ЕНиР Е22-1. Конструкции зданий и сооружений. Енир 22
ЕНиР 22 1 на сварочные работы. Конструкции зданий и сооружений
В этом материале мы собрали для вас основные положения из ЕНиР 22 1 на сварочные работы. ЕНиР — это документ, в котором прописаны единые нормы и расценки. Эта статья посвящена выпуску 1, в котором описаны нормы сварки конструкций зданий и сооружений методом дуговой сварки.
Данный нормативный документ разработан и утвержден в 1986 году. Дополнения и изменения внесены в 1990 году. С тех пор никаких изменений не вносилось. Документ разработан под контролем центрального нормативно-исследовательского бюро (ЦНИБ) и нормативно-исследовательской станции № 11 при тресте «Центроспецстрой» Министерства монтажных и специальных строительных работ СССР.
Содержание статьи
Вводная часть
Начнем с вводной части. ЕНиР Е22-1 говорит о том, что в нем прописаны нормы на ручную, автоматическую, механизированную дуговую сварку, а также механизированную и ручную газовую резку. Данные нормы действительны при создании или ремонте металлических конструкций зданий и сооружений. В нормах прописаны не только рекомендации по выполнению сварочных работ, но и расценки на выполнение сварки и/или дополнительных мероприятий, в том числе подготовительных.
Также нормы указывают на то, что работы должны соответствовать СНиП III-18-75 (в частности, должны соблюдаться все технические условия и требования СНиП). Дополнительно должны соблюдаться все требования по технике безопасности. Все работники, задействованные в процессе, должны четко знать и применять на практике правила безопасности. Только при соблюдении выше указанных норм работа будет считаться выполненной.
Данный ЕНиР предназначен для работы с углеродистой, низколегированной и конструкционной стали. Возможна работа с любыми стальными конструкциями, изготовленными из выше указанных типов сталей. Сказанное выше не относится к главе 2 и главе 4, которые вы можете прочесть ниже.
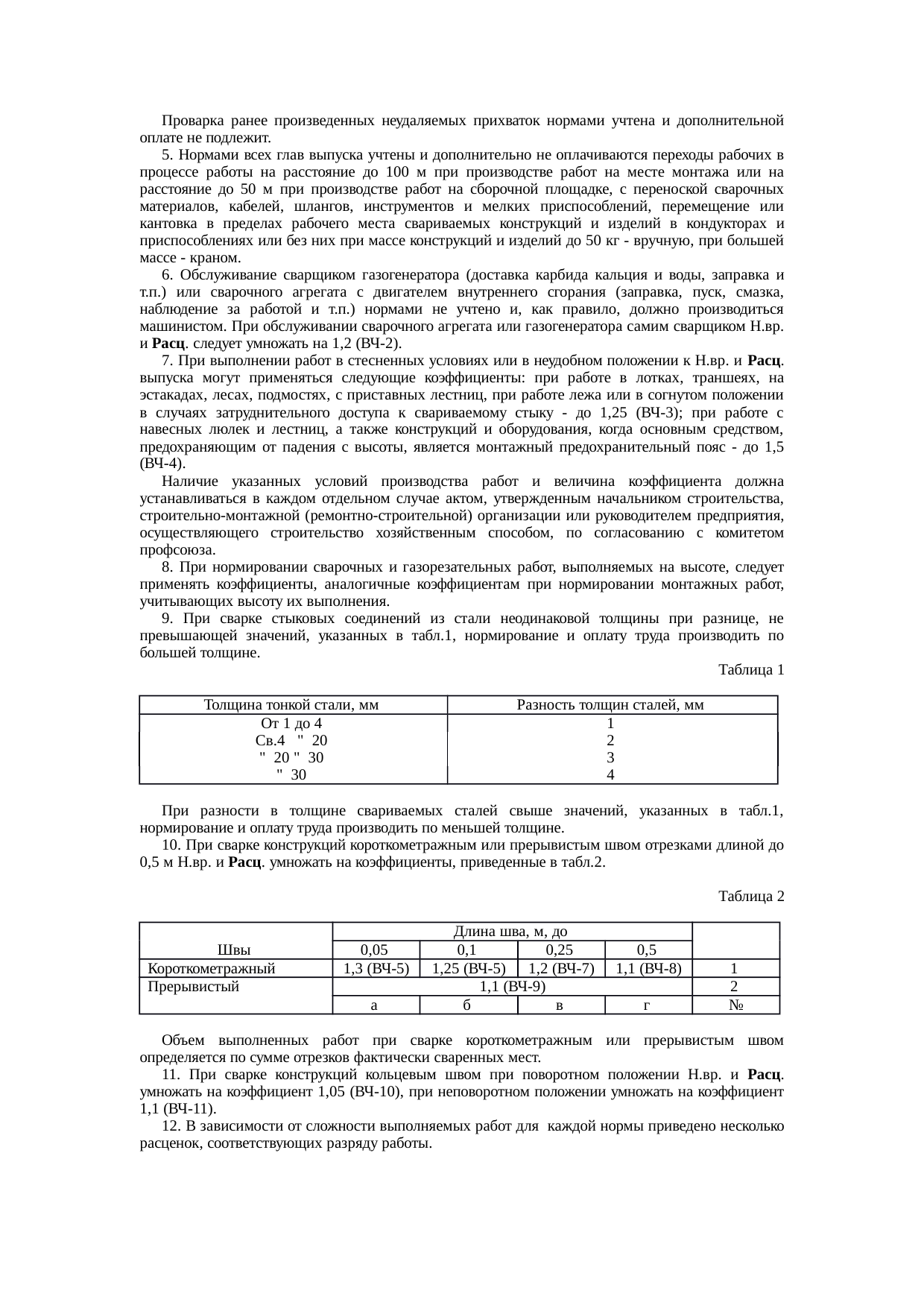
ЕНиР рекомендует выполнять сварку деталей, предварительно скрепив их между собой с помощью болтов или прихваток. Требование не обязательно и может быть изменено. Выполнение прихватки не входит в общую стоимость работ и для ее выполнения не учитывается потраченное время. Так что изготовление прихваток нормируется отдельно. Проварка сделанных ранее прихваток не оплачивается.
Читайте также: Технология и особенности сварки сталей
Также в нормах указано, что рабочие должны самостоятельно переносить все сварочное и дополнительное оборудование на расстояние не более 100 метров. В таком случае перенос дополнительно не оплачивается. Работники должны переносить также кабели, шланги, баллоны с газом и так далее. Если комплект оборудования весит менее 50 килограмм, то работник перевозит его вручную на тележке, а если больше 50 килограмм, то с помощью специального крана.
Если необходимо обслужить газогенератор (например, заправить его), то эта работа поручается машинисту. То же самое при обслуживании сварочных аппаратов, имеющих двигатель внутреннего сгорания. Если данная работа поручена сварщику, то она должна дополнительно оплачиваться.
Также доплата гарантируется сварщикам, работающим в неудобном физическом положении. Чем труднодоступнее место сварки, тем оплата больше. Меньше всего оплачивается работа на приставной лестнице, на траншее, на строительных лесах, при работе лежа. Больше всего оплачивается работа, выполненная с применением страховочных тросов.
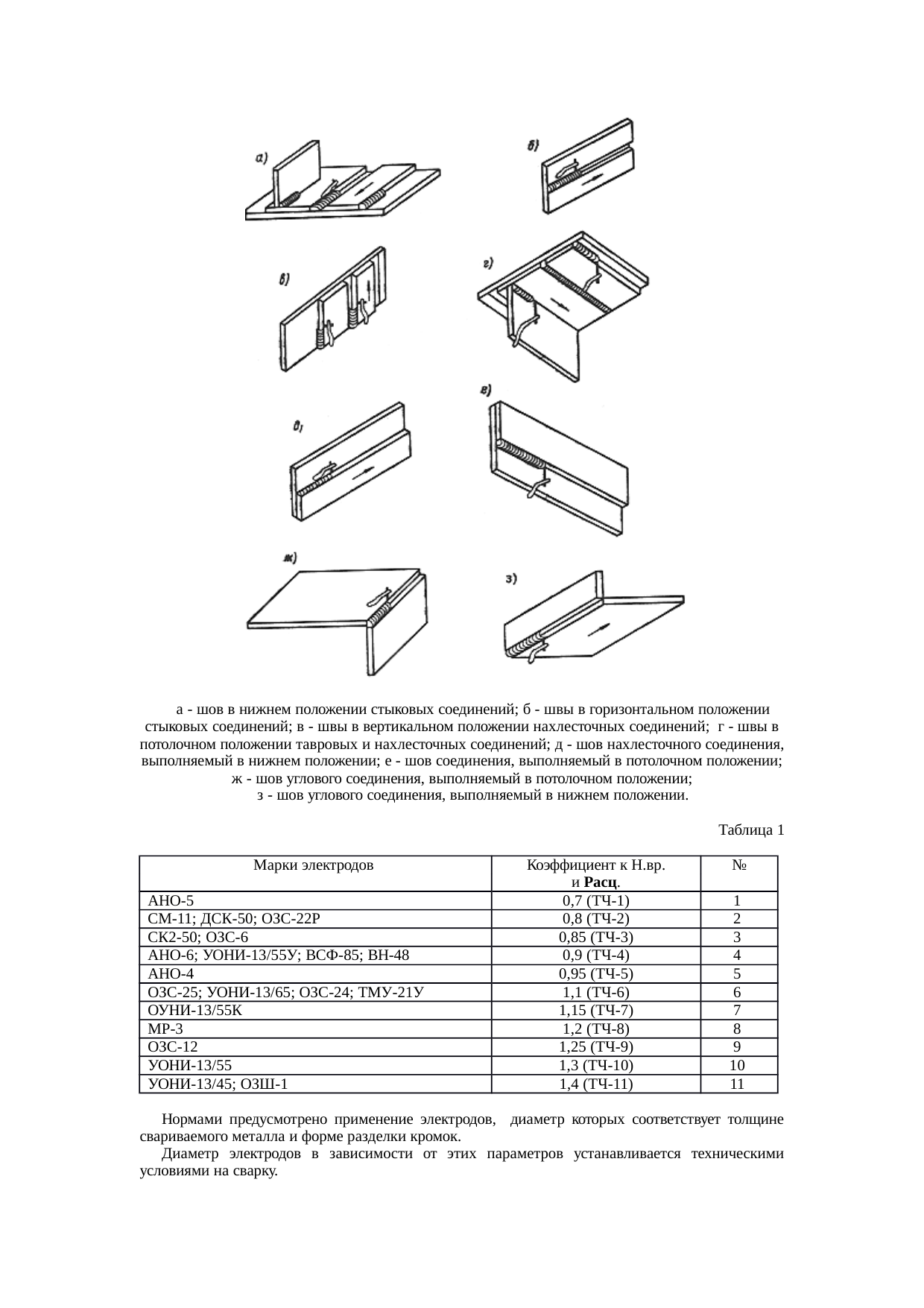
Среди рекомендуемых швов есть нахлесточные, стыковые, угловые и тавровые. Их можно выполнять в нижнем, потолочном, вертикальном и горизонтальном положении. Для некоторых типов дуговой сварки есть конкретные рекомендации по типу шва и положению сварки.
Все нормы имеют рекомендательный характер. Возможна их корректировка исходя из условий работы, сложности сварки и опыта сварщика. Тем не менее, лучше соблюдать большую часть норм, чтобы не совершить ошибок, увеличивающих объемы бракованных изделий. Также соблюдение норм гарантировано избавит сварщика от проблем с проверяющей комиссией. Проверяющая комиссия может проверить профессиональные навыки любого сварщика, если усомнится в них.
Глава первая. Ручная дуговая сварка металлоконструкций
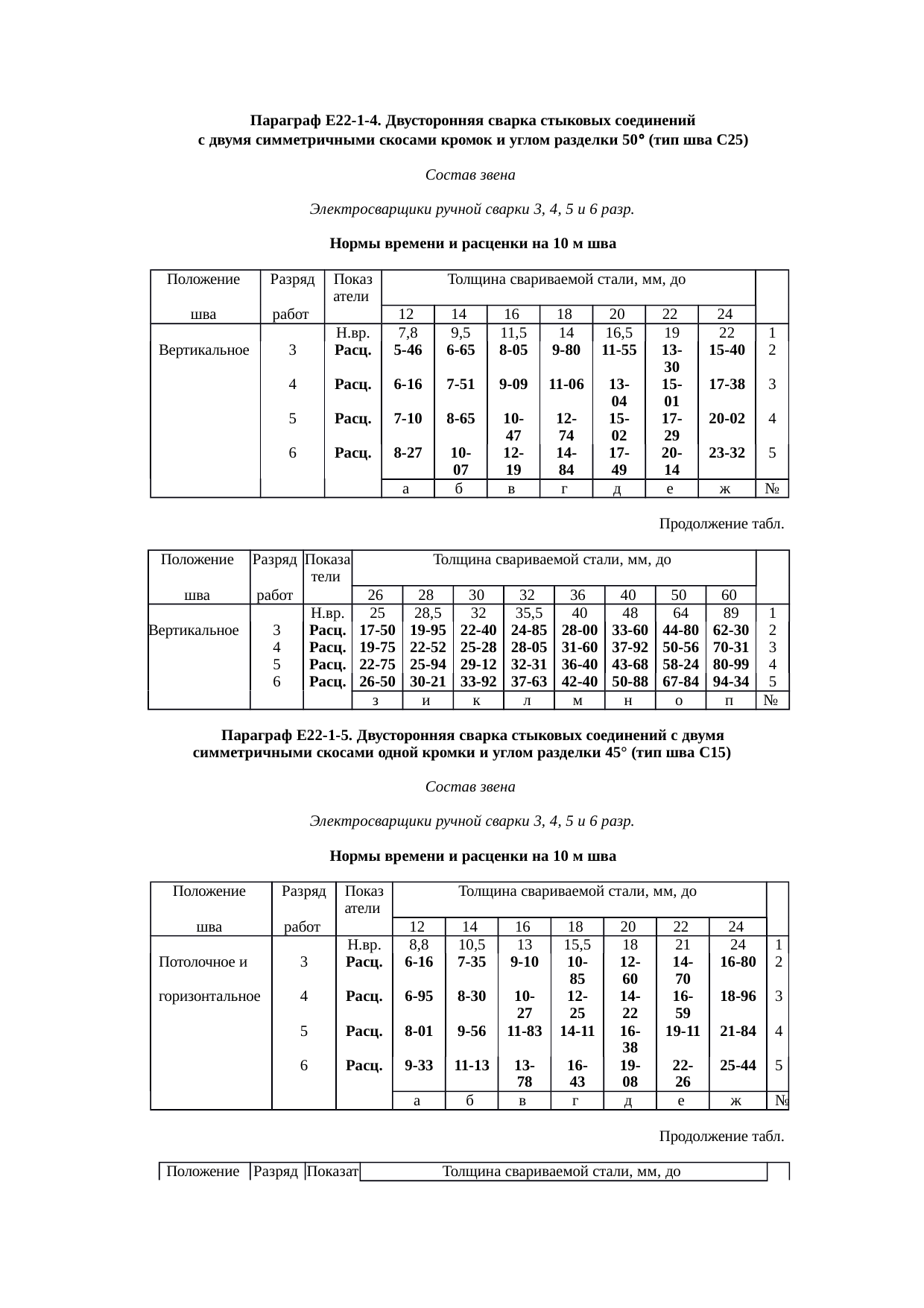
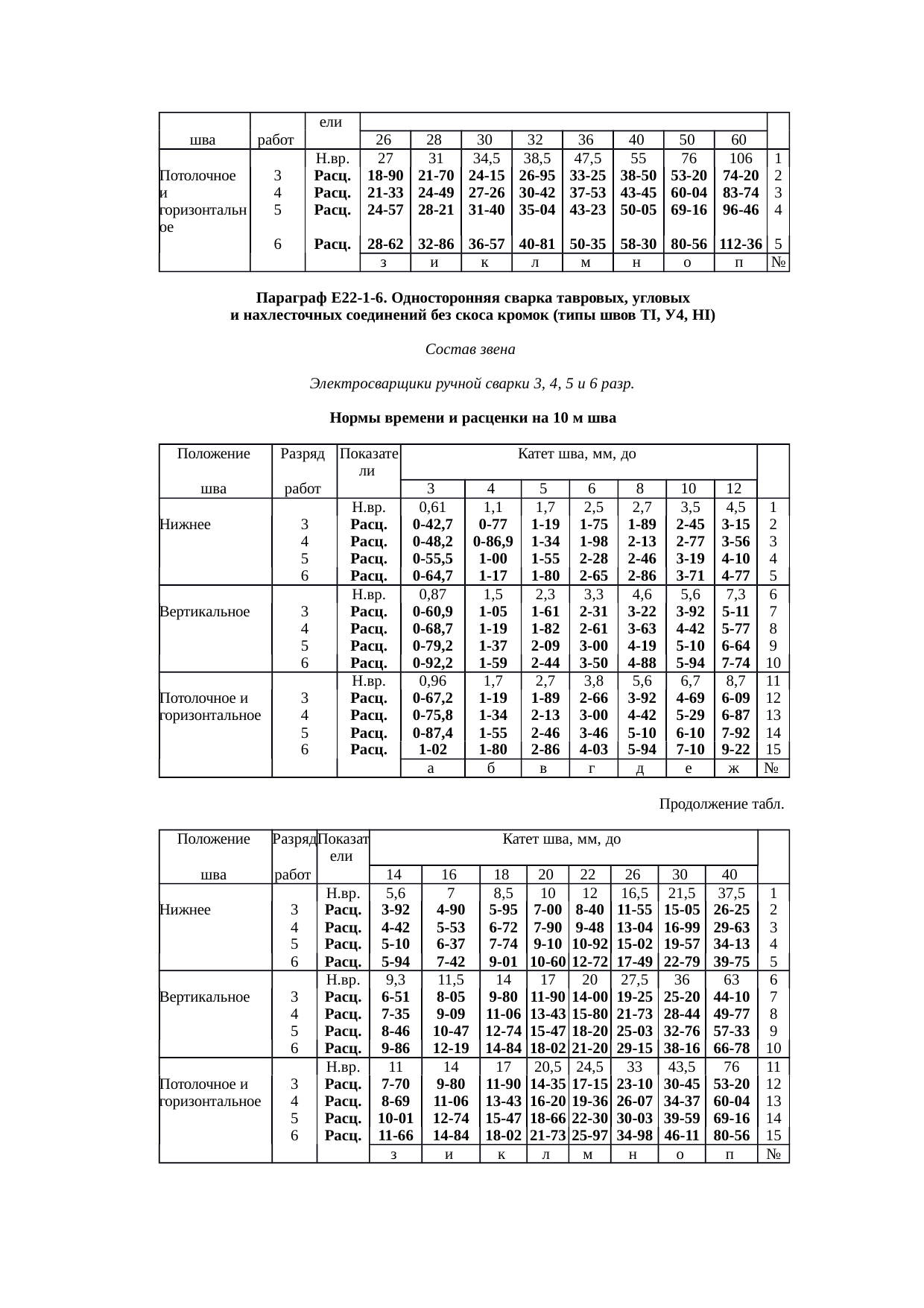
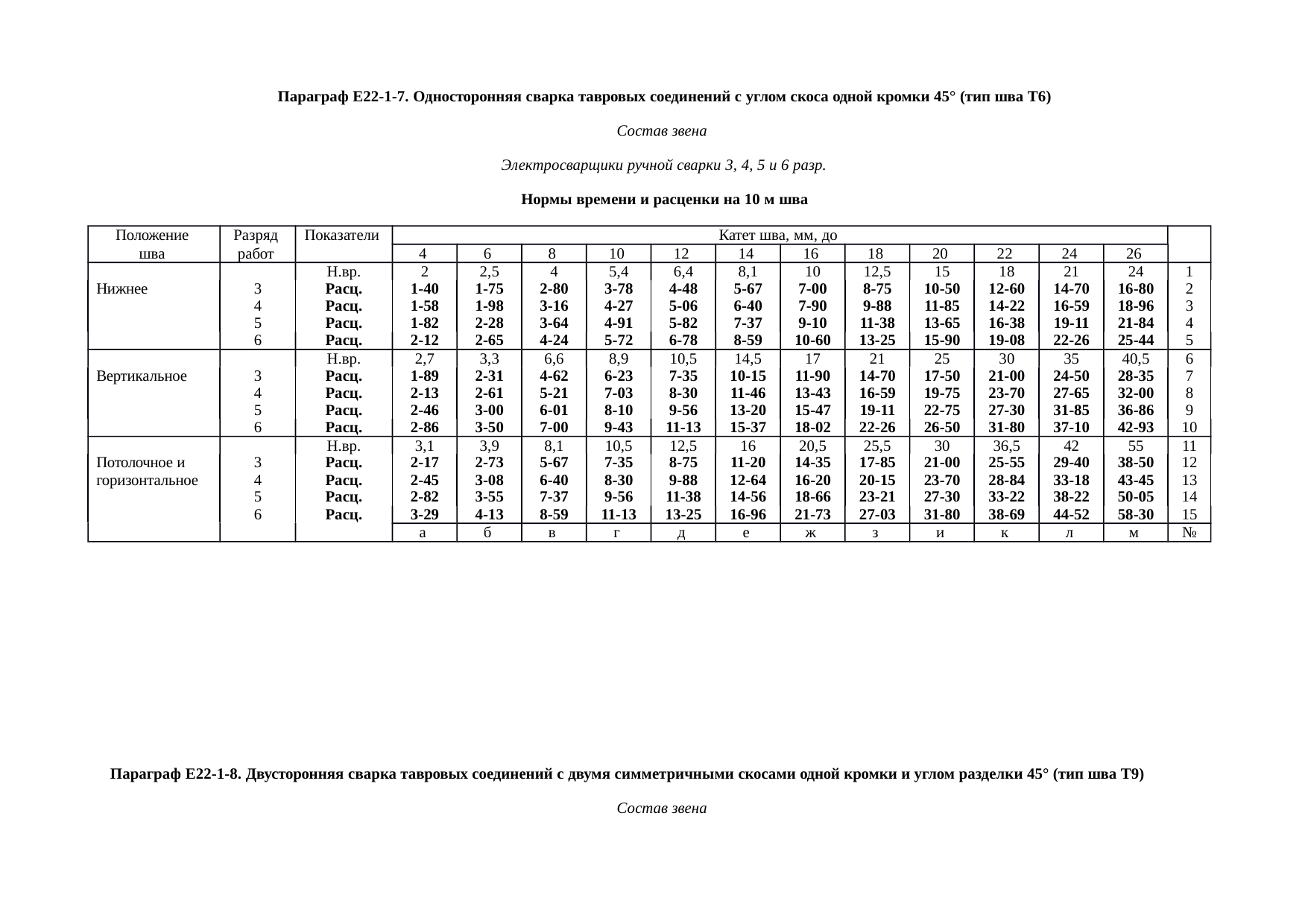
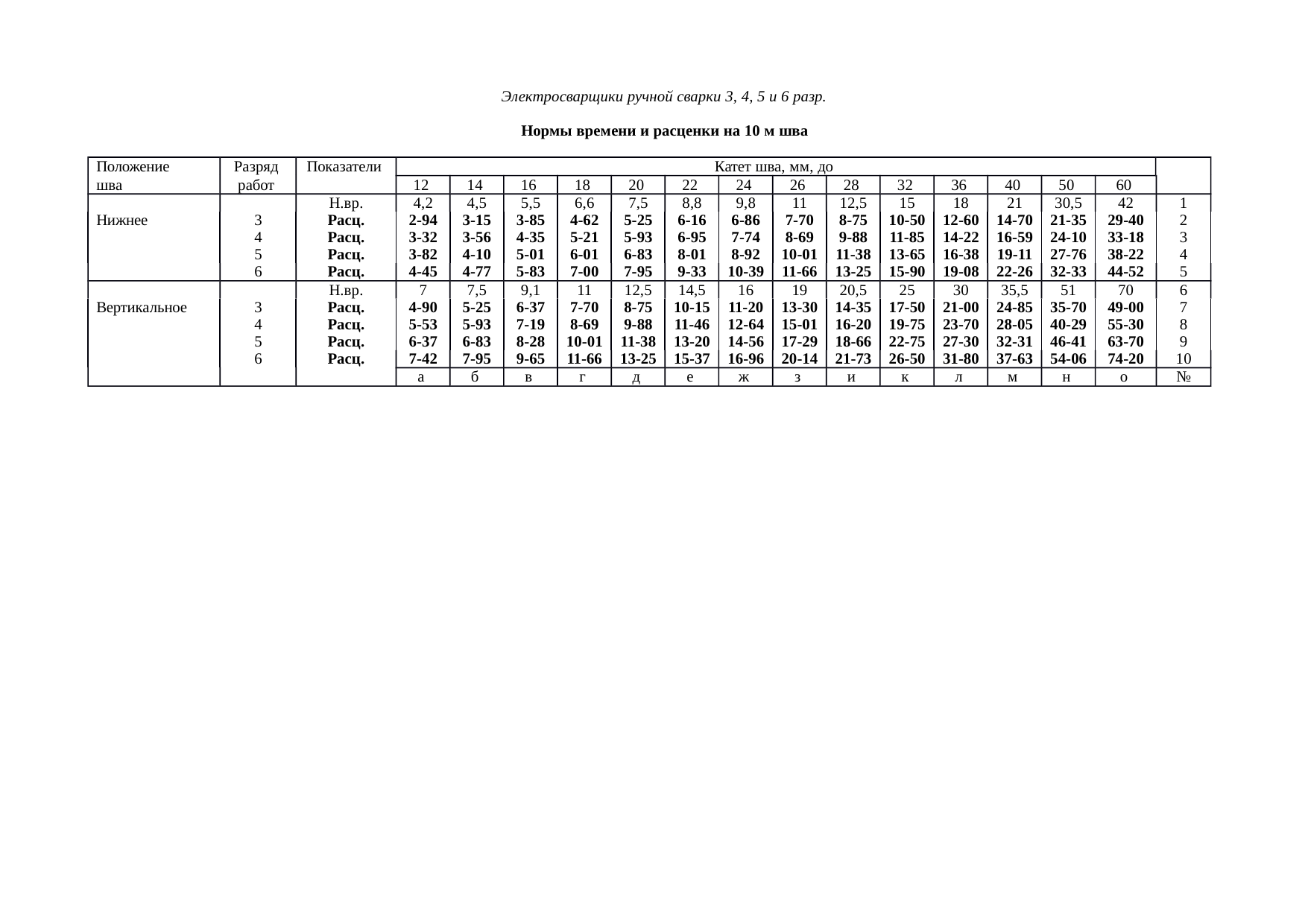
Первая глава состоит из технической части и описания параметров соединений. Мы расскажем только техническую часть. Данная информация применима только к сварным швам, сделанным по ГОСТу №5264-80.
Для ручной дуговой сварки установлена следующая последовательность работ:
Включение и настройка сварочного аппарата.
Установка режима сварки.
Подготовка комплектующих к работе.
Разделка и зачистка кромок (стыков). Комплексная подготовка металла, очистка от грязи и коррозии. Работа выполняется щеткой с металлическими щетинами.
Непосредственная сварка.
Очистка сварочного соединения от шлаковой корки.
Визуальный контроль качества шва и измерение его размеров.
ЕНиР Е22-1 рекомендует использовать следующие марки электродов:
ОЗС-4
ОЗС-21
ВСФ-75У
ОЗС-18
УОНИ-13/85
ОЗС-17Н
АНО-11
ВСФ-65У
АНП-2
НИАТ-3М
АНО-14.
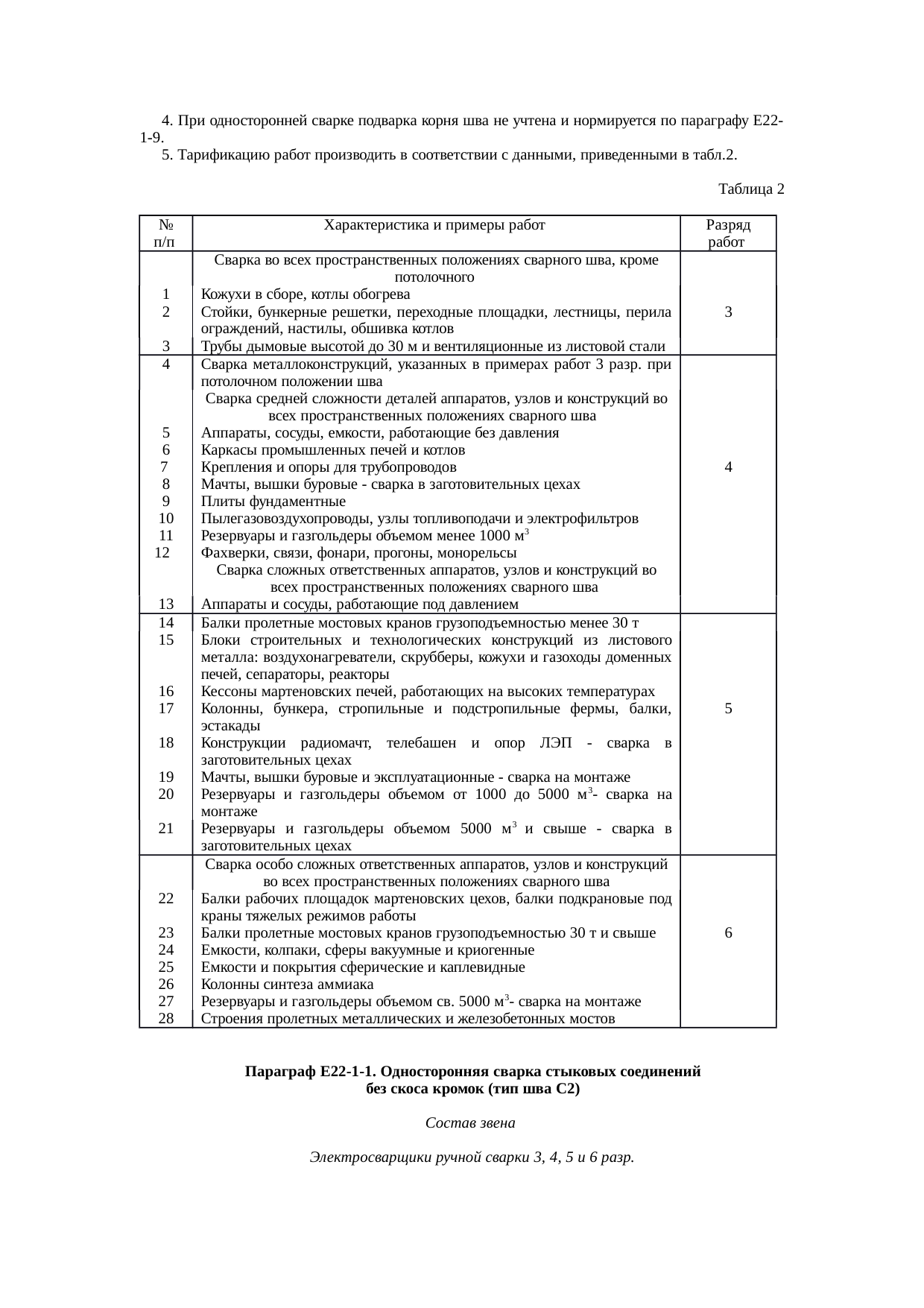
Это не четкое предписание, а лишь рекомендация. Сварщик имеет право использовать любые другие марки, в том числе зарубежные. Если вы применяете в своей работе другие марки электродов, то умножайте нормы и расценки на коэффициенты, представленные в таблице ниже.
Также нормы рекомендуют подбирать электроды исходя из толщины металла и формы кромок. Все эти параметры должны соответствовать выбранному диаметру электрода. Также диаметр электрода может быть прописан в документах на изделие. Например, в техпаспорте или технологической карте.
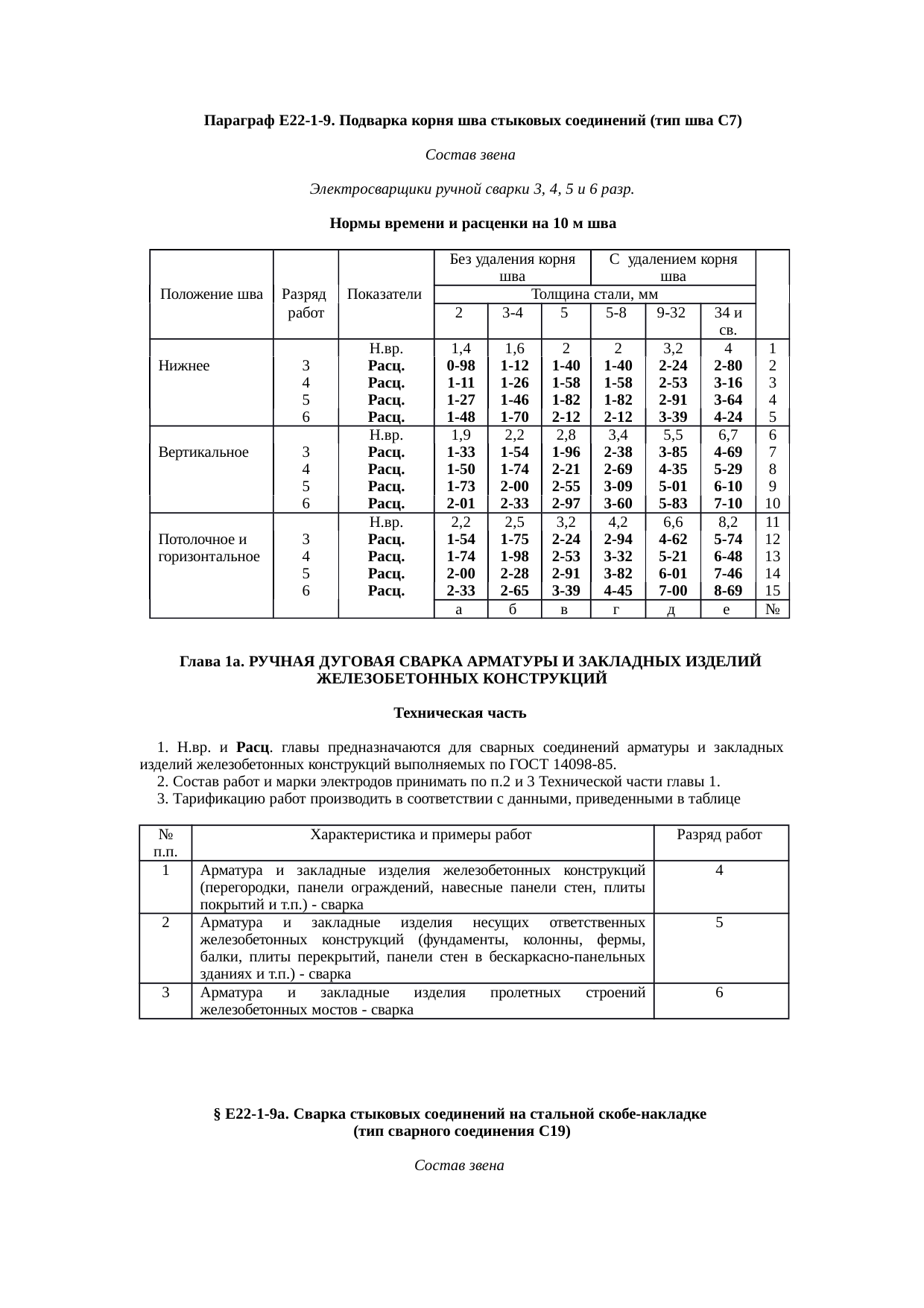
Если планируется подварка прикорневой части шва, то необходимо дополнительно изучить ЕНиР Е22-1 9. Дело в том, что по умолчанию подварка не требуется. Но если мастер примет решение о необходимости подварки корня, то он должен ознакомиться с выше указанным параграфом.
