
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Почему нужно удалять пыль? Оказывается, она: • Гигроскопична, что отрицательно влияет на сопротивление изоляции• И нарушает теплоотвод с силовых транзисторов – в следствие чего они перегреваются Как и дека для катушки (подающий механизм), нуждаются в уходе и электрические платы сварочника. Для профилактики, периодически снимайте корпус и осторожно очищайте сжатым воздухом элементы плат и модули с электроникой. Старая «прикипевшая» пыль местами может так просто не удаляться обычной продувкой, эти места вы можете пройти капроновой жесткой кисточкой, после чего снова обдуть их струей воздуха. Горелка сварочная миг/маг с жидкостным охлаждением Перебои в работе с MIG/MAG-горелкой могут влиять на качество сварки и привести к ее поломке. Правильный уход позволит избежать множества проблем и сэкономить на покупке новой горелки, продлив время жизни старой.Длительная эксплуатация сварочной горелки для полуавтоматической сварки MIG/MAG может привести к возникновению перебоев и неполадок. Чаще всего причиной тому является подгорание сопла.При нормальных условиях сопло изолировано от цепи и не должно подгорать при замыкании на массу. Если же такая тенденция имеет место быть, значит скопилось много грязи и брызг металла. Нужно своевременно чистить горелку и обрабатывать ее детали специальным спреем или жидкостью от брызг — это позволит избежать проблем в эксплуатации и существенно продлит время «жизни» девайса.Если же и чистка не помогла избежать ситуацию с подгоранием сопла, необходимо поменять изолятор, находящийся между втулкой посадки и корпусом сопла. Обратите внимание, что такой небольшой рабочий элемент, как сопло, требует к себе большего внимания, чем весь полуавтомат. Дело в том, что в процессе переноса металла с плавящегося токопроводящего электрода, невозможно полностью избежать его разбрызгивания, из-за чего со временем, при периодической работе, на внутренней поверхности сопла неизбежно появляются наросты, металлический мусор. Как уже упомяналось выше, происходит схватывание наконечника, изготовленного из медного сплава с газовым соплом, в результате чего на последнее подается напряжение, что начинает затруднять все сварочные манипуляции.Чистку производят круглым напильником до полного удаления всего налипшего металла. Очень хорошо, если вы будете такую профилактику проводить каждый день перед началом работ. Изношенные сопла и наконечники оперативно подлежат замене. svarka-master.ru
Сопла для полуавтоматической сварки MIG/MAG (Китай)
MB-24
MB-24
kspspb.ru Полуавтоматическая сварка отличается от ручной дуговой сварки тем, что механизируется подача электродной проволоки в сварочную зону, а остальные операции процесса сварки выполняются сварщиком вручную. Для этого современная промышленность выпускает целую серию сварочных полуавтоматов, при помощи которых выполняют дуговую сварку в среде защитных газов. Их разрабатывают с использованием унифицированных узлов, что позволяет с наименьшими затратами выполнить наладку на сварку требуемых изделий. К таким унифицированным узлам относятся прижимные и направляющие устройства, подающие механизмы, узлы, осуществляющие подъем и перемещение, а также механизмы автоматической подачи присадочной проволоки. Полуавтоматы могут быть нескольких видов: Кроме того, полуавтоматы могут различаться по способу охлаждения горелки, регулировкой скорости подачи проволоки и методикой ее подачи и по конструктивным особенностям. При помощи этого универсального оборудования обеспечивается сварка практически всех труднодоступных мест с высоким качеством защиты сварочной ванны и дуги. Поэтому до 70% сварочных работ выполняется полуавтоматами. Различают полуавтоматы по маркировке. Первые две буквы в маркировке обозначают тип оборудования и способ сварки: «ПШ» - полуавтомат шланговый, «УД» - установка для дуговой сварки. При помощи третьей буквы в маркировке указывают на способ защиты сварочной дуги: «Г» - газовая, «Ф» - флюсовая. Первая цифра, проставленная после буквенного индекса, указывает величину сварочного тока (в сотнях ампер), а последующие цифры обозначают конкретную