
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
ГОСУДАРСТВЕННЫЙ
СТАНДАРТ СОЮЗА ССР СВАРКА, ПАЙКА И ТЕРМИЧЕСКАЯ РЕЗКА МЕТАЛЛОВ ГОСТ 11533-75 ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва - 1991 ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР АВТОМАТИЧЕСКАЯ И
ПОЛУАВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ. СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ
И ТУПЫМИ УГЛАМИ Основные типы,
конструктивные элементы и размеры Automatic
and semiautomatic submerged arc welding. Acute and blunt weld joints. Main
types, design elements and dimensions ГОСТ 11533-75 Дата введения 01.01.77 1. Настоящий стандарт
устанавливает основные типы, конструктивные элементы и размеры соединений
конструкций из углеродистых и низколегированных сталей, выполняемых
автоматической и полуавтоматической дуговой сваркой под флюсом с расположением
свариваемых деталей под острыми и тупыми углами. Требования настоящего
стандарта являются обязательными. (Измененная редакция, Изм. №
1). 2. В стандарте приняты
следующие обозначения способов сварки: А - автоматическая дуговая
сварка под флюсом; Ac -
автоматическая дуговая сварка под флюсом на стальной подкладке; Апш - автоматическая дуговая
сварка под флюсом с предварительным наложением подварочного шва; П - полуавтоматическая
дуговая сварка под флюсом; Пс - полуавтоматическая
дуговая сварка под флюсом на стальной подкладке; Ппш - полуавтоматическая
дуговая сварка под флюсом с предварительным наложением подварочного шва. 3. Основные типы сварных
соединений должны соответствовать указанным в табл.
1. 4. Конструктивные элементы
сварных соединений, их размеры и предельные отклонения по ним должны
соответствовать указанным в табл. 2-23. Примечание. При применении специальных способов
автоматической сварки под флюсом, допускается изменение размера с по сравнению
с указанным в табл. 2-23. Таблица 1 Тип соединения Форма
подготовленных кромок Характер
выполненного шва Форма поперечного
сечения подготовленных кромок и выполненного шва Обозначение
способа сварки Толщина
свариваемых деталей, мм Угол соединения
деталей b,
град Условно
обозначение сварного соединения Угловое Без скоса кромок Односторонний на съемной или
стальной остающейся подкладке Ас; Пс 2-12 14-30 179-91 135-91 У1 Двусторонний А; П 2-20 179-136 У2 Апш; Ппш 2-5 6-14 2-30 179-136 89-45 135-91 Со скосом одной кромки Односторонний на съемной или стальной подкладке Ас; Пс 8-30 179-136 У3 Двусторонний А; П 14-20 179-136 У4 Апш; Ппш 8-30 8-20 179-136 89-45 С двумя скосами одной кромки Двусторонний А; П 20-30 20-40 179-165 80-75 У5 Ппш; Апш 20-30 20-40 179-165 89-75 С двумя скосами одной кромки и одним скосом другой кромки Двусторонний А; П; Апш; Ппш 20-60 179-136 У6 Тавровое Без скоса кромок Односторонний А; П 3-40 91-175 T1 Двусторонний Апш; Ппш 3-40 91-135 T2 Co скосом одной кромки Односторонний А; П 3-40 89-45; 91-135 Т3 Двусторонний А; П; Апш; Ппш 3-40 89-45; 91-135 Т4 Со скосом одной кромки Односторонний А; П 8-42 91-134 Т5 Двусторонний Апш; Ппш 8-42 91-134 Т6 С двумя скосами одной кромки Двусторонний А; П; Апш; Ппш 16-40 91-100; 89-80 Т7 С двумя несимметричными скосами одной кромки Двусторонний А; П; Апш; Ппш 16-40 79-70; 101-110 Т8 С двумя криволинейными скосами одной кромки Двусторонний А; П 30-60 89-75; 91-105 Т9 Таблица 2 Размеры, мм Условное
обозначение сварного соединения Конструктивные
элементы Обозначение
способа сварки s е, не более a,
град m, не менее b g подготовленных
кромок свариваемых деталей шва сварного
соединения b Номин. Пред. откл. Номин. Пред. откл. 179-160 159-136 135-91 У1 Ас; Пс От 2 до 3 12 14 2s+3 180-b 8 0,5 +1,0 1,5 ±1,0 Св. 3 до 4 17 19 2,0 ±1,0 Св. 4 до 6 10 Св. 6 до 8 21 23 15 Св. 8 до 10 26 28 Св. 10 до 12 28 30 2,0 +1,0 -1,5 Св. 12 до 16 - 1,8s 3,0 ±1,5 2,5 Св. 16 до 20 1,4s 20 4 Св. 20 до 24 1,2s Св. 24 до 30 1,15s Таблица 3 Размеры, мм Условное
обозначение сварного соединения Конструктивные
элементы Обозначение
способа сварки s е-е1,
не более е, не более е1 ±3 a,
град b g = g1 подготовленных