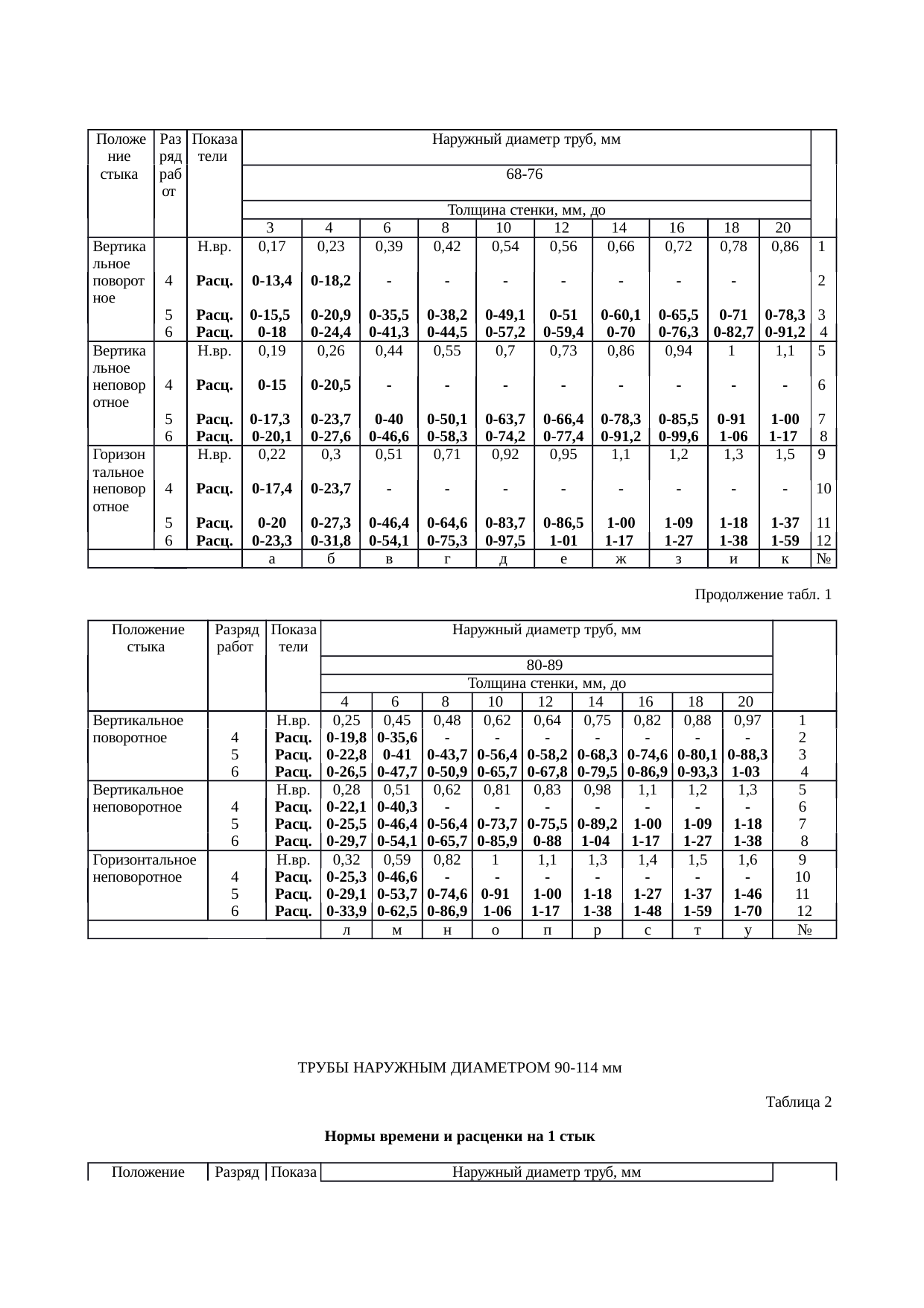
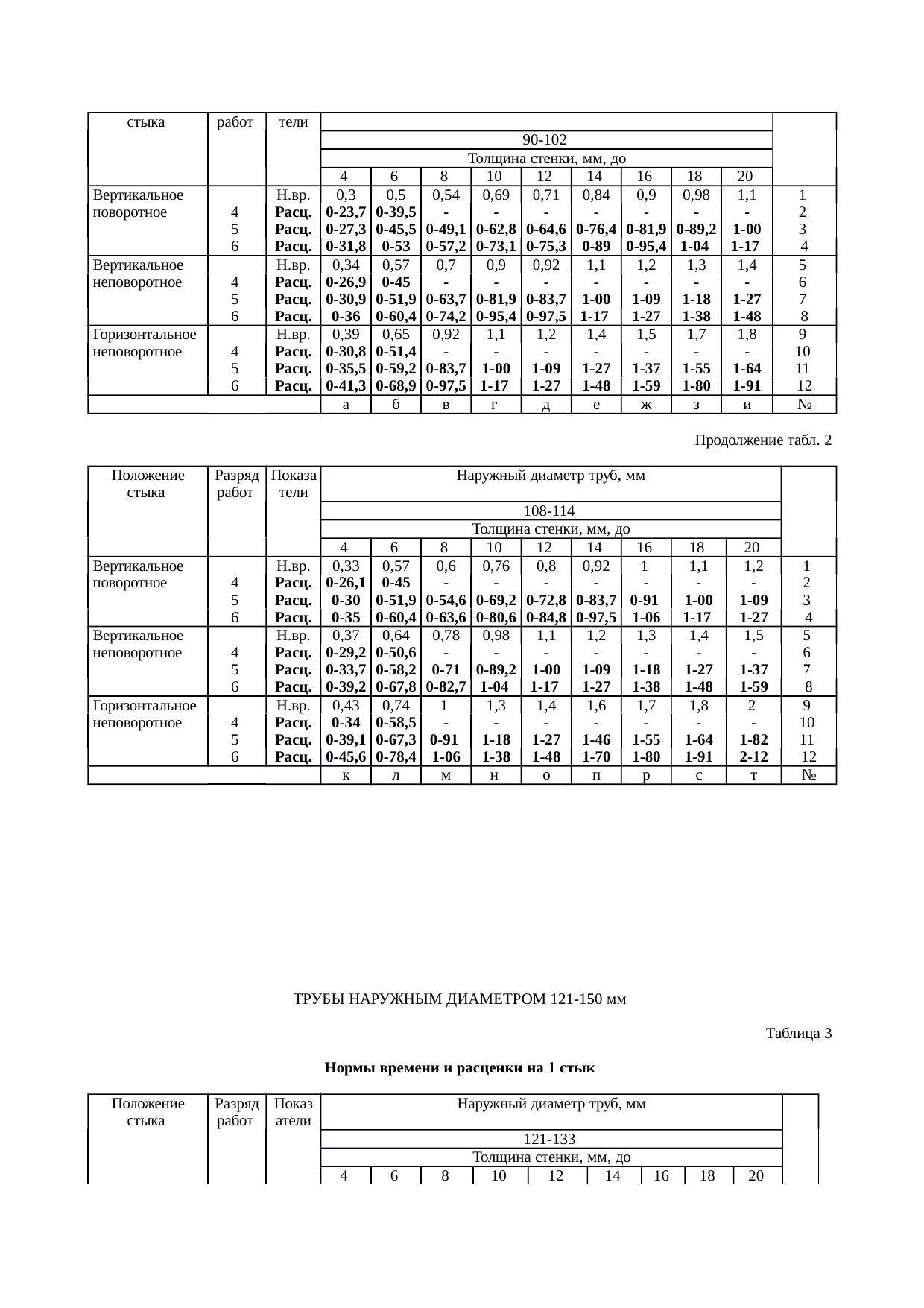
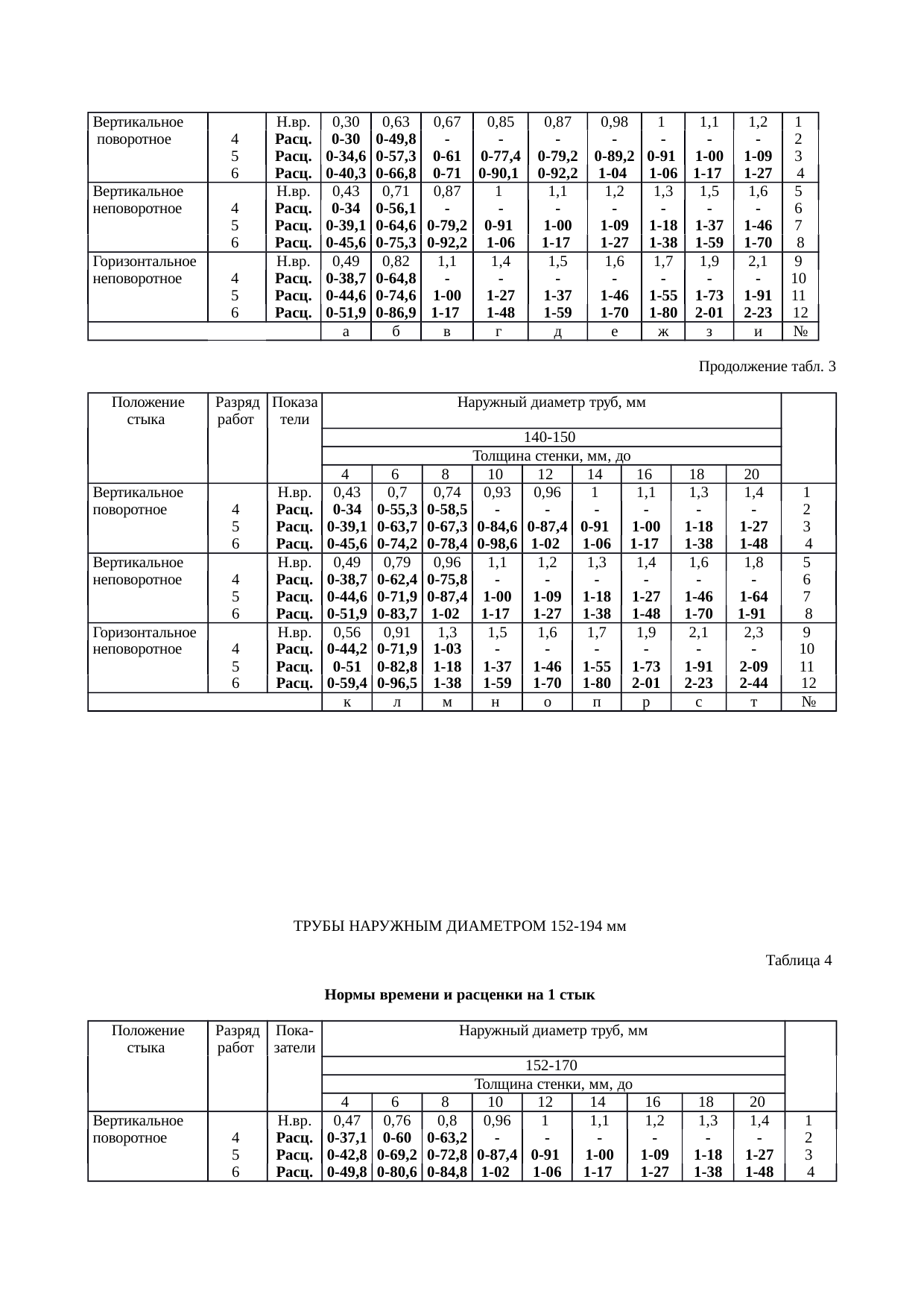
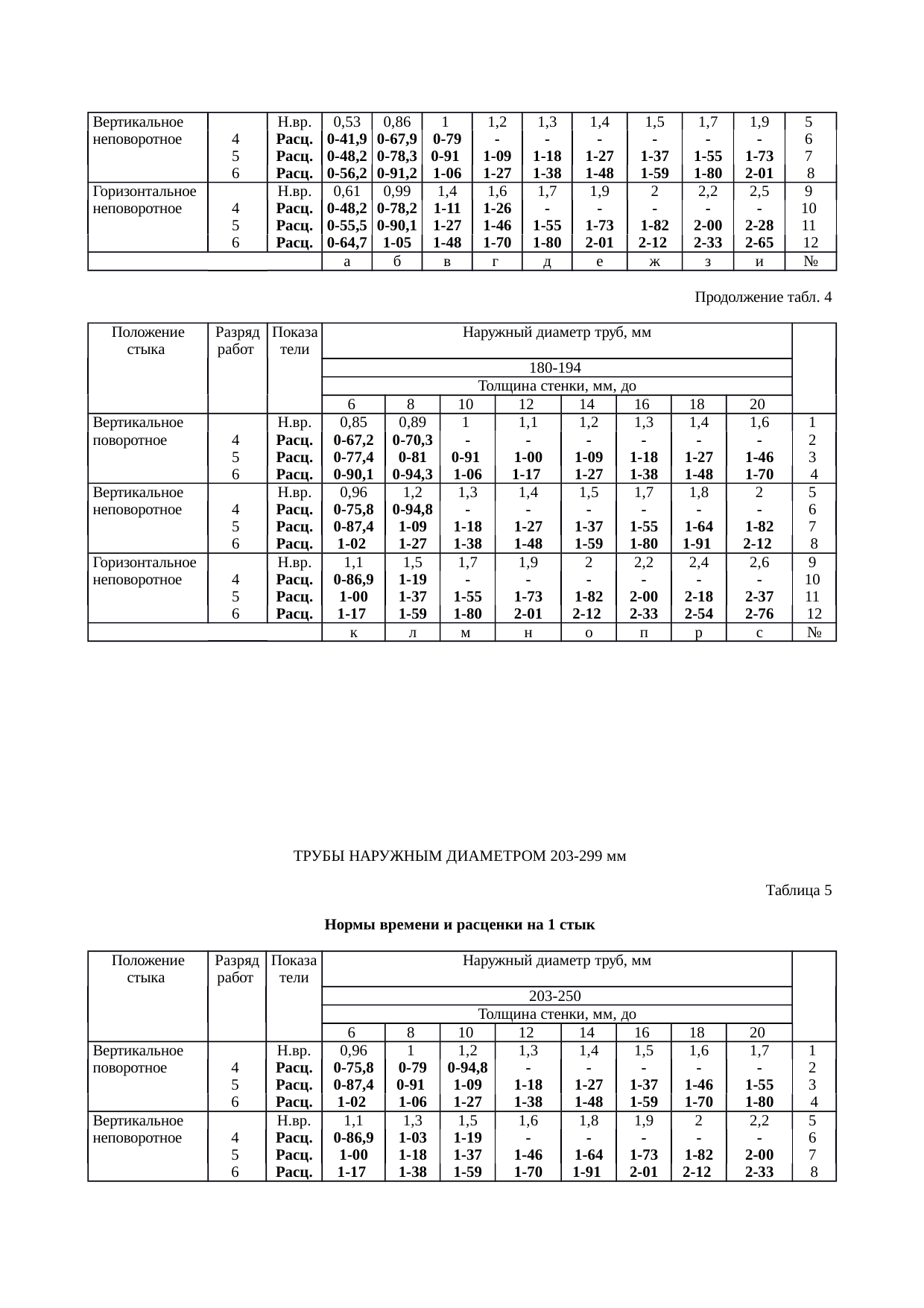
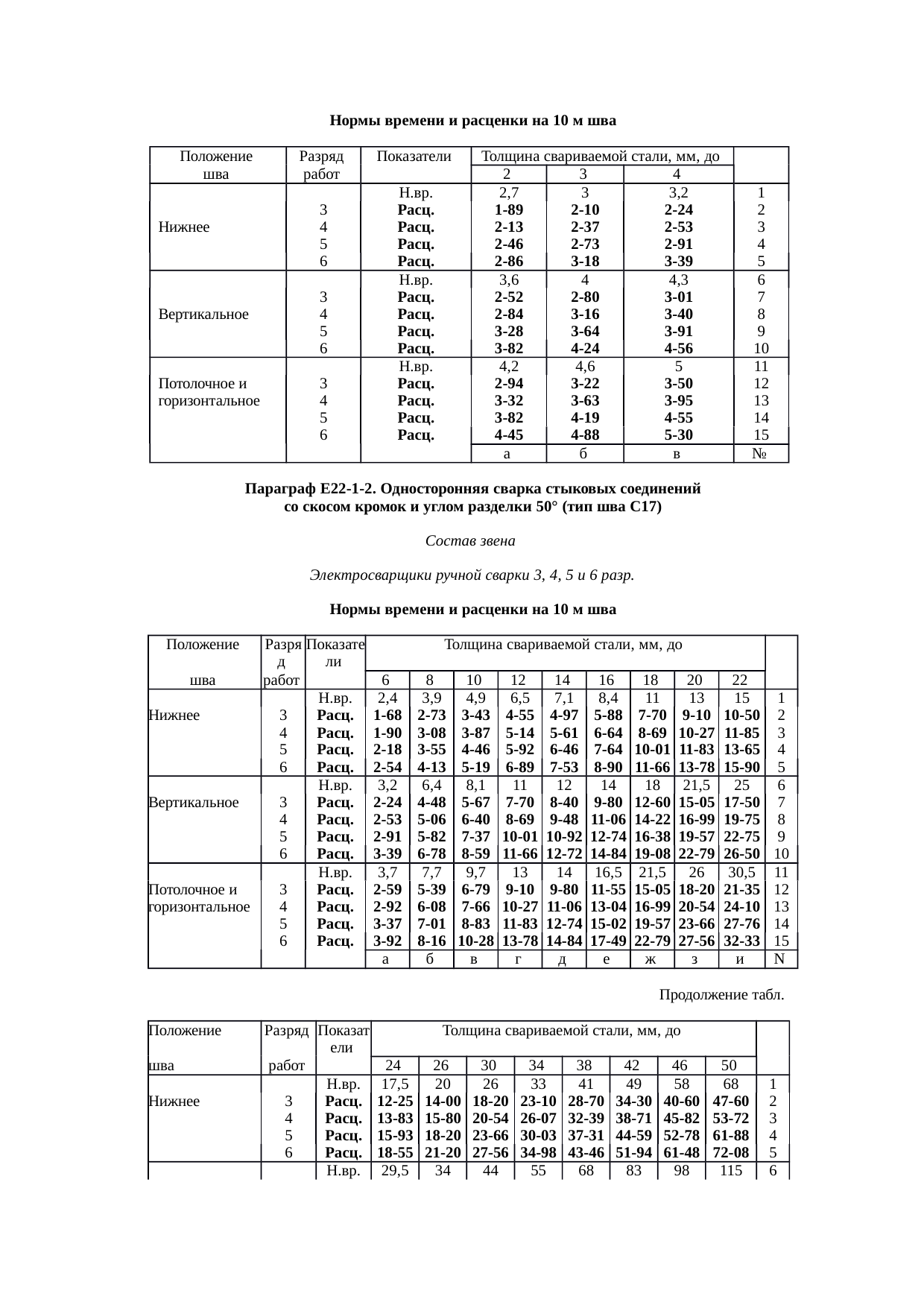
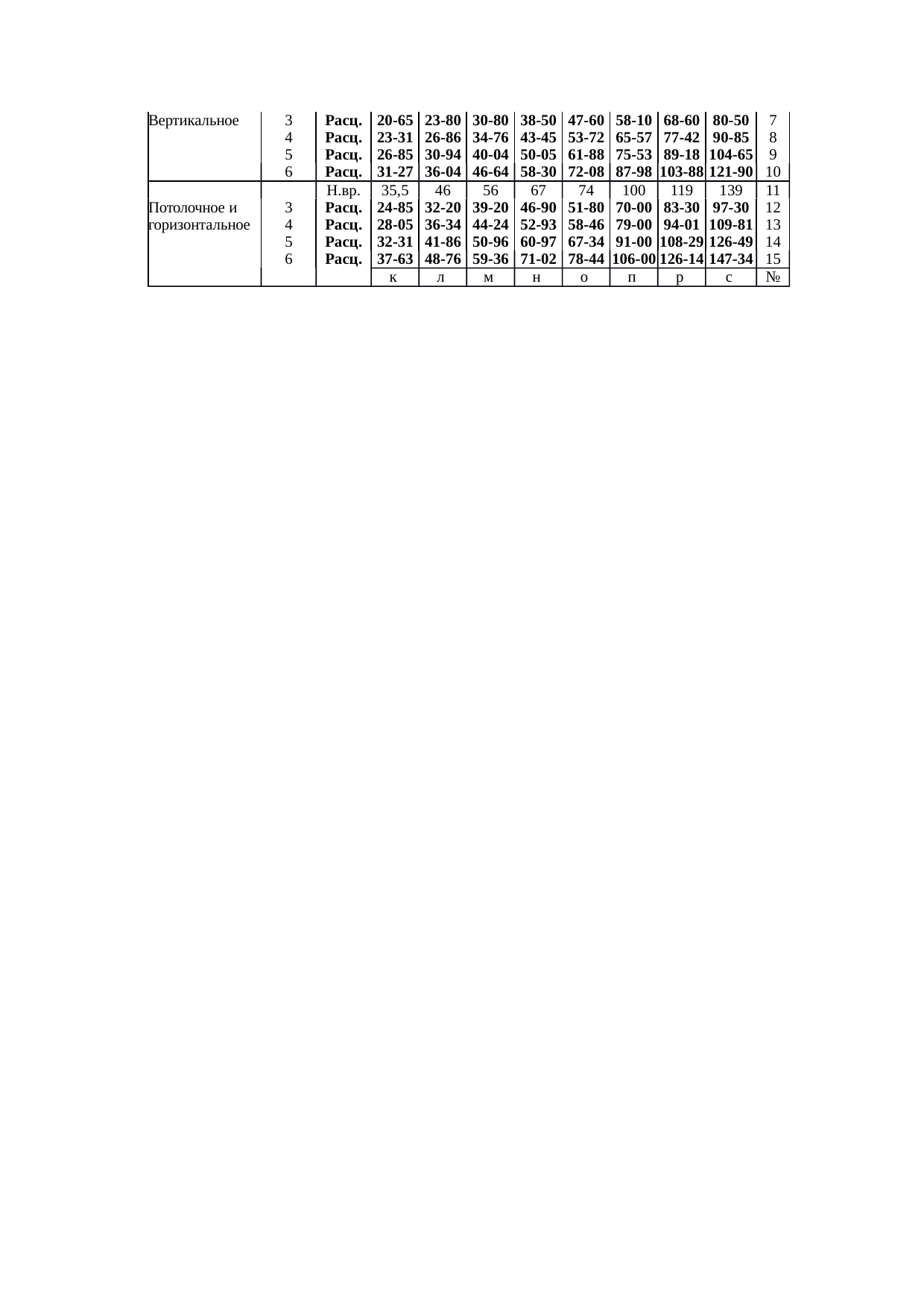
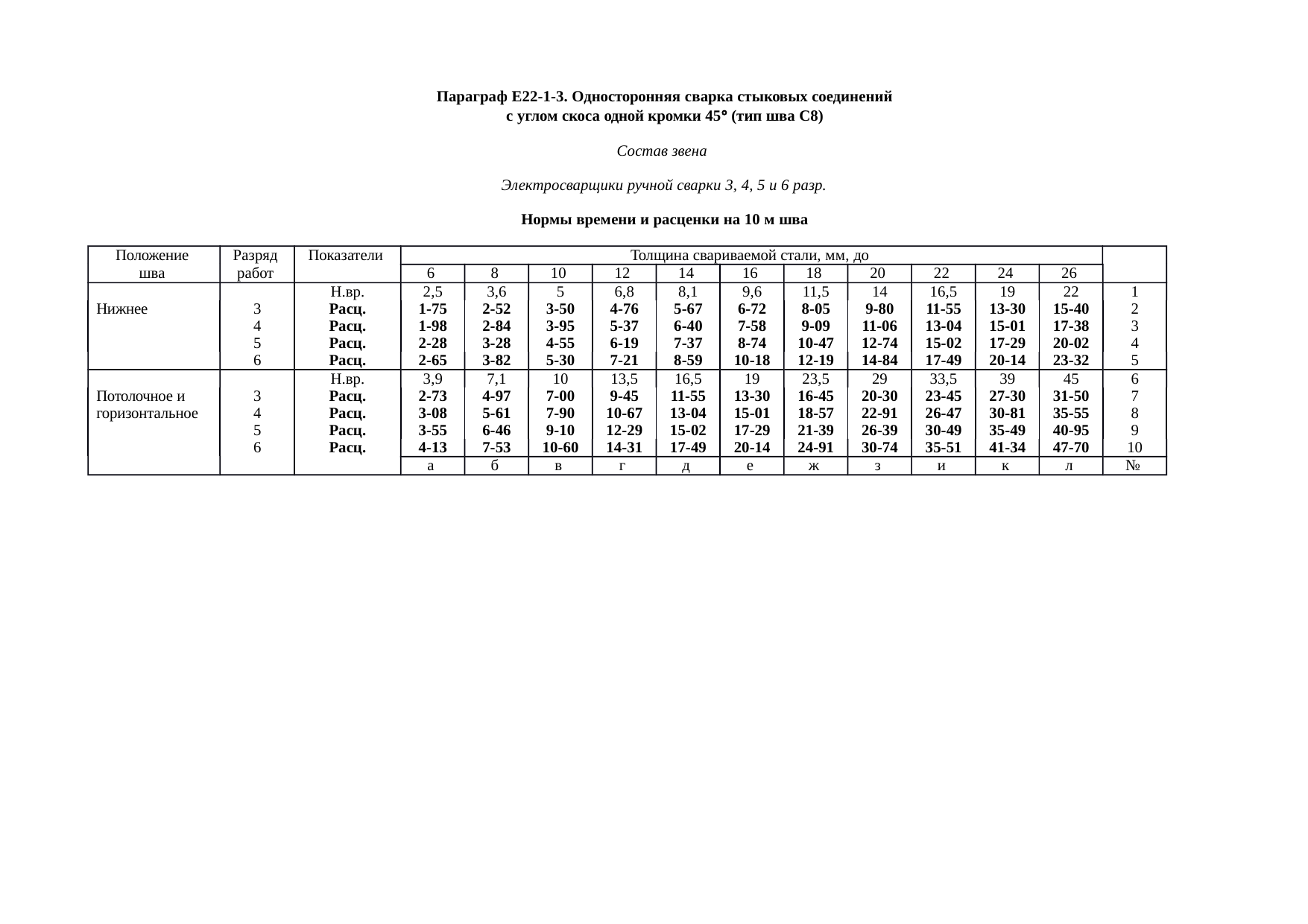
Тарифы на работы нужно рассчитывать в соответствии с таблицей, которую вы можете видеть ниже.
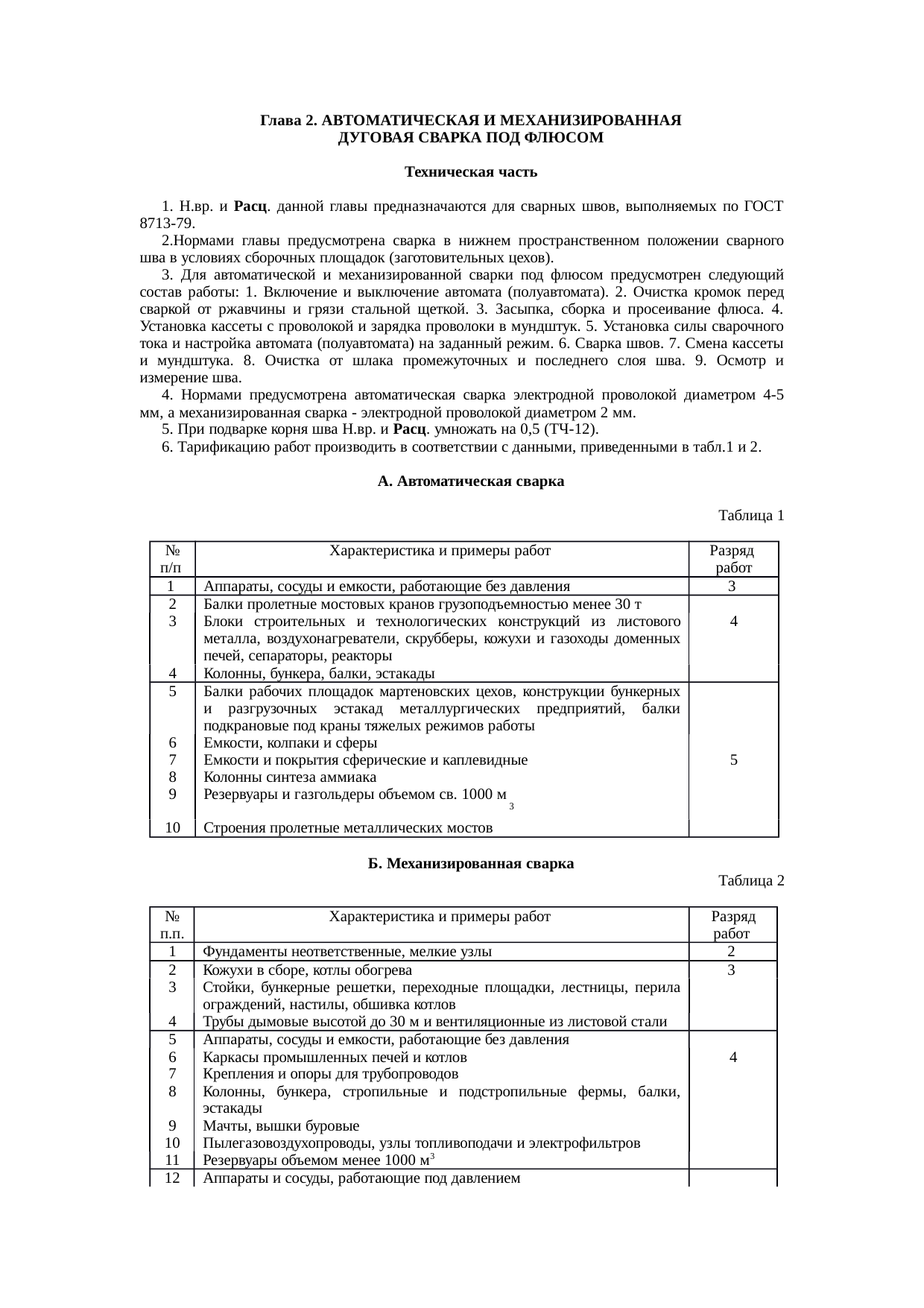
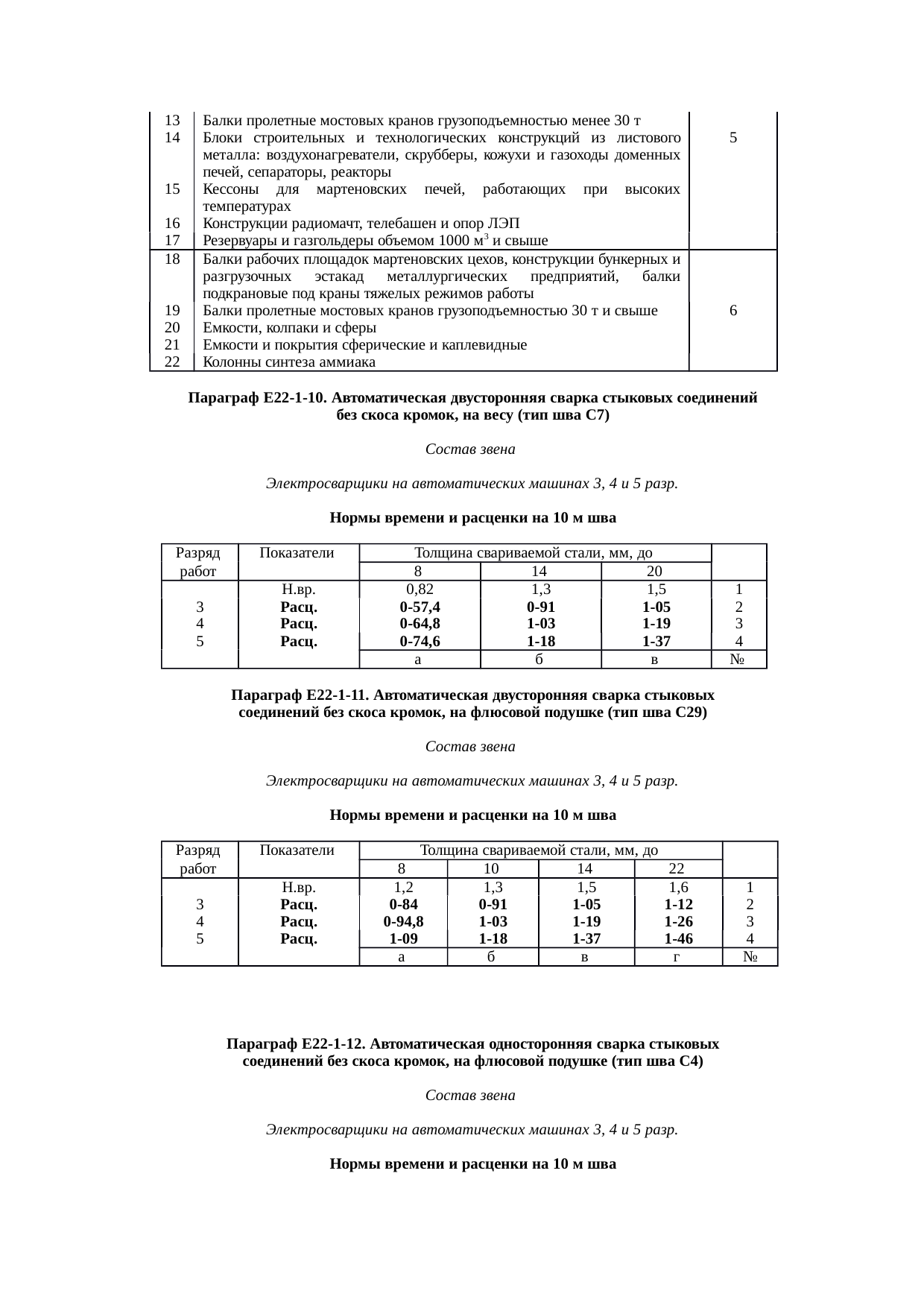
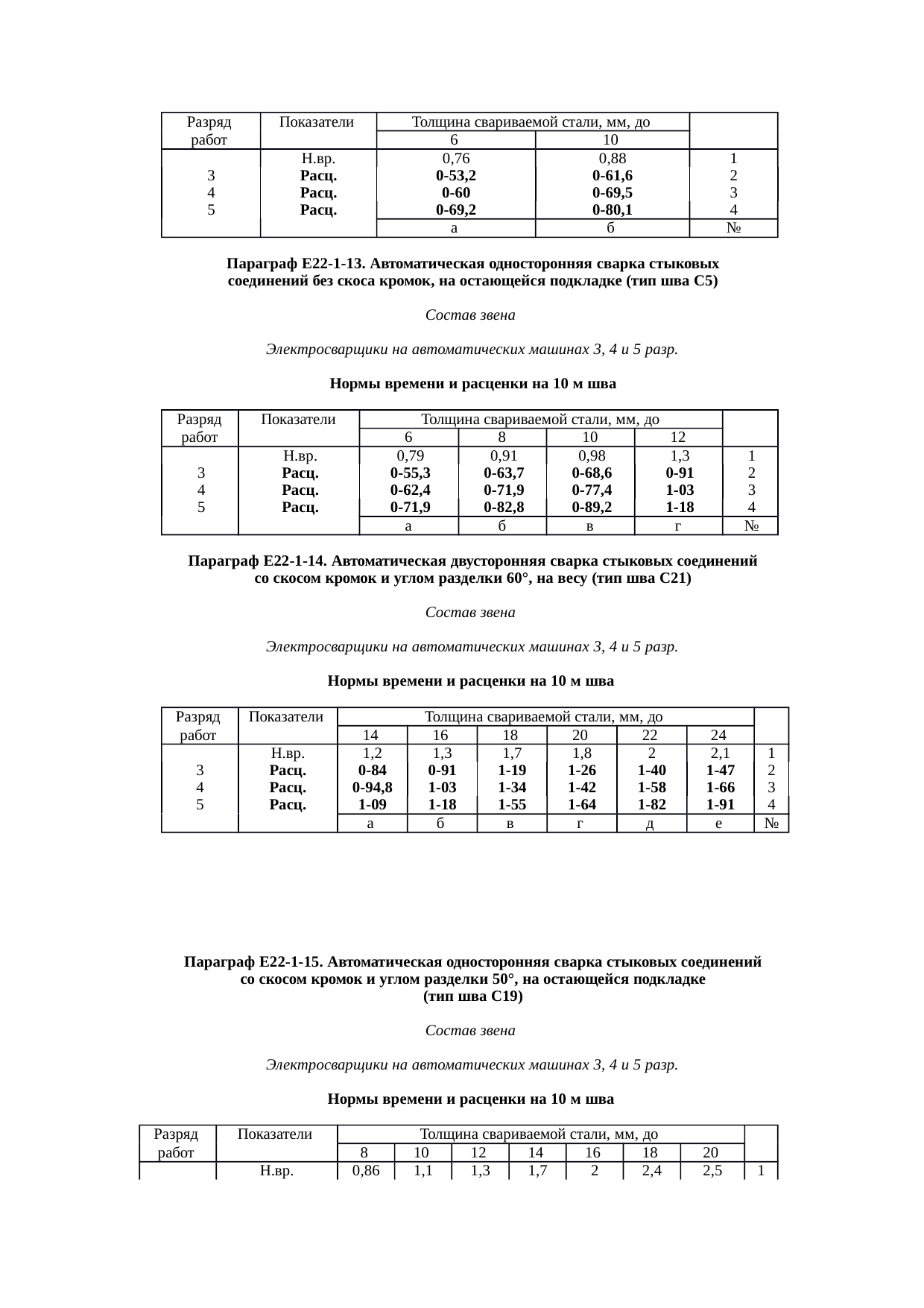
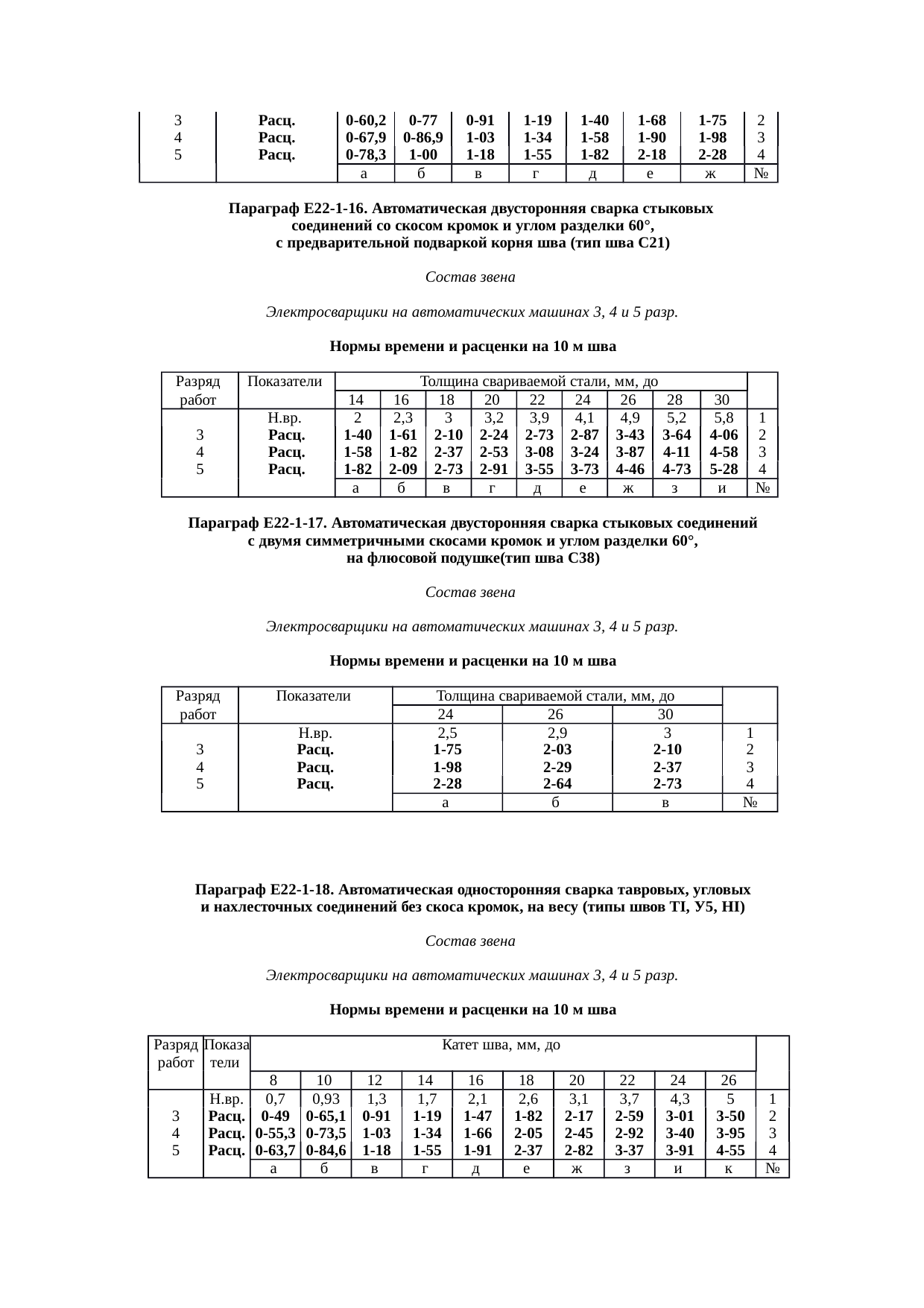
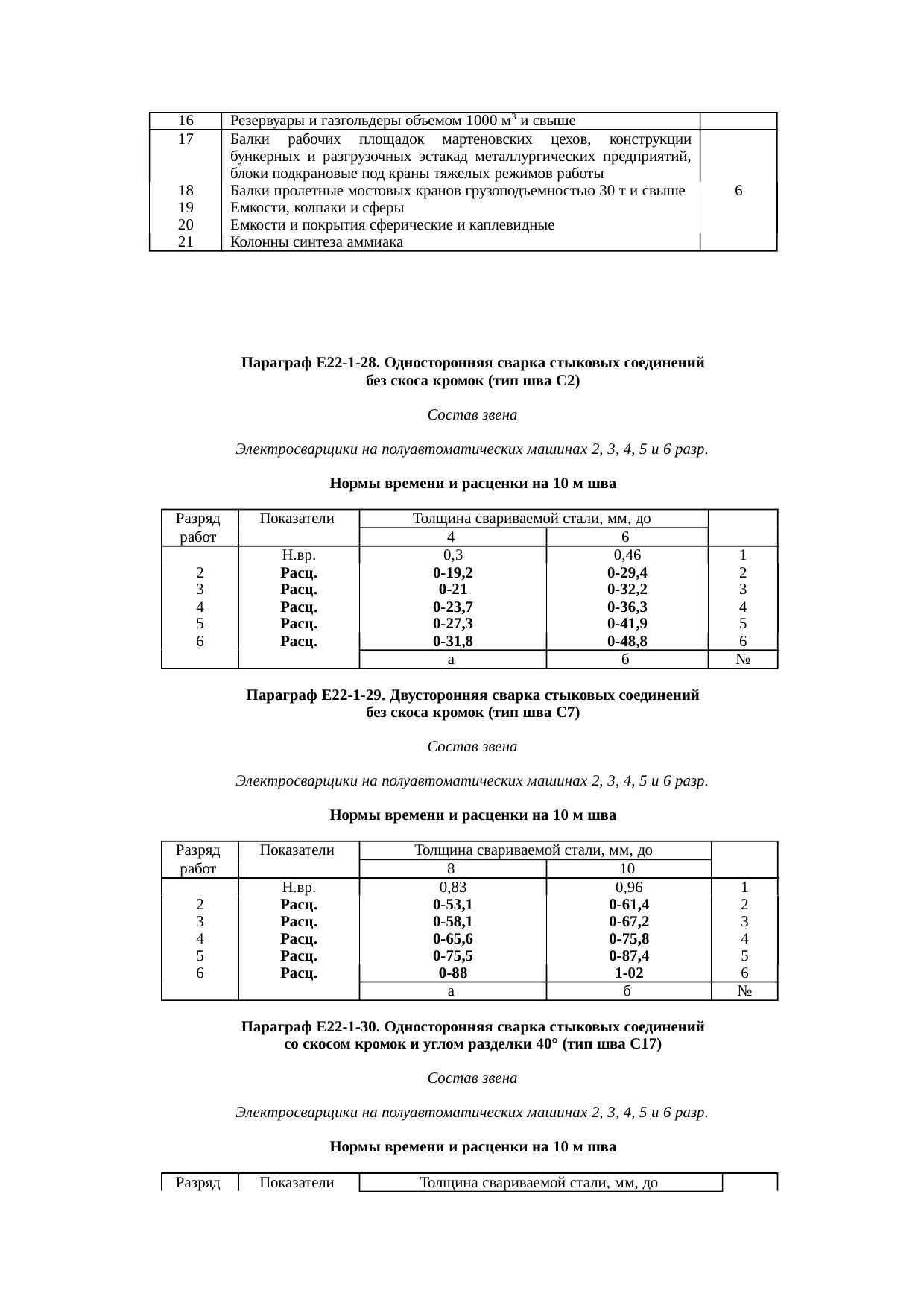
Глава вторая. Автоматическая и механизированная сварка под флюсом
Согласно ЕНиР Е22-1 автоматическая и механизированная дуговая сварка под флюсом должны выполняться в нижнем положении (если работа проводится в условиях завода или цеха).
Последовательность работ для автоматической или механизированной сварки под флюсом следующая:
Включение полуавтомата.
Разделка и зачистка кромок перед сваркой. Комплексная подготовка металла, очистка от грязи и следов коррозии. Зачистка выполняется щеткой с металлической щетиной.
Засыпка порошкообразного флюса.
Установка бобины с присадочной проволокой в подающий механизм и установка проволоки в мундштук.
Выбор режима сварки, настройка полуавтомата.
Непосредственно сварка.
Извлечение проволоки из мундштука и бобины из подающего механизма.
Удаление шлаковой корки с поверхности сварного соединения.
Визуальный контроль и измерение размеров шва.
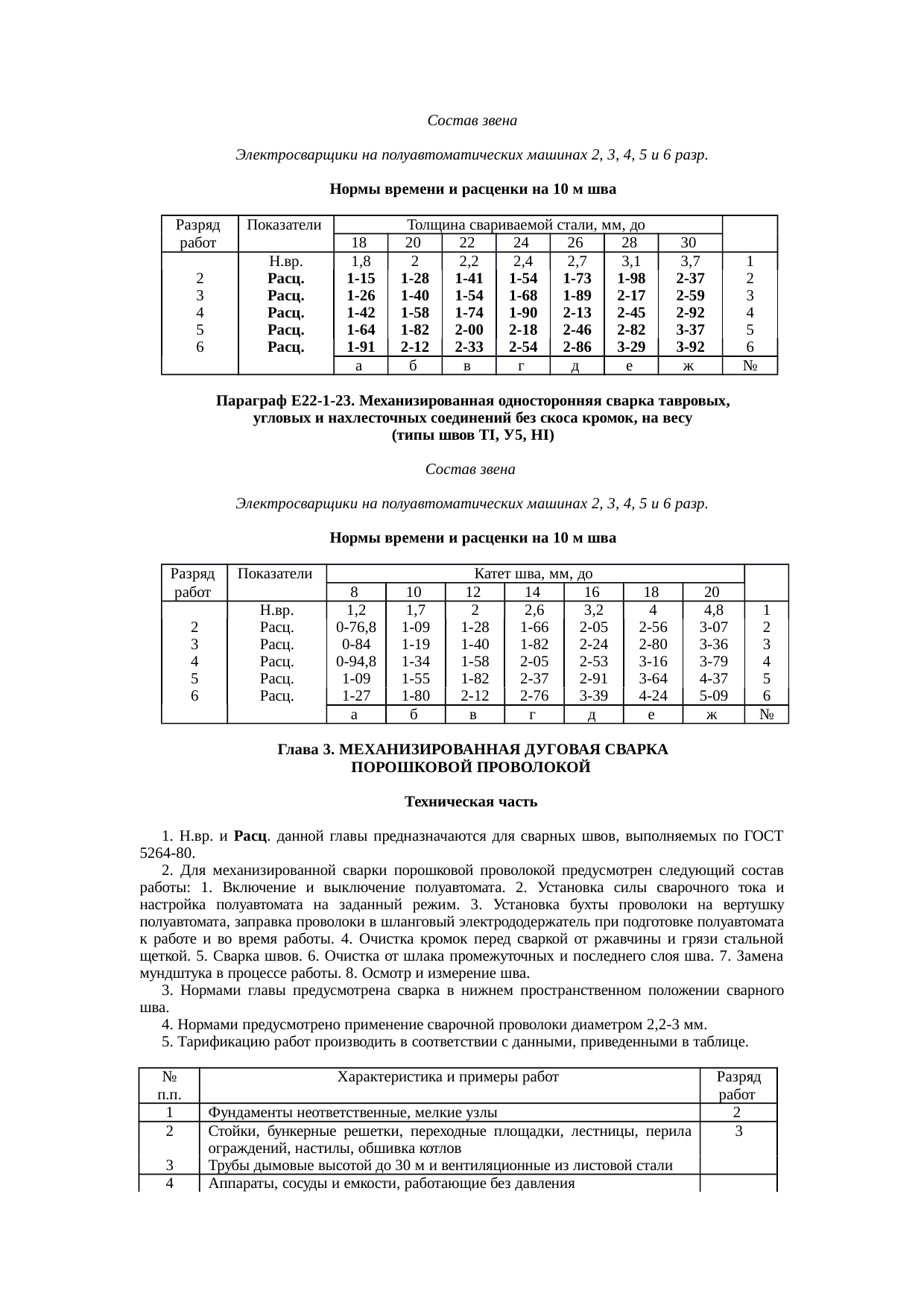
Данный ЕНиР рекомендует использовать в работе присадочную проволоку диаметром не более 5 миллиметров при автоматической сварке и не более 2 миллиметров при механизированной сварке. Если вы планируете подварить корень соединения, то необходимо нормы времени и расценки умножать на 0,5.
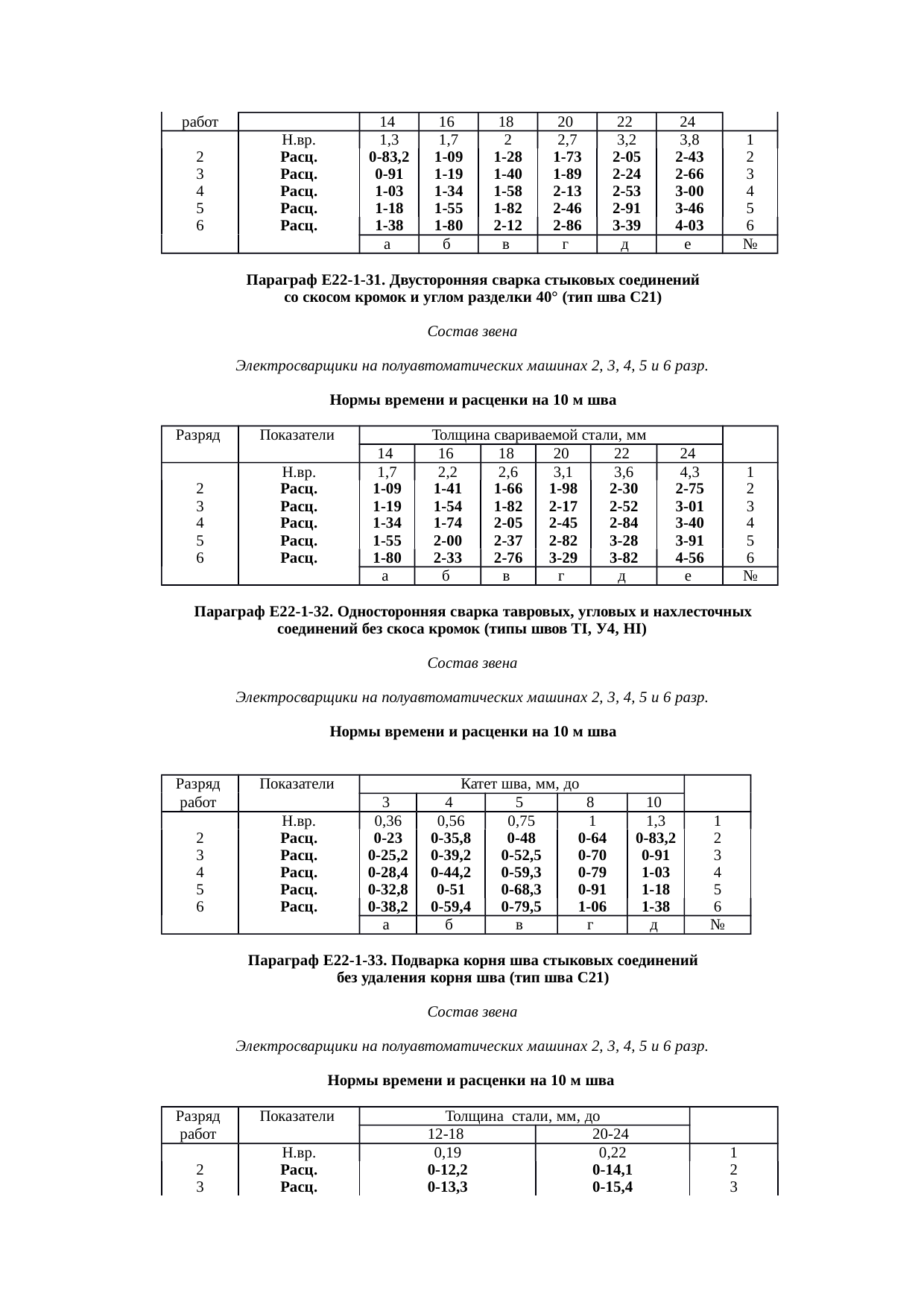
Тарифы на работы нужно рассчитывать в соответствии с таблицами, которые вы можете видеть ниже.
