Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
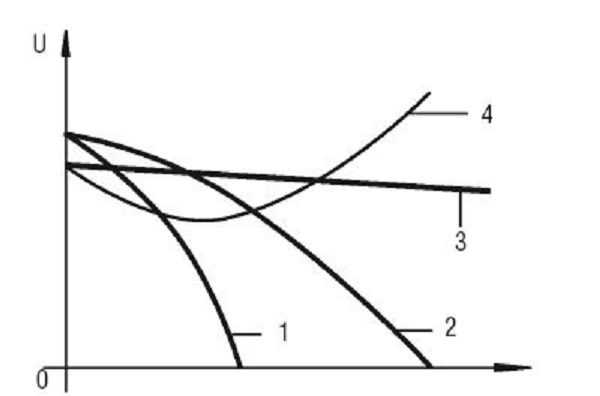
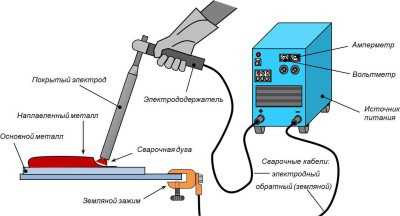
Технология выполнения сварочных работ не представляет большой сложности для освоения. Чтобы научиться пользоваться сваркой в быту, достаточно нескольких уроков и обязательно практические занятия. Что необходимо для работы сварочным аппаратом: Электроды для выполнения сварочных работ Чтобы быстрее научиться выполнять сварочные работы, необходимо иметь представление о теории электрической сварки. Сваривание металлов происходит за счет теплового действия электрической дуги между свариваемым металлом и электродом. Мощность дуги зависит от тока через нее, который в свою очередь зависит от напряжения и расстояния между электродом и деталью. Важнейшей характеристикой сварочного аппарата является его вольтамперная характеристика. Иначе ее еще называют внешней характеристикой. Она показывает зависимость тока дуги от напряжения. На рисунке ниже показаны несколько типов характеристик. График внешних характеристик сварочного аппарата Для ручной электросварки используются аппараты, характеристики которых соответствуют линиям 1 и 2. Это крутопадающая и пологопадающая характеристики. Как видно из графиков, сварочный ток у крутопадающей характеристики мало зависит от напряжения, а значит, и от расстояния между электродом и поверхностью. Сварочный аппарат с пологой и возрастающей характеристиками (линии 3 и 4) пригоден только для использования в автоматической сварке, где расстояние выдерживается очень точно. Для начинающих лучше использовать аппарат с крутопадающей характеристикой. Сварочный аппарат имеет еще такую характеристику – напряжение холостого хода. От величины этого напряжения зависит легкость первоначального поджига дуги. Чем больше напряжение холостого хода, тем легче зажечь дугу. С другой стороны, в процессе сварки напряжение дуги намного меньше холостого хода. Для облегчения поджига сварочный аппарат может дополняться специальным устройством – осциллятором, которое в момент поджига формирует на выходе напряжение в несколько тысяч вольт, но с малым током, подобно катушке зажигания автомобиля. При зажженной дуге осциллятор отключается. Наиболее прост для начинающих инверторный сварочный аппарат (рис. ниже). Его достоинства: Инверторный сварочный аппарат Сложнее работать с аппаратами переменного тока. Как правило, это обычный понижающий трансформатор большой мощности (рис. ниже), какой нетрудно сделать самостоятельно. Но у них есть такое достоинство, как высокая надежность. Нужно быть очень неумелым сварщиком и очень постараться, чтобы сжечь сварочный трансформатор весом пару-тройку десятков килограммов. Удобство работы такими аппаратами во многом зависит от качества их изготовления. Но, если научиться им правильно работать, то с другими проблем не возникнет точно. Сварочный аппарат – трансформатор Чтобы правильно выбрать сварочный аппарат, необходимо учесть максимальный диаметр применяемых электродов и качество электропроводки. При диаметре электродов 4 мм потребляемая от сети мощность составит порядка 4 кВт для инверторного аппарата и около пяти для сварочного трансформатора. Сварка производится сварочными электродами. Они изготавливаются из металлического провода, покрытого специальной обмазкой. От состава металла проволоки и материала обмазки зависит назначение электрода. Существуют сварочные электроды для сварки низко,- и высокоуглеродистых сталей, чугуна, нержавеющей стали. Роль обмазки заключается в создании на поверхности расплавленного металла защитного слоя. Требования к материалу обмазки: Электроды различаются по типу тока. Одни предназначены для сварки переменным током, другие только постоянным. Электроды для сварки постоянным током прекрасно работают на переменном. Электроды для работы на переменке, для сварки постоянным током не пригодны. Качество сварки зависит от соотношений толщины деталей и электрода, а также от величины сварочного тока. Обычно толщина электрода принимается равной толщине свариваемых деталей. Для более толстых электродов потребуется большее значение тока, что может привести к прожогам металла. Тонкий электрод при малом токе не прогреет металл, и качество сварного шва будет низким. Оптимальная величина сварочного тока зависит как от диаметра электрода, так и вида производимых работ. Максимальный ток используется при выполнении горизонтальных швов, минимальный при работе с вертикальными и потолочными швами. Особую трудность для начинающих составляет процесс поджигания дуги. Для этого сварочный электрод подносят к свариваемой поверхности и касаются ее легкими скользящими движениями. После поджига увеличивают расстояние между электродом и поверхностью. Оптимальная длина дуги должна составлять примерно толщину электрода. При меньшем расстоянии вся энергия дуги направлена на малую площадь, шов получится вогнутый, возможны прожоги металла. На краях шва металл, наоборот, не успевает прогреваться. Длинная дуга начинает «гулять» по поверхности, слабо