
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
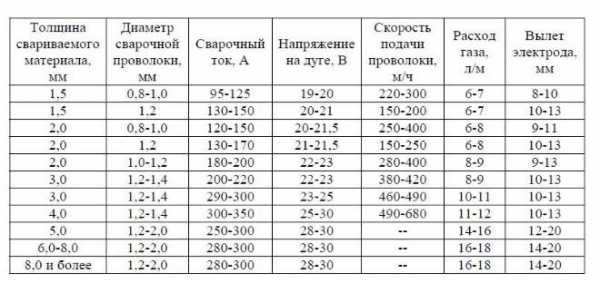
Принято считать, что если у стержня присадочного материала нет защитного покрытия, то требуется использовать дополнительную газовую защиту. В большинстве случаев это и есть так, но существует проволока для сварки без газа, которая имеет в своем составе все необходимые вещества, чтобы оградить дугу от негативного влияния внешних факторов. Это могут быть деоксидирующие и шлакообразующие элементы, которые помогают шву сохранять свой первоначальный состав и не впитывать из атмосферы водород и кислород. Одной из таких разновидностей является проволока сварочная флюсовая. У нее внутри стержня располагается сердечник, в котором располагаются все вышеперечисленные элементы. Свое название она получила благодаря наличию дополнительного флюса, так что его также можно не применять во время сваривания. Сварочная проволока для полуавтоматов без газа Сварочная проволока для полуавтоматов без газа может подходить и для автоматических аппаратов. Ведь здесь не требуется точный контроль человека, а все может проходить без его участия. Также тут меньше проблем возникает с хранением, так как расходный материал лучше защищен от воздействия внешних факторов. Для сваривания данными материалами следует использовать не плавящиеся вольфрамовые электрода для аргонодуговой сварки. Несмотря на более высокую стоимость присадочной проволоки, здесь получается экономия на использовании защитного газа. При этом условия проведения сварки становятся более безопасными. Вольфрамовые электрода для аргонодуговой сварки Принцип создания защиты здесь построен следующим образом. Когда проволока расплавляется, то под действием температуры флюс начинает испарять. В это же время он образует защитный пузырь, который обладает большой устойчивостью. На него не влияют воздушные потоки, так что даже при использовании на открытом воздухе с ней не возникнет больших проблем. Проволока для сварки полуавтоматом без газа обладает следующими преимуществами: Существует несколько разновидностей, которые имеют различные виды сердечника, а также сферы предназначения, в зависимости от металла, для сваривания которого они созданы. Сварочная проволока без углекислоты бывает: Проволока для полуавтомата для сварки без кислоты обладает повышенными свойствами сваривания. Это относится практически ко всем разновидностям, вне зависимости от сорта металла. Естественно, что очень сложные варианты, которые требуют серьезной защитной поддержки, такими способами не свариваются, но низколегированные и низкоуглеродистые стали дают высокое качество сварки. Наплавленный металл обладает высокой пластичностью за счет содержания деоксидирующих элементов, которые не позволяют примешиваться в сварочную ванну посторонним веществам. Таким образом, в соединении будет только состав проволоки и основного металла. Проволока для сварки полуавтоматом без кислоты Как правило, в проволоке отсутствует хрупкость из-за низкого содержания углерода, иначе ее нельзя было бы формировать в бухты и сгибать для более удобного использования. Материал отлично противодействует химическому загрязнению, но при этом здесь требуется соблюдать чистоту поверхности, особенно, если речь идет об автоматической сварке. Относительное удлинение здесь находится на среднем уровне, так как при различных температурах наплавленный шов может менять свои размеры, примерно, на четверть. Достаточно часто в производстве встречается такая марка, как Е71Т-1. На ее примере можно рассмотреть характеристики, которыми обладает проволока для полуавтомата без газа: Параметр Предел прочности, (МПа) Предел текучести, (МПа) Удлинение относительное, % Удар надрез KV при 0, градусов Цельсия 480 400 22 47 580 490 27 120 При выборе нужно обращать внимание на содержание углерода. Чем его меньше, тем проволока будет мягче и пластичнее. Здесь редко бывает высокое содержание, но даже небольшие отклонения в несколько сотых долей процента будет иметь большое влияние на свойства. Это также влияет и на повышение электрического сопротивления. Вредными примесями считаются фосфор и сера, так что нужно предельное низкое их содержание в проволоки. Ведь несмотря