кромок свариваемых деталей шва сварного
соединения b,
град Номин. Пред. откл. Номин. Пред. откл. 179-170 169-160 159-136 169-160 159-136 У2 А; П От 2 до 3 10 7 6 180-b 0 +0,5 1,5 ±1,0 Св. 3 до 4 12 +0,8 2,0 +1,0 -1,5 Св. 4 до 5 14 9 8 ±1,5 Св. 5 до 6 19 0,4s+12 Св. 6 до 9 0,4s+10 14 12 2,5 +1,0 -2,5 Св. 9 до 14 23 0,6s+10 +1,5 -2,5 Св. 14 до 20 26 18 16 Таблица 4 Размеры, мм Условное
обозначение сварного соединения Конструктивные элементы Обозначение способа сварки s е, не более e1 a,
град b g = g1 подготовленных кромок свариваемых деталей шва сварного соединения b,
град Номин. Пред. откл. Номин. Пред. откл. 179-136 135-120 119-91 89-61 60-45 179-136 135-91 89-45 Св. 90 До 90 У2 Апш; Ппш От 2 до 3 10 s+5 1,1s+5 - 9±2 7±2 - 180-b 90-b 0,5 ±0,5 1,5 ±1,0 Св. 3 до 4 12 s+7 1,0 1,0 2,0 +1,0 -1,5 Св. 4 до 5 14 Св. 5 до 9 - s+8 1,1s+4 1,8s+3 4 2,0 Св. 9 до 14 5 Св. 14 до 30 s+10 2,5 +1,0 -2,0 Таблица 5 Размеры, мм Условное
обозначение сварного соединения Конструктивные элементы Обозначение способа сварки s е, не более a1, град n, не менее m, не менее b g подготовленных кромок свариваемых деталей шва сварного соединения b,
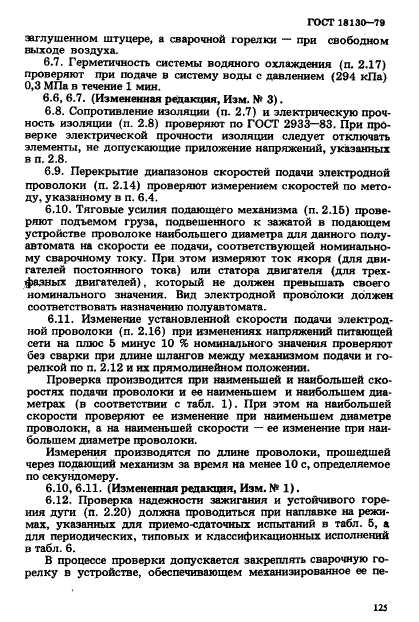
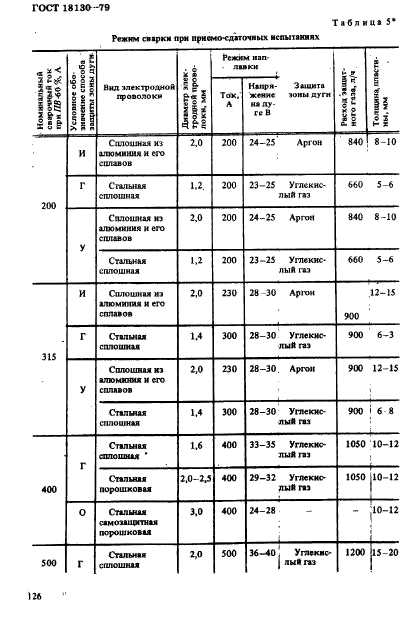
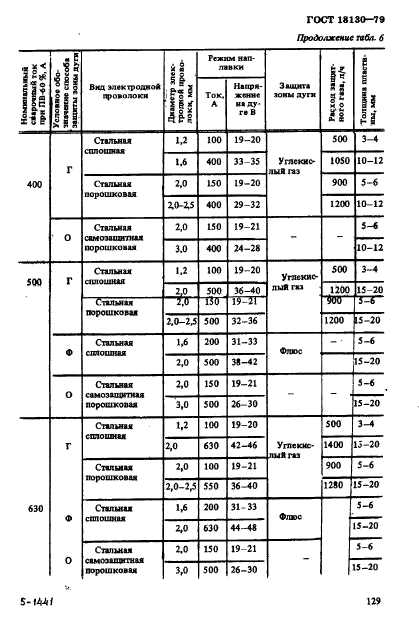
град Номин. Пред. откл. Номин. Пред. откл. 179-136 У3 Ac, Пс От 8 до 10 1,8s+4 a-(180-b) 3 13 2 ±1,0 1,5 ±1,0 Св. 10 до 14 1,8s+6 2,0 files.stroyinf.ru Каждая продукция или услуга имеет определенные стандарты качества. В России стандарты выполнения сварочных работ соотносятся с ГОСТами. Арматура сваривается при помощи полуавтоматической сварки. Качество контролирует документ «Сварка ГОСТ 14771-76». Этот стандарт качества применяется для выполнения определенных сварочных работ. В этом случае дуговая сварка производится в защитном газе. Этот стандарт качества указывает основные типы и конструктивные части. Кроме этого, в стандарте указывается размер сварных соединений. Данный ГОСТ применим для работы со стандартной сталью и некоторыми сплавами на никелевой основе. Все работы производятся дуговой сваркой. Сварка происходит в среде защитных газов. СНиП — сварка может выполняться двумя основными способами. Это: под флюсом и с применением защитных газов. В этом случае все работы производятся как вручную, так и автоматически. Сварная проволока подается автоматически. При этом специалист должен выставить на сварочном оборудовании необходимую скорость подачи проволоки. Перемещение горелки сварщик производит собственными силами. Полуавтоматическая сварка арматуры может производиться в самых разнообразных пространственных положениях. Толщина свариваемого материала может колебаться в пределах от 0.5 до 30-и и выше миллиметров. Этим способом можно соединять самые разнообразные материалы. То есть, этим вариантом производится сварка стали 09г2с, цветных и черных металлов. Во время выполнения данного варианта соединения материала дуга находится в «облаке» защитного газа, который доставляется в место сварки при помощи специального оборудования. Для сварки применяют аргон, углекислый газ и самые разнообразные смеси тех или иных веществ. Сварщик самостоятельно перемещает электрод по кромке вручную. Расплавленный металл электрода попадает в специальную ванну. Сварочная проволока подается через гибкий шланг к месту сварки. Скорость подачи не должна быть меньше, чем скорость плавления. Для этого вида сварки применяется проволока диаметром от 0.8 до 1.6 миллиметров. Сварка арматуры, ГОСТ предусматривает применение определенного оборудования. Во время выполнения работ, защитный газ вытесняет воздух из места производства соединительных работ. При помощи специальных роликов проволока подается в место соединения деталей. Ролики вращаются действием специального двигателя, который располагается во внутренней части сварочного аппарата. Так как плавление проволоки происходит под воздействием тока, его необходимо доставить к месту сварки. Это происходит при помощи специального гнутого контакта. Газ подается к месту из баллона. Скорость