
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
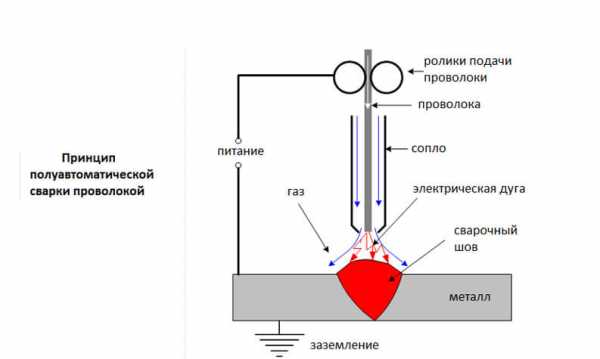
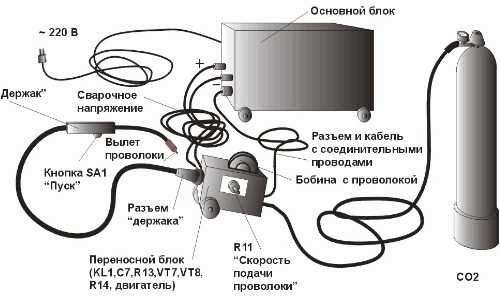
Для получения неразъемного соединения однородных (металлы) или разных по качеству (керамика, металл) деталей применяют сварку. За счет плавления материалов удается получить устойчивый к нагрузкам, недеформируемый и прочный рабочий шов между элементами. В бытовых условиях безопаснее и надежнее для начинающих применять электродуговую сварку, используя специальный сварочный аппарат (инвертор, полуавтомат). Задача оператора не просто соединить два элемента, а создать красивый, прочный, надежный и неразъемный рабочий шов. А для этого должна быть изучена техника сварки полуавтоматом и инвертором различных по толщине материалов. Расходным материалом при работе с первым видом оборудования будет проволока (тонкостенные детали), со вторым — электроды (сваривание толстых деталей). Нужно освоить: Наглядно с процессом дуговой сварки поможет ознакомиться видео. Одно из основных условий получения качественного и надежного рабочего шва — корректный подбор длины дуги и диаметра расходного элемента. Поэтому для начинающих сварщиков важно запомнить следующее правило: габариты дуги должны быть равны 0,5-1,1 от параметров электрода (2.5, 3.25, 4, 5 мм) или проволоки (до 2-2,25 мм). Правила техники сварки полуавтоматом и инвертором гласят, что оператор обязательно должен поддерживать в ходе процесса заданную (корректную) длину электросварочной дуги. Если отступить от правила, то последствия будут следующими: Если сваривать детали, не поддерживая постоянной величину дуги, то процесс дуговой сварки нарушается: неустойчивое, неравномерное горение, некорректная глубина провара, пожароопасность процедуры и т.д. Рабочий шов будет иметь неправильную форму и однородную структуру, размеры. Чтобы облегчить процесс, для начинающих производители расходных материалов (только при работе с электродами большого диаметра) в паспорте указывают желательную величину дуги. Если ранее оператором не рассматривалась техника электродуговой сварки с помощью инвертора или полуавтомата, тогда процесс лучше начинать изучать с самых азов — с поджига или возбуждения дуги. Сложности связаны с прикипанием основания стержней к поверхности соединяемых материалов. Поэтому новичкам нужно запомнить главное правило сварки инвертором: при поджиге прикосновение электрода к деталям должно быть кратковременным. Чтобы возбудить дугу используют один из методов поджига: Если секундная задержка не удалась, стержень обязательно прикипит к детали. Отрывать его нужно, применяя вращение. Поворачивая расходный элемент в сторону, резким движением срывают его. На видео показано, как правильно выполнить возбуждение сварочной электрической дуги. Соединения принято делить на стыковочные, потолочные, угловые, горизонтальные, нахлестные, вертикальные, тавровые и прочие. Характеристики пространства между деталями определяют количество проходов, за которые удастся положить ровный и качественный шов. Меленькие и короткие соединения выполняют одним проходов, длинные — несколькими. Накладывать шов можно непрерывно либо точечно. Выбранная техника сварки определит прочность, устойчивость к нагрузкам и надежность места соединения деталей. Но прежде чем выбрать схему работы, необходимо определиться с положением стержня. Его определяют: Корректный выбор положение стержня определяет прочность и внешние данные места соединения, а техника сварки швов в различных положениях будет следующей: Правильно подобранное положение инструмента гарантирует и удобство выполнения запайки стыка, и позволяет следить за корректным проплавлением материала. Последний факт обеспечивает качественное формирование и прочность рабочего соединения. Правильная техника сварки инвертором — проплавление материалов на незначительную глубину, отсутствие брызг, равномерный захват кромок стыка, равномерное распределение расплава. Каким должен получиться соединительный сварочный шов можно увидеть видео для начинающих сварщиков. Корректное движение сварной электрической дугой обеспечивает качество и надежность соединительного шва. Описываемая техника дуговой сварки предполагает перемещение дуги в следующих направлениях: Чтобы стала понятной эта техника сварки инвертором для начинающих, уточним: все три движения стержнем постепенно накладываются друг на друга, формируя прочное и неразъемное соединение материалов. Поступательно-колебательные движения концом стержня могут иметь различную фигурную траекторию (классических вариантов 11). Каждый из них подходит (удобен) для определенного вида шва. Но вариант фигурного перемещения стрежня подбирают не только по пространственному положению стыка, но и по прочностным характеристикам будущего шва. Для начинающих сварщиков важно запомнить, что перемещение электрической дуги должно быть таким, чтобы края привариваемых объектов расплавлялись с образованием достаточного объема наплавленного металла. Чрезмерный оплав — неаккуратный стык, недостаточный — слабый шов. При работе с длинными или сложными стыковочными объектами придется выполнять замену стержня. Процедура следующая: Перемещения дуги, которые использует техника сварки инвертором, на видео для начинающих проиллюстрированы детально. Схема заполнения места соединения деталей будет определять эксплуатационные и прочностные характеристики сварного шва. Поэтому любая техника сварки, в частности дуговой сварки, классифицирует последние по длине и сложности. Различают: На видео продемонстрировано корректное сваривание стыков несколькими видами швов. После его формирования, важно правильно заварить кратер. Нельзя резко обрывать конец шва. Нужно постепенно удлинять дугу, завершив движения стержнем. Процесс сварки заканчивает с ее обрывом. Закрепить теоретический материал поможет видео. Поделись с друзьями 0 0 0 0 svarkalegko.com Во время строительства здания либо капремонта авто не обойтись без сварочного аппарата. Он используется, чтобы качественно соединять детали