на отсутствие примесей из внешней среды, внутренние проблемы с составом могут оказать негативный эффект. Они снижают пластичность и повышают хладноломкость. В сочетании с углеродом негативный эффект только увеличивается. Никель повышает ударную вязкость, тогда как другие легирующие элементы ее снижают. «Важно! За счет содержания флюса внутри проволоки, при одинаковом диаметре с безфлюсовыми марками, они будут иметь меньшее количество наплавленного металла.» Марка проволоки Сфера применения Для сваривания низколегированных сталей со средним содержанием углерода FW12100 Для сваривания низкоуглеродистых сталей с низким уровнем легирования Универсальная марка, которая подходит для всех пространственных положений Для сваривания низколегированных сталей со средним содержанием углерода Проволока для сварки без газа флюсовая производится в различных вариантах диаметра. Для каждого из них требуются свои настройки оборудования. В основном, сварка происходит при следующих параметрах: Величина диаметра, мм Ток постоянный, полярность обратная, А 1 18…30 1,6-2 21…35 3 25….40 4 40…50 5 50…80 6 80…125 На современном рынке чаще всего встречается продукция таких компаний как: svarkaipayka.ru Чтобы заняться электросваркой при ремонте кузовов автомобилей, помимо углекислотного сварочного полуавтомата, нам понадобится сварочная проволока и защитный газ. Рассмотрим эти важные аксессуары подробнее. Сварочная проволока продается в специализированных магазинах в виде так называемых «евробобин» массой около 5 кг. Эти бобины универсальные, и подходят к любому полуавтомату. Проволока стальная, омедненная. Чаше всего используют проволоку диаметром 0,8 мм, иногда 0,6 мм. Медь служит для защиты от коррозии, для увеличения электропроводности. А также в качестве своеобразной смазки для улучшения скольжения проволоки в подводящем канале. Сварочная проволока из нержавеющей стали или из алюминия может продаваться в виде небольших катушек массой 0,2 кг. Для перехода с одного диаметра сварочной проволоки на другой проводят простейшую переналадку подающего устройства и замену медного наконечника в сварочной горелке. Проволока диаметром 0,6 мм предназначена для сварки самого тонкого металла кузовов автомобилей. Лично мне встречалась только импортная, а проволока диаметром 0,8 мм бывает и отечественного производства. Отечественная проволока для углекислотного сварочного полуавтомата называется СВ08Г2С — с легируюшими добавками, или СВ08ГС без них. Сварка будет успешной при использовании любой проволоки, независимо от ее диаметра и производителя. При условии, что она будет омедненной, и не будет иметь загрязнений и ржавчины. Если вам нужно варить нержавейку и (или) алюминий, то вы можете купить и соответствующую проволоку. Помните, что сварка цветных металлов возможна только в среде инертного газа — аргона и имеет некоторые отличия в выборе сварочного тока и скорости подачи проволоки. Существует проволока для сварки без использования защитного газа. Такую проволоку могут называть флюсовой или самозащитной. Проволока для сварки без использования защитного газа сделана по технологиям порошковой металлургии. Есть сварочные полуавтоматы, предназначенные для работы только с ней, хотя в продаже они встречаются довольно редко. Сварка в этом случае ведется током прямой полярности — «минус» на горелке и «плюс» на зажиме. Проволока эта дороже обычной, а сварные швы выглядят не так красиво, как при сварке обычной проволокой в среде защитного газа. Многие импортные полуавтоматы предназначены для работы с малогабаритными газовыми баллонами и имеют соответствующие крепления для них на задней панели. В этих баллонах может быть углекислый газ, аргон или их смесь. Использование углекислотного сварочного полуавтомата с такими баллонами очень удобно, но не практично. Баллоны эти довольно дороги. Имеют малый объем и быстро становятся пустыми. Поэтому лучше всего использовать стандартные отечественные баллоны для углекислотного сварочного полуавтомата объемом 40 или 20 литров. Они выкрашены в черный цвет и содержат до 25 и 12 кг жидкой углекислоты соответственно под давлением около 70 кг/см2. Баллонов этих хватит надолго, и проблем с их перезарядкой нет никаких. В