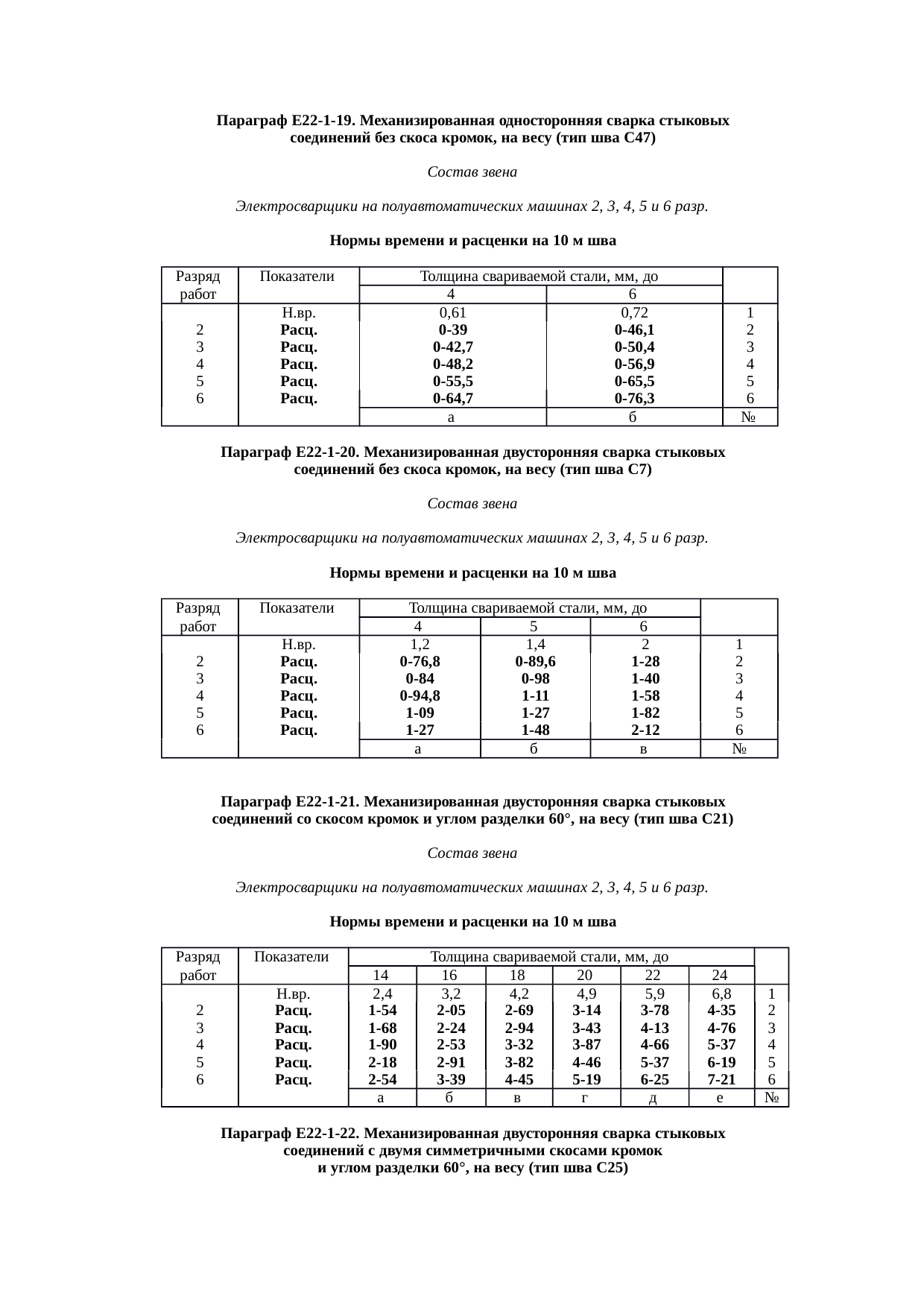
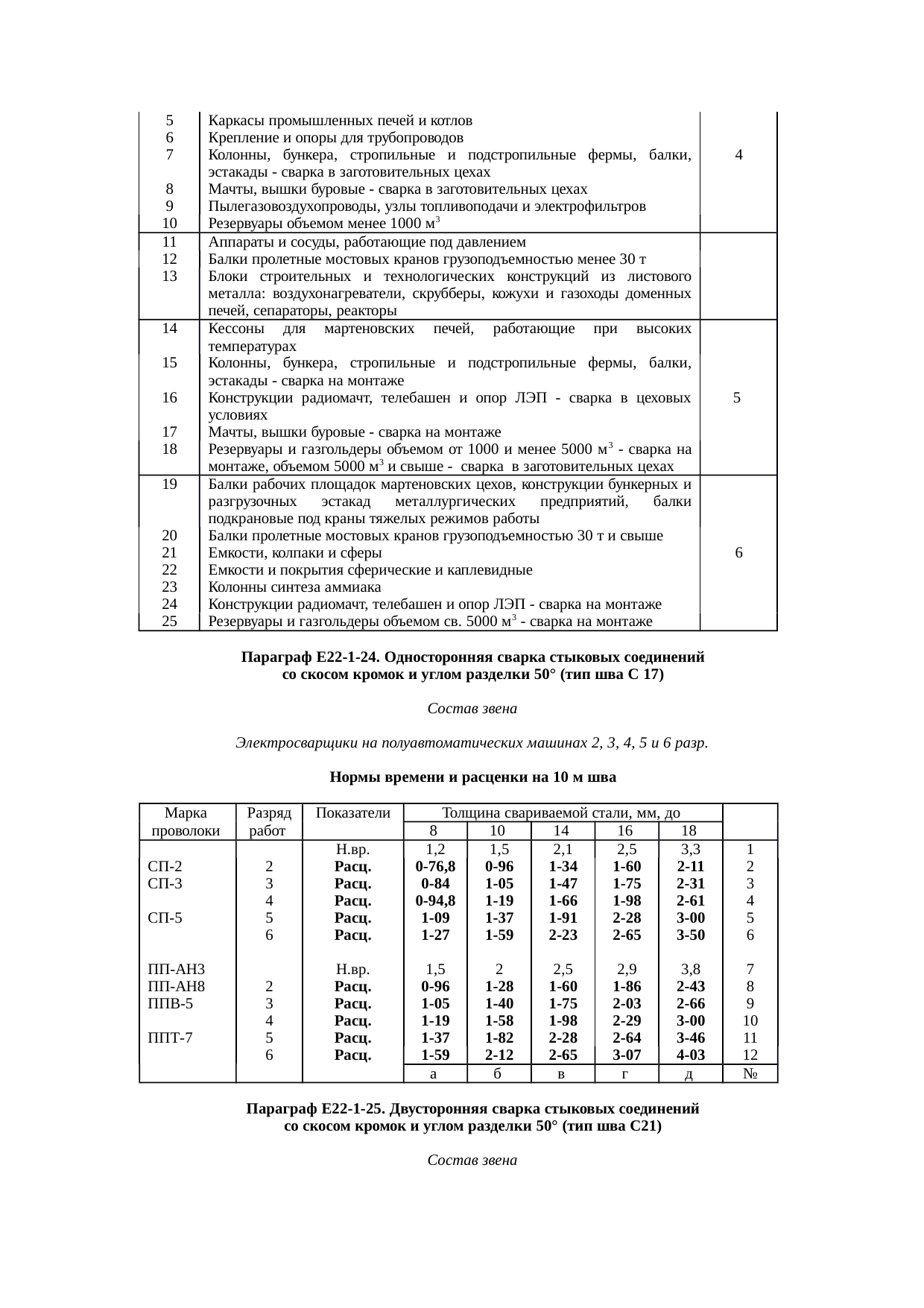
Глава третья. Механизированная сварка порошковой проволокой
Последовательность работ для механизированной сварки с применением порошковой проволоки следующая:
Включение полуавтомата.
Разделка и зачистка кромок перед сваркой. Комплексная подготовка металла, очистка от грязи и следов коррозии. Зачистка выполняется щеткой с металлической щетиной.
Настройка режима сварки, настройка силы тока.
Установка бобины с проволокой на вертушку полуавтомата, затем установка проволоки в электродержак. Смена мундштука во время работы при необходимости.
Непосредственно сварка.
Извлечение проволоки из мундштука и бобины из подающего механизма.
Удаление шлаковой корки с поверхности сварного соединения.
Визуальный контроль и измерение размеров шва.
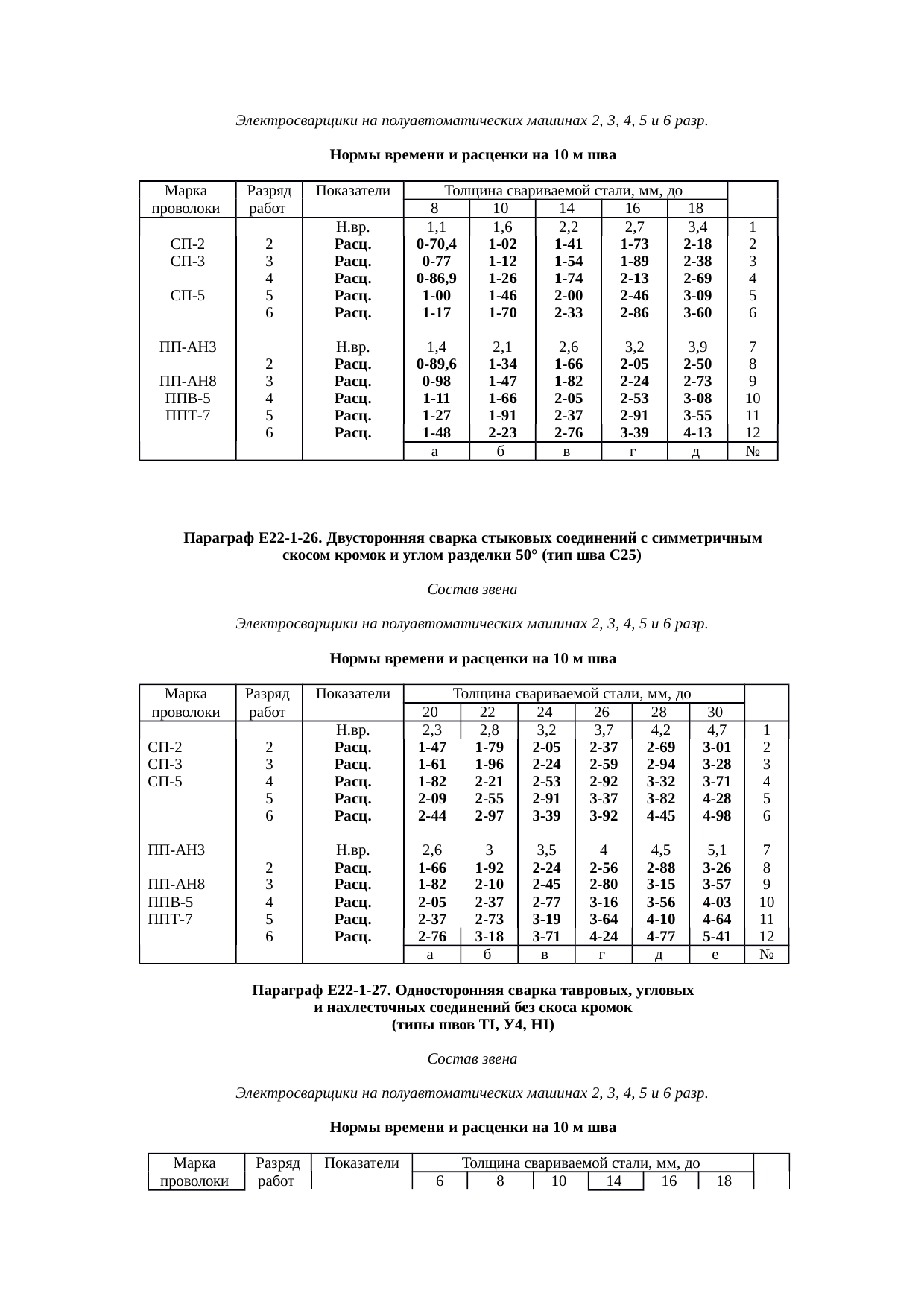
ЕНиР рекомендует также варить в нижнем пространственном положении. Допустимы отклонения от норм при работе на улице или в труднодоступных местах. Также рекомендуется использовать порошковую проволоку диаметром не более 3 миллиметров.
Тарифы на работы нужно рассчитывать в соответствии с таблицей, которую вы можете видеть ниже.
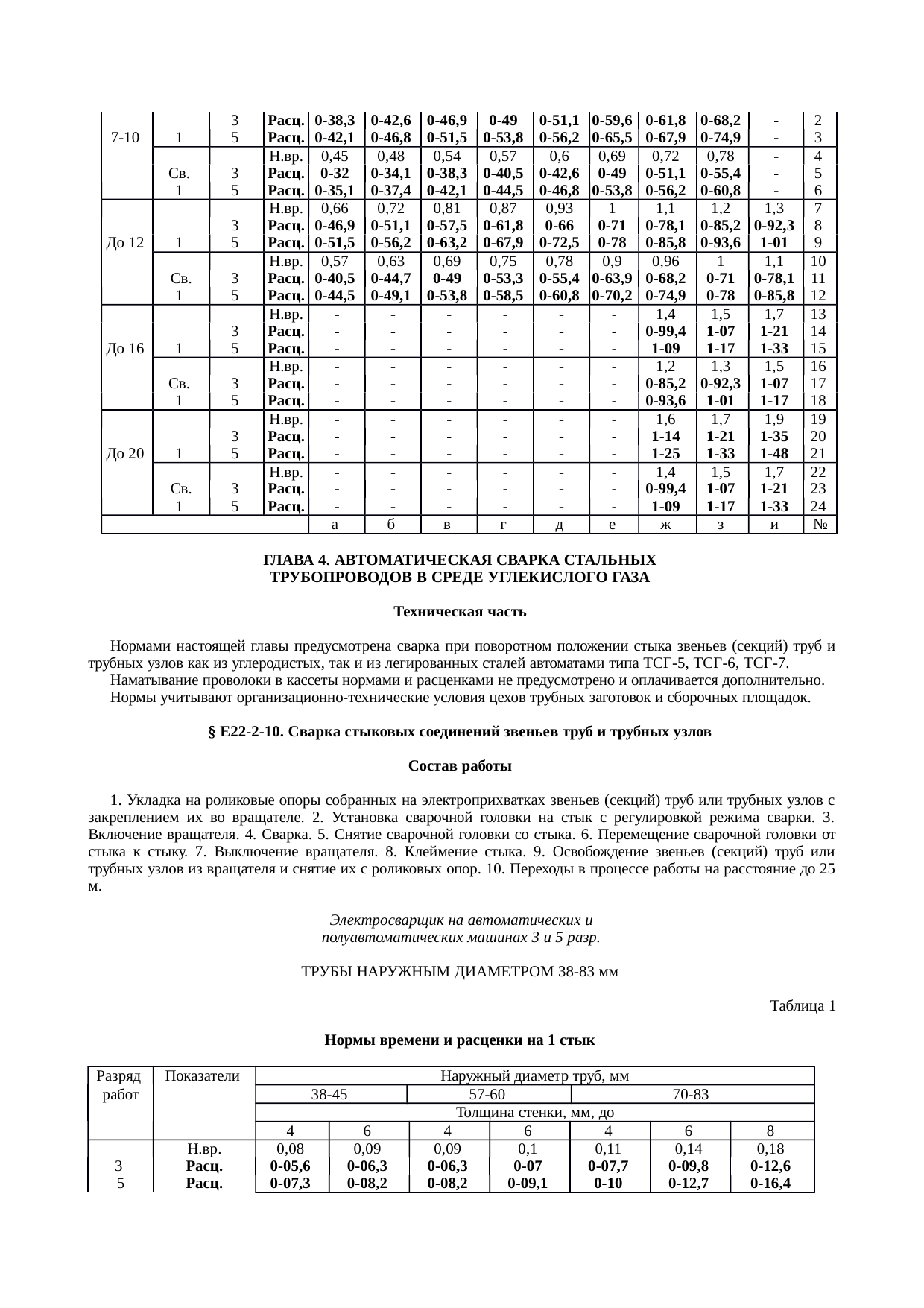
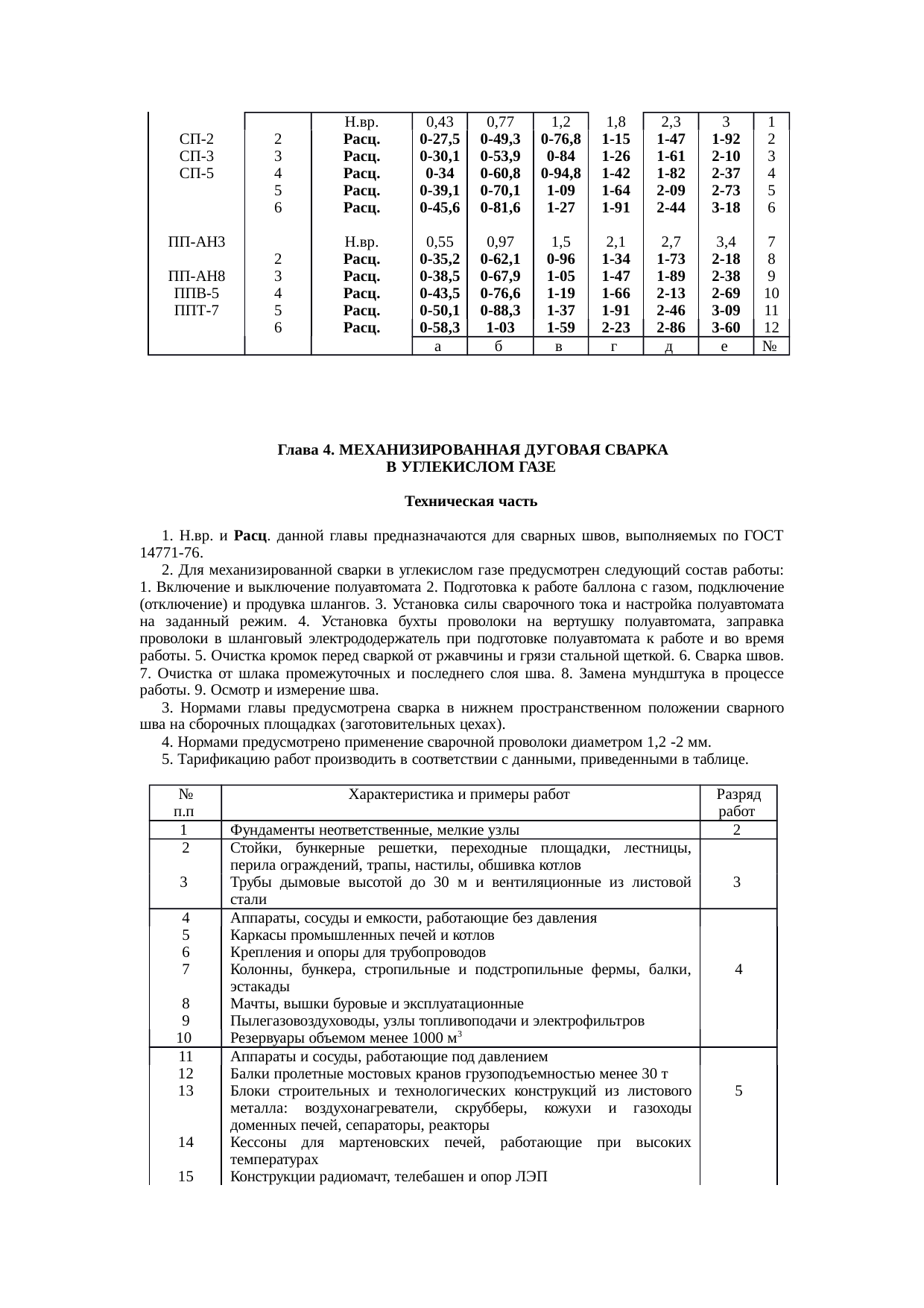
Глава четвертая. Механизированная сварка в углекислом газе
Последовательность работ для механизированной сварки с применением углекислого газа следующая:
Включение полуавтомата.
Разделка и зачистка кромок перед сваркой. Комплексная подготовка металла, очистка от грязи и следов коррозии. Зачистка выполняется щеткой с металлической щетиной.
Настройка режима сварки, настройка силы тока.
Установка бобины с проволокой на вертушку полуавтомата, затем установка проволоки в электродержак. Смена мундштука во время работы при необходимости.
Установка газового баллона, продувка шлангов.
Непосредственно сварка.
Извлечение проволоки из мундштука и бобины из подающего механизма.
Удаление шлаковой корки с поверхности сварного соединения.
Визуальный контроль и измерение размеров шва.
Здесь все так же, как и в случае со сваркой под флюсом или с порошковой проволокой: предпочтительна сварка в нижнем пространственном положении. Рекомендуется использовать присадочную проволоку диаметром не более 2 миллиметров.
Тарифы на работы нужно рассчитывать в соответствии с таблицей, которую вы можете видеть ниже.
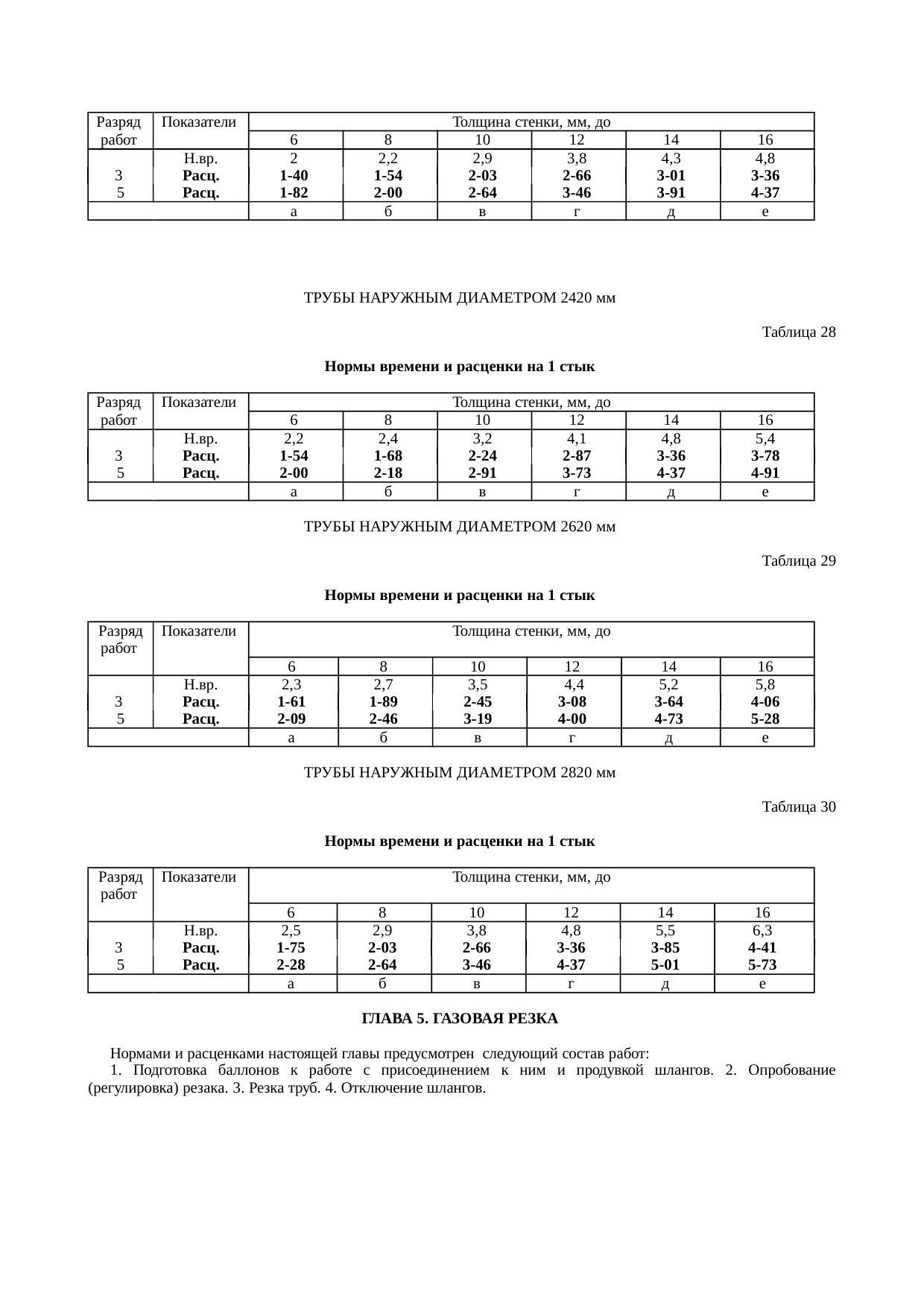
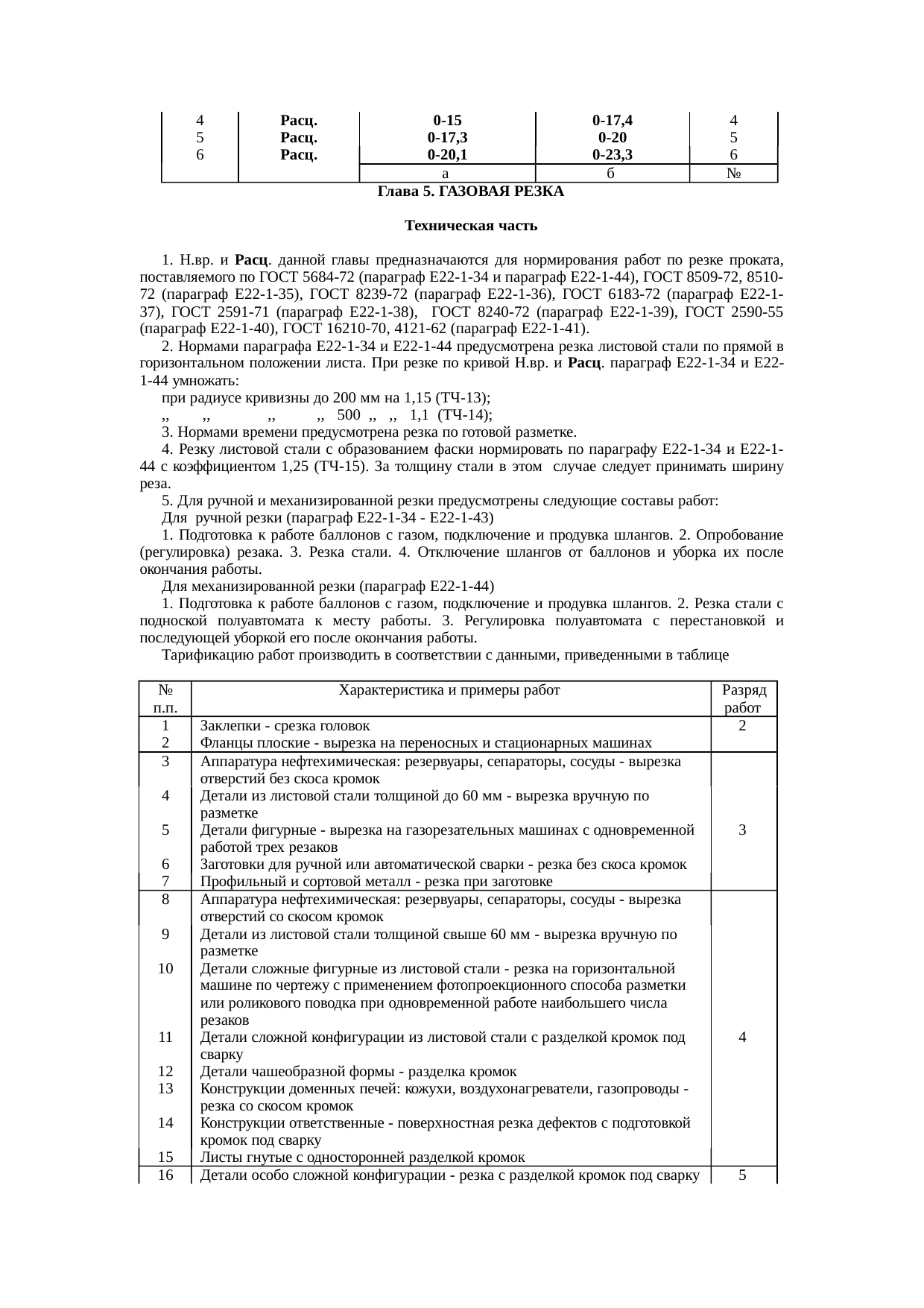
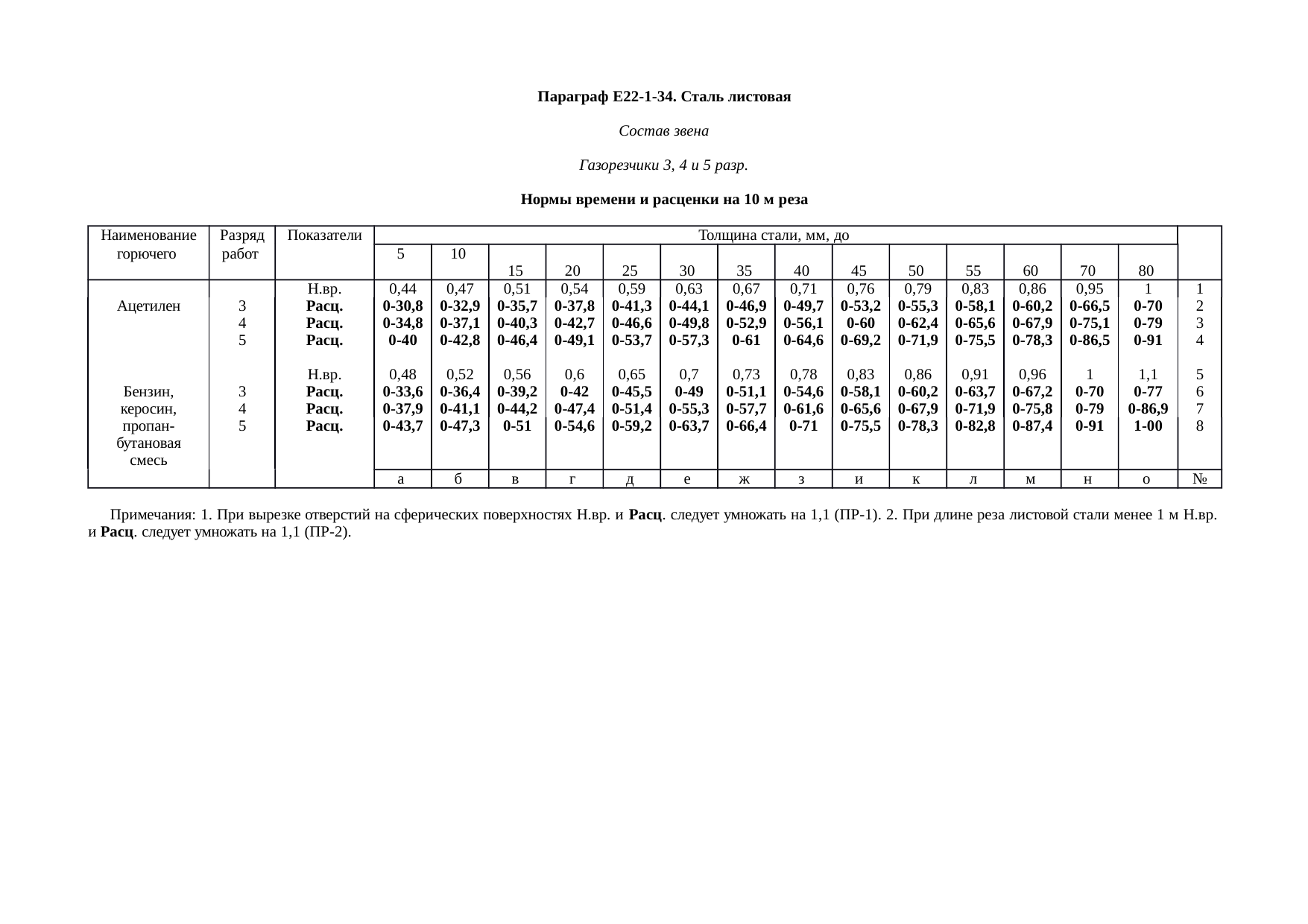
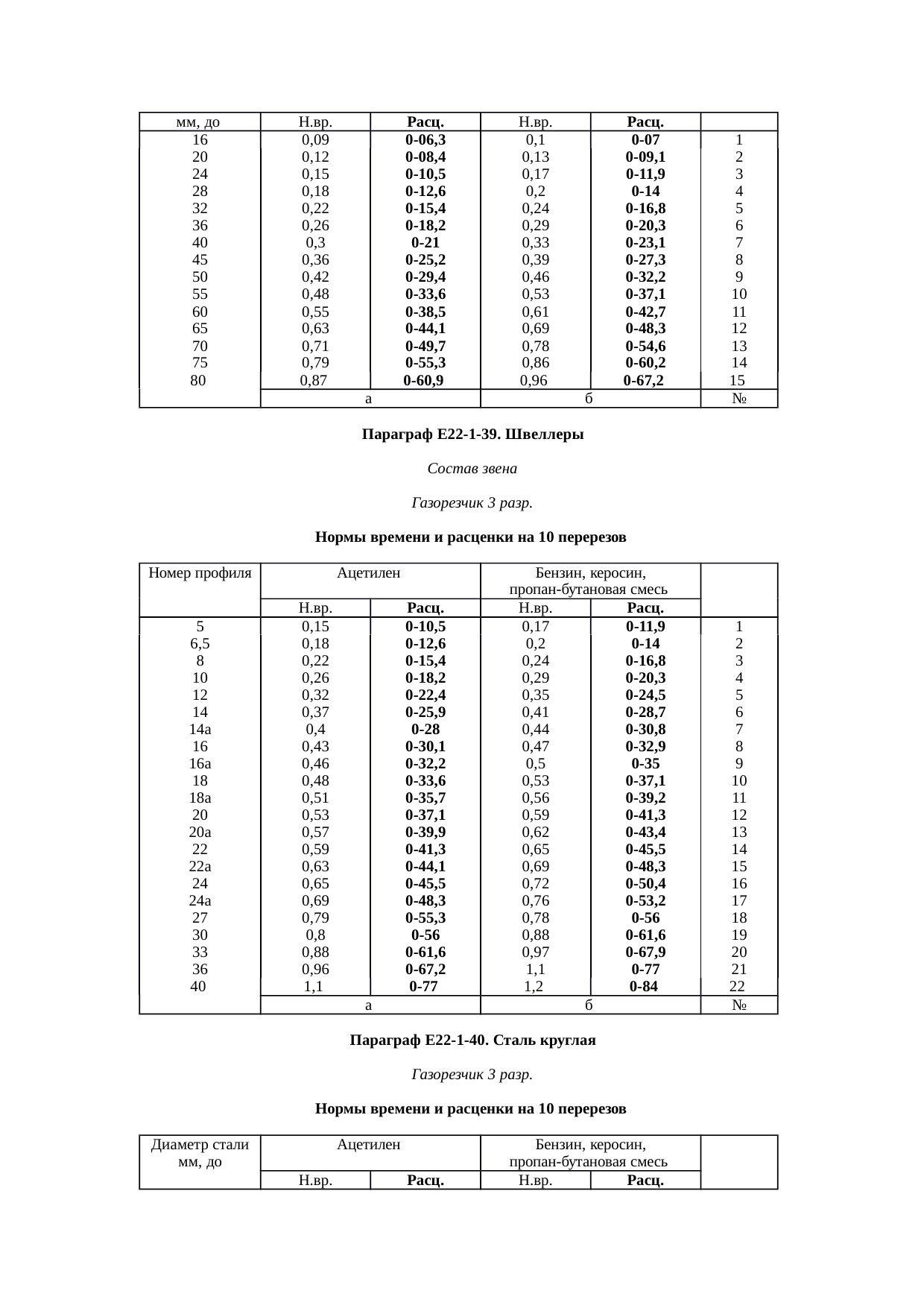
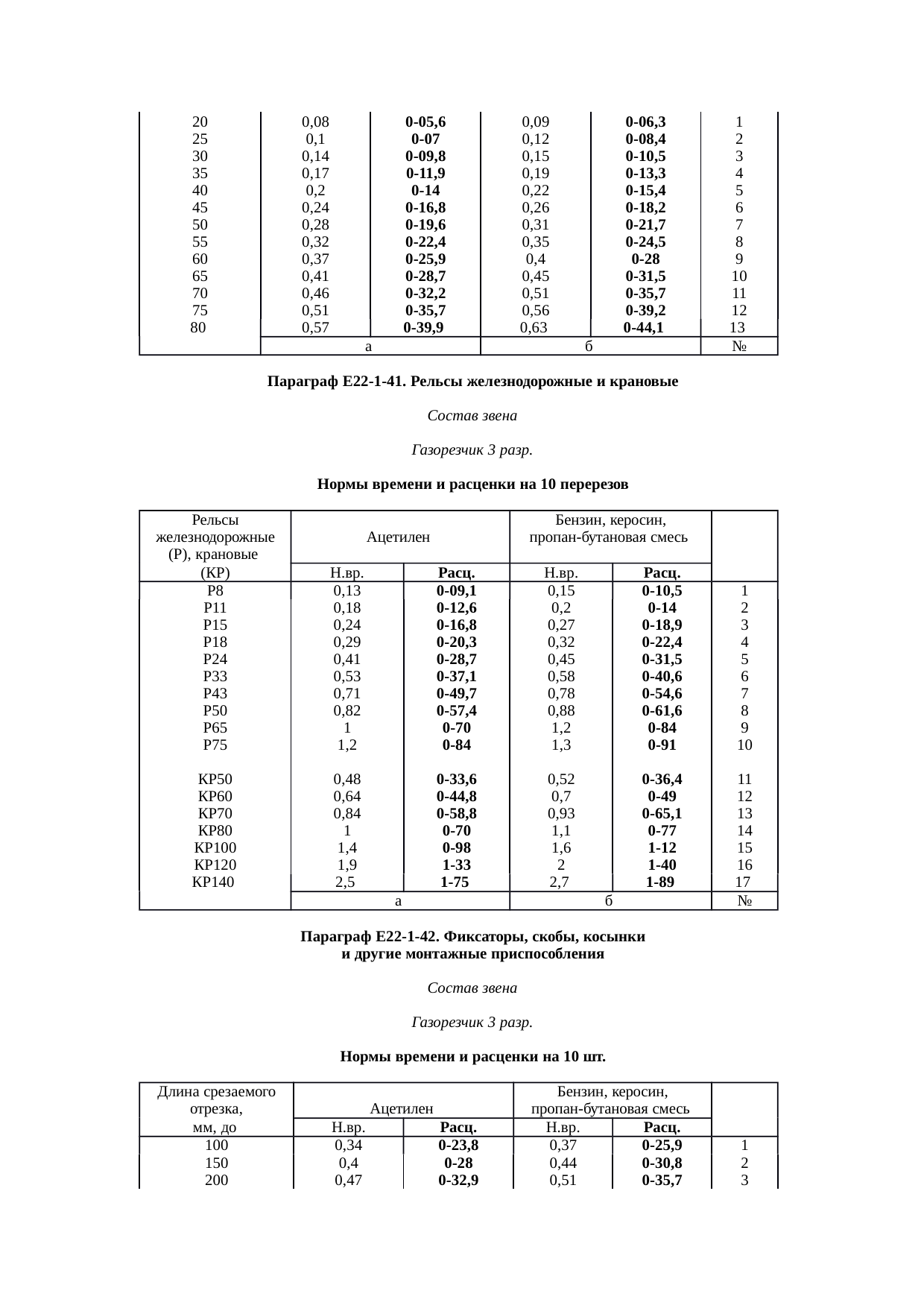
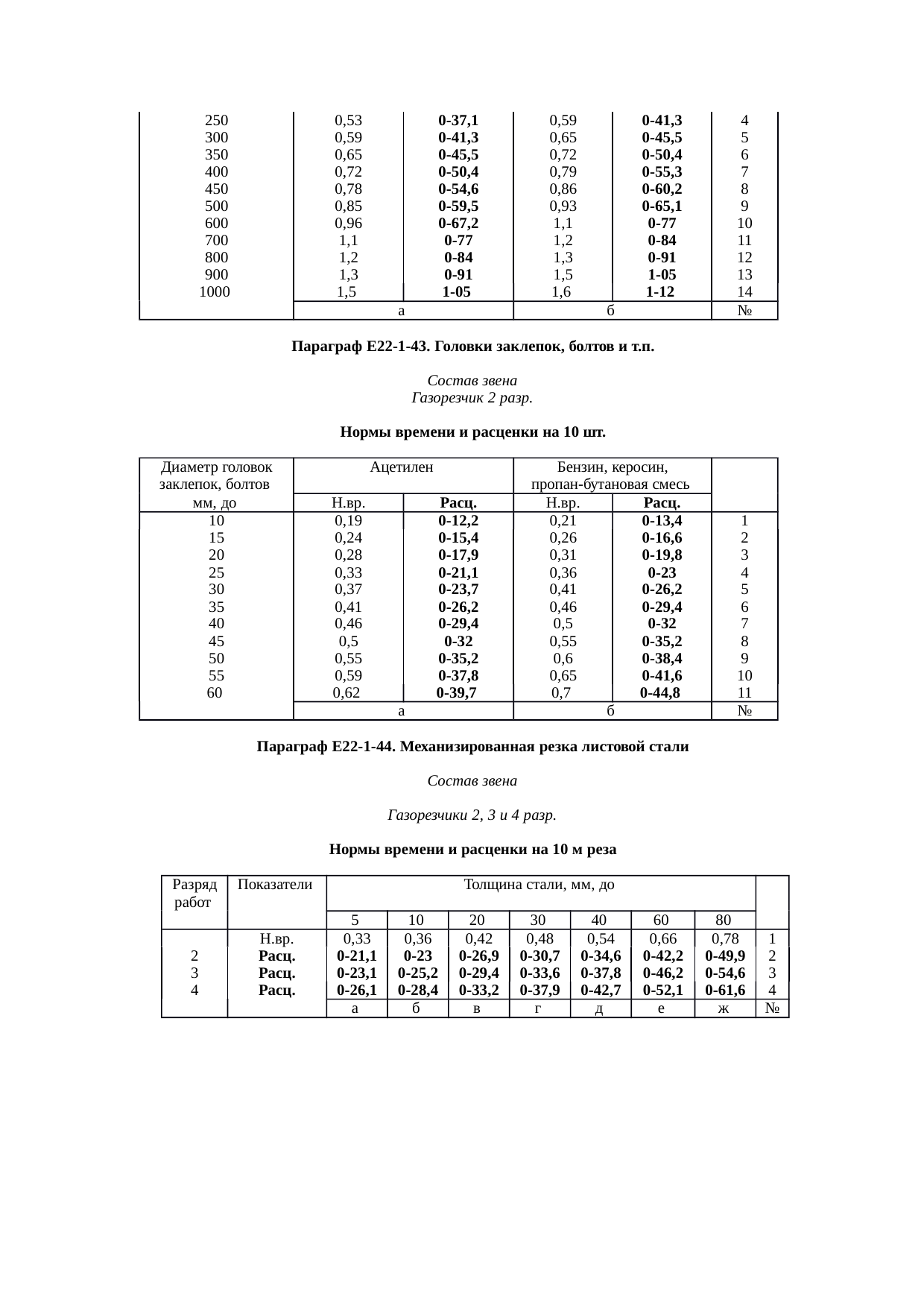
Глава пятая. Газовая резка
Ручную газовую резку выполнять в следующей последовательности:
Проверка газовых баллонов, их установка и продувка шлангом.
