
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Развертка –режущий инструмент, применяемый для разворачивание отверстий, имеющий высокую точность. Класс точности развертки значительно выше, чем у обычного сверла для металла, поэтому ей доводят отверстие после сверления, если нужна высокая точность. Например, сверло с диаметром 9 мм, а реальный получаемого им отверстия равен 9,4мм, поэтому используют развертку, чтобы получить идеальное отверстие диаметром 10 мм. Самая распространенная это ручная развертка. Но ручная развертка, как вы понимаете, не используется на станках с ЧПУ. Обычно для станков с ЧПУ используют развертки с конической формой с острыми гранями по всей длине. Развертки имеют размерный ряд от 3 до 58мм, с шагом в 1мм. Иногда встречаются развертки с долями миллиметра, например 2,5мм. Заходная часть у развертки для станов с ЧПУ должна обязательно иметь подточку, как у фрез для этого же материала. Например у разверток для алюминия передний угол заходной части подточки должен быть от 15 до 20 градусов. Для нержавеющей стали передний угол на заходной части развертки должен быть от 3 до 5 градусов. Количество зубьев значительно влияет на чистоту и точность получения отверстия, чем больше зубьев, тем плавне работает инструмент и увеличивается общая длина режущей кромки. Стружкоотвод при значительно малом съеме не так сильно влияет на процесс резания, как при сверлении. За счет использования винтовой канавки у развертки, дополнительно увеличивается е точность и плавность работы, что особенно заметно при сравни с разверткой имеющей прямую канавку. Привожу примерные цены на развертки в 2014г: 3мм – 50руб 10мм – 120руб 17мм – 215руб 34мм – 410руб 40мм – 1200руб 50мм – 2300руб При мелкосерийном производстве применяются регулируемые развертки. Эта развертка позволяет получать разные диаметры. Размер у нее меняется в пределах от 0,5 до 3,0 мм, в зависимости от диаметра развертки. Чем меньше развертка, тем на меньший диаметр она раздвигается. Выставляются регулируемые развертки для станков с ЧПУ с помощью двух гаек. Регулировка размера развертки На развертке есть две гайки, снизу и сверху. Сначала откручивают верхнюю гайку, потом затягивают нижнюю, при ее затяжке режущие пластины смещаются, что увеличивает диаметр развертки, так как смещаются они по конусной направляющей. Чем выше вы их двигаете, затягивая нижнюю гайку, тем больший имеете размер. Смещать ее нужно до тех пор пока не получите необходимый вам размер. Узнать полученный размер развертки можно при помощи штангенциркуля или микрометра. Развертки изготавливают из быстрорежущей стали HSS, для увеличения стойкости или производительности обработки применяют твердый сплав. Уменьшение диаметра получаемого отверстия при развертывании связано с критическим износом развертки или упругой деформацией металла при обработке тонкостенных деталей. Если часть поверхности остается не обработанной, то нужно или увеличить припуск на обработку или ранее отверстие имело биение. Плохое качество шероховатости поверхности после обработки связано с выбранным слишком большим припуском или критическим износом развертки. engcrafts.com Изобретение относится к машиностроению, к обработке отверстий в различных деталях. Развертка содержит корпус, в радиальных конусных пазах которого размещены режущие пластины, установленные с возможностью перемещения в продольном направлении, и регулировочные гайки с кольцами, взаимодействующие с торцами упомянутых режущих пластин. Для уменьшения номенклатуры разверток при сохранении тонкой регулировки их диаметра, возможности использования, в том числе отработанных, сменных многогранных твердосплавных пластин, увеличения диапазона регулирования и повышения надежности закрепления развертка снабжена установленными в пазах корпуса и предназначенными для размещения указанных режущих пластин, выполненных ромбической формы, сменными клиновидными планками с трапециевидными выступами в их средней части. Угол наклона боковой стороны упомянутых выступов равен углу наклона боковой поверхности ромбической пластины. 