Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
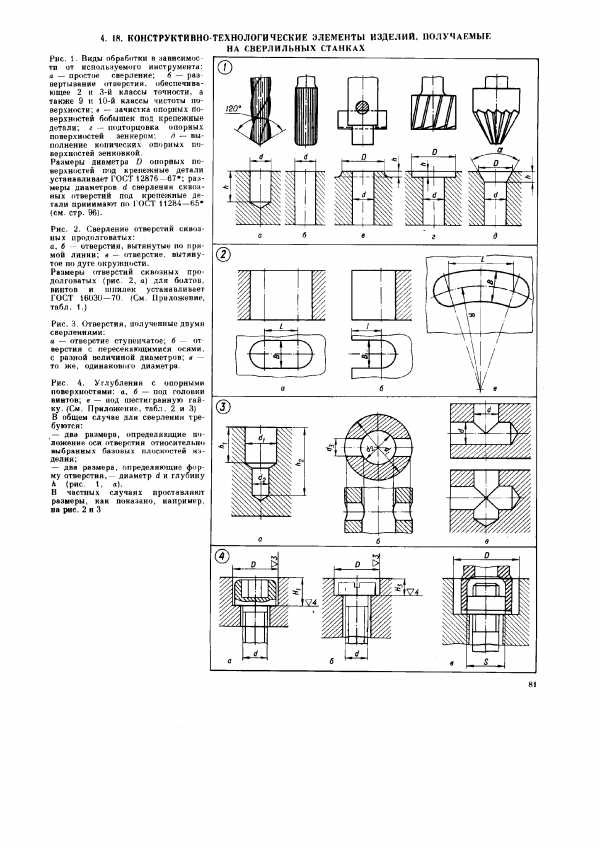
Т е м а 6. ОБРАБОТКА ОТВЕРСТИЙ Цель изучение технологических возможностей лезвийной обработки отверстий на вертикально сверлильных и координатно расточных станках, основных узлов станков и их назначения, МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ Leс_15_TKMiM_1АА_AD_LNA_08_12_2016 Содержание 15.1. Резцы 15.2. Инструменты для обработки отверстий 15.3. Фрезы Контрольные вопросы Задания для самостоятельной работы Cписок литературы По назначению (или ЗЕНКЕРЫ Зенкep многолезвийный режущий инструмент, предназначенный для предварительной или окончательной обработки просверленных, штампованных или отлитых отверстий Основные особенности и отличия зенкера Ìåõàíè åñêàÿ îáðàáîòêà ñòàëè Износостойкая листовая сталь и высокопрочная конструкционная листовая сталь относятся к маркам стали, механическую обработку которых можно выполнять инструментами из быстрорежущей Карусельные станки серии С52 Станок С5225 С5231 С5240 С5250 С5263 Максимальный диаметр точения, мм 2500 3150 4000 5000 6300 Диаметр рабочего стола планшайба, мм 2250 2830 2830 4500 4500 Конус шпинделя ГАПОУ ТО «Тобольский многопрофильный техникум» Ручная обработка металлов Лабораторная работа 6 Сверление металлов Цель работы: Овладеть основнгыми приёмами обработки отверстий металлов. Инструменты и приспособления: ПРОГРАММА ВСТУПИТЕЛЬНЫХ ИСПЫТАНИЙ Письменное испытание проводится по программе, базирующейся на основной образовательной программе бакалавриата по направлению 15.04.01 «Машиностроение» код и наименование Лабораторная работа 4 ВЛИЯНИЕ ГЛУБИНЫ РЕЗАНИЯ И ПОДАЧИ НА ВЕРТИКАЛЬНУЮ СОСТАВЛЯЮЩУЮ СИЛЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ Цель работы исследование влияния глубины резания и подачи на вертикальную составляющую силы СРЕДНЕЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ А. М. АДАСКИН, Н. В. КОЛЕСОВ СОВРЕМЕННЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ Рекомендовано Федеральным государственным учреждением «Федеральный институт развития образования» в качестве Зачетная работа по устройству металлорежущих станков и технике безопасности Вариант )Какие механические передачи не применяются в конструкции токарновинторезного станка ТВ 6? Зубчатая 2Ременная 3Реечная Методическая разработка Презентация по изучению ПМ. 01 на практическом занятии в учебной мастерской и усвоению ПК1.1 (слесарная обработка деталей) по профессии 151903.02.Слесарь. В результате изучения Металлорежущие инструменты Введение План Цели и задачи дисциплины «МРИ» Назначение и требования металлорежущих инструментов Классификация металлорежущих инструментов Цель дисциплины «МРИ» Изучение вопросов Геометрия концевой фрезы Величина затылованной части Ширина ленточки Угол наклона винтовой канавки Вспомогательная режущая кромка Диаметр сердцевины Величина падения затылка Задняя поверхность Главная ЗУБО- И РЕЗЬБООБРАБАТЫВАЮЩИЕ СТАНКИ 0 резьбонарезные; 1 зубострогальные для цилиндрических колес; 2 зуборезные для конических колес; 3 зубофрезерные для цилиндрических колес и шлицевых валов; 4 зубофрезерные . ЗАДАЧИ ДИСЦИПЛИНЫ Задачей дисциплины является обучение студентов навыкам расчета и разработки конструкции режущего инструмента общего назначения и инструмента для получения резьб. В первой части курса Станок заточной модели ВЗ-384 Назначение: предназначен для заточки и доводки основных видов инструментов из инструментальной стали, твёрдого сплава, минералокерамики абразивными, алмазными, эльборовыми Механическая обработка Сверление Коническое зенкование Нарезка резьбы Обточка Фрезерование Износостойкая листовая сталь и высокопрочная конструкционная листовая сталь относятся к маркам стали, механическую ОПД 06: Процессы формообразования и инструмент Раздел 2. Обработка материалов точением и строганием ПР 1 Расчет сил резания при точении Цель работы: изучить методику расчета сил резания и мощности, затрачиваемой Механическая обработка и Сверление, зенкование, нарезание резьбы, точение, фрезерование и Wеldox являются зарегистрированными торговыми марками. Эти марки стали производятся только на заводах компании Группа Г23 М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т СВЕРЛА СПИРАЛЬНЫЕ Технические условия ГОСТ 2 0 3 4-8 0 Twist drills. Specifications МКС 73.060.99 ОКП 39 1202 Дата введения 01.01.82 Настоящий Федеральное государственное бюджетное образовательное учреждение высшего образования «Казанский национальный исследовательский технический университет им. А.Н. Туполева КАИ» (КНИТУ КАИ) Зеленодольский Московский областной политехнический колледж филиал НИЯУ МИФИ ПРАКТИЧЕСКИЕ РАБОТЫ по общепрофессиональной дисциплине: ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ Выполнил Принял Защита учащийся гр. 3-ТМ с оценкой подпись Т е м а 8. ЗУБОФРЕЗЕРОВАНИЕ Цель изучение технологических возможностей зубофрезерования, основных узлов зубофрезерного станка и их назначения, инструмента для нарезания зубчатых колес; получение практических Т е м а 4. РЕЗЬБОНАРЕЗАНИЕ Цель изучение технологических возможностей способов нарезания резьб на токарно-винторезном станке, применяемого резьбонарезного инструмента; получение практических навыков наладки Пояснительная записка Рабочая программа по факультативному курсу «Слесарное дело» в 8 классе составлена в соответствии с государственной программой под редакцией В.В.Воронковой (автор С.Л. Мирский) Москва, Оглавление Программа презентации Основные понятия Философия компании BTA Виды обработки Сверление в сплошном материале Растачивание Бутылочное растачивание Многолезвийные головки для обратного растачивания. УПРАВЛЕНИЕ ОБРАЗОВАНИЯ ЛИПЕЦКОЙ ОБЛАСТИ ГОБПОУ «ЛИПЕЦКИЙ МАШИНОСТРОИТЕЛЬНЫЙ КОЛЛЕДЖ» Организация деятельности токаря Методические указания по выполнению самостоятельных работ для студентов-заочников по Областное государственное бюджетное образовательное учреждение среднего профессионального образования «Иркутский авиационный техникум» УТВЕРЖДАЮ Директор ОГБОУ СПО «ИАТ» В.Г. Семенов Комплект методических Министерство образования и науки Российской Федерации федеральное государственное бюджетное образовательное учреждение высшего образования «Курганский государственный университет» Кафедра «Технология машиностроения, Практическая работа 3 Расчёт нормы времени на фрезерные работы Цель работы Закрепление теоретических знаний, приобретение навыков нормирования фрезерной операции для заданной детали в различных организационнотехнических Министерство образования Республики Беларусь Филиал учреждения образования «Брестский государственный технический университет» Политехнический колледж УТВЕРЖДАЮ Зам. директора по учебной работе С.В. Маркина Оглавление Предисловие...9 Введение...11 Глава 1. Инструментальные материалы...13 1.1. Основные свойства инструментальных материалов...13 1.2. Углеродистые и легированные инструментальные стали...14 1.3. docplayer.ru из отверстия. Для уменьшения трения о стенки отверстия спинки зубьев занижены, а вдоль каждого из них оставлены узкие направляющие ленточки, С этой же целью по длине направляющей части выполнена небольшая обратная конусность (0,03—0,12 мм на каждые 100 мм длины). Для увеличения прочности сверла глубина стружечных канавок по направлению к хвостовику постепенно уменьшается. Режущая часть имеет две режущие кромки, которые образуются пересечением передних и задних поверхностей зубьев. В центре режущие кромки соединяются перемычкой (поперечной кромкой). Передняя поверхность зубьев является частью винтовой поверхности стружечной канавки, а задняя — поверхностью конуса, образующегося при заточке сверла. Хвостовик предназначен для крепления сверла. Он выполняется коническим, по форме конусов Морзе, или цилиндрическим. Сверла диаметром от 6 до 80 мм имеют конические хвостовики, оканчивающиеся лапкой, которая служит для выбивания сверла из переходной втулки. Сверла с цилиндрическим хвостовиком выпускаются диаметром от 0,25 до 20 мм. На конце цилиндрического хвостовика иногда делается поводок, предохраняющий сверло от проворачивания во время работы. В зависимости от назначения стандартами предусмотрен выпуск спиральных сверл с различной длиной рабочей части: с коническим хвостовиком — нормальные, удлиненные и длинные; с цилиндрическим хвостовиком — короткие, средние и длинные. Сверла изготавливаются из быстрорежущих сталей Р9 и Р18, а также оснащаются пластинками твердого сплава ВК8. Последние главным образом применяются для сверления чугуна и труд- необрабатываемых сталей. Для экономии быстрорежущих сталей хвостовики сверл диаметром свыше б мм изготавливаются из конструкционных сталей, которые привариваются к рабочей части сверла. 