Регулировка резака, тестовая резка.
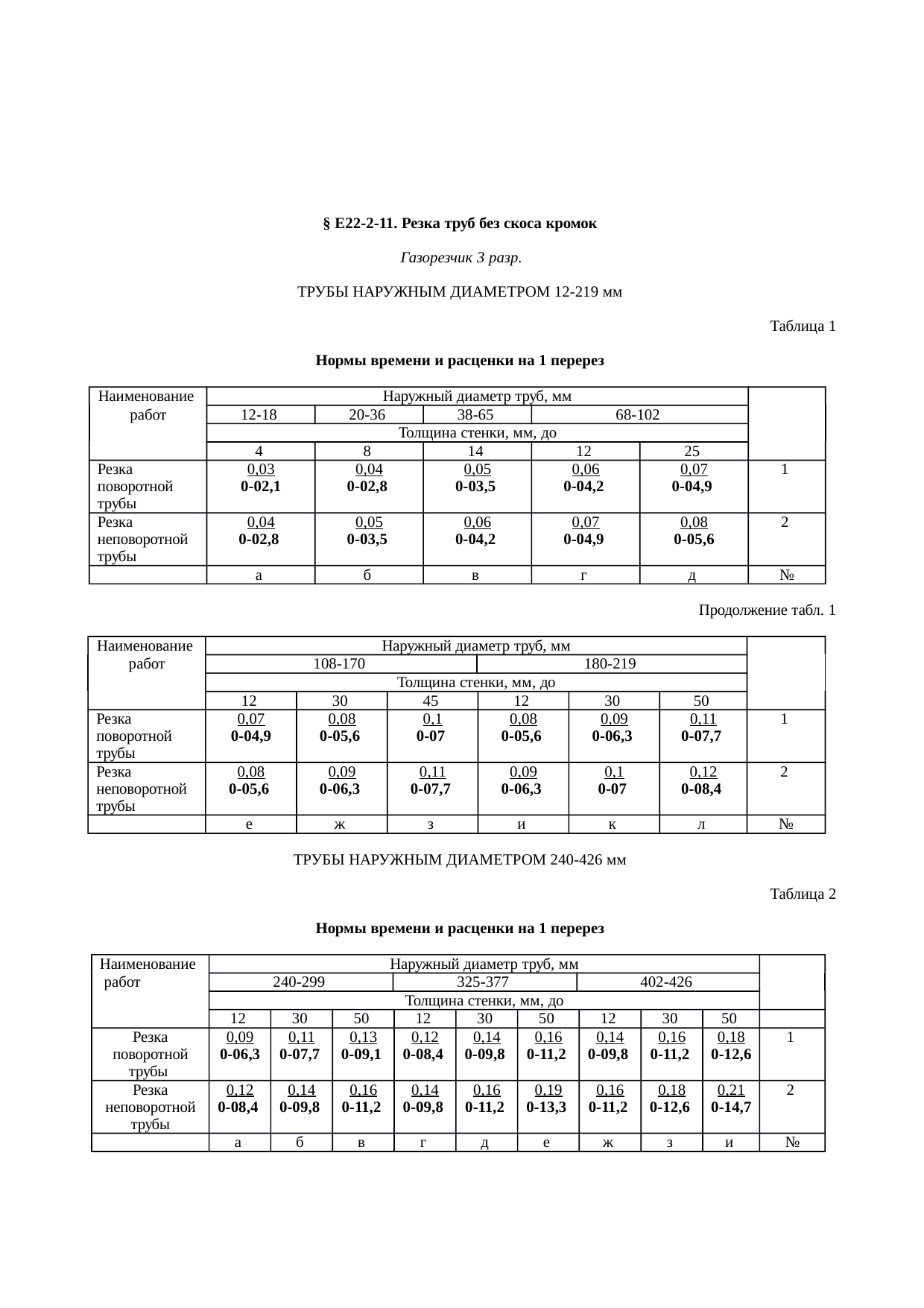
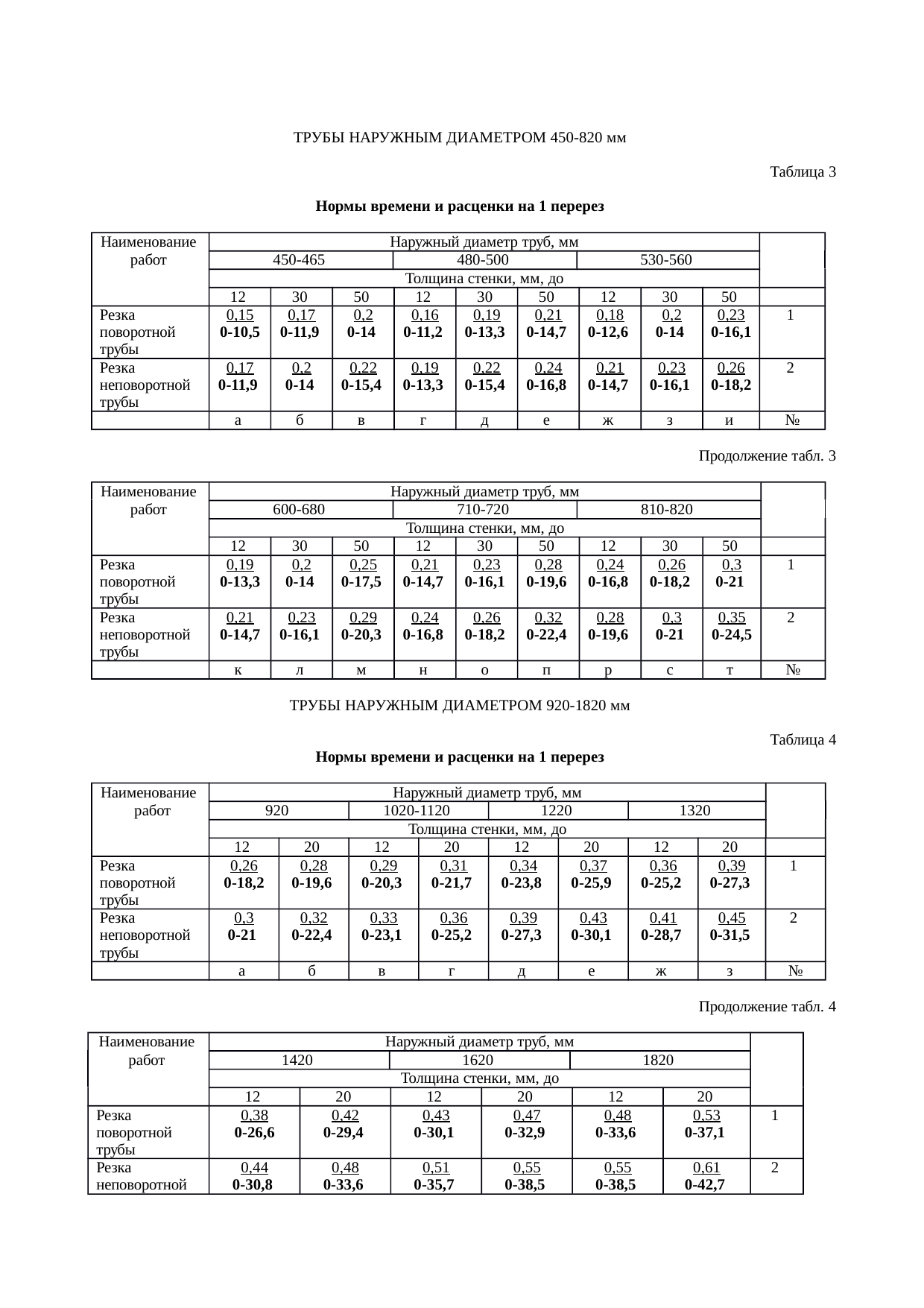
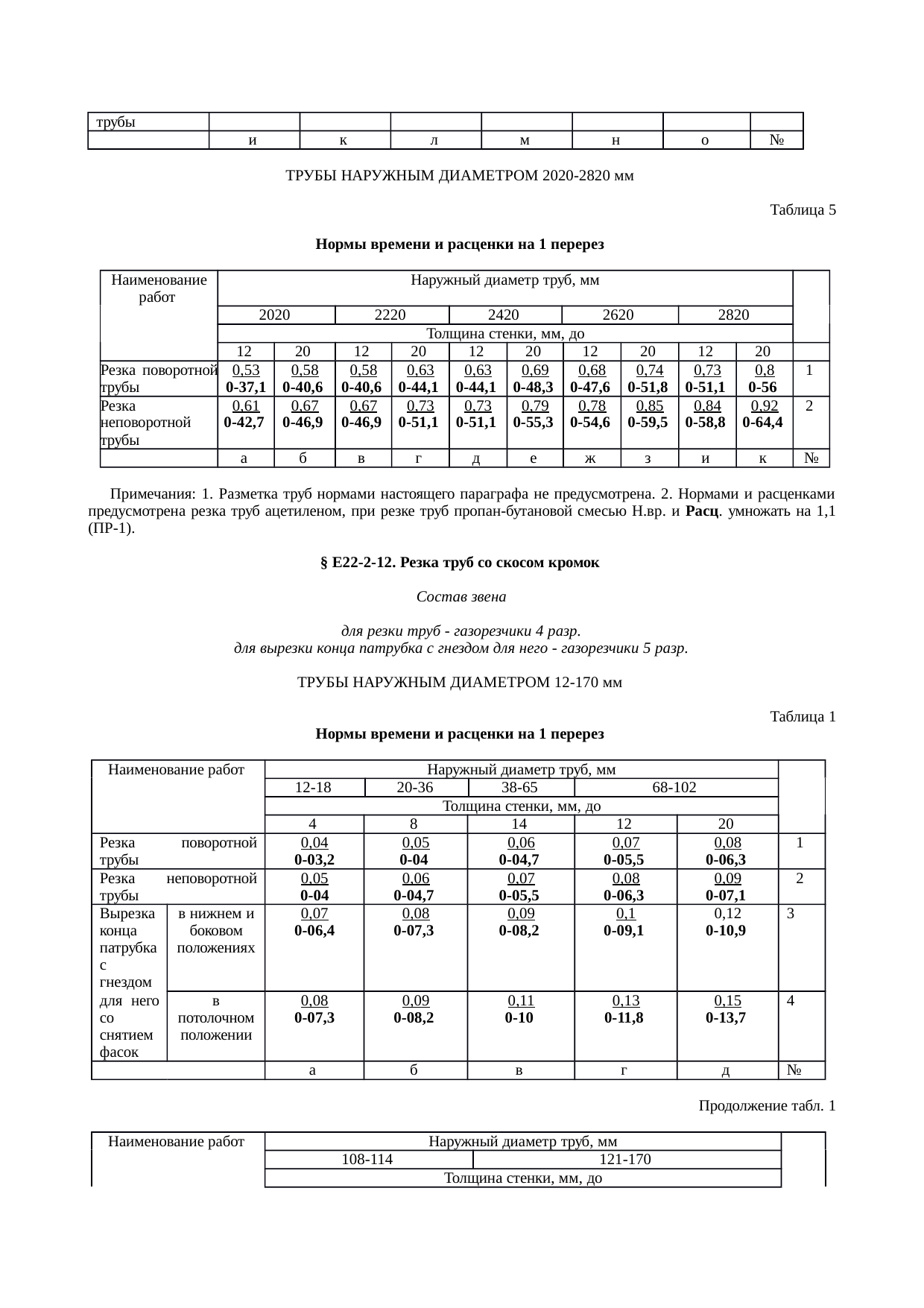
Непосредственно резка стали.
Прекращение подачи газа, отключение шлангов.
Механизированную газовую резку выполнять в следующей последовательности:
Проверка газовых баллонов, их установка и продувка шлангом.
Непосредственно резка с перемещением полуавтомата на место работы.
Регулировка режимов полуавтомата.
Прекращение подачи газа, отключение шлангов.
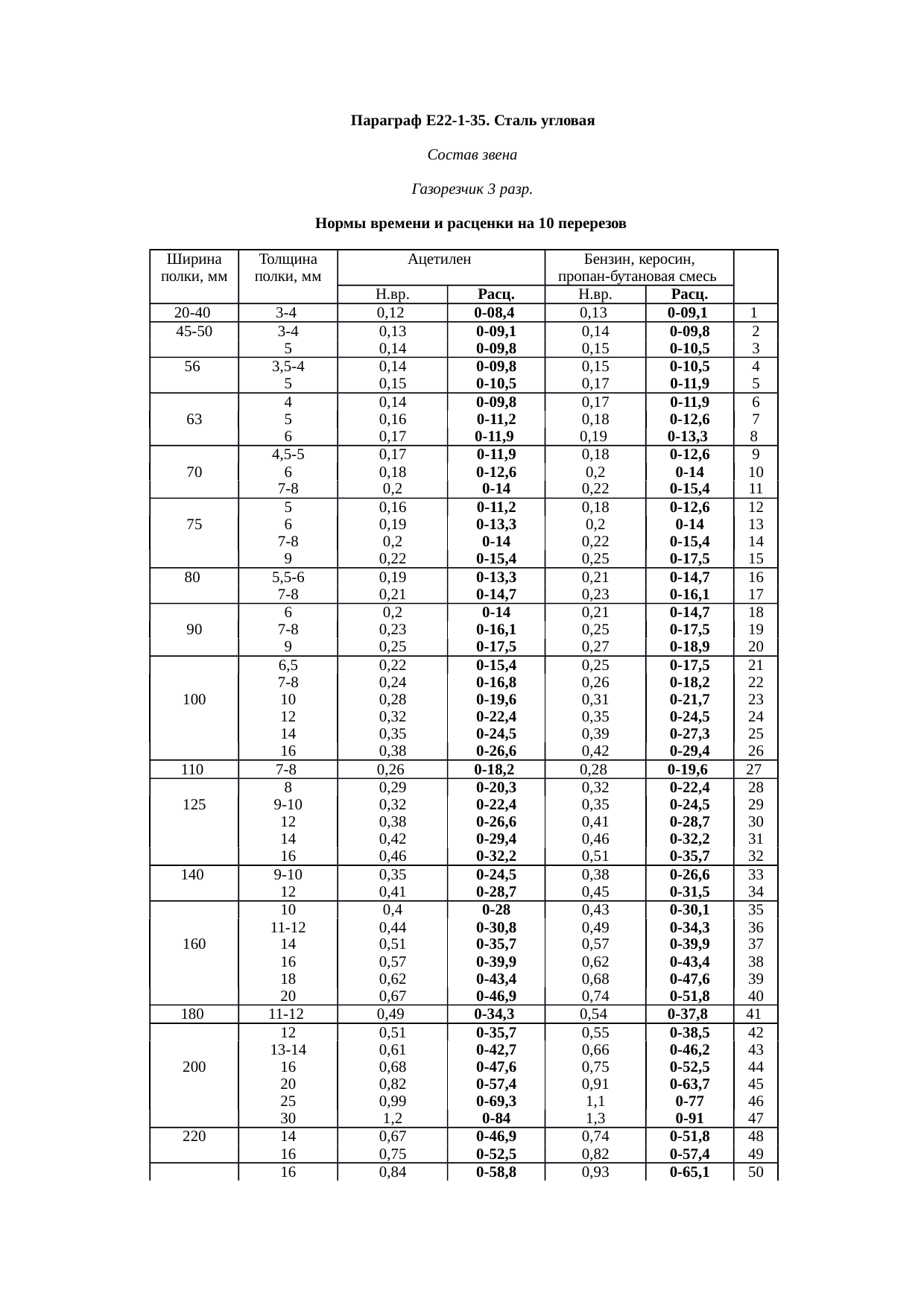
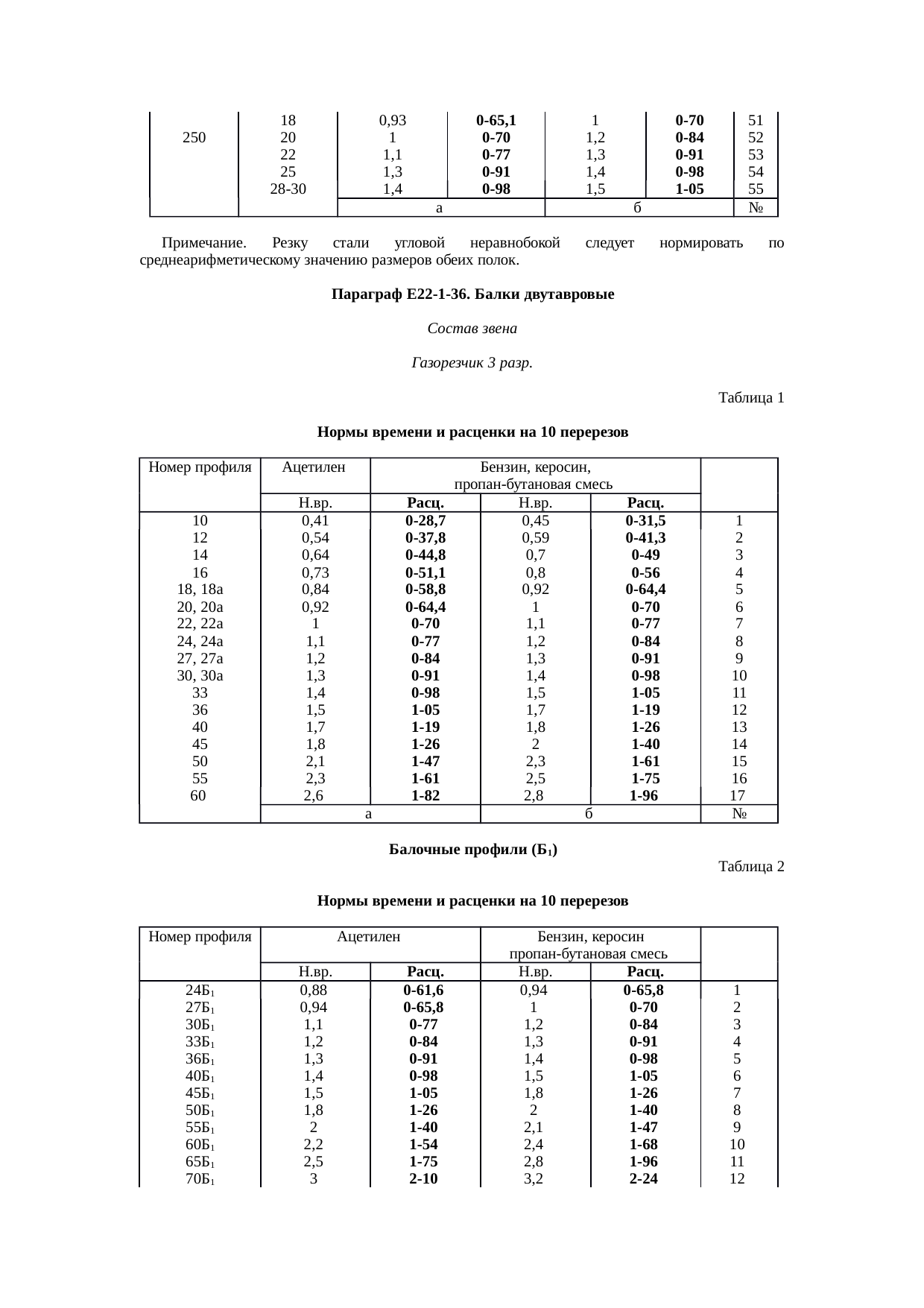
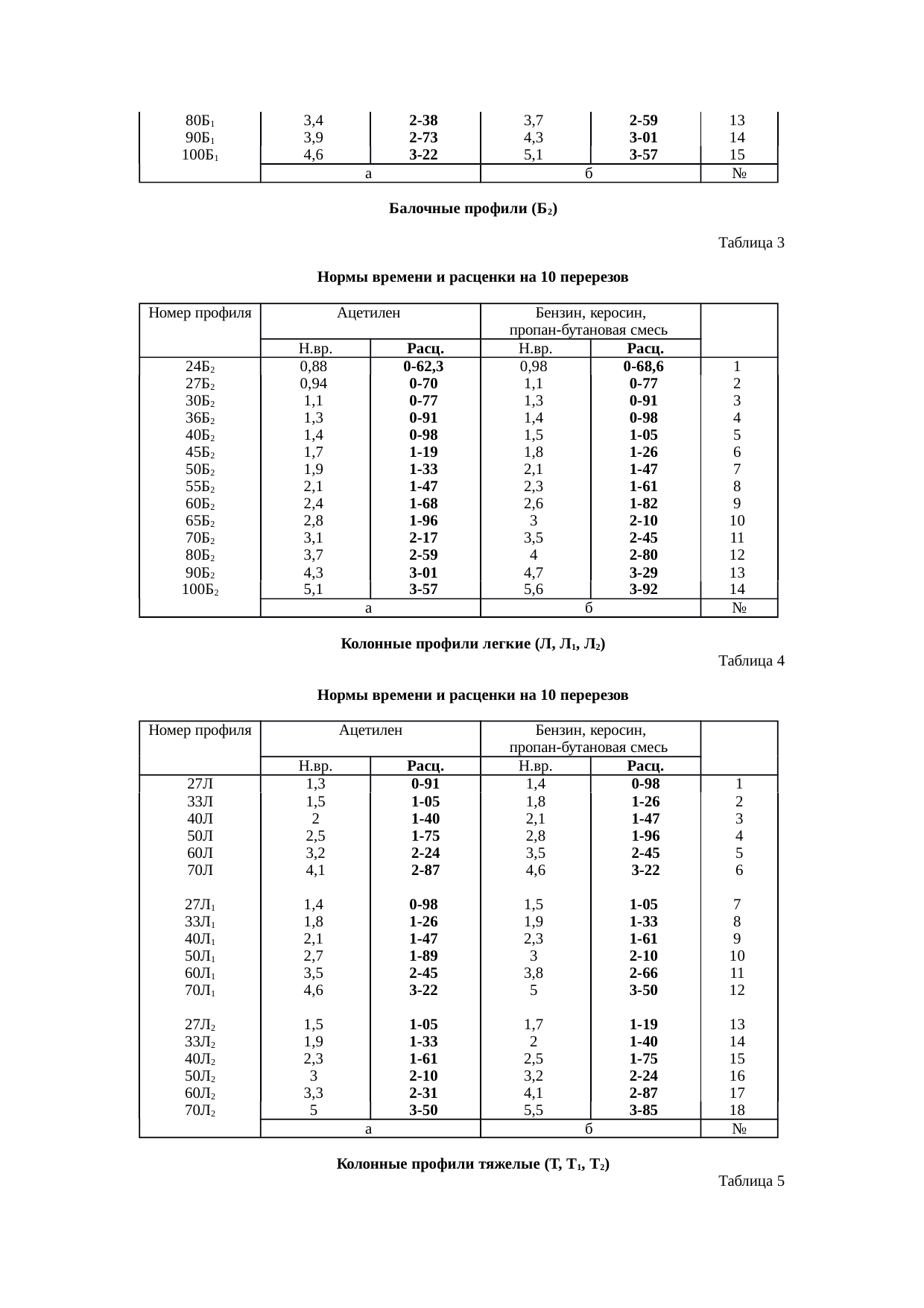
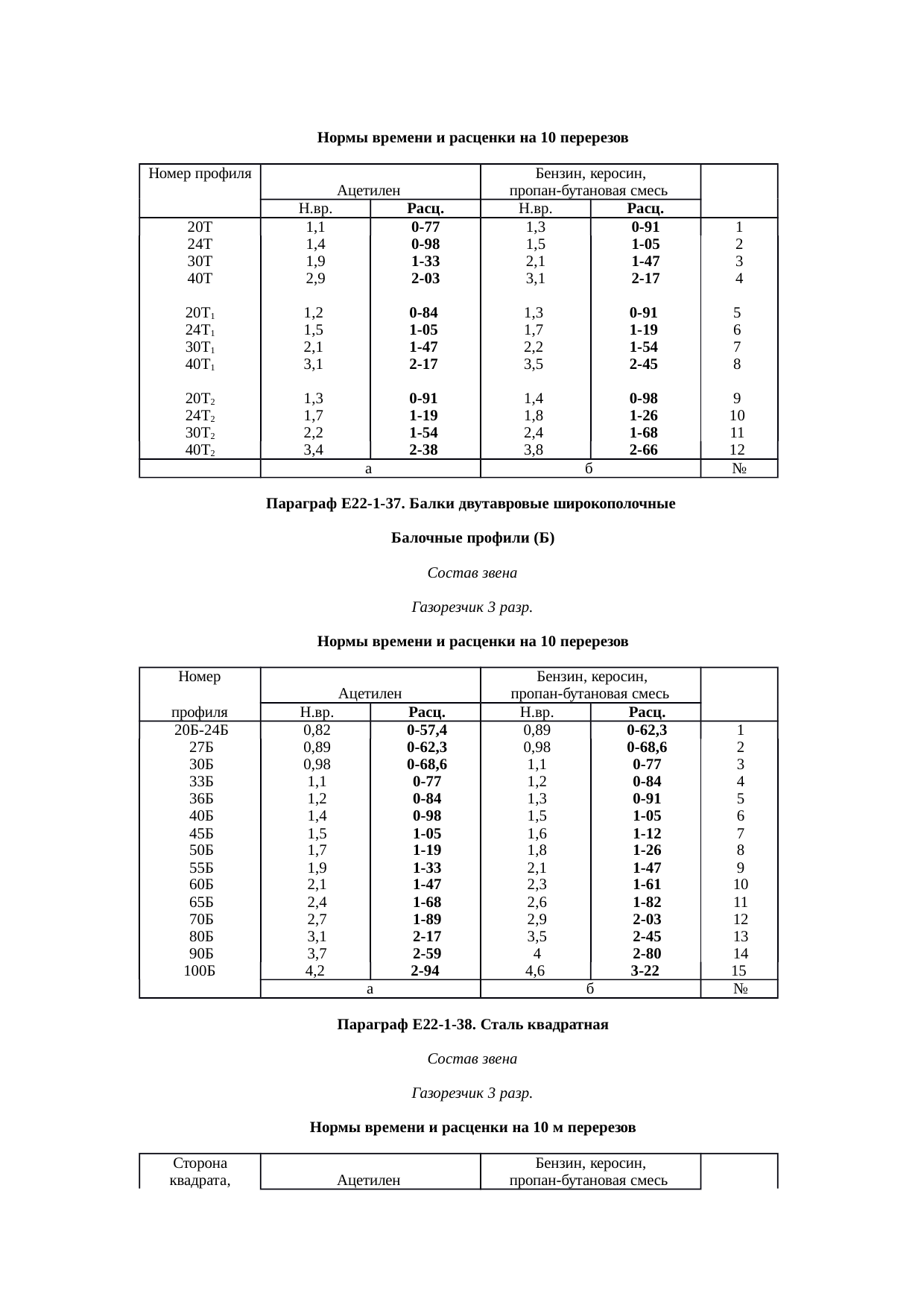
Тарифы на работы нужно рассчитывать в соответствии с таблицей, которую вы можете видеть ниже.
Вместо заключения
Сварка металлоконструкций с применением технологии дуговой сварки — кропотливый и сложный процесс, требующий не только знаний, но и опыта. В этой статье мы не перечисляли ни нормы времени на формирование шва, ни расценки. Также мы не освещали отельные типы работ, например, сварка трубопроводов, поскольку эта информация просто не поместится в рамках одной статьи.
Мы рассказали вам про самые основные положения дуговой сварки, которые пригодятся в работе. Рекомендуем ознакомиться с полной версией документа, его можно легко найти в интернете. Поделитесь своим опытом дуговой сварки на производстве или в домашних условиях. Ваш опыт важен для начинающих сварщиков. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]
svarkaed.ru
Дополнения и изменения ЕНиР. Сборник Е22. Сварочные работы. Выпуск 1. Конструкции зданий и промышленных сооружений, ЕНиР от 18 декабря 1990 года №Е22-1, Постановление Госкомтруда СССР от 18 декабря 1990 года №452, Постановление Госстроя СССР от 18 декабря 1990 года №109
Сборник Е22
УТВЕРЖДЕНЫ постановлением Государственного строительного комитета СССР, Государственного комитета СССР по труду и социальным вопросам и Секретариата СССР по труду и социальным вопросам от 18 декабря 1990 г. № 109/452
П.1 заменить следующим:1. Настоящий выпуск содержит нормы на ручную, автоматическую и механизированную (под флюсом, порошковой проволокой, в углекислом газе) дуговую сварку, а также на ручную и механизированную газовую резку при изготовлении и монтаже конструкций зданий и промышленных сооружений.В п.2 слова "СНиП III-18-75 "Металлические конструкции"; заменить следующими:"СНиП 3.03.01-87 "Несущие и ограждающие конструкции";В п.3 слова "стальных конструкций" заменить следующими:"проката, элементов стальных конструкций, арматуры и закладных изделий"В п.4 после слов "монтаже стальных" добавить: "и железобетонных".
Наименование главы 1 заменить на:"Ручная дуговая сварка стальных конструкций"
В составе работы п.3 заменить следующим:
"3. Очистка кромок (стыков) перед сваркой от ржавчины и грязи стальной щеткой".
После § Е22-1-9 добавить следующую главу, внеся соответствующее дополнение в оглавление:
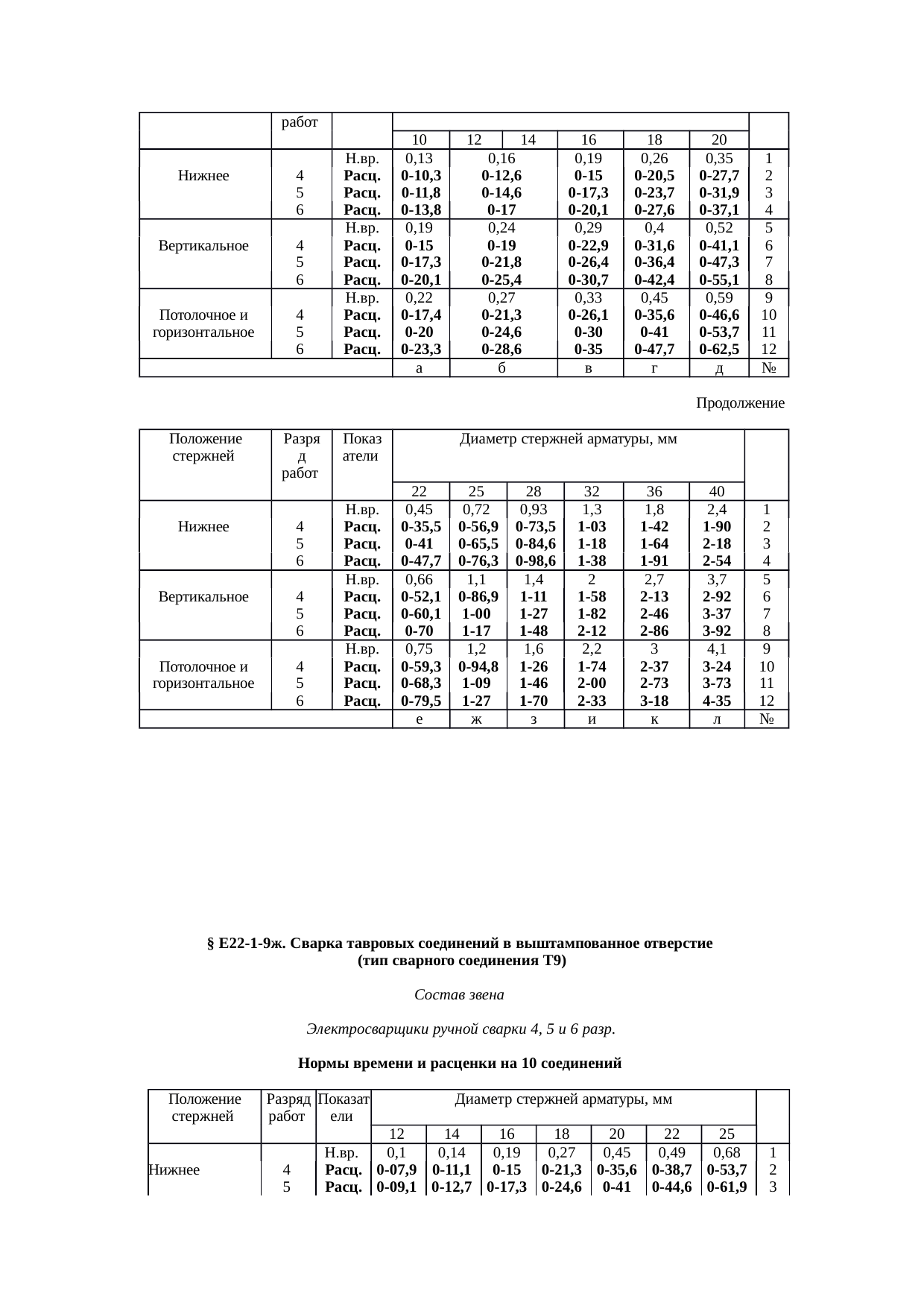
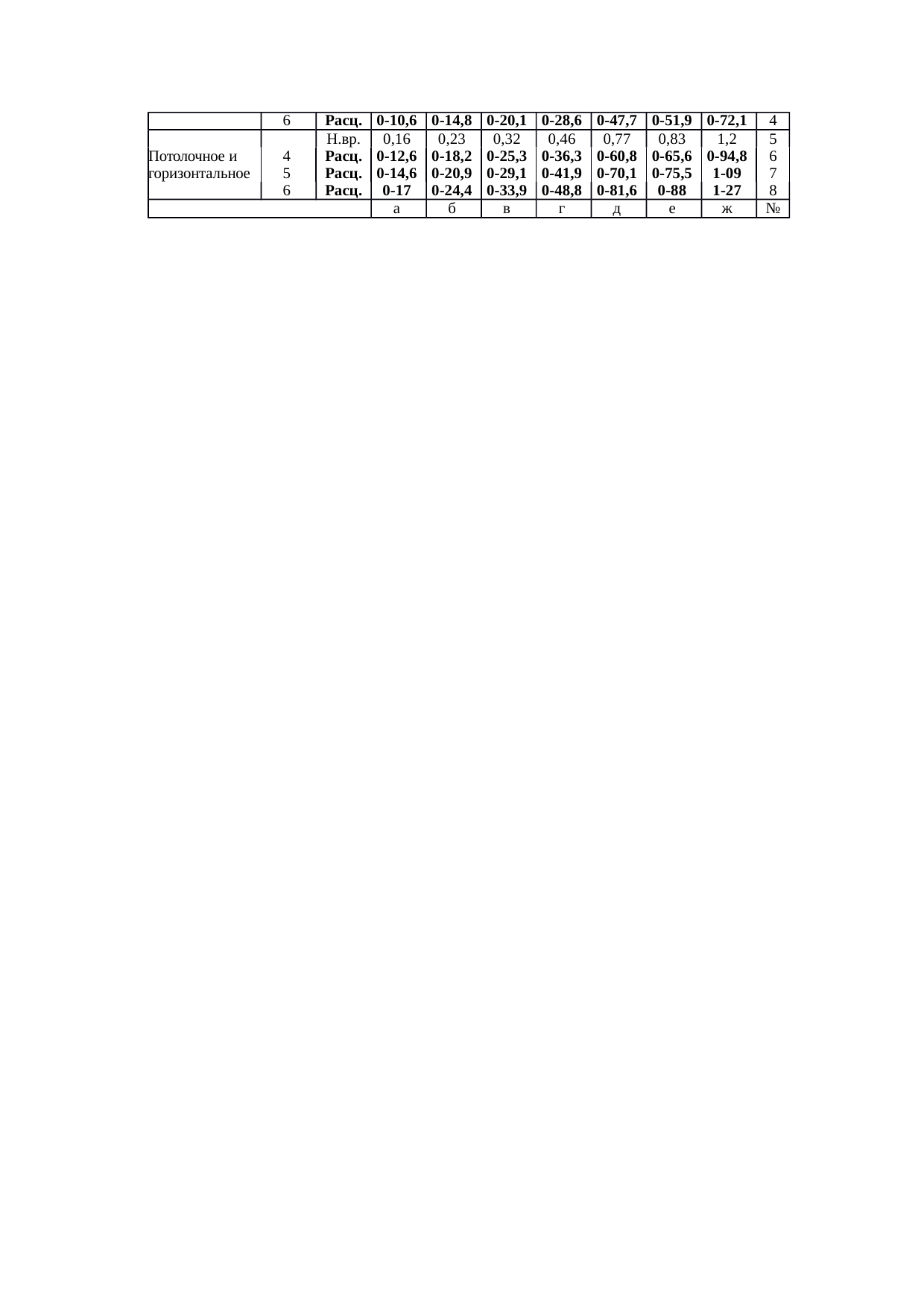
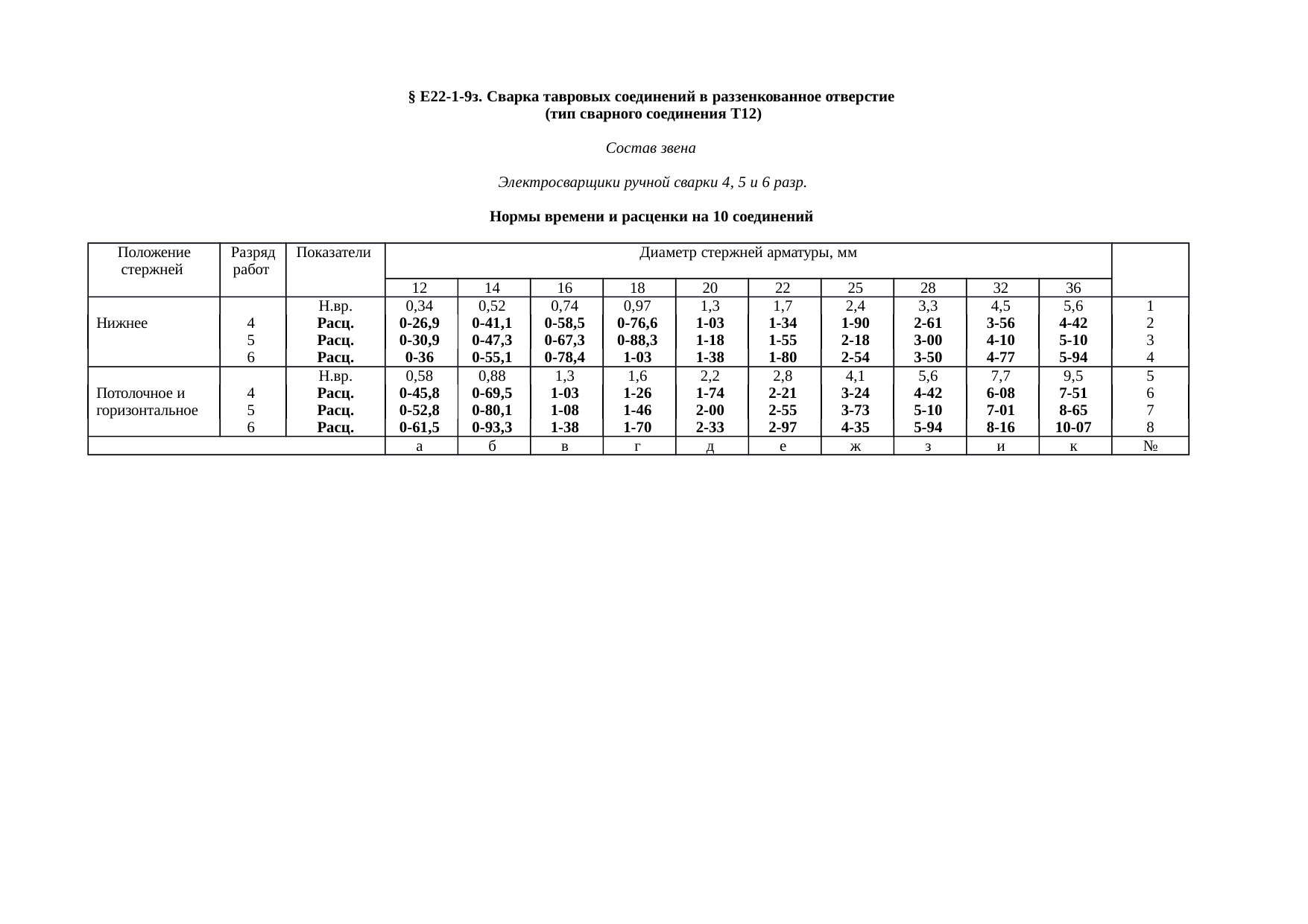
1. Н.вр. и Расц. главы предназначаются для сварных соединений арматуры и закладных изделий железобетонных конструкций выполняемых по ГОСТ 14098-85.
2. Состав работ и марки электродов принимать по п.2 и 3 Технической части главы 1.
3. Тарификацию работ производить в соответствии с данными, приведенными в таблице
№ п.п.