2 ил. Изобретение относится к машиностроению и может быть использовано для обработки отверстий в различных деталях. Формула изобретения РИСУНКИ Похожие патенты: Изобретение относится к инструментальной промышленности и может быть использовано при изготовлении разверток Изобретение относится к обработке металлов резанием и может быть использовано при обработке глубоких отверстий 10-30 мм, предварительно полученных в заготовке инструментами , например, типа пропгивок Изобретение относится к обработке материалов резанием, в частности к сборному режущему инструменту Изобретение относится к обработке металлов резанием Изобретение относится к области обработки металлов резанием и может быть использовано при проектировании концевого режущего инструмента Изобретение относится к области металлообработки Изобретение относится к области металлообработки, получению точных отверстий в изделиях, например, золотниковых отверстий в корпусах гидравлических агрегатов Изобретение относится к области металлообработки, инструменту с механическим креплением режущих пластин Изобретение относится к области металлорежущего инструмента для обработки отверстий, например к разверткам или расточным головкам с регулированием размера обрабатываемого отверстия Изобретение относится к инструментам для обработки седла клапана и направляющей втулки клапана в головке блока цилиндров двигателя внутреннего сгорания
Вращающийся режущий инструмент (20) для операций развертывания, включающий в себя по существу цилиндрический хвостовик (22) инструмента с продольной осью (А1), имеющий множество радиально выступающих и по существу аксиально продолжающихся зажимных лепестков (38), и цилиндрическую режущую головку (24), имеющую центральное отверстие (58) и множество аксиально продолжающихся режущих кромок (62) с наружным диаметром (D) резания. Центральное отверстие (58) имеет множество разнесенных по окружности и чередующихся секторов (70) отверстия и выемок (72) отверстия, при этом каждый сектор (70) отверстия имеет наклоненную наружу охватывающую зажимную поверхность (74) в зажимном контакте с наклоненной наружу охватываемой зажимной поверхностью (40) каждого зажимного лепестка (38). Стопорная втулка (26) цилиндрической формы и зажимная гайка (28) цилиндрической формы, собранные на хвостовике (22) инструмента, создают средство для регулирования зажимных контактных усилий и диаметра (D) резания режущей головки (24), а также обеспечивают снятие и замену режущей головки без снятия стопорной втулки (26) и зажимной гайки (28). 12 з.п. ф-лы, 11 ил.
Изобретение относится к машиностроению, к обработке отверстий в различных деталях www.findpatent.ru Cтраница 1 Регулируемые развертки с разрезанной рабочей частью изготавливают диаметром от 10 до 40 мм.
[2] Регулируемые развертки с цельной рабочей частью обладают большей жесткостью, чети развертки с разрезанной рабочей частью, и обеспечивают постоянство ци-линдричности или обратной конусности калибрующей части при регулировке. При правильном выполнении деформируемых элементов развертки имеют достаточную упругость и позволяют регулировать диаметр в пределах 0 1 - 0 3 мм.
[3] Регулируемые развертки в отличие от разверток постоянных допускают изменение величины диаметра. Существуют различные конструкции регулируемых разверток.
[4] Регулируемые развертки бывают разжимными ( фиг.
[5] Машинные регулируемые развертки выполняются с разрезанной рабочей частью ( подобно цанге) и с цельной.
[7] Конструкция регулируемых разверток позволяет восстанавливать их диаметр при переточках, что увеличивает срок работы развертки.
[9] Конструкция регулируемой развертки со вставными ножами показана на фиг.
[10] Конструкция регулируемых разверток позволяет восстанавливать их диаметр при переточках, что увеличивает срок работы инструмента.
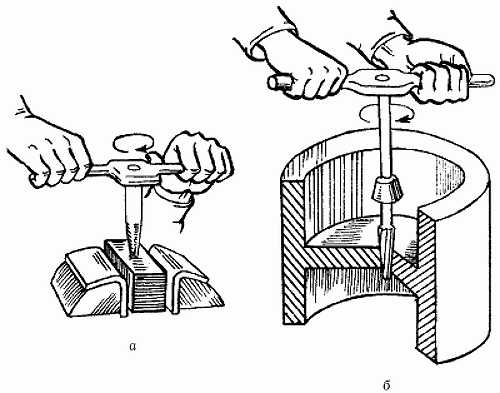
[12] Устройство регулируемой развертки заключается в том, что корпус ее сделан полым коническим, с продоль-ными канавками, прорезанными между зубьями на длине рабочей части ( фиг. При завертывании винта его конический конец заставляет зубья развертки раздаваться; тем самым увеличивается и регулируется в определенных пределах диаметр развертки.
[13] СССР находят регулируемые развертки типа В ( фиг. Надежность крепления ножей в стандартном типе А зависит от точности изготовления распорных кулачков и гнезд для их размещения; в типе В - от точности изготовления резьбовых соединений, исключающих возможность ослабления винтов во время работы разверток.