4. Подготовка к сверлению. Важными условиями качественной обработки отверстия сверлом являются: прочное закрепление заготовки без заметного биения перпендикулярность ее торца к оси вращения, отсутствие на торце неровностей и выпуклости, совпадение оси пиноли с осью шпинделя и создание первоначального направления сверлу. Заготовку, установленную в токарном патроне, при необходимости выверяют и прочно закрепляют. Торец ее перед сверлением чисто подрезают. Чтобы создать первоначальное направление свер- лу, особенно при большей длине его, в центре торца рекомендуется делать небольшое конусное углубление. Его выполняют упорным резцом (рис. 75, а) или коротким жестким сверлом (рис. 75, б). Угол центрового углубления делают на 20—30° меньше угла при вершине рабочего сверла. При таком условии перемычка сверла в начальный момент не будет участвовать в резании (рис. 75, в), что намного устраняет опасность смещений сверла в сторону. Для повышения жесткости длинных сверл их рекомендуется подпирать в начале сверления обратной стороной резца, закрепленного в резцедержателе так, чтобы верхняя плоскость стержня находилась на 5—6 мм выше оси сверла. Перед сверлением глубокого отверстия заготовку необходимо сначала надсверлить коротким сверлом такого же диаметра на глубину, примерно равную диаметру отверстия. В этом случае основное сверло, получив первоначальное направление, не сможет отклониться в сторону. Соосность центров станка проверяют ранее описанными способами (см. гл. II, § 1, п. 5). Заднюю бабку закрепляют на станине в таком положении, чтобы вылет пиноли при сверлении был наименьшим. Не менее важным является правильная установка сверла. Его хвостовик и отверстие пиноли следует насухо протереть. Забоины на хвостовике удаляют напильником. Сверло устанавливают в пиноль резким осевым толчком. 5. Приемы сверления. Обычно применяемый способ сверления на токарном станке показан на рис. 76. После подготовительной работы включают вращение шпинделя и вручную, поворотом маховичка задней бабки, плавно подводят сверло к торцу вращающейся заготовки. При этом следует избегать удара, иначе сверло может поломаться. Вначале сверло подают вперед медленно, когда же оно врежется в металл на глубину, немного большую длины режущей части, подачу можно увеличить. Подача сверла должна выполняться плавно, без рывков. Особую осторожность следует проявлять при выходе сверла из сквозного отверстия. В этом месте возникает неравномерная нагрузка режущих кромок и они могут выкрошиться. Поэтому на выходе подачу надо резко уменьшать. Перед выключением вращения шпинделя сверло необходимо вывести из отверстия, иначе вследствие упругой деформации металла оно может заклиниться в нем. При сверлении стружка тяжело выходит из отверстий. Для этого сверло надо периодически выводить из отверстия и очищать металлической щеткой. Глубину глухого отверстия выдерживают по миллиметровой шкале пиноли, по лимбу маховичка задней бабки, а при их отсутствии — по меловой риске, которую наносят на сверло. Для увеличения стойкости сверла его рекомендуется охлаждать. При сверлении сталей применяют эмульсию, цветные металлы сверлят с охлаждением или всухую, чугун обрабатывают без охлаждения, так как его мелкая стружка, смешиваясь с жидкостью, сильно загрязняет станок. Струю охлаждающей жидкости направляют на сверло около торца обрабатываемой детали и включают одновременно с началом резания. Ручная подача сверла, особенно при обработке отверстий большого диаметра, слишком затруднительна. Поэтому в ряде моделей современных токарных станков предусмотрено устройство для механического перемещения задней бабки. Устройство представляет собой замок, состоящий из двух угольников, соответственно прикрепленных к поперечным салазкам суппорта и плите задней бабки. Перед включением механической подачи заднюю бабку открепляют от станины. 6. Рассверливание отверстий. Сверление отверстий большого диаметра сильно затрудняется вследствие значительного усилия подачи. Поэтому отверстия диаметром свыше 30 мм выполняют двумя сверлами. Диаметр первого сверла принимают равным примерно 1/2 диаметра отверстия. Благодаря этому перемычка второго сверла не участвует в резании, усилие подачи намного снижается и уменьшается вероятность ухода сверла в сторону. Приемы рассверливания те же, что и при сверлении. 7. Режимы резания при сверлении и рассверливании. Глубина резания t при сверлении характеризуется размером сверла и равна 1/2 его диаметра. При рассверливании она определяется полуразностью диаметров отверстия после и до обработки. Подача S при сверлении и рассверливании соответствует осевому перемещению сверла за один оборот заготовки и выражается в мм/об. Скорость резания v для невращающегося сверла равна окружной скорости вращения обработанной поверхности отверстия в м/мин. Подача сверла на токарных станках чаще всего осуществляет- ся вручную. При работе с механической подачей для сверления отверстий диаметром от 5 до 30 мм в стальных заготовках ее можно выбирать в пределах 0,1—0,4 мм/об. Большие подачи в указанных пределах принимают для сверл большего диаметра. При сверлении чугуна подачу можно увеличить примерно в 1,5 раза. Такое же увеличение подачи принимают при рассверливании отверстий. Величина подачи зависит также от глубины сверления: чем она больше, тем соответственно подачу следует уменьшать. Скорость резания для быстрорежущих сверл при обработке отверстий в стальных и чугунных заготовках выбирают в пределах 20—40 м/мин; для сверл, оснащенных пластинками твердого сплава, ее можно увеличивать в 2—3 раза. Большие значения скорости резания принимают для сверл меньшего диаметра. При расчетах, связанных с выбором режима резания для обработки отверстий сверлами, можно пользоваться формулами его элементов для наружного точения (см. гл. I, § 10, формулы 2—5). Пример. Назначить режим резания для обработки сквозного отверстия диаметром 40 мм, глубиной 50 мм в стальной заготовке. Решение. Учитывая большой диаметр отверстия, обработку его будем вести двумя сверлами. Диаметр первого сверла принимаем 20 мм, второго — 40 мм. Режим резания для сверления: Автор - nastia19071991 mgplm.org Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации. Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России! Сверление, зенкерование и развертывание являются основными технологическими способами обработки резанием круглых отверстий различной степени точности и с различной шероховатостью обработанной поверхности. Все перечисленные способы относятся к осевой обработке, т.е. к лезвийной обработке с вращательным главным движением резания при постоянном радиусе его траектории и движении подачи только вдоль оси главного движения резания. Сверление — основной способ обработки отверстий в сплошном материале заготовок. Просверленные отверстия, как правило, не имеют абсолютно правильной цилиндрической формы. Их поперечное сечение имеет форму овала, а продольное — небольшую конусность. Диаметры просверленных отверстий всегда больше диаметра сверла, которым они обработаны. Разность диаметров сверла и просверленного им отверстия называют разбивкой отверстия. Для стандартных сверл диаметром 10...20 мм разбивка составляет 0,15...0,25 мм. Причиной разбивки отверстий являются недостаточная точность заточки сверл и несоосность сверла и шпинделя сверлильного станка. Сверление отверстий без дальнейшей их обработки проводят тогда, когда необходимая точность размеров лежит в пределах 12... 14-го квалитетов. Наиболее часто сверлением обрабатывают отверстия для болтовых соединений, а также отверстия для нарезания в них внутренней крепежной резьбы (например, метчиком). Зенкерование — это обработка предварительно просверленных отверстий или отверстий, изготовленных литьем и штамповкой, с целью получения более точных по форме и диаметру, чем при сверлении. Точность обработки цилиндрического отверстия после зенкерования — 10... 11-й квалитеты. Развертывание — это завершающая обработка просверленных и зенкерованных отверстий для получения точных по форме и диаметру цилиндрических отверстий (6...9-й квалитеты) с малой шероховатостью Ra 0,32... 