Характеристика и примеры работ
Разряд работ
1
Арматура и закладные изделия железобетонных конструкций (перегородки, панели ограждений, навесные панели стен, плиты покрытий и т.п.) - сварка
4
2
Арматура и закладные изделия несущих ответственных железобетонных конструкций (фундаменты, колонны, фермы, балки, плиты перекрытий, панели стен в бескаркасно-панельных зданиях и т.п.) - сварка
5
3
Арматура и закладные изделия пролетных строений железобетонных мостов - сварка
6
§ Е22-1-9а
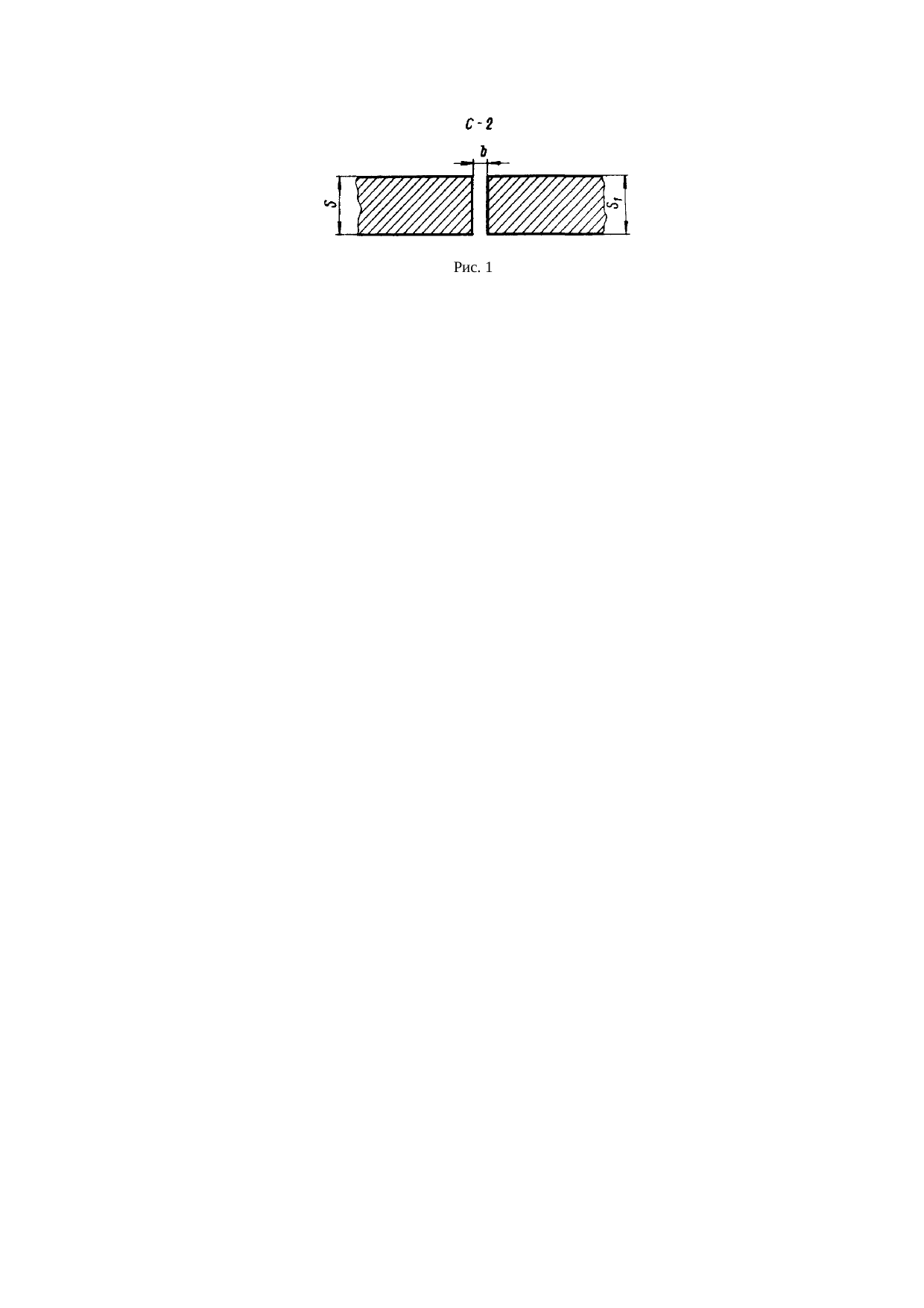
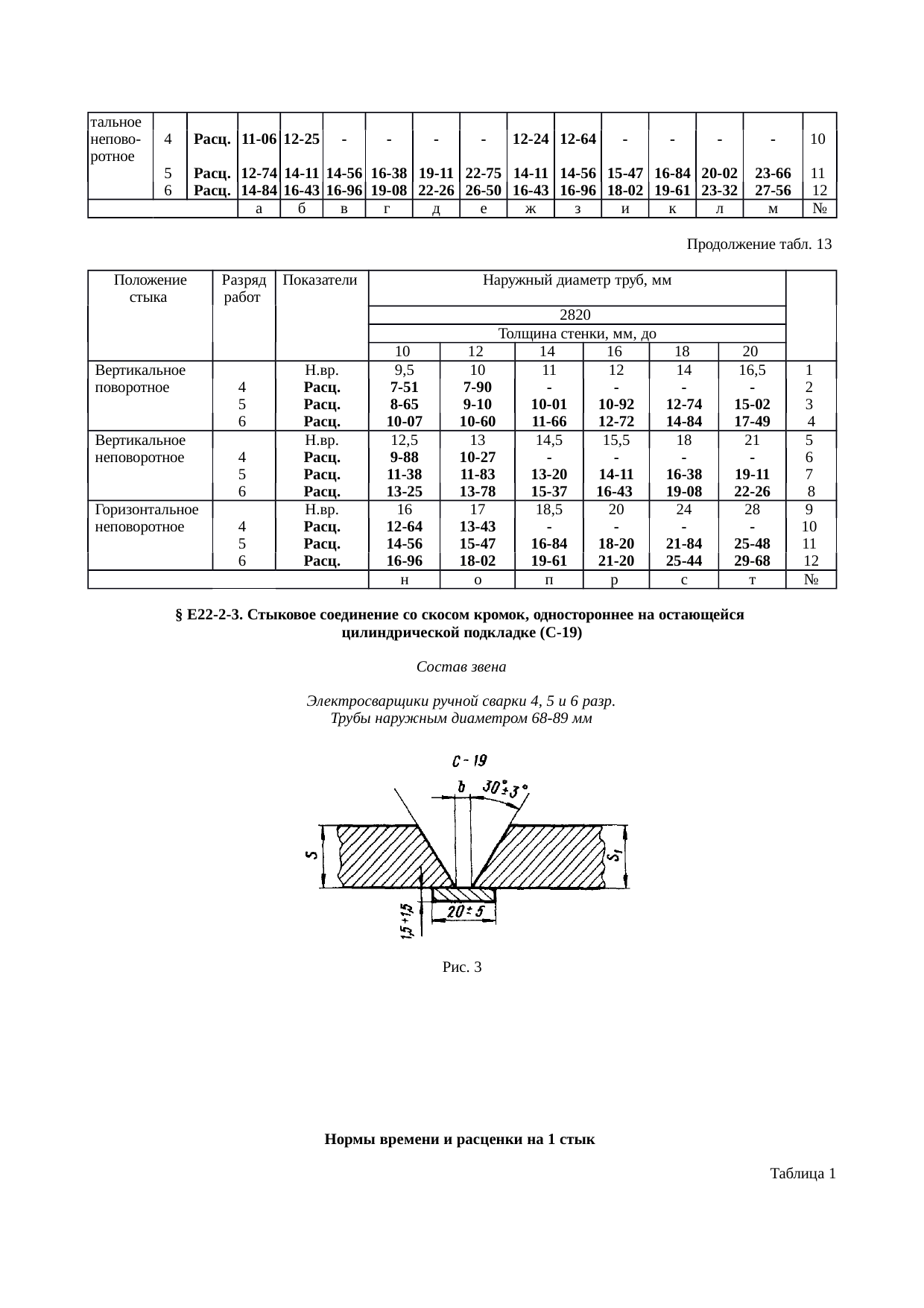
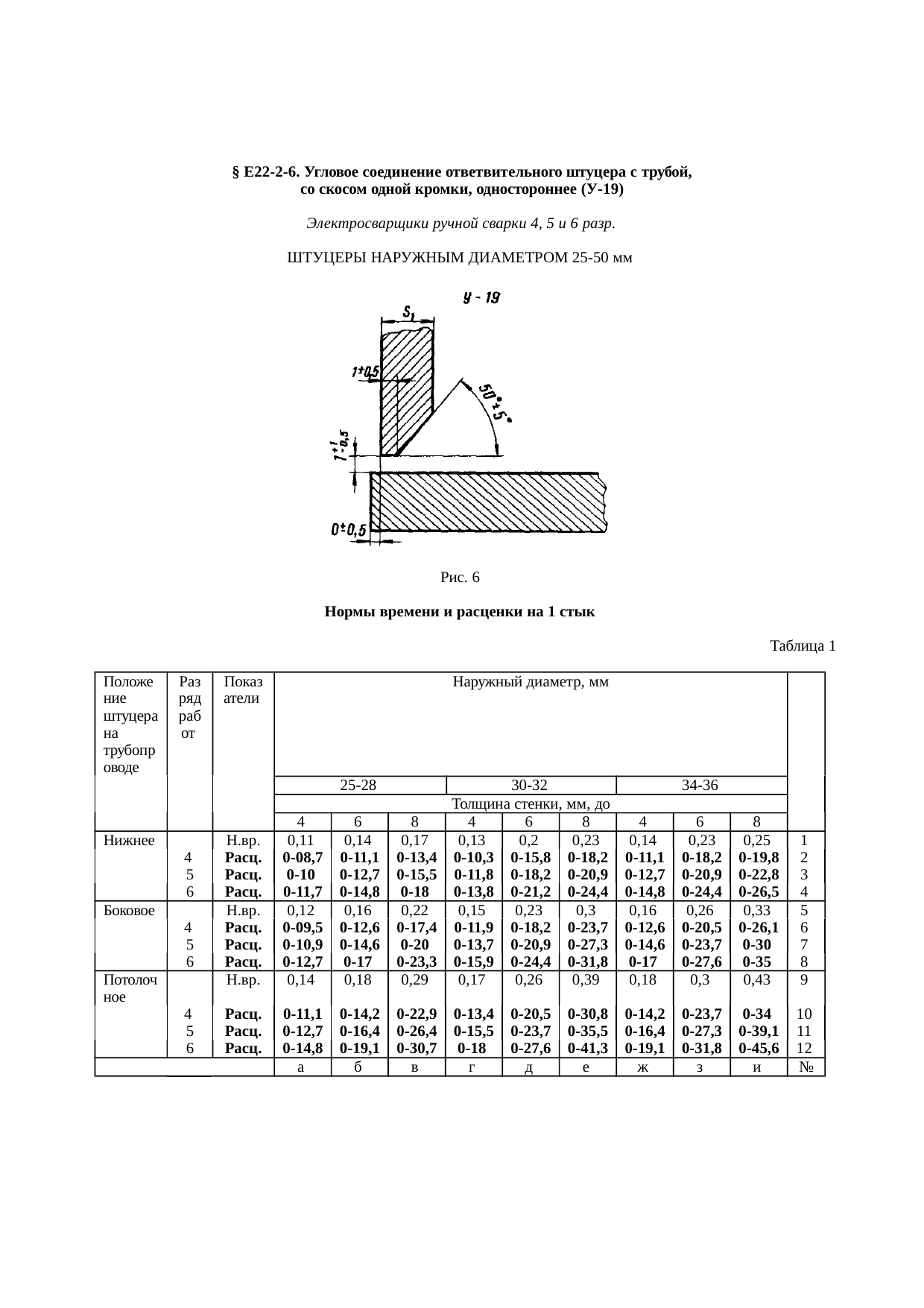
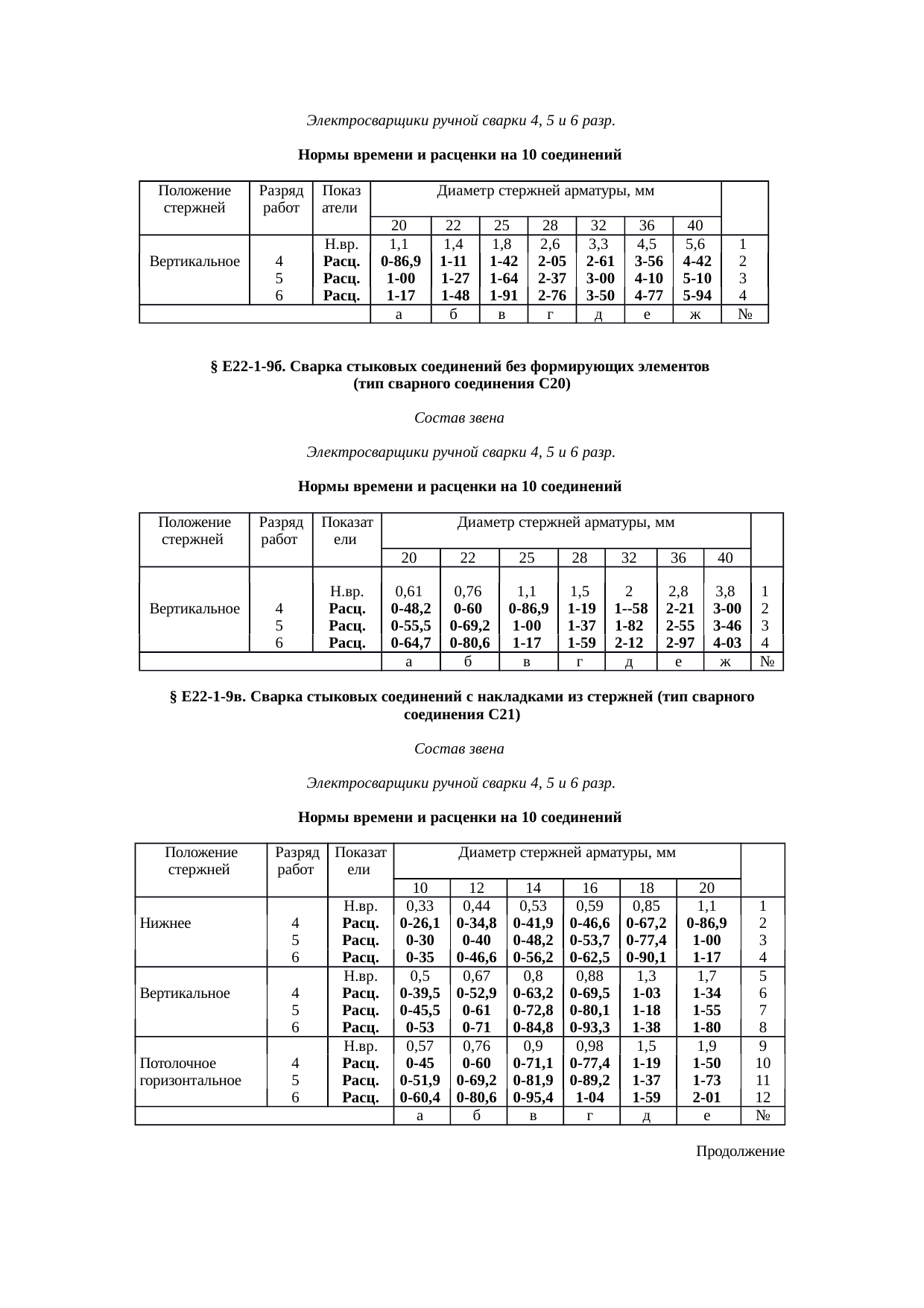
§ Е22-1-9а. Сварка стыковых соединений на стальной скобе-накладке(тип сварного соединения С19)
Состав звена
Электросварщики ручной сварки 4, 5 и 6 разр.
Положение стержней
Разряд работ
Показатели
Диаметр стержней арматуры, мм
20
22
25
28
32
36
40
Н.вр.
1,1
1,4
1,8
2,6
3,3
4,5
5,6
1
Вертикаль-ное
4
Расц.
0-86,9
1-11
1-42
2-05
2-61
3-56
4-42
2
5
Расц.
1-00
1-27
1-64
2-37
3-00
4-10
5-10
3
6
Расц.
1-17
1-48
1-91
2-76
3-50
4-77
5-94
4
а
б
в
г
д
е
ж
№
§ Е22-1-9б. Сварка стыковых соединений без формирующих элементов(тип сварного соединения С20)