прогревая место сварки. Угол наклона электрода позволяет регулировать толщину сварочного шва. При вертикальном расположении весь расплавленный металл электрода концентрируется в области дуги. Однако при таком расположении трудно контролировать процесс сварки. Наклон в сторону, противоположную движению электрода дает возможность получить выпуклые швы, поскольку дуга отталкивает расплавленный металл, создавая наплывы на поверхности шва. Значительный наклон нежелателен, поскольку теряется контроль за дугой, она начинает сдувать капли металла. Оптимальным считается угол наклона электрода от 45 до 90 градусов. Очень важна для качества сварки скорость перемещения электрода. При быстром передвижении металл не успевает полностью заполнить шов, который к тому же недостаточно прогрет. Выбрать правильный угол и скорость перемещения можно только путем приобретения практического навыка. Сварка постоянным током возможна при различных полярностях. Прямая полярность, когда электрод подключен к выводу отрицательной полярности, применяется для сварки с глубоким прогревом свариваемых деталей. Для работы с тонколистовым металлом необходима обратная полярность (электрод подключается к положительному выводу). При таком способе сварки большая часть тепла выделяется на электроде, вызывая его ускоренное плавление. Сварочные работы считаются опасными, поскольку сочетают в себе сразу несколько факторов: Сварочный аппарат характеризуется высоким напряжением холостого хода – до 80 В. Такое напряжение, даже при отсутствии повышенной влажности считается смертельно опасным (максимальное напряжение в нормальных условиях не более 42 В). Температура расплавленного металла достигает нескольких тысяч градусов. При этом его текучесть очень высока. При некачественных электродах, неправильно выбранном режиме сварки или при сильном ветре брызги металла могут отлетать на несколько метров. Электрическая дуга является мощным источником видимого и ультрафиолетового излучения. Кратковременное воздействие такого света не опасно, Просто требуется некоторое время для адаптации зрения к обычному освещению. А вот длительное наблюдение за дугой незащищенными глазами вызывает трудноизлечимые последствия, вплоть до помутнения хрусталика и отслоения сетчатки. Для защиты глаз применяются защитные сварочные маски (рис. ниже). Кроме защиты глаз, они защищают голову от брызг металла и шлака. Сварочная маска для защиты глаз и головы во время сварки Стекло маски не пропускает ультрафиолетовое излучение и в несколько раз ослабляет видимый свет, поскольку дуга – это близкорасположенный мощный прожектор. Сейчас в продаже имеется множество масок со специальными стеклами, которые меняют свойства в зависимости от яркости воздействия – «хамелеоны». При обычных условиях стекло абсолютно прозрачное. При зажигании дуги светопроницаемость стекла резко падает. Скорость затемнения составляет от нескольких миллисекунд до десятков микросекунд. Для защиты от капель металла и шлака требуется одежда, материал которой не плавится от высокой температуры. Лучшими защитными свойствами обладает брезент, но в брезентовой одежде крайне неудобно работать. Достаточно использовать обычную спецодежду из хлопчатобумажной ткани. А вот рукавицы желательно выбрать поплотнее, поскольку руки находятся в непосредственной близости от места сварки. Обувь для сварки должна иметь узкие голенища. Брюки должны быть поверх голенищ, чтобы предотвратить попадание туда брызг металла. Обучающее видео по дуговой сварке доступно ниже. При горении электродов в воздух попадают пары металла и материала обвязки. В состав электродов входит немало химических соединений и многие из них представляют опасность при вдыхании. Поэтому зона проведения сварочных работ должна иметь хорошую вентиляцию. Запрещаются сварочные работы вблизи легкогорючих материалов (нефтепродукты, древесина), в сильный ветер и особенно во время дождя. elquanta.ru Сварочные аппараты сегодня получили довольно широкое распространение, поэтому информация о технологии проведения сварочных работ будет довольно актуальной. Достоинством сварочных механизмов является их возможность выдерживать высокие нагрузки. Популярность к ним пришла благодаря малой трудоемкости. Также они имеют хороший, высокоразвитый уровень технологии. Для проведения сварочных работ не требуется особой подготовки материалов. Сварочные работы находятся на втором месте по популярности в сфере технологического соединения элементов. Более популярным может быть только соединение с помощью резьбы. Используя сварочный аппарат, вы не только можете сварить новый материал, но и легко подправить деталь, в которой есть мелкие трещинки. Кроме достоинств этот аппарат имеет и свои недостатки. Агрегат не может обрабатывать целый ряд материалов. Физико-математические особенности разных видов стали не позволяют нормально обрабатывать их сварочным аппаратом, в связи с чем на этих материалах указывается степень свариваемости. Места соединения могут образовывать сильное внутреннее напряжение, в