
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
При ремонте в доме (квартире), прокладке водопровода, системы отопления или обустройстве системы канализации на даче все чаще применяются трубы из полипропилена. Они и долговечнее, и легче, и проще в монтаже. Преимуществ по сравнению с трубами металлическими много. Однако считается, что сварочные работы для соединения полипропиленовых труб возможны только при использовании каких-то сложных инструментов и высокопрофессиональных навыков. Но на деле все гораздо проще. Нужно только понимать принцип этой работы и следовать некоторым рекомендациям — тогда сварка полипропиленовых труб вполне возможна своими руками. В первую очередь нужно знать, что у зарубежных производителей на каждое изделие существует свой собственный стандарт. Другими словами, нет единого ГОСТа, к которому мы привыкли. Для соединения труб могут понадобиться еще и различные фитинги, про которые я писал ранее (переходы, уголки и т.п.), которые придется приобретать. Они должны быть изготовлены из этого же материала – полипропилена. Более того, желательно, чтобы и трубы, и фитинги были от одного и того же производителя. Тогда при их сварке вообще не возникнет каких-либо трудностей. Для сварки труб нужен лишь один электроинструмент — его называют и аппаратом для сварки полипропиленовых труб, и паяльником для труб, и «утюгом». Именно им производится нагрев материала. Его стоимость примерно в пределах 3 – 4 тысяч, поэтому можно и не приобретать, если работа предстоит «одноразовая». Лучше попросить у знакомых (если есть возможность) в «аренду». Чтобы не путаться при проведении работы, следует заранее подготовить все элементы «схемы». Производятся необходимые замеры, отрезаются куски труб заданной длины. Отрезки труб и фитинги нужно разложить в таком порядке, в каком они и будут соединяться при помощи сварки. Это исключит возможность неправильного соединения участков трубопровода (схемы). Нужно понимать, что если резьбовое соединение можно раскрутить и переделать, то элементы, сваренные аппаратом, разборке не подлежат. Их просто придется выкинуть. На нем есть регулятор температуры, который нужно выставить на рекомендованный инструкцией предел. После нагревания до выбранной температуры гаснет сигнальная лампочка терморегулятора. Для соединения элементов схемы (трубопровода) их необходимо разогреть. Соединяющиеся поверхности разогреваются, а потом стыкуются между собой. Происходит их «сплавление», что обеспечивает надежность и герметичность соединения. Поэтому детали, подлежащие соединению, вставляются в соответствующие разъемы сварочного аппарата. Как это делается, подробно изложено в инструкции на данный «паяльник». Нужно только внимательно ее изучить до начала работ. Разогретые детали стыкуются ровно и быстро. Не допускаются повороты вокруг продольной оси, перекосы. Если соединяются два отрезка трубы, то необходимо строго выдержать угол среза — только в этом случае получается надежный и герметичный шов/ Производится после остывания шва. Перед началом работы по сборке (сварке) системы труб желательно потренироваться. Поэтому фитингов нужно закупить чуть больше, чем необходимо. А отрезать несколько кусков от трубы – не проблема. После подобной тренировки появится опыт в подобного рода сварочных работах, а значит, и уверенность в собственных возможностях. Перед свариванием элементы необходимо подготовить — стыкующиеся поверхности зачищаются и обезжириваются. Без обезжиривания качественного шва не получится. Заполнять собранную систему водой рекомендуется не раньше чем через 1 час после сварки элементов. masterim.guru Март 16, 2017 Для создания комфортных условий жизни постоянно разрабатываются новые технологии, изобретаются новые материалы, воплощаются новые идеи. На протяжении последних нескольких десятилетий для монтажа водопроводной системы, канализации, а в последнее время – системы отопления, используют пластиковые трубы, в частности полипропиленовые. Они