
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
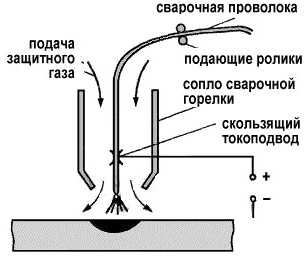
Углекислотная сварка — популярный метод полуавтоматической сварки металлов с применением углекислого газа. И хотя эта технология известна меньше века, она все же смогла доказать свою необходимость при проведении современных сварочных работ. В этой статье мы подробно расскажем, что такое углекислый газ, каковы достоинства применения углекислоты в сварке и какие особенности нужно учитывать в работе. Содержание статьи Углекислый газ (она же углекислота, СО2, двуокись углерода) — это газ без цвета и запаха, широко применяемый в полуавтоматической сварке. Углекислота поставляется в сжиженном виде в баллонах под давлением в 70 атм. Самый популярный баллон для сварки — 40 литровый, герметичный и защищенный от коррозии. Но бывают и баллоны меньших объемов, их удобно использовать в домашней сварке, когда компактность играет большую роль. Срок годности одного баллона составляет не более двух лет. Читайте также: Оптимальный расход углекислоты при сварке полуавтоматом Углекислый газ (СО2) — самый недорогой и при этом эффективный газ для полуавтоматической сварки. Он защищает сварочную ванну от кислорода, а металл — от окисления. С ним просто работать и его можно приобрести в любом специализированном магазине. А в связке с аргоном углекислота позволяет варить соединения высокого качества. Полуавтоматическая сварка в среде углекислого газа получила очень широкое распространение как на крупных заводах, так и на маленьких предприятиях. Но в чем особенности сварки в углекислоте? Почему этот метод сварки так популярен? Все просто. При углекислотной сварке детали практически не деформируются, что крайне важно на производстве, которое не хочет терять прибыль из-за бракованных изделий. К тому же, для сварки в углекислоте не обязательно проводить тщательную подготовку металла, шов получится качественным и надежным даже если просто удалить видимую грязь и масло. Вы даже можно подгонять детали на глаз, шов все равно получится приемлемым. Суть такой сварки тоже проста. Возбуждается электрическая дуга и с ее помощью плавится металл. В сварочную зону подается углекислота, которая выполняет защитную роль. Струя газа в прямом смысле обтекает сварочную зону, и защищает ее от окисления и негативного влияния кислорода. Но есть одна особенность: углекислота не на 100% нейтральна. Так что ее нельзя использовать без присадочной проволоки. В данном случае проволока не даст кислороду проникнуть в сварочную ванну и окислить металл. В работе следует применять проволоку с повышенным содержанием кремния и марганца. Ниже вы можете видеть таблицу с рекомендуемыми типами проволоки. Если выбранная вами проволока будет содержать в составе медь, то это значит, что она обладает антикоррозийными свойствами, что очень хорошо. Такую проволоку можно долго хранить, и она обеспечивает стабильное горение дуги. К тому же, шов получается качественным и без пор. Говоря о диаметре сложно давать конкретные рекомендации. Скажем одно: на наш взгляд проволока диаметром 0,8 миллиметров наиболее оптимальна для сварки большинства металлов, и к тому же она не оказывает существенных нагрузок на сварочный аппарат. Отдельно хотим обратить ваше внимание на распространенный миф. Якобы порошковая проволока способна в полной мере заменить защитный газ при сварке полуавтоматом. Это большое заблуждение. Наш опыт показал, что при сварке в среде углекислого газа шов гарантировано получается лучше, чем при сварке без него и с применением порошковой проволоки. Но применением порошковых присадочных материалов оправдано в случаях, когда невозможно транспортировать газовый баллон на место сварки или вероятность появления дефектов не играет большой роли. Полуавтоматическая сварка с углекислотой отлично зарекомендовала себя при сварке углеродистой стали малых толщин. В таких случаях классическая ручная дуговая сварка или газовая сварка недостаточно эффективны, поскольку эти методы просто деформируют металл, не позволяя сформировать качественный шов. Также полуавтоматическая сварка с углекислотой широко применяется при ремонте кузовов. В таком случае она имеет сразу несколько преимуществ. Во-первых, проволока подается автоматически с помощью подающего механизма, сварщику не нужно следить за этим. Во-вторых, такая сварка в разы эффективнее и быстрее газовой сварки, например. В-третьих, при работе с тонкой сталью скорость сварочных работ также увеличивается, поскольку проволока быстро плавится. Не забывайте, что при таком методе сварки металл вокруг практически не нагревается, что благоприятно сказывается на детали. При этом сварочное соединение получается не только качественным, но еще и красивым. Также этим методом можно без проблем заменить газовую ацетиленовую сварку без потери качества, еще и уменьшив себестоимость работ за счет дешевизны углекислоты. Если сравнивать полуавтоматическую сварку в углекислоте с ручной дуговой сваркой, то и здесь у нее много преимуществ. Прежде всего, сварочная зона хорошо защищена от кислорода, чего нельзя сказать про РДС, там требуется дополнительно использовать флюс. Также можно варить в любых пространственных положениях, что очень удобно при работе в труднодоступных местах. Еще сварочный процесс лучше виден и за ним удобнее наблюдать. Еще одно преимущество — высокая скорость сварки. Вы никогда не сможете с помощью РДС сварить огромное количество продукции, а вот с помощью углекислоты вполне. Не говоря уже о технологии. Сварка полуавтоматом несложная, а подача проволоки и вовсе автоматизирована. Это не сравнится по сложности со сваркой РДС, где сварщик все делает самостоятельно. При сварке углекислотой дуга зажигается легко и горит стабильно, не нужно часто менять электроды и зачищать сварное соединение от шлаковой корки. Если сварщику не нужно двигаться на большие расстояния во время сварки, то данный метод просто незаменим, поскольку крайне продуктивен. Также сварочный полуавтомат в связке с углекислотой будет незаменимым инструментом при сварке различных металлических конструкций, где необходимо сделать множество мелких швов. Например, если нужно сварить ворота, заборы, решетки и прочее. Поэтому в любой ремонтной мастерской вы встретите полуавтомат. При этом цена ремонта будет в два раза меньше, чем если бы вы варили с применением технологии РДС. Поэтому на многих промышленных предприятиях РДС сварка вытеснена полуавтоматической сваркой в среде защитных газов. Сварочный углекислотный газ — отличная альтернатива аргону. Он стоит дешево, с ним легко работать. По этой причине углекислота часто встречается в гараже у домашних сварщиков, решивших освоить полуавтоматическую сварку. К тому же, сейчас производители предлагают огромный ассортимент полуавтоматов. Многие бюджетные модели стоят всего 100$ и позволяют выполнить большинство несложных задач. Так что рекомендуем подробно изучить тему сварки в углекислоте и применить полученные знания на практике. Желаем удачи! svarkaed.ru При возникновении необходимости в кузовном ремонте, прежде всего, всатет вопрос о