из металла, входящие в состав определенной конструкции. Сегодня весьма часто применяется полуавтомат сварочный. Он позволяет качественно и надежно соединять детали как из черного, так и из цветного металла. Чтобы понять, как варить полуавтоматом, нужно разобраться в принципе его работы. При сваривании подобным устройством электроды не применяются. Используется особая проволока для сварки, плавящаяся в газовой среде. Инертный газ (или углекислота) должен беспрерывно подаваться из газового баллона. При выполнении сварки полуавтоматом тепловая энергия плавит деталь. Благодаря этому создается сварное соединение, формируется надежный шов. Полуавтомат состоит из: Эксплуатационные показатели полуавтоматического сварочного аппарата должны быть такими: Выбор режима сваривания рабочий производит, учитывая толщину металла. Если металл имеет толщину больше 5 мм, сваривать его нужно в 2 стадии. Каждый слой необходимо класть точно друг на друга. В таком случае вы получите высококачественный шов. Технология сварки полуавтоматом может быть следующей: В полуавтоматических аппаратах электродным элементом служит особая сварная проволока. Ее радиус равняется 0,03-0,06 см. Обычно сварщики пользуются проволокой радиусом 0,04 см. Перед тем как начать работать аппаратом, необходимо поместить в него катушку, дотянуть проволоку до выхода из горелки, настроить степень ее прижатия посредством специального ролика. Техника сварки полуавтоматом предполагает обязательное использование газа. Газ можно не применять в устройствах, оборудованный флюсовой проволокой. Как работает подобное оборудование? При сгорании флюс, который входит в состав проволоки, образует газовое облако. Оно защищает сварную ванну от воздуха, предотвращает окисление. Обычно для сварки полуавтоматом применяется углекислота либо ее смесь с аргоном. Первый вариант дешев, распространен, подойдет для сваривания стали. Второй вариант обеспечивает высокую стабильность дуги и снижает количество брызг при обработке детали. Перед тем как начать работу сварочным полуавтоматом, подключите баллон к наконечнику прибора, задайте рабочую компрессию. У большей части аппаратов возможно установить только 2 параметра: напряжение и скорость подачи проволоки. Современные устройства оснащены переключателем индуктивности. Изменяя данный показатель, возможно влиять на тип дуги. Если дуга «холодная», формируется неширокое соединение, сталь проплавляется глубоко. При «горячей» дуге все наоборот. Для того чтобы правильно отрегулировать показатели устройства, соответственно с толщиной и характеристиками материала, радиусом применяемой проволоки, иными показателями, необходимо использовать таблицу. Она присутствует в сопроводительных документах к сварному аппарату. Существуют определенные правила, соблюдение которых, вкупе со знанием принципа работы сварочного полуавтомата, позволит вам создать качественное сварное соединение. Углекислота, защищающая свариваемый металл от воздуха, провоцирует начало окислительных процессов. Чтобы свести влияние окисления к минимуму, применяют проволоку, содержащую медные, кремниевые, марганцевые элементы. Один из популярных сегодня способов обработки металла – это заваривание заплатками. Оно выполняется по такому алгоритму: Сегодня большое распространение получила сварка труб полуавтоматом без газа. Подобная процедура осуществляется по следующему алгоритму: Сваривание сделанных из тонколистового металла труб полуавтоматом дает возможность быстро и качественно создать сварное соединение. Тонким считается лист металла не толще 5 миллиметров. Такой материал нередко используют при изготовлении автомобильных запчастей, трубных изделий. Главная проблема при сварке тонколистового материала заключается в том, что он может повредиться, следовательно, появятся прожиги. Промеж обрабатываемого изделия и электрода не должно быть даже маленького разрыва, иначе дуга оборвется. Ввиду этого прежде чем начинать сваривать тонколистовой металл, нужно научиться сварке толстых металлов. Как выполнить сварку полуавтоматом для начинающих, если речь идет о тонком металле? Процедура сваривания состоит из трех стадий: При сваривании деталей, толщина которых превышает 4 миллиметра, необходимо, кроме очищения кромок от загрязнений, лакокрасочных материалов, ржавчины, осуществлять снятие фаски. Процедура снятия фаски подробно описана в соответствующем ГОСТе. Для того чтобы надежно соединить толстые детали, необходимо не просто перемещать дугу продольно соединяемым кромкам, а еще и осуществлять колебательные движения горелкой. Обыкновенно горелку перемещают зигзагообразно либо возвратно-поступательно. Ширина захода расплавленного металла соединения на поверхность заготовки должна равняться толщине детали. Прежде чем начать сваривание, необходимо установить промежуток между соединяемыми заготовками. Без промежутка материал не проварится, шов будет поверхностным и непрочным. Необходимо не только соблюдать нормы ГОСТа и учитывать характеристики сварочного аппарата (полярность при сварке, скорость подачи проволоки), но и следовать правилам техники безопасности. Они таковы: Если у вас есть какие-либо вопросы касательно режимов сваривания, используемых газов, загляните в ГОСТ. В ГОСТе можно найти информацию, которая поможет вам выбрать оптимальный режим сварки и подходящий для конкретного случая газ. Кроме того, можете ознакомиться с видео уроками. Приведем некоторые обучающие видеоролики, позволяющие быстро понять, как осуществляется сваривание полуавтоматическим прибором. ГОСТ 11533-75 “Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры” ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры oxmetall.ru На сегодня сварочное дело распространено повсюду. Сварка используется в различных отраслях промышленности: машиностроение, металлургия. Она нашла широкое применение при прокладке и ремонте трубопроводов, в судостроении, в процессе осуществления монтажных работ. Известно несколько видов сварки: ручная дуговая, газовая, полуавтоматическая, автоматическая. Технология