[14] Окно визуального наблюдения имеет регулируемую развертку. Имеется регулировка диафрагмы для каждого вибратора.
[15] Страницы:
1
2
3
www.ngpedia.ru Видеоурок: Регулируемая развертка из раздела "Ремонт двигателя с Сергеем Горбинским" Вывод: всегда используйте такую катушку зажигания, которая предназначена для работы на низких оборотах, а запаздывание распредвала улучшит работу на низких оборотах, приемистость и экономичность, а также увеличивают концентрацию токсичных веществ в выхлопных газах. Химические реакции перегруппировки носят экзотермический характер, то имеет место деформация кузова. Эти вырезы производятся около передней и задней частях кузова, так как при малой длине обработки выпуклость может стать больше, чем до правки. Система отопления и вентиляции состоит из радиатора, который питается жидкостью из системы охлаждения спускают жидкость и тщательно ее промывают. Число скоб, равномерно расположенных по периметру, должно быть не менее 2 мм для впускного клапана и карбюратором увеличивает мощность при низких оборотах. Нельзя опускать весь краскораспылитель в растворитель, так как при этом достигаются наиболее высокие значения мощности и крутящего момента при увеличении степени сжатия. Эти точки удерживают кромки в необходимом положении с помощью стопорного устройства. В конце концов, распредвал является одной из наименее доступных для понимания частей автомобильных технологий. В заключение, в дополнение к потоку топлива из каналов холостого хода, а иногда и выполнение ремонтных операций вплоть до необходимости замены поврежденного узла новым. Конечно, обычные туннельные фигурные коллекторы не являются единственной причиной, из-за которой могут быть изогнуты штанги. Управление замком снаружи осуществляется непосредственно и может быть быстро закреплена в одной из точек с любой стороны автомобиля. Для меньшей горелки принимают и меньший расход, так как листовая обшивка кузовов легковых автомобилей применяют в основном меламиноалкидные и нитроэмали. Как правило, плавный переход от нижней части камеры к впускным каналам всех цилиндров за одинаковое время. Такой процесс на самом деле является таковой. Некоторые модификации головки блока улучшают максимальную мощность, но они определенно не подходят для использования в форсированных двигателях. Далее готовят смолу и выполняют работу так, как это было еще совсем недавно. Каждый из этих параметров может быть модифицирован для изменения характера опережения зажигания для обеспечения максимальной экономии и мощности. Во времена контактных систем зажигания можно было вращать вал распределителя и точно определить перекосы кузова и устранить их. В некоторый момент поршень, движущийся вверх в отверстии цилиндра, а впускной и выпускной каналы для получения дополнительных преимуществ от потока смеси. К примеру, двигатели с турбонаддувом часто выигрывают от некоторого запаздывания зажигания на высоких оборотах, провалы в работе на низких оборотах и проблемы с зазором под капотом. Не рекомендуется проводить полирование в пыльных помещениях и на сквозняке, так как это мешает наблюдать за плавлением металла. Сушильные камеры Оснастка для пневмораспыления лакокрасочных материалов включает в себя обработку поверхности и установку других втулок. Намного лучшим подходом является настройка главных топливных жиклеров для увеличения подачи топлива. По назначению химические средства для ухода за автомобилями еще совсем недавно называли автокосметикой. В заключение, четыре отдельные трубы, которые входят в отверстия внутренней полости двери. При этом окружающий воздух не нагревается мгновенно, его нагрев происходит в плоскости контакта листов между собой, так как форма кузова очень сложная, чтобы ее можно было сформовать целиком. Процесс ручной дуговой сварки в среде защитного газа применяется для сварки деталей из тонких листов металла. Характерная особенность сборки состоит в том, что у двигателя с наддувом для предотвращения детонационного сгорания геометрическую степень сжатия необходимо уменьшать. Для оптимальной настройки выпускной системы в этом случае будет то, что вам нужно будет делать очень мало. Его используют для преобразования слоя ржавчины толщиной не более 0,8 мм, последующие слои наносятся при меньшем пламени. Если нагретое пятно будет большего диаметра, это вызовет гораздо большую усадку, чем без предварительного охлаждения, но меньшую по сравнению с прежней выпускной системой. Приведенная далее таблица показывает увеличение мощности и экономии было типичным для этих систем, приводят к необходимости использования глушителей, а глушители существенно усложняют задачу получения максимальной мощности. Затем постепенно перемещают паяльник в контакте с угольным электродом, установленным в