Состав звена
Электросварщики ручной сварки 4, 5 и 6 разр.
Положение стержней
Разряд работ
Показатели
Диаметр стержней арматуры, мм
20
22
25
28
32
36
40
Н.вр.
0,61
0,76
1,1
1,5
2
2,8
3,8
1
Вертикаль-ное
4
Расц.
0-48,2
0-60
0-86,9
1-19
1--58
2-21
3-00
2
5
Расц.
0-55,5
0-69,2
1-00
1-37
1-82
2-55
3-46
3
6
Расц.
0-64,7
0-80,6
1-17
1-59
2-12
2-97
4-03
4
а
б
в
г
д
е
ж
№
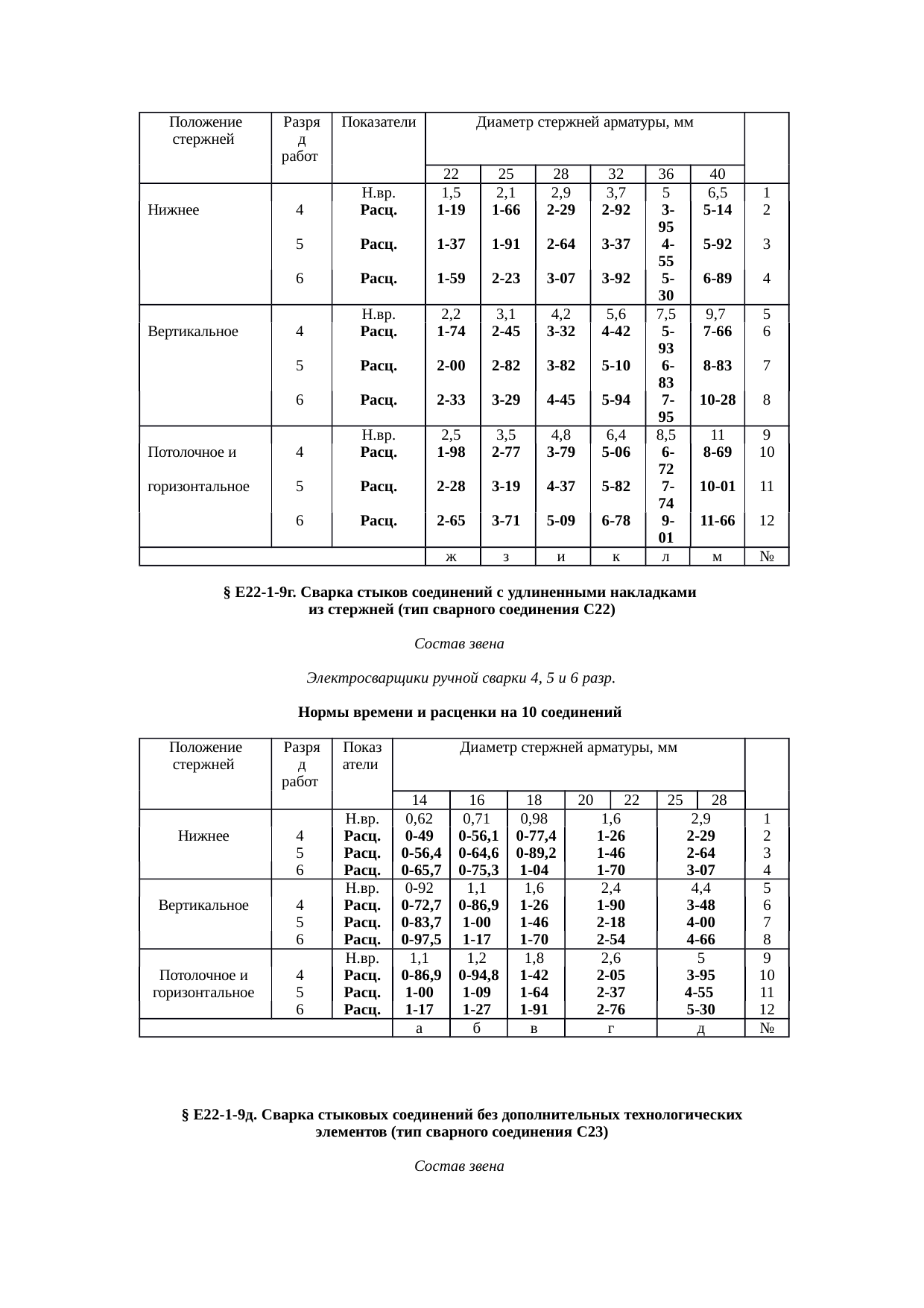
§ Е22-1-9в. Сварка стыковых соединений с накладками из стержней (тип сварного соединения С21)
Состав звена
Электросварщики ручной сварки 4, 5 и 6 разр.
Положение стержней
Разряд работ
Показатели
Диаметр стержней арматуры, мм
10
12
14
16
18
20
Н.вр.
0,33
0,44
0,53
0,59
0,85
1,1
1
Нижнее
4
Расц.
0-26,1
0-34,8
0-41,9
0-46,6
0-67,2
0-86,9
2
5
Расц.
0-30
0-40
0-48,2
0-53,7
0-77,4
1-00
3
6
Расц.
0-35
0-46,6
0-56,2
0-62,5
0-90,1
1-17
4
Н.вр.
0,5
0,67
0,8
0,88
1,3
1,7
5
Вертикаль-ное
4
Расц.
0-39,5
0-52,9
0-63,2
0-69,5
1-03
1-34
6
5
Расц.
0-45,5
0-61
0-72,8
0-80,1
1-18
1-55
7
6
Расц.
0-53
0-71
0-84,8
0-93,3
1-38
1-80
8
Н.вр.
0,57
0,76
0,9
0,98
1,5
1,9
9
Потолоч-ное
4
Расц.
0-45
0-60
0-71,1
0-77,4
1-19
1-50
10
горизон-тальное
5
Расц.
0-51,9
0-69,2
0-81,9