сварки полуавтоматом несколько отличается от простой дуговой. Главное отличие — автоматизация процесса. Если при ручной дуговой сварке всю работу выполняет человек, то здесь требуются меньшие усилия. Классификация видов сварки. В настоящее время сварка полуавтоматом используется в основном для соединения различных деталей из стали, алюминия и железа. Благодаря точно установленному режиму работы сварочного аппарата можно добиться получения отличного сварного шва и прочности конструкции. Чтобы этого достичь, требуется правильно подготовить оборудование и само рабочее место. Большое значение имеет скорость подачи сварной проволоки, а также подаваемая сила тока и напряжение сети. Необходимо более подробно рассмотреть основные этапы работы при сварке полуавтоматом. Подключение сварочного аппарата. Для сварки полуавтоматом потребуется приобрести необходимое оборудование. В первую очередь понадобится сварочный полуавтомат. Он представляет собой устройство, с помощью которого осуществляется сам процесс сварки. В качестве электрода в данной ситуации выступает проволока. Она может быть различного диаметра. Это во многом зависит от толщины свариваемых изделий. Если при автоматическом процессе все делает сам агрегат, а человек только наблюдает за процессом, то здесь работник должен сваривать сам, аппарат только подает ток и проволоку. Оборудование для сварки таким способом различается по устройству и внешним параметрам. Выделяют стационарные, передвижные и переносные агрегаты. В зависимости от того, какая используется проволока, различают автоматы со сплошным электродом из стали, алюминия или универсальные. Существует и другая классификация. Она основана на механизме защиты сварного шва. Важно, что сварной шов должен быть защищен специальным газом. Выделяют сварку в среде защитного газа, под флюсом. Подготовительный этап включает в себя организацию заземления, установление нужного напряжения и силы тока. Режим работы выбирается индивидуально для каждого изделия. Непосредственно до сварки нужно правильно отрегулировать наконечник. Его величина должна превышать размер проволоки. Проволока должна быть цельной. Что же касается подающего механизма, то целесообразно проверить его исправность. Сварка осуществляется с соблюдением всех мер безопасности. При этом используются средства индивидуальной защиты (перчатки, невозгораемая одежда, щиток или маска). Сварка в среде защищенного газа. В качестве защитного газа чаще всего выступает углекислота или гелий. Защитный газ в значительной степени снижает окисление металла, что повышает прочность изделия. До сварки деталей из нержавейки или другого металла нужно тщательно очистить поверхность от грязи, мусора, смазочных веществ. Делается это при помощи щетки или ветоши. Если сварка деталей проводится в вертикальном положении или планируется формирование потолочного шва, то проволока берется небольшого сечения. Сила тока тоже не должна быть большой. Технология сваривания бывает следующих типов: Сварочный полуавтомат в углекислой газовой среде. Чаще всего сварка проводится при подаче переменного тока. Углекислый газ для сварки выпускается в баллонах. Он нетоксичен. Выделение газа из баллона осуществляется при помощи сопла горелки. Необходимый расход газа зависит от режима сварки. Что же касается подачи проволоки, то оптимальный расход ее составляет около 35-40 мм/с. После того как оборудование подготовлено, осуществляется возбуждение электрической дуги. Делается это посредством касания проволоки о поверхность изделия. Движение сварочной проволоки достигается путем нажатия на кнопку «пуск», расположенную на держателе. Проволока не должна располагаться слишком близко к изделию, так как это ухудшает обзор для работника. Проволоку нужно вести прямо. В целях обеспечения безопасности не рекомендуется направлять сопло горелки на себя. Одной рукой нужно придерживать деталь, а второй — держать горелку. При сварке важно, чтобы между кромками свариваемых деталей соблюдался нужный интервал. Технология работы такова, что при толщине металла до 10 мм зазор должен быть не более 1 мм, при толщине изделий более 10 мм зазор составляет 10% от данной величины. Очень часто детали в лежачем состоянии сваривают на подложке. При этом ее располагают снизу и очень плотно к основному металлу. Сваривать полуавтоматом можно не только сталь, но и алюминий. Сложность сварки этого металла в том, что на его поверхности имеется особый слой амальгамы. Он затрудняет процесс плавления и образования сварного шва. Соединение деталей полуавтоматом осуществляют при подаче защитного газа аргона. В данной ситуации подойдут плавящиеся электроды. Так как металл обладает высокой текучестью, под изделие устанавливается подкладка. Особенность этого вида сварки в том, что она проводится под действием постоянного тока обратной полярности. Аргонная сварка. При этом на горелку подключается «-», а на деталь — «+». Это обеспечивает разрушение поверхностного слоя алюминия и плавление детали. Необходимо помнить, что этот метод будет эффективным только в случае небольшой толщины защитной пленки. Если же слой окиси алюминия значительный, то перед проведением сварочных работ рекомендуется провести механическую или химическую обработку поверхности деталей. Алюминий лучше сваривать аппаратами с тянущим механизмом подачи проволоки. Технология сварки может проводиться в разных пространственных положениях детали. Если сварка выполняется в вертикальном положении, то горелку нужно двигать сверху вниз. Это обязательное правило, в противном случае шов не удастся. Сопло должно быть направлено несколько вверх. Вертикальные изделия нужно сваривать быстро, чтобы расплавленный металл не успевал стекать вниз. Сварка под флюсом. У сварки полуавтоматом масса достоинств, одним из которых является возможность проведения работ без защитного газа. В последние годы большой популярностью среди сварщиков пользуется сварка под флюсом. Она проводится с применением порошковой проволоки и представляет собой