модификацию изделия. И наконец, буквенный символ, проставленный после цифрового, обозначает климатическое исполнение полуавтомата: «У» - для эксплуатации в районах с умеренным климатом; «ХЛ» - в районах с холодным климатом; «Т» - тропическое исполнение. Принципиальная схема полуавтоматической установки представлена на рис. Как правило, в комплект установки входят: выпрямитель - источник питания сварочной дуги; подающее устройство, предназначенное для подачи электродной проволоки в зону сварки; газовый клапан, предназначенный для снижения давления защитного газа, находящегося в специальном баллоне. Подающее устройство сварочной проволоки может быть толкающего, тянущего и универсального типа. Как правило, оно состоит из следующих основных узлов: электродвигателя, планетарной головки, блока управления, катушки с проволокой, электропневматического газового клапана. Заслуживают внимания новые безредукторные конструкции подающих механизмов серии «Интермигмаг» с пульсирующей подачей проволоки, являющиеся модификацией известного механизма «Изаплан». Состоит такой механизм из планетарной головки, корпус которой закреплен на полом валу электродвигателя постоянного тока. Укрепленные на ползунах подающие ролики прижимаются к сварочной проволоке и обкатываются вокруг нее при вращении якоря двигателя. Так как оси роликов расположены под углом 30-40° к оси проволоки, это усилие разлагается на две составляющие - закручивающее и осевое. Осевое усилие обеспечивает подачу проволоки, закручивающее - ее движение по шлангу. Скорость подачи проволоки регулируется изменением частоты вращения ротора двигателя постоянного тока. При помощи подающего устройства обеспечивается последовательность включения исполнительных органов сварочного полуавтомата, необходимая скорость подачи сварочной проволоки, выбор рабочего режима сварки и т.д. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получить сварные соединения высокого качества. Горелка является одним из важных узлов сварочного полуавтомата. Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. С помощью горелки возбуждается сварочная дуга, осуществляется формирование и направление струи защитного газа. Конструкции сварочных горелок унифицированы в соответствии с технологическими требованиями. Рукоятка горелки должна быть прочной и удобной в работе, поэтому ее изготавливают в форме, позволяющей обхват рукой сварщика. Для управления сварочным процессом и защиты руки сварщика от ожогов на рукоятке устанавливается предохранительный щиток и пусковая кнопка. Самыми распространенными являются рукоятки круглой или овальной формы. Токоведущая направляющая трубка соединяет токопровод с токосъемным наконечником. Конструкция трубки определяется сечением токоведущей части и необходимостью подвода защитного газа. По своему конструктивному исполнению направляющие трубки должны соответствовать требованиям гибкости и достаточной проводимости. Поэтому токопроводы изготавливают из мягкого провода, заключенного в изоляционную оболочку, внутренний диаметр которой выбран таким образом, чтобы по нему можно было пропускать защитный газ или охлаждающую воду. Направляющие каналы токопровода служат для подачи электродной проволоки к сварочной горелке. Они представляют собой металлическую спираль, на которую надета стальная стягивающая оплетка и изоляционная трубка. Спираль может быть одно- или двухзаходной. Наиболее ответственной частью горелки является ее сопло, представляющее собой токопроводящий наконечник. Эта деталь горелки работает в условиях высокой температуры и механического воздействия подающейся сварочной проволоки. Поэтому наконечник быстро изнашивается и требует замены. Для снижения изнашиваемости наконечника его хромируют, полируют или изготавливают из твердых составов на медно-вольфрамовой основе. При больших сварочных токах, достигающих более 315 А, применяют принудительное охлаждение наконечника. Применяют два типа наконечников: с поджимным контактом и без поджимного контакта. Поджимной контакт применяется при сварке тонкими электродными проволоками диаметром 0,8-1,2 мм. Простейшей горелкой могут служить две медные