подачи и дозировка производится в автоматическом режиме. Кроме этого, в некоторых случаях подача и регулировка газа может производиться в ручном режиме. Расплавленный металл электрода и проволоки подается на место соединения через сопло. Жидкое вещество подается в виде капель и пара. Стыковая. Это сварка точечным сплошным швом. Внахлест. В этом случае на шов накладывается небольшой кусочек металла и обваривается двумя способами. Это: сплошной шов или точечная сварка. Сварка по готовым отверстиям. Таким образом, арматуру можно сваривать при помощи полуавтоматического сварочного аппарата. При этом необходимо учитывать особенности производства работы. На процесс сварки влияют применяемые материалы. В первую очередь, это газ. Для каждого вида сварочных работ необходимо применять определенный вид газа, который подается к месту соединения деталей. Во время всего процесса происходит взаимодействие газа и электричества. Это заставляет сварщика с особым вниманием относиться к системе безопасности. Сварка ГОСТ 14771-76 — это основной стандарт качества для этого вида сварочных работ. ГОСТ включает в себя перечень различных газов, материалов и техники выполнения работ. Если все технические характеристики соответствуют установленным стандартам, тогда работы будут выполняться на должном уровне. swarka-rezka.ru Сварка металлов, осуществляемая посредством локального плавления кромок соединяемых деталей, является основной технологией, используемой для выполнения неразъемных соединений. Развитие и совершенствование сварочного процесса привели к появлению разновидностей этой технологии, отличающихся сферой применения, используемой аппаратурой и расходными материалами, а также характером самого сварочного процесса. В силу традиции все сколько-нибудь значимые производственные процедуры стандартизуются в государственном масштабе. Стандарт является неотъемлемой частью плановой экономики. По этой причине, существует целый ряд государственных стандартов (ГОСТ), определяющих нормы при выполнении различных видов сварочных процессов. Тип применяемого покрытия электрода определяется свариваемым материалом и характером сварочного тока. Выпускаемые электроды делятся на те, которые предназначены для работы на переменном сварочном токе, и использующие при сварке аппарат постоянного тока. Порядок выполнения работ с применением данной технологии регламентируется двумя ГОСТами. ГОСТ 11534 – 75 относится к соединениям, при которых заготовки образуют между собой острые или тупые углы. Описываются различные способы предварительной подготовки к сварке кромок изделий с указанием точных геометрических размеров. Есть нормативные документы и для электродов. ГОСТ 9467 – 75 определяет требования к составу покрытия стальных электродов в зависимости от свойств свариваемых материалов, а также механических характеристик, которыми должны обладать сварные швы. Важнейшими из этих характеристик являются показатели пластичности сварного соединения и величины разрушающих напряжений, возникающих при определенных видах нагрузки этого соединения. ГОСТ 8713 – 79 определяет порядок выполнения работ с различными вариантами применения флюсов. Данный государственный стандарт описывает выполнение работ с применением механизированной и автоматической сварки. ГОСТ 1533 – 75 посвящается свариванию заготовок под флюсом с использованием автоматических и полуавтоматических сварочных аппаратов. Рассматриваются типы сварных соединений с расположением кромок соединяемых элементов в плоскостях, образующих между собой острые и тупые углы. ГОСТ 14771 – 76 описывает процессы создания сварных соединений в среде инертных газов или их смеси плавящимся и неплавящимся электродом. Показаны точные геометрические размеры скосов, выполняемых на соединяемых торцах изделий из стали и сплавов на основе железа и никеля. Ввиду высокой ответственности работ, осуществляемых при строительстве трубопроводов, выполнению сварных соединений на них посвящен отдельный ГОСТ 16037 – 80. Действие этого ГОСТа распространяется