то время как сами швы невозможно нормально контролировать. Хороший результат может получиться только при использовании высокоточного оборудования. По этой причине для качественной работы просто необходима качественная современная техника. Есть три вида сварочных швов: Кроме особенностей внешнего вида швы могут делаться на различающиеся по мерам нагрузки. Сегодня встречаются лобовые, фланговые и косые швы. По формам сечения они могут иметь форму равнобедренного или неравнобедренного треугольника. Существуют также выпуклые и вогнутые швы. Если изделие будет испытывать высокие нагрузки, то самым надежным будет выпуклый шов. Для проведения сварочные работ и формирования качественных швов необходимо выполнить следующие действия: Существует ряд правил для проведения сварочных работ, о которых не стоит забывать, если вы хотите получить качественное изделие. Шов не должен быть более чем на 1,5 раза толще самого материала. Если вы не выполняете это правило, то шов может создать внутреннее напряжение, что приведет к деформации изделия, что более неприятно - даже разрушить его. Если по завершению работы вы увидели что требование не выдержано, требуется приступить к спецразделке. Швы, созданные при помощи сварочных работ, должны обеспечить изготавливаемой детали минимальное коробление. Для этого в первую очередь нужно выполнить все параллельные швы, потом приступать к перпендикулярным, а в конце пройтись по контуру. Тогда изготовленное изделие будет служить долго. Не забывайте также, что ребра жесткости для усиления выносливости изделия варятся с переменным направлением. Это говорит о том, что с разных сторон ребра сварку деталей надо делать от разных краев. Так вы сначала варите слева направо, а потом справа налево. Для повышения технологичности изделий, которые вы варите, надо учитывать некоторые правила, поскольку в этом процессе важна сборка деталей и образование шва: Рассмотрим основные трудности выполнения сварочных швов методом электродуговой сварки. Здесь существует вероятность отклонения дуги. Причиной могут стать электромагнитные силы и потоки воздуха. Об этом не надо забывать при проведении сварочной работы подобным методом. При завершении надо выдержать электролит до самостоятельного обрыва дуги. При обработке низкоуглеродистых сталей нужно использовать метод сварки в среде защитных газов. Здесь используется смесь газов. Чистым аргоном свариваются только изделия специального назначения. fs2003.ru Очень часто домохозяину, который владеет частным домом, дачей, гаражом или автомобилем, приходится сталкиваться с необходимостью сварочных работ. Всё время прибегать к услугам профессионалов неудобно и довольно ощутимо в финансовом плане. Поэтому, многие домашние мастера покупают сварочный аппарат для личного пользования. Выйти на уровень решения несложных, бытовых задач не представляет особого труда и не требует длительного обучения. Достаточно ознакомится с общими знаниями, понять принципы и технологию. Совет. Если вы никогда не держали в руках сварку, прежде чем приступать к свариванию нужных вам конструкций, попрактикуйтесь на ненужных кусках металла. По определению государственного стандарта, сварка ‒ это процесс создания атомных связей между свариваемыми элементами путём общего или местного повышения температуры. Соединённые таким путём детали не уступают в прочности изделию из цельного куска металла. Существует три класса сварки: термический, механический и термомеханический. Они подразделяются на 60 видов по специфике назначения. Наиболее распространённые виды сварок в термическом классе: Виды сварки в термомеханическом классе: Механический класс для соединения использует давление и механическую энергию: В домашних условиях чаше всего используют электродуговой, газовый и инверторный вид. Если вас интересует самостоятельно изготовления инструментария в домашних условиях, рекомендуем ознакомиться с тем, как можно сделать мотобур собственными силами, подробней по ссылке: strojkarkas.com/oborudovanie/motobur-i-benzobur.html. Смотрите видео-подборку по выбору сварочного аппарата: Есть несколько видов сварочных аппаратов: инвертор, трансформатор и выпрямитель. Все они имеют свои особенности: Совет. При выборе сварочного аппарата следует учитывать два фактора: частоту использования и возможную нагрузку на сеть. Для работы дома лучше всего подойдёт инверторный аппарат, он портативный, прост в эксплуатации и не перегружает сеть. Мы подготовили отельную статью о том, как можно сделать сварочный инвертор своими руками и основные принципы его ремонта. Если предполагаются не частые работы 2-3 раза в месяц, то будет достаточно бытового инвертора. Если чаще, то лучше приобрести полуавтомат. Техника безопасности: сварочные работы проводимые самостоятельно следует проводить со строгим соблюдением правил безопасности: Любые сварочные работы своими руками потребуют: Электроды; Новичкам рекомендуется использовать электроды покрытые рутилом. Они проще других в управлении и хорошо поджигаются. При толщине металла свыше 