1,25 мкм. Сверла предназначаются для сверления сквозных или глухих отверстий в деталях, обрабатываемых на сверлильных, токарно-револьверных и некоторых других станках. В зависимости от конструкции и назначения различают следующие сверла: Рис. 2.22. Спиральные сверла:а и б — элементы спирального сверла соответственно с коническим и цилиндрическим хвостовиками; в — кромки и поверхности спирального сверла; 1 — рабочая часть; 2 — шейка; 3 — хвостовик; 4 — лапка; 5 — режущая часть; 6 — поводок; 7 — зуб; 8 — винтовая канавка; 9 — поперечная кромка; 10 — кромка ленточки; 11 — спинка зуба Рис. 2.23. Углы спирального сверла:α — задний угол; γ — передний угол; Ψ — угол наклона поперечной режущей кромки; ω — угол наклона винтовой канавки; 2φ — угол при вершине; 1 — задняя поверхность; 2 — передняя поверхность; 3 — режущая кромка Рис. 2.24. Формы заточки спиральных сверл:а — обыкновенная; б — двойная: 1 — главная режущая кромка; 2 — поперечная режущая кромка; 3 — вспомогательная режущая кромка; 2φ — главный угол при вершине сверла; 2φ0 — вспомогательный угол при вершине сверла; Z0 — ширина зоны второй заточки; в — подточка поперечного лезвия и ленточки; г — подточка ленточки: f — ширина ленточки Спиральное сверло и элементы его рабочей части приведены на рис. 2.22. Углы и формы заточки спирального сверла показаны на рис. 2.23 и 2.24. Формы заточек сверл выбирают в зависимости от свойств обрабатываемых материалов и диаметра сверла. Для повышения стойкости сверла и производительности обработки производят двойную заточку сверла под углами 2φ = 116...118° и 2φ0 = 70...90° (рис. 2.24, б).Подточка поперечной кромки (рис. 2.24, в) и ленточки сверла (рис. 2.24, г) облегчает процесс сверления отверстий. Подточка поперечной кромки снижает осевую силу, а подточка ленточки уменьшает трение ленточек о стенки отверстия и повышает стойкость сверл. При подточке длина поперечной кромки уменьшается до 50 %. Обычно производится подточка сверл диаметром более 12 мм, а также после каждой переточки сверла. В зависимости от обрабатываемого материала углы при вершине сверл выбирают по табл. 2.10, а задние и передние углы — по табл. 2.11. Для сверления заготовок из чугуна и цветных металлов применяют твердосплавные сверла. Эти сверла из-за нестабильности работы редко применяют при сверлении заготовок из сталей. Сверла диаметром от 5 до 30 мм оснащают пластинами или коронками из твердого сплава. Недостатками конструкции сверл с припаиваемой пластиной из твердого сплава являются ослабление корпуса инструмента и расположение места, где припаивается пластина, в зоне резания, т. е. в зоне высоких температур. Сверла с припаянными встык коронками из твердого сплава лишены этих недостатков. Примечания. 1. Задние углы даны для точек режущей кромки, расположенных на наибольшем диаметре сверла dmax.2. При расчете угла γ принимают dr= dmax. Для успешной работы твердосплавных сверл необходимо обеспечить их повышенную прочность и жесткость по сравнению со сверлами из быстрорежущей стали, это достигается увеличением сердцевины до 0,25 диаметра сверла. Зенкеры предназначены для обработки литых, штампованных и предварительно просверленных цилиндрических отверстий с целью улучшения чистоты поверхности и повышения их точности или для подготовки их к дальнейшему развертыванию. Зенкеры применяют для окончательной обработки отверстий с допуском по 11... 12-му квалитетам и обеспечивают параметр шероховатости Rz 20...40 мкм. Конструктивно зенкеры выполняют хвостовыми цельными, хвостовыми сборными с вставными ножами, насадными цельными и насадными сборными. Зенкеры изготовляют из быстрорежущей стали или с пластинами твердого сплава, напаиваемыми на корпус зенкера или корпус ножей у сборных конструкций. Хвостовые зенкеры (подобно сверлам) крепят с помощью цилиндрических или конических хвостовиков, насадные зенкеры имеют коническое посадочное отверстие (конусность 1:30) и торцовую шпонку для предохранения от провертывания при работе. Зенкер (рис. 2.25, а) состоит из рабочей части l, шейки l3, хвостовика l4 и лапки е. Рабочая часть зенкера имеет режущую l1 и калибрующую l2 части. Зенкеры имеют три, четыре, а иногда шесть режущих зубьев, что способствует лучшему по сравнению со сверлами направлению их в обрабатываемом отверстии и повышает точность обработки. Рис. 2.25. Зенкер:а — элементы зенкера: l — рабочая часть; l1 — режущая часть; l2 — калибрующая часть; l3 — шейка; l4 — хвостовик; е — лапка; б — режущая часть зенкера: α — задний угол; γ — передний угол; φ — угол главной режущей кромки; ω — угол наклона канавки зенкера; t — глубина резания; b — режущая кромка: φ1 — угол вспомогательной режущей кромки Зенкеры из быстрорежущей стали изготовляют хвостовыми цельными диаметром 10...40 мм, хвостовыми сборными с вставными ножами диаметром 32...80 мм или насадными сборными диаметром 40... 120 мм. Зенкеры, оснащенные твердосплавными пластинами, могут быть составными и сборными. Составные хвостовые зенкеры имеют диаметры 14...50 мм, насадные — 32...80 мм, насадные сборные — 40... 120 мм. Угол наклона винтовой канавки (рис. 2.25, б) зенкеров общего назначения ω = 10...30°. Для обработки твердых металлов берут меньшие, а для мягких — большие значения углов. Для чугуна угол ω= 0°. Для отверстий с прерывистыми стенками независимо от свойств обрабатываемого металла ω= 20...30°. Передний угол зенкеров у выбирают по табл. 2.12. Задний угол α зенкера на периферии равен 8... 10°. Угол при вершине φ выбирают по табл. 2.13. Угол наклона винтовой канавки ω зенкера при обработке деталей из стали, чугуна и бронзы равен 0°. Для усиления режущей кромки на зенкерах с пластинками из твердых сплавов со выбирают положительным и равным 12... 15°. Ленточки вдоль края винтовой канавки на калибрующей части служат для направления зенкера. Ширина ленточки f= 0,8... 2,0 мм. Для повышения стойкости зенкера длину ленточки подтачивают на 1,5...2 мм (так же, как у сверла). Развертка — осевой режущий инструмент — предназначена для предварительной и окончательной обработки отверстий с точностью, соответствующей 6... 11-му квалитетам, и шероховатостью поверхности Ra 2,5 ...0,32 мкм. Основные элементы развертки даны на рис. 2.26, а. Развертки подразделяются: Конструкция регулируемых разверток позволяет восстанавливать их диаметр при переточках, что увеличивает срок работы инструмента. Стандартные развертки имеют прямые канавки, т.е. угол наклона канавок ω = 0°. Для уменьшения шероховатости обработанной поверхности, а также для развертывания отверстий с пазами применяют развертки с винтовыми канавками, имеющими наклон, обратный направлению рабочего вращения. Для разверток с винтовыми канавками угол ω приведен в табл 2.14. Угол конуса заборной части φ развертки (рис. 2.26, б) выбирают по табл. 2.15. Задний угол α (рис. 2.26, в) берется равным 15°, большие величины а принимают для разверток малых размеров. Задний угол на калибрующей части равен 0°. Рис. 2.26. Развертка:а — элементы развертки: t1 — рабочая часть; t2 — режущая часть; t3— калибрующая часть; t4 — шейка; t5 — хвостовик; е — квадрат; 1 — направляющий конус; 2 — цилиндрическая часть; 2φ — угол заборного конуса; б — элементы режущей части развертки: 1 — 2 — поверхность направляющего конуса; 2 — 3 — режущая часть; φ — угол главной режущей кромки; в — зубья развертки в поперечном сечении: 1 — режущая часть; 2 — калибрующая часть; 3 — ленточка; 4 — угол спинки; α — задний угол; γ — передний угол; г — элементы резания разверткой и обозначение поверхностей на обрабатываемой детали: t — глубина резания; а — толщина стружки; b — ширина стружки; S0 — подача на оборот; d — диаметр развернутой поверхности; 1 — развернутая поверхность; 2 — поверхность резания; 3 — развертываемая поверхность Для чистовых разверток при резании хрупких металлов передний угол γ равен 0° (см. рис. 2.26, в), для черновых — γ = 8°, у котельных разверток γ= 12... 15°, у разверток с пластинами из твердых сплавов γ берется от 0 до -5°. Метчики предназначены для образования резьбы в отверстиях. Рассмотрим метчики, образующие профиль резьбы путем снятия стружки и установленные на сверлильных, токарно-револьверных и других станках. Конструктивные элементы и профиль резьбы метчика показаны на рис. 2.27. Рис. 2.27. Конструктивные элементы и профиль резьбы метчика:а — основные части: l1 — режущая часть; l2 — направляющая часть; l — рабочая часть; 1 — центровые отверстия; 2 — канавки; 3 — сердцевина; 4 — зуб; 2φ — угол конуса режущей части; φ — угол конуса; б — профиль резьбы: 1 — вершина резьбы; 2 — профиль резьбы; 3 — основание резьбы; Р — шаг резьбы; ψ — угол резьбы; t — глубина резьбы; d1 — внутренний диаметр; dср — средний диаметр; d0 — наружный диаметр; d2 — диаметр сердцевины; φ — угол конуса Стружечные канавки, пересекая резьбовые витки, образуют зубья метчика; каждый зуб представляет собой многониточный резьбовой резец. Резцы режущей части имеют главные кромки, которые располагаются на конусе, и вспомогательные кромки, которые являются частью резьбового профиля. Число резцов z1 режущей части определяется по формуле Z1 = l1z/P, где l1 — длина режущей части, мм; z — число зубьев метчика; Р — шаг резьбы, мм. Направляющая часть l2 в резании не участвует, а служит для самоподачи (ввинчивания) метчика и является резервом при переточках. Для уменьшения трения и устранения защемления резьбовых витков на направляющей части метчика резьбу выполняют с обратной конусностью, т.