металлическую трубку, внутри которой расположен порошок. Порошок в процессе сварки плавится, в результате чего выделяется газ, который защищает поверхность деталей от окисления. Сам флюс схож по своему химическому составу со смазкой простых электродов. При этом типе сварки не нужно покупать баллоны с газом. Способ хорош тем, что имеется широкий ассортимент порошковой проволоки. В зависимости от ее состава можно сформировать необходимый шов и организовать оптимальный режим горения дуги. Технология соединения деталей отличается тем, что подача проволоки требует определенного усилия (нажатия). Как и при сваривании алюминия, в этом случае применяется обратная полярность. Это нужно для повышения температуры сварочной дуги и расплавления флюса. Техника безопасности при сварочных работах. Сварщик должен помнить некоторые важные моменты. Во-первых, в самом начале сварочных работ рекомендуется сделать пробный шов на каком-либо ненужном изделии. Это необходимо, для того чтобы отрегулировать режим работы (силу тока, скорость подачи проволоки). Если этого не делать, то можно получить некачественный сварной шов. Во-вторых, сваривать изделия требуется, опираясь на инструкцию, приложенную к аппарату. В-третьих, работать необходимо в специальной одежде. При сварке выделяется большой объем газа, поэтому лучше проводить процедуру на улице или оборудовать помещение вентиляцией. В-четвертых, для каждого типа сварочной проволоки форма канавки должна иметь определенную форму. Если проволока сплошная и сделана из стали, то канавка должна быть V-образной, при флюсовой проволоке канавка такая же, только с насечками. В-пятых, при горении дуги нельзя прикасаться к сварному шву, так как он очень сильно нагревается. В-шестых, категорически запрещено сваривать изделия, емкости, на поверхности которых имеются горючие материалы. Изделия должны быть очищены. Кроме того, не нужно работать беспрерывно, требуется делать небольшие паузы. Чтобы осуществить сварочные работы, потребуется набор инструментов и материалов: Нужно убедиться, чтобы газ и проволока были в достаточном объеме. При приобретении сварочного оборудования необходимо обращать внимание на его стоимость. Лучше приобретать товар по средней цене, дешевый агрегат может быть плохого качества. Полуавтомат должен иметь инструкцию по применению, гарантийный талон. Рекомендуется обращать внимание на производителя. Существуют полуавтоматы с коротким и длинным шлангом. Второй вариант оптимальный. Стационарное оборудование используется только при регулярных сварочных работах. Современные же переносные аппараты являются более компактными и удобными. Таким образом, технология полуавтоматической сварки сводится к тому, что с помощью оборудования на изделие подается проволока, а работник осуществляет плавление металла и формирует сварной шов. Условно полуавтоматическую сварку можно разделить на газовую и под флюсом. Оба метода очень эффективны и позволяют получить качественный сварной шов. От того, насколько правильно выбран режим работы оборудования, зависят результат работы и прочность полученного изделия. Если соблюдать все вышеописанные правила и опираться на инструкцию к оборудованию, то свариваемые детали не будут иметь дефектов. moyasvarka.ru Сварка полуавтоматом – один из самых удобных способов соединения металлических изделий, особенно для новичков. Полуавтоматическая дуговая сварка происходит за счет плавления электрода, который ведется автоматическим способом. Сейчас рассмотрим основные аспекты, как работает механизированное оборудование и как варить металл с помощью такого аппарата. Содержание статьи Сварка полуавтомат делится на несколько видов, в зависимости от типа материала и перемещения по рабочему изделию. Основная характеристика: Узнать больше о сварке электродами. Полуавтоматическая сварка происходит за счет образования дуги, которая преобразовывает электроэнергию в тепловую посредством плавления основного сварочного элемента – электрода. Это специальная проволока, которая служит проводником энергии. Ее подача осуществляется автоматически с помощью медной катушки. Сварочный полуавтомат может работать с газом и без газа. Первый тип применяется для соединения цветных металлов или легированных сталей. В качестве газа используется углекислота, которая подается к пистолету под делением из баллона. Перед тем, как приступать к разбору, как варить металл, необходимо разобраться в строении самого аппарата. При использовании полуавтомата в сварочных работах можно получить качественный и ровный шов, прикладывая при этом минимум усилий. Его можно происходить как ниточным, так и точечным способом, если нет полноценного доступа к свариваемым деталям. С учетом некоторых «пробелов» или зазоров, все равно получается прочное и долговечное соединения. Это объясняется свойствами оборудования, которое для этого используется. При использовании газа, он попадает в рабочую среду и защищает материал от окисления газов из внешней среды. Полуавтоматический сварочный аппарат состоит из следующих деталей: Принцип работы данного аппарата заключается в следующем. Изначально важно правильно установить полярность в зависимости от технологии – с газом иле без. Затем необходимо установить катушку с проволокой и газовый баллон. После этого проводится настройка, то есть натягивается проволока, регулируется подача газа. Ток для сварки настраивается в процессе работы. Технология сварки полуавтоматом зависит от нескольких факторов: типа металла, из которого выполнена рабочая деталь, длина шва, применение или отсутствие баллона. Кроме этого, выполнять швы можно несколькими способами: Режим работы мастер настраивает самостоятельно, ориентируясь на качество деталей, то есть типа металла и их толщину. При толстых изделиях шов необходимо прокладывать в несколько этапов, выстраивая дорожки, плотно прилегающие друг к другу. Тогда соединение будем ровным и прочным. Механизированная сварка становится все популярнее не только у профессионалов, но и у любителей. Сварки полуавтомат