вспомогательных средствах, которые помогли бы исправить имеющееся положение вещей (повреждение кузова). Так, в частности вам, необходимо будет иметь оборудование для правки кузова, сварочное оборудование и конечно же малярное - покрасочное оборудование. Конктретно в этой статье, мы хотели рассказать лишь об одном из этапов кузовного ремонта. То есть лишь об одном виде оборудования. Данная статья будет посвящена сварочному оборудованию для выполнения кузовных работ на автомобиле своими руками. Мы поговорим о выборе сварочного аппарата, о технике безопасности, принципах работы сварочного аппарата, материалах используемых для сварки кузова и о технологии сварки. При необходимости варить тонкий кузовной металл, толщиной порядка 0,8 -1 мм, а не жечь в нём дырки, сварочный аппарат должен быть углекислотным полуавтоматом. Если подробнее то углекислотный полуавтомат, это сварочник который варит проволокой, автоматически подаваемой в зону сварки, или аппарат, предназначенный для сварки неплавящимся (вольфрамовым) электродом в среде защитного газа. На западе такие автоматы имеют абревиатуру MAG и TIG, о том что это значит чуть далее. Причём, углекислотный полуавтомат можно назвать основным видом сварочных аппаратов для гаражников, и сервисов выполняющих кузовной ремонт. Углекислотный аппарат наиболее универсальный и доступный среди всех сварочников, которыми можно выполнить качественно кузовной ремонт. Он может варить стальной лист толщиной от 0,8 мм и вплоть до 5-6 мм. То есть углекислотный автомат вполне заменит сварочный аппарат на электродах, а вот наоборот уже не получится. При этом стоит отметить, что качество сварки (провар и исключение напряжения металла в околошовной зоне) даже для грубого железа здесь получится на порядок выше. Надо заметить и следующее, если научиться варить электродом – долгий и не простой процесс, то научиться варить углекислотным полуавтоматом значительно быстрее и проще, так как от вас не требуется умение зажигать и поддерживать дугу во время сварки. То есть, квалификация сварщика на полуавтомате может быть ниже, но качество при этом шва будет выше. Суммируя всё вышесказанное, можно убедительно заявить, что гаражная сварка кузова автомобиля – это прежде всего электрическая сварка в среде защитного газа выполняемая полуавтоматом. Еще раз повторимся про полуавтомат более конкретно, вернее про его возможности. Сварка полуавтоматом – основа кузовного ремонта автомобиля. Только благодаря тому, что у вас есть надёжный углекислотный полуавтомат, ремонт любого автомобиля не будет казаться авантюрой. Будь то старая, дырявая и убитая «копейка», у которой вместо порогов осталась лишь ржавая бахрома, а водитель и пассажиры ежесекундно рискуют выпасть из салона через огромные дыры в полу, или пафосная иномарка, расплющенная невнимательной блондинкой в роковом ДТП. С помощью углекислотного полуавтомата вы восстановите любой кузов – приварите любые заплаты на любые дыры, вварите новые кузовные детали – крылья, пороги, лонжероны, ремонтные вставки, выправите вмятины, к которым нет доступа изнутри, и тем самым подарите автомобилю новую жизнь.Помимо ремонта автомобильных кузовов, углекислотный полуавтомат позволит вам решить множество других важных проблем:1. Ремонтировать сваркой садовый и домашний инвентарь2. Сваривать водопроводные трубы.3. Изготавливать специнструмент для ремонта автомобиля – например, мощный торцовый ключ для отворачивания ступичных гаек4. Изготавливать любые металлоконструкции для вашего гаража, например, стеллажи из стального профиля. MIG - металл – инертный газ (например, аргон). Сварка происходит в среде инертного газа, не взаимодействующего с расплавленным металлом.MAG - металл – активный газ (углекислый газ). Сварка происходит в среде защитного газа, взаимодействующего с расплавленным металлом сварного шва. Некоторые пояснения: если вы варите углекислотным полуавтоматом, то значит, это MAG сварка. Если вам надоело варить с углекислым газом, и вы подключили тот же полуавтомат к баллону с аргоном, то это уже MIG сварка. TIG - сварка неплавящимся вольфрамовым электродом в среде инертного газа (как правило, аргона). Основной газ применяемый для полуавтоматической сварки это СО2 (двуокись углерода), также именуется как диоксид углерода, угольный ангидрид. Двуокись углерода подается в зону сварки под давлением, при этом вытесняет обычную воздушную среду, что предотвращает металл от излишнего окисления. Если быть до конца честным, то кислород и в этом случае выделяется из двуокиси углерода, но в гораздо меньшем количестве, чем, если бы сварка проводилась без него. Предотвращение окисления позволяет сохранить больший объем металла, которые не перешел в оксиды (FeO). В итоге металл не сгорает, а только плавится, выделяется меньше шлака (оксидов). Как правило, двуокись углерода получают из углекислоты (ГОСТ 8050 — 76), фактически это сжиженный газ. Углекислота хранится в специальных баллонах объемом по 40 кг, при этом углекислоты заправляют в баллон лишь 25кг. При испарении 1 кг жидкой углекислоты при 0°С и 760 мм рт. ст. образуется 506,8 л газа, то есть 25 кг углекислоты составят 12,67 м3 газа. А вот какие должны быть баллоны, для хранения углекислоты мы поговорим далее. Углекислота бывает технической или пищевой. В принципе подойдёт любая, но в технической меньше содержание водяных паров, которые совсем ни к чему в зоне свариваемых деталей. Если вместо двуокиси углерода в качестве защитного применить аргон, то сваривать можно и цветные металлы – нержавейку, алюминий, латунь и другие сплавы и металлы. При одном обязательном условии, что вы будете применять соответствующую сварочную проволоку – т.е. из нержавейки или алюминия. Что касается сварки неплавящимся электродом (TIG сварка), то этот вид сварки требует большей сноровки, и менее удобен для сварки кузовного металла. Хотя, качество сварки этим способом – вне конкуренции. Здесь возможны варианты. Можно купить малогабаритный импортный баллон с углекислотой, но это дороговато. Более ходовой слчай, это стандартный отечественный баллон объёмом 40 или 25 литров. Углекислый газ, вернее углекислота в баллонах находится в жидком состоянии и занимает чуть больше половины их объёма. В остальной половине находится газ в своей естественной фазе - газообразной. Если для вас сварка – не случайный эпизод, а дело жизни – покупайте не большой баллон, литров на 20 литров. Такого баллона хватит надолго – на год, а то и больше, при этом перетаскивать его можно в одиночку. И ещё. Такой баллон легко умещается на заднем сидении практически любой легковушки. Что касается 45 литрового баллона, то он, конечно, работает ещё дольше. Но он тяжеловат для оперативного перемещения. Перетаскивать в одиночку такой баллон, особенно заправленный, очень тяжело – можно надсадиться. Остаётся потихоньку перекатывать… Некоторые наверное очень хотели бы сэкономить, применив обычный газовый баллон, при проведении сварочных работ полуавтоматической сваркой. И если по объему у обычного газового баллона все в порядке, то насчет его давления и присоединительной резьбы, такого не скажешь. Во-первых рабочее давление у баллона для углекислоты порядка 14,7 МПа (150 атмосфер). В обычном газовом баллоне рабочее давление составляет всего лишь 1,6 МПа (16 атмосфер).