Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
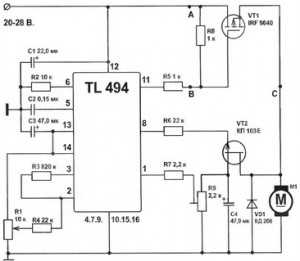
Сварочное оборудование широко применяется во всех сферах производства, а также массово используется в быту. Иногда довольно сложно выбрать оптимальный вариант. На рынке представлено огромное количество производителей, как зарубежных, так и отечественных. Сварочные полуавтоматы российского производства нисколько не уступают по качеству своим импортным аналогам, и вместе с тем отличаются высокой функциональностью и доступной ценой. Начать, пожалуй, стоит с принципа работы такого оборудования, чтобы можно было объективно говорить об особенностях и преимуществах отечественных сварочных полуавтоматах. Итак, процесс сварки идет в среде защитных газов, с помощью проволоки. Определение «полуавтомат», говорит о том, что присутствие оператора необходимо лишь для передвижения держателя. Все остальные функция аппарат выполняет в автоматическом режиме. На рынке сварочные полуавтоматы российского производства представлены такими моделями – «Циклон», «Корунд», «Сварог», «Рикон», «Протон» и другие. Эти аппараты обладают весьма показательными характеристиками: Работа с таким оборудование не является трудоемкой и не требует особых специфических навыков, что очень важно для использования в бытовой сфере. Профессионалы, которые работают с ним на промышленных площадках, также отмечают высокие качества отечественного сварочного оборудования. steelguide.ru СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК (бр 4 В 23 К 9/10 ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГКНТ СССР (21) 4239835/31-27 (22) 05.05.87 (46) 15.07.89. Бюл. 11 -26 (71) Институт электросварки им. Е.О,Патона (72) А.В,Лебедев, В.А.Лебедев, И.К.Походня, Г.И.Раздобудько, В.Е.Петруха, В,Г.Пичак, И.С.Углев, В,Н.Шлепаков, С.А.Супрун, А.И.Кочетков, С.Л.Дыхно и А.С.Качура (53) 621.791.037.7(088.8) (56) Авторское свидетельство СС - ;Р У .475229, кл. В 23 К 9/10, 1962. (54) СВАРОЧНО ПОЛУАВТОМАТ (57) Изобретение относится к сварке и может быть использовано в аппара" тах для сварки плавящимся электродом в основном в монтажных условиях. Цель изобретения — повьппение надежности и эффективности работы сварочного полуавтомата. Устройство содер жит источник сварочного тока, электродвигатель (Э) постоянного тока с двумя обмотками последовательного возбущцения и подключенный параллельИзобретение относится.к сварке, а именно к сварочному оборудованию, и может быть использовано в сварочных аппаратах для сварки плавящимся электродом. Цель изобретения — повьппение надежности и эффективности работы сварочного полуавтомата, На чертеже представлена электрическая принципиальная схема предлагаемого сварочного полуавтомата. „„SU„„1493407 A 1 2 но сварочной цепи блок управления циклом работы. Блок управления Э состоит из двух компараторов, силового транзистора и стабилизатора напряжения. Первый компаратор (K} выполнен в виде автогенератора и имеет три входа. Второй К выполнен двухвходовым. Скважность выходных импульсов первого К определяется соотношением уровней напряжения на первом входе, поступающего с измерителя тока свар.ки, и опорного напряжения на втором входе, т.е. частота вращения Э, а следовательно, и скорость подачи электродной проволоки зависит от величины тока сварки, что улучшает качество сварки. Сварочный полуавтомат позволяет производить работы на большой производственной площади, так как схема управления и привод полуавтомата питаются от источника сварочного тока через один силовой сварочный кабель. Этим обеспечивается его мобильность и увеличивается коэффици-, ент использования полуавтомата по времени. 2 з.