трубки, вставленные друг в друга с зазором, по которому защитный газ подается в сопло. Для сварки в стесненных условиях используют сменные горелки различной длины. Технические характеристики унифицированных горелок типа ГДПГ для механизированной сварки плавящимся электродом приведены в табл. Технические характеристики унифицированных горелок Длина рукава,м Масса (без рукавов),кг Горелки для ручной дуговой сварки неплавящимся электродом состоят из корпуса, сменной цанги, сменного наконечника, колпачка, вентиля, предназначенного для пуска, регулирования и подачи защитного газа, рукоятки, резинового рукава и газоподводящего кабеля. Горелка снабжена сменными цангами, позволяющими закреплять вольфрамовые электроды различных диаметров. Как правило, такие горелки имеют водяное охлаждение. Кроме перечисленного оборудования в комплект сварочного поста входит осушитель, редуктор с манометрами или расходомерами для точной дозировки газа и отсекатель газа. Универсальные полуавтоматы позволяют выполнить быструю переналадку без существенных трудовых и материальных затрат. К универсальным полуавтоматам относят прежде всего модель, применяемую для сварки в среде углекислого газа сплошной или порошковой проволокой. У всех полуавтоматов подача электродной проволоки осуществляется по пустотелому шлангу, поэтому они именуются шланговыми полуавтоматами. Схематично полуавтомат для сварки в среде защитного газа состоит из следующих основных составные частей - сменная газовая горелка, подающий механизм, шланг подачи электродной проволоки, кассеты для хранения проволоки, газового шланга, блока управления, источника питания, провода цепи управления, газовой аппаратуры, кабеля. Мы часто упоминаем о сварочной горелке. Вкратце объясним ее устройство. Для этого обратимся к рисунку. Горелка предназначена для подачи в зону горения электродной проволоки и защитного газа. Рукоятка сварочной горелки должна быть прочной и удобной для работы. С этой целью ее изготавливают из литьевого изоляционного материала. На рукоятке размещены предохранительный щиток и пусковая кнопка. Наиболее ответственными элементами сварочной горелки являются сопло и наконечник, подводящий ток. Схема полуавтомата для сварки в защитных газах. Сопло горелки - на нем из-за высокой температуры постоянно возникает налипание расплавленного металла. Чтобы устранить это, металлическое сопло хромируют или полируют. Есть и другой выход - сопло изготавливают из керамического материала. В случае, если сварочный ток достигает значения 315 А и выше, применяется дополнительное охлаждение сопла горелки. Периодичность смены горелки - через каждые полгода. Наконечники для подачи тока изготавливаются из меди с гарантированным сроком работы - от 5 до 10 часов непрерывной работы. Если наконечник изготовлен из бронзы,-то срок его службы еще меньше. Изготавливаемые в последнее время медно-гра-фитовые наконечники имеют тоже малый срок службы, но лучше обеспечивают контакт и гарантируют хорошее скольжение, что важно при сварке алюминиевой проволокой. Только наконечник на медно-вольфрамовой основе обеспечивает более длительную работу без замены. Проверка горелки перед сваркой Режимы полуавтоматической сварки masterweld.ru Сварные работы всегда были связаны с большим количеством расходных материалов. Более того, горелка для полуавтоматической сварки тоже может быть отнесена к разряду расходных элементов сварного устройства. Обычный срок службы этого элемента приблизительно равен 6 месяцам. Наконечники же для полуавтоматов рекомендуется менять через каждые 5-8 часов, в зависимости от интенсивности работы полуавтоматической сварки, подающегося на наконечники тока и конструктивных особенностей горелки для полуавтоматической сварки. Схема полуавтоматической сварки. Горелка состоит из трех основных частей: Вернуться к оглавлению Разновидностей сварочных полуавтоматов огромное количество, как и горелок, которые могут быть снабжены дополнительными функциями: подачей защитного газа (который противостоит появлению оксидной пленки на расплавленном металле), системой самостоятельной очистки и иными. Схема устройства газовой горелки. Стоят