Во-вторых, присоединительная резьба на обычном газовом баллоне не обеспечит соединения редуктора высокого давления с баллоном без применения переходника. То есть, обычный газовый баллон использовать для хранения углекислоты и применения в полуавтоматической сварке нельзя. Редуктор для отечественных баллонов можно купить в сварочных отделах инструментальных магазинов. Корпус редуктора выкрашен в чёрный цвет (как и сам баллон под углекислоту), и имеет регулятор давления газа на выходе и манометр.Манометр имеет две шкалы и показывает как давление газа на выходе, так и его расход в литрах в минуту.Редуктор крепится к баллону накидной гайкой на 32. Не забудьте установить паронитовую прокладку, иначе соединение будет «течь»Годится и кислородный редуктор. У такого редуктора два манометра – один показывает давление непосредственно в баллоне, а другой на выходе редуктора. Давление газа на выходе регулируется точно так же, как и у углекислотного редуктора. Основное различие в том, что корпус кислородного редуктора окрашен в голубой цвет. Проволока должна быть омеднённой, нашей, или импортной. Наша проволока может называться СВ08Г2С, или СВ08Г2 (диаметр 0,8 мм). Сварка будет успешной с любой проволокой, лишь бы она была омеднённой и без грязи и ржавчины.В некоторых случаях сварка может вестись так называемой “флюсовой”, или “самозащитной” проволокой. Она сделана по технологиям порошковой металлургии и содержит защитный флюс, и, следовательно, не требует применения защитного газа.Но такая проволока значительно дороже обычной, да и сварные швы выглядят не так красиво, как при сварке обычной проволокой в среде углекислого газа.Наиболее распространённый диаметр сварочной проволоки – 0,8 мм. Её можно купить практически в любом сварочном отделе любого инструментального и даже хозяйственного магазина. Этой проволокой можно варить как тонкий (0,7 – 0,8 мм), так и достаточно толстый металл – 4 мм и толще.Если вы специализируетесь на сварке тонкого (от 0,6 мм) металла, то удобнее использовать проволоку диаметром 0,6 мм. Этой же проволокой вы можете варить и толстый металл – от 4 мм и толще.Кстати, проволока диаметром 0,6 мм бывает только импортная. Во всяком случае, лично мне отечественная проволока такого диаметра не попадалась. Как мы рассказали выше, основной задачей двуокиси углерода является предотвращение окисления. Дело в том, что частично в этом процессе участвует также и сварочная проволока. Когда металл окисляется, то первыми компонентами, которые участвуют в окислении металла, являются марганец и кремний. Для того, чтобы полезный объем кремния и марганца сохранялся в металле конструкции, в сварочную проволоку также добавляют эти элементы. При этом, кремний и марганец из проволоки окисляются в первую очередь, заменяя собой элементы из металла конструкции, которую мы свариваем. Тем самым сохраняя объем металла в свариваемых деталях. То есть, использование обычной проволоки не даст желаемых результатов. Далее в статье, мы более подробно затронем принцип использования управляющих органов сварочного полуавтомата для кузовного ремонта автомобиля, в случае сварки кузова автомобиля своими руками, а также наглядно продемонстрируем все подключения, необходимые для начала сварочных работ. (на фото полуавтомат - Блю Велд 4.135) Первоначально взгляните на переднюю панель полуавтомата. Как правило здесь есть выключатель, регулятор тока сварки, регулировка скорости подачи проволоки. Теперь перейдем к подключения баллона высокого давления. Далее показан пример "заправки" проволоки в сварочный аппарат Второй возможный вариант "заправки" проволоки в полуавтомат Что нужно сделать перед подключением сварочного полуавтомата.Прежде, чем пускаться в рассуждения по поводу того, как правильно подключить полуавтомат, вы должны провести тест – тест гаражной сети на нагрузочную способность.Говоря русским языком, вы должны выяснить, потянет ли гаражная сеть такую нагрузку,ток, какой потребляет сварочный полуавтомат.Суть этого теста заключается в следующем: вы должны измерить тестером напряжение в гаражной сети, к которой подключена нагрузка мощностью 2,5-3 кВт. Это может быть электроплитка, утюг или их комбинация.Если напряжение под нагрузкой меньше 205 – 210 Вольт, то работа обычного полуавтомата становится проблематичной.Если у вас – инверторный полуавтомат, то он несколько лучше переносит пониженное напряжение.Но если в гаражной сети под нагрузкой всего 170 – 180 вольт, то нормальная сварка невозможна.Это значит, что вы сначала должны решить вопрос с сетью, вернее с током, а затем уже думать о дальнейшем О том, как готовить полуавтомат к работе, написано в мануале к нему. Но, у вас может быть б/у аппарат, купленный с рук, или просто могут возникнуть те или иные вопросы поэтому о подготовке к сварке кузова автомобиля далее:1. На первом этапе “заряжаем” полуавтомат сварочной проволокой. Для этого придётся:а) Снять (или отвинтить) газовое сопло сварочной горелки.б) Отвинтить медный наконечник сварочной горелки. Это делают ключом или пассатижами.в) Отвести прижимной ролик подающего механизма.г) Установить евробобину с проволокой. д) Устанавливаем нужную полярность сварочного тока, а именно: при сварке флюсовой проволокой – плюс на зажиме, минус – на горелке. В этом случае максимум тепловыделения будет на проволоке, что необходимо для активации содержащегося в ней флюса. Такая полярность называется прямой.Если вы варите с углекислым газом обычной проволокой, то полярность будет обратной – плюс на горелке, минус на зажиме. В этом случае максимум тепловыделения будет на свариваемом металле.Переключение полярности производится перестановкой клемм (см. фото).е) Завести руками конец проволоки в подающий канал на 10 – 20 сантиметров. Делайте это аккуратно, чтобы проволока не «осыпалась» с бобины. Проволока должна быть абсолютно ровной, безо всяких резких изгибов. Если изгибы есть, то острыми кусачками откусите дефектный конец, и только потом продолжайте работу.ж) Удерживая проволоку от «осыпания», подведите прижимной ролик. Проследите за тем, чтобы проволока попала в канавку на ведущем ролике.Кстати, канавок может быть две – одна для проволоки диаметром 0,6мм, другая – для 0,8мм. Это значит, что подающий ролик нужно установить так, чтобы проволока попала в «правильную» канавку.Если канавка на ролике одна – значит, ролик универсальный и париться не о чем. и) Подключаем полуавтомат к сети, и нажимаем на клавишу на рукояти сварочной горелки. Проволока приходит в движение, и через некоторое время появляется на выходе сварочной горелки. Для ускорения процесса протяжки проволоки можно выставить максимальную скорость подачи проволоки. Обычно, для этого достаточно повернуть плавный регулятор величины сварочного тока до упора вправо. Подающее устройство начинает громко визжать, и проволока очень скоро вылетает из подающего канала.