больших городах найдется много фирм, торгующих техническими газами. Там вы можете купить уже заправленный углекислым газом баллон. А потом только обменивать пустой на заполненный. Углекислотный газовый баллон — это сосуд высокого давления, подвергаемый техническому освидетельствованию с периодом один раз в пять лет. Об этом факте сообщает клеймо с датой следующего освидетельствования в верхней части баллона чуть ниже вентиля. Ваша задача — не взять «просроченный» баллон. Углекислый газ бывает техническим и пищевым. Основное отличие между ними — в пищевом большее содержание водяных паров. Подойдет любой из них, но предпочтение стоит отдавать техническому. Очень удобен баллон на 20 литров. Перетаскивать его под силу и в одиночку. А перевозится он в положении лежа на заднем сиденье легковушки. Редукторы для углекислотного сварочного полуавтомата продаются в специализированных магазинах сварочного оборудования. Назначение редуктора — понизить высокое давление газа, находящегося в баллоне, до рабочего. Пригодного для ведения сварочных работ. Редуктор, предназначенный для углекислого газа, имеет корпус черного цвета и манометр, показывающий давление газа и его расход в литрах в минуту на выходе. Подойдет также и кислородный редуктор. У него два манометра, информирующие о давлении в баллоне и на выходе редуктора, а корпус голубого цвета. Корпус применяемого редуктора по цвету должен совпадать с цветом баллона. Улекислотный баллон А, вентиль Б и редуктор с манометром Д. На выходе редуктора Е виден штуцер (ерш), к которому припаян переходник. В — накидная гайка. Г — регулятор давления газа на выходе редуктора. Ж — аварийный клапан. К вентилю Б углекислотного баллона редуктор присоединяется через паронитовую прокладку с помощью накидной гайки В под ключ на 32 мм. Вращением рукоятки Г устанавливается давление (расход) газа. Необходимое для работы углекислотного сварочного полуавтомата. Вращение рукоятки по часовой стрелке увеличивает давление (расход) углекислого газа на выходе редуктора и наоборот. На выходе редуктора имеется штуцер Е для подключения резинового шланга внутренним диаметром 6 или 9 мм. Штуцер подсоединяется к редуктору накидной гайкой под ключ на 19 мм и имеет конусное уплотнение. У некоторых полуавтоматов для подключения к редуктору имеется полипропиленовая трубка и переходник для ее подсоединения к тонкому шлангу. По материалам книги «Кузовной ремонт в гараже. Рихтовка, сварка, шпатлевка, окраска».Шкунов И.В. Похожие Статьи : auto.kombat.com.ua Нержавеющая сталь – это материал, представляющий собой низкоуглеродистую сталь с добавлением хрома. Полученный сплав имеет высокую стойкость к кислотной среде и повышенную антикоррозийную стойкость. Несмотря на все преимущества, такой состав имеет один недостаток – для получения качественных сварных швов нужно соблюдать все технические требования выбора материалов и технологии сварки. Сварку нержавейки можно упростить, используя полуавтоматическую сварку и подходящую для этих целей проволоку. В этой статье вы узнаете как варить нержавейку полуавтоматом. Мы рассмотрим какие нужно выбирать материалы, техническую схему, настройку аппарата и другие нюансы. Первое, с чего нужно начинать это сварочная проволока. Материал должен быть идентичен свариваемому металлу, поэтому обычная проволока для полуавтомата нам не подойдет. Ее можно использовать, но такое соединение будет некачественным и легко поддающимся коррозии. Для работы со сплавом стали и хрома существуют два основных вида материала: Проволока для сварки нержавейки полуавтоматом без порошка, используется в стандартном наборе: проволока + газ. Для работы с таким материалом можно использовать обычную углекислоту или смесь аргона и углекислоты. Про газ мы поговорим дальше. Второй вариант, представляет собой более дорогой материал, основное преимущество которого – наличие защитного слоя. Это означает, что при сваривании деталей вам не нужно использовать защитный газ. Порошковый слой создает барьер, который препятствует попаданию воздуха в сварной участок. Материал используется чаще всего в домашних условиях в промышленных масштабах из-за дороговизны материала предпочитают связку проволока + газ. Размеры