е. диаметры d, dср и d1 измеренные у хвостовика, на 0,02...0,005 мм меньше одноименных диаметров на режущей части (рис. 2.27, б). Для облегчения входа метчика в отверстие под резьбу диаметр d2 переднего торца метчика на 0,1... 0,3 мм меньше внутреннего диаметра резьбы d1 Величину угла в плане φ рассчитывают по формуле tgφ = (d - d1)/(2l1). Углы зубьев режущей l1 и направляющей l2 частей метчика (см. рис. 2.27, а) показаны на рис. 2.28. По способу получения задних поверхностей метчики относятся к затылованному инструменту. Рис. 2.28. Углы зубьев режущей и направляющей частей метчика:1 — направляющая часть; 2 — режущая часть; γ — передний угол; η — задний угол; α — задний угол; К — величина падения затылка Задний угол а режущей части измеряют в плоскости, перпендикулярной оси вращения метчика, между касательными к окружности и задней поверхности. Метчики из быстрорежущей стали изготовляют со шлифованным профилем резьбы, метчики из углеродистой стали делают без шлифования профиля резьбы. Передние углы режущей и направляющей частей измеряют в плоскости, перпендикулярной оси вращения метчика между касательной к передней поверхности и прямой, проходящей через ось вращения и рассматриваемую точку кромки метчика. Б.И. Черпаков, Т.А. Альперович. "Металлорежущие станки". www.autowelding.ru Сверление - наиболее удобный способ обработки материала, представляющим собой сплошное полотно. С его помощью можно получить сквозные и глухие отверстия, провести окончательную обработку проема, полученного при работе с другими инструментами. Обработка резанием сверлильная обработка выполняется при помощи сверла. Она позволяет получить отверстие, максимально точно подходящее к необходимым замерам. Как правило, на месте предстоящей обработки устанавливается специальная метка, полученная путем замеров. При большой партии обрабатываемого материала, сверление происходит в кондукторе. Отверстия, полученные в конечном результате, не имеют идеально круглой формы: в поперечном сечении они конусовидные, а в продольном – овальные. При этом для работы всегда выбирается сверло, имеющее меньший диаметр, чем необходимо для конечного результата. Делается это потому, что в конечном итоге, разъем всегда выходит больше сверла. Разницу между диаметрами отверстия и сверла называют разбивкой. Причиной таких неточностей может выступать несоосность шпинделя и сверла, некачественное сверло или его плохая заточка. Различают несколько видов сверл: Все они используются для конкретно обозначенных операций и видов металлов. После закрепления детали нанесения метки на место обработки, начинается обработка резанием сверлильная обработка. Выбирается необходимое сверло и плавно, вручную подводится к заготовке. Важно начать работу плавно, без ударов и рывков. На первом этапе место слегка надсверливают большим сверлом, чтобы исключить смещение необходимого отверстия или центруют центровочными сверлами. Далее, после замены центровочного сверла на рабочее и проведения контрольных замеров, процесс продолжается. Во время всей операции сверло периодически вынимается, и канал прочищается от стружки. Различные материалы ведут себя по-разному во время обработки. Например, алюминиевые, стальные сплавы необходимо обрабатывать с применением СОЖ: жидкость, которая охлаждает и смазывает сверло и рабочую поверхность и тем самым значительно уменьшает трение. Она же позволяет увеличить скорость процедуры в несколько раз. А чугунные, бронзовые или латунные детали можно обрабатывать без применения вспомогательных веществ. www.tokar-work.ru В процессе изготовления, ремонта и даже сборки деталей механизмов нередко возникает необходимость выполнения всевозможных отверстий. Для этого предусмотрены операции сверления, зенкования, зенкерования. Сущность перечисленных выше процессов металлообработки заключается в следующем: снятие слоя материала с обрабатываемой поверхности осуществляется посредством вращательно-поступательных движений режущего инструмента, будь то сверло или зенкер, относительно оси. Подобное движение может создаваться посредством ручных либо механизированных устройств, а также на станочном оборудовании. Выполнить отверстие в сплошном металле можно при помощи сверления. При этом используются, как правило, сверла из инструментальных сталей и твердых сплавов. Этот режущий инструмент снабжается коническим хвостовиком. Благодаря ему сверло можно запросто установить в конусное отверстие, предусмотренное в пиноли задней бабки. Причем, несовпадение размеров конусов компенсируется специальными переходными втулками. Чтобы минимизировать трение инструмента о поверхность отверстия, в процессе сверления применяется СОЖ (смазывающе-охлаждающая жидкость). В особенности это касается обработки заготовок, выполненных из стали и алюминия. Детали из чугуна, латуни и бронзы допускается обрабатывать без охлаждения.В целом, охлаждающая жидкость снижает температуру сверла, которое сильно нагревается от теплоты, выделяемой вследствие трения инструмента о стенки отверстия, уменьшает возникающее трение и упрощает отвод стружки. К тому же, использование СОЖ увеличивает производительность, повышая скорость резания практически в полтора раза. Смазывающе-охлаждающая жидкость подбирается, исходя из обрабатываемого материала: • для конструкционной стали — эмульсия;• для легированной стали — компаундированные масла;• для алюминиевого сплава и чугуна — керосин, эмульсия. Чтобы повысить эффективность работы спиральных сверл, применяются различные методы: • подтачивается поперечная кромка;• изменяется угол при вершине;• используется двойная заточка и т.п. Что касается точности получаемых отверстий, то их диаметр больше диметра сверла. При сверлении инструмент уводит немного в сторону от оси, что обуславливается допускаемыми неточностями при заточке сверла либо при его установке. На это оказывает негативное влияние и неравномерность твердости обрабатываемого материала. Зенкерование — обработка отверстий зенкерами, предполагающая повышение точности исполнения и улучшение качества поверхности. Зенкер представляет собой более производительный по сравнению со сверлом режущий инструмент. Он используется для увеличения диаметра отверстия, полученного методом литья, штамповки или предварительного сверления. Для их изготовления лучше всего подходит быстрорежущая сталь. В некоторых случаях (в основном, при тяжелых условиях резания) зенкера оснащаются твердосплавными пластинами. • с коническим хвостовиком — схожий со спиральным сверлом инструмент, имеющий три винтовые канавки и три режущие кромки. Такое конструктивное исполнение гарантирует большую жесткость, благодаря которой можно повышать режимы резания и производительность. Этот инструмент используется для обработки отверстий, диаметр которых находится в пределах 10-40 мм; • насадные — цельный инструмент, оснащенный режущими твердосплавными пластинами. Этими зенкерами можно обрабатывать отверстия диаметром 32-80 мм, причем, обработка отверстий диаметром от 50 до 100 мм осуществляется инструментом со вставными ножами. Их конструкцией предусмотрено четыре винтовые канавки и, как следствие, четыре режущие кромки. Обработка верхней части отверстия называется зенкованием. Оно выполняется для получения фасок, а также цилиндрических углублений. Зенковка направляется тремя/четырьмя ленточками и снимает небольшой припуск, поэтому такая обработка намного точнее сверления. В процессе работы она не уводится в сторону от оси, за счет чего сохраняется нужная прямолинейность, правда, для этого отверстие должно быть предварительно расточенным до диаметра зенковки на глубину, равную половине длины инструмента.Зенковка намного прочнее сверла, поэтому обработка может производиться на большей подаче. К тому же, данный инструмент имеет больше режущих кромок, за счет чего толщина стружки, снимаемой каждым лезвием, намного меньше, чем снимаемый слой метала сверлом. Этим, собственно, обусловлена высокая чистота обработанной поверхности. metalloobrabotka-zakazat.ru Рассмотрим пример расчета технологического процесса изготовления детали, показанной на рис. 9.10. Материал детали — сталь 20 с временным сопротивлением ав = 420 МПа и сопротивлением срезу аср = 360 МПа. Допустимый коэффициент отбортовки при получении отверстия пробивкой Кот 1.66, при получении отверстия сверлением Кот — 2,38. Отбортовка выполняется цилиндрическим пуансоном с плоским торцом.
