
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
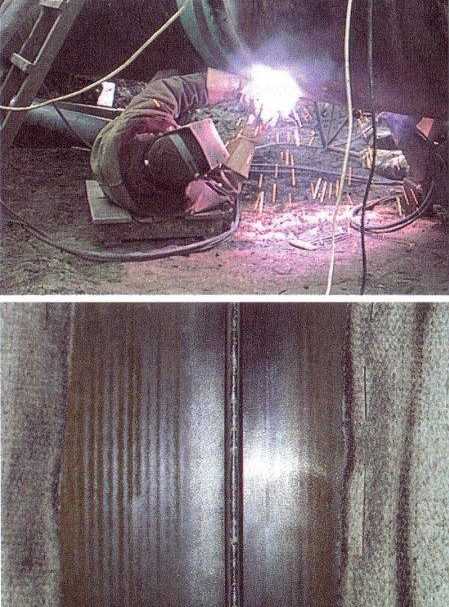
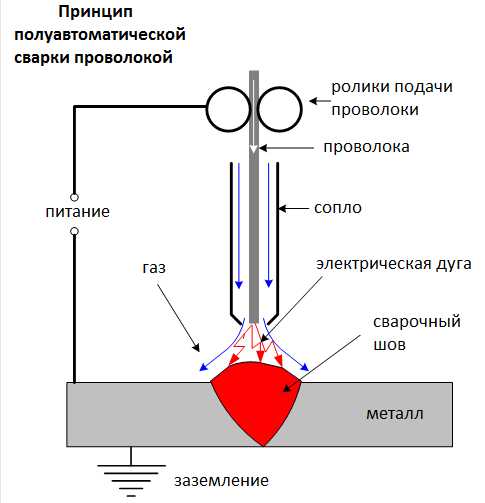
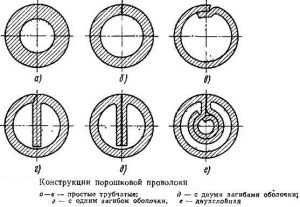
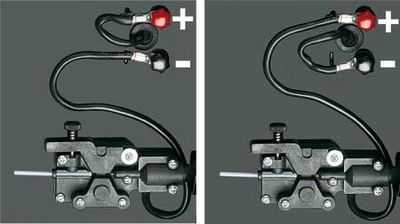
Порошковая проволока используется в сварочных операциях как расходный присадочный материал, полая структура которого заполнена гранулами флюса. В процессе работы происходит испарение углекислого газа из флюса и образование необходимого защитного слоя. Это позволяет производить сварку полуавтоматом без газа обычной проволокой. Порошковую (самозащитную) проволоку применяют в случае невозможности приобретения газового баллона или нецелесообразности его зарядки при небольших объемах работ. Благодаря компактности оборудования сварка полуавтоматом без газа может производиться в труднодоступных и неудобных местах любых монтажных и строительных площадок: Сварка самозащитной проволокой Для работы необходимо наличие источника питания 220 V. Метод сварки без газа используется для получения качественных и надежных соединений деталей любой толщины – от 1,2 до 10 мм. Способ подходит для операций с оцинкованным железом, углеродистой сталью, нержавейкой. Порошковая проволока пригодна для создания швов и наплавок. Необходимо учитывать, что метод не применяется для сварки нарушенных стыков действующего водопровода. Схема полуавтоматической сварки проволокой Сварка без газа характеризуется непрерывной подачей самозащитной проволоки. Такой способ отличается следующими достоинствами: Сварка порошковой проволокой — плюсы и минусы Учет недостатков позволит оптимизировать сварочный процесс и повысить его эффективность. Высокая стоимость проволоки частично компенсируется за счет экономии средств на газовых баллонах. Полученные в результате сварки порошковой проволокой швы ниже по качеству, чем при применении инертного газа. Хрупкое строение расходного материала требует осторожного обращения. Для получения ожидаемого результата необходимо учитывать специфику сварки самозащитной проволокой: Параметры сварки самозащитной порошковой проволокой Рекомендуется начать работу с пробного образца, это позволит правильно подобрать оптимальные режимы сварки. Метод сварки без газа применяется с использованием полуавтоматов типа MIG/MAG, оснащенных функцией переключения полярности. Прямая полярность необходима для работы при более высокой температуре, которая обеспечивает распыление флюса и формирование защитного газового облака. В настройках аппарата выставляется величина тока, соответствующая толщине свариваемого материала. Правильно настроенный полуавтомат обеспечит устойчивую сварочную дугу. Технология MIG/MAG сварки Самозащитная или флюсовая проволока выпускается разных типов. Она изготавливается в виде полой поверхности, заполненной флюсом с присадками. Она может быть в форме трубки: Конструкция порошковой проволоки Ребра конструкции защищают материал от сминания при случайном нажатии. Заполняющий проволоку флюс состоит из деоксидирующих, шлакообразующих веществ. В качестве дополнительных компонентов входят различные присадки, включающие железо, марганец, никель. По структуре флюс соответствует обмазочному материалу покрытых электродов. Дефекты сварочных швов После формирования сварочного шва на нем образуется корка из шлака, который затекает в сварочную ванну. Остывшее соединение необходимо отбить от шлаковых покрытий с помощью молотка. Эта операция необходима для многопроходных швов. В результате создаются условия для сцепления каждого последующего слоя. По окончании работы шов следует зачистить специальной щеткой по металлу. Сварка порошковой проволокой создает грубые крупночешуйчатые швы с характерными наплывами. Один из распространенных дефектов – непроваренные участки соединения. Качество шва напрямую зависит от расходного материала, состав которого должен соответствовать конкретному виду стали. Сварка без