3 мм берут электроды диаметром 3 мм, если металл тоньше, то 2 мм. Итак, для начала нужно закрепить провод с зажимом на конструкции и вставить электрод в держатель. Процесс сварки начинать только в опущенной на глаза защитной маске. Совет. Для начинающих лучше работать в маске-хамелеон, так как в обычной ничего не видно до начала сварки. Опытные сварщики выставляют детали при открытой маске и опускают её перед самой искрой. Неопытные рискуют в этом случае нахвататься «зайчиков». Во время сварки электрод располагают под углом в 45 градусов к обрабатываемой поверхности и плавно, примерно миллиметр в секунду ведут им, будто сшивая детали. Не нужно слишком долго задерживаться на одном месте иначе металл прогорит. Если метал все равно прогорает, значит нужно убавить силу тока и поменять электрод на тонкий. Также не следует сильно давить на электрод ‒ он сам притягивается в точку сварки. При слишком сильном втягивании необходимо отрегулировать мощность на аппарате. Бывает, что шов не получился прочным с первого раза, в этом случае удаляют шлак и проходят ещё раз в тех местах, где есть слабина. Готовый шов, после остывания с помощью молотка зачищают от шлака. Не снимайте маску пока отбиваете шлак ‒ осколок может попасть в глаз. Навык сварочных работ позволяет, не прибегая к посторонней помощи сварить беседку, ворота, забор, усилить гараж, сарай, ремонтировать машину. В хозяйстве всегда найдётся масса работы для сварочного аппарата. С опытом придёт мастерство, и качество работы повысится. Главное не забывать о технике безопасности. Рекомендуем видео по теме: strojkarkas.com Сварочные работы — это работы, осуществляемые с применением сварочных процессов. Сварочные работы как процесс, соответствуют группе специальных процессов то есть процессам результаты, которых в полной мере не могут быть проверены контролем качества и недостатки которых могут быть выявлены только в ходе практического использования сварного изделия. В соответствии с чем для обеспечения качества сварочных работ, требуется осуществлять контроль и оценку соответствия всех составных элементов этих процессов, начиная со стадии проектирования, выбора материалов и заканчивая стадией производства с последующим контролем качества изделия, включая технологическую документацию сварки и персонал. В ходе выполнения сварочных работ необходимо обеспечить прослеживаемость всех операций, сопровождающих сварочные работы: Прослеживаемость предусматривает маркировку мест нанесения сварных соединений, ведение исполнительной документации, схем сварных соединений, журналов сварочных работ, заключений контроля качества и протоколов испытаний допускных сварных образцов, для обеспечения идентификации исполнителей сварочных работ и работ по контролю качества сварных соединений. С целью выявления возможных причин брака сварных соединений. Сварочные работы должны соответствующим образом планироваться до производства работ и выполняться в соответствии с технологической документацией по сварке, оформленной в виде проекта производства сварочных работ, раздела по сварке в проекте производства работ, технологического процесса или в виде технологической инструкции по сварке. Планирование должно обеспечить технологическую подготовку производства и подтверждение соответствия технологических процессов по сварке для всех сварных соединений. Сварочные работы состоят из: Нравится Загрузка... Назначение наряда допуска на сварочные работы. Выполнение сварочных работ
Сварочные работы для начинающих

Теория электросварки
Какой выбрать сварочный аппарат


Сварочные электроды
Техника сварки
ТБ при сварочных работах

Дуговая сварка. Видео
Технология проведения сварочных работ.
Основные плюсы работы со сварочным аппаратом
Виды швов
Алгоритм сварочных работ
Рекомендации для проведения работ
Тонкости сварочных работ
Все публикации
Сварочные работы своими руками: технология и инструкция выполнения

Виды и разновидности проводимых работ

Оборудование для работы в домашних условиях

Поэтапный порядок выполнения работ

Сварочные работы - Записки главного сварщика
Общие требования к сварочным работам
Технологическая документация по сварке должна устанавливать:
Состав сварочных работ
Поделиться ссылкой:
Понравилось это:
Похожее
blogwelder.ru
Мероприятия по безопасному производству сварочных работ
Общие требования
Производство сварочно-монтажных работ должно осуществляться с оформлением наряда-допуска на огневые работы. При производстве работ должен быть организован контроль воздушной среды на загазованность.
К проведению сварочных работ допускаются лица, прошедшие предварительное обучение, проверку знаний инструкций по охране труда, имеющие запись в квалификационном удостоверении о допуске к выполнению работ с переносным электроинструментом и группу по электробезопасности не ниже II.
К сварке магистральных трубопроводов допускаются только сварщики и специалисты сварочного производства, аттестованные в соответствии с требованиями ПБ 03-273-99, РД 03-495-02 и раздела 7 РД-03.120.10-КТН-001-11.
