быстром переключении. Они служат интерфейсом между микроконтроллерами с низким энергопотреблением и мощными MOSFET. При нагрузке CL = 10 нФ драйверы обеспечивают фронты 20 нс, при этом время задержки управляющего сигнала составляет 25 нс для убывающего фронта и 35 нс для нарастающего. Использование драйверов позволяет уменьшить площадь платы управления за счет упрощения дизайна и использования одной микросхемы вместо множества дискретных компонентов. UCC27321/2 реализует два типа логики управления: с инвертированием (UCC27321) и без инвертирования (UCC273212) управляющего сигнала. Рабочий диапазон напряжений драйверов – 4…15 В. Для обеспечения эффективного управления при низких напряжениях питания в драйвере применен гибридный выходной каскад (TrueDrive), использующий параллельное включение MOSFET и биполярного транзистора. Такая архитектура позволяет использовать драйвер в большинстве стандартных промышленных применений, требующих тока затвора значением в 6, 9 и 12 А. Встроенный паразитный диод интегрированного в драйвер MOSFET обеспечивает малый импеданс всплесков напряжения и позволяет во многих случаях отказаться от внешнего ограничивающего диода Шотки. Для гибкости управления драйвером в микросхеме предусмотрен дополнительный вывод разрешения (ENBL). По умолчанию он подтянут к напряжению питания и может быть оставлен неподключенным при стандартном применении. Драйверы доступны в нескольких корпусах – SOIC-8, PDIP-8, MSOP-8 PowerPAD. Корпус PowerPad обладает существенно меньшим температурным сопротивлением, что позволяет использовать драйвер при больших температурах и улучшить долговременную надежность. Рубрика: примеры применений Метки: driver, MOSFET, TI, драйвер, НЭ, сварка В середине 2001 г. компании Texas Instruments и КОМПЭЛ заключили официальное дистрибьюторское соглашение, которое явилось результатом длительной и успешной работы КОМПЭЛ в качестве официального дистрибьютора фирмы Burr-Brown. (Как известно, Burr-Brown вошла в состав TI так же, как и компании Unitrode, Power Trend и Klixon).
С этого времени компания КОМПЭЛ получила доступ к поставке всей номенклатуры производимых компанией TI компонентов, ...читать далее www.compel.ruКак выполняется ремонт сварочных инверторов своими руками? Какие транзисторы используются в сварочных инверторах
Выбор силовых транзисторов
Перспективная схемотехника сварочных инверторов — Меандр — занимательная электроника
В статье представлен обзор публикаций, посвященных разработке силовой части мощных ключевых преобразователей, которые применяются для построения сварочных инверторов.1.Однотактные сварочные инверторы2.Двухтактные сварочные инверторы3.Резонансные сварочные инверторы4.Сварочные инверторы с коррекцией коэффициента мощности5.Заключение6.Литература 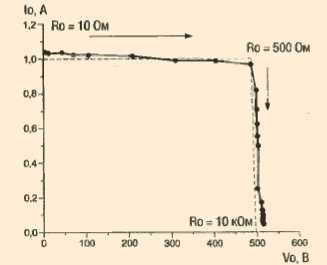
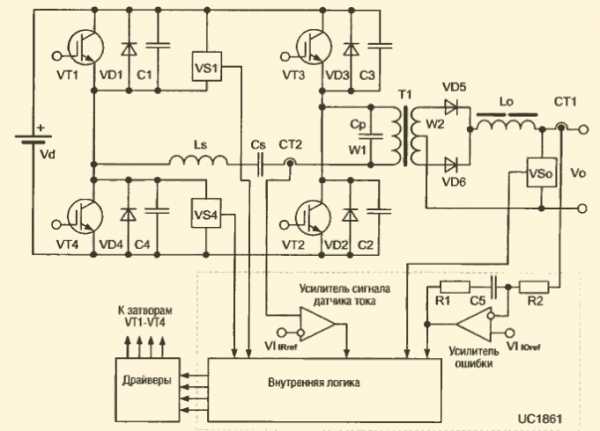