0-89,2
1-37
1-73
11
6
Расц.
0-60,4
0-80,6
0-95,4
1-04
1-59
2-01
12
а
б
в
г
д
е
№
Продолжение
Положение стержней
Разряд работ
Показатели
Диаметр стержней арматуры, мм
22
25
28
32
36
40
Н.вр.
1,5
2,1
2,9
3,7
5
6,5
1
Нижнее
4
Расц.
1-19
1-66
2-29
2-92
3-95
5-14
2
5
Расц.
1-37
1-91
2-64
3-37
4-55
5-92
3
6
Расц.
1-59
2-23
3-07
3-92
5-30
6-89
4
Н.вр.
2,2
3,1
4,2
5,6
7,5
9,7
5
Вертикаль-ное
4
Расц.
1-74
2-45
3-32
4-42
5-93
7-66
6
5
Расц.
2-00
2-82
3-82
5-10
6-83
8-83
7
6
Расц.
2-33
3-29
4-45
5-94
7-95
10-28
8
Н.вр.
2,5
3,5
4,8
6,4
8,5
11
9
Потолоч-ное и
4
Расц.
1-98
2-77
3-79
5-06
6-72
8-69
docs.cntd.ru
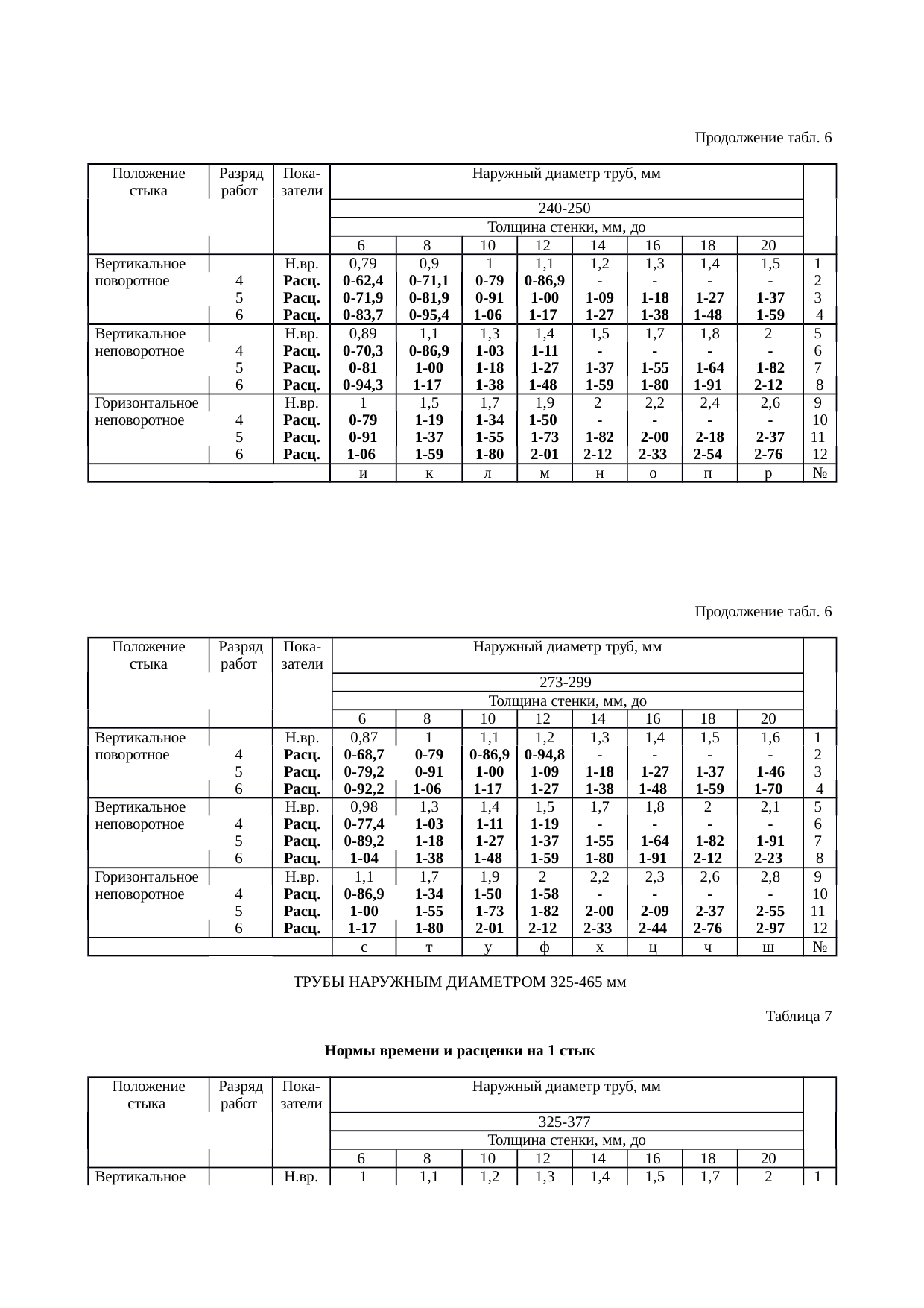
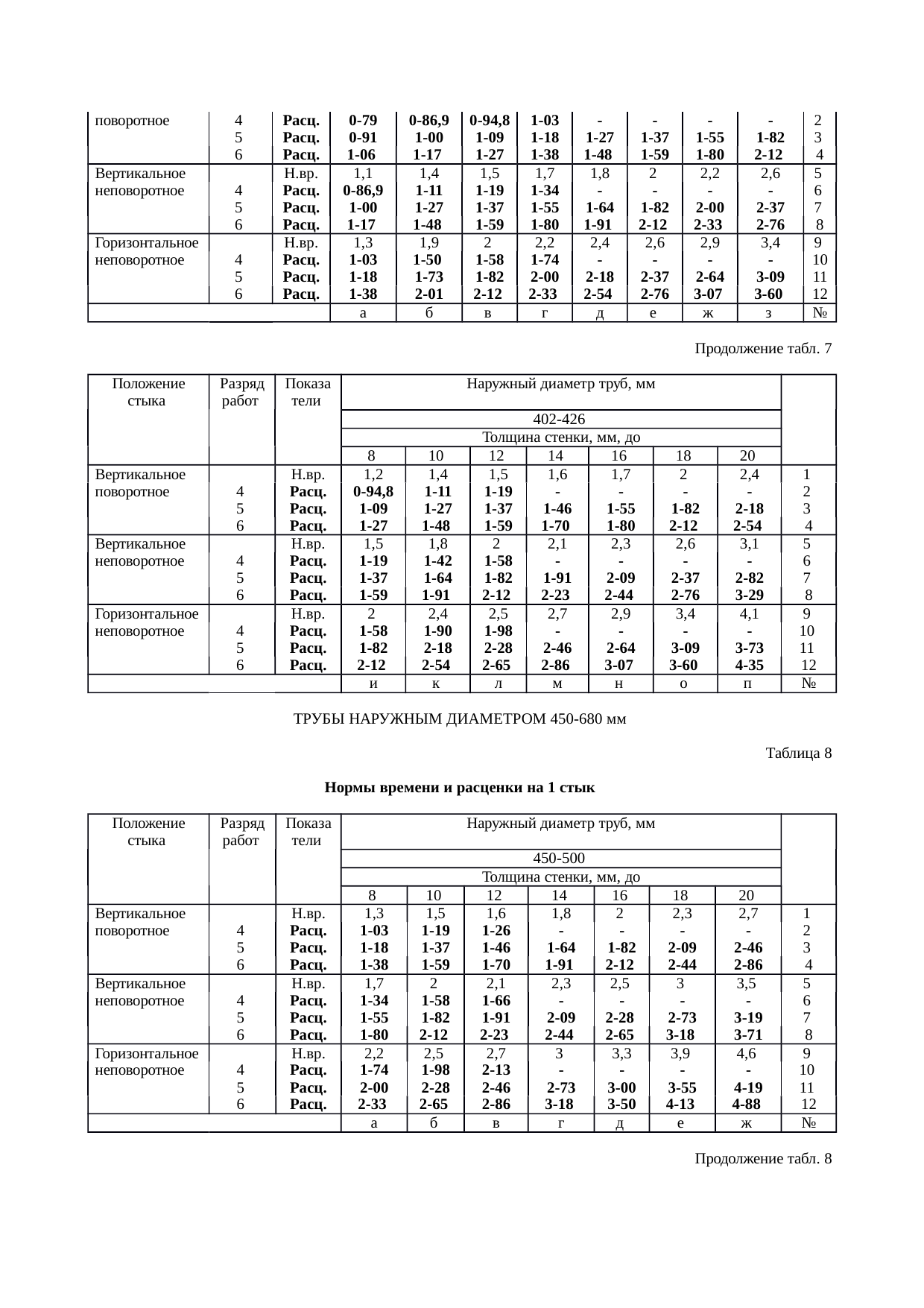
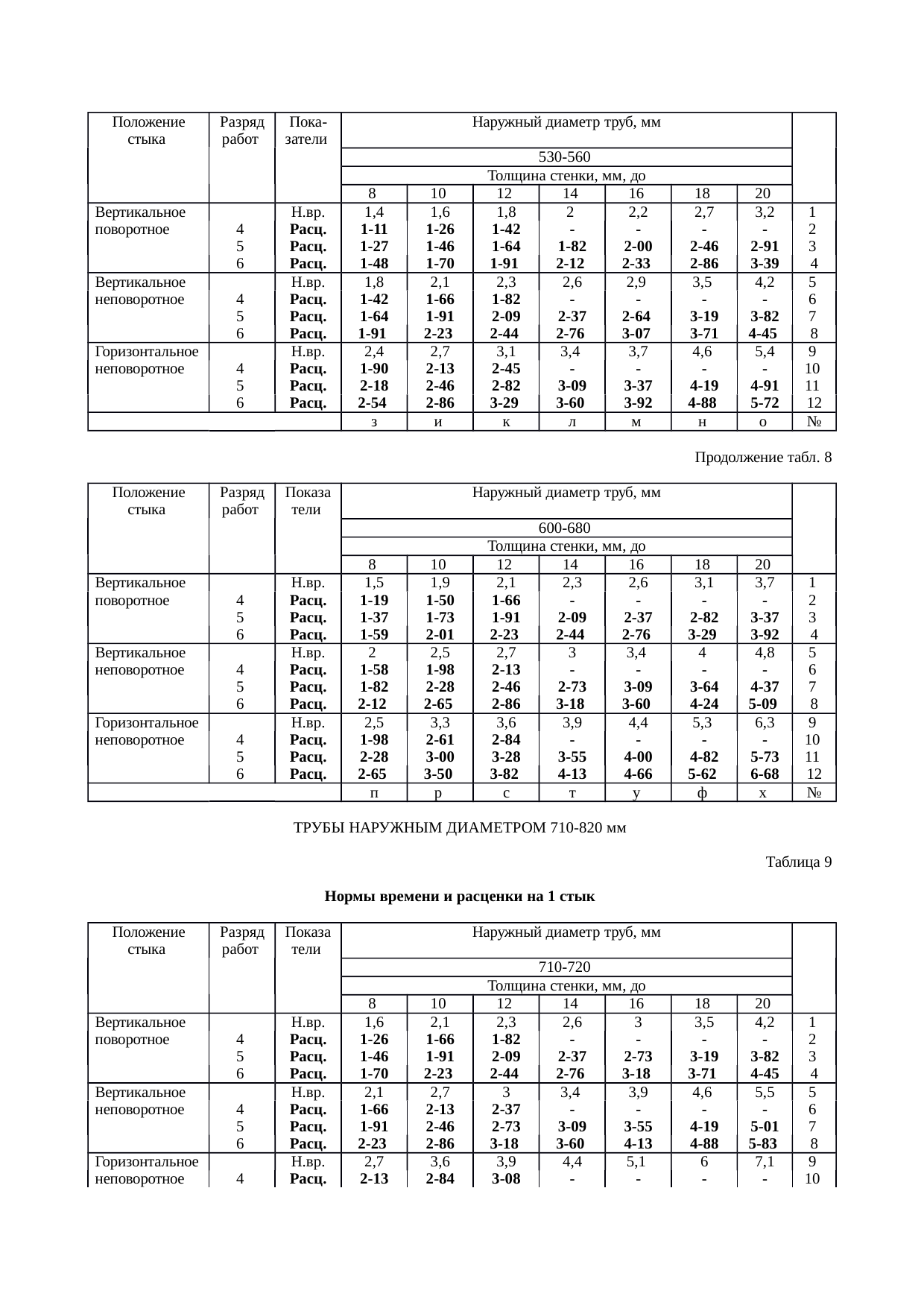
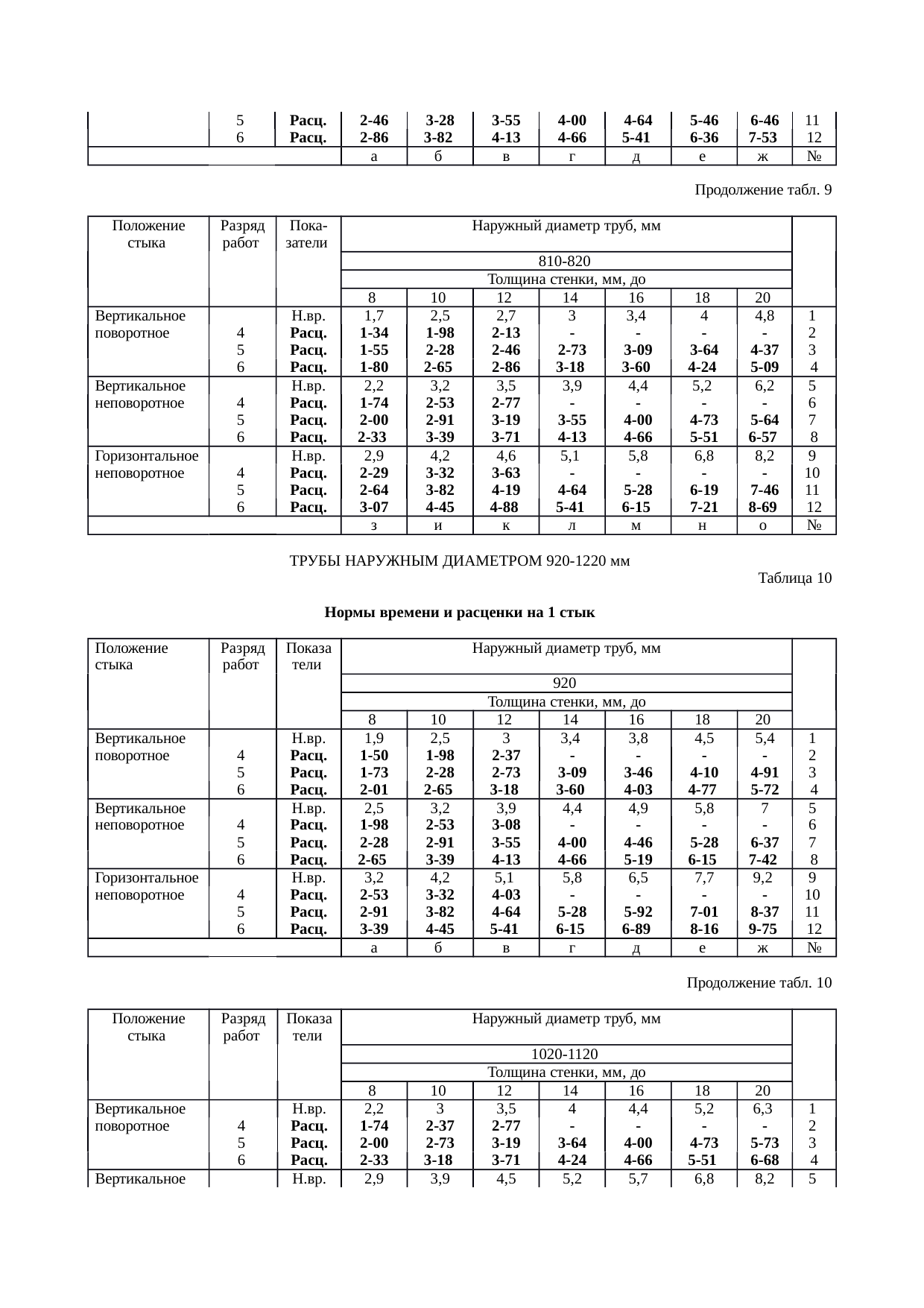
ЕНиР Сборник Е22 Выпуск 2
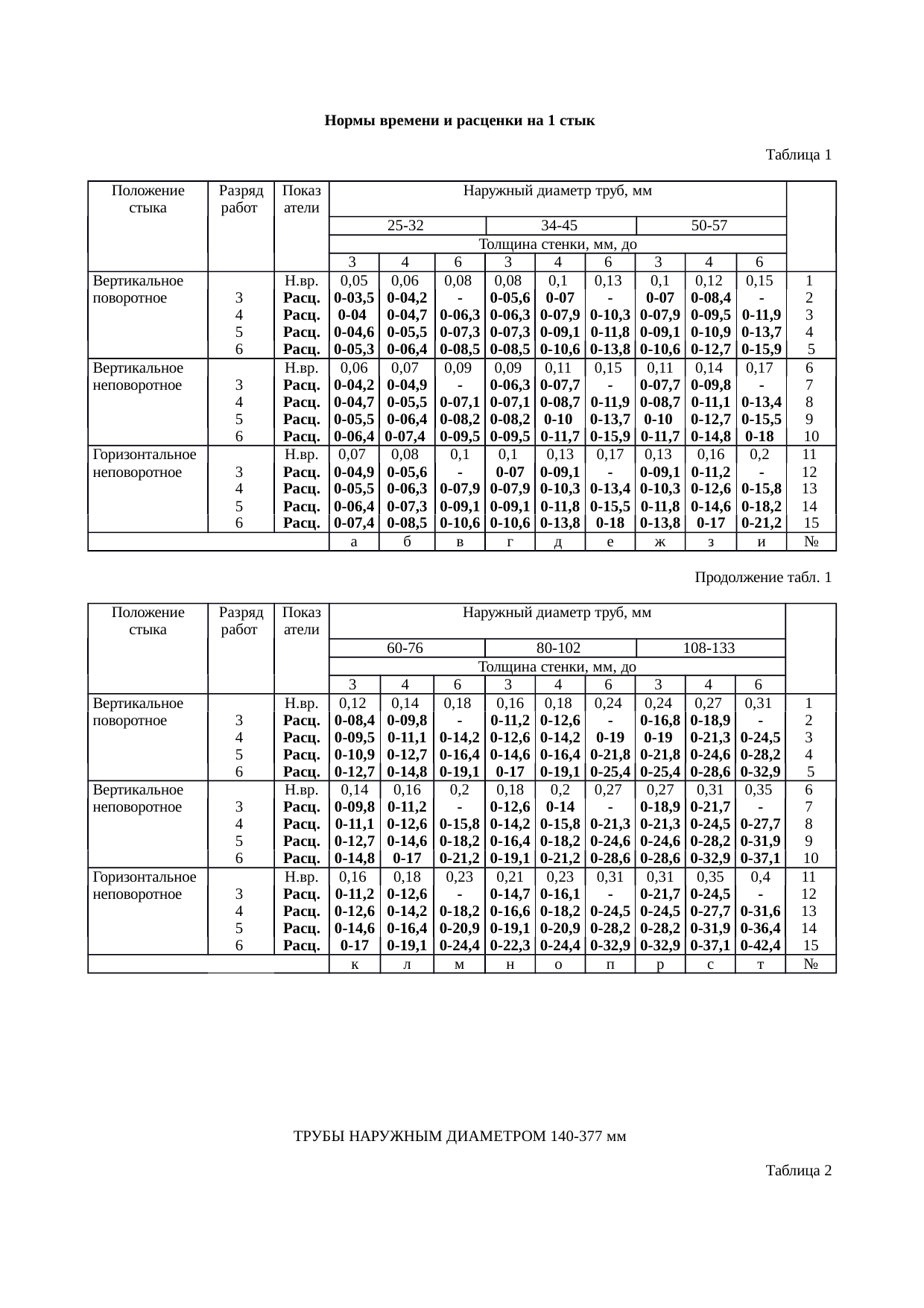
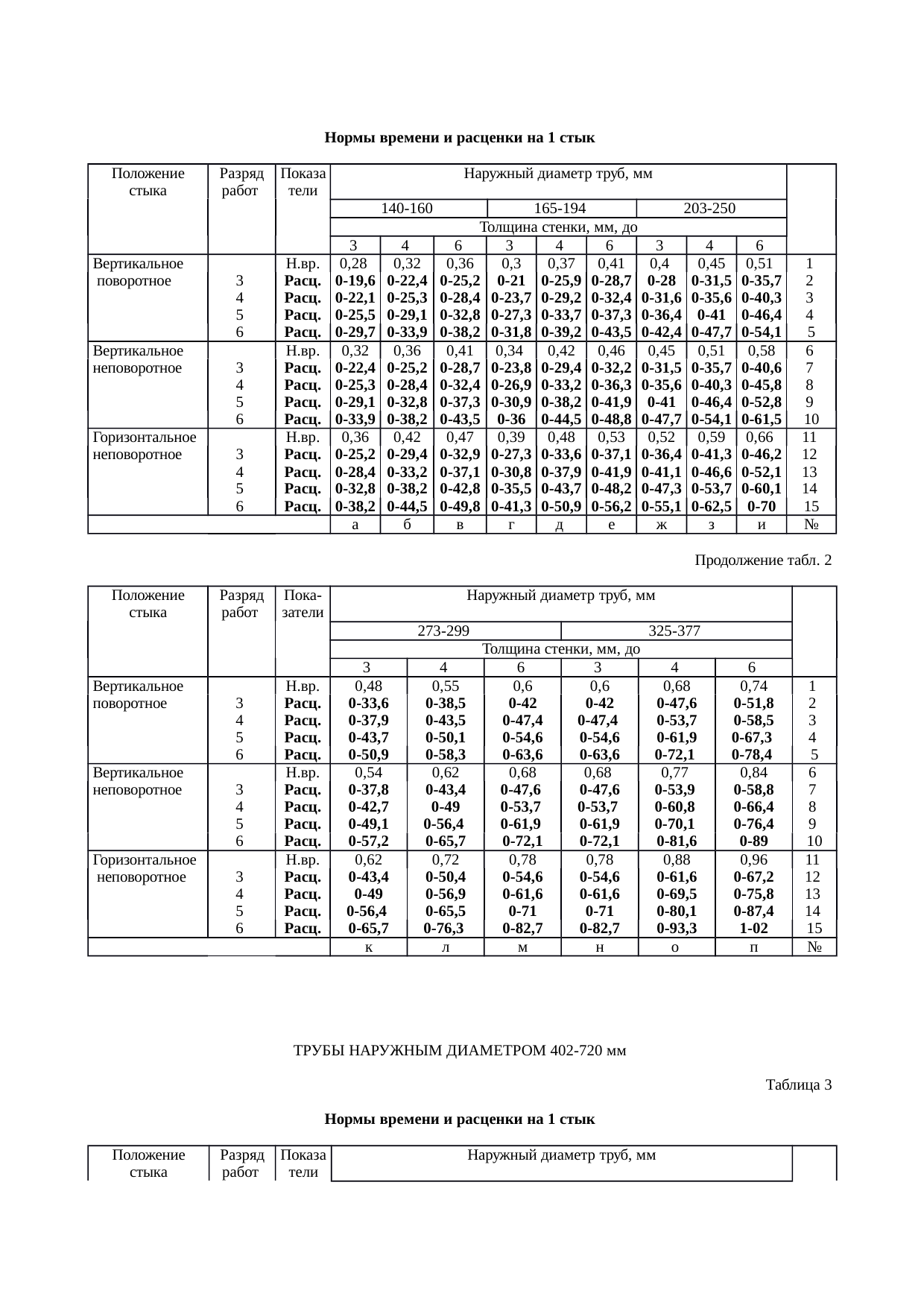
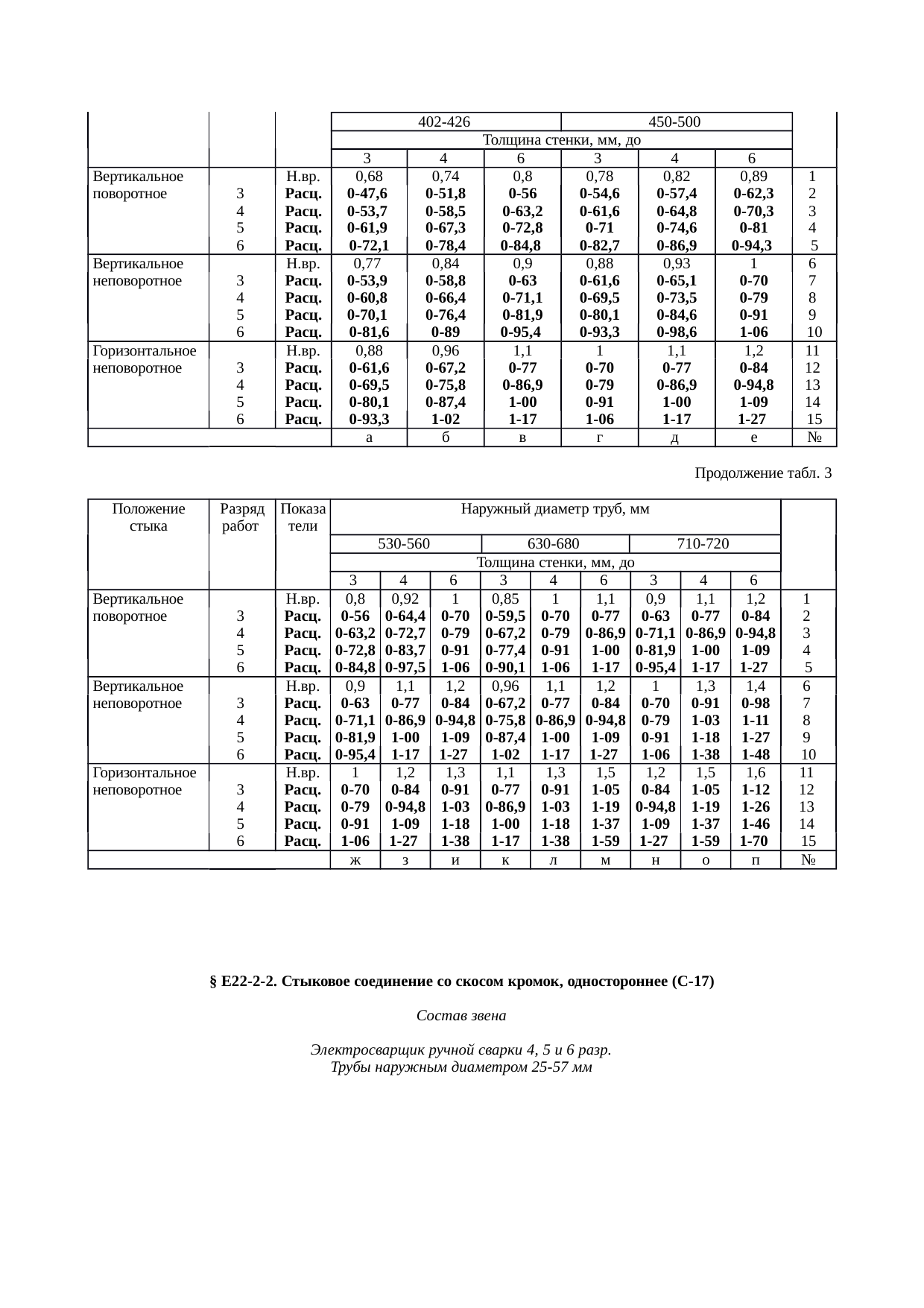
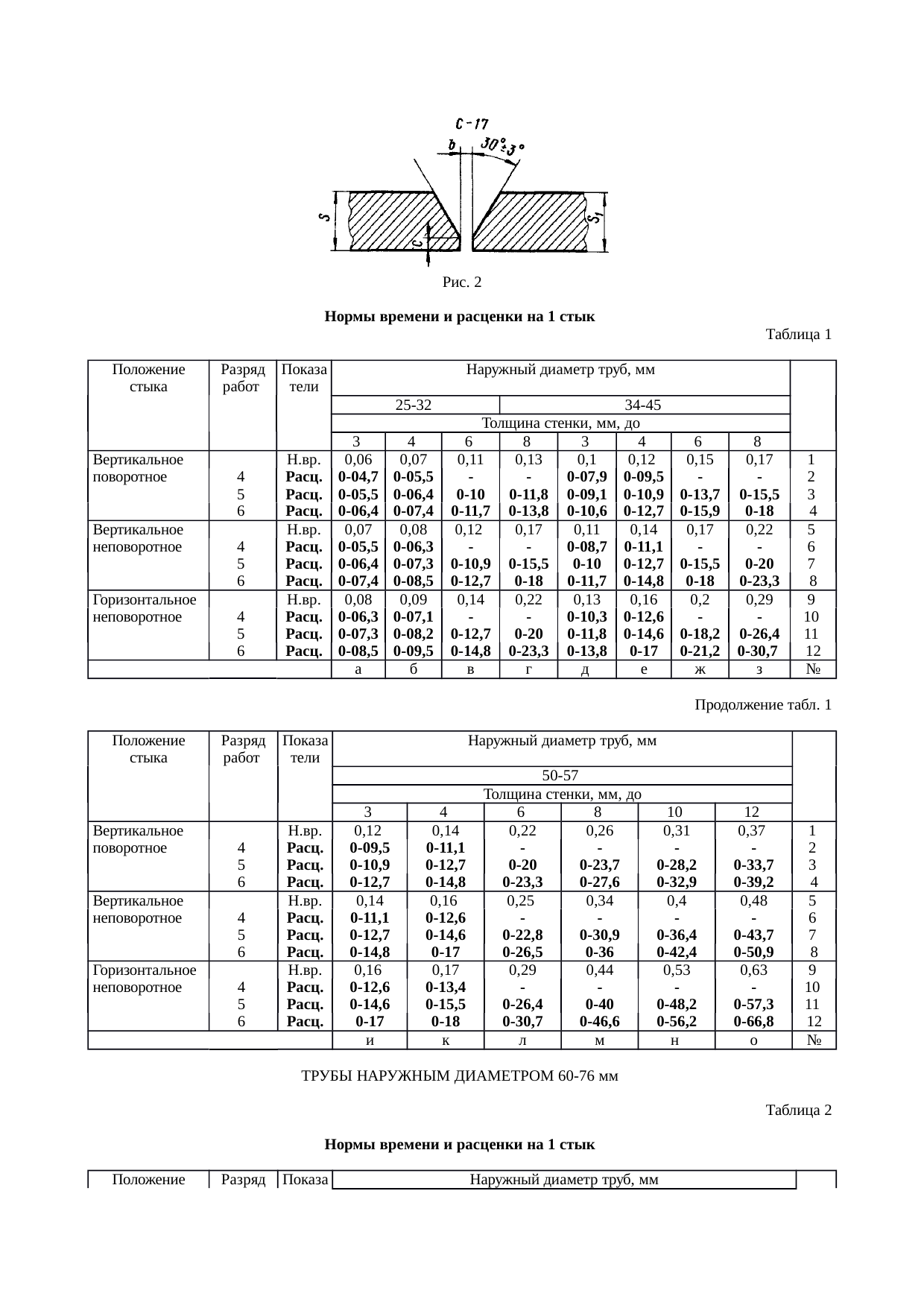
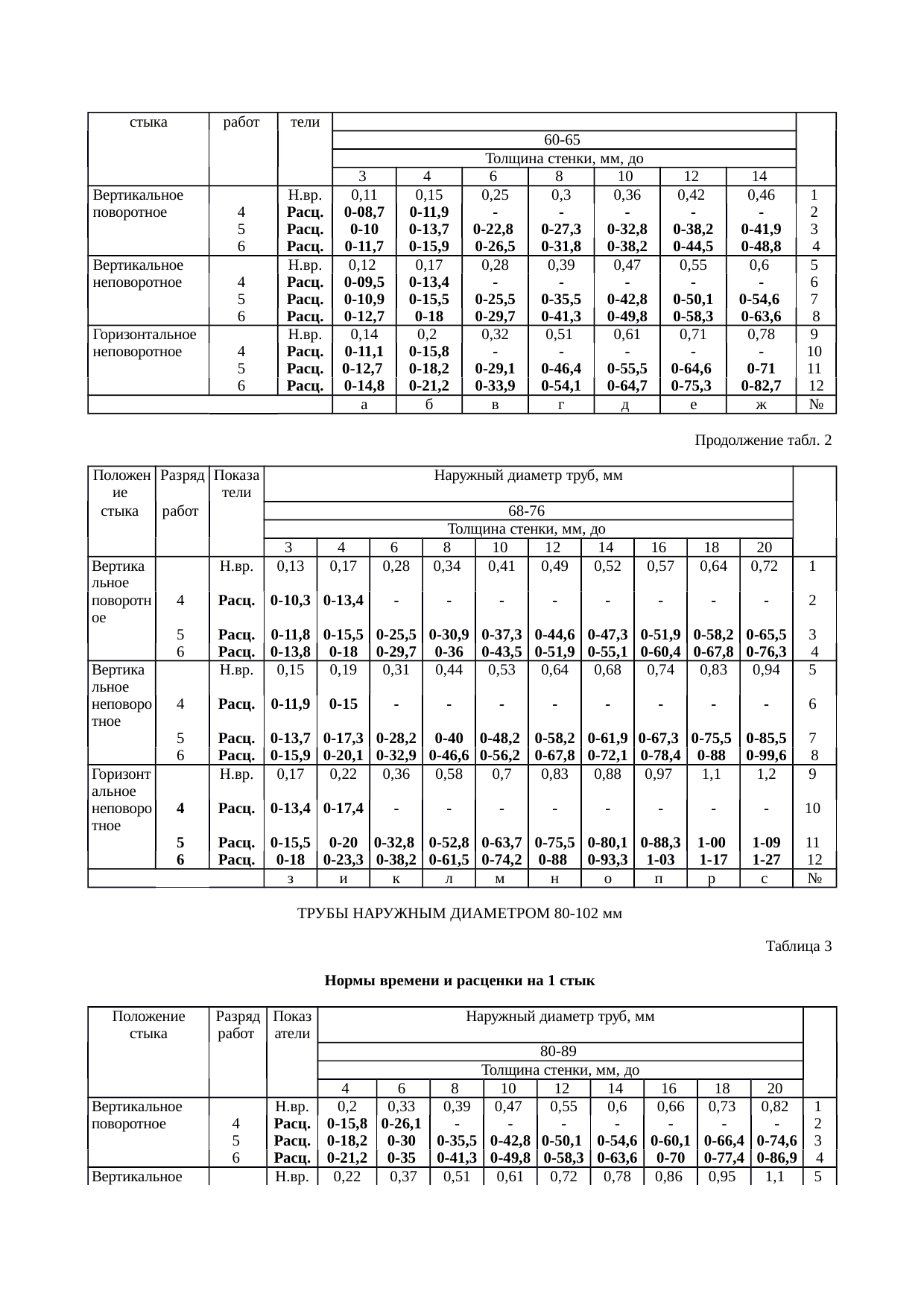
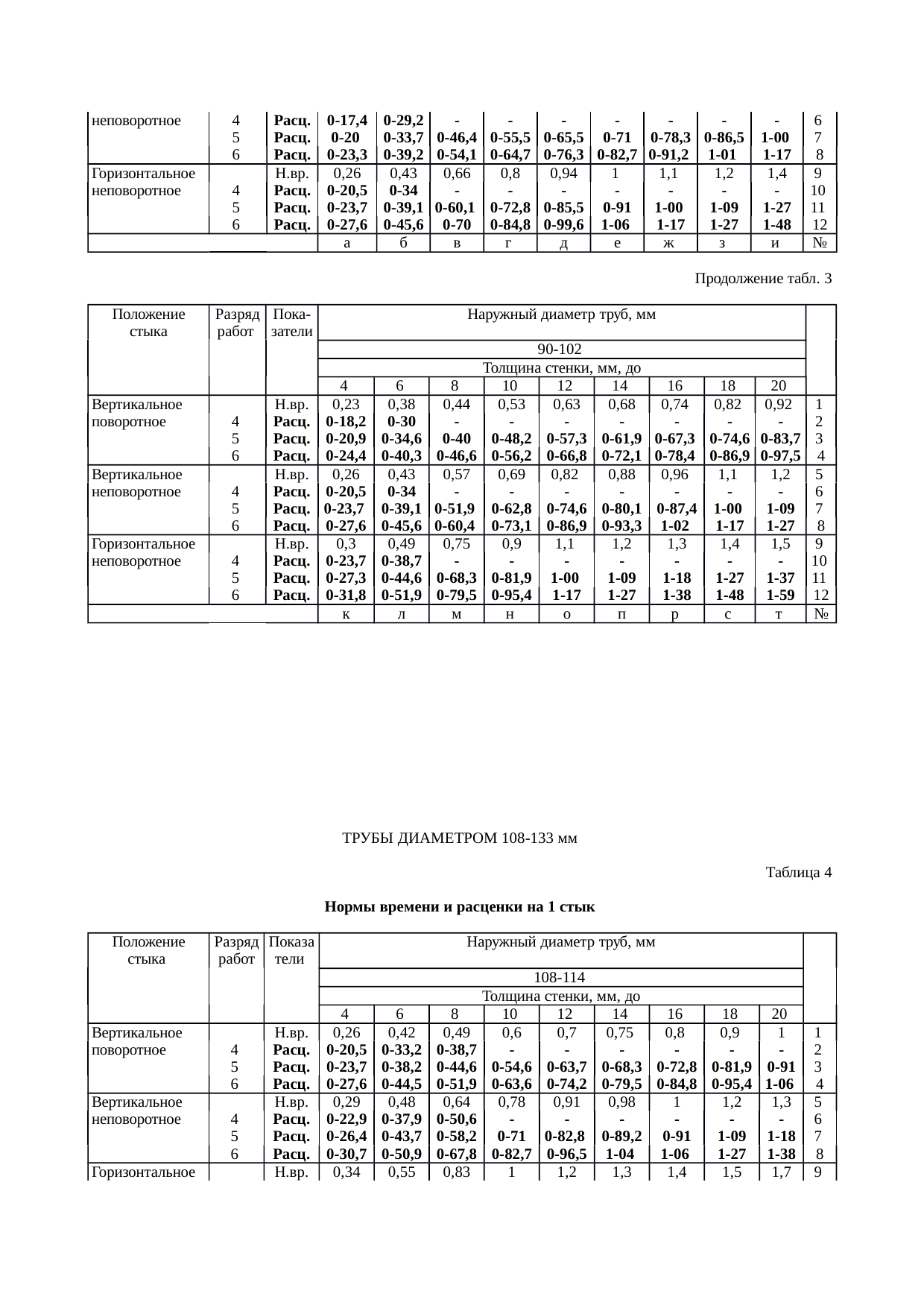
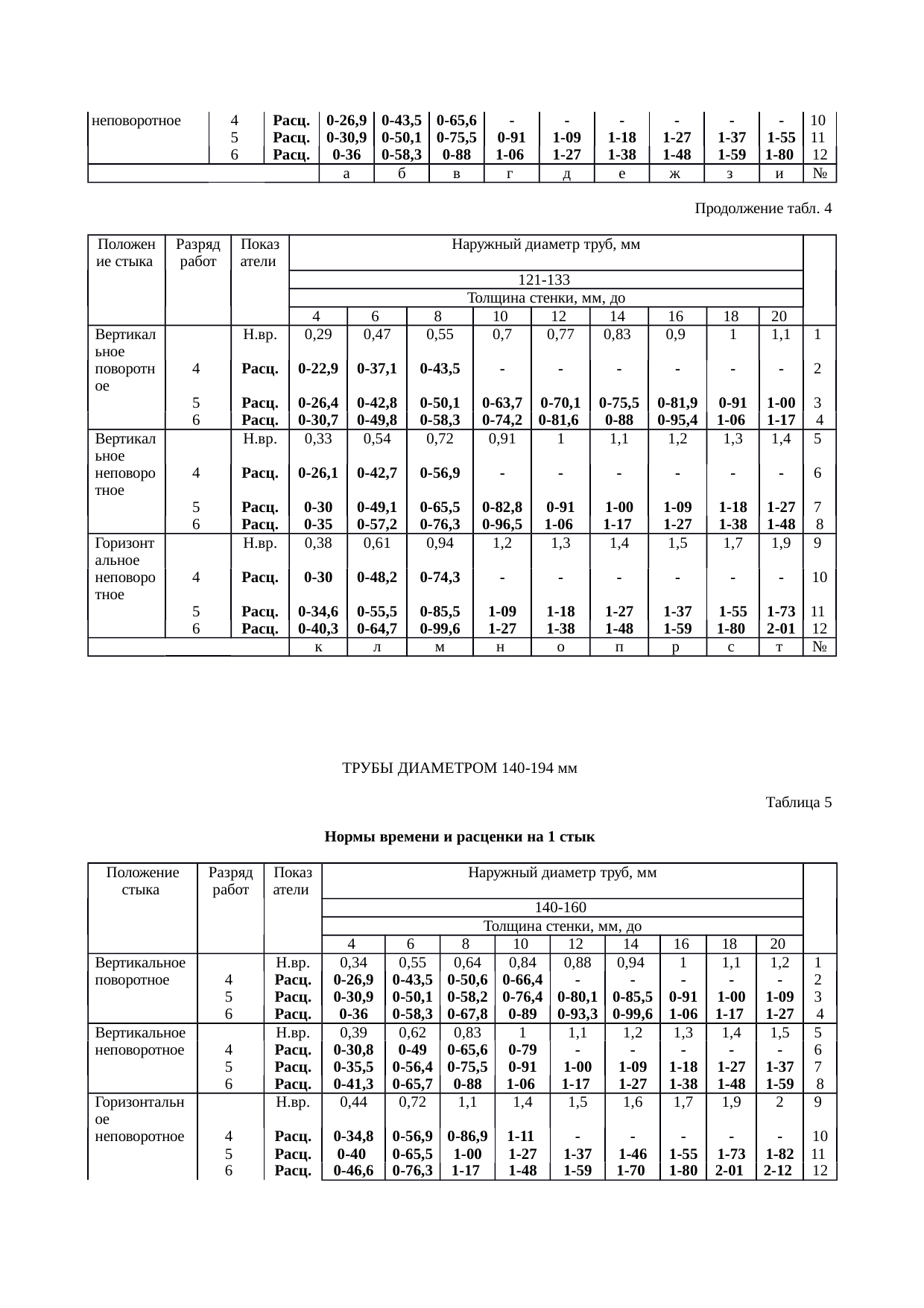
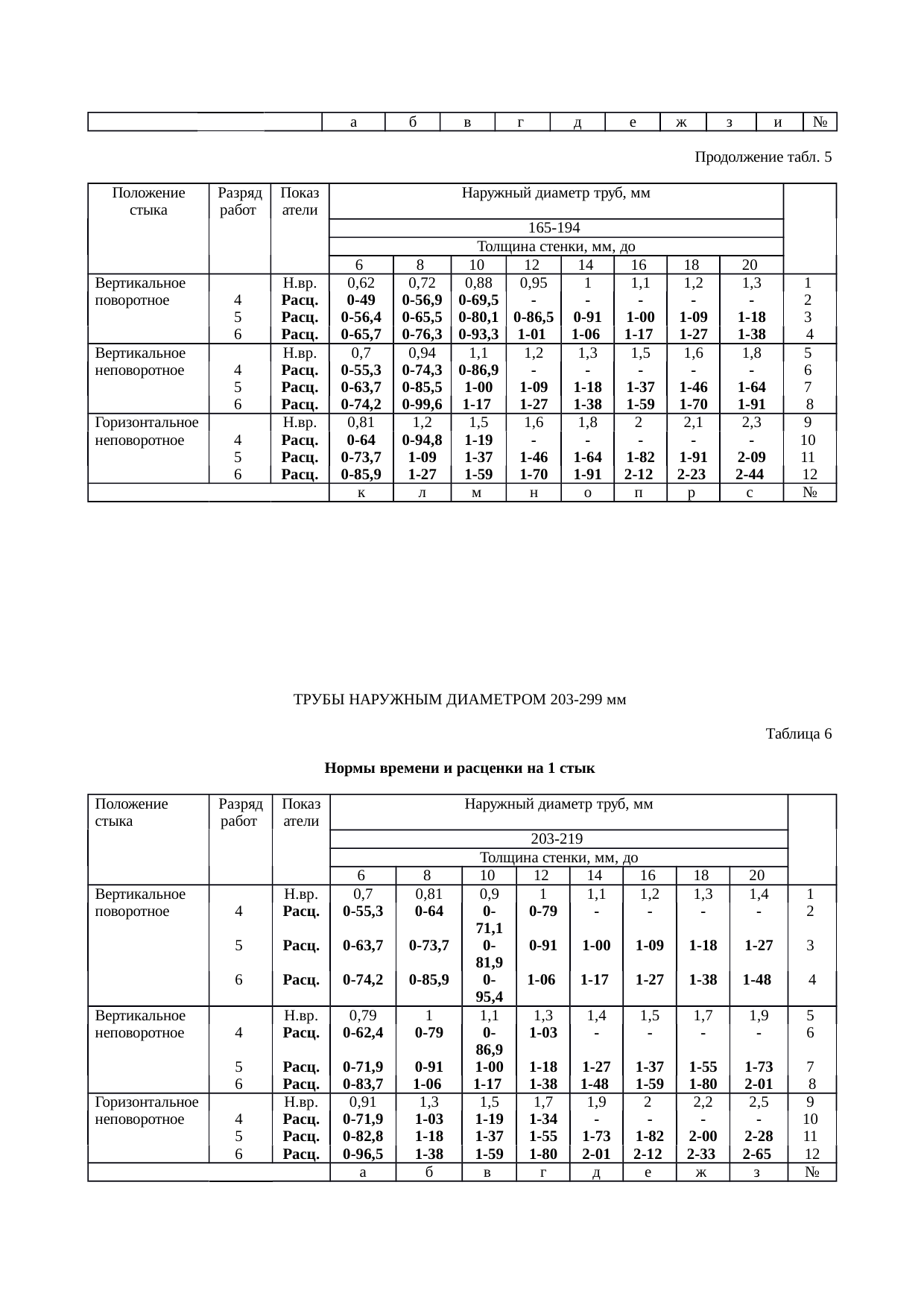
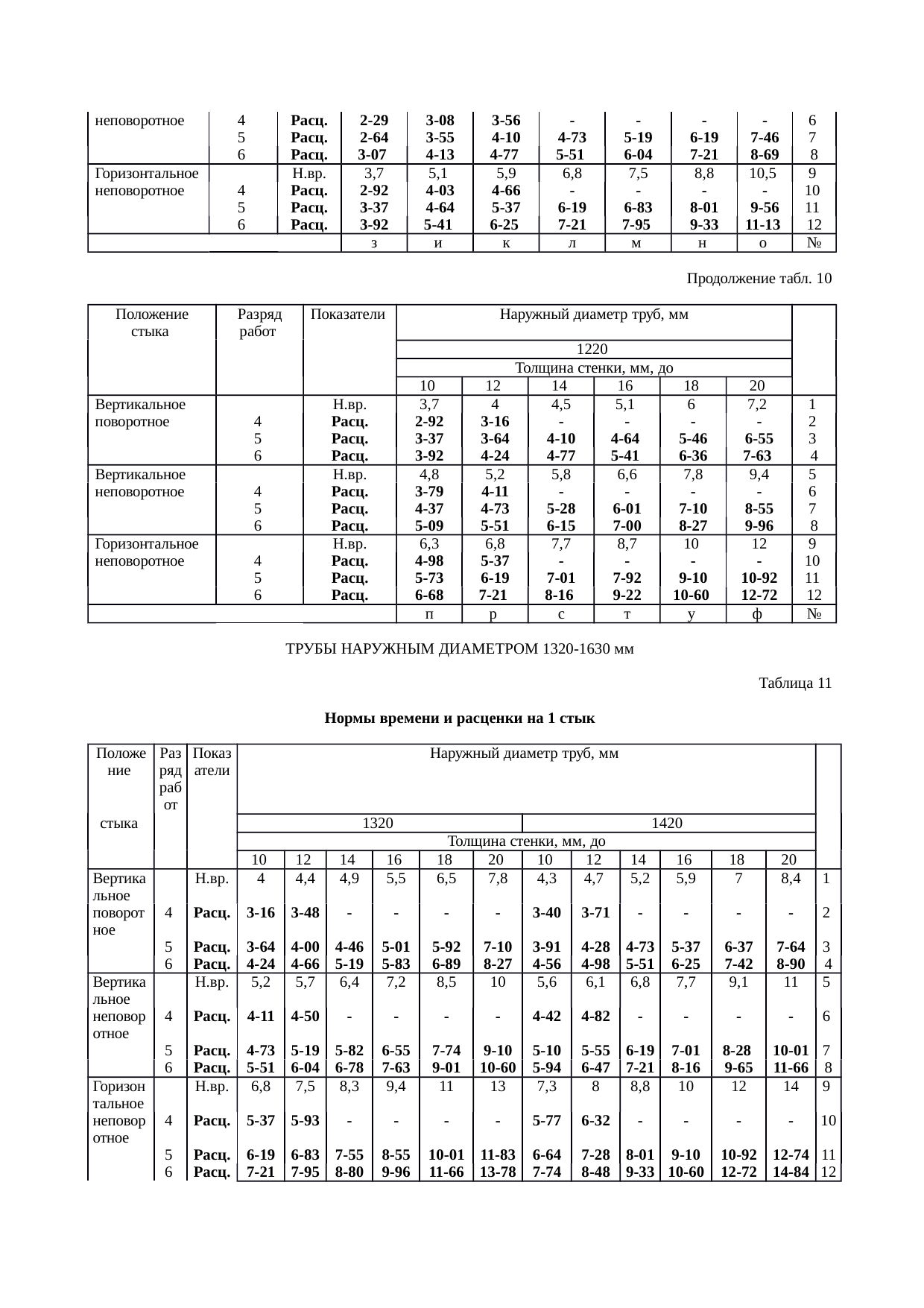