Каждый работник должен быть обеспечен спецодеждой, индивидуальными средствами защиты по утвержденным нормам. Для предохранения от брызг расплавленного металла и излучения сварочной дуги (ультрафиолетовое и инфракрасное) сварщик должен носить положенную по нормам спецодежду (брюки, одетые поверх обуви, манжеты рукавов завязаны) и спецобувь, перчатки, специальный шлем, закрывающий шею и плечи, лицо и глаза защищать специальной маской или щитком со светофильтром.
Зона сборки и сварки труб должна быть защищена от постороннего персонала и персонала, не связанного непосредственно с проведением работ, а так же укрыта, где это возможно, защитными экранами. При зачистке концов труб и сварного шва необходимо пользоваться защитными очками.
При подготовке к огневым работам необходимо определить опасную зону, границы которой четко обозначить предупредительными знаками и надписями.
Место проведения огневых работ должно быть обеспечено необходимыми первичными средствами пожаротушения (огнетушитель, ящик с песком и лопатой и т.д.). Электросварщики должны уметь пользоваться первичными средствами пожаротушения (огнетушителями: порошковыми или углекислотными, ломами, топорами) и средствами индивидуальной защиты.
Ответственный за проведение огневых (сварочных) работ обязан:
организовать выполнение мероприятий по проведению огневых работ;
провести инструктаж со всеми работниками, занятыми на сварочных работах, проверить наличие у них квалификационных удостоверений и удостоверений о проверке знаний правил пожарной безопасности;
каждый раз перед началом работ проверять исправность и комплектность оборудования, инструментов и приспособлений для выполнения сварочных работ;
обеспечить место проведения огневых работ первичными средствами пожаротушения, а сварщиков – дополнительными средствами индивидуальной защиты (противогазы, спасательные пояса, веревки и т.д.) и проконтролировать их правильное использование;
ознакомить исполнителей работ с планом ликвидации возможных аварий и загораний на данном участке;
при производстве сварочных работ в рабочем котловане определить места для страхующих (не менее двух) на бровке котлована и обеспечить непрерывную страховку электросварщика спасательной веревкой, привязанной к его предохранительному поясу;
при проведении сварочных работ обеспечить контроль газовоздушной среды и в случае необходимости работы прекратить. Результаты анализов заносятся в таблицу, приложенную к наряду-допуску на проведение сварочных работ;
руководить сварочными работами и контролировать их выполнение;
при возобновлении огневых работ после перерыва проверить состояние места их проведения и оборудования. Разрешить проводить работы только после получения удовлетворительного анализа воздушной среды с места проведения огневых работ;
проверить по окончании сварочных работ место работы на отсутствие очагов возможного пожара.
Применяемое сварочное оборудование, переносной электроинструмент, освещение, средства индивидуальной защиты должны соответствовать требованиям Правил устройства электроустановок, Правил эксплуатации электроустановок потребителей.
Запрещается проведение сварочных работ во время снега или дождя без применения навеса над местом производства работ и ветра со скоростью свыше 10 м/с. Запрещается оставлять без надзора электроинструмент, присоединенный к сети, а также передавать его лицам, не имеющим доступа к работе с ним. При оставлении места работы сварщик должен отключать сварочный аппарат.
Вышедшую из строя электрическую часть сварочных агрегатов разрешается ремонтировать только электромонтерам и электрослесарям. Сварщикам выполнять эту работу запрещается. Ремонт, исправление повреждений и наладка механической части установок сварки разрешается только после отключения электроэнергии. В процессе работы необходимо следить за исправным состоянием изоляции токоведущих проводов, пусковых устройств и рукоятки электродержателя.
Газовые баллоны разрешается перевозить, хранить, выдавать и получать только лицам, прошедшим обучение по обращению с ними. Пустые баллоны следует хранить отдельно от наполненных. Все соединения рукавов с резаком и редуктором, а также соединения шлангов выполняются с помощью обжимных хомутов. Применение проволочных скруток запрещается.
Огневые работы разрешается начинать при отсутствии взрывоопасных и взрывопожароопасных веществ в воздушной среде или наличии их не выше предельно допустимой концентрации по действующим санитарным нормам.
Электросварка сварочными агрегатами
К работе на сварочных машинах допускают сварщиков не ниже VI разряда, сдавших испытания на право сварки труб согласно “Правилам аттестации сварщиков”
и получивших удостоверение на право сварки трубопровода (паспорт сварщиков). Операторы-сварщики должны иметь II квалификационную группу по электробезопасности в соответствии с ПОТ РМ-016-2001.
К управлению электростанцией, питающей сварочную машину, допускают лиц, имеющих II квалификационную группу по электробезопасности и изучивших инструкцию по эксплуатации данной электростанции. К оперативному обслуживанию электрооборудования, его ремонту и профилактике допускают лиц, имеющих квалификационную группу по электробезопасности не ниже III и знающих его электрическую схему.