[c.194] Сверление — распространенный метод получения отверстий в сплошном материале. Сверлением получают сквозные и несквозные (глухие) отверстия и обрабатывают предварительно полученные отверстия в целях увеличения их размеров, повышения точности и снижения шероховатости поверхности.
[c.311] Образование отверстий в сплошном металле с точностью 4-го и 5-го классов и по 2—3-му классам шероховатости достигается сверлением. Дальнейшая обработка полученного отверстия в зависимости от требуемой точности и класса шероховатости поверхности производится зенкерованием, развертыванием, растачиванием, протягиванием.
[c.206] Для получения отверстий диаметром до 3,5 мм. в плоских стальных деталях толщиной до 3 и деталях из цветных металлов до 5 мм применяются следующие способы 1) сверление по кондуктору 2) кер-нование с последующим сверлением 3) пробивание в штампах.
[c.231] Сверление по кондуктору в сравнении с другими названными методами получения отверстий малых диаметров является малопроизводительным и менее точным. При сверлении по кондуктору затрачивается значительное время на установку кондуктора или закладку в него детали, крепление и выем ее после сверления. Сверление малых отверстий по кондуктору менее точно потому, что к погрешности сверления вследствие зазора между сверлом и отверстием направляющей втулки добавляется погрешность изготовления кондуктора. При сверлении по кондуктору достигают точности межцентровых расстояний 0,05 мм на координату.
[c.231] Лазерное сверление широко применяют для получения отверстий не только в твердых и сверхтвердых материалах, но и в материалах, отличающихся повышенной хрупкостью.
[c.296] Лазерный метод сверления данного класса материалов позволяет получить лучшее отношение при очень высокой точности размещения отверстий и относительно меньших временных затратах. Так, при лазерном сверлении высокоплотной поликри-сталлической глиноземной керамике использовался рубиновый лазер с энергией в импульсе 1,4 Дж, сфокусированной линзой с фокусным расстоянием 25 мм на поверхности диска и обеспечивающей плотность мощности около 4-10 Вт/см . В среднем 40 импульсов при частоте следования 1 Гц понадобилось, чтобы просверлить керамический диск толщиной в 3,2 мм. Длительность лазерного импульса была 0,5 мс. Полученные отверстия имели конусность с диаметром на входе около 0,5 мм, а на выходе 0,1 мм. Видно, что отношение глубины к среднему диаметру отверстия составляет около 11 1, что значительно больше аналогичного отношения при других способах сверления отверстий. Для простых материалов это отношение при лазерном сверлении может составлять 50 1 176, 187].
[c.145] Развертки применяются для чистовой обработки отверстий по 2-му и 3-му классам точности после зенкерования и иногда после сверления. При работе вручную комплектом разверток возможно получение отверстий по 1-му классу точности.
[c.169] Развертывание отверстий Получение отверстий 1 — 3-го класса точности после сверления по месту. Развертывание отверстий во втулках после их запрессовки Развертки Электрические или пневматические машинки переносного типа, сверлильные станки 0,2 —0.3 0,01—0,03
[c.881] Метод получения заготовок деталей машин холодной штамповкой из листового материала является наиболее прогрессивным. Фактически — это метод получения готовых деталей, а не заготовок, так как механическую обработку после штамповки применяют редко и в незначительном объеме (нарезание резьбы, развертывание отверстий, сверление отверстий малого диаметра и т. п.).
[c.79] Сверление - распространенны й метод получения отверстий в сплошном материале. Сверлением получают сквозные и несквозные (глухие) отверстия и
[c.361] При данном способе глубокого сверления для получения отверстия заданного размера весь металл, подлежащий удалению, превращается в стружку (рис. 6.44, б).
[c.369] Для получения отверстий более высокой точности и чистоты поверхности после сверления на том же станке выполняются зенкерование и развертывание.
[c.586] Наиболее распространенным методом получения отверстий в сплошном материале является сверление. Перед началом работы обязательно проверяют совпадение вершин переднего и заднего центров станка. При установке заготовки в патроне проверяют биение относительно оси вращения и торцовое биение. Радиальное биение заготовки не должно превышать припуска на обработку при наружном обтачивании перпендикулярность торца к оси вращения можно обеспечить подрезкой торца.
[c.158] Работы, выполняемые на сверлильных и расточных станках. Для получения отверстий по 12-му квалитету точности в сплошном материале применяют операцию сверления. Для обработки отверстий диаметром до 50-80 мм используют спиральные сверла, а для изготовления отверстий больших размеров — пустотелые кольцевые сверла (рис.
[c.366] Применяют для обработки на токарных станках предварительно полученных отверстий ковкой, литьем или сверлением в заготовках. Возможно регулирование на размер в пределах 3—6 мм за счет поперечного смещения каретки суппорта
[c.315] Сверление является одним из самых распространенных методов получения отверстия. Режущим инструментом здесь служит сверло (фиг. 177), которое дает возможность получать отверстия в сплошном материале и увеличивать диаметр ранее просверлен-
[c.222] Зенкерование отверстий. Для получения отверстий 3-а — 4-го класса точности и исправления положения осей отверстий после сверления применяют зенкерование. Зенкеры применяют также для черновой обработки отверстий в поковках и отливках и для получистовой обработки отверстий перед развертыванием. Зенкерование обеспечивает чистоту поверхности 4—6-го классов. Зенкер в отличие от сверла имеет три и больше режущих кромок. При работе несколькими кромками, работающими по принципу деления подачи, обеспечивается более высокая точность и чистота поверхности.
[c.140] Сверление — процесс удаления металла с целью получения отверстий в деталях. Процесс сверления включает два движения— вращение инструмента или заготовки вокруг оси и подачу вдоль оси. Скорость подачи обычно значительно меньше окрул[c.148] Отверстия диаметром более 100 мкм обычно просверливаются методом контурной резки. Точность и качество изготовления таких отверстий определяется и параметрами системы движения. Отверстия диаметром до 100 мкм эффективно сверлятся методом прямой прошивки. Скорость сверления тонких образцов превышает 5 мм/с, коэффициент формы доходит до 40, минимальный размер отверстия — 3 мкм. Получение отверстий с помощью ЛПМ возможно в материалах толщиной до 3-4 мм при энергиях в импульсе 3 мДж и более.
[c.265] Сверлильные станки. Наиболее совершенным и производительным способом получения отверстий является сверление на специальных сверлильных станках. Существует довольно большое количество различных по размерам и конструкции сверлильных станков. По конструкции они делятся на вертикально-сверлильные, горизонтально-сверлильные, радиально-сверлильные по количеству шпинделей — на одношпиндельные и многошпиндельные.
[c.143] Эксперименты показали, что все сверла данной партии обеспечивают получение отверстий 12-го квалитета, причем часть из них обеспечивает сверление отверстий и более точных - 10-го и 11-го квалитетов. Таким образом, предложенные принципы проектирования алмазных сверл могут быть реализованы с достаточной надежностью в практической деятельности.
[c.128] Для получения отверстий сверлением, зенкерованием, расточкой или развертыванием в крупных литых корпусах применяют расточные станки, которые бывают горизонтально- и вертикальнорасточные.
[c.567] Для получения отверстий сверлением, зенкерованием, расточкой или развертыванием в крупных литых корпусах применяют расточные станки, которые бывают горизонтально- и вертикально-расточные. На рис. 219 показан общий вид горизонтально-расточного станка модели 262Г. На жесткой литой станине 1 укреплена передняя стойка 2, по направляющим которой может вертикально перемещаться шпиндельная бабка 3 с горизонтально расположенным шпинделем 4. Шпиндель получает главное (вращательное) движение и осевую подачу, параллельную плоскости стола. На шпинделе закреплена борштанга с расточным резцом, второй конец которой поддерживается специальным люнетом 6 задней стойки 7. Обрабатываемая деталь (литые крупные корпуса редукторов, станины, массивные блоки двигателей и т. д.)
[c.405] Для этой цели необходимо сравнить себестоимости выполнения операций при обработке на настроенном станке (Сн) и при обработке по промерам (Спр) или себестоимость получения отверстий сверлением в кондукторе (Ск) и обработки их на кооп-динатно-расточном станке (Ск.р).