Кстати, о клавише: когда вы нажимаете на неё, сначала открывается подача газа, и только в следующий момент включается подача проволоки и сварочного тока. Подача газа открывается газовым клапаном, расположенным, как правило (но не всегда), в горелке.к) Надеваем на проволоку нужный медный наконечник, и завинчиваем его ключом или пассатижами. Кстати, у наконечника должен быть соответствующий диаметр отверстия – или под проволоку 0,6мм, или под 0,8мм, или под другую. Обычно на фирменном наконечнике есть клеймо с диаметром проволоки.м) Устанавливаем газовое сопло. Горелка СО-2 сварочного полуавтомата 2. На втором этапе подключаем углекислый газ.Для этого придётся:а) Установить редуктор на баллон с углекислотой. б) Соединяете шлангом редуктор и полуавтомат. Здесь тоже возможны варианты – либо на вашем аппарате имеется штуцер для подключения шланга, либо из полуавтомата выходит тонкая длинная полипропиленовая трубка.В первом случае всё просто – соединяете оба штуцера – и на редукторе, и на аппарате резиновым, лучше кислородным, шлангом (внутренним диаметром 6мм) нужной длины. Штуцер на редукторе должен иметь соответствующий шлангу диаметр (штуцера бывают на 6, 8 или 12 мм)Крепление шланга на штуцерах – с помощью червячных хомутов.В случае полипропиленовой трубки подключение происходит несколько по-другому: в комплект таких полуавтоматов входит переходник, с помощью которого полипропиленовую трубку можно подключить к резиновому шлангу. А шланг подключают к редуктору уже известным способом. Перед тем, как начать работать, вы должны провести ряд регулировочных работ:а) Отрегулировать натяжение сварочной проволоки. Это делается с помощью пластиковой гайки, установленной на оси бобины. Закручивая гайку, вы увеличиваете трение между бобиной и опорой, на которой она находится. В результате в процессе протяжки проволока автоматически натягивается пропорционально установленной вами силе трения.Или другим способом, определяемым типом вашего полуавтомата. Так или иначе, натяжение проволоки должно быть таким, чтобы проволока не «осыпалась» с бобины, но и не особенно затрудняло протяжку.б) Отрегулировать силу прижима прижимного ролика в подающем механизме. Сила прижима должна быть такой, чтобы проволока уверенно, без проскальзывания между роликами, подавалась в канал при любых изгибах подводящего шланга.Но, с другой стороны, проволока не должна ломаться на входе в подающий канал, если по – какой либо причине застряла в нём.Например, проволока приварилась к медному наконечнику и «встала». Если ролик прижат чрезмерно сильно, то проволока сломается в промежутке между роликом и входом в подводящий канал, а если прижим нормальный – то начнёт проскальзывать.в) Отрегулировать расход газа. Для этого медленно открываем вентиль на 1-2 оборота на газовом баллоне. Регулятором давления на редукторе предварительно выставляем давление на выходе порядка 2 Кг/см.Далее...Нажимаем на клавишу, расположенную на рукояти сварочной горелки. Нажимаем так, чтобы проволока осталась «стоять», а газовый клапан открылся. Вы услышите лёгкое шипение газа, выходящего из сопла газовой горелки (можете его понюхать – пахнет кислятиной). Хотя нюхать конечно не стоит, так как это все таки двуокись углерода, то есть возможно кислородное голодание. В это время расход газа (его величину смотрите на манометре по шкале расхода) должен составлять 8-10 литров в минуту.Если расход сильно отличается от рекомендованного, корректируете его.Учтите, что искомый параметр – расход газа, а не его давление.Расход газа зависит от величины сварочного тока. Простое правило: чем больше ток, тем больше расход. Величина расхода 8-10 литров оптимальна при сварке металла толщиной 0,8мм. Поэтому, окончательно корректируете величину расхода газа исходя из конкретной задачи.г) Последняя и важная регулировка – это регулировка сварочного тока. Но её лучше делать в непосредственно в процессе сварки. Конечно стоит заметить, что для качественного проведения сварочных работ нужна практика, с которой в последствии придет опыт и профессионализм проведения сварочных кузовных работ. Если у вас есть сварочный аппарат, то обязательно должна быть и маска. Она позволит вам спокойно смотреть на ярчайшую электрическую дугу и расплавленный металл и контролировать процесс сварки, а так же защитит ваши лицо и глаза от жесткого ультрафиолета (его излучает электрическая дуга), едкого дыма и брызг расплавленного металла. Лучше всего, если это будет маска типа “Хамелеон”. Эти маски имеют защитный светофильтр электрооптического типа с управлением от фотодиодов. То есть, прозрачный в обычных условиях светофильтр в момент вспышки дуги моментально затемняется, и ваши глаза не успевают нахвататься “зайцев”. После того, как дуга погасла, светофильтр опять становится прозрачным. В процессе сварки можно менять величину затемнения светофильтра, что позволяет подбирать комфортные условия работы. Защитная маска сварщика – простая или «Хамелеон» После проведения кузовных операций по ремонту кузова с использованием сварочного аппарата, в последующем необходима будет шпатлевка, грунтовка и покраска. Дополнительную информацию по данной теме можно найти в статье "Покраска кузова автомобиля: технология покраски и рекомендации при проведении покрасочных работ " autosecret.net Пластичное соединение металлических конструкций издавна называют сваркой. Воздействуя на металлические поверхности высокой температурой, материал становится жидким, он расплавляется и закипает, начинает вариться. Воздействие на соединяемую поверхность оказывает углекислотный сварочный полуавтомат. Способ такого соединения предполагает применение газовых составляющих параллельно процессу воздействия теплового эффекта. Газы могут быть инертными и активными, они выступают некоторой защитной оболочкой при воздействии на металл. Какую роль выполняет газ при сварке металлов? Защитная газовая оболочка сопровождает сварочную дугу и защищает соединяемый материал от окисления и воздействия азота. Без такого защитного поля соединение металла с составляющими воздуха (азотом и кислородом) исключить нельзя. В последнее время большой популярностью в промышленном строительстве и производстве пользуется углекислотный сварочный полуавтомат. Его использование сопряжено с рядом особенностей и преимуществ: При соединении таким методом происходит минимальная тепловая нагрузка на металл и он не меняет свои физические свойства. Минимальная нагрузка обусловлена узким радиусом действия аппарата, поэтому проводить дополнительную изоляцию соседних поверхностей не нужно. Но при этом отмечаются высокие эксплуатационные характеристики аппарата: Такие условия достигаются благодаря применению электродной проволоки, содержащей элементы кремния и марганца. Сочетание этих двух компонентов уменьшают действие кислорода. Особенности аппарата обусловили и специфическую сферу применения. Выполняют сварочные работы такими полуавтоматами в области машино – и приборостроения , обслуживания и ремонта автомобилей. Хорошо они себя зарекомендовали при изготовлении конструкций с нанесением большого количества швов на один квадратный метр: калитки, перила, ворота и прочие бытовые конструкции. Отлично соединяют они и стальные листы из углеродистой стали различной толщины. При использовании полуавтоматов углекислотных необходимо выделить и некоторые преимущества перед ручной сваркой электродуговым методом: Углекислотные сварочные полуавтоматы гарантируют высокое качество соединения, при этом нет необходимости на трату времени для очистки сварного шва, зачистку его от шлака и иных продуктов горения, а простота использования обеспечивает удобство в работе, снижается расходный материал – электродная проволока. steelguide.ru Г.... а не проволока, кипит, горелка перегревается. И стоит 0,8 кг. катушка как 3 пяти кг. обычной проволоки. Говорю же - у меня такая же фигня была. Если есть в п/автомате возможность изменения полярности на крокодиле и пистолете, поменяй ее и будет тебе счастье. Работать ей можно, но не нужно Проволока с флюсом для того что-бы варить без углекислоты,аль ещё для чего,Очч антиресует!