п. ф-лы, 1 ил. Электродвигатель 1 постоянного то- 4 ка через силовой транзистор 2, резистор 3 и контакт коммутатора 4 сварочного тока подключен к источнику 5 сварочного тока, Блок управления электродвигателем питается от стабилизатора 6 напряжения и включает в себя первый компаратор 7 с цепочкой, состоящий из резистора 8 и конденсатора 9, обеспечивающих автогенераторный режим компаратора 7. Один из вхо3407 5О з 149 дов компаратора 7 включен в цепь датчика 10 сварочного тока, второй его вход через регулируемый делитель напряжения, состоящий HB потенциометра ll и резистора 12 подключен к стаби- лизатору 6 напряжения, третий — стробирующий вход — через согласующий резистор 13 подключен к выходу второго компаратора 14„ Первый вход второго компаратора через делитель, состоящий из резисторов 15 и 16 подключен к стабилизатору 6 напряжения, а второй — к цепи измерителя тока электродвигателя 1 — резистор 3 и через / резистор 17, диод 18 и конденсатор 19 — к выходу этого комиаратора. Кнопка 20 общей точкой соединения контактов через развязывающий диод 21, предохранитель 22 и тумблер 23 соединена с источником 5 сварочного тока. Кнопка 20 размыкающим контактом шунтирует цепь„ состоящую из обмотки якоря электродвигателя 1 и одной из его обмоток возбуждения, а замыкающий контакт кнопки соединен с коммутатором 4 сварочного тока. Позициями 2443 обозначены элементы, обеспечивающие защиту, необходимый режим работы аппаратуры блока управления. Сварочный полуавтомат работает следующим образом. При включении тумблера 23 полуавтомат готов к работе. При нажатии кнопки 20.включает"ÿ.: :сварочный коммутатор 4, замыкая свой замыкающий контакт в цепи питания блока управления электродвигателем l ° При этом на выходе компаратора 7 появляются импульсы напряжения, частота которых обусловлена параметрами цепочки: резистор 8 — конденсатор 9. Зто напряжение через резистор 41 прикладывается к цепи базового силового транзистора 2, вызывая его включение и выключение с частотой выхода компаратора 7. При этом на электродвигатель 1 через транзистор 2 с этой же частотой и скважностью поступает напряжение источника 5 сварочного тока (сварочное напряжение). Двигатель начинает вращаться с частотой .вращения, обусловленной параметрами выходного напряжения компаратора 7, работающего в режиме автогенератора. При.возбуждении сварочной дуги по датчику 10 протекает сварочный ток, а напряжение, пропорциональное этому сварочному току, через делители 33 и 32 и резистор 36 поступает на вход "а" компаратора 7, изменяя режим его работы таким образом, что при повьш ении тока сварки вьш е заданного снижается скважность импульсов с его выхода, вызывая снижение среднего уровня напряжения на электродвигателе 1 и, соответственно, снижение частоты его вращения, При снижении тока сварки происходит обратный процесс, Таким образом, частота вращения приводного электродвигателя и, соответственно, скоl рость подачи электродной проволоки и ток сварки поддерживаются в заданных пределах. Необходимая зависимость между частотой вращения электродвигателя 1 и током сварки устанавливается регулированием положения движка потенциометра 11, подключенного к входу "в" компаратора 7. Компаратор 14 предназначен для защиты электродвигателя 1 от перегрузок. Уровень предельно допустимого тока электродвигателя задается делителем напряжения на резисторах 15 и 16, питающимся от стабилизатора 6 и подключенного к входу "а" компаратора 14. Напряжение, пропорциональное току якоря электродвигателя 1, поступает с резистора 3 через делители напряжения 28 и 29 на вход "в" компаратора 14. При этом, если ток электродвигателя 1 превышает уровень, заданный резисторами 15 и 16, компаратор 14 срабатываег и выдает запрещающее напряжение на стробирующий вход "с" компаратора 7„ который, в свою очередь, закрывает транзистор 2, В это же время по цепи: резистор 17 — диод 18 заряжается конденсатор 19. При этом падение напряжения на резисторе 17 подцерживает компаратор 14 в состоянии его запрета на включение компаратора 7. Таким образом очевидно, что время заряда конденсатора Il9 задает время выключенного состояния компаратора 7, т,е„ задает частоту переключения транзистора в режиме токоограничения. Эта частота выполнена контролируемой при помощи цепи: резистор 17— диод 18 — конденсатор 19 с целью исключения выхода из строя транзистора 2. Диод 43 служит для ускоренного разряда конденсатора 19. Прекращение сварки осуществляется отпусканием кнопки 20, при этом коммута3493407 тор 4 отключается,.