газа, как и любой другой сварочный процесс, требует соблюдения техники безопасности, выполнения противопожарных мероприятий, применения индивидуальных средств защиты. specnavigator.ru Для выполнения процесса дуговой сварки часто используют полуавтомат. Роль электрода выполняет проволока. Механический привод подает ее непрерывно в головку для сварки. Заданная скорость подачи постоянная. Благодаря флюсам, даже если проволока небольшая в диаметре (до 2 мм), металл расплавится на требуемую глубину. Швы отличаются высоким качеством и надежностью, не зависимо от толщины металла. От режима зависит как правильно варить полуавтоматом с углекислотой. В этом случае предусмотрено использование импульсно-дугового режима, при котором хоть металл и расплавляется медленнее, но шов получается прочный. httpv://www.youtube.com/watch?v=jFL-r67COw4 При использовании полуавтомата улучшиться не только качество ее шва, но и значительно увеличится производительность труда. Таким способом опытные специалисты за 1 час сваривают 20 – 40 м шва. Полуавтоматическая сварка выполняется как с использованием газа, так и без него. Во время проведения процесса с газом возможно полностью исключить доступ кислорода в зону, где производится сварка. Это позволит избежать переизбытка или недостачи углерода. Ведь это может повлиять на качество шва. Какой газ нужен для сварки полуавтоматом? Для этих целей используется ацетилен. Он получается, когда вода вступает в реакцию с карбидом кальция. При смешивании ацетилена с кислородом достигается температура 3000⁰ и выше. Сжижений МАФ — газ для сварки полуавтоматом. Этот новый вид сменил ацетилен. Также используют бутаны, пропаны, бензолы и другие. Но во время процесса должен обязательно присутствовать кислород в качестве катализатора. Иногда возникает вопрос, если производится сварка полуавтоматом, какой газ использовать? Все зависит от вида металла. Этот метод отличается большой трудоемкостью и значительными затратами, так как газовые баллоны тяжелые, а заправка дорогая. С этого следует, что при нечастой работе лучше использовать проволочный сварочный аппарат. Производство этих аппаратов началось не так давно. Но благодаря своим функциям, они стали востребованы не только среди любителей, но и профессионалов. Устройство для подачи проволоки в сварочную зону — обязательный механизм инвертора. Она может быть защитной или порошковой. Выполняя процесс плавящимся стержнем, используется защитный газ для сварки полуавтоматом. Полуавтомат используют для изделий, для изготовления которых были использованы алюминий, низколегированные и коррозионностойкие стали. Его принцип работы заключается в преобразовании переменного тока в постоянный при подключении агрегата к электрической сети. Эти функции выполняются специальным модулем, высокочастотным трансформатором и несколькими выпрямителями. В усовершенствованных полуавтоматах установлен особый блок, который автоматически регулирует коэффициент мощности. С его помощью происходит синхронизация рабочих токов по синусоидам напряжения, что позволяет оборудованию работать стабильно и качественно. Благодаря некоторым преимуществам, такие полуавтоматы более популярны по сравнению с другими агрегатами: Недостатки инвертора полуавтомата: Можно ли варить полуавтоматом без газа? Для этого не возникнет никаких проблем. Для сварки без газа используется порошковая и флюсовая проволока для полуавтомата. Это стальная трубка с порошком (флюсом) внутри. Рабочая зона защищена газом. Только следует учесть, что сварка полуавтоматом без газа обычной проволокой запрещена. Использовать обычную проволоку без газа нельзя. Сварка полуавтоматом без газа обладает преимуществами: Из этого следует, что данный процесс экономически выгодный. Сварка алюминия полуавтоматом без газа происходит с помощью алюминиевой проволоки, которую используют как электрод. Но чаще для этих целей применяют