на элементы стальных трубопроводов, неразъемное сварное соединение которых производится с применением различных технологий. Могут быть задействованы ручные, полуавтоматически и полностью автоматизированные электродуговые процессы, а также применяться газовая сварка. В последней материал трубы плавится от тепла, получаемого при сгорании смеси газов. Для безопасной работы с газами важно соблюдать соответствующие инструкции. Этот металл при плавлении легко разбрызгивается, что препятствует созданию качественного шва. ГОСТ 14806 – 80 определяет дуговой процесс сварки алюминия и его сплавов в среде инертных газов. Существуют государственные стандарты, нормирующие порядок производства работ по таким видам сварки, как точечная, импульсная лазерная, контактная. ГОСТами охвачены практически все применяемые в сварочных процессах материалы и само используемое оборудование. Условные обозначения сварочных соединительных швов, применяемые в конструкторской технической документации, также определяются ГОСТом. Кроме ГОСТов, регламентирующих проведение сварки и применяемое для этого оборудование, действует несколько строительных норм и правил (СНиП), имеющих отношение к процессам создания сварных соединений. Эти документы устанавливают нормы при производстве строительных и монтажных работ по возведению стальных конструкций разного назначения, требующих применения технологий сваривания металла. svaring.com Содержание статьи ГОСТ (сокращенное название от Государственный стандарт, Государственный стандарт, ГОСТ) – это одна из важных категорий системы сварочных стандартов в СССР, которая и сейчас является стандартом в современных странах СНГ. Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации. В период социализма все гос. Стандарты по сварке сохранялись для производства продукции, и имели обязательный характер для использования в тех областях техники, которые определялись сферой возможного использования ГОСТа. Вы можете подробно ознакомиться со сварочными гостами ниже, они разделены по групам: ГОСТ 19521-74 Сварка металлов. Классификация ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения ГОСТ 29273-92 Свариваемость. Определение ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений. ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений. ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения. ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры гост сварка +в среде защитных газов ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.Основные типы, конструктивные элементы и размеры ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры гост точечная сварка ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры. ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия ГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация ГОСТ 2246-70 Проволока стальная сварочная. Технические условия ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия ГОСТ 21449-75 Прутки для наплавки. Технические услови ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д ГОСТ 30756-2001 Флюсы для электрошлаковых технологи ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия. ГОСТ 4417-75 Песок кварцевый для сварочных материалов ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия. ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия. ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия. ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия. ГОСТ 3022-80 Водород технический. Технические условия. ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия. ГОСТ 1460-81 Карбид кальция. Технические условия. ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы ГОСТ 17349-79 Пайка. Классификация способов ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия ГОСТ 7219-83 Электропаяльники бытовые. Общие технические условия ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магнияГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужениеГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия ГОСТ 19249-73 Соединения паяные. Основные типы и параметры ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова ГОСТ 21547-76 Пайка. Метод определения температуры распайки ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV) ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния ГОСТ 19248-90 Припои. Классификация и обозначения ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний ГОСТ 3242-79 Соединения сварные. Методы контроля качества ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода ГОСТ 4.44-89 Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей ГОСТ 11930.1-79 Материалы наплавочные. Методы определения углерода ГОСТ 24715-81 Соединения паяные. Методы контроля качества ы контроля качества. Общие требования ГОСТ 19140-84 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры svarak.ru Сварка при помощи полуавтомата может проводиться несколькими различными способами, в зависимости от того, какой тип защиты используется для нее. Самым популярным вариантом является полуавтоматическая сварка в среде защитных газов. Это надежный способ получить качественное соединение металлов. В настоящее время выпускается большое количество моделей аппаратов, у которых очень широкий выбор параметров, дополнительных функций и прочих особенностей. Таким образом, специалист может подобрать технику практически для любой сферы применения. Полуавтоматическая сварка в среде защитных газов Здесь отлично сочетаются свойства газовой и электрической сварки, но главной особенностью является использование механизированного устройства подачи. Оно единственное, которое работает здесь в автоматическом режиме, так как сама сварка производится вручную. Благодаря его наличию методика и получила название полуавтоматической. Дуга расплавляет металл и присадочный материал, а сама может поддерживаться нужное количество время при помощи неплавкого электрода. Здесь объединены основные способы сваривания. Полуавтоматическая сварка в защитном газе очень широко распространена благодаря своей универсальности. С ее помощью можно соединять не только обыкновенные углеродистые стали, но и металлы, сложно поддающиеся сварке. Правильно подобранный режим и газ для защиты позволит совершить сварку любого изделия, будь то алюминиевые детали, трубы из нержавейки. Разнородные металлы в одной конструкции и так далее. Встретить методику сварки можно в ремонтных мастерских по восстановлению металлоконструкций, автомобилей, изделий из металла и так далее. Также ее применяют для сварки трубопроводов, как в коммунальной сфере, так и в химической, нефтяной, пищевой и прочих промышленностях. Помимо этого она повсеместно используется в строительных работах, сварочных цехах на предприятии и во многих других местах. К основным преимущества методики можно отнести: Здесь имеется ряд недостатков, среди которых: Режим напрямую зависит от того, какой именно металл будет свариваться, и какая его толщина. У каждого из них есть свои особенности, но в среднем можно вывести общие положения, на которые стоит ориентироваться, чтобы получить надежный и качественный шов. Основные режимы сваривания приведены в таблице. Толщина, мм 6 1,7 10 3 14 6 и более 16 Сварка при помощи полуавтоматического инвертора схода по принципу действия с электродуговой, так как она относится к одной из ее разновидностей. Основным температурным источником здесь выступает дуга. Только она образуется между основным металлом заготовки и неплавким вольфрамовым электродом. «Важно! Нужно проводить сварку не прерываясь, до того как кончится плавкий электрод, и швы получаются намного более длинными.» Швы после полуавтоматической сварки с среде защитных газов Для заполнения места соединения металлом используется сварочная проволока. Она подбирается под тот тип металла, с которым ведется работа. Проволока выполняет роль присадочного материала, как в электродуговой делает электрод, но при этом не проводит электричество. С учетом того, что она значительно тоньше обыкновенных электродов, то подается она намного быстрее. За подачу отвечает специальное механизированное