отключая питание с блока управления, и электродвигатель 1 интенсивно тормозит (электродинамическое торможение с .самовозбуждением) по цепи: якорь электродвигателя 1 — одна из обмоток последовательного возбуждения — размыкающий контакт кнопки 20. Испытания предлагаемого полуавтомата в производственных условиях, а также сравнительные испытания показывают его высокую надежность и эффективность, особенно при сварке порошковой проволокой в монтажных условиях. Формула изобретения 1. Сварочный полуавтомат, содержащий источник сварочного тока, электродвигатель постоянного тока с двумя обмотками последовательного воз-, буждения, подключенный к сварочной цепи, схему управления циклом работы, блок управления электродвигателем на основе компараторов, силового .транзистора и стабилизатора напряжения, отличающийся тем, что, с целью повышения надежности полуавтомата и его эффективности, первый компаратор блока управления .электродвигателем выполнен в виде автогенератора и имеет три входа, при этом первый его вход соединен с дбполнительно введенным измерителем тока сварки, второй через регулируемый делитель — со стабилизатором. напряжения, третий, стробирующий, с выходом второго компаратора, а выход первого компаратора соединен с цепью базы силового транзистора. 2. Полуавтомат по.п. 1, о т л ич а ю шийся тем, что второй компаратор блока управления выполнен двухвходовым, причем первый его вход с одной стороны соединен с дополнительно введенным измерителем тока приводного электродвигателя, 35 а с другой стороны через цепь, состоящую иэ последовательно соединенных резистора, диода и конденсатора, — с выходом второго компаратора, при этом второй его вход через де20 литель напряжения подключен к стабилизатору напряжения. 3. Полуавтомат по п. 1, о т л ич а ю шийся тем, что схема 25 его управления выполнена на двух элементах: коммутаторе сварочного напряжения и кнопке с двумя контактами: замыкакнцим и размыкающим, причем общая точка этих контактов ЗО через развязывающий диод подключена к источнику сварочного тока, замыкающий контакт — к коммутатору сварочного напряжения, а размыкающий контакт шунтирует цепь якоря электродвигателя и одну из обмоток его возбуждения. 1493407 Составитель В. Пучинский Техред А.Кравчук Корректор T. малеп Редактор С. Лисина Заказ 3932/15 Тираж 894 Подписное ЭНИК1И Государственногс комитета по изобретениям и открытиям при ГКНТ СССР 113035, Иосква, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101 www.findpatent.ru Фирма И.Т.Л. в Саратове фирма И.Т.Л. (Инженерно Техническая Лаборатория) -передовое предприятие в разработке
сварочных установок . Фирма изготавливает сварочное оборудование уже более 20 лет.
Успехи фирмы И.Т.Л. на Российском рынке основаны на постоянном совершенствовании и разработке
новых изделий, применении высококачественных компонентов, высокой квалификации кадров и
сотрудничестве с исследовательскими институтами. Сеть агентов, продающих оборудование фирмы,
распространяется по всему бывшему СССР. Во всех городах, в которые поставляется оборудование
фирмы И.Т.Л., организованы сети обслуживания. Номенклатура поставляемого оборудования отвеча-
ет самым различным требованиям в области сварки, она включает оборудование начиная со свароч-
ных выпрямителей до сварочных автоматов, роботизированных и механизированных сварочных постов.