[c.105] Сверление выполняют стандартными спиральными сверлами из быстрорежущей стали, которые должны иметь угол заострения для текстолита 55—65°, для гетинакса 100—110°, для стеклотекстолита 150°, задний угол резания на периферии сверла 10—15°. Подача сверла 0,05—0,1 мм1об. Для избежания сильного перегрева сверл целесообразно их чаще выводить из отверстия. Спиральные сверла рекомендуются для сверления отверстий диаметром до 10 мм. Для получения отверстий диаметром 10—25 мм желательно применять сверла с режущими кромками из твердого сплава.
[c.19] Наиболее совершенным и производительным способом получения отверстий является сверление на сверлильных станках. Существует довольно большое количество различных по раз1мерам и конструкции сверлильных станков.
[c.174] Сверление является одним из самых распространенных мето-дов получения отверстия резанием. Режущим инструментом здесь служит сверло, которое дает возможность получать отверстия как в сплошном материале (сверление), так и увеличивать диаметр уже просверленного отверстия (рас сверление).
[c.189] Зенкерованием называется обработка (расширение) предварительно просверленных штампованных или литых отверстий с целью придания им строгой цилиндрической формы, достижения большей точности и чистоты поверхности. Зенкерование обеспечивает получение отверстий 4—5-го класса точности. Отверстия 2— 3-го класса точности получаются развертыванием. Поэтому к зен-керованию прибегают преимущественно как к промежуточной операции между сверлением и развертыванием.
[c.233] Для определения припуска на зачистку отверстий применяют два способа. Первый способ основан на пробивке с большим зазором и получении отверстия с коническим сколом, а вто-)ой — на пробивке с малым припуском. 1рипуск по диаметру на зачистку отверстий небольшого диаметра (s> d) после сверления принимают 0,10— 0,15 мм, после пробивки —0,15— 0,20 мм.
[c.38] Для сверления в деталях и заготовках отверстий больших диа.четров применяются сверла-пилки (см. фиг. 116). Такие сверла не превращают в стружку всю удаляемую из обрабатываемого отверстия древесину, а выпиливают ее, чем снижается затрата мощности иа сверление. Вырезанная пробка зубьями сверла / выталкивается из полученного отверстия выбрасывателем 2 под действием пружины 3.
[c.106] Сверление является одним из самых распространенных методов получения отверстия. Режущим инструментом служит сверло (рис. 173), с помощью которого получают отверстие в сплошном материале или увеличивают диаметр ранее просверленного отверстия (рассверливание). Движение резания при сверлении — вращательное, движение подачи — поступательное. На обычных сверлильных станках сверло вращается, будучи закрепленным в шпинделе станка, и одновременно перемещается в глубину обрабатываемой заготовки, которая неподвижно закреплена на столе станка. Режущая часть сверла изготовляется из инструментальных сталей (Р18, Р12, Р6М5, Р6МЗ и др.) и из твердых сплавов.
[c.185] Отверстия получают отливкой, штамповкой, сверлением, зенкеро-ванием, развертыванием, растачиванием, протягиванием, шлифованием и т.д. Наиболее распространенные схемы получения отверстий представлены на рис. 6.1.
[c.212] Приведенные б этой главе данные, как к слсдойало ол идать, сбн-детельствуют о значительном воздействии СОЖ на процесс резания, с одной стороны, а также о специфичности технологических свойств СОЖ в зависимости от конкретных условий обработки резанием — с другой. Очевидно, что это связано с реализацией в процессе резания функциональных свойств СОЖ— смазочных, охлаждающих и моющих. Возможные механизмы реализации функциональных свойств СОЖ и вызываемые ими эффекты подробно разобраны в гл. 2. Ниже сделана попытка дать объяснение с этих позиций полученных конкретных результатов. При обработке лезвийными инструментами роль моющих свойств можно считать существенной лишь в отдельных случаях. Так, при сверлении серого чугуна более высокие технологические свойства некоторых СОЖ связаны с их моющими свойствами, предотвращающими реэвакуацию карбидов на контактные поверхности инструмента. В частности, вследствие низких моющих свойств эмульсий ЭТ-2 стойкость, полученная при сверлении с этой СОЖ, была наименьшей, и, наоборот, благодаря по-выш енньш моющим свойствам эмульсий Укринол-1 применение их при сверлении серых чугунов обеспечивает наибольшую стойкость сверл (см. рис. 28). Кроме того, была установлена корреляция между моющими свойствами СОЖ, определенными по методике, основанной на оценке количества вымываемой мелкой стружки из резьбового отверстия дозированным количеством СОЖ, с одной стороны, и технологическими свойствами СОЖ при резьбонарезанни серого чугуна— с другой. В большинстве же случаев технологическая эффективность СОЖ определяется их смазочными и охлаждающими свойствами.
[c.126] С целью получения отверстий более точных размеров после сверления производят развертывание, для чего применяют конусные развертки а п.чавающих патронах. Скорость резания при этом достигает 100 м/мин при очень быстрой подаче (0,1—0,6 мм/об).
[c.70] Сверление — одна из наиболее распространенных операций механической обработки ВКПМ. В плитах и пластинах — это сверление различных отверстий под крепежные элементы и для других эксплуатационных целей в оболочках — это главным образом сверление большого количества сквозных и глухих отверстий для штифто-болтового соединения оболочки с другими элементами конструкции. Основные требования к отверстиям точность в пределах 10—13 квалитетов, параметр шероховатости поверхности 104-40 мкм. При необходимости получения отверстий более высокой точности, а главным образом более высокого качества их поверхности, иногда применяется операция развертывания.
[c.13] Исследования, проведенные автором, а также исследования Б. П. Штучного [109] и И. А. Петровой [8] позволяют сделать вывод о том, что при выборе диаметра сверла нет необходимости учитывать упругое восстановление материала, так как, во-первых, оно компенсируется разбиванием отверстия за счет биения сверла и шпинделя, и, во-вторых, допуск 11-го, 12-го квалитетов достаточно велик и диаметры просверленных отверстий не выйдут за его пределы. Исследования погрешностей формы отверстий показали, что они не выходят за пределы допуска на размер. Так, при сверлении отверстий в стеклопластике сверлом с номинальным диаметром 15 мм овальность не превышала 0,01 мм, а конусообразность — 0,02 мм. На точность оказывают влияние технологические условия сверления — по разметке или по кондуктору. При сверлении по кондуктору несколько уменьшаются биения, что приводит к повышению точности сверления, однако практически при лкЗбых технологических условиях сверление отвер- стий в ВКПМ быстрорежущими и твердосплавными сверлами обеспечивает получение отверстий 11-го, 12-го квалитетов с шероховатостью 7 г = 20ч-40 мкм.