Для безопасности и удобства работ при сварке неповоротных стыков должны устанавливаться инвентарные страховочные опоры по обе стороны свариваемого стыка так, чтобы расстояние между поверхностью грунта и нижней образующей трубы было не менее 500 мм. Проводить сварочные работы с использованием земляных и снежных призм запрещается.
Сварку неповоротных стыков после установки наружного центратора разрешается вести только после прочного его закрепления накидным винтовым зажимом.
Сваренную плеть трубопровода следует укладывать от бровки траншеи на расстоянии 1,5 м, а при поперечном уклоне местности более 7 °, кроме того, укреплять против скатывания анкерными устройствами.
Сваривать стыки захлестов разрешается только после того, как будут надежно укреплены подлежащие сварке концы плетей или вставки.
При сварке неповоротных стыков в потолочном положении сварщику следует
пользоваться защитным ковриком, предохраняющим от сырости и холода.
Сварку на трассе разрешается проводить на расстоянии не менее 50 м от легковоспламеняющихся или взрывоопасных материалов (бочек с горючим, баллонов, ацетиленовых газогенераторов). Токоподводящие кабели не должны касаться этих материалов и подводящих шлангов.
Все электрооборудование должно быть надежно заземлено в соответствии с действующими инструкциями по их эксплуатации.
В процессе работы необходимо следить за исправным состоянием изоляции токоведущих проводов, пусковых и отключающих устройств, сварочных трансформаторов.
Запрещается при подгонке “катушек”, резке торцов труб находится напротив открытых концов трубопровода, а также присутствовать лицам, не участвующим при выполнении данных операций.
Расстояние от сварочных кабелей до баллонов с кислородом должно быть не менее 0,5 м, до баллонов с горючими газами – не менее 1 м.
Использование самодельных электрододержателей и электрододержателей с нарушенной изоляцией рукоятки запрещается.
Кабели, подключенные к сварочным аппаратам, распределительным щитам и
другому оборудованию, а также в местах сварочных работ, должны быть надежно изолированы от действия высокой температуры, химических воздействий и механических повреждений.
Газопламенные работы
При резке элементов конструкций должны быть приняты меры против случайного обрушения отрезанных элементов. Производить сварку, резку и нагрев, открытым пламенем аппаратов, сосудов и трубопроводов, содержащих под давлением любые жидкости или газы, заполненных горючими или вредными веществами или относящихся к электротехническим устройствам, не допускается без согласования с эксплуатирующей организацией мероприятий по обеспечению безопасности.
Газовые баллоны разрешается перевозить, хранить, выдавать и получать только лицам, прошедшим обучение обращению с ними. По окончании работы баллоны с газами должны находиться в специально отведенном для хранения месте, исключающем доступ посторонних лиц. При эксплуатации, хранении и перемещении кислородных баллонов должны быть обеспечены меры против соприкосновения баллонов и рукавов со смазочными материалами, а также одеждой и обтирочными материалами, имеющими следы масел. Перемещение газовых баллонов необходимо осуществлять на специально предназначенных для этого тележках, в контейнерах и других устройствах, обеспечивающих устойчивое положение баллонов.
Запрещается хранить какие-либо горючие материалы, пользоваться открытым огнем или курить на расстоянии менее 10 м от мест хранения баллонов с газом.
Газосварщик должен работать в спецодежде с огнестойкой пропиткой, защищающей от попадания на кожу брызг металла и шлаков (брюки навыпуск, куртка, застегнутая на все пуговицы), в рукавицах с огнестойким покрытием, очках с защитными стеклами, спецобуви, выдаваемыми в соответствии с установленными нормами.
otdel-pto.ru
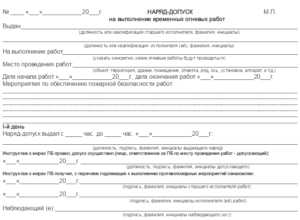
Наряд допуск на сварочные работы для безопасности и ответственности сварщика
При проведении сварочных работ запрещается начинать их выполнение без наряда допуска. Этот документ оформляется согласно требованиям, изложенным в Постановлении правительства №390, принятом в 2012 году.
При оформлении наряда проводится инструктаж по технике безопасности для данного вида деятельности. И только после этого электрогазосварщик может приступать к выполнению сварки или резки металла в опасных условиях.
Перечень опасных работ и подготовка к ним
В перечень работ, при которых выдается наряд допуск, входят следующие операции:
- расплав или нагрев битума с помощью открытых источников огня;
- электро и газосварочные операции;
- порезка металла с помощью газа или электросварки;
- осуществление резки металла с помощью бензорезов;
- пайка различных металлов;
- резка металлических деталей с помощью механизированного инструмента в опасных условиях.
Ответственный за выполнение сварочных работ обязан знать несколько основных правил. Все опасные манипуляции следует проводить в дневное время, но это касается плановой деятельности.
Сюда не входят аварийные ситуации. К проведению сварочных работ допускаются работники, обладающие специальными допусками сварщика, полученными при специализированной подготовке.