Иль она из серии спец.проволок,которые люди,решив,как обычно,на...ть всех,хотят приспособить не туда.Для меня вопрос интересный - у кого какие результаты?Если есть опыт,поделитесь. Нет, не из серии спец проволок и не для найопки. Это проволока для дешевых полуавтоматов, у которых нет возможности подключить газ. Когда только приобрел полуавтомат, для его поверки заодно купил эту флюсовую проволоку. Баллона тогда небыло, это я его потом спер. Опыт обращения с полуавтоматами был, правда с профессиональным Кемпи (для этого годом ранее специально устроился на завод учеником сварщика, чтоб научиться нормально варить). Так вот. Включил, попробовал... У меня п/автомат ПДГ-200-1. После работы с Кемпи земля и небо. ПДГ относится к бытовым п/автоматам на 220 В, а Кемпи аппарат профи, регулировок и настроек там вагон, да еще и на 380 В. А на моем ПДГ, как впрочем и на других бытовых, только подача, да ступенчатая регулировка по току. После нескольких попыток настроить его, бросил это грязное занятие. Детали конечно сваривались, но очень сильно летели брызги в разные стороны, от которых невозможно было избавится. И к тому же постоянно горела головка на пистолете. Это только потом я узнал, что для варки этой проволокой нужно было изменить полярность - "+" на деталь, а "-" на пистолет. На моем п/автомате такой возможности нет, а колхозить его небыло желания. Короче, п/автомат с газом (тем более смесью СО2+аргон) и простой обмедненной проволокой все равно лучше, чем с флюсовой и с соблюдением полярности, но без газа. Флюсовую проволоку можно сравнить только с поговоркой "На безрыбье... и сам раком станешь" А серьезно - как говорят япошки "Мы не такие богатые люди, чтоб покупать дешовые вещи" (про дешевый п/автомат), не заморачивайся на нее. www.gaz69.ru Сварка в углекислом газе является разновидностью сварки под флюсом. Она производится плавящимся электродом и широко применяется для монтажных работ, ремонта и восстановления тонкостенных деталей. Простота процесса, малый расход материалов и доступность сварки в двуокиси углерода позволяет использовать ее во многих отраслях. Наибольшее распространение сварка и наплавка в среде углекислого газа получила в таких направлениях: Сварочные работы в среде углекислого газа применяются, в частности, для восстановления тонкостенных деталей кузова автомобиля. Сварочные работы в среде углекислоты имеют ряд преимуществ по сравнению с другими видами сварки: Углекислый газ препятствует негативному воздействию атмосферы на процесс сварки.Высокая температура дуги частично разлагает углекислый газ на окись углерода и кислород. В результате образуется смесь из трех газов в зоне дуги: кислорода, углекислого газа и окиси углерода. Кислород вступает в реакцию окисления с металлом. Температура электрической дуги значительно выше, чем температура сварочной ванны, поэтому выгорание (дополнительный расход) металла происходит, в первую очередь, в сварочной проволоке. Основной металл в сварочной ванне окисляется не так интенсивно. Для снижения негативных последствий выгорания, сварочная проволока изготавливается с добавлением легирующих добавок. Повышенное содержание марганца, титана и кремния уменьшает количество окиси углерода и препятствует образованию пор в сварочном шве. Степень окисления увеличивается при возрастании расхода потребляемого напряжения. Уменьшение интенсивности окисления происходит при увеличении плотности тока. Прямая полярность тока при сварке углекислым газом приводит к большему окислению, чем обратная. Перед сваркой поверхность кромок очищают от ржавчины, загрязнений, окалины и шлака. Потолочные и вертикальные швы выполняют проволоками малого диаметра и на небольших токах.Проведение сварочных работ в двуокиси углерода может происходить с использованием следующих процессов: Выбор процесса переноса электродного металла зависит от типа сварочной проволоки. Обычно сварочные работы в среде углекислого газа проводят на переменном токе. Реже применяется постоянный ток. Диаметр сварочной проволоки и величина тока зависят от размещения шва в пространстве и толщины свариваемого металла. Сварочные работы двуокисью углерода производится в полуавтоматическом или автоматическом режиме. Выбор материалов для сварки в среде углекислого газа определяется особенностями этого метода работ. Для их выполнения используют: Электроды, применяемые для сварочных работ полуавтоматом в углекислом газе, имеют свои особенности. Сварочная проволока, применяемая для сварки под флюсом, в основном, не подходит при работах в среде двуокиси углерода.Для сварки в углекислом газе используют электроды с повышенным содержанием легирующих добавок из марганца и кремния. Диаметр проволоки зависит от типа сварочного полуавтомата и толщины основного свариваемого металла. Поверхность электродов должна быть чистой, без следов ржавчины, окалины и органических загрязнений. Наличие посторонних примесей способствует увеличению пористости шва и разбрызгиванию металла. Для очистки электродов производится их травление в слабом (20%) растворе серной кислоты и последующая прокалка в печи. Углекислый газ нетоксичен и не имеет цвета. В сварочных работах используются баллоны сжиженного углекислого газа черного цвета. Рабочее давление баллонов — 60-70 кгс/см². На их поверхность нанесена надпись желтого цвета «Углекислота». Объем стандартного баллона составляет 40 литров. В нем содержится примерно 25 кг жидкой углекислоты, которая занимает 60-80% объема. Остальную часть емкости занимает углекислый газ. Для сварки применяется углекислый газ с концентрацией выше 98%, а при выполнении наиболее ответственных работ — свыше 99%. Повышенное содержание влаги в углекислоте ведет к большому разбрызгиванию металла в процессе сварочных работ. Использование специального осушителя, на основе силикагеля, медного купороса или алюминия, способствует удалению избытка влаги. Объем углекислого газа, который содержится в стандартных баллонах, обеспечивает производство работ в течение 15-20 часов, расход газа зависит от интенсивности работ. Перед применением, баллон необходимо установить и выдержать в вертикальном положении, для оседания избытка влаги на дно.