устройство, которое передает проволоку из мотка в сварочную ванну. В зависимости от модели аппарата, оно может иметь несколько скоростей. Данное устройство, которое объединяет в себе также горелку и держак электрода, является главной особенностью такой технологии. Оно не встречается в других аппаратах, но существенно облегчает процесс длительной работы. Правильная настройка режимов подачи дает возможность не отвлекаться на поставку расходного материала. Полуавтоматическая сварка без углекислого газа может проводиться, так как существует целый набор различных вариантов. Среди самых популярных: Данная разновидность является одной из самых распространенных и разнообразных. По этой причине ее можно встретить во многих отраслях промышленности. Аппараты позволяют подобрать необходимые расходные материалы, чтобы улучшить качество сварки и обеспечить долговечное и крепкое соединение. svarkaipayka.ru ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия Semi-automatic consumable-electrode arc-welding machines. General specifications Область применения:Настоящий стандарт распространяется на полуавтоматы общего назначения для дуговой сварки плавящимся электродом на постоянном токе под флюсом, в защитных газах илиоткрытой дугой, изготовляемые для нужд народного хозяйства и для экспорта weldering.com ГОСТ 26408-85 Группа Г26 КОЛОННЫ ДЛЯ СВАРОЧНЫХ ПОЛУАВТОМАТОВ Типы, основные параметры и размеры Columns for welding semiautomats. Types, basic parameters and dimensions ОКП 38 6221 Дата введения 1986-01-01в части п.5 1987-01-01 ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССРРАЗРАБОТЧИКИ Б.М.Шпаков (руководитель темы), Ж.Г.Дубровина, Н.М.Кононученко, Э.Н.Антонова, Е.М.Гиварцев 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 07.01.85 N 14 3. Срок проверки - 1994;периодичность проверки - 5 лет 4. ВВЕДЕН ВПЕРВЫЕ 5. ПЕРЕИЗДАНИЕ с Изменением N 1, утвержденным в феврале 1990 г. (ИУС 5-90) 6. ПРОВЕРЕН в 1990 г. Срок действия продлен до 01.01.96* (Постановление Государственного комитета СССР по управлению качеством продукции и стандартам от 12.02.90 N 194)________________* Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 11-12 1994 г.). - Примечание изготовителя базы данных. 1. Настоящий стандарт распространяется на стационарные колонны для сварочных полуавтоматов общего применения (далее - колонны), предназначенные для установки и перемещения в зоне выполнения сварки подающего механизма сварочного полуавтомата и мотков сварочной проволоки. 2. Колонны следует изготовлять двух типов: 1 - без наклона консоли; 2 - с наклоном консоли. 3. Колонны типов 1 и 2 следует изготовлять следующих исполнений: с постоянным вылетом консоли и постоянным расстоянием до стойки колонны площадки для подающего механизма; с постоянным вылетом консоли и регулируемым расстоянием до стойки колонны площадки для подающего механизма;с регулируемым вылетом консоли и постоянным относительно нее положением площадки для подающего механизма;с регулируемым вылетом консоли и регулируемым относительно нее положением площадки для подающего механизма;с шарниро-сочлененной консолью. 4. Колонны типа 1 следует изготовлять в зависимости от высоты консоли:с регулируемой высотой консоли;с постоянной высотой консоли.Колонны типа 1 допускается изготовлять более чем с одной консолью. 5. Для колонн с механизированными приводами:скорость подъема, опускания и горизонтального движения консоли должна быть не менее 0,016 м/с;скорость поворота и наклона консоли - не менее 0,2 рад/с. 6. В колоннах с регулируемой высотой консоли наименьшая высота от пола до площадки для подающего механизма должна быть 1600 мм. (Измененная редакция, Изм. N 1). 7. Наибольший угол наклона консоли колонны типа 2 должен быть не менее 40° относительно горизонта. 8. Угол поворота консоли в горизонтальной плоскости должен быть не менее 270°. 9. Грузоподъемность колонны при установке одного подающего механизма должна быть 100 кг.При установке более одного подающего механизма грузоподъемность определяют расчетом. 