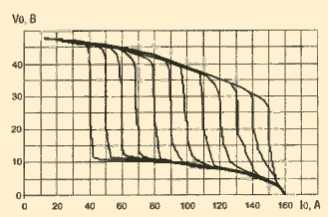
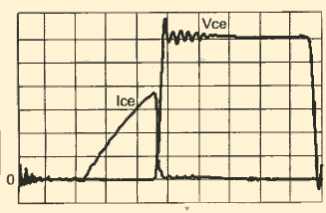
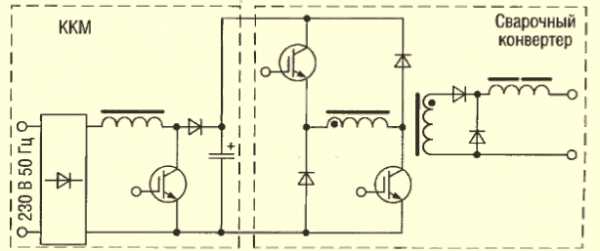
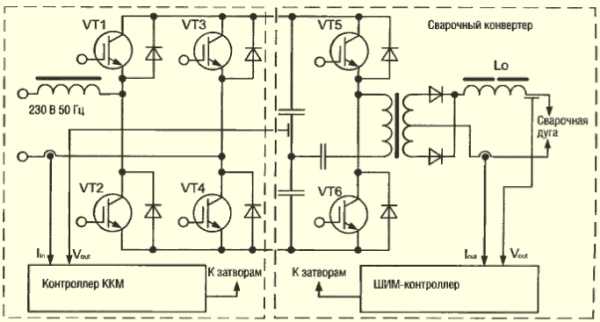
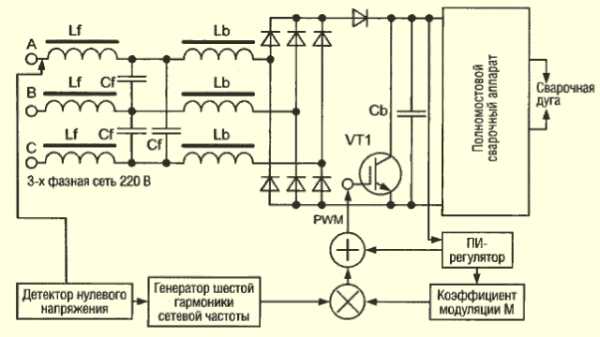
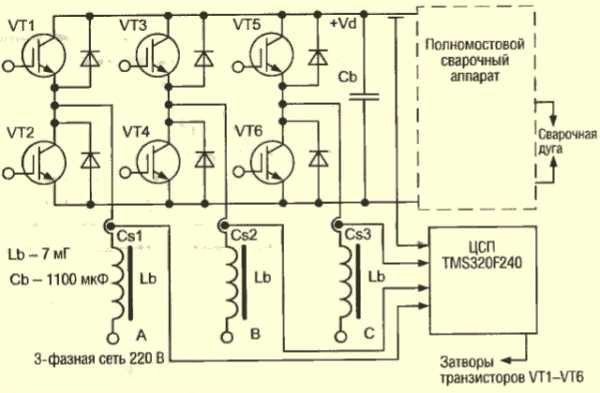

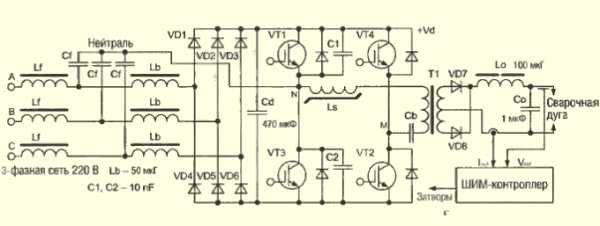
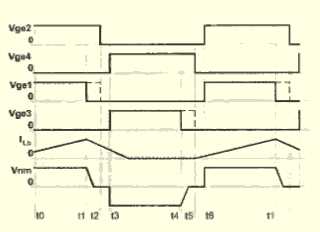
конструкция силовой и управляющей части

Схема сварочного инвертора и конструкция силового блока
Сетевой выпрямитель сварочного инвертора
Устройство помехового фильтра и инвертора
Схема выходного выпрямительного приспособления сварочного инвертора
Ремонт сварочных инверторов своими руками: основные виды неисправностей

Общие сведения об инверторах
Конструкция инверторов
Блоки управления и защиты
Причины выхода из строя инверторов
Основные виды неисправностей
Общий порядок ремонта сварочных инверторов
Ремонт силового блока инвертора
Необходимый инструмент
Ремонт сварочного инвертора своими руками, этапы диагностики