Важно следить за тем, чтобы давление в баллонах не опускалось ниже 4 кгс/см². При достижении этого значения, углекислый газ содержит большое количество влаги, поэтому использование баллона прекращают. Расход углекислого газа контролируется с помощью специального понижающего редуктора, который устанавливается на выходе газа из баллона. Редуктор снижает давление до нормы в 0,5 атмосферы и обеспечивает оптимальный расход углекислоты.При выходе газа из баллона происходит быстрое его охлаждение, вследствие испарения жидкой углекислоты. Это может привести к закупорке редуктора. Чтобы предотвратить замерзание влаги, используют обогреватель. Полуавтоматы или автоматы для сварочных работ в среде двуокиси углерода должны иметь горелки, которые обеспечивают ламинарное выделение газа из сопла. При применении нестандартных держателей стоит учитывать, что они должны гарантировать радиальное по отношению к оси электрода истечение газа. Перед пропусканием проволоки в шланг, ее конец нужно завальцевать, дополнительно, наконечник с мундштука снять, а шланг проверить на отсутствие перегибов. Эти нормы должны соблюдаться постоянно. Несоответствие правилам может вызвать деформацию проволоки в роликах, износу деталей держателя и шланга. Перед сварочными работами нужно установить необходимый для данного типа сварного соединения, диаметра используемой проволоки и толщины металла, режим сварки. В соответствии с режимом, выставить расход газа и выждать некоторое время для полного выхода воздуха из шлангов. Нормы расхода проволоки — 35—40 мм, с таким условием, чтобы промежуток от конца проволоки до сопла находился в пределах 15—25 мм. Проверить давление в баллоне. Возбуждение электрической дуги производится касанием конца сварочной проволоки поверхности изделия, а выпуск проволоки — нажатием пусковой кнопки на держателе. От перемещения и расположения горелки относительно изделия, зависят в большой степени устойчивость дуги, стойкость газовой защиты дуги от воздействия воздуха, быстрота охлаждения металла, форма сварочного шва, возможность визуального наблюдения за зоной работ. Приближение горелки к поверхности изделия затрудняет слежение за процессом сварки и вызывает загрязнение горелки брызгами, а слишком большое удаление приводит к дефектам в сварочных швах, по причине снижения надежности защиты металла углекислотой. При сборке свариваемых кромок соблюдают определенные нормы, смещение кромок не должно превышать 1 мм для металла толщиной 4—10 мм и 10 % для толщин более 10 мм.Сборка соединений под сварку в двуокиси углерода зависит от: Чем ниже качество сборки соединения, тем меньше производительность сварочных работ, увеличивается расход проволоки. Рекомендуется сваривать и собирать соединения без прихваток. При сборке на прихватках, их следует располагать с противоположной стороны соединения. Прихватку можно проводить неплавящимся электродом, контактной сваркой и сваркой проволокой в углекислом газе. Расположение прихваток и их размеры должны соответствовать типу свариваемого соединения и толщине металла. Сварка в углекислом газе является распространенным видом работ. Соблюдение технологических норм процесса сварки и использование оптимальных материалов, позволяет быстро получать сварочные швы высокого качества и обеспечивает надежность соединений на долгие годы. goodsvarka.ru Существуют самые разные способы сварки, однако к полуавтоматической сварке в среде углекислых газов уже давно проявляется интерес, как среди профессиональных мастеров, так и среди любителей. В первую очередь, это связанно с тем, что данный метод обладает хорошей универсальностью и высокой производительностью. Следует отметить и то, что сварка при помощи среды углекислого газа — достаточно дешевый способ делать прочное и достаточно качественное соединение различных металлических поверхностей, в том числе и нержавейки. Полуавтоматическая сварка, которая проводится в специально создаваемой среде углекислого газа, нашла широкое применение и в наше время. Она активно используется в промышленной сфере, при работах на строительных площадках, монтаже самых разных трубопроводов. Кроме этого, она нашла широкое применение и у домашних умельцев, которые предпочитают всю работу по дому проводить исключительно своими руками. Это отличный и эффективный способ сделать достаточно прочное сварное соединение листов из нержавейки, а также многих других видов металлов. Ручная полуавтоматическая сварка, которая проводится в определенной среде углекислого газа, должна в обязательном порядке соответствовать установленному ГОСТ. Данная ручная сварка, которая проводится полуавтоматом, в среде создаваемого определенным способом углекислого газа, считается одним из самых дешевых способов произвести достаточно качественное соединение металлических поверхностей, в том числе и из нержавейки и производится согласно ГОСТ. Цена необходимого оборудования достаточно низкая, что и объясняет популярность этого метода. Она проводится по специальной схеме, которую прописывает соответствующий ГОСТ, а также некоторые другие руководящие документы. Сущность данного метода получения сварного соединения заключается в том, что в рабочую зону сварки поступает углекислый газ под давлением, который создает определенную защиту, и в результате создаваемой дугой высокой температуры впоследствии распадается на угарный газ, а также кислород. Видео: Весь процесс распада происходит по определенной реакции и сопровождается образованием углекислого, угарного газов, а также кислорода. Данные элементы, которые образуют поток, обеспечивают эффективную защиту сварного соединения, а кроме этого, достаточно активно осуществляют взаимодействие с поверхностью обрабатываемого металла. Для того чтобы снизить негативное воздействие углекислого газа на металл, в используемую сварочную проволоку дополнительно вводят такие элементы, как кремний и марганец. При проведении сварочных работ полуавтоматом в специально создаваемой среде углекислого газа для предотвращения процесса окисления на поверхности металла в рабочую зону вводят в свободном состоянии марганец или кремний. При этом следует учитывать, что количество эти двух элементов в сварной проволоке строго регламентировано. Для того чтобы сварной шов получился максимально прочным и качественным по ГОСТ, кремний и марганец в проволоке должны находиться в определенном соотношении. При проведении сварочных работ в среде углекислого газа непосредственно ручным полуавтоматом в определенный момент начинают формироваться оксиды, как кремния, так и марганца. Вместо растворения в сварочной ванне, данные элементы начинают особым образом реагировать между собой, в результате чего на металлической поверхности начинает образовываться в виде шлака легкоплавкое соединение. На видео, которое размещено ниже, подробно показан процесс сварки при помощи полуавтомата в образованной особым образом среде углекислого газа. Видео: Ручная сварка с использованием среды защитного газа имеет ряд существенных особенностей, а также некоторые тонкости и нюансы, на которые