проволоки бывают от 0.13 до 6 мм, при этом для ручной или домашней сварки используется проволока толщиной около 1 миллиметра. Более толстая проволока предназначена для работ на производстве, с использованием мощных полуавтоматических сварных систем. Работа с обычной нержавеющей проволокой подразумевает использование защитного газа. Без него сварное соединение будет окисляться, плавящийся метал начнет разбрызгиваться и получить нормальный шов будет невозможно. Существуют следующие виды газа: Далее, рассмотрим принципы работы связки – полуавтомат, нержавеющая проволока и углекислый газ, как самый распространенный вариант из существующих. Процесс состоит из нескольких этапов: предварительная подготовка, сам процесс сваривания и пост обработка. Сварка нержавеющих металлов может быть выполнена следующими способами: Перед тем, как варить нержавейку, ее нужно тщательно подготовить, в противном случае можно не рассчитывать на качественное и ровное соединение. Сварные участки нужно: После первичной подготовки металла нужно определиться с выставлением зазоров и настройкой полуавтомата. В представленной ниже таблице, вы найдете подходящие настройки для вашего типа соединения, толщины металла и диаметра проволоки. Режимы полуавтоматической сварки в среде защитных газов Простейшие сварочные полуавтоматы имеют следующие настройки: скорость подачи проволоки, сварочное напряжение и регулировку индуктивности. Напряжение мы выбираем исходя из представленных показателей, скорость подачи проволоки позволяет регулировать образование шва, исходя из ваших способностей. Индуктивность влияет сразу на несколько параметров, изменяя этот показатель мы можем регулировать глубину провара, жесткость дуги и форму шва. Чем меньше индуктивность, тем дуга холодней, провар получается более глубоким, а валик маленьким и наоборот. Чем выше индуктивность, тем более широким становится валик и провар уменьшается. Чтобы в процессе сваривания нержавейки не возникло трудностей, следуйте этим советам: При сварке нержавеющей стали полуавтоматом на шве могут появиться всевозможные дефекты, поэтому деталь можно дополнительно обработать. Для этого нужно воспользоваться молотком и гладилкой. Чаще всего дефектами являются пузыри. Их можно удалить постукивая по нему от края детали в сторону пузыря. Если такой способ не помог, можно попробовать нагреть участок с пузырем и постукивая от его края, выпрямить выпуклую часть шва. svarkagid.ru Ряд требований, предъявляемых к использованию порошковой проволоки для сварки без газа, сводится к правильному манипулированию сварщика электродом. Перемещение электрода должно быть максимально равномерным. Электрод должен передвигаться поступательно при сварке тонких листов металла. Если требуется сваривать толстые листы, то необходимо осуществление поперечных движений. Манипуляции сварщика электродом производятся в зависимости от его усмотрения. Схема полуавтоматической сварки проволокой без газа. Сварщик способен двигать электродом вперед, ставить его в положение перпендикулярно по отношению рабочей поверхности, уводить сварочный элемент назад. Выбор угла наклона производится в интервале от 5 до 20 градусов. Необходимо следить за диаметром сварной ванны, который должен составлять около 30 мм. Вышеизложенные условия требований являются обобщенными. Полярность проволоки при сварке полуавтоматом без газа: без газа (обратная полярность) и с газом (прямая полярность). Для каждого вида соединений металлических конструкций, например таких, как тавровое или угловое либо другие, предполагается наличие иных требований. В процессе сварочных работ обязательно берут во внимание и вид металла, необходимый в условиях сварки. без газа (обратная полярность) и с газом (прямая полярность). Поскольку осуществление ручной сварки с применением покрытых электродов может быть наиболее востребованным, то при создании шва осуществляется не только визуальный контроль, но и подача расплавленной проволоки вместе со специальными защитными материалами на участок сварки. Все эти качества присущи технологии сварки с использованием порошковой проволоки, не уступающей процессу сварки за счет флюса либо специального газа, который является защитным. Флюсовая