имеет ряд преимуществ и недостатков, с которыми обязательно нужно ознакомиться прежде чем приняться за работу. К достоинством данного вида сплавления можно отнести следующие: Кроме этого, стоит отметить некоторые недостатки, которые возникают при работе на полуавтомате: Даже с некоторыми недочетами такой тип сварки широко применяется во многих производственных отраслях. Чаще всего такие типы используются в сферах автостроения и ремонта транспортных средств. При этом применяется защитный газ – гелий, аргон или углекислый газ. Полуавтоматическая сварка с газом применяется чаще, так как она может выполнить более широкий спектр функций, чем без газа. Кроме этого, стоит отметить преимущества данного типа сплавления: Сварка полуавтоматом без газа используется в том случае, если работы проводятся не слишком часто, то есть, нет смысла приобретать баллон. В таком случае для защиты применяется порошковая проволока или флюсовая. Во время спайки металлических изделий она расплавляется под воздействием высокой температуры и создает над швом слой защитного газа. Выполняя сварочные работы без газа, необходимо учесть некоторые нюансы и секреты, которые помогут в работе: Узнать больше о дуговой сварке электродами. Чтобы сварка полуавтоматом без газа и с газом была выполнена идеально, необходимо несколько условий. Первое из которых — непосредственно мастерство сварщика, а второе – качество и функциональность самого аппарата. Рассмотрим основные аспекты, на которые следует обратить внимание при выборе сварочного аппарата: В завершении хотелось бы отметить, что сваривать металлические детали посредством полуавтоматического оборудования намного легче и быстрее, чем ручными аппаратами. Технология полуавтоматической сварки значительно отличается от ручного способа подачи электрода. Методику накладывания шва выбирает мастер в зависимости от типа деталей, их толщины и качества металла, из которого они произведены. svarkaed.ru Сварка полуавтоматом осуществляется при помощи углекислого газа либо аргона. Считается, что полуавтоматическое оборудование весьма просто освоить даже новичку. Углекислый или инертный газ должен поступать из газового редуктора (баллона для сварки полуавтоматом) во время работы бесперебойно, его количество дозируется автоматически или вручную. Сопротивление электрода намного ниже сопротивления дуги, выделение тепловой энергии оплавляет поверхности, с которыми и проводится работа – металл и непосредственно электрод. Жидкая металлическая масса как бы «склеивает» две части, отчего получается крепкий шов, один из самых надежных. Если рассказывать все о сварке полуавтоматом, то стоит упомянуть профессиональную классификацию, которая делит этот вид оборудования по трем основным принципам: По материалу, используемой проволоки: По принципам защиты сварного шва: Регулярно работаете с металлом в домашних условиях? Узнайте, какой лучше выбрать сварочный аппарат для дома, чтоб он был компактным и надёжным. А если нужно просто соединить несколько мелких деталей, будет достаточно холодной сварки. Узнайте по ссылке, как работает холодная сварка. По размерам и возможности перемещения: Работа с металлом более 5 миллиметров должна делаться, как минимум, в два этапа. Каждый из слоев нужно стараться накладывать строго друг на друга, тогда шов будет более качественным. Минимальный расход газа при работе с самыми тонкими металлическими частями составляет от 5 до 7 литров в минуту. При работе таким оборудованием, железо, практически, не деформируется. Это достигается за счет того, что зона теплового влияния необычайно узка, а скорость сварки полуавтоматом, напротив, очень высокая, что выгодно отличает данную технологию от плазменной или точечной сварки. Стыковая. Очень актуальна при ремонтных работах автомобилей, когда какая-либо деталь меняется частично. Важно, чтобы при соединении зазоры между деталями отсутствовали. В таком случае, как работать сваркой полуавтоматом? Ответ – сварка встык – это соединение точечным сплошным швом. Применяется этот метод при ремонте наружных частей кузовов и требует достаточно высокой квалификации от работника. Внахлест. Этот способ самый простой. На подготовленную поверхность кладется кусок металла. Его заваривают, скорее всего, методом точечной сварки. Допустимо работать и методом, при котором получается сплошной шов. По готовым отверстиям. Готовую заплатку с просверленными дырками приваривают к нужной части поверхности. Соединение происходит по подготовленным отверстиям. В любом случае, что нужно для сварки полуавтоматом? Сам полуавтомат. Защитная маска и перчатки, немного терпения и масса желания. Особенно все это пригодится, когда проводится сварка полуавтоматом вертикальных швов. При выполнении таких работ, горячий металл стремится скатиться вниз, поэтому нужно выставлять более короткую дугу. Тогда благодаря силе натяжения, металлические капли будут быстрее переходить из электрода в шов. Важно отводить электрод от шва, давая капле застыть. Технология сварки полуавтоматом при помощи газа можно представить так: В отличие от классических трансформаторных аппаратов сварочный инвертор очень компактен, легок, и может подключаться к комнатной розетке. Читайте детальнее о преимуществах и использовании сварочных инверторов. Сварка легкосплавных металлов, таких как алюминий, возможна не всеми аппаратами. Читайте подробнее тут, об особенностях сварки алюминия и других цветных металлов. Для того чтоб защитить глаза во время сварки, рекомендуем использовать щиток сварщика хамелеон, детальнее по адресу. Большинство профессионалов умеют проводить настройку полуавтомата для сварки на слух. Если настройка проведена правильно, то дуга горит ровно, а процесс проходит почти без брызг. Техника сварки полуавтоматом без газа несколько отличается от описанной выше. И главное отличие в том, что во время работы необходимо применять порошковую проволоку. Проволока изготавливается с добавлением марганца или кремния. Ее предназначение – самозащита оборудования. Именно этот