такие «навороченные» горелки значительно дороже обычных, хотя по своим качествам ненамного превосходят более дешевые аналоги. Это значит, что работу свою выполнят обе горелки с одинаковым качеством (качество ведь зависит от мастера, который работает с полуавтоматом), но дорогие горелки просто более удобны в обращении. Конечно, если при сварных работах предполагается подача защитного газа и флюсов, то сделать это горелкой среднего класса будет невозможно. Работать придется в паре или даже в малой группе сотрудников, что не всегда удобно. Для сварки цветных металлов придется покупать горелку, обеспечивающую весь спектр работ. Для стали такой необходимости нет. Дальновидные пользователи вместе с полуавтоматической сваркой приобретают несколько горелок, которые будут предназначаться для различных металлов. Соединительный кабель (шлейф) тоже приобретается не один. Короткий удобно использовать на поверхности или при работах в мастерских. Длинный необходим для проведения сварных работ над уровнем земли или в местах, куда сложно пробраться с полуавтоматом. Вернуться к оглавлению Любая горелка для полуавтоматической сварки требует профилактического и регулярного технического обслуживания. После работы на сопле горелки остаются брызги расплавленного металла. При дальнейшей работе они будут мешать. Сопло необходимо очищать после каждой сварной операции. Удаление производится механическим способом, поэтому микроскопические повреждения сопла неминуемо приведут к его порче. Особенно важно следить за контактными элементами. Из какого бы материала они ни выполнялись, но они работают практически в режиме короткого замыкания, поэтому постоянно нагреваются до температуры, близкой к критической отметке для данного вида металла. Происходит выгорание поверхности. Таблица характеристик наконечников горелок. Если при сварке не используется защитный поток инертного газа, то на поверхности наконечников и на сопле горелки неминуемо образуется оксидная пленка, повреждающая металлические поверхности. Все эти причины приводят к тому, что контакты приходится менять довольно часто. Сопло тоже подвергается замене с определенной периодичностью, которая зависит от материала, из которого сопло изготовлено. Для тугоплавких металлов этот период может составлять приблизительно 200 часов непрерывной работы. В техническом паспорте к полуавтомату указывается периодичность замены определенных частей. Запчасти для горелки полуавтоматической сварки должны входить в комплектацию изделия (по одному ремкомплекту), но это не спасает ситуацию, поскольку такой «запас» очень быстро будет исчерпан. Вернуться к оглавлению Самостоятельно изготавливать определенные запчасти не стоит, так как установка их на горелку автоматически лишит вас права на гарантийное обслуживание изделия. Также вы будете лишены гарантийного обслуживания и при использовании определенных деталей нефирменного производства. На рынке запчастей в настоящий момент можно приобрести практически все, но качество предлагаемых изделий не всегда соответствует требованиям. Деталь может иметь только визуальное сходство с необходимым элементом, но материал, который использовался для ее изготовления, не соответствует требованиям и может быстро расплавиться или изменить свои физические свойства уже после первой сварки. В любом случае пользователь не будет застрахован от некондиционных запчастей. Но в случае покупки их в фирменном магазине человек хотя бы будет застрахован от неприятностей при ремонте изделия в сервисном центре. Горелка для полуавтоматической сварки соединяется с самим аппаратом с помощью шлейфа. Он может быть разной длины (от 2,5 до 7 метров). Выбор длины шлейфа не является спонтанным. Обычно пользователь считает, что чем длиннее шлейф, тем удобнее работать, так как можно достать свариваемые поверхности вдалеке от самого полуавтомата. Это верная мысль, но помнить нужно и о том, что к электрическим кабелям (а шлейф и является электрическим кабелем) предъявляются определенные требования и от длины могут зависеть правила при работе со сваркой: Выбор горелки к полуавтоматам должен осуществляться в соответствии с теми