сварка вызывает сложности при наличии преимуществ, связанных с выбором направления использования электродов. Вместе с тем осуществляется сварка за счет инертных газов, что может повлечь выход из-под контроля качества по причине влияния сквозняков либо ветров. Вернуться к оглавлению Проволока для сварки порошкового типа, имеющая электрод, включающий оболочку из металла, содержит сердечник порошковый. Оболочка выполняется с применением холоднокатаной ленты, имеющей особую мягкость. Различия в составе порошкового сердечника зависят от того, какое предназначение имеет проволока. Здесь можно отметить необходимость применения железного порошка рутилового и флюоритового концентрата, газо- и шлакообразующих присадок, а также защитных. В основном компоненты, которые входят в сердечник, являются диэлектрическими. Сварка осуществляется таким же способом, как и проведение сварочных работ с помощью электрода. Защитную оболочку из металла следует расплавить за счет сварного тока. Раскаленный металл, а также наличие электрической дуги позволяет расплавить материал сердечника. При выполнении многослойной сварки производят очистку рабочих поверхностей от отложений шлаков предыдущего слоя перед покрытием новым слоем. Схема устройства сварочного полуавтомата. Производить сварочные работы с применением стандартных электродов не всегда является удобным. Все зависит от того, где расположено место проведения работ. Особенно трудно осуществлять сварку в условиях высоты и открытой местности. Признаки определенного дискомфорта становятся препятствием при формировании качественного соединения. Именно для обеспечения удобных условий в процессе сварки и создания качественного шва осуществлялась разработка расходного материала, который и представляет собой порошковую проволоку. С ее применением может быть выполнена сварка без создания специальных условий и газовой среды. Данный материал применяют при соединении различных сталей, которые могут быть как низколегированными, так и низкоуглеродистыми. Различается два его вида, которые применяются для простой и особой сварки. Проволока с особым назначением включает разные виды, которые позволяют: Вернуться к оглавлению Порошковая стальная проволока — это электрод, стальная оболочка которого заполнена набором защитных, деоксидирующих и шлакообразующих присадок. Важный компонент материала — это порошок железный, марка которого определяет уровень его содержания в общем объеме. Содержание рутила с концентратом флюорита составляет до 60%. Выбор присадок осуществляется с учетом содержания важных веществ в процентах. Характеристики присадок и их область использования должны полностью соответствовать характеристикам электрода для сварки. Таблица режимов сварки полуавтоматом. Порошковая проволока может отличаться присутствием компонентов, обеспечивающих стабильность дуги даже без условий газовой среды. Она имеет конструкцию, которую отличает минимальный набор оборудования, а условия ее применения исключают использование редуктора, газовых баллонов и т.д. Если расплавка сердечника из стали происходит достаточно быстро, то это связано с наличием повышенного электрического сопротивления. При этом формирование качественного шва происходит за достаточно небольшой интервал времени. Порошковая проволока имеет преимущества, позволяющие применять ее, не нанося вред глазам, даже в том случае, если они не защищены специальными средствами. Соединение не вызывает разбрызгивания металла, оно получается ровным и качественным. При выполнении сварочных работ необходим тщательный контроль. Производителями рекомендуются определенные режимы сварки, которые очень важно соблюдать. Вернуться к оглавлению Порошковую проволоку газозащитного типа используют для сварки на автоматах и полуавтоматах. Сварку производят при наличии инертного газа. Среди важных характеристик порошковой газозащитной проволоки выделяют: Материал для сварки самозащитного типа применяется для различных работ на открытом участке. Сердечник содержит необходимые защитные элементы. Вместе с тем в процессе проведения сварочных работ пользоваться инертным газом не обязательно. Удобство сварки за счет порошковой проволоки самозащитного типа сводится к отсутствию необходимости в дополнительном оборудовании. Благодаря этому устройству для сварки придается компактная форма конструкции. Порошковую проволоку реализуют по цене, зависящей от ее размеров, назначения и т.