металл при нагревании сгорает и образует защитную среду, в которой и происходит создание нужного шва. Кузовная сварка должна проводиться как можно точнее и с меньшими потерями для общей плоскости всего металла. Поэтому заваривать металл при помощи полуавтоматов – дело наиболее благодарное из всех возможных принципов починки кузова. Углекислый газ, который защищает завариваемую поверхность от кислорода и азота, имеет еще возможность и окислять металл. Дабы минимизировать этот процесс при кузовных работах, используют проволоку, которая содержит медь, а также кремний или марганец. При сварке кузова, чтобы положительный результат после процесса держался как можно дольше, лучше всего использовать точечный метод проведения работ. Современные полипропиленовые трубы для водопровода, можно проложить даже самостоятельно. Узнайте, как использовать сварочный аппарат для полипропилена, для соединения труб своими руками. Во время проведения сварочных работ важно правильно подобрать подходящие расходные материалы. В этой странице описано как происходит сварка сварочной проволокой. Хотите приобрести сварочный аппарат для работы с разными видами металлов? Тут размещена информация обо всех видах аппаратов для сварки металла. Специалисты утверждают, что таким образом можно намного продлить жизнь металлу. Заваривание заплатками может происходить разными способами. Вот один из них, при котором не сложно осуществить сварку полуавтоматом даже для начинающих: Теоретически не нужно даже зачищать готовый шов, а после его остывания можно уже приступать и к покраске «зашитой» части. Сварочный полуавтомат отнюдь недешевая, но чрезвычайно нужная и доступная в освоении вещь. Полуавтоматом можно заварить, практически, любой вид металла, в том числе и цинк, причем без повреждения поверхности. Он обладает свойствами хорошей, качественной работы даже на загрязненных частях. Этот вид оборудования снабжен устройством для дуговой сварки, которая дает возможность качественного выполнения всех видов сварочных работ. Защитная газовая среда даже при нагревании до больших температур электродов и непосредственно металлических частей защищает их от агрессивной внешней среды, что в разы повышает качество шва. metallmaster.org Кто не в первый раз сталкивается со сварочным делом, знают, что в каждом отдельном случае может быть своя техника сварки. Это зависит от того, с каким оборудованием предстоит работать, и конечно, от самого рабочего материала. В каждом случае есть свои особенности. Схема устройства сварочного полуавтомата. Данная сварка получила свое название, так как весь процесс розжига дуги, а также контроль ее длины и направление вдоль шва, контролируется непосредственно самим оператором. Трудность работы заключается в том, что требуется хороший опыт в выполнении таких работ, так как от этого напрямую зависит качество получаемого изделия. Перемещать дугу вдоль шва равномерно, при этом совершать правильные колебательные движения и уметь создавать соединение в разных пространственных положениях, новичку будет очень трудно. Правила техники безопасности при сварочных работах. Есть несколько моментов, которые выполняются в обязательном порядке при такой сварке: Что касается самих швов, то они также бывают разные, все зависит от толщины рабочего материала и от длины самого стыка: Если используемый металл имеет значительную толщину, то сварка осуществляется в несколько прохождений по стыку, так как это обеспечивает снижение напряжения и позволяет избежать деформации. Вернуться к оглавлению Схема ручной дуговой сварки. В отличие от первого вида сварки, работа с полуавтоматом под силу даже новичку, так как контроль обеспечивается применением аппаратуры. Тут главное — помнить о мерах предосторожности при использовании такого инструмента. В данном случае рабочим элементом является проволока. Сама схема работы во всех аппаратах одна и та же: идет подача тока на проволоку, которая разогревается, после чего идет регуляция потока газа. При помощи полуавтомата можно работать со сталью, медью и алюминием. Данная аппаратура может иметь механизм подачи проволоки тянущий или толкающий. Отдельные модели могут объединять две эти функции. При использовании полуавтомата сварка происходит оттого, что проволока, расположенная внутри сопла горелки, начинает расплавляться, так как на нее подается высокая температура дуги. Благодаря беспрерывности процесса, качество получаемого шва очень высоко, главное, работа требует минимум затрат по усилиям и времени. Но контроль за направлением и скоростью необходимо осуществлять самостоятельно. Такая аппаратура использует инертный или активный газ, причем последний применяют тогда, когда особенности рабочего материала не требуют создавать какой-то особенный шов. Если происходит процесс сварки алюминия, то необходимо использовать специальную сварочную проволоку, которая может проникнуть сквозь амальгаму, покрывающую данный вид металла. В данном случае создается дуга повышенной мощности. Но тут важно знать, что алюминий сваривается только с использованием инертного газа, так как вышеуказанное покрытие при контакте с кислородом начинает восстанавливать свою структуру. Схема полуавтоматической сварки. Есть несколько нюансов при работе с полуавтоматом: Перед тем как браться за работу, не лишним будет сначала разложить все перед собой и «на сухую» подогнать детали друг к другу. Если сварка производиться впервые, то лучше потренироваться на ненужном металле, таким образом, когда дело дойдет до самого процесса, шов получится более аккуратным и качественным, так как рука уже будет набита. Вернуться к оглавлению Как понятно из названия, в данном случае в процессе сварки принимает участие газовое пламя. Техника подразумевает под собой плавление, которое происходит из-за образования высоких температур в рабочей зоне. Схема газовой сварки алюминия. Данный способ позволяет расплавлять края деталей и соединять их в последующем, причем в некоторых случаях дополнительно используется присадочный металл. Как только участок остывает, получается прочный шов. Способ достаточно прост, а само оборудование не требует особых навыков в своем использовании. К тому же вся работа проводится без применения тока. Но сразу стоит отметить, что во время работы стоит быть очень аккуратным, так как из-за пламени происходит нагрев большого участка, а не только там, где делается шов. Данный вид сварки применим для металлов толщиной в 0,1-03 см, например, таких как чугун, медь, латунь и т.