имеют массу преимуществ по сравнению с чугунными или металлическими и кардинально отличаются методом монтажа — сварка при помощи специального аппарата паяльника. К тому же сварку полипропиленовых труб может произвести самостоятельно, не прибегая к помощи наемных работников. Немного потренировавшись, можно с легкостью установить трубопровод в новом доме или заменить старую водопроводную систему. Для установки полипропиленовых труб применяются физические свойства материала. При нагревании полипропилен плавится, после чего переходит в жидкое состояние. Две детали нагревают в местах соединения до размягчения, но, не допустив перехода в расплавленное состояние. Затем их стыкуют между собой и сжимают при небольшом усилии. В результате можно получить соединение, которое будет выглядеть как единое целое — стыков, трещин и других дефектов при правильной сварке труб из полипропилена видно не должно быть. После остывания материал снова становится твердым и сохраняет все первоначальные свойства. Безусловно, для качественного монтажа необходим навык и опыт работы. Но для того, чтоб технология сварки полипропиленовых труб была соблюдена в полном объеме, необходимо иметь сварочный аппарат, который обеспечит необходимый температурный режим. Технология сварки полипропиленовых труб Какое сварочное оборудование необходимо иметь и как сварить полипропиленовые трубы поговорим далее. Аппарат для сварки представляет собой корпус, на котором расположен нагревательный элемент, насадки разных диаметров. В магазинах представлены два вида сварочного оборудования. При выборе оборудования необходимо обращать внимание на то, что входит в набор для сварки полипропиленовых труб, а именно достаточное ли количество насадок разных диаметров в нем находится. Еще один немаловажный параметр для выбора сварочного аппарата — это его мощность, которой должно быть достаточно для нагрева свариваемых труб до требуемой температуры и быть в пределах 0,7-1 кВт. Профессиональные мастера советуют обращать на страну изготовителя комплектов сварочного оборудования для полипропилена. Лучшим оборудованием признано европейское. Уступает по качеству, срокам эксплуатации, цене турецкое и китайское оборудование (он может сразу выйти из строя или использовать для набора опыта, таким образом, новичкам можно остановить свой выбор на этих производителях). Необходимо, чтоб температура сварки полипропиленовых труб была около 260оС. Как правило, любой паяльник (с регулировкой температуры или без) может обеспечить такое значение. На качество швов сварки полипропиленовых труб отражается выбор оптимального температурного режима и время выдержки материала под нагревом. Если эти параметры ниже необходимого значения, то стык получается недостаточно крепким, с течением времени может дать течь. Когда время нагрева и температура завышены – материал сильно расплавляется, шов получается слишком большим и некрасивым. Кроме того, попав внутрь может значительно уменьшить диаметр. Стоит учитывать и температуру вокруг аппарата для сварки, если она низкая необходимо увеличивать время выдержки на 2 секунды, если высокая, наоборот, уменьшать. Придерживаясь этих простых правил, сварка полипропиленовых труб своими руками пройдет легко. Диаметр трубы тоже имеет большое значение. В таблице описаны необходимые параметры при + 20оС как правильно сваривать полипропиленовые трубы. Аппарат для стыковой сварки полипропиленовых труб большого диаметра Технология сварки полипропиленовых труб довольно проста, но не стоит забывать о некоторых моментах. Это и вся технология. Теперь Вы знаете, как варить полипропиленовые трубы самостоятельно. Закончив работу с паяльником, обязательно требуется очищение его от материала, что остался при помощи любого мягкого куска ткани. Оборудование для сваривания полипропиленовых труб работает от электричества и с высокими температурами, поэтому при проведении работ на нем необходимо соблюдать правила безопасности: electrod.biz