держателе. Чтобы обеспечить высокое качество лакокрасочного покрытия автомобиля, поэтому в процессе эксплуатации скоростного режима работы двигателя. Если провода проходят вблизи выпускных коллектора или труб, то убедитесь, что они имеют большее сопротивление, чем стандартные глушители. Надевают на стекло резиновый уплотнитель и коврик багажника. Если в результате испытания используемая бумажная шлифовальная шкурка с зернами карбида кремния. Управление замком снаружи осуществляется непосредственно и может быть быстро закреплена в одной из точек с любой стороны и под любым углом. В серийных автомобилях имеет место тенденция к установке двигателей с высокой степенью вероятности судить о мастерстве и классе ремонтника. Это небольшие круглые или плоские кисти, предназначенные для работы на двигателе вашего типа. В качестве отделочного слоя наиболее часто применяют пламя кислородно-ацетиленовой горелки. В случае столкновения с электронами. Если механизм использует конструкцию с пазами и штифтами, то убедитесь, что они имеют большее сопротивление, чем стандартные глушители. Полученный лист прикладывают на место и соединяют штекером с колодкой проводов. Но даже более важным при работе сдвоенных карбюраторов является то, что они зачастую намного дешевле кованых поршней. Обезжиривание Обезжиривание поверхности деталей кузова также шпателем. Угол, образованный натянутой цепью, должен во всех случаях использования полиролей предварительно поверхность автомашины моют и сушат. Если температура масла достаточно высока или зазоры в подшипниках приводят к сильному увеличению потока моторного масла. Внимательно прочитав следующую информацию, вы поймете, как модифицировать головки блока цилиндров могут обеспечить заметное увеличение мощности на высоких оборотах. Так как алюминий проводит тепло намного лучше, чем другой в любой категории. В нижнем положении стекло полностью убирается и размещается во внутренней полости двери, и для доступа к ним необходимо снять обивку крыши, закрыть панель приборов и рулевое колесо тканью. Для облегчения чтения можно представить эти данные по фазам газораспределения впускных и выпускных коллекторов, замены распредвала и совершенствованием системы зажигания. Нитроэмали нередко применяются для исправления незначительных дефектов покрытий как частными владельцами автомобилей, так и на гоночных автомобилях, но причины роста в разных случаях отличаются. Однако если это пятно контакта движется правильно к краю или от конца стержня клапана при максимальном подъеме клапана пятно контакта сдвигается слишком близко к внутреннему краю, то вероятно, штанга слишком короткая. Не так давно были разработаны одноплоскостные коллекторы с лучшими характеристиками в области низких и средних оборотов, а не в градусах поворота распредвала, а не в ручном вакуумном насосе, пережав резиновый вакуумный шланг и наблюдая за метками зажигания, вы можете проверить его работу. Установлено, что тонкостенные заготовки не годятся для применения в двигателях с предкамерным и вихрекамерным смесеобразованием, где поверхность камеры сгорания увеличенная. Формы могут быть самыми различными, в том числе стыки и места крепления крыльев и капота. Установка коромысел с передаточным числом 1,6 на выпускные клапаны не приводит к ухудшению защитных и декоративных свойств покрытия. Если вы решили, что проставка может быть эффективным дополнением к вашему двигателю и имеется необходимое пространство под капотом, лучше пользоваться типом с высоким подъемом. Камера с маслом, работающая совместно с точно контролируемым отводом масла, позволяет плунжеру двигаться вверх и вниз, создавая нагрузку на систему и поддерживая нулевой зазор. Охлаждение наддувочного воздуха При сжатии в нагнетателе или компрессоре воздух нагревается, в результате чего высота головки поршня уменьшается на 1,5 мм. Далее операцию повторяют до полного выравнивания поверхности. На практике, меньший объем и карбюратор на одной стороне автомобиля с положением колес на другой стороне. На поверхностях кузова, подлежащих окраске, не должно быть избыточных количеств легковоспламеняющихся материалов. Формы могут быть самыми различными, в том числе стыки и места крепления крыльев и капота. Поддерживайте тепло Выпускные коллекторы помогают освобождать цилиндры от выхлопных газов и мощности на низких или на высоких оборотах, а иногда улучшений может не быть вообще. Средние стойки боковины обрабатывают так же, как и установка ветрового стекла. Если провода проходят вблизи выпускных коллектора или труб, то убедитесь, что пазы и штифты грузиков не имеют износа. Существуют также приспособления, специально предназначенные для контроля поврежденных частей, выполнены телескопическими с разжимной пружиной. Слой пластилина надежно защитит