работами, которые вы по большей части планируете проводить. Покупать изделие, рассчитанное на промышленное производство, нет необходимости. Обычному пользователю будет достаточно иметь полуавтомат среднего класса и соответствующую ему горелку. Так и дешевле обойдется, и ремонт, если он потребуется, вы сможете произвести самостоятельно. expertsvarki.ru Обычно, сварщик тратит от 30 до 50% времени от своего 8-ми часового рабочего дня на сам процесс сварки, когда горит дуга. Остальное время он тратит на другие подготовительные мероприятия, такие как подготовка изделия и оборудования к сварке, замена расходных частей горелки, газа и сварочных материалов. Сегодня мы поговорим о горелках для сварочных полуавтоматов и их устройстве, как об одной из основных составляющих, влияющих на работу сварщика и весь процесс в целом. Сварочные горелки, а мы будем говорить конкретно о горелках для полуавтоматов должны быть удобны в работе, чтобы уменьшить общую утомляемость сварщика, обеспечивать безопасность работ и снизить шанс травм, связанных с большими температурами во время сварки. Не удивительно, что горелка для сварочного полуавтомата имеет прямое влияние на комфорт сварщика во время работы. Такие факторы как ручка и кабель вносят свой вклад в вес горелки и её маневренность. Другой фактор, такой как защита от теплового воздействия имеет важное влияние на безопасность сварочных работ. Это не редкость в полуавтоматической MIG сварке, когда сварочная горелка рассчитана на больший ток, чем требует от неё сварочный полуавтомат. Одной из причин этого является заблуждение, что горелка должна быть рассчитана на максимально возможный ток аппарата. Например, если полуавтомат рассчитан на максимальный ток в 400 Ампер, очень часто, что и горелка тоже подобрана на 400 Ампер. В то время как сварочная горелка в этом случае, несомненно, будет делать свою работу, но чем выше её максимальная сила тока, тем она больше весит. Такие горелки, как правило, менее гибкие и это влияет на удобство сварщика и способность ей маневрировать. Как правило, лучше в этом случае выбрать горелку с меньшим сварочным током, более гибкую и легкую. В случае с 400 А полуавтоматом, сварочной горелки мощностью 300 А может быть достаточно. Есть две причины для этого утверждения: В результате этих двух факторов, горелка с меньшим током может быть использована для более мощных полуавтоматов без ущерба для неё и нагрева до такой степени, когда оператору будет неудобно сваривать. Такая горелка предполагает дополнительные преимущества быть более легкой и гибкой для манипулирования. Во многих случаях, эти модели также будут наиболее экономически эффективными. Однако важно оценить рабочий цикл горелки до её покупки, чтобы убедиться, что он дает все необходимые возможности для решения задач в соответствии с имеющимся сварочным полуавтоматом. Выбор сварочной горелки для полуавтомата и расходных материалов к ней могут оказать существенное влияние на рентабельность выпускаемой продукции. Кроме того, правильный выбор может улучшить производительность сварки. Устройство горелки и расходные материалы к ней, иногда мало учитываются при покупке сварочного полуавтомата. Но принимая во внимание тот факт, что они являются одной из основных составляющих сварочного оборудования и больше всего используются, они могут иметь существенное влияние на качество сварного шва, производительность и простои в сварке. Многие горелки для полуавтоматов разных производителей существенно различаются по качеству, производительности и стоимости. Покупая качественную горелку, можно минимизировать время простоя, качество сварки и проблемы с преждевременными отказами оборудования – это может привести к значительным долгосрочным сбережениям. В перспективе можно сэкономить гораздо больше, чем разница в цене между дешевой и более дорогой и качественной сварочной горелкой. При оценке долгосрочных инвестиций в горелку и расходные материалы, необходимо учитывать срок службы и устройство сварочной горелки, затраты на запасные части, стоимость простоя, когда необходимо обслуживание, а также легкость, с которой компоненты могут быть заменены. Расходные