д. Вернуться к оглавлению Формы оболочек порошковой проволоки. Специфика конструкции самозащитной проволоки позволяет вести сварочные работы в положении снизу. Для некоторых случаев сварку проводят вертикально. Объяснением этому является соответствующий объем ванны для сварки. Какая-либо модель данного материала может быть выбрана согласно ее характеристикам, в соответствии с режимом работы оборудования для сварки. Важным преимуществом является возможность применения такой проволоки с целью создания шва в конструкции из определенной марки стали. В целом процесс сварки не связан с образованием шлака в большом количестве, поры при этом полностью отсутствуют. Порошковая проволока является оптимальным вариантом, позволяющим осуществлять работу на открытом воздухе. Влияние сквозняков и ветра является незначительным для создания качественного соединения. Вместе с тем параметры создаваемых швов за счет порошковой проволоки уступают качественным характеристикам таких видов сварки, как газовая либо электродная. Осуществление выбора порошковой проволоки связано с тем, что учитываются не только ее технические характеристики, но и размер диаметра, который должен быть не меньше 2,3 мм. Если изделие имеет меньшее сечение, то оно применяется с целью соединения металлических конструкций с наименьшей толщиной. Для проведения сварочных работ обычно применяют специальный сварочный аппарат, который является шланговым автоматом или полуавтоматом, предусматривающим отсек для мотка с проволокой. Ее крепление осуществляется с использованием фиксатора в рукоятке, а подача проволоки осуществляется за счет специального шланга. Это позволяет поддерживать стабильную дугу и полностью расплавить содержимое сердечника. expertsvarki.ru Считается, что при отсутствии защитного покрытия у стержня присадочного материала, нужно пользоваться дополнительной газовой защитой. В основном такое утверждение является верным, но в магазинах есть проволока для сварочных работ без газа, состоящая из всех необходимых компонентов для защиты дуги от неблагоприятного действия внешней среды. К таким компонентам относят шлакообразующие и деоксидирующие вещества, способствующие сохранению начального состава шва без поглощения им кислорода и водорода. Стоит обратить внимание на сварочную флюсовую проволоку, внутри стержня, которой находится сердечник со всеми компонентами. Проволока стала называться так из-за наличия добавочного флюса, который не нужно использовать при сварке. Сварочной проволокой без газа, предназначенной для полуавтоматов, можно пользоваться в сварке автоматических устройств, где не нужен человеческий контроль. Также здесь будет меньше трудностей с хранением из-за лучшей защиты расходного материала от влияния внешних факторов. При сварке такими материалами нужно брать вольфрамовые электроды, которые не плавятся. Независимо от высокой цены присадочного материала, на применении защитного газа удается сэкономить. Также повышается безопасность сварочных условий. Во время расплавления проволоки начинается испаряться флюс от температурного воздействия, в результате чего формируется защитный пузырь, который устойчив к действию потоков воздуха. Имеется несколько вариантов проволоки, отличающиеся типом сердечника. Исходя из типа металла, для которого они сделаны. Проволока для сварки без углекислоты может быть: • с сердечником из флюса. Изделия предназначены для обработки сталей, содержащих малый объем углерода и обеспечивающих качественные соединения в любом расположении; • с сердечником из флюса. Проволока предназначены для сварки сталей, содержащих малое количество углерода, характеризующихся высшим уровнем наплавки; • с сердечником из флюса для работы с низколегированными сталями; • из металла с сердечником порошкового типа для работы с низкоуглеродистыми сталями; • с порошковым сердечником из металла. Используется в обработке низколегированных сталей. К основным преимуществам проволоки для сваривания полуавтоматов без газа