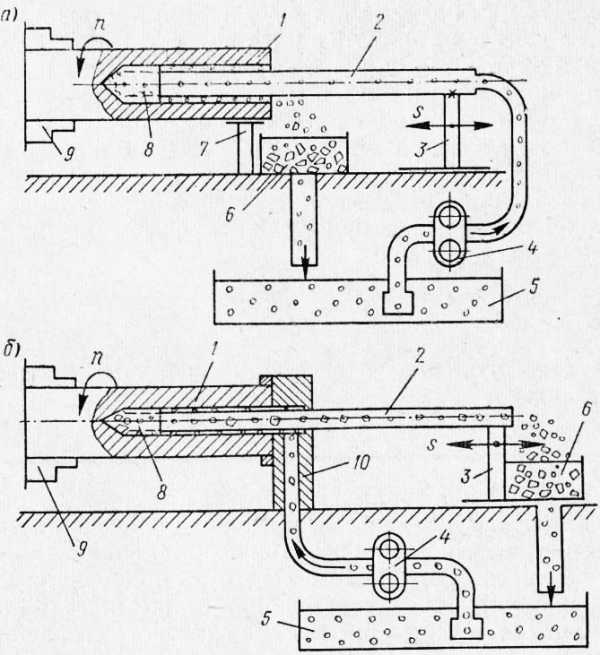
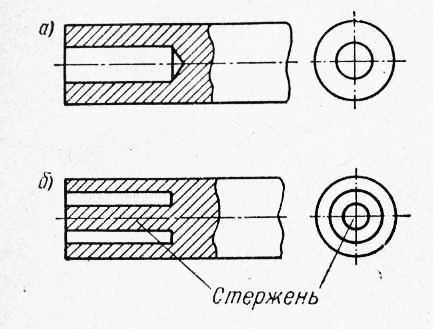
[c.113] mash-xxl.info Категория: Глубокое сверление Во всех областях машино- и приборостроения применяются детали, имеющие глубокие отверстия. Массовыми потребителями деталей с глубокими отверстиями являются общее и специальное машиностроение, судостроение, авиастроение, нефтяное и химическое машиностроение, приборостроение и др. Детали с глубокими отверстиями встречаются самой разнообразной формы. Производятся они различными методами, с различной точностью и чистотой обработки, из различных материалов и имеют большой диапазон диаметров и длин. Большинство металлических и неметаллических деталей, имеющих глубокие отверстия, изготовляется без применения глубокого сверления. Чаще всего глубокие отверстия выполняются металлургическими методами: методами литья, гибкой или завивкой листового материала с последующей сваркой в трубы, различными методами прокатки, волочением, экструзией и др. На рис. 1 в качестве примера показан корпус стеклоочистителя трактора К-700, имеющий два глубоких отверстия. Корпус стеклоочистителя изготовлен литьем под давлением из сплава марки ЦАМ4-1. Для получения глубоких отверстий малых диаметров и глубоких отверстий в труднообрабатываемых материалах в последнее время успешно применяют физико-химические процессы: электроэрозионный, анодномеханический, ультразвуковой и др. На рис. 2 приведены три полых цилиндра, имеющих глубокие отверстия диаметром 20-80 мкм. Отверстия в них получены электроэрозионным методом. Материал цилиндров — твердый сплав марки ВК20. В отличие от сверления, многие из указанных методов не требуют для изготовления отверстий относительного вращения заготовки и инструмента, а поэтому позволяют довольно просто получать цилиндрические отверстия не только круглого сечения, но и других профилей. Применение сверления вместо других упомянутых выше методов образования глубоких отверстий производится либо тогда, когда оно является наиболее производительным, либо тогда, когда сверление обеспечивает наиболее полные требования точности или чистоты обработки. В ряде случаев глубокое сверление, особенно скоростное, превосходит по производительности и качеству выполнения операции все другие существующие технологические процессы. Самым распространенным методом обычного (неглубокого) сверления является сверление так называемыми спиральными сверлами. Однако этот метод успешно применяется только при глубине сверления, равной не более 3-5 диаметрам сверла. При сверлении же более глубоких отверстий приходится применять прерывистый процесс, так как необходимо часто выводить спиральное сверло из отверстия для очистки от стружки, смазки и охлаждения. Подобная работа, даже если она производится автоматически, резко снижает производительность сверления. Важным фактором, от которого зависит непрерывность протекания процесса сверления, является отвод образующейся стружки. Рис. 1. Корпус стеклоочистителя трактора К-700 Рис. 2. Твердосплавные цилиндры с глубокими отверстиями 0 20-80 мкм Рис. 3. Спиральное сверло с каналами для подвода охлаждающей жидкости при глубоком сверлении Рис. 4. Сверло конструкции СКБ-8 1 — 2 — глубокие отверстия и 3,1 мм, длиной 70 мм Рис. 5. Схемы отвода стружки из зоны резания при глубоком сверлении: а — наружный отвод стружки; б — внутренний отвод стружки: 1 — заготовка; 2 — стебель; 3 — стеблевой суппорт; 4 — насос; 5 — резервуар для охлаждающей жидкости; 6 — стружкоприемиик; 7 — люнет; 8 — сверло; 9 — патрон; 10 — маслоприемник Чем больше глубина сверления, тем затруднительнее отвод стружки из зоны резания. Спиральные сверла не обеспечивают надежного стружкоотвода. Имеющиеся конструкции спиральных сверл (рис. 3) с внутренними канавками для подвода к режущим кромкам смазочно-охлаждающей жидкости весьма сложны в изготовлении и не получили широкого распространения в промышленности. В настоящее время некоторое распространение получили сверла конструкции СКБ-8 (рис. 4), отличающиеся от обычных стандартных сверл более крутыми канавками для отвода стружки. По своему виду данное сверло напоминает бурав для сверления древесины. Стружкоотвод у сверл подобного типа лучше, чем у обычных спиральных сверл, но не гарантирует от возможных заклиниваний удаляемой стружки. На практике глубокие отверстия сверлятся обычно непрерывно с принудительным либо наружным, либо внутренним отводом стружки. Принудительный отвод стружки осуществляется обычно жидкостью, подводимой в зону резания под давлением. Весьма редко вместо жидкости применяют сжатый воздух. Для создания циркуляции жидкости применяется специальная оснастка и оборудование. На рис. 5 показаны упрощенные схемы обоих методов глубокого сверления. При наружном отводе стружки (рис. 5, а) жидкость поступает от насоса через внутреннюю полость стебля и сверла в зону резания и вместе со стружкой отводится через зазоры между сверлом со стеблем и поверхностью образующегося глубокого отверстия в стружко-приемник. Стружкоприемник задерживает стружку, а жидкость стекает в отстойник резервуара. В резервуаре (баке) жидкость очищается от механических примесей, охлаждается и вновь насосом направляется через трубопровод (гибкий шланг) и стебель сверла в зону резания. При внутреннем отводе стружки (рис. 5, б) жидкость направляется насосом в специальное устройство — маслоприемник. Из маслоприемника жидкость поступает в зону резания через зазоры между наружной поверхностью стебля со сверлом и образующейся поверхностью глубокого отверстия. Затем стружка вместе с жидкостью вымывается в стружкоприемник через внутреннюю полость сверла и стебля. Далее путь жидкости до насоса аналогичен описанному выше. Таким образом, современный процесс глубокого сверленияв общих чертах характеризуется как непрерывный процесс образования в сплошном материале заготовки отверстий с относительной длиной более 3-5 диаметров сверления с применением специальных сверл, оснастки и оборудования, обеспечивающих принудительный отвод стружки из зоны резания. При глубоком сверлении различают сплошное и кольцевое сверление. При сплошном сверлении (рис. 6, а) весь материал, расположенный в объеме будущего отверстия, измельчается в стружку. При кольцевом сверлении, которое иногда называют трепанацией, в стружку переводится только кольцевая полость (рис. 6, б). В центре образующегося отверстия остается стержень (или керн), используемый иногда в качестве заготовки для различных деталей. Если сверление сквозное, то высверливаемый стержень. Рис. 6. Разновидности глубокого сверления: а — сплошное сверление; б — кольцевое сверление Рис. 7. Поковка и.высверленный стержень при двустороннем глубоком сверлении Глубокое сверление занимает особое место среди операций, применяемых при обработке деталей, имеющих большую относительную длину. Специфичность этой операции заключается как в том, что инструмент должен прокладывать себе путь в сплошном материале, не имея заранее подготовленной опоры и жесткого направления, так и в том, что от качества проведения глубокого сверления существенно зависит структура последующего технологического процесса. Типичным для глубокого сверления также является невозможность непосредственного наблюдения за ходом процесса и трудность выполнения данной операции на универсальном оборудовании без его основательной подготовки. полностью отделяется от заготовки в конце прохода. Если же сверление глухое, то его необходимо удалять специальными приемами. В большинстве случаев при необходимости сверления глухих отверстий предпочитают применять только сплошное сверление. Когда же необходимо просверлить сквозное отверстие очень большой относительной длины или сверлить детали из труднообрабатываемых материалов, применяют двустороннее сверление. На рис. 7 показана крупная стальная поковка, предназначенная для двустороннего кольцевого сверления, а слева от нее расположен высверленный стержень, полученный при сверлении подобной заготовки. На торце заготовки показана полость, превращаемая при кольцевом сверлении в стружку. Запроектированный технологический процесс глубокого сверления обычно оценивается по трем показателям:1) по производительности;2) по соответствию качества выполнения отверстия техническим требованиям на операцию;3) по общей стоимости изготовления детали с глубоким отверстием. Перечисленные дефекты, кроме эллиптичности, являются следствием уводов сверла от заданного направления. Под уводом оси отверстия в данном сечении или на торцах заготовки после сверления (растачивания) понимают отклонение оси полученного отверстия от оси отверстия, намеченного чертежом. На рис. 8 показаны детали с правильно просверленным отверстием (рис. 8, а) и отверстиями с дефектами, полученными при глубоком сверлении (рис. 8, 6-8, и). При выполнении любой технологической операции могут быть получены дефекты, в ряде случаев приводящие к неисправимому браку. Дефекты, которые могут сопровождать операцию глубокого сверления, весьма разнообразны и им поэтому посвящен следующий параграф данной главы. От качества сверления, а следовательно, и от назначения припусков на последующие операции зависит дальнейший процесс обработки не только отверстия, но и всей детали в целом. Поэтому стоимость выполнения операции глубокого сверления необходимо рассматривать не изолированно, а с учетом стоимости всей обработки детали.
5.3. Сверление. Сверление распространенный метод получения отверстий в сплошном материале. Каким методом можно получить отверстие всплошном металле
5.3. Сверление. Сверление распространенный метод получения отверстий в сплошном материале.
Т е м а 6. ОБРАБОТКА ОТВЕРСТИЙ. Содержание
ИНСТРУМЕНТЫ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
Leс_15_TKMiM_1АА_AD_LNA_08_12_2016
ЗЕНКЕРЫ Зенкep отличия зенкера от сверла
Ìåõàíè åñêàÿ îáðàáîòêà ñòàëè
Карусельные станки серии С52
Лабораторная работа 6
ПРОГРАММА ВСТУПИТЕЛЬНЫХ ИСПЫТАНИЙ
Рис. 1. Силы, действующие на резец
СОВРЕМЕННЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ
1.Зубчатая. 2.Ременная. 3.Реечная. 4.Цепная.