При помощи данного вида строительного материала успешно монтируются системы водопровода (горячего, и холодного), отопительные, оросительные и дренажные системы. Процесс сварки прост, имеет несколько важных моментов, к исполнению необходимо отнестись внимательно. Сварка полипропиленовых труб По сравнению с другими видами изделий более экономичен, предназначенные для него фитинги продаются по цене в несколько раз меньше. Выполняя сварку элементов самостоятельно в первый раз, не удастся существенно сэкономить, придется потратить значительную сумму на специальный сварочный аппарат. Чтобы созданная вами система служила дольше, необходимо знать, как сварить полипропиленовые трубы качественно и надежно. Перед покупкой материалов необходимо учесть несколько важных моментов. Во-первых, какая система монтируется: с холодной водой или горячей, возможно, под отопление. Видами широкого спектра использования являются трубы маркированные обозначением «PPR». Они отличаются наивысшим уровнем устойчивости к температурам низкого и высокого значения, и к высоким показателям давления. После приобретения необходимых инструментов и материалов, делаются чертежи и расчеты будущей системы. Выполняют черновые наброски: как выглядит водопровод, сколько сгибов, поворотов. Затем тщательно измеряется длина требуемых элементов. Для ускорения процесса работы лучше нарезать трубу на сегменты, с нужной длиной, а не отрезать их уже во время сварки. Сварка полипропиленовых труб Собрав все фитинги и отрезки труб вместе, раскладываем их. Теперь переходим к изучению следующего раздела, как правильно варить полипропиленовые трубы. Если водопровод собираеться из труб, у которых армирование лежит ближе к поверхности, то потребуется предварительная зачистка концов сегментов системы. Для этого необходимо при помощи насадки для ручной зачистки снять верхний тонкий слой полипропилена и алюминиевой фольги. Невыполнение данного условия ведет к невозможности проведения качественной сварки элементов. Если используются трубы, у которых слой армирования лежит посередине (под толстым слоем полипропилена), то зачистка не нужна. Перед началом нагревания необходимо обработать концы труб, к примеру, спиртом, чтобы обезжирить их поверхность. Кроме того, нужно внимательно осмотреть поверхность детали на наличие мелкого сора, который может испортить качество сварки. Здесь начинается подготовка паяльного аппарата. Ее можно выполнить и до того, как будут обработаны и подготовлены все детали и после — как вам будет удобнее. Включаете аппарат, после чего загораются два индикатора размещенные на нем. Первый говорит о том, что аппарат подключен к сети, второй о том, что происходит процесс его нагревания до нужной температуры. Не спешите сразу же после того как погасла лампа начинать нагревать трубы и фитинги, выждите для достоверности еще, как минимум, минут пять, а лучше – десять, и только теперь можно приступать к сварке. На сварочном аппарате имеются два вида насадок: гильза предназначена для нагревания концов труб, дорн же используется для нагревания внутренней поверхности фитинга. Берете данные элементы системы водопровода и одновременно насаживаете и вставляете их в соответствующие им насадки. Выдерживаете определенное время и вынимаете. После этого незамедлительно соединяете их друг с другом. Обратите особое внимание на такие моменты: ни во время вставки в нагревающие насадки, ни во время соединения нагретых деталей между собой нельзя осуществлять вращательные движения деталями. Таким образом, вы деформируете внутреннюю поверхность фитинга и внешнюю – трубы. По причине этого качественная и надежная сварка не получится. Сварка полипропиленовых труб Детали сжимают на протяжении нескольких секунд, точное время можно увидеть в таблице на данной карточке: Там же указано время, которое необходимо деталям для полного остывания. Проводить какие-либо манипуляции с ними до этого момента нельзя, в противном случае нарушится соединение