10. Усилие при ручном изменении положения консоли должно быть не более 200 Н. 11. Другие основные параметры и размеры колонн должны соответствовать приведенным на черт.1 и 2 и в таблице. Колонна типа 1 Колонна типа 2 1 - стойка; 2 - площадка для подающего механизма; 3 - устройство для сварочной проволоки; 4 - консоль Черт.1 Примечание. Чертежи не определяют конструкцию колонны. Тип колонны Исполнение в зависимости от высоты консоли Наибольший вылет консоли , мм Высота площадки для подающего механизма H*, мм 1 С регулируемой высотой консоли 1800 2500 2800 4500 3150 6300 4000 С постоянной высотой консоли 1000 1250 1800 1400 2800 2000 2500 4500 4000 6300 8000 2 - 1800 1250 1600 2800 2000 2500 ______________* Для колонн типа 1 с регулируемой высотой консоли - при верхнем положении консоли, для колонн типа 2 - при горизонтальном положении консоли. 10, 11. (Измененная редакция, Изм. N 1). 12. (Исключен. Изм. N 1). Электронный текст документаподготовлен АО "Кодекс" и сверен по:официальное изданиеСварка, пайка и термическая резка металлов. Часть 1. Терминология, классификация и оборудование: Сб. ГОСТов. -М.: Издательство стандартов, 1990 docs.cntd.ruГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия. Сварка полуавтомат гост
ГОСТ 11533-75 «Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры»
Сварка арматуры ГОСТ 14771 76
Сварка арматуры ГОСТ – полуавтоматическая сварка

Процесс сварки полуавтоматом
Оборудование для полуавтоматической сварки

Типы сварочной проволоки
ГОСТ 14771-76 – полуавтоматическая сварка, техника работы
Технологии полуавтоматической сварки

ГОСТ на сварку для условного обозначения соединений, применения оборудования и материалов
Ручной электродуговой сварочный процесс
 Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.
Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду. ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся:
ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся: Государственным стандартом устанавливается порядок подготовки поверхностей к выполнению сварного неразъемного соединения, включающий точную геометрию срезов кромок заготовок. Отдельные разделы стандарта посвящены свариванию заготовок разной толщины.
Государственным стандартом устанавливается порядок подготовки поверхностей к выполнению сварного неразъемного соединения, включающий точную геометрию срезов кромок заготовок. Отдельные разделы стандарта посвящены свариванию заготовок разной толщины.Под слоем флюса
 Технология сварки под слоем флюса широко применяется при сборке крупных стальных конструкций. Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.
Технология сварки под слоем флюса широко применяется при сборке крупных стальных конструкций. Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.При соединении труб
Для заготовок из алюминия
 Алюминий, являющийся легкоплавким металлом, требует особого подхода при выборе технологии производства сварных соединений.
Алюминий, являющийся легкоплавким металлом, требует особого подхода при выборе технологии производства сварных соединений.Сварочные ГОСТы | Сварак


Сварочные ГОСТы:
ГОСТы: процессы сварки
Сварочные ГОСТы: соединения, элементы и размеры.
ГОСТ: ручная дуговая сварка
ГОСТ: сварка под флюсом
Гост: сварка алюминия
ГОСТ: cварка трубопроводов
ГОСТы: сварочные материалы
ГОСТы на технические газы
Полуавтоматическая сварка в среде защитных газов: режимы, ГОСТ

Область применения
Преимущества
Недостатки
Режимы сварки
Диаметр проволоки, мм Величина тока, А Напряжение, В Скорость подачи проволоки, м/ч Расход газа 1,5 0,8 120 19 150 1 150 20 200 7 2 1,2 170 21 250 1,4 200 22 490 12 4-5 1,6 250 25 680 1,6 300 30 700 Принцип работы и отличительные особенности

Используемые защитные газы
Заключение
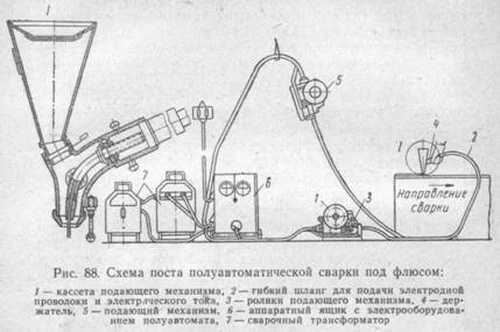
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия




















ГОСТ 26408-85 Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры (с Изменением N 1), ГОСТ от 07 января 1985 года №26408-85
Черт.1. Колонна типа 1; Колонна типа 2