Традиционный круг клиентов состоит из фирм автомобильной, химической промышленности, а также
машиностроительных заводов ,судостроение и многих других отрослей промышленности, где приме-
няется сварочная техника.
История возникновения фирмы ИТЛ В картинках
Первые сварочные полуавтоматы были изготовленные в тяжёлее годы социализма ,когда любое
частное творчество (инцыатива) преследовалось по закону. Производство организовыволось в гара-
жах в нашем случае на даче.
1986 год 1986 год 1988 год 1988 год 1989 год 1989 год 1990 год 1991 год 1991 год 1995 год 1995 год 1995 год 1996 год 1997 год 1998 год 1998 год 1998 год 1999 год 1999 год 1999 год 2000 год 2000 год 2000 год 2000 год 2000 год 2003 год 2003 год 2004 год 2004 год 2004 год 2005 год 2005 год 2006 год 2008 год 2008 год itl-svarka.ru Сварочные аппараты-полуавтоматы предназначены для осуществления сваривания изделий специальной проволокой в полуавтоматическом режиме с использованием специальной газовой среды. Сварочный полуавтомат — это аппарат для сварки с использованием специальной сварочной проволоки. Аппарат полуавтоматической сварки используется как сварочное оборудование чаще всего в разных автомастерских для ремонта автомобильной техники, хотя область применения этого оборудования этим не ограничивается. Полуавтоматическое сваривания носит название MIG-MAG, эта аббревиатура с английского языка означает следующее:Metal Inert Gas — осуществление сваривания в атмосфере инертного газа. Сварка проводится в атмосфере аргона или смеси газов.Metal Active Gas — сварка металла в атмосфере активного газа, активным газом служит углекислота. При проведении сварки MIG-MAG горение электродуги происходит с постоянным током, а в роли сварного электрода выступает специальная сварная проволока. MIG-MAG сварка. Электродуга образуется между проволокой и свариваемым материалом. В процессе проведения сваривания через спецгорелку подается газ в зону проведения работ, этот газ осуществляет защиту зоны сваривания от воздействия на нее кислорода, не позволяя ему окислять расплавленный металл сварной ванны. Сварочное оборудование этого типа лучше всего выбирать для проведения сваривания тонкого металла, такого, например, как металл автокузовов. Сварочные полуавтоматы можно разделить на несколько типов: Разница между этими сварочниками заключается в характеристиках выдаваемого рабочего тока, а также в источнике питания сварочника. Полуавтоматы способны выдавать ток до 200 Ампер. Полупрофессиональные аппараты способны генерировать токи до 300 Ампер, а профессиональные агрегаты выдают ток более 300 Ампер. Вернуться к оглавлению В состав конструкции входят следующие компоненты и узлы: Конструкция сварочного полуавтомата. Дополнительно в комплект оборудования, обеспечивающего сварочный процесс, входят баллон с углекислотой и бобина со сварочной проволокой. В зависимости от типа устанавливаемого источника в аппарате выделяют несколько разновидностей сварочных аппаратов. Промышленность для нужд потребителей выпускает аппараты, оснащаемые следующими источниками питания: В зависимости от варианта конструкции во многом зависит масса и размер полуавтомата. От исполнения зависит также стоимость оборудования. Более качественными, с более высокими техпоказателями, являются полуавтоматы, оснащаемые инверторами. Устройство механизма для подачи сварной проволоки. Подача сварной проволоки осуществляется несколькими способами. Способ подачи проволоки зависит от конструкции устройства подачи и дистанции, на которую осуществляется подача материала.