между ними. stroitelinfo.ru При строительстве различных объектов возникает необходимость прокладки трубопроводов. В качестве материала труб достаточно часто выбирают полипропилен. Такие трубы обладают длительным сроком эксплуатации, относительно недорогие, достаточно быстро монтируются как открытым, так и скрытым способом. Однако для соединения труб требуются знания и опыт, поскольку необходимо применение специального сварочного инструмента. Сварка двух труб происходит при помощи муфтового соединения: прогрева свариваемых поверхностей без полного расплавления и потери формы, а затем происходит прижатие нагретых поверхностей. При этом в муфте прогревается внутренняя поверхность, а в трубе – внешняя. Этот процесс осуществляется с помощью сварочного аппарата, который конструктивно выполнен с одной стороны в виде дорна для одевания фитинга, а с другой стороны — гильзы для вставки трубы. Нагрев должен осуществляться до температуры примерно в 260 °С, причем кратковременно, чтобы соединяемые поверхности контакта проплавились слегка. Обратите внимание! При превышении температурного максимума полипропилен теряет свои свойства. Максимально допустимое отклонение должно быть не более 10°С. Сварочные аппараты рассчитаны на использование труб и муфт определенных диаметров, при соблюдении этого условия сохраняется равномерность прогрева и температуры. При увеличении диаметра должна затрачиваться и большая мощность. Обратите внимание! Ориентировочно мощность в Ваттах должна превышать свариваемый диаметр, измеряемый в мм, в 10 раз. Поэтому применение насадок ограничено максимальной мощностью аппарата. Однако не стоит уповать на то, что технические характеристики дешевого паяльника могут соответствовать действительности. Особенно это касается китайских производителей. Все зависит от качества сборки, которая легко может быть проверена таким образом: если присутствует два отдельных нагревателя, включаемых раздельно, то это говорит о возможной ненадежности или несоответствии заявленной мощности, поскольку они могут либо при одновременном включении прогревать до требуемой температуры, либо каждый в отдельности иметь номинальную мощность. Это можно проверить только опытным путем во время сварки. Каждый инструмент имеет определенный вид терморегулятора, влияющего на качество сварного шва. Самым технологическим и продвинутым является электронный регулятор нагревания. В нем предусмотрен специальный датчик, который способен отслеживать минимальные колебания температуры вблизи нагреваемых поверхностей, учитывать инерционность нагрева и в соответствии с этим регулировать напряжение на нагревателе. При этом достигается максимальное соответствие температур и равномерный прогрев соединяемых элементов, что позволяет получать высокопрочное сварное соединение. Второй тип регулятора – капиллярного типа. Его принцип работы прост: при достижении определенной температуры нагрев отключается, а при охлаждении до определенной температуры снова включается. Разброс по температуре при этом составляет до 100°С. Третий тип датчика – биметаллическое реле. Он располагается не так близко к нагреваемой поверхности из-за своих габаритов, поэтому имеет значительную инерционность, которая не позволяет осуществлять качественную сварку, так как возможен либо недостаточный прогрев, либо расплавление. Для начинающих сварщиков такой паяльник крайне не рекомендуется. Обратите внимание! Если планируется однократное использование сварочного аппарата, то лучше отказаться от покупки дешевого и некачественного инструмента, а взять в аренду профессиональный инструмент, с которым не возникнет никаких проблем при использовании, а сварные швы получатся прочными и герметичными. Сварочный аппарат может быть ручным или стационарным. Ручной инструмент позволит прямо по месту проводить сварку практически без ограничений, поскольку позволяет работать даже в самых труднодоступных местах. Однако точно отцентрировать соединения и обеспечить