аргон. Как варить полуавтоматической сваркой? Данный процесс состоит из нескольких этапов: Прежде чем приступить к работам, необходимо прежде всего приобрести подходящую присадочную проволоку. Ее диаметр должен соответствовать глубине необходимого шва. В зависимости от материала металлоконструкции подбирается проволока для сварки полуавтоматом без газа. Совет!! Полуавтоматом производится сварка флюсовой проволокой без газа. Присадки для аргоновой сварки не подходят. httpv://www.youtube.com/watch?v=vXYtmYTDKMA Используя сварочный полуавтомат проволочный, риск пропалить металл исключается. Углекислый газ подавляет горение свариваемой поверхности. krasimavtomobil.ru Сварка #8211; это всем известный процесс соединения металлических деталей в условиях высоких температур. Сварка полуавтоматом удобна тем, что проволоку не надо подавать вручную. Для создания таких условий существуют специальные сварочные агрегаты и приспособления, способные работать в ручном, автоматическом и полуавтоматическом режиме. Сварочный полуавтомат выгодно отличается от обычного агрегата ручной сварки тем, что подача сварочной проволоки, выполняющей функции электрода, производится любым полуавтоматом самостоятельно, без участия человека. Схема сварочного полуавтомата. Промышленность выпускает много видов различных полуавтоматов, которые предназначены для выполнения сварочных работ алюминиевых и стальных деталей, а также некоторых других металлов и сплавов. Все аппараты классифицируются по разным показателям: по типу применяемой проволоки, по способу защиты сварного шва. Сварочная проволока может применяться стальная или алюминиевая. Защита шва может производиться слоем флюса, средой некоторых защитных инертных газов, особой порошковой проволокой. К положительным качествам полуавтомата следует отнести: Недостатком сварки является сильное разбрызгивание металла. Других недостатков не имеется. Вернуться к оглавлению Процесс сварки полуавтоматом. В обычных условиях этим аппаратом варят черные металлы, нержавеющую сталь, алюминий. Сварка происходит под слоем инертного защитного газа. Для этого используется чаще всего углекислый газ, аргон, иногда гелий и смеси этих газов. Источником питания полуавтоматического сварочного аппарата является постоянный ток. Минусовая клемма подключается к изделию. Главный рабочий орган установки #8211; сварочная горелка особой конструкции, подающая в зону сварки специальную сварочную проволоку с флюсом или с защитным газом. Перед работой аппарат нужно настроить: Если аппарат настроен, сварщик приступает к работе, соблюдая все основные принципы и тонкости сварного дела. Вернуться к оглавлению Таблица режимов сварки полуавтоматом. А как варить полуавтоматом без использования защитного газа, возможно ли это? Если полуавтомат куплен для домашнего использования, то не всегда бывает выгодно приобретать к нему баллон, наполненный газом. Можно использовать вместо него специальную флюсовую или порошковую сварочную проволоку. В разрезе флюсовая проволока представляет собой тонкостенную стальную трубку, заполненную флюсом, который в процессе сварки сгорает, образуя небольшое облачко защитного газа, непосредственно в зоне сваривания деталей. При работе с применением такой проволоки на свариваемое изделие подается плюсовой вывод электропитания. Проволока может включать компоненты флюса непосредственно в металл, из которого она выполнена. Чем хорош такой вариант? Чтобы ответить на этот вопрос, нужно вспомнить школьный курс физики: когда в результате электродугового разряда проволока начнет плавиться под действием высокой температуры, в сварной ванне обязательно образуется облачко, состоящее из тех веществ, которые входят в состав проволоки. Это облачко почти полностью заменяет инертный газ, который применяется в обычных условиях работы. Дуговая сварка с защитным газом. При выполнении вертикальных швов нужно учитывать, что