Все документы должны быть предоставлены руководителю при найме. Руководство предприятия должно проводить учебу и продлять пожарный допуск в контролирующей организации.
 Перед началом электросварки или резки составляется план их проведения, для обеспечения безопасности взрывоопасные участки оснащаются специальным оборудованием и инструментом.
Перед началом электросварки или резки составляется план их проведения, для обеспечения безопасности взрывоопасные участки оснащаются специальным оборудованием и инструментом.
Производится отключение подачи электроэнергии на участок, все оборудование должно быть обесточено и выключено. На границах безопасной зоны выставляется ограничение или оцепление.
Инженер по технике безопасности или лицо, отвечающее за нее, проводит инструктаж, затем проверяет условия труда на месте проведения опасных сварочных работ. Только после этого администрация должна приступить к оформлению наряда допуска.
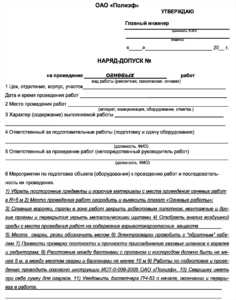
Правила заполнения
В организации может быть принята своя форма заполнения документа, наряд допуск не имеет обязательного единого формуляра. Каждая фирма может иметь свои пункты в зависимости от условий проведения работ, но основные моменты обязательны для всех.
 Наряд допуск на проведение ремонта оформляется в 2 экземплярах, один из которых остается на руках у руководителя, отвечающего за огневые работы, второй хранится у лица, ответственного за технику безопасности.
Наряд допуск на проведение ремонта оформляется в 2 экземплярах, один из которых остается на руках у руководителя, отвечающего за огневые работы, второй хранится у лица, ответственного за технику безопасности.
В наряде указывается участок выполнения сварочных работ и перечень действий при сварке. Обязательно указываются данные о рабочих, которые получают допуск, приводится перечень ответственных руководителей.
Заполнение наряда-допуска на сварочные работы происходит на листе бумаги или бланке организации. Разработан образец, который можно найти в сети или взять у контролирующей организации. Независимо от различных форм, основная информация указывается в определенной последовательности.
Основные сведения
В правом верхнем углу записывают полное название компании, проводящей сварочные или иные огневые работы. В левом верхнем углу указаны число проведения сварочных работ, фамилия имя и отчество начальника компании, место для подписи. По центру стоит название документа.
Ниже указаны данные руководителя и ответственного при проведении сварочных работ. Кратко описываются операции, которые будут производиться на объекте и место его расположения, название, номер или иное обозначение, позволяющее однозначно идентифицировать объект.
Далее в наряд допуск вносятся данные сварщика с указанием его профессии, квалификации и сроках инструктажа по технике безопасности. Если работа проводится несколькими специалистами, то вносятся данные каждого из них.
Ниже указывается дата, сроки проведения работы, при этом в наряде допуске указывают в часах и минутах время начала и окончания сварочных операций.
Более подробно следует описать меры, принятые по обеспечению безопасности рабочих. При возникновении аварийных ситуаций это поможет доказать невиновность сотрудников.
В наряде допуске указываются лица контролирующей организации, с которыми было согласовано проведение сварочных работ. Заносятся данные руководителя, отвечающего за готовность объекта к сварочным работам и обеспечению безопасных условий труда.
Дополнительные разделы
Правила предписывают оформление наряда допуска для одной рабочей смены. При долговременной сварке в опасных условиях необходимо выдавать наряд допуск для каждой рабочей смены отдельно.
Но иногда требуется продлить срок сварочных работ смены. В этом случае можно внести сведения о новом времени, предварительно согласовав его.
Срок продления не может превышать продолжительность работы одной смены. Если произошли изменения в составе ремонтной бригады, то это также отображается в соответствующей графе наряда-допуска.
 После того как бригада закончила ремонт, руководитель фиксирует дату, часы и минуты и ставит свою роспись. Затем документ поступает к директору компании, он его утверждает и расписывается.
После того как бригада закончила ремонт, руководитель фиксирует дату, часы и минуты и ставит свою роспись. Затем документ поступает к директору компании, он его утверждает и расписывается.
Наряд допуск позволяет решить многие вопросы при возникновении внештатных ситуаций и защищает права сварщика при получении производственной травмы по вине руководства.
Документ также снимет многие вопросы при несоблюдении электрогазосварщиком правил техники безопасности при проведении электросварки.
svaring.com
Правила и время проведения сварочных работ
Каждому человеку хотя бы раз в жизни приходится на время отложить все свои дела и приступить к выполнению мужских обязанностей — ремонту. Сварочные работы — неотъемлемая часть починки или ремонта. Будь то обновление труб, или просто ремонт стула. На первый взгляд неопытному человеку может показаться, что для правильного осуществления и проведения сварочных работ не требуются особые знания, но это очень серьезное заблуждение. Если не знать основные правила, то можно не только испортить предмет сварки, но и навредить собственному организму.