Методическая разработка
Металлорежущие инструменты. Введение
Руководство по использованию
ЗУБО- И РЕЗЬБООБРАБАТЫВАЮЩИЕ СТАНКИ
3 Объем дисциплины и виды учебной работы
Станок заточной модели ВЗ-384
Механическая обработка
ПР 1 Расчет сил резания при точении
Механическая обработка Weldox и Hardox
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
Т е м а 8. ЗУБОФРЕЗЕРОВАНИЕ. Содержание
Т е м а 4. РЕЗЬБОНАРЕЗАНИЕ
Пояснительная записка
Программа презентации
Организация деятельности токаря
Перечень практических работ
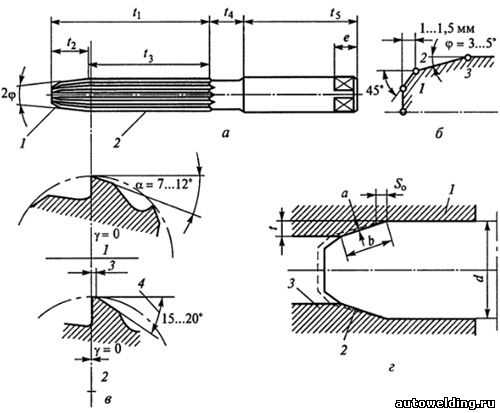
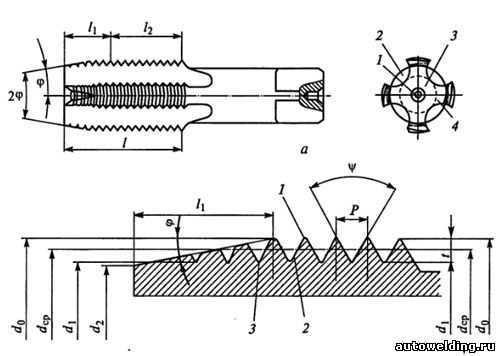
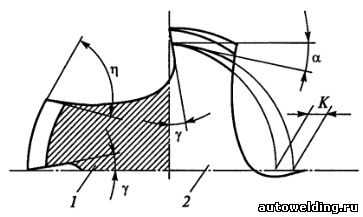
Инструменты для обработки отверстий
Практическая работа 3
ОБРАБОТКА МАТЕРИАЛОВ И ИНСТРУМЕНТ
Оглавление. Предисловие...9 Введение...11
ОБРАБОТКА ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ И ЦЕНТРОВАНИЕ
§ 1. Виды, требования и способы обработки отверстий
Отверстия делятся на сквозные и глухие. Первые обрабатываются на проход, вторые — на определенную глубину. По форме поверхностей цилиндрические отверстия бывают гладкие, ступенчатые, состоящие из участков разных диаметров, и с канавками. Отверстия, длина которых превышает 5—6 диаметров, называют глубокими. Для создания определенного характера соединения с валом отверстия выполняются с определенной точностью по размерам, форме, взаимному расположению поверхностей и чистоте обработки согласно техническим требованиям рабочего чертежа. На токарных станках отверстия обрабатывают сверлением, рассверливанием, растачиванием, зенкерованием и развертыванием. Каждый из указанных способов характеризуется определенной точностью обработки и, следовательно, применяется в зависимости от требований, предъявляемых к точности выполнения отверстия. § 2. Сверление и рассверливание отверстий
1. Назначение и применяемые инструменты. Сверлением выполняют отверстия в сплошных заготовках с точностью до 5-го класса и чистотой до 3-го класса. Рассверливанием увеличивают диаметр предварительно просверленного отверстия и повышают его точность и чистоту примерно на один класс. В качестве режущих инструментов для рассматриваемых способов обработки отверстий преимущественно используются спиральные сверла. В некоторых случаях применяются сверла для глубокого сверления. 2. Спиральные сверла. Конструкция сверла. Спиральное сверло представляет собой двузубый режущий инструмент, состоящий из трех основных частей: рабочей части, шейки и хвостовика (рис. 65). Рабочая часть в свою очередь делится на режущую и направляющую части. На рабочей части сверла (рис. 66, а) выполнены две стружечные канавки, винтовая форма которых облегчает выход стружки 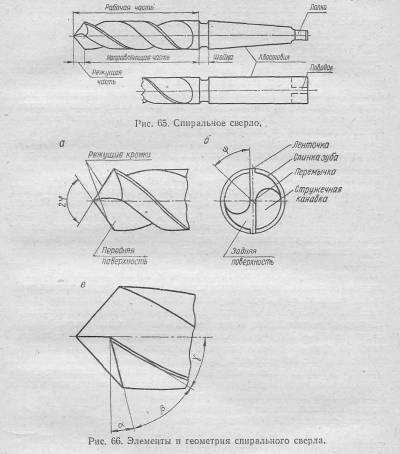
Основные понятия о процессах обработки отверстий и режущем инструменте, используемом на сверлильных станках

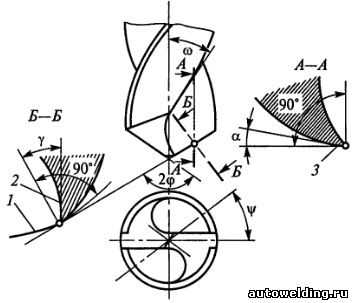

Таблица 2.10. Углы при вершине сверла
Таблица 2.11. Задние и передние углы сверла
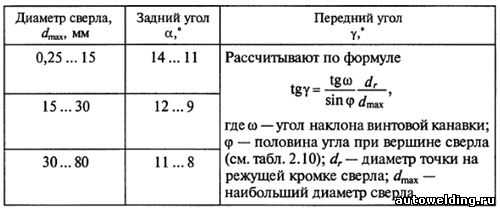
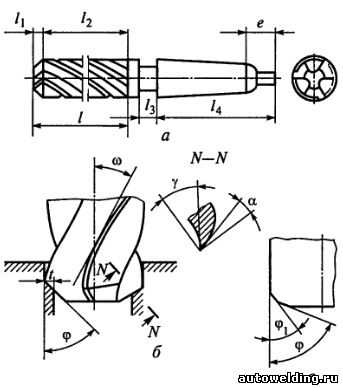
Таблица 2.12. Передние углы зенкеров
Таблица 2.13. Угол режущей части (заборного конуса) зенкера
Таблица 2.14. Угол наклона ω для разверток с винтовыми канавками
Таблица 2.15. Угол конуса заборной части разверток
Сверлильная обработка. Обработка резанием, метод и процесс сверления.
Метод обработки резанием – сверлильная обработка
Особенности процесса сверления
Обработка отверстий: сверление, развертывание, зенкование
Сверление
Зенкерование
Наиболее распространенные и часто используемые зенкера:
Зенкование
Получение отверстий сверлением - Энциклопедия по машиностроению XXL
Получение отверстий. Сверление отверстий в плоском стекле производят на любом сверлильном станке или ручной дрелью при помощи победитового четырехугольного сверла, заточенного лопаточкой . Место сверления смачивают скипидаром, а для ускорения процесса сверления подают к этому месту абразивный материал. Марка материала зависит от размера отверстия, сорта стекла и его толщины. Обычно применяют наждак 230. В литых пробках можно таким же образом сверлить отверстия, помещая пробки в специальные деревянные подставки. Для получения отверстий в полых изделиях из стекла применяют латунные трубчатые сверла с прорезями. Прорези служат для прочистки и удаления высверленного стекла. При сверлении стекла не следует держать сверло все время плотно прижатым к стеклу, а надо совершать ритмичные движения подъема и опускания сверла, чтобы обеспечить доступ свежих порций абразива. Для точности работы полезно наклеить на стекло картонный шаблон с отверстиями в месте сверления.
[c.68]
Глава IV ОБРАБОТКА ОТВЕРСТИЙ 20. Получение отверстий сверлением
[c.61]
Примечание. Для получения отверстий 2, 3 и 4-го класса точности после сверления следует проводить последующую обработку зенкерование, развертывание и протягивание.
[c.351] Рис. 3. Отверстия, полученные двумя сверлениями
Получение отверстий большой длины - Глубокое сверление
Получение отверстий большой длины 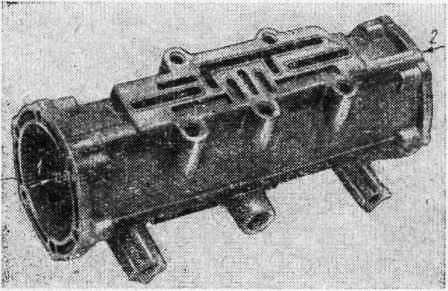
Читать далее:
Дефекты обработки глубоких отверстий Статьи по теме:
pereosnastka.ru