Как устранить неисправность своими руками?
Какие элементы имеет сварочный инвертор?
Какие бывают предпосылки для проведения ремонта инвертора?
Этапы проведения диагностики инвертора
Как и что следует проинспектировать в приборе перед его ремонтом?
Из чего состоит инвертор?
Принцип работы сварочного инвертора и начало его ремонта
Как самостоятельно сделать ремонт сварочного инвертора правильно?
Проведение проверки драйвера, выпрямителей и полуавтомата
Замена модуля IGBT в сварочном аппарате
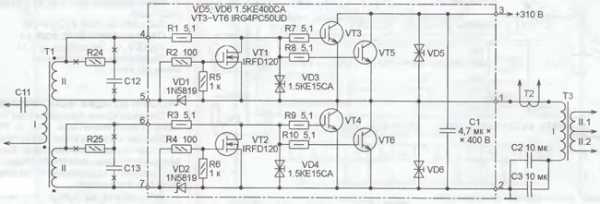
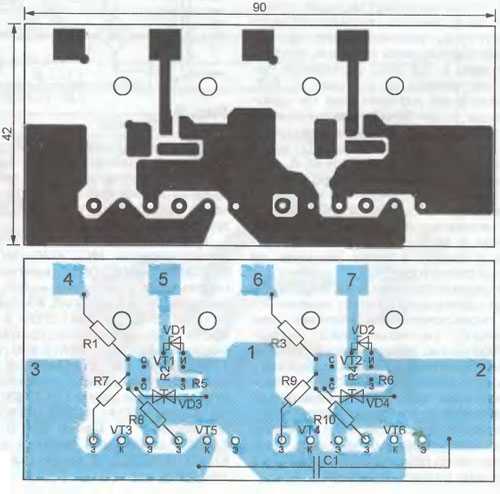
все для инверторов сварочного тока
Общие принципы построения инверторного преобразователя

Использование ККМ в режиме чередования фазы

Реализация ККМ на UCC28070
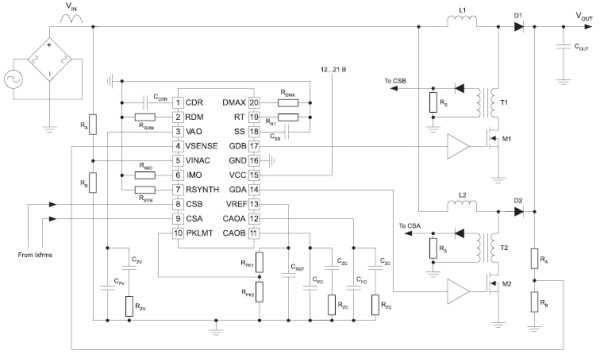

Драйверы затвора

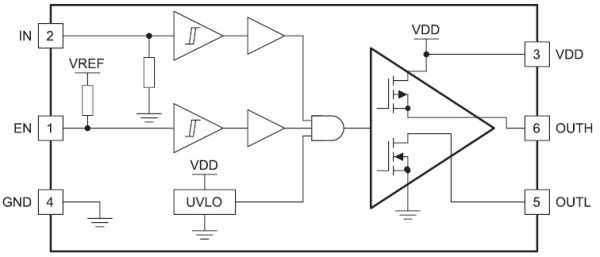
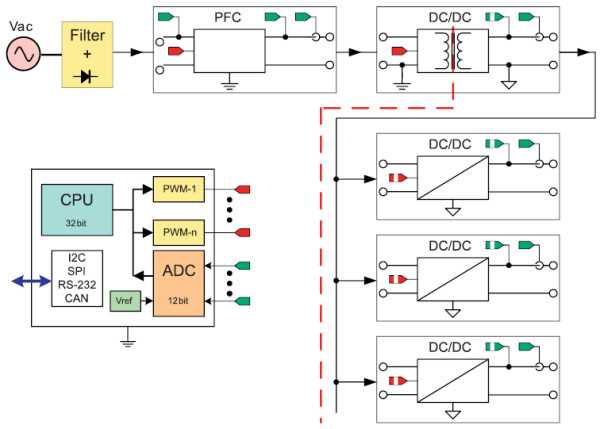
Заключение
Литература
Скоростные драйверы MOSFET
Наши информационные каналы
О компании Texas Instruments