тепло поднимается всегда снизу вверх. Поэтому шов рекомендуется вести в направлении сверху вниз, особенно при сварке тонкого листового металла. Рабочую горелку следует держать с небольшим наклоном вверх, так лучше будет удерживаться так называемая сварочная ванна #8211; зона сварки с защитным облачком газа от сгоревшего флюса. Передвигать горелку вдоль шва нужно достаточно быстро, чтобы несколько опередить появление капли расплавленного металла сверху. Сварочная проволока всегда должна находиться на переднем крае сварочной ванны. Квалифицированный сварщик способен накладывать сварной шов со скоростью до 2 см в секунду. Достигается это благодаря автоматической подаче проволоки толщиной 0,5-3 мм. Сварка без использования газа немного напоминает обычную сварку сварочным электродом, в процессе которой шлак может затекать в сварочную ванну. Это приводит к тому, что приходится поверх получившегося шва накладывать дополнительный сварной шов, очистив предварительно от шлаков предыдущий. Порошковая проволока, предназначенная для сварки без использования газа, имеет довольно низкую степень жесткости. Она имеет очень тонкие стенки, поэтому при работе с ней недопустимы резкие повороты и изгибы шланга, по которому она поступает к месту сварки. Использовать обычную проволоку без газа категорически не рекомендуется, так как это приведет к неровному шву с внутренними пустотами, к перерасходу проволоки вследствие ее бесполезного испарения. А можно ли варить потолочные швы? Следует помнить, что варить потолочные швы без газа не получится, так как получившаяся в процессе сгорания флюса углекислота под действием силы тяжести просто покидает сварочную ванну. Преимущества сварки полуавтоматом без использования газа: Перед тем как варить полуавтоматом металлические детали, требуется правильно организовать свое рабочее место и неукоснительно соблюдать правила техники безопасности. При выполнении работ нужно создать десятиметровую зону вокруг места проведения сварки. В противном случае люди, случайно оказавшиеся в этой зоне, могут получить ожог сетчатки глаза. Сварщик должен использовать индивидуальные средства защиты. В зоне сварки не должно быть горючих материалов. Чем сварка полуавтоматом без газа, отличается от полуавтоматической сварки в газовой среде, и что вообще такое сварка полуавтоматом, мы рассмотрим все эти вопросы в нашей статье. Сварка полуавтоматом — один из видов классической дуговой сварки. Электродная проволока выступает в роли сварного электрода. Она непрерывно подается механическим приводом с заданной постоянно скоростью в сварочную головку. Сварочные флюсы позволяют даже при работе с небольшим диаметром проволоки (0.8-2мм) малыми токами обеспечить достаточно глубокое расплавление металла непосредственно в зоне сварки. Благодаря этому получаются надежные и качественные швы на толстом или тонком металле. Использование полуавтомата для сварочных работ позволит значительно улучшить качество сварного шва, а также существенно увеличит производительность работ. При помощи полуавтоматической сварки опытные мастера вырабатывают от 20 до 40 метров шва сварного в час. Сварка полуавтоматом видео, обучающее можно найти в конце этой статьи, где вы сможете наглядно ознакомиться непосредственно с процессом сварки. Сегодня существует возможность выполнять сварку полуавтоматом с газом или без газа. В первом случае в процессе сварки полностью исключается попадание кислорода непосредственно в зону сварки, что позволяет устранить переизбыток или недостачу углерода. Иначе сварной шов может оказаться слишком хрупким или мягким. Но такой вид сварки слишком затратный и трудоемкий. Вам придется носить тяжелые баллоны с газом, даже если вы хотите сделать всего пару незначительных швов. Да и заряжать газом баллоны при нечастой работе достаточно дорого. В этом случае лучшим выбором станет сварка полуавтоматом без газа. Преимущества