Как подготовиться к проведению сварочных работ
Первое и одно из главных правил — это техника безопасности. Не забывайте, что вы будете иметь дело с опасными инструментами, от которых постоянно будут отлетать искры. Следовательно, вам просто необходимо запастись соответствующим костюмом.Специалисты советуют использовать брезент в качестве защиты от нежелательных иск. В специализированных магазинах можно приобрести брюки, куртку, перчатки из брезента.
Куртку лучше всего заправить в брюки, таким образом, вы защитите себя от случайных травм. Но одежда еще не самое главное. Одной из распространенных травм во время сварки является ожог роговицы глаза. Случиться это может абсолютно случайно. Один раз «поймаете зайчика» и все.
Чтобы защитить себя от подобных ожогов, лучше всего приобрести специальный шлем или маску для сварки. Если их найти не удалось, то на крайний случай подойдут и солнечные очки со стеклянными линзами.Необходимо также убедиться, что рядом с местом проведения сварки есть запас воды, чтобы в случае чего можно было бы затушить пожар. Уберите все горючие жидкости и вещества, а также легко воспламеняющиеся предметы.
Для избавления от окалины после сварки вам понадобиться молоток (желательно тяжелее 300 грамм).
Место сварки должно быть хорошо защищено от ветра, сквозняка, но в тоже время необходимо, чтобы в помещении была бы правильно организована вентиляция воздуха: во время нагрева металлов выделяется огромное количество вредных веществ. Если комната будет не проветриваемая, то все эти вещества попадут на предметы или же вам в организм. Включать вентилятор или любые другие «дующие» приборы строго настрого запрещено: разлетающиеся искры могут послужить причиной ожога и пожара.
В зависимости от того, какой материал именно будет подвергаться обработки, следует учесть и время нагрева. Если этот фактор будет учтен неправильно, то очень возможно, что спустя короткий промежуток времени вам придется начинать сварку заново.У многих начинающих сварщиков и непрофессионалов возникает один и тот же вопрос, сколько времени следует нагревать полипропиленовые трубы при сварке.
Все зависит от диаметра трубы: чем он больше, тем дольше, следовательно, надо нагревать. Так, например, полипропиленовую трубу диаметром двадцать сантиметров нагревать следует всего лишь пять секунд, а диаметром девяносто сантиметров — сорок секунд.Время следует засекать непосредственно с того момента, когда труба и фитинг натянуты на паяльник. После завершения сварки на шве останется окалина. Избавиться от нее можно при помощи молотка. Опытные мастер, ударив молотком по шву, понимает, насколько хорошо или плоха была проведена сварка.
Скорость сварки
Скорость сварки также очень важно учитывать еще до начала работ. Чем быстрее все будет проведено, тем меньше вредных веществ будет выделено в воздух.

При высокой скорости сварки, шов, скорее всего, получится не ровным и не гладким. Если вы варите трубы, то особенно важна равномерность перехода от одного сантиметра к другому. Постарайтесь сделать так, чтобы шов везде был одинаковой ширины и толщины.Но только очень опытные мастера могут быстро проводить сварку таким образом, чтобы это не влияло на качество шва. Помните, что главное не скорость сварки, а качество. Движения должны быть плавными и уверенными. Если чувствуете, что начали затекать руки, или глаза уже сильно болят от зайчиков, то закончите данный шов и сделайте небольшой перерыв.
Но основной залог того, что вам удастся правильно и прочно сварить два металла — это опыт. Именно поэтому начинающим мастерам всегда советуют потренироваться на ненужных деталях. Лучше, если они будут не слишком толстыми. Прочувствуйте аппарат, поймите, какие моменты получаются лучше, а какие хуже. Только после всего этого можно приступать к настоящей сварки, в противном случае, возможно, что вы не почините, а наоборот окончательно испортите нужную вещь.
При небольшой тренировки вполне возможно, что в скором времени у вас начнут получаться настоящие творения из металлов. Но наша основная цель — это не искусство, а прочность и качество. Особенно, если дело касается важных вещей, например, таких как системы водоснабжения или электроснабжения. При неправильной сварки возможен не только быстрый выход систем из строя, но и довольно неприятные последствия.
В каких же случаях стоит самостоятельно попробовать сварить металлы? Если вы хотите стать мастером и только учитесь, то вам не однократно придется совершать ошибки по скорости сварки. Но это является нормальным процессом обучения любому делу. Ученики часто пытаются осуществить заказ быстрее, чем учитель, но в итоге работу приходится переделывать с нуля. Поэтому не забывайте, что скорость сварки — это конечно хорошо, но не основное, чему надо учиться.
Если же вы далеко не специалист и особого желания становиться им нет, если вам просто надо на быструю руку осуществить сварочные работы, то лучше рассудить, сможете ли вы это сделать самостоятельно или лучше обратиться к профессиональному сварщику.Но главное во время сварки — это всегда соблюдать правила безопасности!
Похожие статьиgoodsvarka.ru