д. Техника газовой сварки имеет правый и левый способ: Левосторонняя сварка более приемлема для работ с тонкими металлами. В каждом отдельном случае в первую очередь необходимо ориентироваться на личный опыт и возможность использовать ту или иную аппаратуру. К тому же не последнюю роль играет и тот момент, насколько важен внешний вид свариваемой детали. Это должно быть определяющим в выборе вида сварки и сопутствующих ей материалов. expertsvarki.ru Как только человечество научилось получать металлы, назрела необходимость создания оборудования для производства изделий из данного материала. В различных отраслях промышленности сварка полуавтоматом используется для скрепления металлических конструкций. Полуавтомат сварочный подходит для варения черных и цветных металлов различной толщины. Специальное оборудование для сварки позволяет ускорить производственный процесс и повысить качество швов. Для проведения сварочных работ нужно обладать достаточными знаниями, иметь арсенал оборудования и соблюдать технику безопасности. Интересная информация. Полуавтомат сварка применяется на многих СТО. С его помощью производится кузовной ремонт авто. Человек, желающий освоить технику сварки, должен в первую очередь понять, что такое сварочный полуавтомат и изучить его устройство. Говоря простыми словами, он представляет собой электромеханический прибор, в котором в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки. Комплект работающего агрегата состоит из нескольких узлов: Комплект полуавтоматического оборудования На крупных предприятиях задействуют производительные стационарные модели. Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой. Понять принцип работы сварочного полуавтомата несложно. В процессе обработки на свариваемый участок подается непрерывно электродная проволока. Поэтому мастеру не нужно постоянно ставить новые электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Не всегда используются газовые баллоны. Иногда применяется техника варения без аргона. Выбор той или иной методики зависит от возможностей рабочего оборудования. Важно. Полуавтоматическим метод сварки называется потому, что проволока подается автоматически, а контроль подачи и, собственно, процесс сваривания осуществляется сварщиком вручную. Так же как и в ручной дуговой сварке, полуавтоматический аппарат имеет два полюса: положительный и отрицательный. Выбор полярности подключения зависит от свариваемого металла. Один зажим крепится к детали, другой подается к скользящему контакту сварочной горелки. Важно. В роли сварочного контакта выступает наконечник, к которому подается питание от основного блока Силу тока подбирают в соответствии с характеристиками обрабатываемого материала. Обычно профессионалы пользуются специальными таблицами для расчета или следуют рекомендациям производителя агрегата. Скорость подачи задается при помощи коробки передач или шестерни. Газовые полуавтоматы работают с инертным или углекислым газом. Загружается сварочная проволока для полуавтомата с содержанием магния и кремния, которая расплавляется и попадает на свариваемый участок. Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода. В случае с аппаратурой для флюсовой проволоки, газ не нужен. Флюс – это особый порошкообразный состав, находящийся в сердцевине проволоки. По своему составу он близок к обмазке электродов. В процессе сварки полуавтомат флюс сгорает и образуется газ, который нейтрализует вредное воздействие воздуха. Использоваться могут различные виды проволоки. Закрепить полученные знания поможет просмотр данного видео Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла. Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом: Полезная информация. Если толщина детали более 5 миллиметров, придется производить обработку в несколько шагов. Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа. Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа. Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов: После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным. О тонкостях настройки механизма смотрите в видео: Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов. Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы. Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся. Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух. Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область. Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению. На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности. svarkagid.ruКак работать полуавтоматическим сварочным аппаратом: техника, режимы, этапы. Техника сварки полуавтоматом
Техника сварки полуавтоматом и инвертором

Определение характеристик электрической дуги

Возбуждение дуги: правила и способы поджига
Положение стержня при оформлении различных видов швов
Особенности перемещения дуги при выполнении дуговой сварки
Коротко о схемах сварки и видах соединительных швов
Полуавтоматическая сварка: техника и технология работы
Как работает полуавтомат для сварки

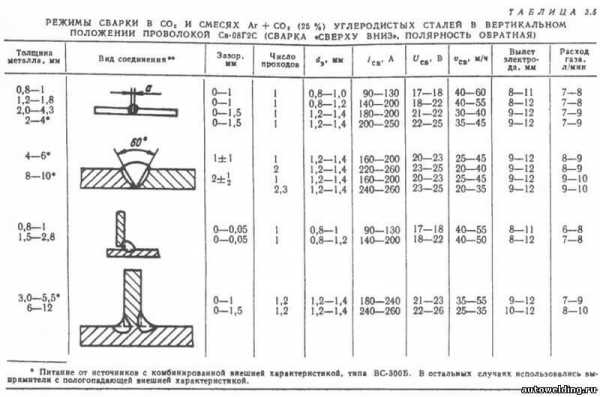
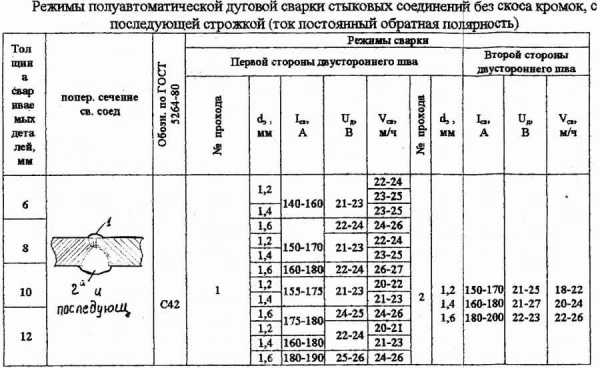
Режимы сваривания
Подготовка проволоки, газа, настройка аппарата

Правила сваривания
Как выполняется сваривание в углекислотной среде
Как выполняется сваривание без газа

Сваривание металла небольшой толщины
Как сваривать толстый металл
Техника безопасности
Скачать ГОСТ
Технология сварки полуавтоматом: основные этапы работы

Подготовительный этап работы
Технология сварки в среде защитного газа
Технология сварки алюминия
Как варить полуавтоматом без газа?