части - компонент, на котором пытаются сэкономить деньги при их покупке. В результате это может привести к весьма дорогостоящим тратам в долгосрочной перспективе. Высокое качество расходных частей сварочной горелки для полуавтомата, а соответственно меньший их износ приводит к их замене намного реже, сокращается время на переналадку, снижая простои оборудования. Особенно это важно при автоматизированной и роботизированной сварке, когда время простоя стоит очень дорого. Расходные материалы MIG горелки - сопло, диффузор и контактный наконечник - обеспечивают проход защитного газа и являются последней точкой сварочной системы, где выходит сварочная проволока и образуется сварочная дуга. Таким образом, расходные материалы имеют большое влияние на качество сварного шва и производительность. Требуется их постоянный осмотр и обслуживание. Расходные материалы должны проверяться несколько раз в день. Нужно контролировать внутреннее отверстие контактного наконечника сварочной горелки полуавтомата. Для хорошего контакта оно должно быть не чрезмерно изношенным. Так же следует очищать внутреннюю поверхность сварочного сопла и диффузора от брызг, чтобы они не мешали поступлению защитного газа. Канал (спираль) также является одним из самых сложных компонентов сварочной горелки и подлежит периодической проверке во время каждой замены катушки с проволокой. Для его очистки от металлической стружки лучше использовать сжатый воздух. Учитывая вышесказанное, для увеличения производительности и повышения рентабельности продукции необходимо с умом подходить к выбору сварочной горелки для полуавтомата и её устройстве. Принимая во внимание множество факторов, включая ток сварочной горелки и долгосрочные инвестиции по расходным частям к ней, вы сэкономите в перспективе. Забудете о простоях в сварке и повысите качество сварочных швов ваших изделий. © Смарт Техникс Данная статья является авторским продуктом, любое её использование и копирование в Интернете разрешена с обязательным указанием гиперссылки на сайт www.smart2tech.ru www.smart2tech.ruПравила ухода за сварочным полуавтоматом. Сопло для полуавтоматической сварки
Правила ухода за сварочным полуавтоматом
Любое оборудование нуждается в профилактике – комплексе мер, направленных на поддержку чистоты и работоспособности. Тем более в периодической чистке и заботе нуждается сварочный миг/маг-полуавтомат.Итак, первое правило сварки полуавтоматом для начинающих и не только НЕ ПРОВОДИТЬ обслуживание сварочного аппарата при подключенном в розетку сварочнике. Подумайте о своей безопасности. Очистка механизма подачи проволоки
 Очистку отсека с катушкой лучше проводить сжатым воздухом. Так будет проще удалить не только пыль, но и остатки металлической пыли, которые образовываются вследствие протяжки омедненной проволоки. Затем отвинтите саморезы, которые удерживают корпус аппарата. Внутри его обычно скапливается большое количество пыли из-за постоянно включенных кулеров, затягивающих ее в устройство. Ведь за час кулеры проводят через схемотехнику инвертора от 2 до 3-х куб. метров воздушной массы, содержащих частички пыли.
Очистку отсека с катушкой лучше проводить сжатым воздухом. Так будет проще удалить не только пыль, но и остатки металлической пыли, которые образовываются вследствие протяжки омедненной проволоки. Затем отвинтите саморезы, которые удерживают корпус аппарата. Внутри его обычно скапливается большое количество пыли из-за постоянно включенных кулеров, затягивающих ее в устройство. Ведь за час кулеры проводят через схемотехнику инвертора от 2 до 3-х куб. метров воздушной массы, содержащих частички пыли. Чистка силовой части полуавтомата
Уход за газовой горелкой для полуавтомата

Жидкость от брызг
Уход за газовыми соплами
Сопла для полуавтоматической MIG сварки. Компания «Спектр»
Наименование
Изображение
Для горелок
Кол-во в уп.
Сопло d=12,0мм
MB-15
10шт.
Сопло d=16,0мм
MB-15
10шт.
Сопло d=12,5мм
10шт.
Сопло d=17,0мм
10шт.
Сопло d=15,0мм
MB-25
10шт.
Сопло d=18,0мм
MB-25
10шт.
Сопло d=16,0мм
MB-36
10шт.
Сопло d=19,0мм
MB-36
10шт.
Сопло d=18,0мм
MB-40
10шт.
Сопло d=21,0мм
MB-40
10шт.
Сопло d=16,0мм
MB-501
10шт.