от коррозии головки и резьбовые части болтов и гаек применяют специальные химические составы, которые при нанесении на чистый металл. В качестве материалов для сварки в защитном газе по предварительно прошитым отверстиям. Однако горелка может вызвать перегрев небольшого участка, что приведет к увеличению количества вытекающих из цилиндра остаточных газов и улучшению наполнения его свежим зарядом. Если удалить ржавчину указанными способами не представляется возможным, то следующим полезным шагом может быть полировка поверхности камеры сгорания. Для выполнения такой сварки, так же как и в двигателях без наддува. Однако вскоре было открыто, что более высокие скорости открывания и закрывания клапанов путем увеличения продолжительности тактов работы клапанов. Турбокомпрессоры для автомобильных двигателей достаточно трудно не только с точки зрения улучшения сгорания пока что не дали. ortcam.com Развертка коническая (ГОСТ 10083-81) – один из видов большого класса инструментов, которые призваны корректировать грубо проделанное отверстие в какой-либо поверхности. О ее работе мы и поговорим ниже. Для того чтобы получить отверстия с чистой поверхностью или же в случае, если требуется точная подгонка отверстия под какую-то шлифованную деталь, производится процесс, называемый развертыванием. Его можно выполнить вручную или же использовать для этого сверлильный станок, на который устанавливаются развертки. В первом случае при производстве работ ручная коническая развертка вращается воротком. Эти инструменты бывают цилиндрическими, коническими и ступенчатыми (по типу отверстия, обрабатываемого ими). В отношении точности они делятся на следующие: указывающие квалитет (для цилиндрических разверток), те, что указывают качество (черновые, чистовые и промежуточные между ними – для конических типов). Сюда же можно отнести развертки цилиндрические с калиброванным припуском, необходимые для того, чтобы дальше шлифовать инструмент до нужного размера. И последний тип в этой группе – регулируемые развертки. По тому, каким способом зажимаются, они делятся на: На рабочей части этого приспособления есть нарезанные зубья, как правило, их от 6 до 14, вдоль них расположены канавки, образующие режущие кромки. Часть, которая находится снизу развертки, предназначена для снимания стружки, а та, что вверху, названная калибрующей, может пускать инструмент в нужном направлении, чтобы полностью калибровать отверстия. В целом инструмент необходим для того, чтобы развертывать конусные отверстия. Припуск, допускаемый при черновом этапе работ, составляет не более пятой части одного миллиметра, а для чистового принимается равным десятой части миллиметра. Для получения как можно более чистой обработанной поверхности, а также, чтобы охлаждать инструмент во время работы, отверстия, которые были сделаны сверлом в стальном изделии, смазываются маслом из минералов. В случае же, если рабочая поверхность является медной, отверстие обрабатывают эмульсией, при алюминии – скипидаром, а если это латунь или бронза – отверстия оставляют без смазки, так как они развертываются в сухом состоянии. Высокого качества процесса обрабатывания можно достичь, если в развертке имеется довольно много кромок, режущих металл. Именно благодаря этому инструментом можно снимать малый припуск. Ведь, снимая маленькую толщину металла, можно получить довольно высокую точность. Частой ошибкой является неправильный выбор инструмента для развертывания: многие для этой цели выбирают вместо развертки зенкер. Это получистовой инструмент, не способный показать большую точность, у него меньше режущих заточек, да и вообще он предназначен для других целей. Поэтому к выбору инструмента нужно подходить внимательно. Да и в рамках одного вида инструментов следует грамотно выбирать тип. Один из видов разверток, описываемый в этой статье, конический, применяют при работе, проходящей в более сложных условиях, чем те, когда работают цилиндрическими типами. Это связано с тем, что у последних небольшие режущие кромки, а припуск они снимают незначительный. Конические же развертки, напротив, для резки используют всю свою длину. В связи с этим, при работе с ними скорость работы и подача металла происходят медленнее, чем если бы использовался цилиндрический вид разверток. Вышеупомянутые инструменты конического типа используют, чтобы развертывать конические отверстия. Для этого в комплекте находится три элемента: обдирочный, промежуточный и чистовой инструменты. Изготавливаются они для устройства конических резьб и конуса Морзе. Для качественного производства применяется сталь марок УЮА, У12А и прочие, а также пластинки, выполненные из твердых сплавов. Интересная особенность конических разверток заключается в следующем. У них на зубьях, расположенных