Основные правила при проведении сварочных работ
Необходимые инструменты и материалы
Как выполняется сварка полуавтоматом: советы по свариванию металла

Типы полуавтоматического сварочного оборудования
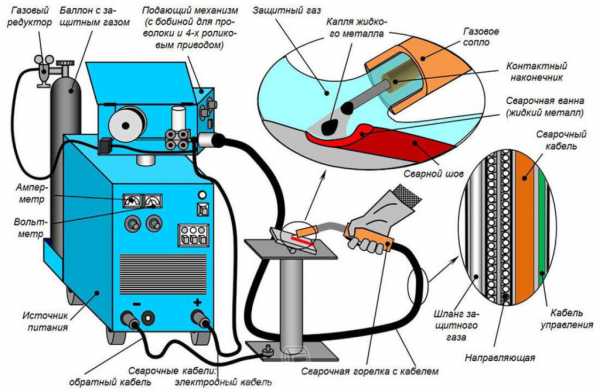
Устройство аппарата

Плюсы и минусы полуавтоматической сварки

Особенности сварки газом и без газа
Как выбрать полуавтомат
Как работать сварочным полуавтоматом: виды, режимы, применение
 Среди достаточно большой разновидности аппаратов для сварки, недешевыми, но весьма практичными, удобными и многофункциональными являются сварочные полуавтоматы.Их положительной особенностью признана возможность без усиления дополнительными элементами качественно выполнять сварку, как цветного, так и черного металлов.
Среди достаточно большой разновидности аппаратов для сварки, недешевыми, но весьма практичными, удобными и многофункциональными являются сварочные полуавтоматы.Их положительной особенностью признана возможность без усиления дополнительными элементами качественно выполнять сварку, как цветного, так и черного металлов.Принцип работы сварочного полуавтомата
 Выражаясь техническим языком, полуавтоматическая сварка – это процесс, проходящий в среде защищенных газов при помощи плавящейся проволоки. Последняя обязательно должна быть сплошной.
Выражаясь техническим языком, полуавтоматическая сварка – это процесс, проходящий в среде защищенных газов при помощи плавящейся проволоки. Последняя обязательно должна быть сплошной.Режимы сварки
 Режимы полуавтоматической сварки мастер выбирает, ориентируясь на толщину металла. Так, возможность сделать шов на металле, толщина которого от 0,5 до полутора миллиметров, осуществляется электродом с диаметром 6 миллиметров.
Режимы полуавтоматической сварки мастер выбирает, ориентируясь на толщину металла. Так, возможность сделать шов на металле, толщина которого от 0,5 до полутора миллиметров, осуществляется электродом с диаметром 6 миллиметров.Как работать сварочным полуавтоматом
 Учитывая, что полуавтоматом можно заварить, как очень тонкий металл, до полу миллиметра, так и достаточно толстый, до 4 сантиметров, стоит знать, что существует несколько основных технологий полуавтоматической сварки.
Учитывая, что полуавтоматом можно заварить, как очень тонкий металл, до полу миллиметра, так и достаточно толстый, до 4 сантиметров, стоит знать, что существует несколько основных технологий полуавтоматической сварки.Работа с полуавтоматическим оборудованием
 Работа мастера при помощи полуавтоматического оборудования значительно облегчена. Поджиг дуги происходит быстро, не нужно постоянно менять электроды, нет необходимости затирать уже готовый шов от шлака.
Работа мастера при помощи полуавтоматического оборудования значительно облегчена. Поджиг дуги происходит быстро, не нужно постоянно менять электроды, нет необходимости затирать уже готовый шов от шлака.Настройка работы аппарата
 Мастер сам выбирает, как работать полуавтоматической сваркой, а именно скорость работы и высоту шва.
Мастер сам выбирает, как работать полуавтоматической сваркой, а именно скорость работы и высоту шва.Полуавтомат для автомобильной сварки
 Перечисленные выше принципы сварки полуавтоматом позволяют говорить об универсальности этого агрегата в нелегком деле ремонта автомобилей.
Перечисленные выше принципы сварки полуавтоматом позволяют говорить об универсальности этого агрегата в нелегком деле ремонта автомобилей.Техника сварки
Техника ручной дуговой сварки
Техника сварки полуавтоматом
Газовая сварка: особенности
Устройство сварочного полуавтомата, принцип работы
Что представляет собой полуавтомат

Как работает полуавтомат
Режимы полуавтоматической сварки – теория и практика
Механизм подачи
Основы сварки полуавтоматом
Углекислый газ – сварка для начинающих
Сварка без газа – альтернативный вариант
Как сварить стальное изделие полуавтоматом без газа