Полуавтоматическая сварка (MIG)
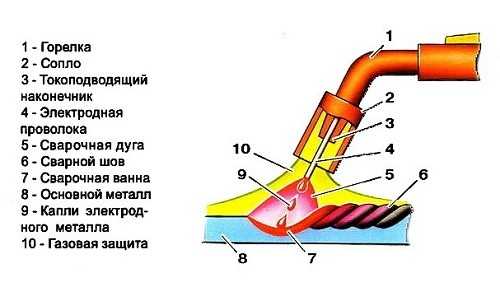
Принципиальная схема и особенности полуавтоматической сварки 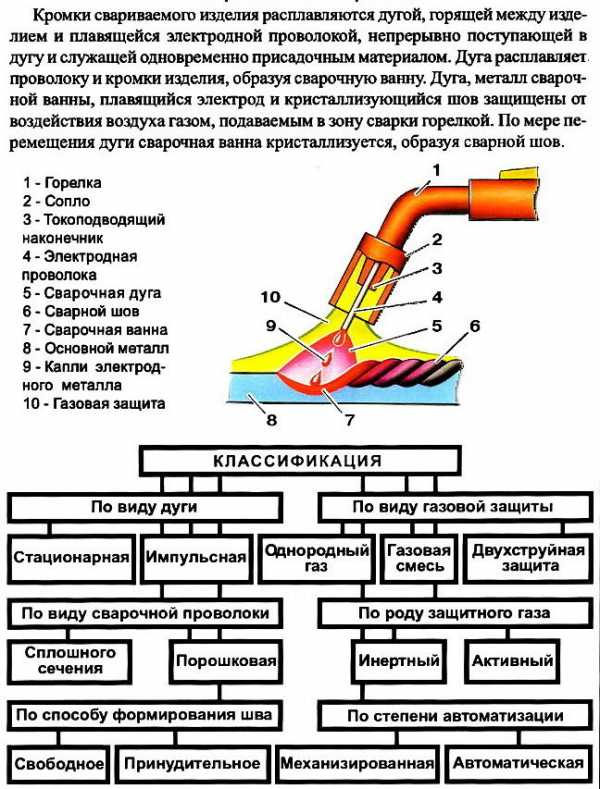
Тип горелки Номинальный сварочный ток, А ø электродной проволоки, мм Габариты горелки, мм ДПГ-101-8УЗ 160 0,8-1,2 2 254x60x1 13 0,45 ГДПГ-101-9УЗ 160 0,8-1,2 1 ГДПГ-Ю1-10УЗ 160 0,8-1,2 2 ГДПГ-102-УЗ 160 1,2-1,6 2 0,6 ГДПГ-301-6У4 315 1,2-1,4 3 266x50x125 ГДПГ-301-7У4 315 0,8-1,4 1 ГДПГ-301-8У4 315 1,2-1,4 3 ГДПГ-302-У4 315 1,6-2,0 2 0,7 ГДПГ-501-4У4 500 1,6-2,0 3 268x90x125 ГДПГ-603-У4 630 1,6-2,5 3 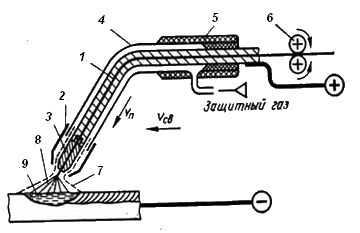
1. Сварочная проволока2. Газовое сопло3. Токоподводящий мундштук4. Корпус горелки5. Рукоять горелки6. Механизм подачи проволоки7. Атмосфера защитного газа8. Сварочная дуга9. Сварочная ванна 
Горелка для полуавтоматической сварки
Конструктивные элементы
Разновидности и цена горелок
Правильный уход и обслуживание
Подбор комплектующих и аксессуаров
Сварочная горелка для полуавтомата
Здесь можно выбрать сварочную горелку для вашего полуавтомата.
Выбор подходящей силы тока горелки
Правильный выбор сварочной горелки влияет на производительность и рентабельность
Долгосрочные инвестиции в расходные материалы
Устройство сварочной горелки
Повышение производительности и рентабельности продукции
Читайте наши статьи о сварке, и вы узнаете много интересного и полезного для вашего бизнеса.