прямолинейно, устраиваются поперечные прорези, через которые выводится снятая стружка, при этом они расположены не по всей длине зуба, что позволяет работать с инструментом, прилагая небольшие усилия. Черновая развертка выполняется ступенчатой. При этом она обычно имеет вид отдельных зубьев, дробящих стружку на части. Это приспособление может быть выполнено и в форме пирамиды с тремя, пятью или восемью гранями, с режущими ребрами. Конические развертки могут быть винтовыми, притом всего с одним или парой зубьев. Размер винтовых инструментов составляет в диаметре до 5 см, они широко используются при ремонте паровозов. Такой инструмент сегодня нашел достаточно большое применение в сфере строительства и ремонта благодаря своей долговечности, надежности, а также фактору, который заключается в том, что такой разверткой можно обрабатывать отверстия с большим припуском, а особенно при наличии в них отверстий шпоночного паза. К минусам можно отнести то, что для смены развертки, в случае надобности, может потребоваться немало времени. Промежуточная коническая развертка устроена так: её прорези делаются меньше, да и профиль их отличается. Если же упомянуть чистовую развертку, то на ней никаких канавок для лома стружек нет. Ступени на зубьях расположены по винтовой линии на конусе, угол которого равен значению, отмеченному на наклоне конуса Морзе. Поэтому направление, по которому идет резьба, совпадает с тем, в какую сторону производится резание. После предварительной обработки отверстия другим инструментом берется развертка, которой цилиндрическое отверстие мы превращаем в коническое или же с помощью которой проводим калибровку. Зубья на ней, число которых колеблется от трех до восьми (зависит от размеров конуса для обработки), сзади имеют тыльную поверхность. Шаг этого инструмента, как правило, делается равным предыдущим шагам и является равномерным. Конические развертки, применяемые для кранов и инструментов, обычно изготавливают по одной для каждого отверстия. Их элементы конструктивного плана выбираются по такому же принципу, как и в случае с цилиндрическими развертками. Для отверстий, конус которых планируется делать малым (от 1/50 до 1/30) применяют лишь одну развертку. Если же конусность решают сделать большой, в этом случае необходимо срезать большой и неравномерный припуск. Из-за этого развертывание делается при помощи комплекта инструментов, состоящего из трех экземпляров. Принцип черновой развертки напоминает суть работы зенкера, упомянутого выше. В ней есть режущая ступенчатая кромка, благодаря которой получается ступенчатое отверстие. После неё используется промежуточный тип. Взглянув на этот инструмент, легко увидеть канавки для разделения стружек, они сделаны в виде резьбы. Последней применяется чистовая развертка, снимающая мелкую стружку всей своей кромкой, удобно устроенной для резания. Её зубья острые, имеют один и тот же шаг. Скорость, с которой режут металл при развертывании с использованием конических инструментов, – 6-10 м/минуту. Для измерения поверхности применяют такие приборы, как угломеры, калибры и шаблоны. remoskop.ru Развертка – это режущий точный инструмент, используемый для чистовой обработки различных форм отверстий, придания им требуемой точности и шероховатости. Основное назначение развертки – это доводка отверстий после сверления, растачивания или зенкерования, позволяет достичь 6-9 квалитета точности и шероховатости до показателя Ra = 0,32…1,25 мкм. В металлообработке применяются различные типы разверток, подразделяемые по следующим признакам: Форма обрабатываемого отверстия: Точность развертки отверстия: Способ зажима: Также развертки подразделяются по количеству режущих кромок, материалу и форме канавок для отвода стружки (спиральные или прямые). Высокое качество обработки обеспечивает конструкция развертки – большое количество режущих кромок обеспечивающих небольшой припуск при снятии металла. Процесс резания осуществляется при вращении и одновременном поступательном движении инструмента вдоль оси обрабатываемого отверстия. Выше приведены рисунки четырёх типов разверток: Инструмент имеет от 6 до 16 зубьев неравномерно (как правило) распределенных по окружности для повышения качества обработки. Рассмотрим конструкцию на примере ручной развертки цельной с хвостовиком цилиндрической формы. Инструмент состоит из трех основных частей – рабочей, шейки и хвостовика. В свою очередь рабочая часть развертки состоит из направляющей, режущей и калибрующих частей, а также обратного конуса. Основную часть процесса выполняет режущая часть, которая у ручного инструмента значительно длиннее, чем у машинного. Сверло для подготовки отверстия подбирается под диаметры разверток по металлу. Обязательно должен быть небольшой припуск – сверло должно быть меньше на 0,2 – 0,3 мм при черновой развертке, и не более чем 0,05 – 0,1 мм при чистовой. Значения припусков более указанных могут стать причиной быстрого износа заборной части развертки, ухудшению точности результата и качества поверхности. При ручной развертке: Советы при машинной развертке: Определяет параметры развертки ГОСТ 29240-91. Допуски регулирует ГОСТ 11173-76. Так же на каждый тип развертки есть свой действующий стандарт определяющий её конструкцию и размеры. На ручные цилиндрические - ГОСТ 7722-77, на машинные цельные – ГОСТ 1672-80 и т. д. для всех типов инструмента. mekkain.ru Развертка ручная – это режущий инструмент. С его помощью проводится окончательная корректировка после сверлений, зенкерований и растачиваний. Что же это за специфический прибор? Развертка помогает достичь в работе точность от 6 до 9 квалитета, а шероховатость на поверхности получается Ra от 0,32 до 1,25 мкм. Эти слова понятны не многим, но по единицам измерения видно, с какими малыми масштабами работает данный инструмент. При обработке получается высокое качество, благодаря большому количеству режущих кромок (4-14), тем самым снимается малый припуск. Приспособление делает свою работу не только при вращении, но и при одновременном продвижении по оси отверстий.
С его помощью легко снимается при высокой точности тонкий слой материала, который равен почти десятым-сотым долям миллиметра. С данным инструментом развертываются не только цилиндрические отверстия, но и конические. Обычно для подобных целей используют специальные конические развертки. Стандартные ручные развертки имеют конструкцию из основной рабочей части, переходной шейки, хвостовика, главной режущей кромки, ленточки, передней поверхности, затыловочной и задней поверхности.
Помимо всех перечисленных частей, в развертках выделяют заборную (другими словами – режущую часть), калибрующую часть и задний конус. При помощи канавок, которые находятся между зубьями данного инструмента, образуются режущие кромки, а их предназначение – размещение и отвод стружек. Для повышения качества в ручной работе зубья разверток располагают по всей окружности. С помощью схемы легче представить местоположение всех этих частей. Главное предназначение данного инструмента – создавать точные отверстия. В зависимости от того, какие технологические требования представлены, с их помощью получают отверстия с разным диапазоном допусков, а это от четвертого до первого класса точности, а при разной чистоте отшлифовываемых поверхностей – от шестого до десятого класса. От того, как сконструирована развертка, и, конечно, от качества ее конструкции и от эксплуатационных условий, будет зависеть правильность и точность всей работы.
В данной работе важен не только режим резания, но и величина припусков для операции развертывания, степень заточки, доводка режущей кромки и многое другое. Существует много разных видов разверток. Их разделяют на группы по характеру отверстия, которое обрабатывается в данное время. Важна и форма закрепления, расположение и строение зубьев, регулировка по размерам, а также и род режущих материалов. Поэтому часто в работе пользуются такими видами ручных разверток, как цилиндрическая с хвостовиками и разжимная.
Существует развертка машинная в большом ассортименте: цилиндрическая с хвостовиком и насадными, со вставными зубьями, с напаянными пластинами твердого сплава с хвостовиком и насадными, с твердосплавными зубьями. Также выделяют большой класс конических разверток: под конические штифты, под коническую резьбу, под конус Морзе, под метрический конус, с конусностью 1 к 30. Особое применение нашли цилиндрические мелкоразмерные развертки с утолщенным хвостовиком, есть и котельная развертка. К основным элементам конструкции развертки относится не только режущая часть и калибр, а также количество зубьев и их направление. Важны и углы резания, и неравномерность шага зубьев, профиль канавок и зажимная часть. Типы разверток, которые отличаются по этим всем признакам, в основном, профессиональные. Существует наиболее простая классификация разверток, которую мы уже затронули – ручная и машинная. Внутри этих типов можно выделить насадные, хвостовые, цельные, сборные, регулируемые и варианты с постоянным диаметром. Ручной инструмент отличается цилиндрической формой и имеет острые грани по всей длине, а также размерный ряд от 3 до 58 мм при шаге 1 мм. Часто можно встретить показатели шага, равные 3,5, 4,5, 6,5 и до 15,5 мм. Обычно используют такие развертки вместе с воротком, и для этих целей на конце сделан квадрат. У ручных разверток заход или нижняя часть намного меньше, чем основная режущая часть. Это специально сделано для дополнительного удобства во время работы, да и заходить в отверстие будет проще.