Существует три способа подачи материала в зону проведения работ: В зависимости от применяемого механизма подачи материала оборудование для полуавтоматической сварки делят на три разновидности. Вернуться к оглавлению Бобина с намотанной на нее проволокой крепится в отдельном отсеке сварочника и протягивается через механизм подачи в рукав по специальному каналу. На конце рукава закрепляется горелка. Баллон с газом для проведения сварных работ подключается к спецпатрубку, по которому передается газ к месту проведения сварных работ. Для сварки полуавтоматом используется специальная проволока, наполненная изнутри флюсом. В случае применения проволоки, содержащей спецфлюс, сваривание проводят без использования газа для создания атмосферы по месту проведения работы. Этот тип проволоки на поперечном срезе представляет собой трубку, полость этой трубки заполнена спецпорошком — флюсом. При сгорании в электродуге флюс образует защитную газовую атмосферу предохраняющую область сварочной ванны, и препятствует возникновению контакта металла с кислородом, содержащимся в воздухе. Стоимость проволоки, содержащей флюс, является более высокой, нежели обычной, имеющей омеднение. При применении проволоки, содержащей флюс, требуется изменять полярность при подключении горелки к полуавтомату. Изменить полярность имеется возможность путем переключения внутри корпуса, в отсеке, где установлено подающее рабочий материал устройство. Практически все полуавтоматические аппараты оснащаются возможностью переключения режимов работы — с газом и без газа. Стоит отметить, что качество сварки с применением газа для создания защитной атмосферы является более высоким, нежели сваривание в безгазовой среде. Основными видами, используемой проволоки для устройств этого типа, являются следующие: Устройство сварочной горелки для полуавтомата. При работе следует учитывать, что проволока одного вида, но разной марки может иметь разный состав, который способен влиять в значительной мере на качество производимой сварки. Лучшей для сварки стальной проволокой является та, которая снаружи покрыта омеднением. При использовании этого типа проволоки улучшается контакт между проволокой и горелкой, что ведет к снижению пульсаций тока и улучшению качества шва. При сварке кузовного железа, тонкой листовой стали и алюминия требуется применять требуемую проволоку, а сварные работы проводить в атмосфере углекислоты с аргоном или же в чистом аргоне. Горелка является тем компонентом конструкции сварного полуавтомата, при помощи которого осуществляется процесс сваривания. Горелка может соединяться с полуавтоматом разъемным или неразъемным стыком. В профаппаратах применяются преимущественно разъемные соединения. Горелка используется для подачи рабочего материала в зону проведения работы, помимо этого, посредством шланга и горелки осуществляется подача газа для создания в зоне проведения работы защитной атмосферы, предохраняющей металл от воздействия на него кислорода воздуха. Вернуться к оглавлению ПВ — продолжительность работы. Работа аппарата разбивается на циклы по 10 минут. Указание времени работы осуществляется в процентах от 10-минутного цикла, то есть если указывается в теххарактеристике, например, ПВ 40%/340А, то это значит, что сварочник способен работать не больше 4 минут, после чего должен отдыхать 6 минут при токе 340 А, после чего цикл повторяется. Чем ниже ток, требуемый для сварки, тем более длительным является время работы сварочника за один цикл. В среднем значение ПВ для бытовых устройств колеблется в пределах 15-20 %, а для профустройств это значение равно 60% и более. Вторым основным показателем является потребляемая мощность. Выбор аппарата осуществляется с определения круга задач, которые требуется выполнять при помощи аппаратуры. Выбор сварочника нужно делать в соответствии с критериями надежности оборудования и его качества. При выборе оборудования стоит помнить, что чем меньше мощность аппаратуры, тем дешевле стоимость оборудования, но и с материалом меньшей толщины можно работать. При присутствии блока управления клапаном подачи газовой смеси работа аппарата является более комфортной и более экономичной. expertsvarki.ruРоссийские сварочные полуавтоматы. Советские сварочные полуавтоматы
сварочные полуавтоматы российского производства
Принцип работы российских сварочных полуавтоматов
Преимущество российских полуавтоматов
Сварочный полуавтомат
ИТЛ - производство сварочных полуавтоматов
История
Сварочный полуавтомат

Метод сваривания MIG-MAG
Конструкция сварочника
Проволока и горелка полуавтомата
Важнейшие характеристики аппаратуры, указываемые в техописании и советы по выбору аппаратуры