необходимо обращать внимание в обязательном порядке. Данный метод получения сварных соединений высокого качества был разработан советскими инженерами около ста лет назад, однако и в наше время не утратил своей актуальности. Схема выполнения работ относительно несложная и широко используется как на крупных производствах и строительных площадках, так и в бытовых условиях, а также при частном строительстве. Для данного типа сварки разработан специальный ГОСТ, который обязателен для исполнения, вне зависимости от того, где используется сварка полуавтоматом в углекислой защитной среде. Работа с металлом в углекислой среде выполняется только постоянным током, который обязательно должен иметь обратную полярность. Если попробовать выполнить сварное соединение с использованием постоянного тока, но прямой полярности, то это, в первую очередь, отрицательно отразится на стабильности вырабатываемой полуавтоматом электрической дуги. А во-вторых, приведет к тому, что шов будет формироваться неправильной формы с образованием дефектов, а используемый при данном процессе электрод будет сильно разбрызгиваться, а также образовывать слой угара. В том случае, когда с использованием данного метода сварки выполняется не сварка в прямом понимании этого слова, а наплавка, специалисты настоятельно рекомендуют использовать непосредственно прямую полярность постоянного тока. Это связано, главным образом, с тем, что используемый в этом конкретном случае коэффициент наплавки практически в два раза выше, чем при применении тока с обратной полярностью. В некоторых отдельных случаях данный тип сварки можно проводить и при переменном токе. Однако для этого общая схема сварочного аппарата должна содержать в своем составе специальный осциллятор. Кроме этого, следует отметить то, что основными источниками постоянного тока при сварке в среде углекислого газа должны быть преобразователи тока, которые имеют жесткие характеристики. При выполнении сварки с использованием полуавтомата в специально создаваемой защитной среде, состоящей из углекислого газа, необходимо строго контролировать соответствие всех рабочих параметров принятому ГОСТ. Более подробно процесс сварки с использованием полуавтомата и защитной среды, состоящей из углекислого газа, показан на видео ниже. Видео: Полуавтоматом при создании среды углекислого газа можно варить самые разные металлические поверхности, в том числе из нержавейки. Оборудование, которое используется в этом случае, в обязательном порядке должно быть собрано в специальную схему. Необходимо максимально герметично произвести соединение всех шлангов, держателей, баллонов с углекислым газом, а также подключить полуавтомат к основному источнику питания. Последовательность сборки оборудования в схему определяется ГОСТ и другими руководящими документами. Следует помнить, что от правильности подключения оборудования во многом зависит не только качество работы, но и техника безопасности, согласно ГОСТ. Данный метод сварки считается одним из наиболее опасных и обязательно должен проводиться в соответствии с правилами по технике безопасности и регламентом работ. Перед тем как приступить непосредственно к выполнению работ, необходимо изучить не только технологию проведения сварочных работ с использованием среды углекислого газа, но и иметь представление о соответствующем ГОСТ, который определяет порядок работ. Видео: Также следует обязательно использовать соответствующие средства защиты. Сварка металла, в том числе из нержавейки, в углекислой среде при помощи полуавтомата выполняется достаточно эффективно. При проведении работ следует помнить, что соединение тонких листов нержавейки и стали осуществляется с обязательной отбортовкой кромок. Можно проводить сварку и без проведения отбортовки, но только в том случае, когда зазор между листами будет минимальным. Листы нержавейки и стали средней толщины можно сваривать без предварительной разделки кромок, однако в этом случае зазор не должен превышать один миллиметр. Листы с большой толщиной следует в обязательном порядке сделать V-образную разделку. Кроме этого при данном методе сварки используется также и Х-образная разделка листового металла и нержавейки. Видео: В любом случае перед тем, как приступить к сварке, необходимо тщательно зачистить кромки у металла до состояния блеска. Для этого можно воспользоваться автоматическим инструментом, например болгаркой. При необходимости выполнить прихватку рекомендуется использовать электроды из углеродистых сталей. Также перед проведением работ следует правильно раскрепить в полуавтомате сварочную проволоку. Ручная сварка полуавтоматом с использованием защитной углекислой среды может выполняться в нескольких различных режимах. Режимы работы, главным образом, зависят от толщины обрабатываемого материала и выставляются на аппарате ручным способом. В том случае, когда металл имеет большую толщину, необходимо уменьшить скорость сварки и, в свою очередь, увеличить силу тока. Видео: При минимальной толщине обрабатываемого металла наоборот — скорость работ возрастает, соответственно снижается показатель силы тока. При выполнении работы должно быть обеспечено стабильное горение дуги, при этом она должна быть максимально короткой. Если увеличить сварочную дугу, то ее горение будет нестабильным, а кроме этого, значительно увеличится разбрызгивание металла, что может привести к появлению на металлической поверхности различных дефектов. Данный метод сварки достаточно простой. Его можно использовать как в промышленности, так и в быту. При этом всю необходимую работу следует выполнять только в средствах защиты. На видео ниже подробно показана сварка полуавтоматом в защитной углекислой среде с аргоном. Видео: rezhemmetall.ruСварка в углекислом газе: высокая производительность и простота. Углекислотный полуавтомат
Что такое углекислотная сварка полуавтоматом?

Общая информация
Особенности

Достоинства

Вместо заключения
Сварка кузова автомобиля своими руками
Сварочный аппарат переменного тока с электродами для сварки кузова автомобиля (ручная сварка)
 Для самых неискушенных может показаться, что можно обойтись рядовым сварочным аппаратом для ремонта кузова автомобиля, а аменно сварочником переменного тока с электродами и возможностью выставлять ток под них. Хотелось сразу сказать откровенно, что если вы хотите достичь прочного качественного эстетичного шва на кузове автомобиля, то с таким сварочным аппаратом вам это не реализовать. Для ремонта кузова автомобиля такой аппарат вам никак не подойдёт. На легковом автомобиле почти нет таких мест, куда можно без проблем подлезти электродом, или это вообще невозможно или электрод придется каждый раз откусывать что бы подобраться к месту сварки. Такой сварочный аппарат на электродах подойдет в случае если надо приварить грубое железо, если вы оторвали буксировочный крюк или фаркоп. Или захотели на скорую руку заварить лопнувшую раму на грузовом автомобиле. Если вам нужно варить арматурную сетку из прутка, так скажем, толщиной от 10 мм, или другой, относительно толстый металл, то такой выбор – в самый раз.