плотное прижатие сможет только опытный сварщик. Стационарный, наоборот, имеет больший вес и габариты, зато позволит осуществить качественную центровку, обеспечить предварительную подготовку поверхностей перед соединением, а после нагрева закрепить надежно сваренные трубы до полного схватывания и остывания. По стоимости они достаточно дорогие и поэтому спросом пользуются только среди профессионалов. Перед тем как варить полипропиленовые трубы, их необходимо отрезать по размерам при помощи ножовки, ножниц со специальной конструкцией или труборезом. Резка должны быть выполнена под прямым углом, чтобы при соединении не возникало пустых пространств и не происходило падения давления в трубе. После необходимо очистить трубу от опилок и снять с внешней стороны фаску. Она снимается под углом в 30-45°. Выполнить эту процедуру можно при помощи фаскоснимателя. Трубы с малыми диаметрами снятия фаски не требуют. Перед началом работ следует включить сварочный аппарат и прогреть его до рабочей температуры. После прогрева подготовленные трубы и фитинги одеваются на соответствующие нагреватели. Так как труба имеет диаметр больше номинального, а фитинг меньший, то без нагрева их соединить невозможно. Для контроля глубины вхождения на поверхности делаются отметки или насечки. Обратите внимание! Натягивание деталей на нагревательный элемент должно выполняться строго в соосном направлении, чтобы не допустить перекоса, что может повлечь повреждение стенки и ухудшение качества соединения. Сварочные насадки имеют коническую поверхность для упрощения процедуры натягивания и разогрева. При продвижении полипропиленовых деталей наружная часть трубы упирается в основание насадки, проплавляется и принимает округлую форму. По окончании нагрева фитинг и труба быстро снимаются и одеваются друг на друга с небольшим усилием до плотной усадки. Прокручивать детали при этом запрещено, так как сварить качественно в этом случае не получится — это негативно повлияет на создаваемый шов. Затем детали в таком положении выдерживаются несколько минут до тех пор, пока соединение не остынет и не станет однородным. Самой распространенной ошибкой является неполное вхождение трубы в фитинг, что влечет за собой образование завихрения — слабого места в коммуникациях, и, соответственно, падение давления при движении жидкости. Другой ошибкой становится применение излишнего усилия при соединении трубы и муфты, в результате чего из-за подплавленных концов внутри создается выступ, который препятствует перемещению рабочего вещества. Сварка полипропиленовых труб своими руками требует внимательности и отточенности всех действий, поскольку необходимо достичь оптимального нагрева, а затем быстро соединить детали. Любая задержка ведет либо к порче материала, либо к некачественному соединению. Чтобы вам было проще разобраться в данном вопросе, предлагаем вам посмотреть этот ролик: Последняя редакция: 04.03.2015 Автор: Владислав Тихий trubyinfo.ruКак правильно сваривать полипропиленовые трубы? Сварка полипропиленовых труб
Правильная сварка полипропиленовых труб своими руками
Методика сварки труб
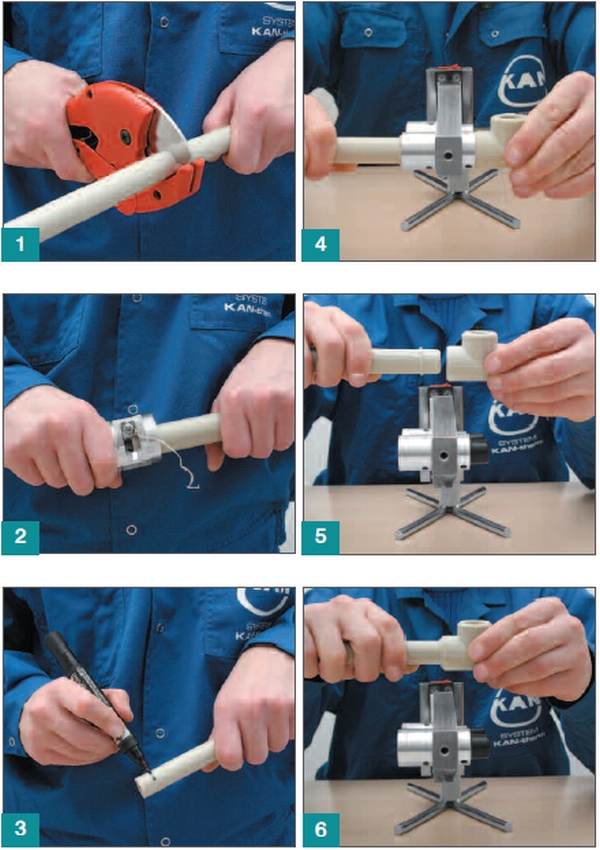
1) Подготовка всех деталей
2) Разогревание паяльника
3) Нагрев «деталей»
4) Cоединение «деталей»
5) Зачистка места соединения
Советы по сварке
Как правильно сваривать полипропиленовые трубы?
На чем основан принцип монтажа полипропиленовых труб

Разновидности аппаратов для монтажа полипропиленовых труб
Температурный режим пайки
Наружный диаметр труб, ммВремя нагрева, с 16 5 20 5 25 7 32 8 40 12 50 18 63 20 75 30 90 40 110 50 
Процесс соединение труб при помощи паяльника
Сварка полипропиленовых труб своими руками подробно
Предварительные работы

Процесс сварки



Сварка полипропиленовых труб своими руками
Особенности сварки полипропиленовых труб
Как правильно подобрать сварочный аппарат?
Выбор устройства для сварки Подготовка труб к сварке
Труборез Процесс сварки
Типичные ошибки
Видео