полуавтоматической сварки без газа Как правило, ее еще проволокой флюсовой, обозначая тем самым ее состав. В наше время доступна также и сварочная порошковая проволока. Какое бы название не носила данного вида проволока, все они применяются для сварки полуавтоматом без газа. Данная проволока состоит стальной трубки, с диаметром, который соответствует 0.8, как и при полуавтоматической сварке в газовой среде. Внутри проволоки находится сварной порошок – флюс, который очень напоминает по своему составу обмазку стандартных электродов. Флюс в процессе нагрева полностью сгорает и в результате чего образуется защитное облако газа в зоне сварки. Сварка полуавтоматом без газадостоинства Полезные советы при полуавтоматической сварке без газа Сварка полуавтоматом напоминает классическую с обычными электродами, именно поэтому во время выполнения работ есть вероятность затекания шлака в сварочную ванну от сгоревшего флюса. Чтобы это предотвратить для получения надежного герметического соединения необходимо поверх сделать еще один шов, очистив предварительно предыдущий. Из-за того что порошковая проволока, которая используется в процессе сварки полуавтоматом без газа очень хрупка и имеет малую жесткость собственной конструкции – очень тонкая стенка – поэтому подачу проволоки необходимо выполнять специальным механизмом с малым сжатием, при этом любые резкие повороты шланга не допускаются. Необходимо строго соблюдать полярность при подключении на «массу» и на держак. Минус должен подаваться непосредственно на держак, а плюс к самому изделию. Данное подключение получило название – прямое. Это необходимо для того чтобы во время подачи проволоки флюсовой должна создаваться очень высокая температура, которая образует защитное облако газа. Методичка сварщика Сварка, сварочное оборудование, новые сварочные технологиии Полная версия сайта Сварочный полуавтомат уже не является какой-то новинкой, доступной лишь профессиональным сварщикам или жестянщикам. Специализированные магазины наполнены как недорогими и достаточно простыми, так и вполне качественными аппаратами. Популярность их объясняется достаточно просто — простота рабочего процесса, причем ни в ком случае не в ущерб качеству, скорее наоборот. При использовании сварочного полуавтомата можно получить даже при небольшом навыке вполне качественный и красивый шов. Как правило, приобретаются аппараты серии MIG-MAG, то есть те, которые варят в среде инертного (MIG), например, аргона и активного (MAG) — углекислого газа. Что это дает? Поскольку сталь — это соединение железа с углеродом, причем в определенной пропорции, то и сварной шов должен хотя бы примерно соответствовать этим же характеристикам. В противном случае шов получается либо слишком хрупким — переизбыток углерода, либо мягким — недостаток. Среда защитного газа позволяет отсечь кислород воздуха из места сварки, поэтому в процессе работы расплавленный металл детали плавится, соединяясь с расплавленной в зоне сварочной ванны проволокой. Однако баллоны достаточно тяжелы, а при нечастом использовании заряжать баллон для того, чтобы пройти шов, например 5-7 см невыгодно, да и слишком дорого. Гораздо проще использовать специальную сварочную проволоку. Альтернативно, ее называют ещё флюсовой проволокой, что, в принципе, указывает на ее состав. Помимо этого может встретиться название порошковая сварочная проволока, что также соответствует этому же материалу. Независимо от названия эта проволока позволяет осуществить сварку полуавтоматом без газа. Состоит такая проволока из стальной трубки, диаметр которой соответствует применяемой при обычной сварке в среде газа. Как правило это 0,8 мм. Внутри находится специальный порошок — флюс, несколько напоминающий по своему составу обмазку обычных электродов. В результате нагревания флюс сгорает и образует в зоне сварки облако защитного газа, наподобие того как и в простой