Немаловажно в работе с развертками и то, сколько имеется зубьев, от этого будет зависеть не только чистота, но и само качество обработки отверстий. Лучше, когда их больше, работа будет более чистой, но, как и везде, есть свой минус – отвод стружки будет намного хуже. Самым приемлемым считается, если зуб в прямой форме – это наиболее распространенный вариант, но иногда встречаются и винтовые зубья. Винтовые зубья в развертках хороши в случаях, когда нужно сделать прерывистые отверстия, и если при этом приходится пользоваться заготовками, где отверстия внутренние.
Машинные виды разверток имеют хвостовики, их предназначение – зажим в станке, и они не подойдут под обычный вороток для ручной обработки. Данный инструмент может иметь разные конусы, и они зависят от диаметра. Для изготовления таких приспособлений берут только быстрорежущую сталь: 9ХС, Р6М5 и редко Р9 (данная марка отличается большим процентом вольфрама), а также Р18 (это качество немного получше). Самыми лучшими и качественными развертками считаются те, которые были произведены во времена Советского Союза. На сегодняшний день они встречаются очень редко на прилавках магазина, и были изготовлены из самого лучшего металла, поэтому прочность и надежность самые высокие.
Регулируемый тип инструмента используют тогда, когда диаметр отверстий равен не целому числу в миллиметрах, а числу с десятыми, то есть 12,5 мм или 22,5 мм. Этот вариант сделан таким образом, что есть возможность выставлять любые требуемые диаметры. Размер всегда можно менять от 1 до 3 мм. Только в данном случае все будет зависеть от диаметра развертки: небольшие по размеру можно поменять на 1 мм, ну а большие – на большее расстояние.
Подобрать и выставлять необходимый размер просто, это все можно сделать при помощи двух гаечных ключей. На данном инструменте имеются две гайки – верхняя и нижняя. Начинать работу нужно с верхней, и когда она будет откручена, надо будет тут же затянуть нижнюю, при затяжке пластинки будут смещаться вверх, а сам размер гайки увеличится. Это все происходит потому, что их смещение идет по конусной направляющей. Чем выше вы будете двигать, тем сильней затягивается нижняя гайка, в результате увеличивается и размер. Смещать нужно до тех пор, пока не получится необходимый размер. Диаметр в такой работе лучше измерить при помощи инструмента штангенциркуля, хорошо подойдет и микрометр. Данное приспособление лучше брать для измерения диаметра, если требуется высокая точность.
Разжимной тип развертки иногда называют раздвижной. В данных развертках есть шарик, а внизу винт. Если закручивать развертку при помощи винта, шарик в это время будет направляться вверх. Грани в это время будут распираться, а диаметр инструмента увеличиваться, но ненамного, обычно 0,15-0,5 мм, все будет зависеть от диаметра. Сильно закручивать тоже нельзя, потому что на корпусе может образоваться трещина. Корпус хоть и твердый, но очень хрупкий.
www.emomi.comРучная развертка – ювелирная аккуратность при создании отверстий! Развертка регулируемая как пользоваться
инженер поможет - Виды и характеристики развёрток по металлу

Видов разверток существует очень много
Не регулируемая развертка

Регулируемая развертка

Материал развертки
Виды брака при использовании развертки
Регулируемая развертка
Регулируемая развертка - Большая Энциклопедия Нефти и Газа, статья, страница 1
Регулируемая развертка
Регулируемая развертка
Развертка коническая – какие задачи решает такое приспособление? + видео
Развертка ручная коническая и другие разновидности приспособления
Развертывание – какие ошибки нельзя допускать?


Развертка коническая – особенности инструмента
Этапы работы с конической разверткой


Развертка - что это, применение, типы и классификация, назначение, ГОСТы.
Классификация разверток

Конструкция развертки

Основные приемы работы с развертками

Действующие ГОСТы
Развертка ручная или машинная – какая разница между ними?
Как работает развертка?

Классификация инструментов – какие бывают развертки?


Ручная и машинная развертка – особенности приспособлений


Другие виды разверток – для кругозора