Для самых неискушенных может показаться, что можно обойтись рядовым сварочным аппаратом для ремонта кузова автомобиля, а аменно сварочником переменного тока с электродами и возможностью выставлять ток под них. Хотелось сразу сказать откровенно, что если вы хотите достичь прочного качественного эстетичного шва на кузове автомобиля, то с таким сварочным аппаратом вам это не реализовать. Для ремонта кузова автомобиля такой аппарат вам никак не подойдёт. На легковом автомобиле почти нет таких мест, куда можно без проблем подлезти электродом, или это вообще невозможно или электрод придется каждый раз откусывать что бы подобраться к месту сварки. Такой сварочный аппарат на электродах подойдет в случае если надо приварить грубое железо, если вы оторвали буксировочный крюк или фаркоп. Или захотели на скорую руку заварить лопнувшую раму на грузовом автомобиле. Если вам нужно варить арматурную сетку из прутка, так скажем, толщиной от 10 мм, или другой, относительно толстый металл, то такой выбор – в самый раз.Какой сварочный аппарат нужен для сварки деталей кузова автомобиля?
Что может полуавтомат в качестве сварки кузова автомбиля и не только...
Технические термины абревиатуры используемые в сварочных работах
Какие газы используют для полуавтоматической сварки кузова автомобиля
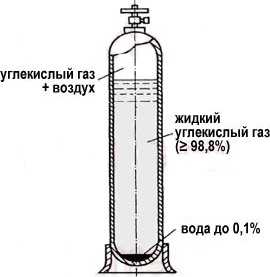
Баллон для углекислоты
Можно ли для полуавтоматической сварки применять обычный газовый баллон
Редуктор для полуавтомата для проведения сварочных работ
Сварочная проволока для полуавтомата
Можно ли в полуавтомате применять обычную проволоку
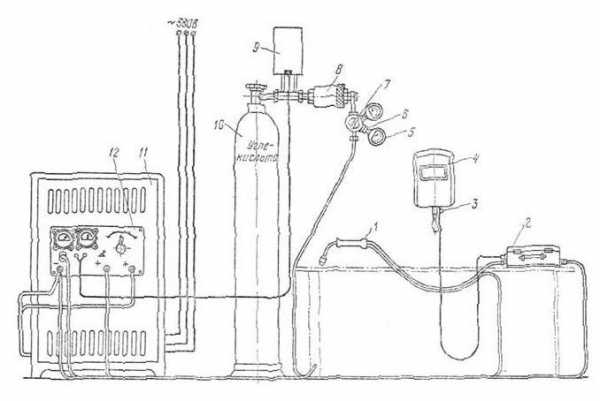
Углекислотный сварочный полуавтомат – примеры полуавтоматов и основные органы управления для сварки кузова.

 Баллон и редуктор без которого качественные сварочные работы кузова невозможны
Баллон и редуктор без которого качественные сварочные работы кузова невозможны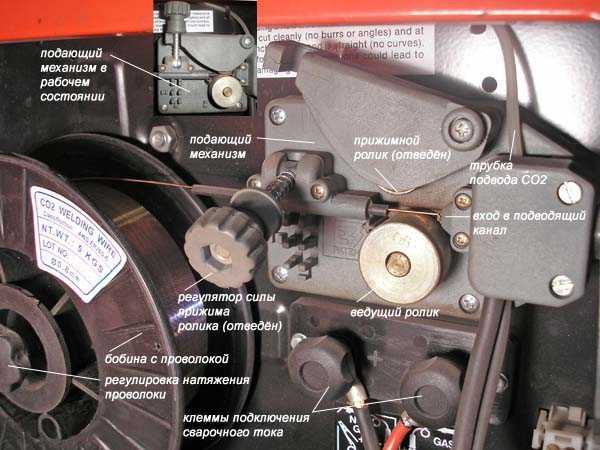 Подающий механизм и бобина с проволокой полуавтомата для сварки кузова Пантер 132
Подающий механизм и бобина с проволокой полуавтомата для сварки кузова Пантер 132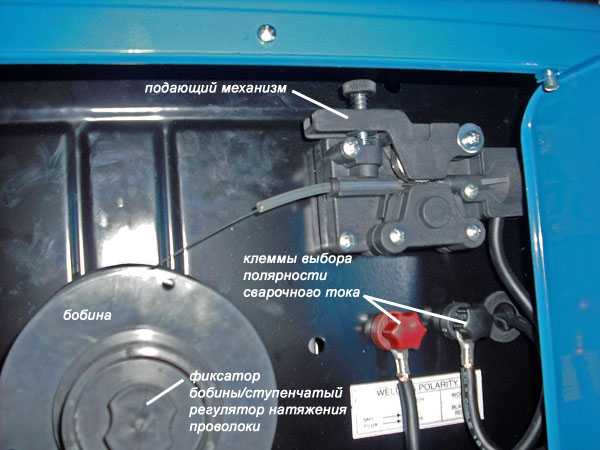 Подающий механизм и бобина полуавтомата для сварки кузова Блю Велд 4.135.
Подающий механизм и бобина полуавтомата для сварки кузова Блю Велд 4.135.Подготовка полуавтомата к работе для сварки кузовных деталей автомобиля.

Регулировка сварочного полуавтомата при проведении сварки кузова
Необходимое оборудование для обеспечения защиты жизни и здоровья при проведении сварочных работ
 Защитная одежда – специальная роба, или хотя бы краги для защиты рук от ожогов.
Защитная одежда – специальная роба, или хотя бы краги для защиты рук от ожогов.Углекислотный сварочный полуавтомат
Углекислотный сварочный полуавтомат
Сфера применения углекислотных сварочных полуавтоматов
Преимущества перед другими видами сварки
Углекислота для полуавтомата - Наш опыт
Сварка в углекислом газе: высокая производительность и простота
Применение сварки в среде углекислого газа
Преимущества сварки в углекислом газе
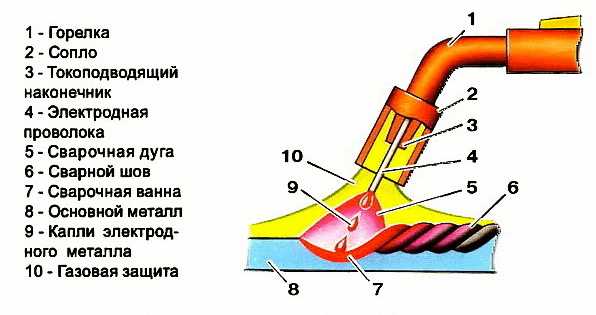
Сущность процесса сварки в углекислом газе

Технология сварки в углекислом газе
Материалы для сварки в среде углекислого газа
Сварочная проволока
Углекислый газ для сварки
Особенности сварочных работ в среде углекислого газа
Сборка соединений при сварочных работах в среде двуокиси углерода
Полуавтоматическая сварка в среде углекислого газа: нержавейки и других металлов
Некоторые понятия
Основные особенности

Подготовка аппарата и заготовки
Режимы выполнения работ