сварке электродом. Из плюсов можно отметить отсутствие необходимости газовой аппаратуры, а самое главное — возможность наблюдать, конечно сквозь защитную маску, за местом подачи в разделку. Помимо этого, различные типы проволоки содержат различные наполнители, что позволяет формировать химический состав шва, а также характеристики дуги. В связи с тем, что сварка несколько напоминает обычную, электродом, в процессе может происходить затекание шлака от сгоревшего флюса в сварочную ванну, поэтому в некоторых случаях для получения герметичного соединения приходится поверх накладывать ещё один шов, предварительно очистив предыдущий. В связи с тем, что порошковая проволока, обеспечивающая сварку полуавтоматом без газа, имеет малую жесткость в своей конструкции — стенка очень тонкая — подача проволоки должна осуществляться механизмом с очень небольшим сжатием, а резкие повороты шланга полуавтомата недопустимы. В обязательном порядке должно соблюдаться условие подключения полярности на держак и на «массу». На держаке, горелке должен быть минус, а на самом изделии — плюс. Такое подключение называется прямым. При сварке в среде защитного газа используется обратное подключение. Обусловлено это тем, что при подаче флюсовой проволоки необходимо более высокая температура для образования защитного газа. Ниже вы можете просмотреть видео сварки полуавтоматом без газа. Видео сварки полуавтоматом без газа: Видео сварки инвертором Stark IMT 200 полуавтоматом флюсовой проволокой без газа. Идеально подходит для мобильных работ т.к. не нужен баллон с газом. Источники: http://moyakovka.ru/process/kak-varit-poluavtomatom-bez-gaza.html, http://o-builder.ru/svarka-poluavtomatom-bez-gaza/, http://nanolife.info/raznye-vidy-svarki/140-svarka-poluavtomatom-bez-gaza.html Комментариев пока нет! kakdelat-pravilno.ru Главная » Новости Опубликовано: 06.09.2018 При изготовлении металлоконструкций применяют электродуговую сварку плавлением. Наиболее распространенными ее видами является ручная сварка плавящимся электродом в специальной обмазке типа ММА и полуавтоматическая сварка плавящейся проволокой в среде защитных инертных и активных газов MIG или MAG. Сварка полуавтоматом без газа обычной проволокой сварочными аппаратами типа MIG и MAG практически невозможна, так как либо расплавленный металл будет почти полностью разбрызгиваться при большой силе сварочного тока, либо будет постоянно залипать при слабом значении тока. Но и в этом случае технический прогресс нашел выход и предложил для таких сварочных полуавтоматов специальную проволоку с порошком флюса внутри, которой можно вполне полноценно сваривать стальные изделия полностью обходясь без защитного газа. Сварка без защитного газа Сам по себе полуавтоматический сварочный процесс по технологии MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА. Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд. Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварного шва и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика. Но при всех своих весомых достоинствах сварочный процесс по технологии MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как: И дело даже не в том, что газобаллонное оборудование достаточно громоздко, а в том, что при не очень частом применении, к примеру, для 5-10 см сварного шва в сутки, заряжать газовый баллон становиться слишком дорого и накладно. В случае отсутствия баллона с защитным газом сварка полуавтоматом MIG или MAG без газа обычной проволокой возможна, но очень проблематична и крайне неэффективна, а полученное таким образом сварное соединение не будет отличаться прочностью. Разве что можно сделать небольшие точечные прихватки двух листов тонкой жести. А обусловлено это тем, что при больших значениях сварочного тока непростая проволока будет гореть в атмосферном воздухе и разбрызгиваться, а при слабых токах кончик проволоки просто будет прилипать к свариваемой поверхности без должного эффекта. Но если во время сварки защитить расплавляемый металл от кислородного воздействия путем одновременной подачи сварочной проволоки и флюса в гранулах в район образования сварного шва, то можно вполне обойтись и без защитной среды в виде инертного или активного газа. Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки. Как производится сварка порошковой самозащитной проволокой без газа на сварочном полуавтомате MIG или MAG вы можете посмотреть на данном видео: В свою очередь, при небольших объемах работ, что весьма актуально при индивидуальном использовании, на том же сварочном оборудовании MIG или MAG гораздо выгоднее применять специальную порошковую проволоку. При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется не потоками инертных или активных газов, а образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции. Таким образом, сварочный полуавтомат проволочный без газа будет способен при работе обходиться без дополнительного газобаллонного оборудования, что сделает такой аппарат абсолютно мобильным, как инверторные аппараты ММА сварки, при этом сохранив все достоинства технологии MIG и MAG. Отказ от газобаллонного оборудования на сварочных полуавтоматах MIG и MAG или сварка порошковой проволокой дает ряд существенных преимуществ: Но стоит понимать, что сварочный аппарат проволочный без газа при всех видимых достоинствах обладает и определенными недостатками, которые выражаются в виде: Единственным существенным требованием к сварочным полуавтоматам типа MIG и MAG для того, чтобы они могли варить сварочной порошковой проволокой без защитного газа — это обязательная возможность переключения полярности с обратной на прямую. То есть для сварки в среде защитных газов по технологии MIG или MAG требуется подключение на горелку «плюса», а на свариваемое изделие — «минуса» или массы, что называется обратной полярностью. А вот при сварке с помощью порошковой проволоки требуется так называемая прямая полярность, где на держак подключают массу или «минус», а на заготовку «плюс», как при обычной ММА сварке, что обусловливается необходимостью достижения более высокой температуры при подаче порошковой проволоки при распылении флюса для создания защитной газовой среды. Порошковую проволоку применяют для использования в полуавтоматических сварочных аппаратах MIG и MAG без необходимости в газовых баллонах. А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенностей конструктивного исполнения. Порошковую проволоку для полуавтоматов производят несколько видов, причем конструктивно она представляет собой различного вида полую поверхность, заполненную флюсом с присадками. Итак, различают формы порошковой проволоки, в виде: Формы порошковой проволоки Порошковую проволоку изготавливают в виде полой стальной оболочки, которую заполняют специальным составом. В состав флюса, в основном, входят деоксидирующие и шлакообразующие вещества. Например, рутил с концентратами флюорита с общим содержанием до 60%. А также в состав флюса входят различные по содержанию присадки, важным компонентом которых являются различные по составу металлические порошки. В зависимости от назначения и области использования в состав присадок могут входить железо, никель, молибден, марганец и другие легирующие вещества. Сварка полуавтоматом без газа обычной проволокой возможна, но крайне неэффективна и ее стоит применять лишь только при абсолютной безысходности. Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG. Если же у вас есть свой особый опыт по сварке полуавтоматом без газа обычной проволокой, то поделитесь им в блоке комментариев. radio-cat.ru Сварочный аппарат полуавтомат без газа на флюсовой проволоке используется в процессе сборки конструкций из цветных и черных металлов. Принцип работы таких аппаратов аналогичен схеме функционирования аргонодуговых устройств. Только в нашем случае роль инертного газа играет флюс – покрытие присадочной проволоки, которое выделяет углекислый газ при горении в сварочной дуге. Конструкция полуавтоматического сварочного аппарата состоит из трех узлов: генератора дуги (трансформатора или инвертора), транспортера присадочной проволоки и блока управления, синхронизирующего работу всех частей агрегата. Проволока поступает по гибкому шлангу в держак и при контакте со свариваемой деталью образует электрическую дугу. Присадочный материал плавится в дуге, выделяя углекислый газ при горении флюса. Углекислота изолирует сварочную ванну от атмосферного кислорода и препятствует чрезмерному плавлению соединяемых деталей. Транспортер проволоки обеспечивает непрерывную подачу присадочного материала. А генератор обеспечивает стабильность горения дуги между плавким электродом (проволокой) и деталью металлоконструкции. В итоге, с помощью полуавтоматического аппарата можно выполнить не только точечную прихватку, но и линейный шов диной до 40 метров. Для большинства полуавтоматических сварочных аппаратов, работающих на флюсовой проволоке характерны следующие рабочие параметры: Сила сварочного тока регулируется с помощью реостатов блока управления. Диаметр проволоки подбирают исходя из условий сварки (толщина стыкуемых деталей, тип материала и прочее). Мощность аппарата влияет на производительность и цену, повышая оба параметра в большую сторону. Сварка полуавтоматом без газа не отличается от классического дугового процесса. То есть, вы должны включить аппарат, получить дугу (контактом с заготовкой) и начать сварку деталей. Однако применение флюсовой проволоки накладывает на процесс сварки некоторые ограничения. Так, из-за хрупкости порошковой присадочной проволоки вам придется обращаться с держаком очень аккуратно, не делая резких движений и не загибая подающий шланг под острыми углами. Кроме того, углекислый газ, генерируемый в процессе горения флюса, вынуждает отказаться от сложных потолочных швов. Да и вертикальные швы такой аппарат «производит» с некоторыми затруднениями. А вот с горизонтальными швами нижнего типа никаких проблем нет. А еще очень важно соблюдать полярность при подключении катода и анода. Ведь максимальная мощность должна транслироваться на держак и расходоваться на плавление проволоки. В итоге, для полуавтоматических сварочных аппаратов характерен следующий набор достоинств: К недостаткам такого аппарата можно отнести следующее: steelguide.ruСамый эффективный способ сварки полуавтоматом без газа. Сварка полуавтоматом без газа обычной проволокой
Сварка полуавтоматом без газа обычной проволокой
Особенности сварки без газа
Применение сварки без газа
Достоинства и недостатки порошковой проволоки

Технология сварки порошковой проволокой
Необходимое оборудование и виды проволоки

Особенности сварочного шва

Видео по теме: Сварка порошковой самозащитной проволокой
Сварка полуавтоматом без газа
 [contents h3 h4]
[contents h3 h4]Сварочный полуавтомат инверторного типа

Преимущества и недостатки инвертора


Как правильно варить полуавтоматом без газа. Как правильно варить. Kak-PravilnoDelat
Как варить сталь и алюминий полуавтоматом без газа

Преимущества и недостатки сварки полуавтоматом
Процесс сварки с применением полуавтомата
Сварка полуавтоматом без применения газа
Сварка полуавтоматом без газа


Полуавтоматическая сварка

Сварка полуавтоматом без газа видео :
Сварка полуавтоматом без газа

Похожие новости
Сварка полуавтоматом без газа обычной проволокой
Сварка проволокой без защитного газа
Плюсы и минусы сварки проволокой без газа
Применяемое оборудование
Вывод
Сварочный полуавтомат без газа на флюсовой проволоке
Полуавтомат сварочный без газа — конструкция и схема работы
Рабочие характеристики сварочных полуавтоматов
Сварка полуавтоматическим аппаратом
Достоинства и недостатки сварки полуавтоматического сварочного аппарата