относится: • создание открытой дуги, что обеспечивает контроль соединительного процесса; • отсутствие вредных примесей в составе шва; • снижение перечня применяемого оборудования; • повышение безопасности работ; • поддержание разных положений в пространстве. В условиях современного рынка наиболее популярными являются изделия от компаний Elementi, Форте и Барс. У всех разновидностей проволоки для сварки без углекислоты имеются высокие характеристики. Для более сложных типов требуется серьезная защита, при этом стали с низким легированием и содержанием углерода отличаются качественной сваркой. Основной характеристикой наплавленного металла является высокий уровень пластичности, что обеспечивают деоксидирующие вещества. Они не дают другим компонентам примешиваться к сварочной ванне. Поэтому в соединении присутствует основной металл с проволочным составом. В низкоуглеродистой проволоке нет хрупкости, поэтому ее легко удается сгибать и сворачивать в бухты. При действии различных температур могут меняться размеры наплавленного шва из-за среднего относительного удлинения. Проволока устойчива к химическим загрязнениям, но поверхность нужно держать в чистоте (особенно при автоматическом сваривании). Основным типом проволоки при работах с низколегированными сталями со средним уровнем углерода является марка Forte Е71Т-1 с пределом прочности 480-580 МПа, относительным удлинением 22-27%, пределом текучести 400-490 МПа и другими параметрами. Для сварки низкоуглеродистых сталей с низким содержанием легирования применяется марка FW 12100, при обработке низколегированных материалов со средним уровнем углерода подходит проволока Барс-71, а марка Elementi 770 является универсальной и подойдет для любых положений в пространстве. Выбирая марку проволоки, нужно учитывать содержание углерода. Материал будет более пластичным и мягким с его низким содержанием. От этого также зависит увеличение электросопротивления. В проволоке должно быть минимальный объем серы и фосфора, примеси которых читаются вредными, даже при отсутствии которых неблагоприятное действие может оказываться из-за внутренних трудностей с содержанием. Они будут увеличивать ломкость от низких температур, и уменьшать пластичность материала. На повышение ударной вязкости оказывает действие никель, а от легирующих веществ этот показатель будет снижаться. Диаметр сварочной флюсовой проволоки без газа может быть разным, при этом для каждого размера необходимы индивидуальные настройки агрегата. Как правило, для сварки проволокой диаметром 1 миллиметр постоянный ток с обратной полярностью равны 18 и 30 А, для 1,6-2 мм материала – 21, 35 А, для 3 мм – 25 и 40А, для 4 мм – 40 и 50 А, для 5 мм – 50 и 80А, для 6 мм – 80 и 125А. svarkagid.comПрименение проволоки в сварочных работах без газа. Проволока для полуавтомата без углекислоты
Сварочная проволока для полуавтоматов без газа,углекислоты


Преимущества
Разновидности
Физико-химические свойства

Технические характеристики марок
Минимальное значение Максимальное значение Особенности выбора
Популярные марки
Forte E71T-1 Elementi 770 Барс-71 Особенности сварки
Популярные фирмы
Принадлежности для углекислотного сварочного полуавтомата, проволока
Принадлежности для углекислотного сварочного полуавтомата, сварочная проволока. евробобина, углекислотные баллоны и редукторы.
Баллоны для углекислотного сварочного полуавтомата.
Редукторы для углекислотного сварочного полуавтомата.
Сварка нержавейки полуавтоматом в среде углекислого газа

Проволока для сварки нержавейки
Выбор газа

Технология сварки нержавеющей стали в среде углекислого газа
Подготовка металла
Техническая схема сварки
Исправление дефектов
Порошковая проволока для сварки без газа
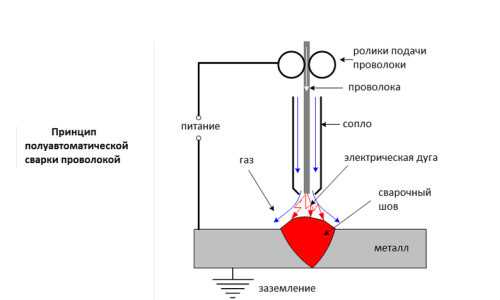
Какие требования следует выполнять, применяя порошковую проволоку?
Как применяют порошковую проволоку при сварочных работах без газа?
Какую конструкцию имеет проволока стальная порошковая?
Как используется газозащитная и самозащитная проволока?
Как правильно проводится сварка порошковой проволокой без газа?
Применение проволоки в сварочных работах без газа


Виды используемых материалов
Физико-химические характеристики

Выбор необходимой марки