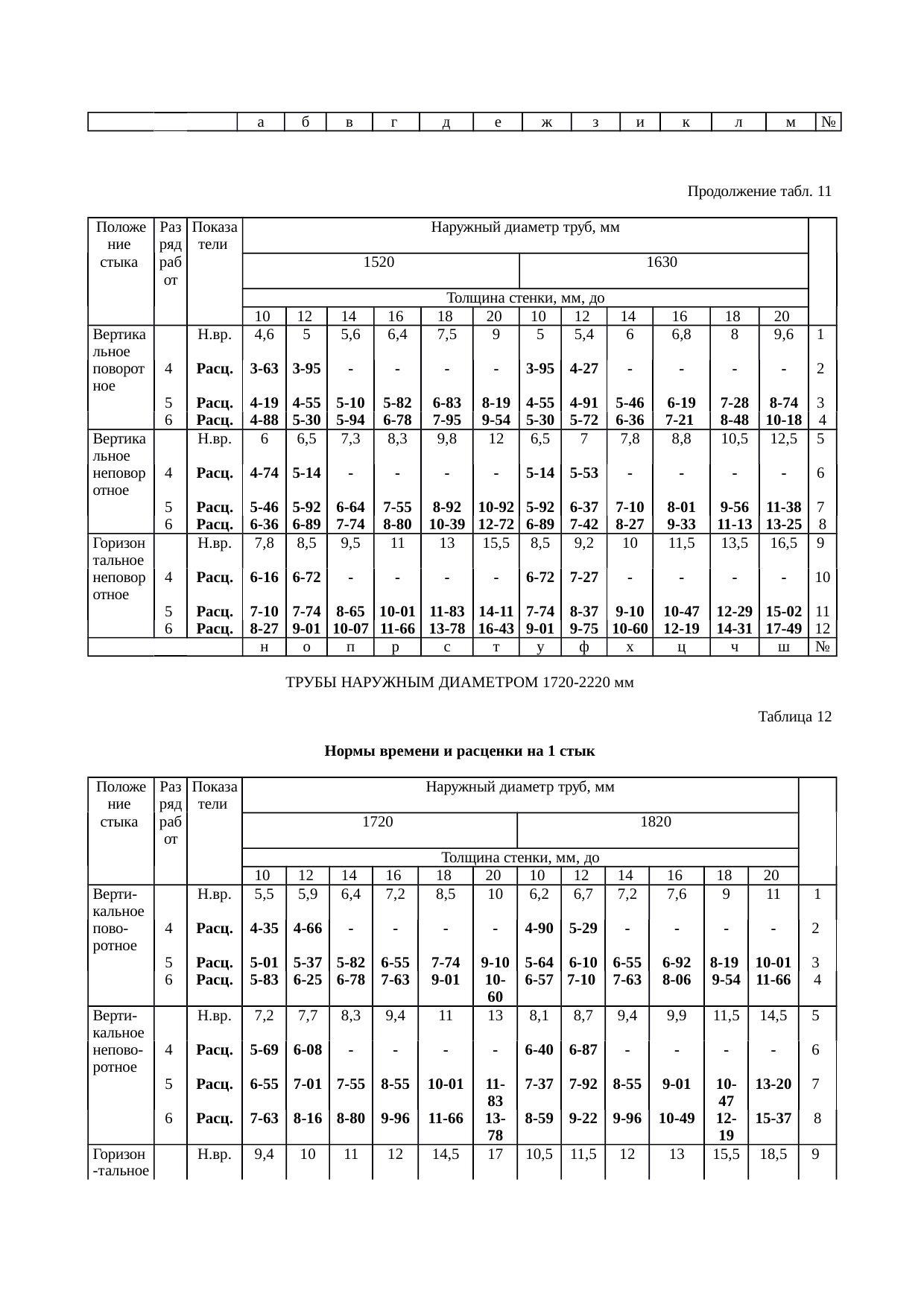
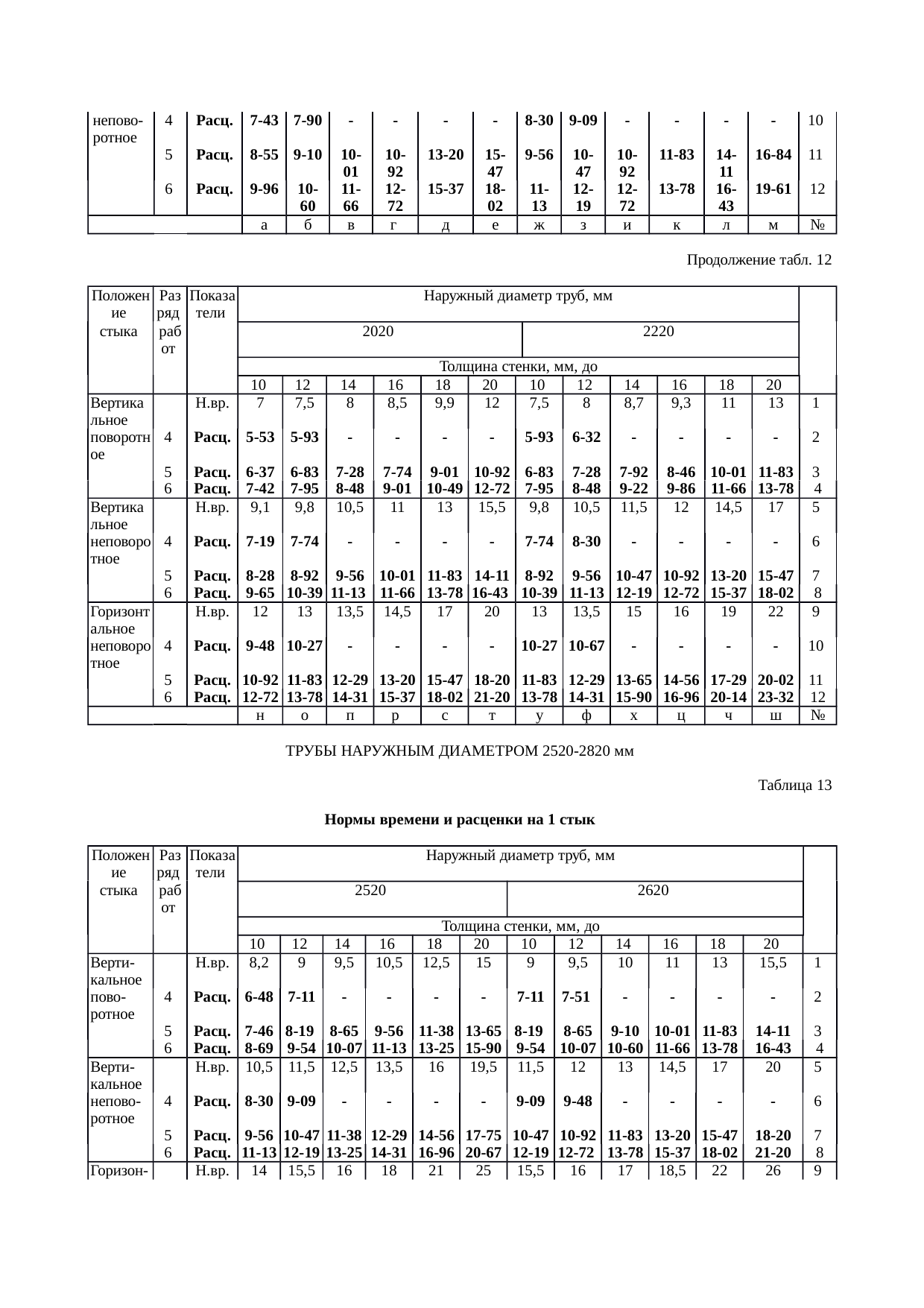
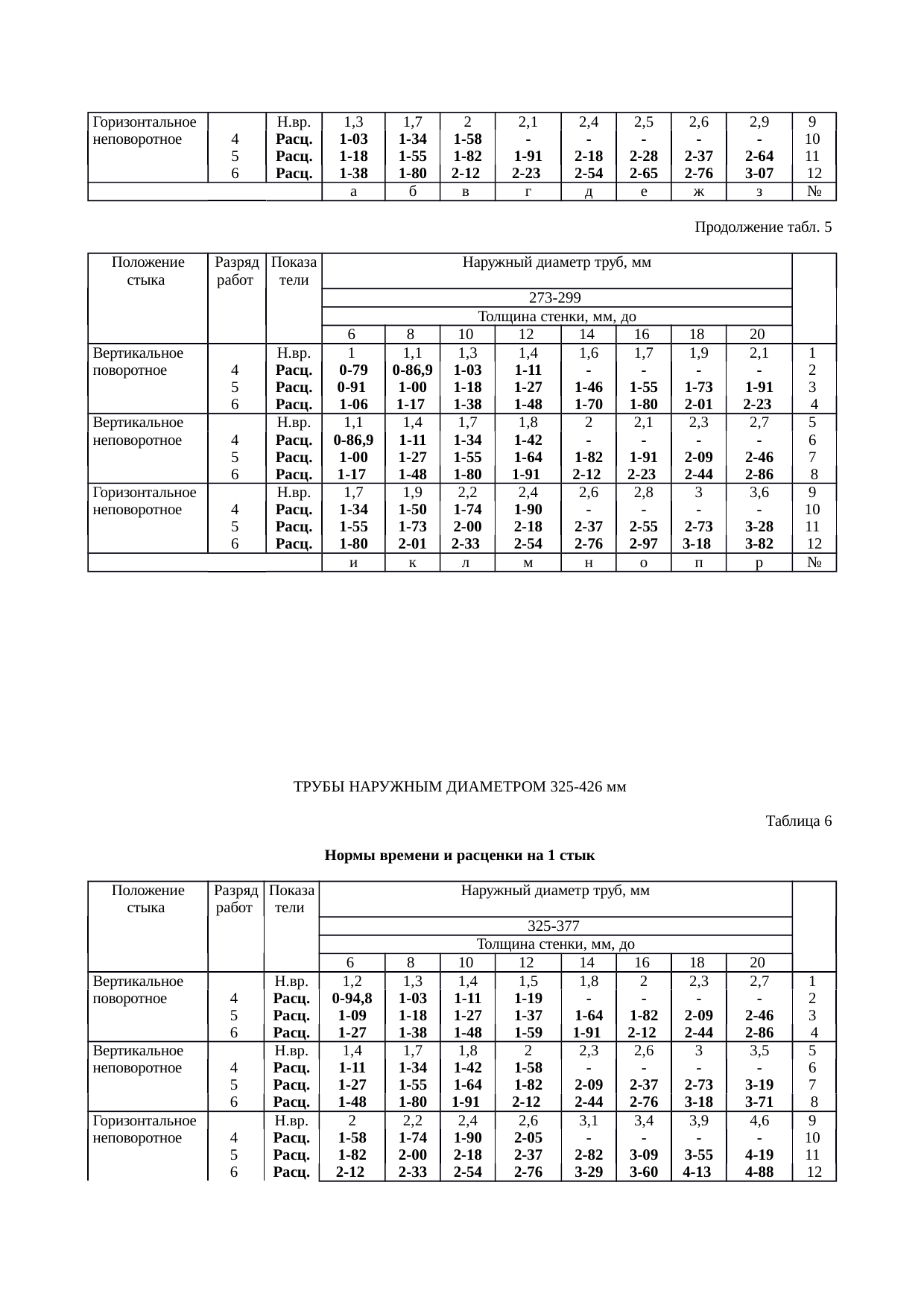
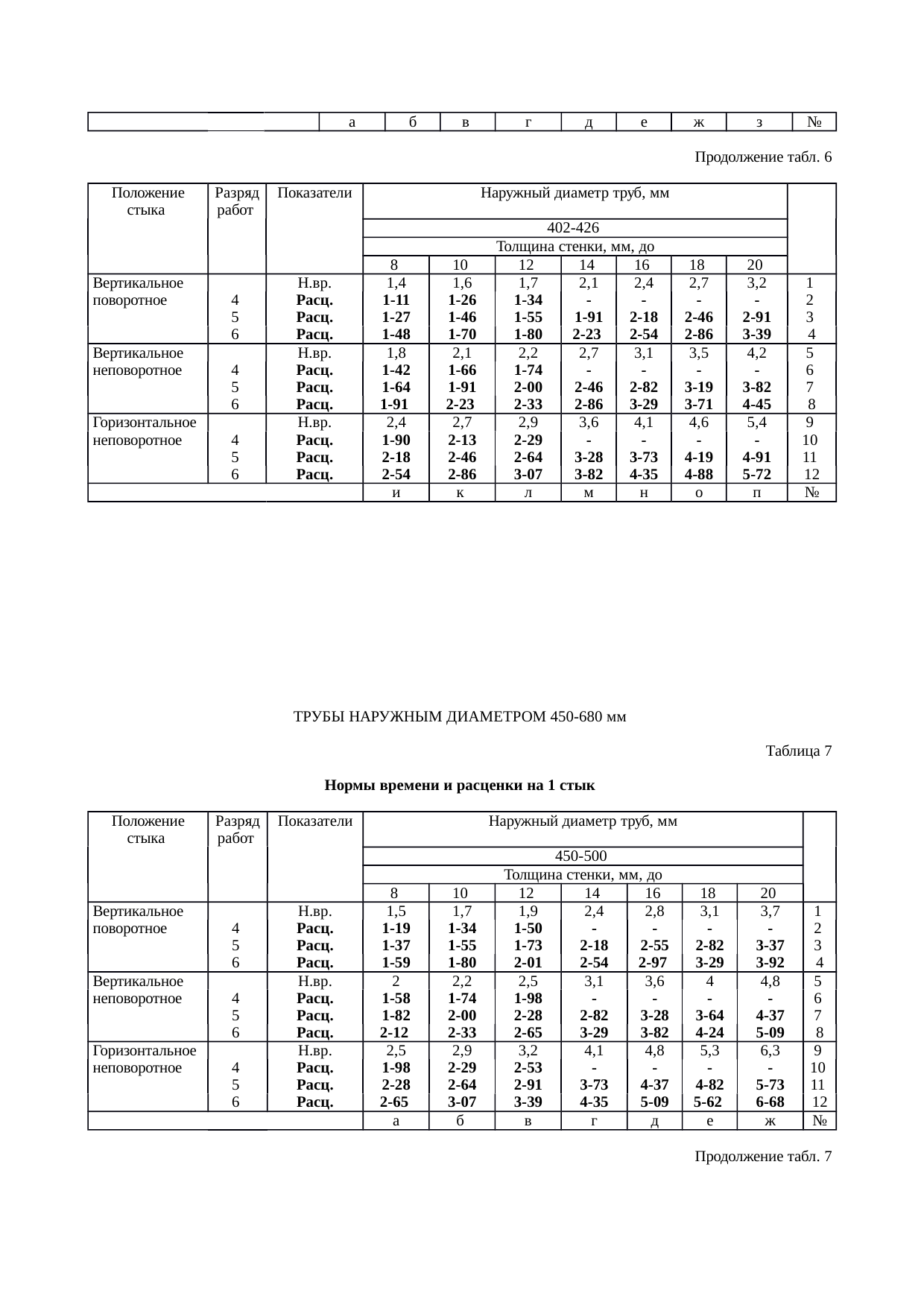
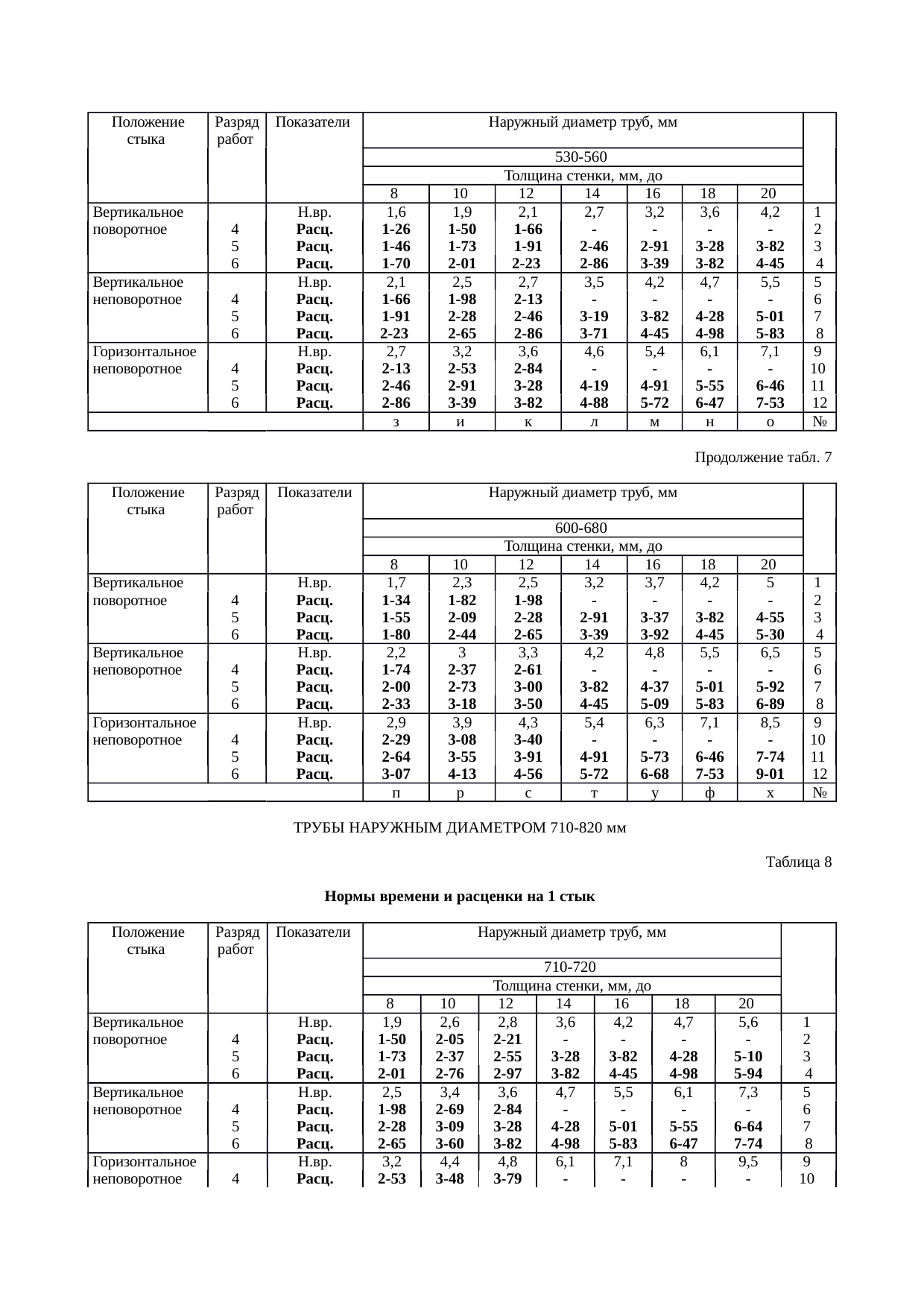
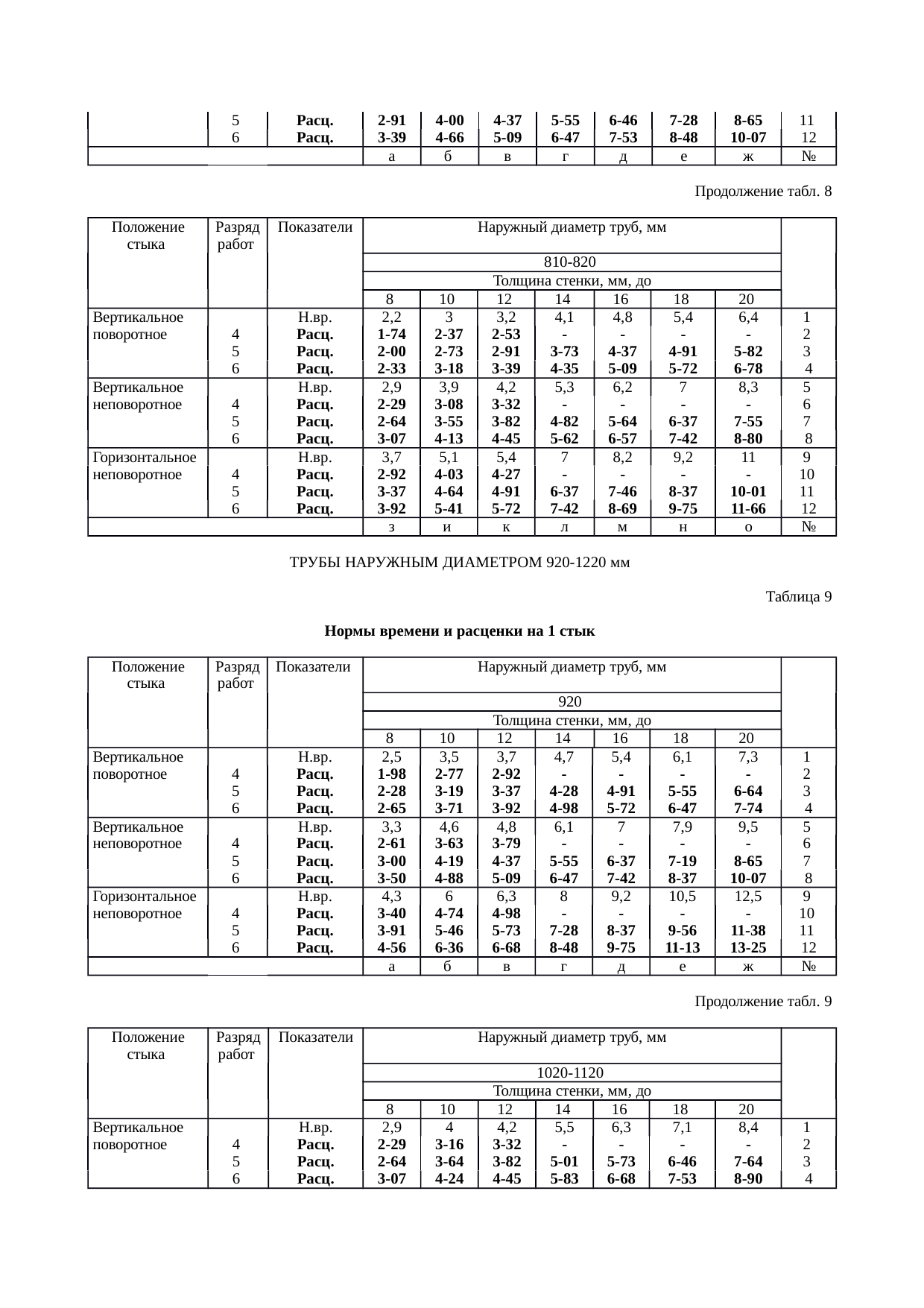
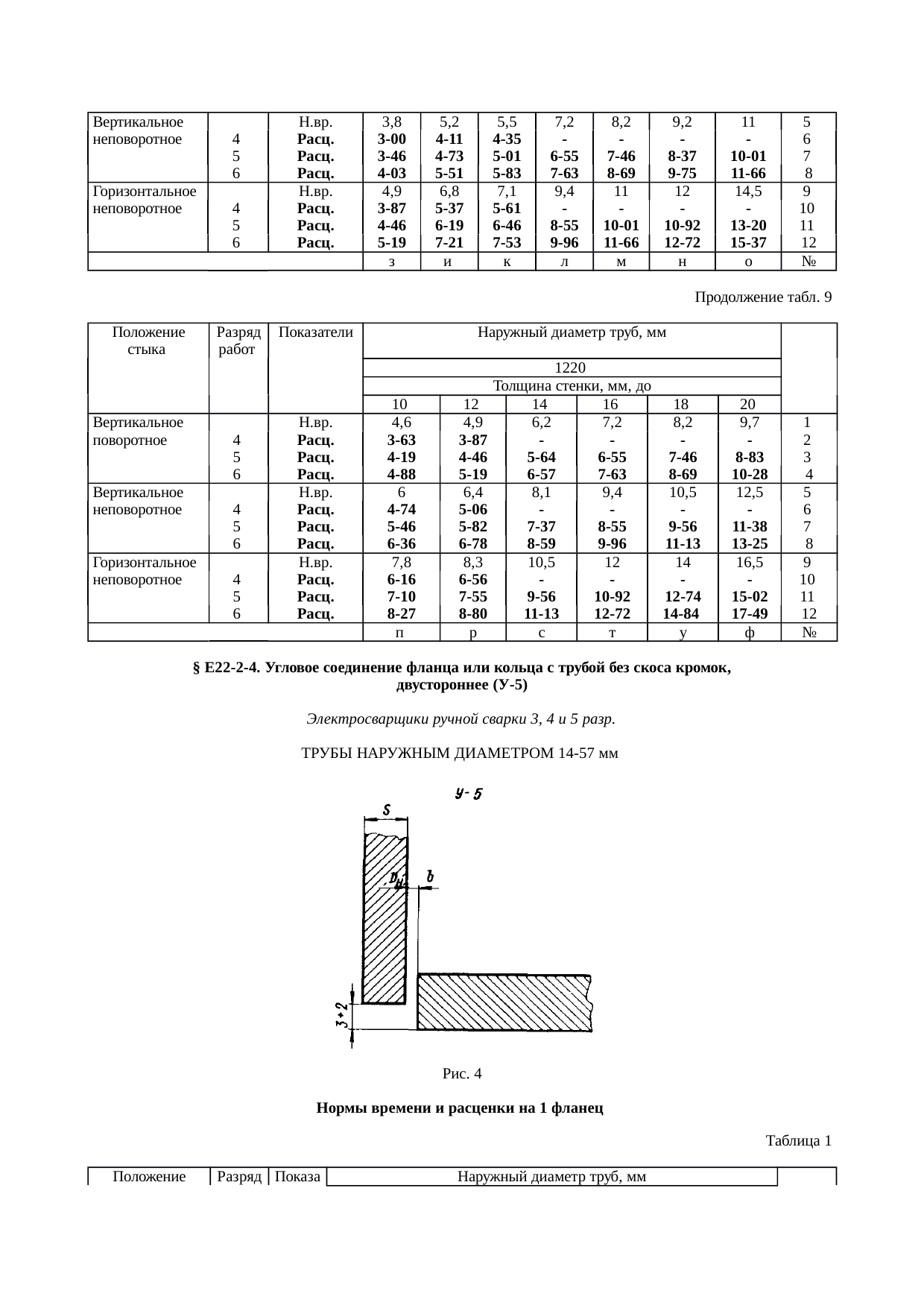
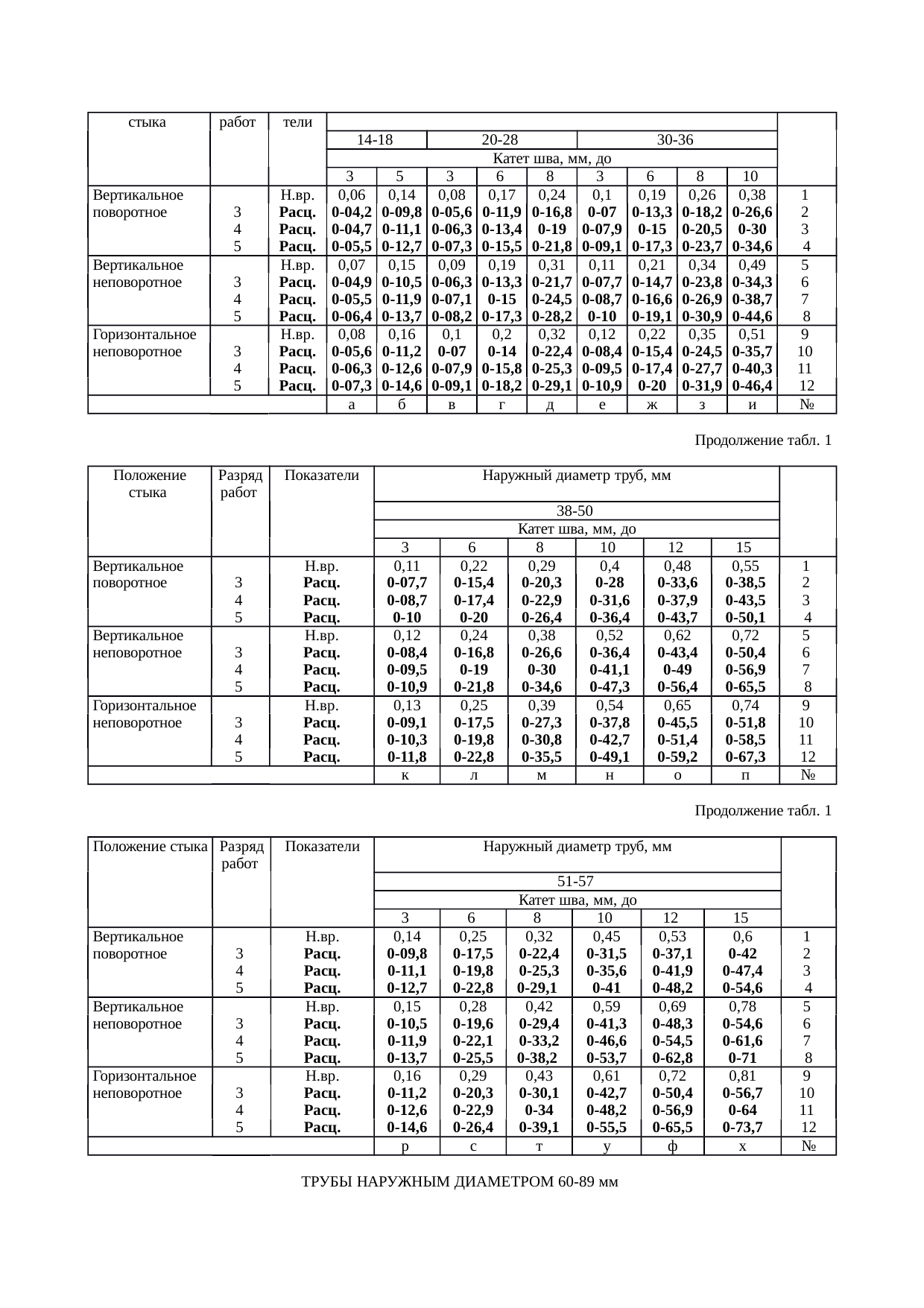
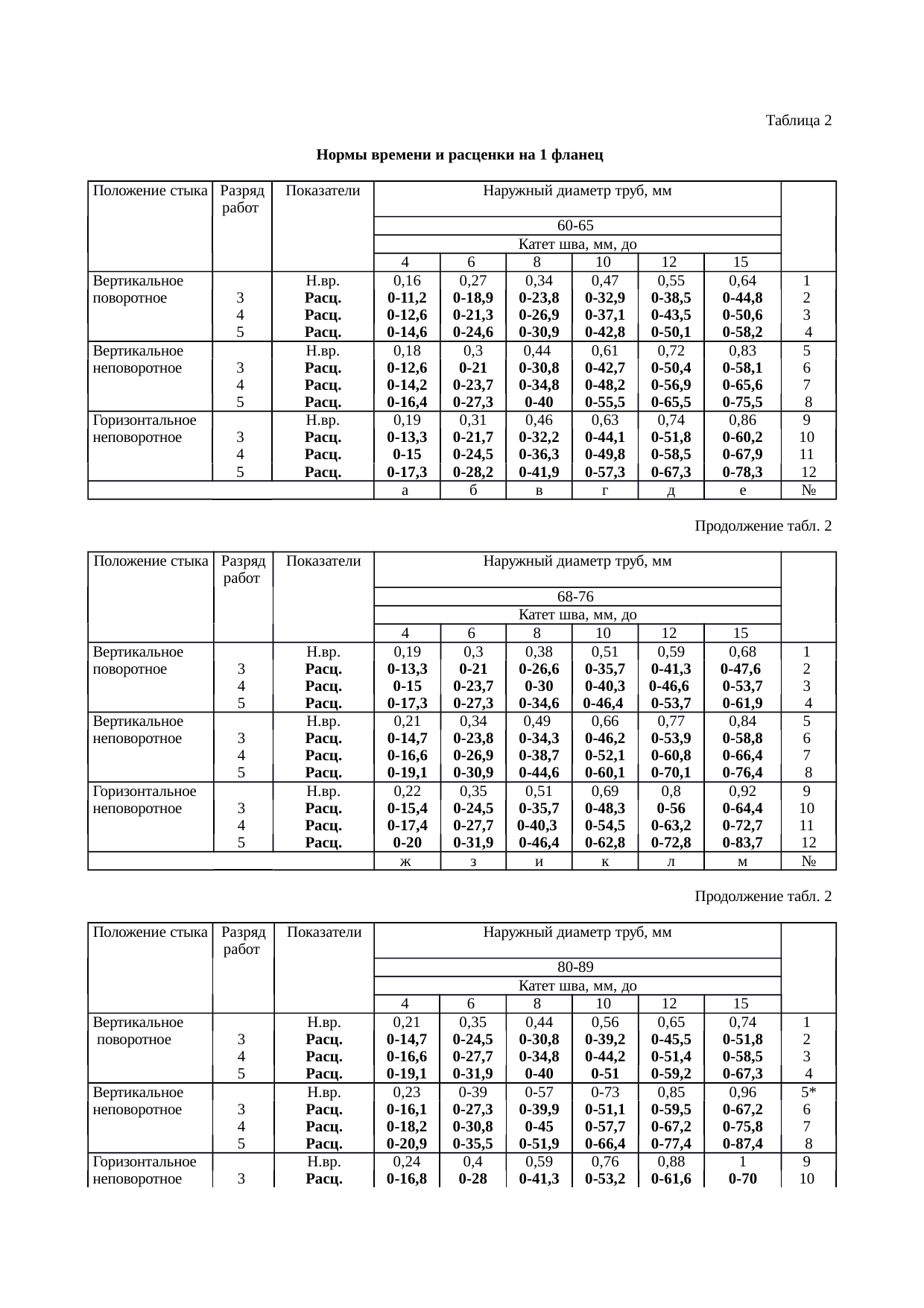
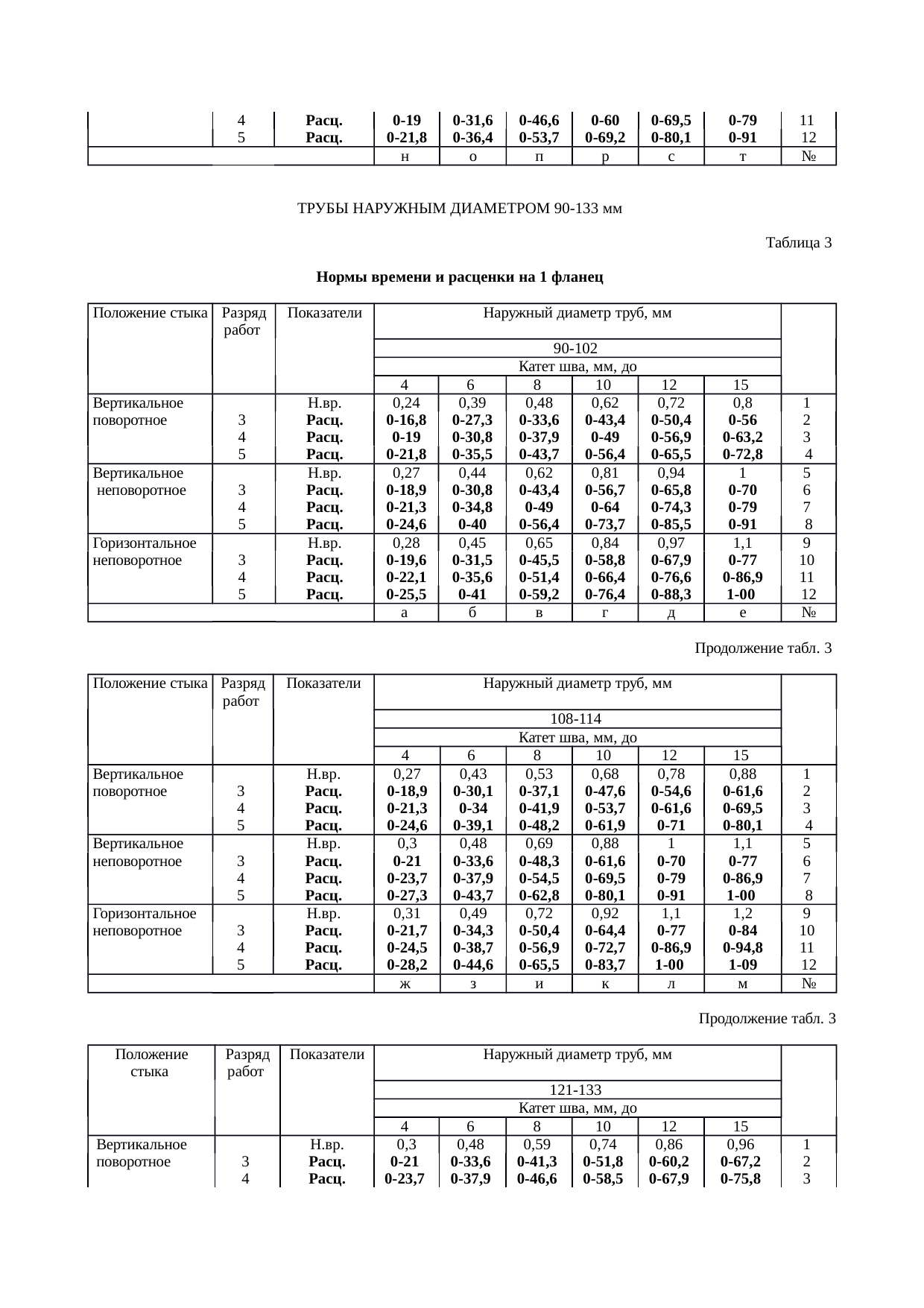
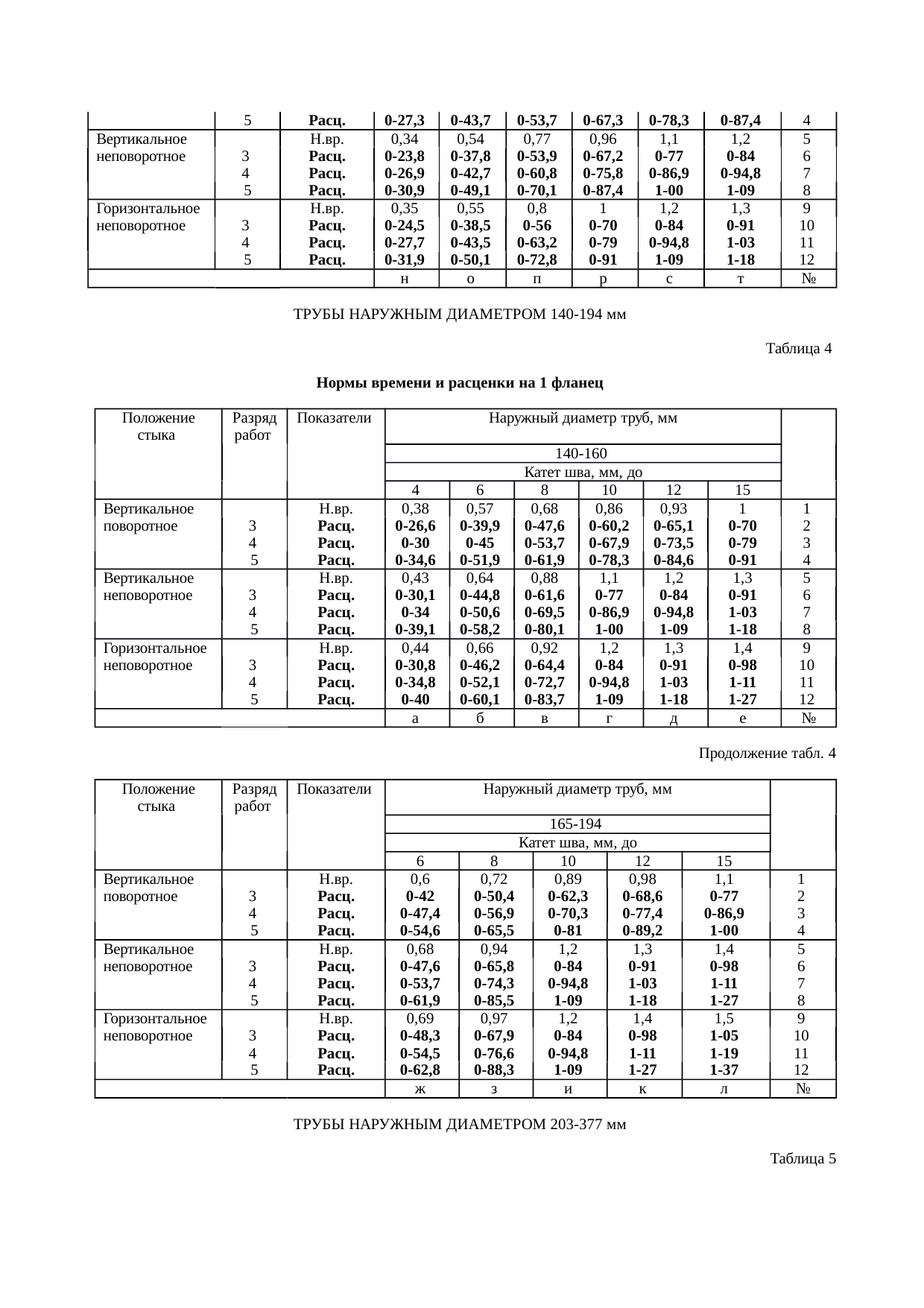
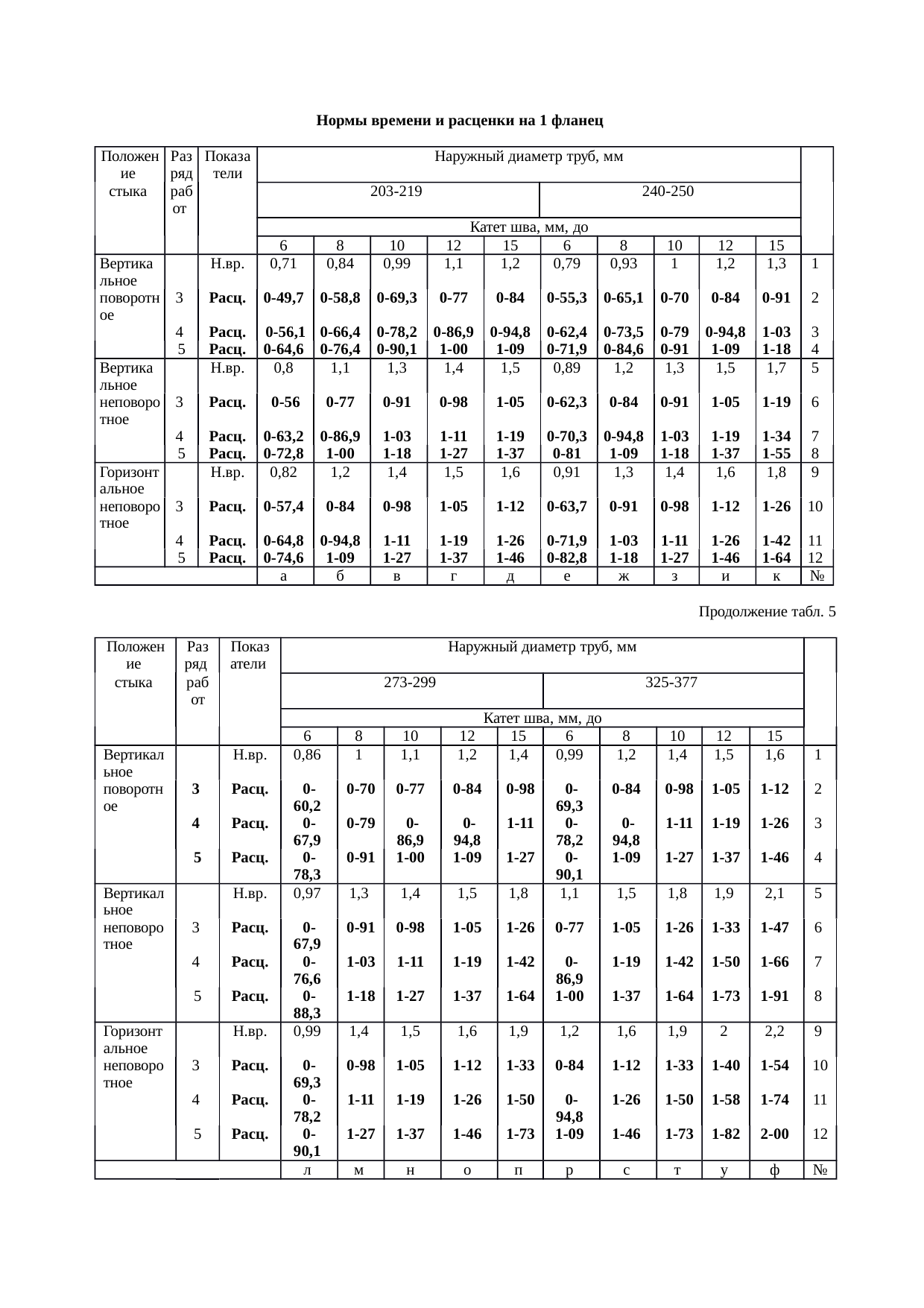
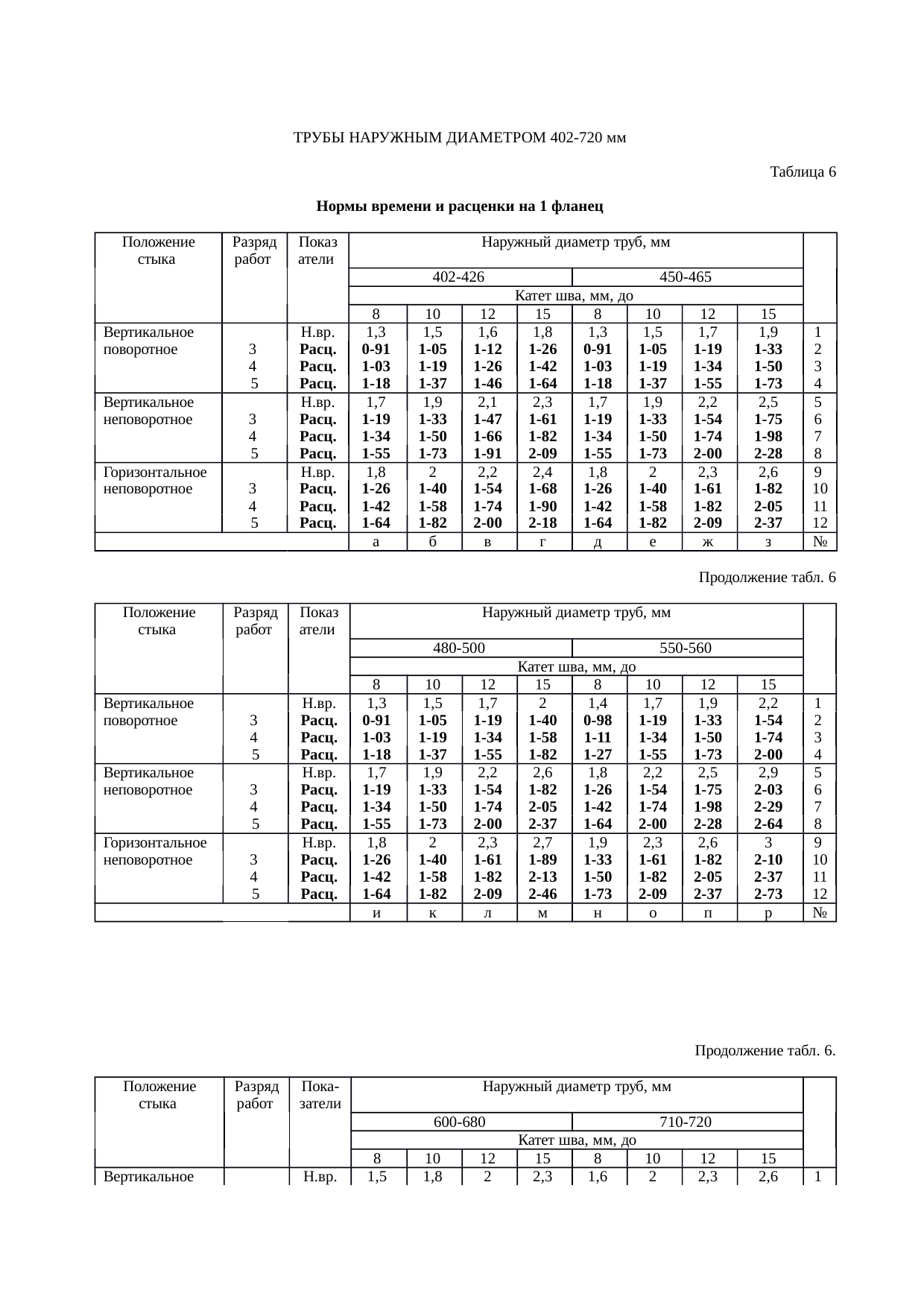
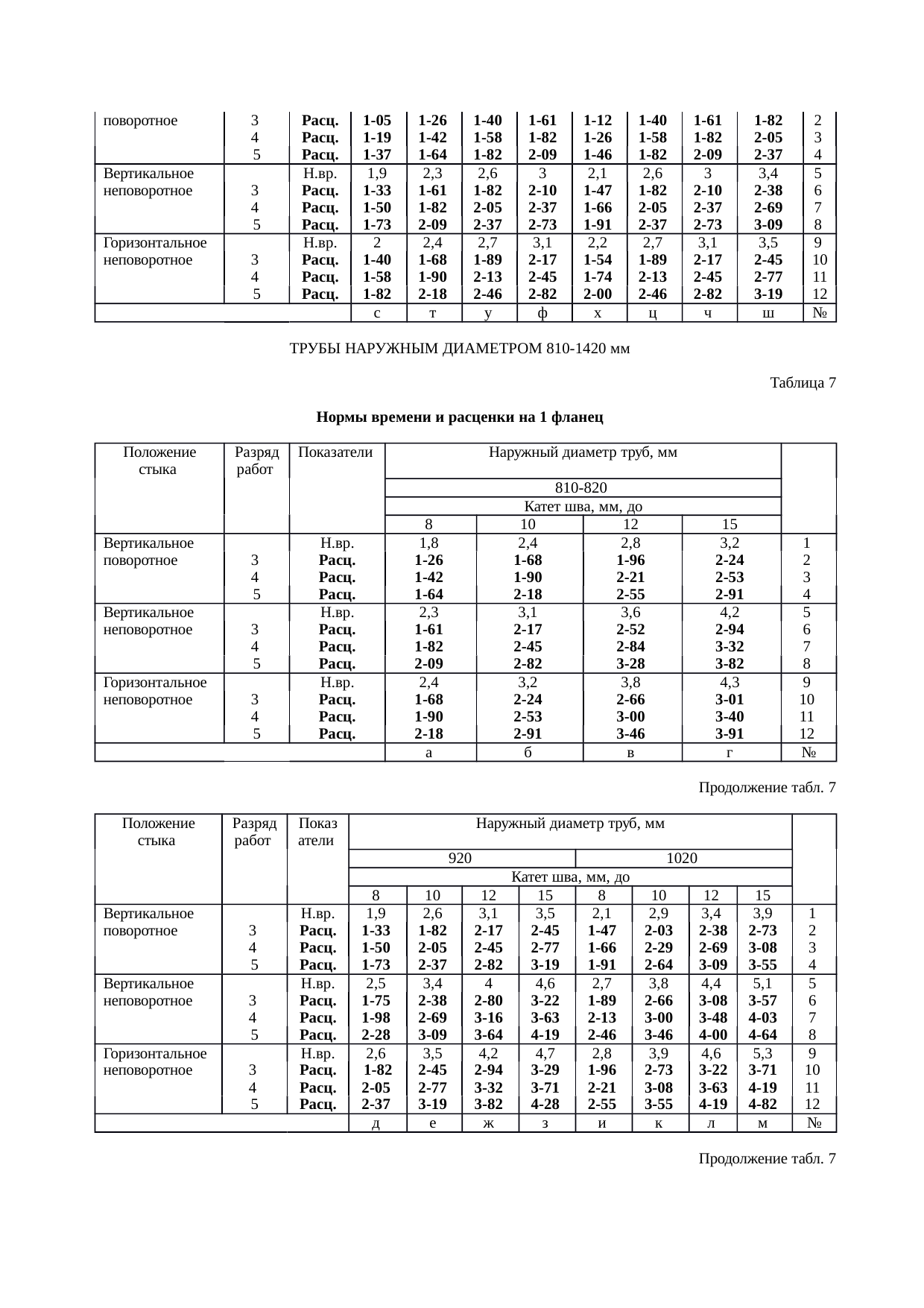
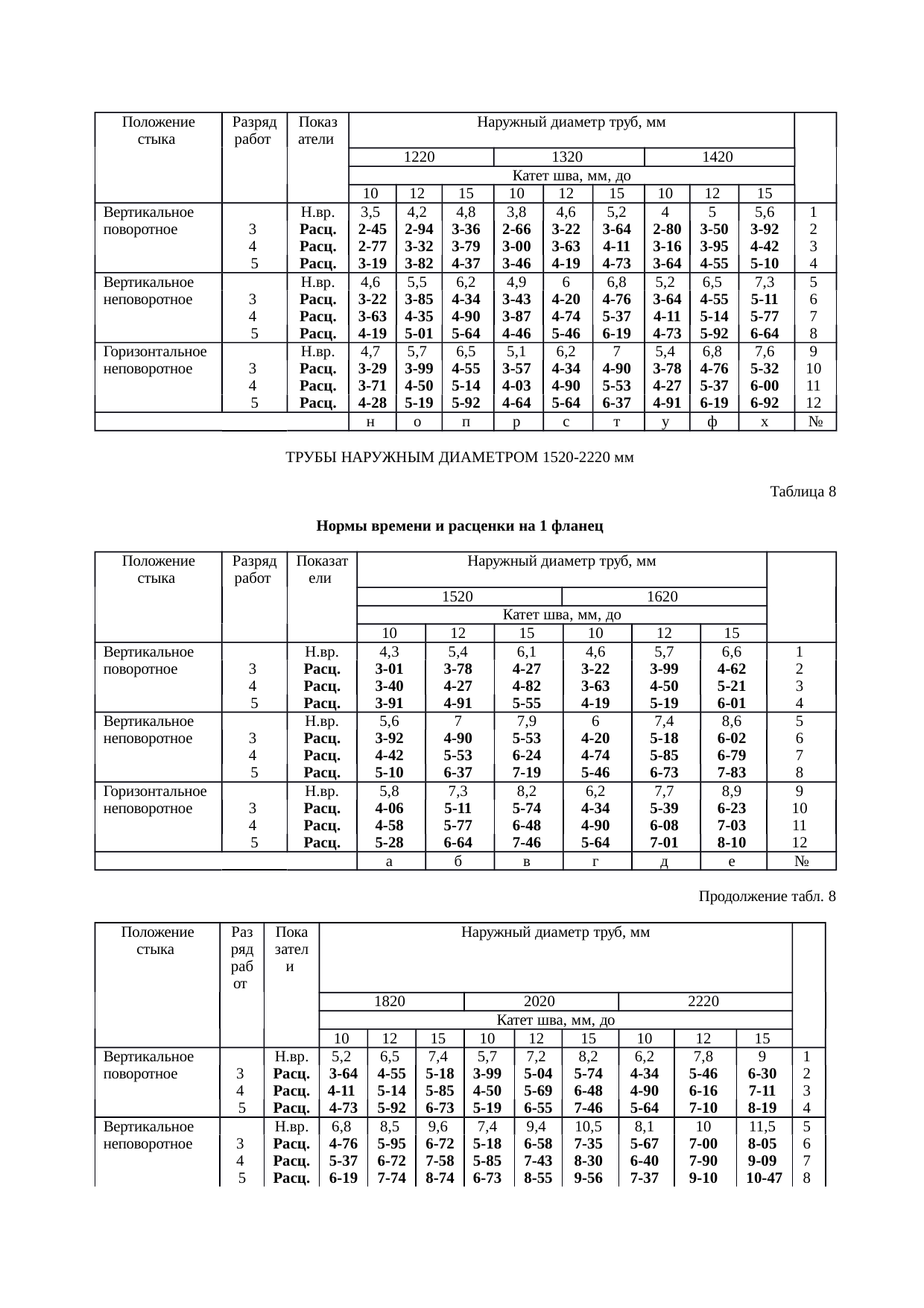
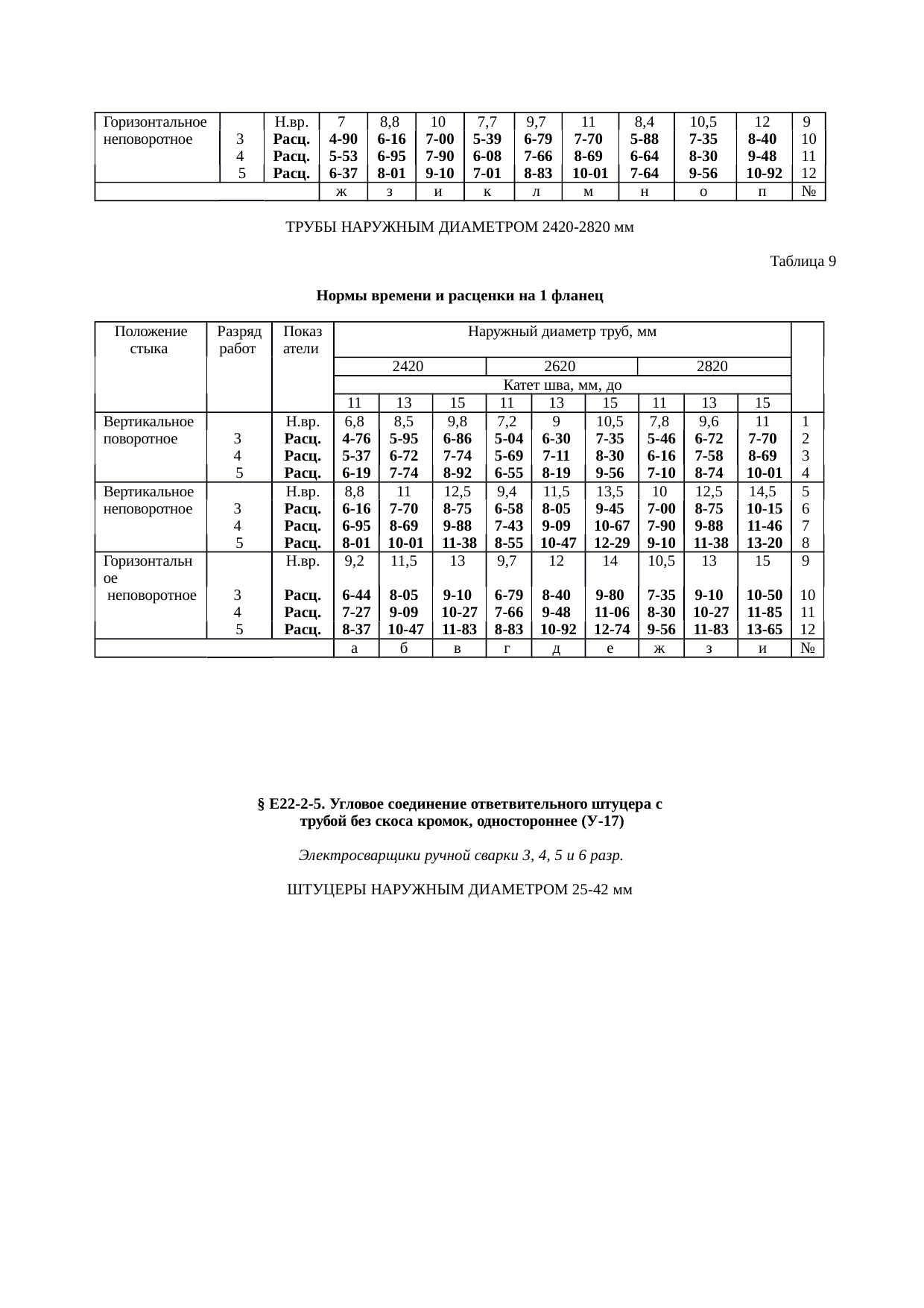
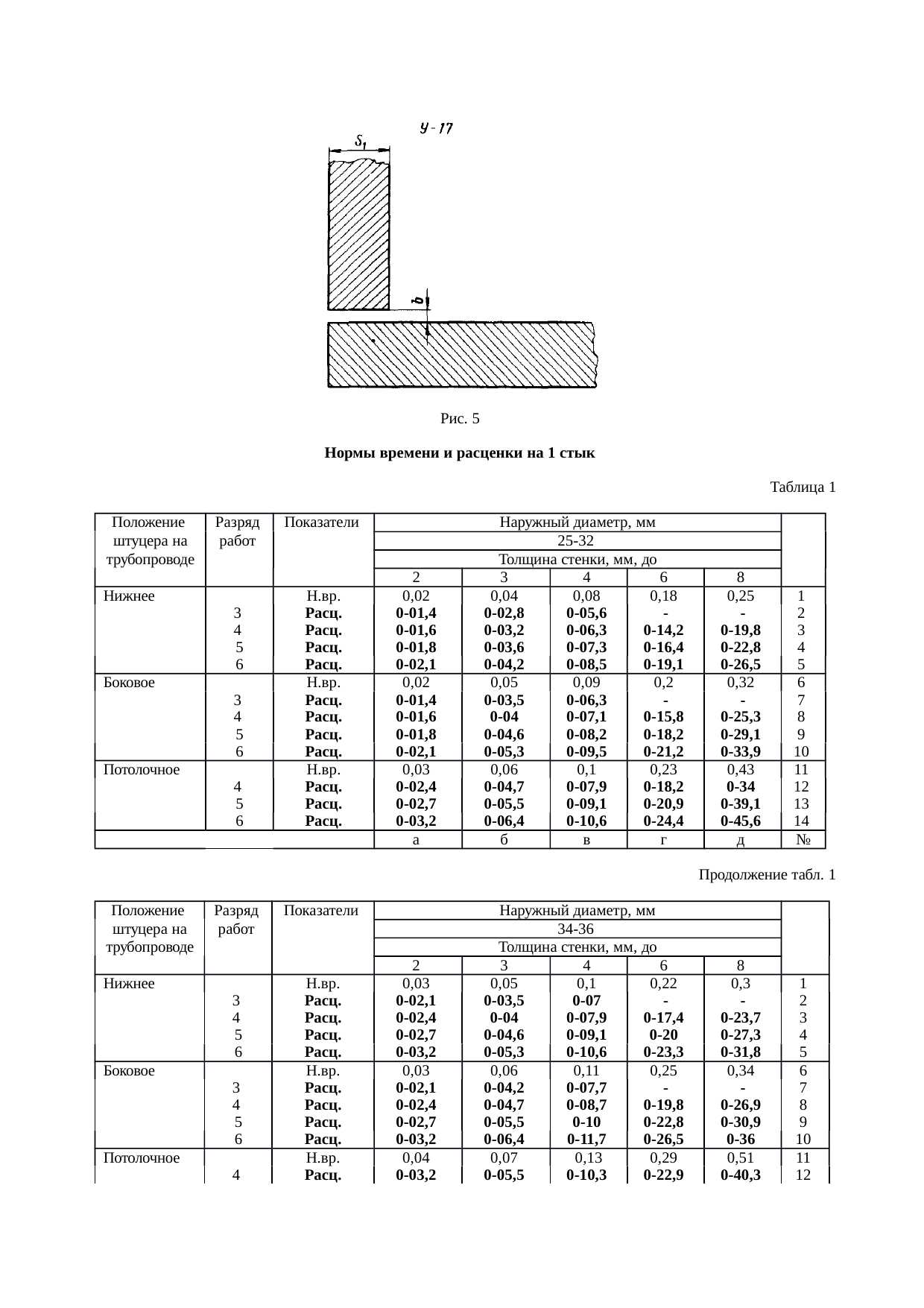
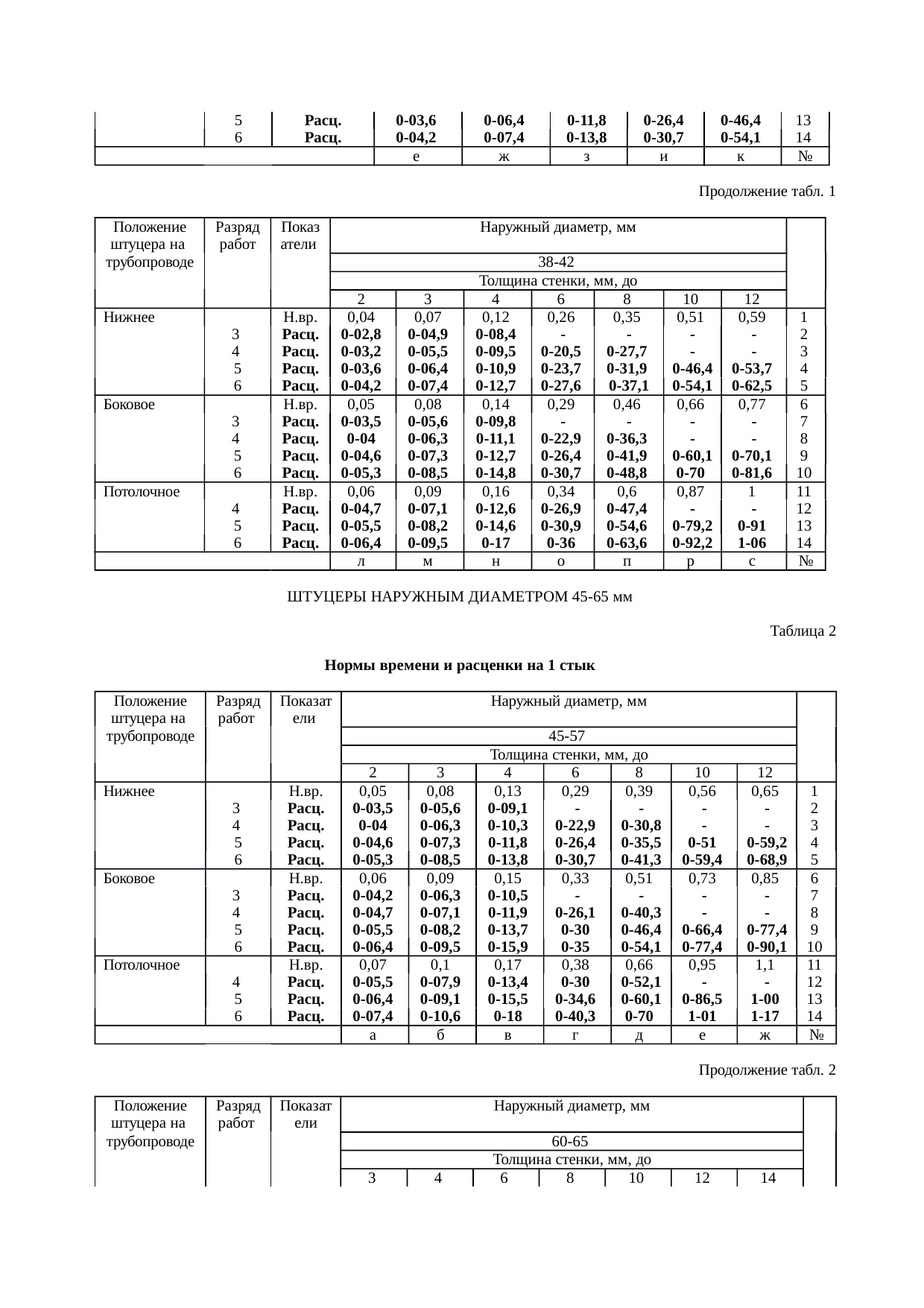
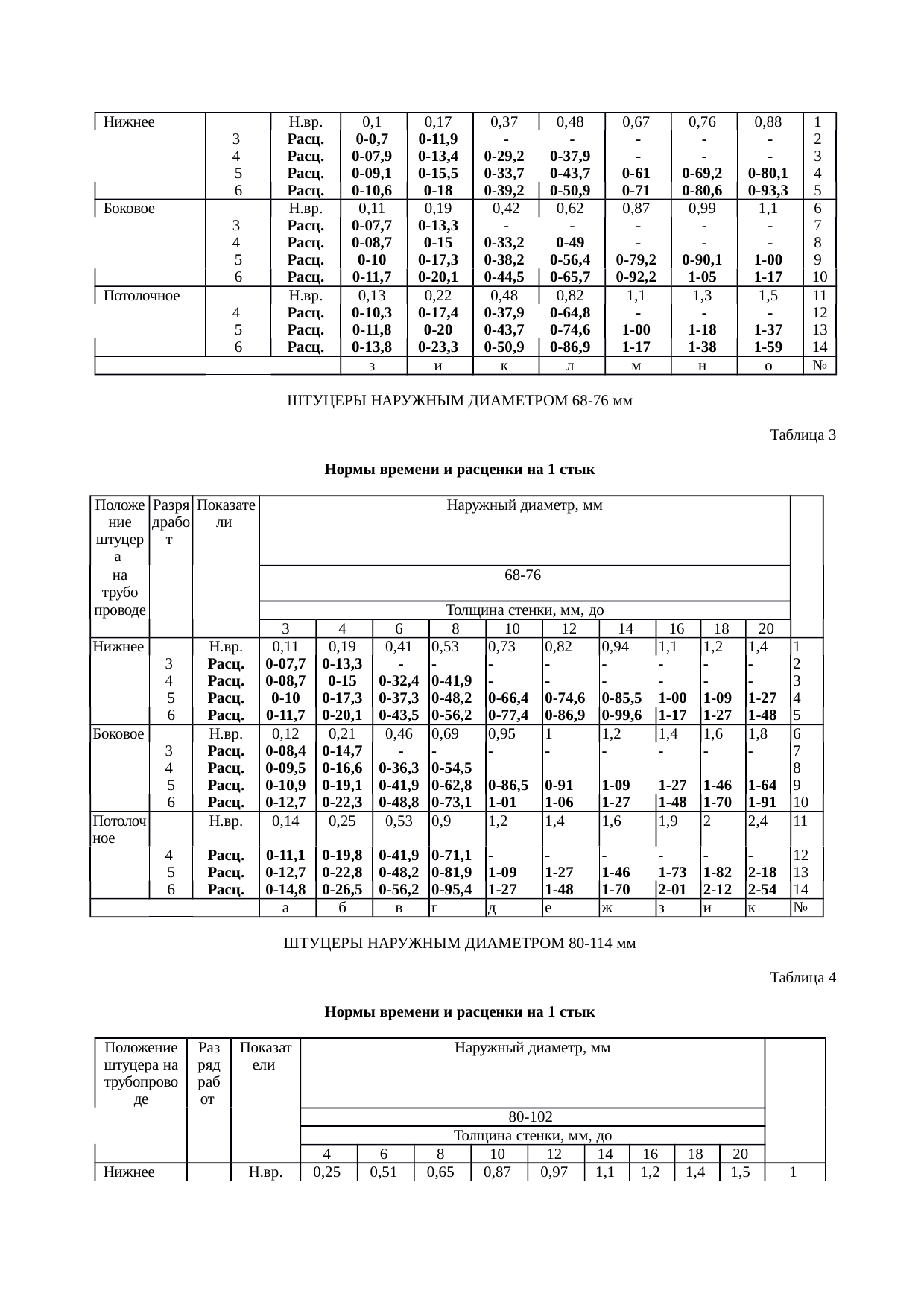
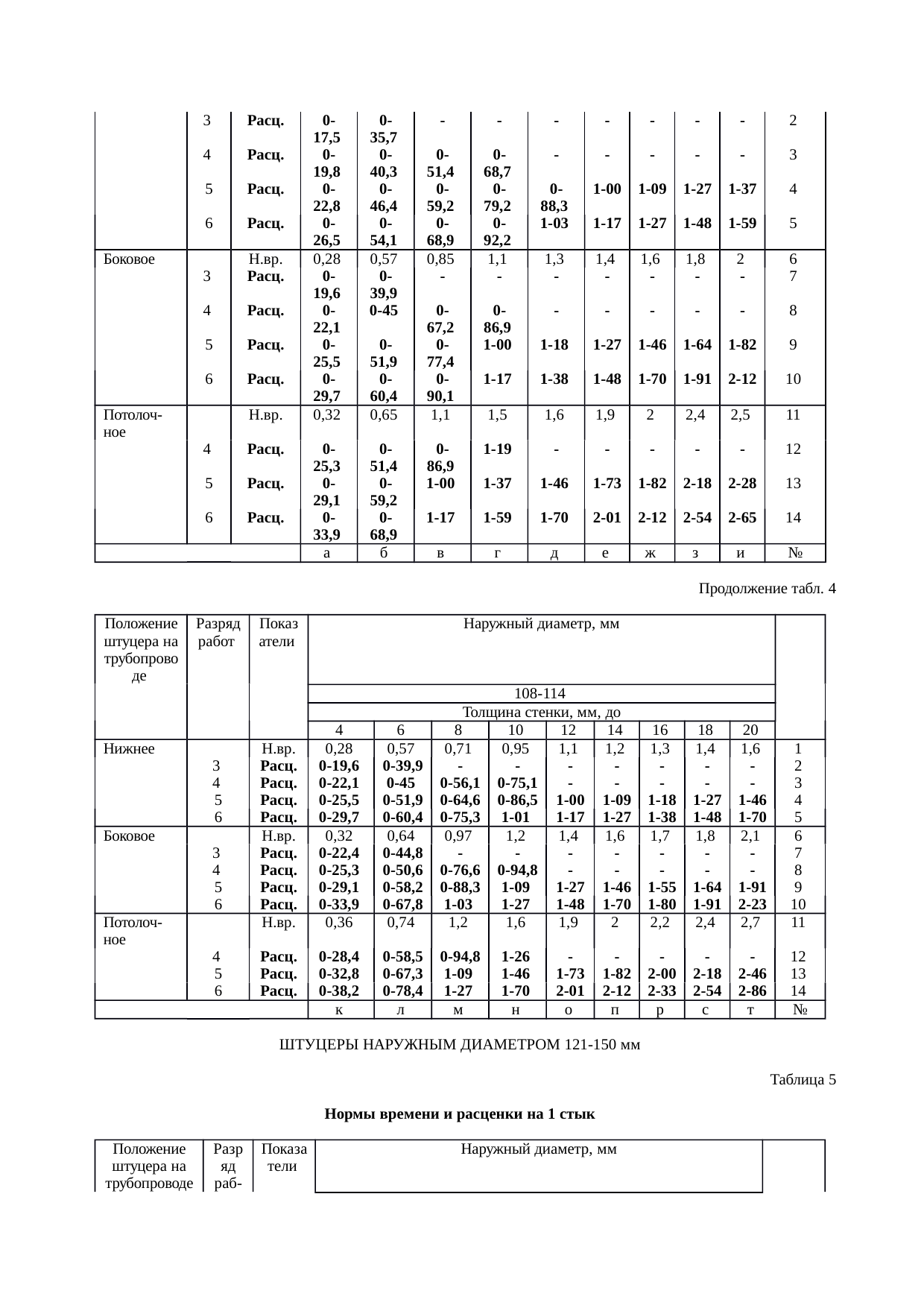
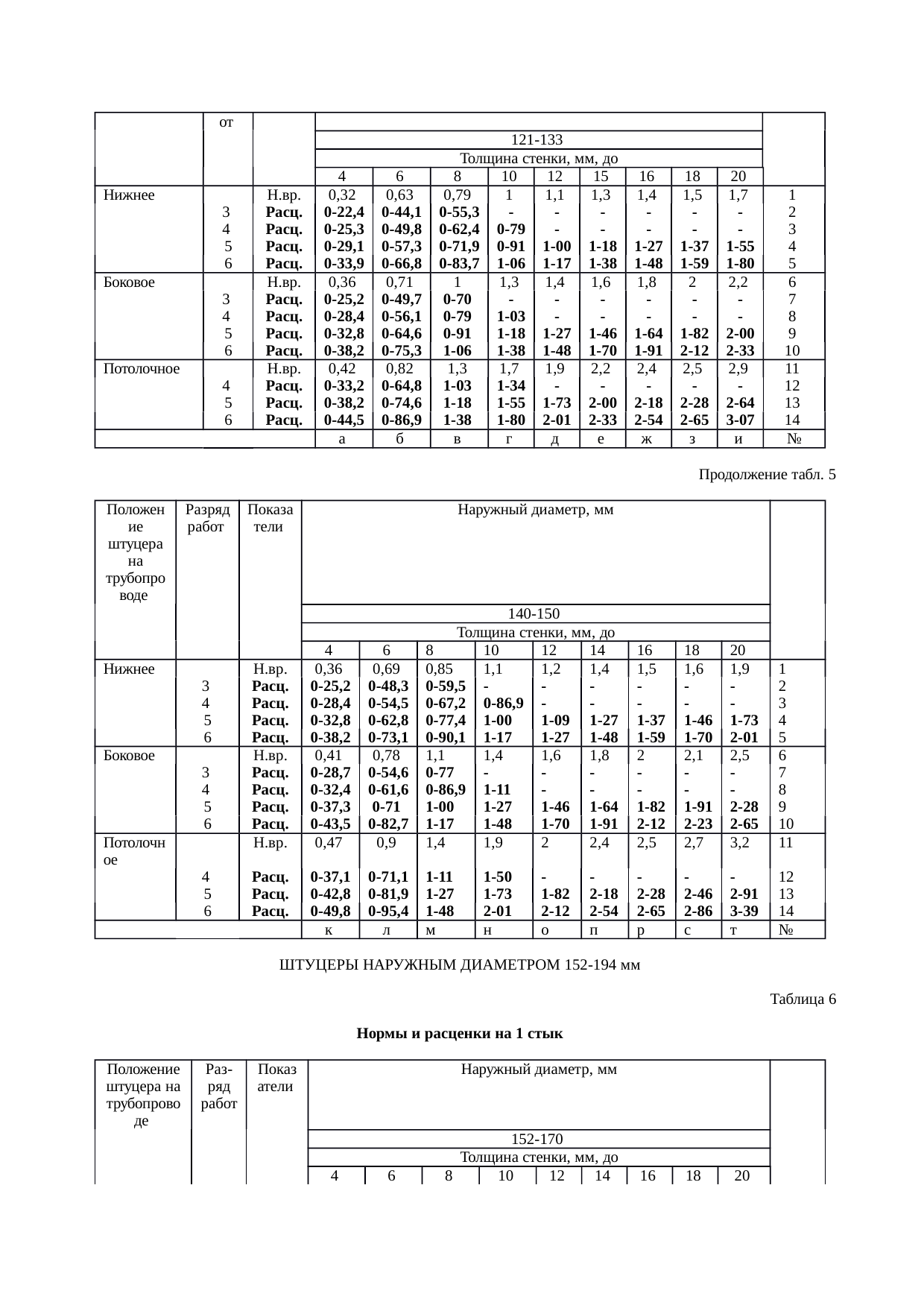
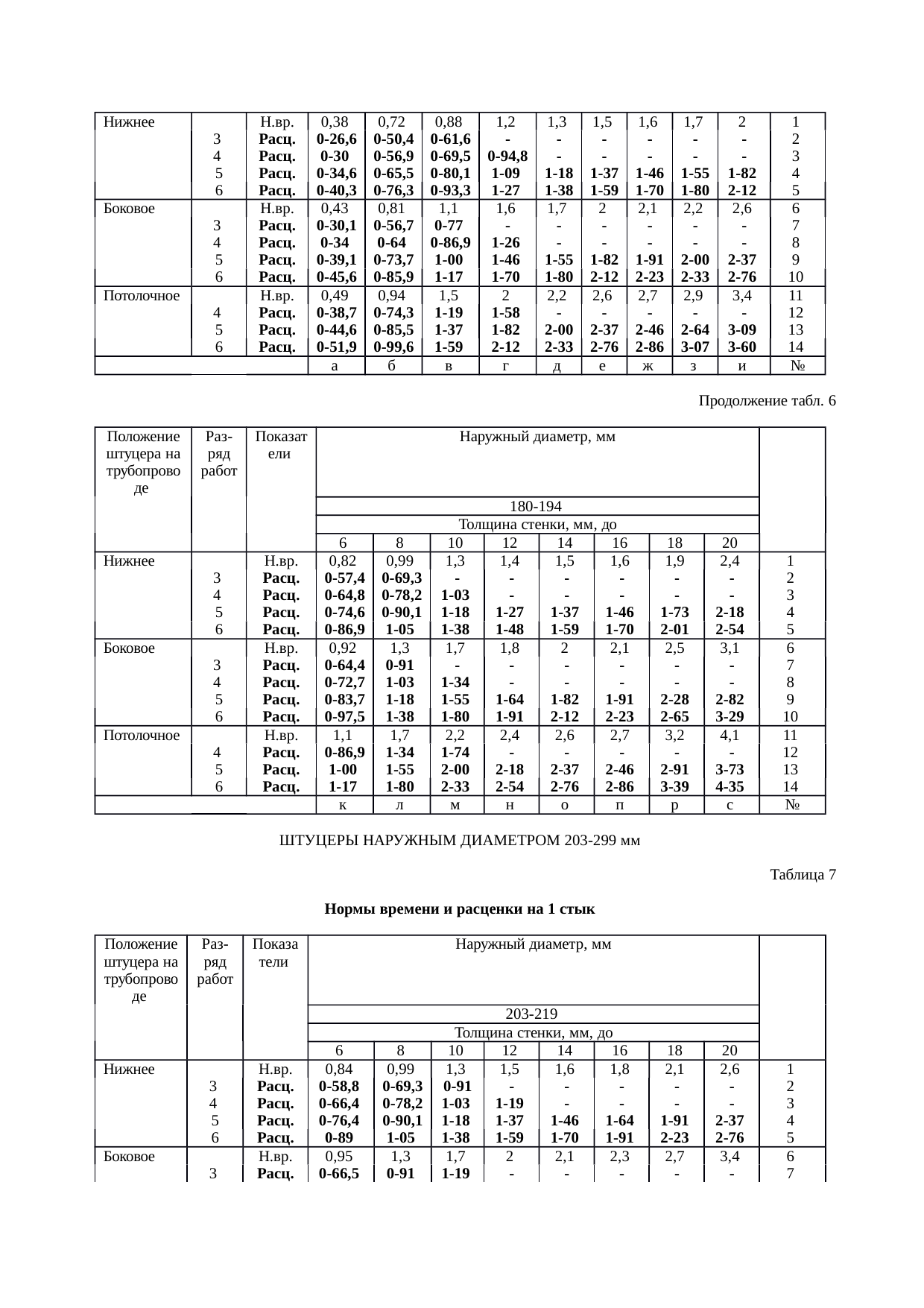
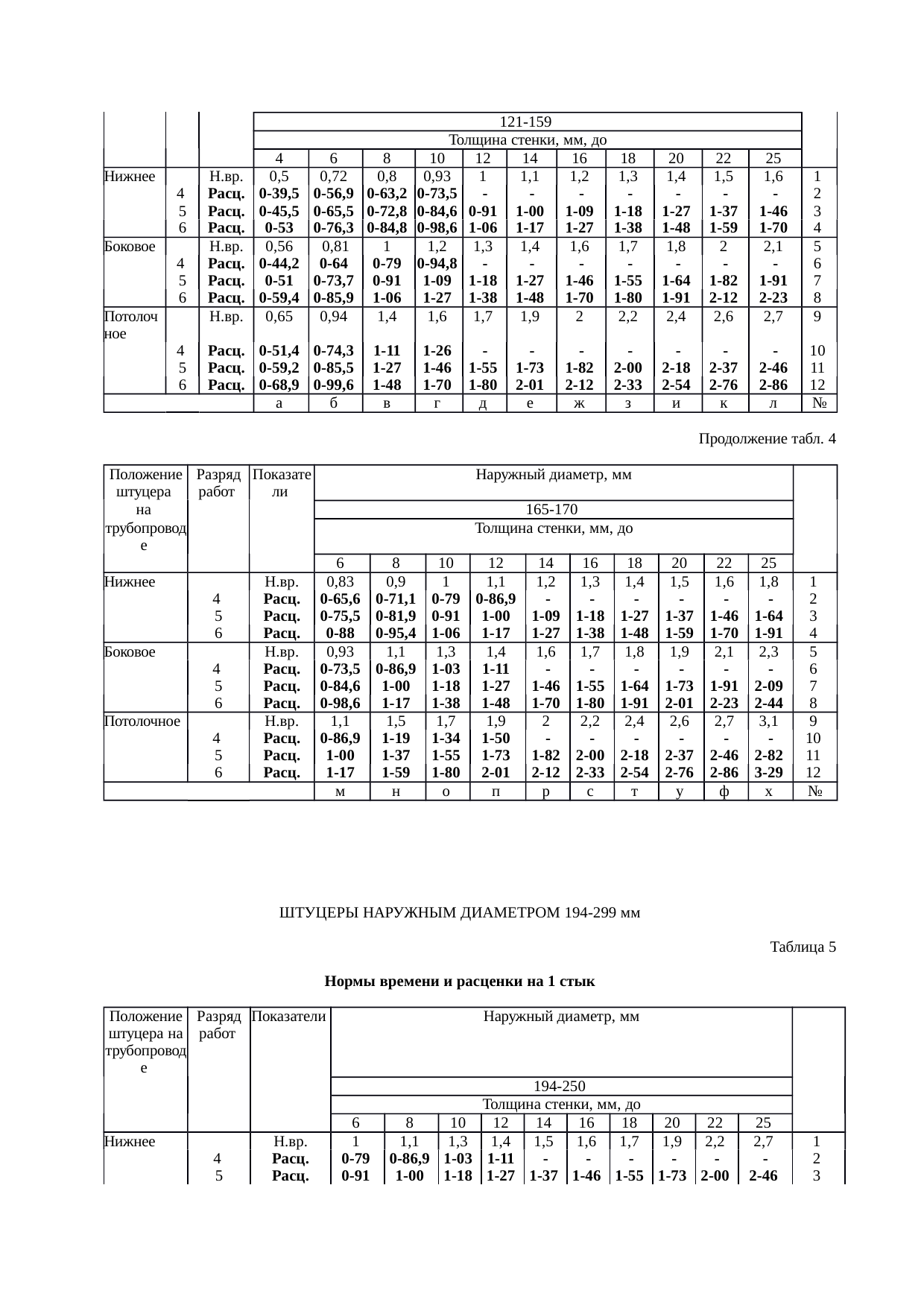
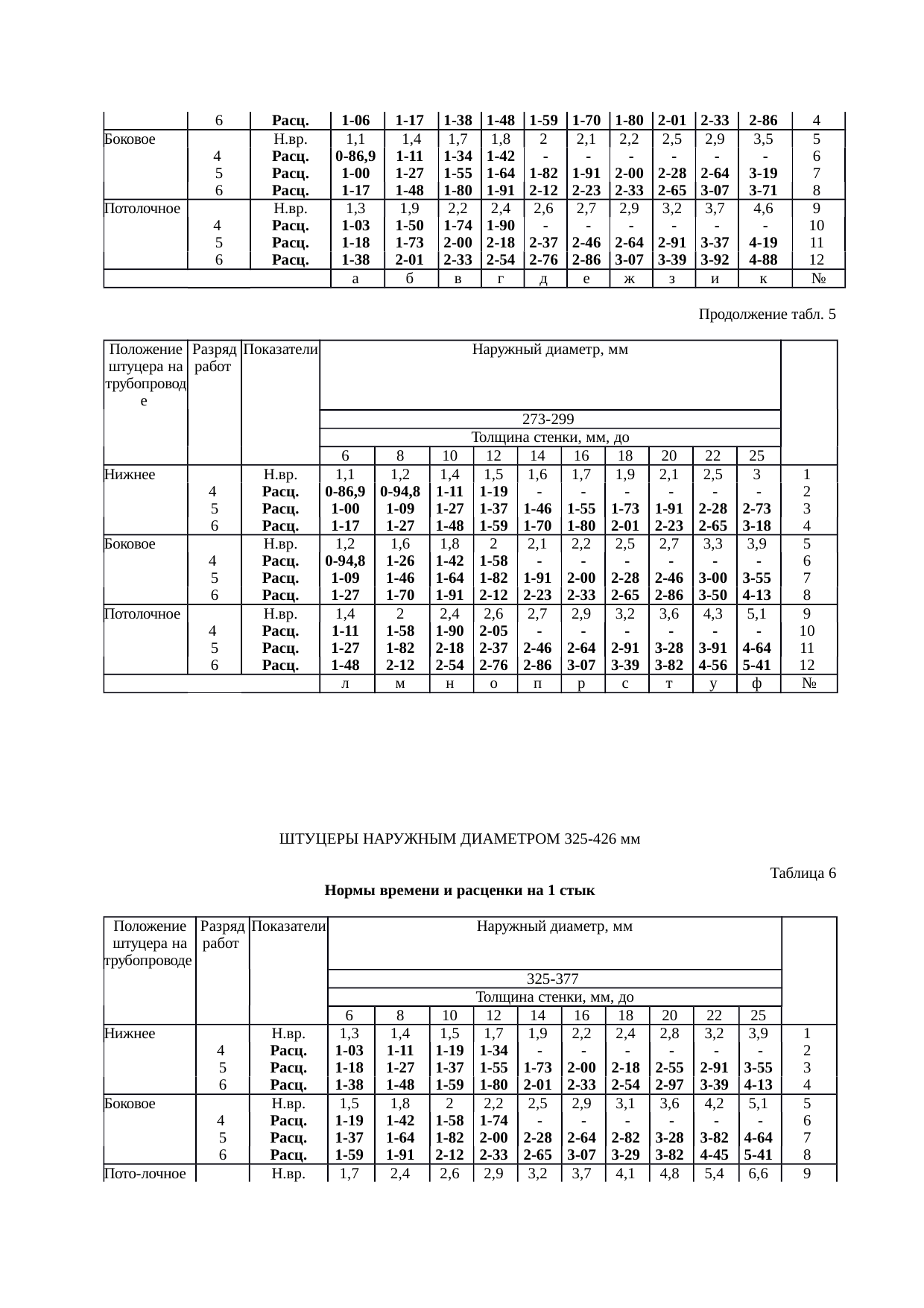
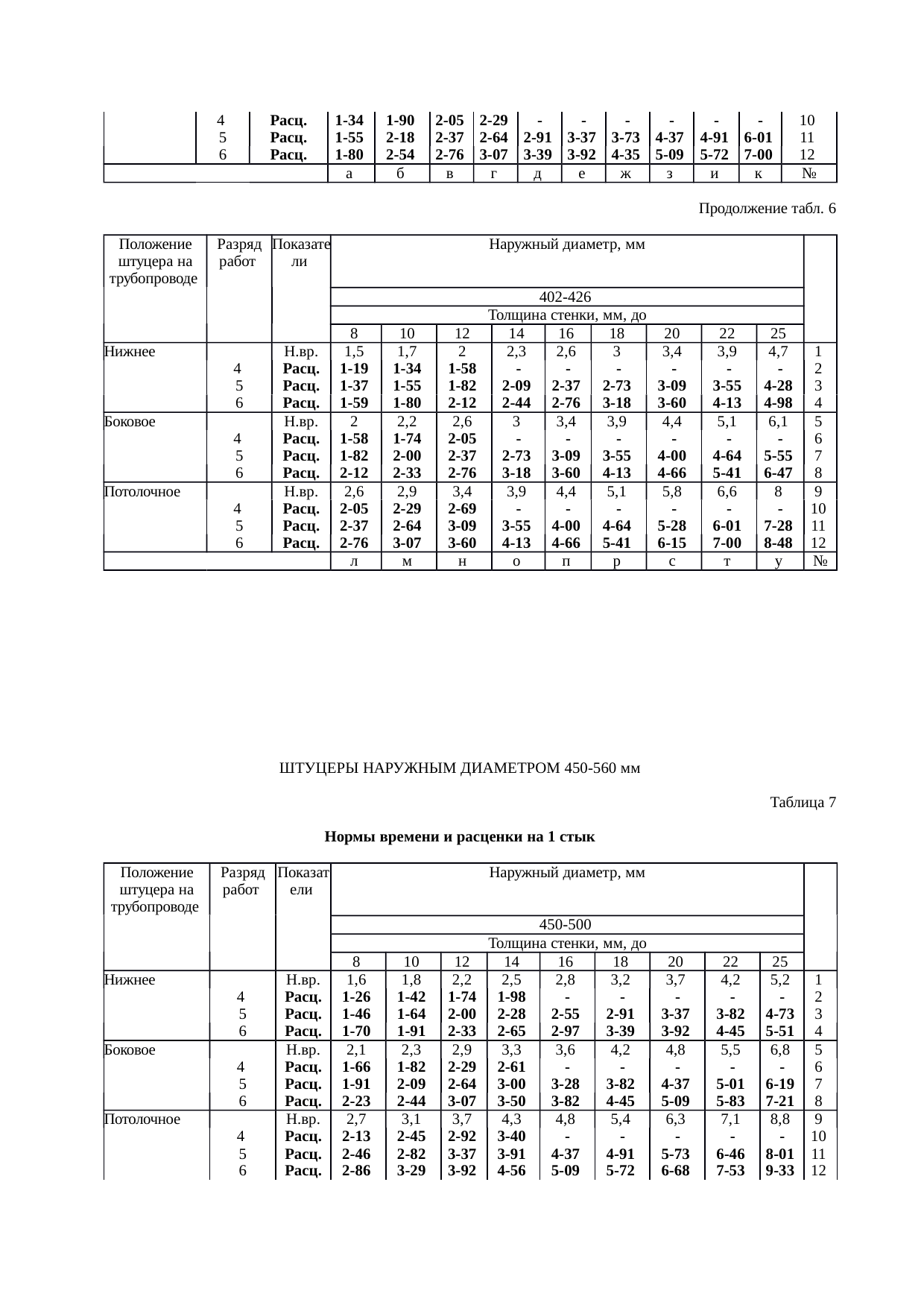
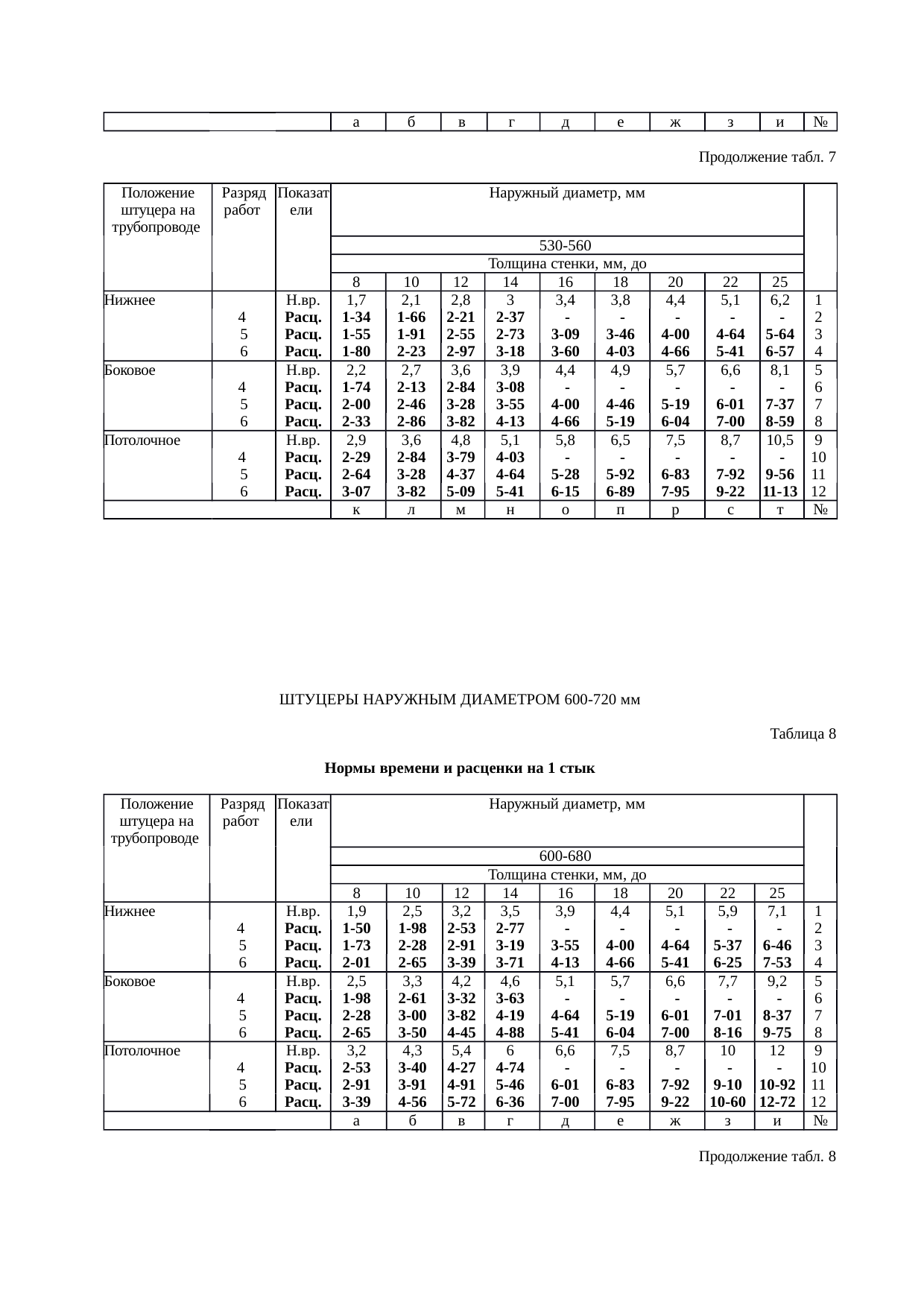
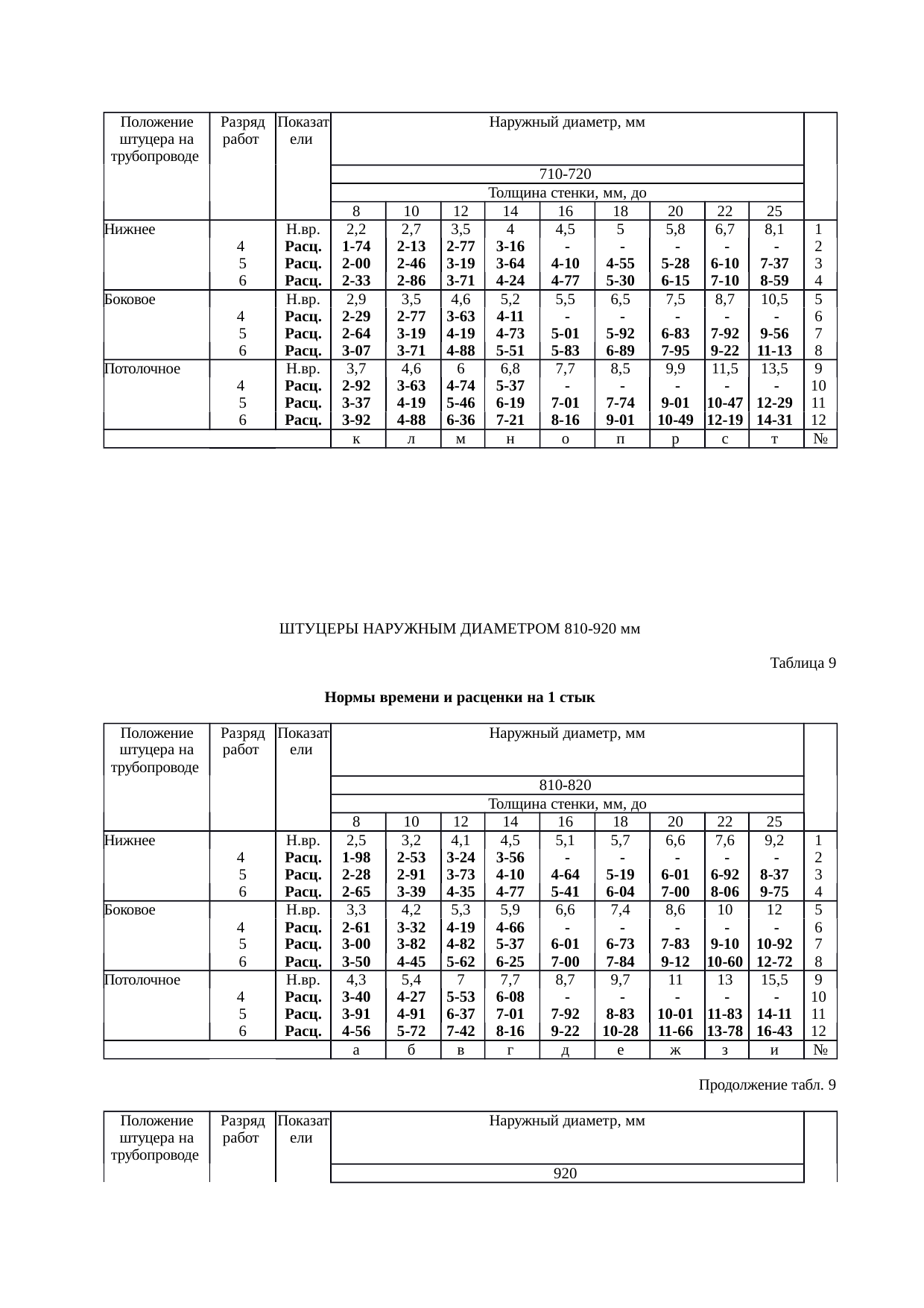
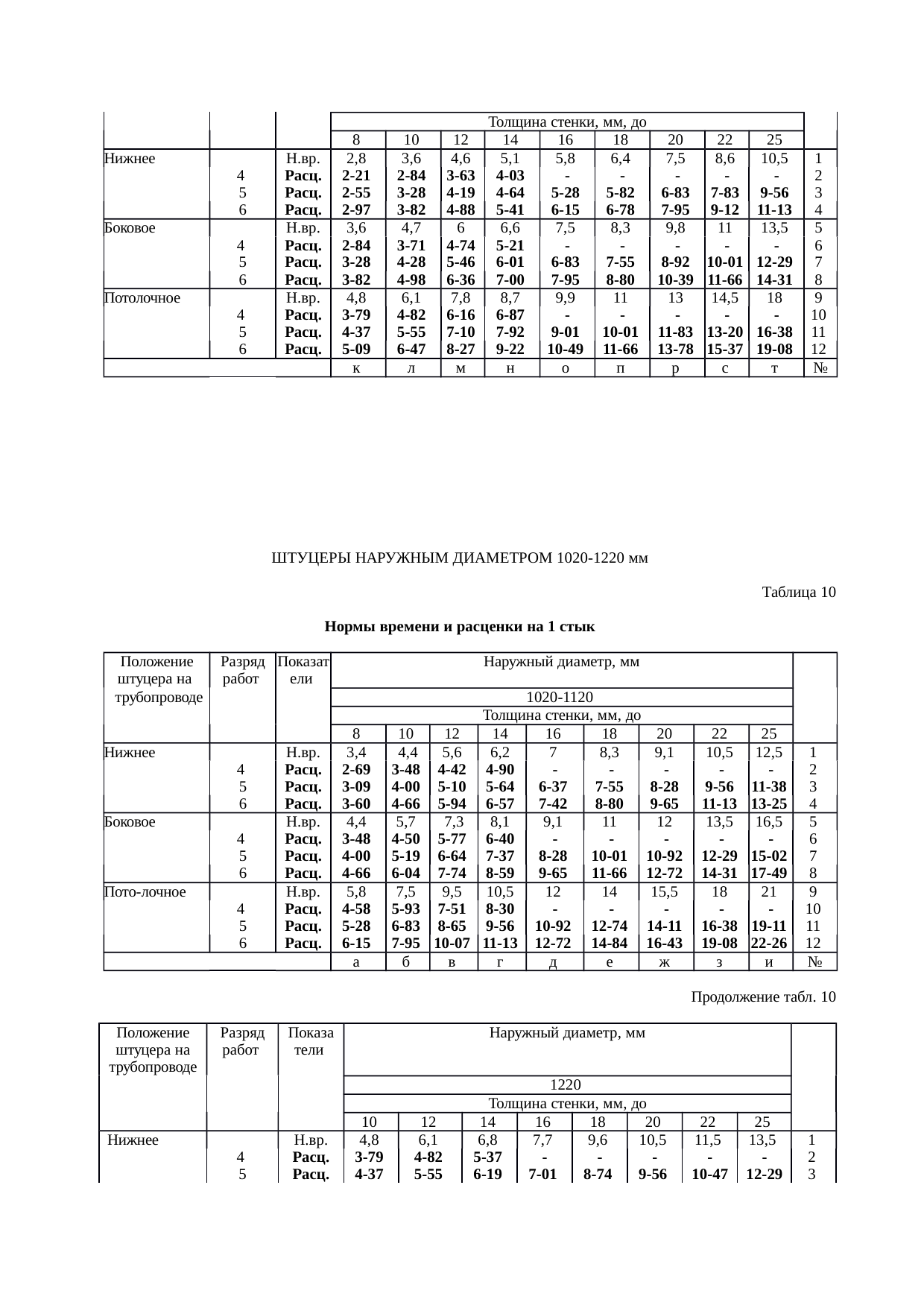
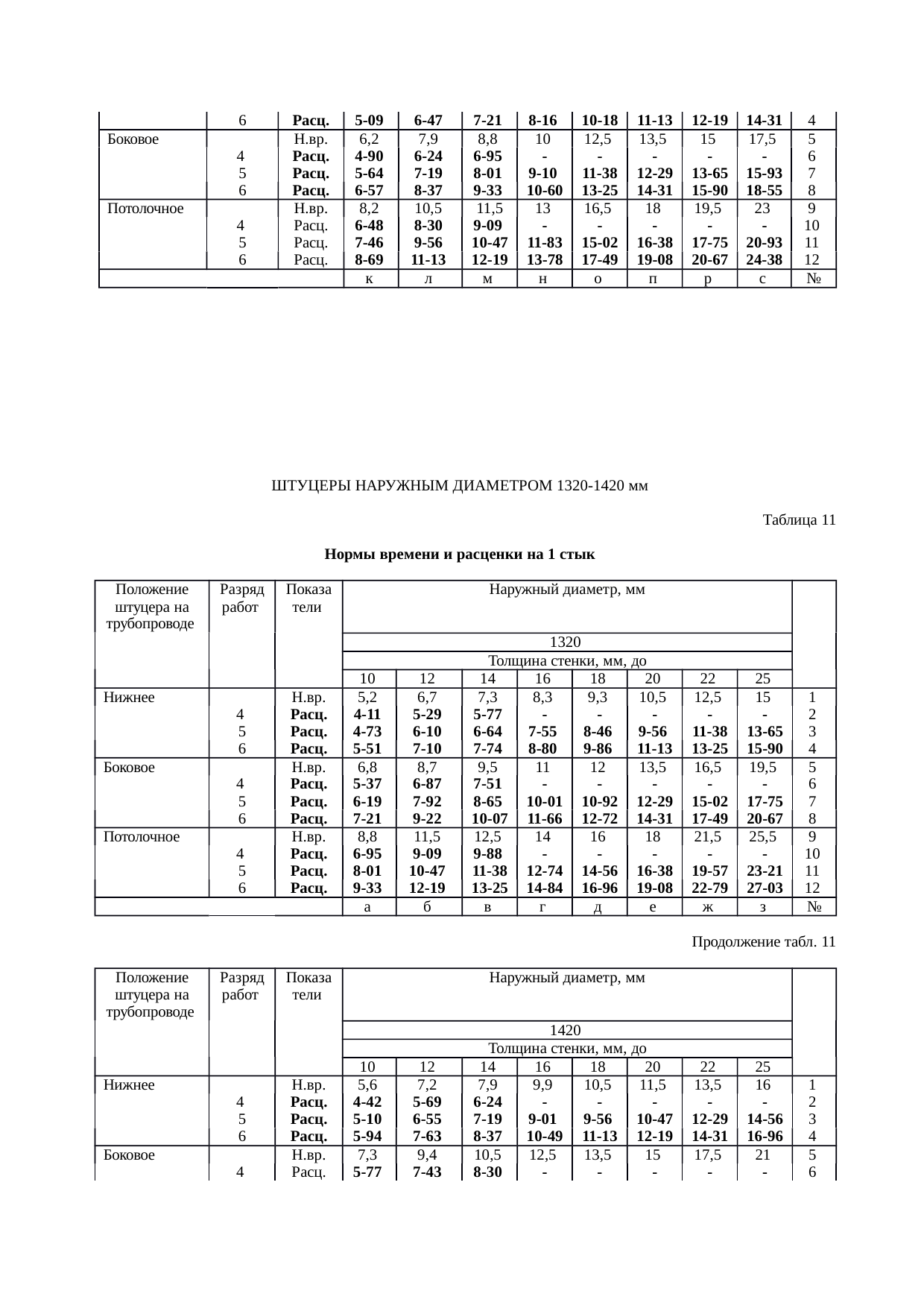
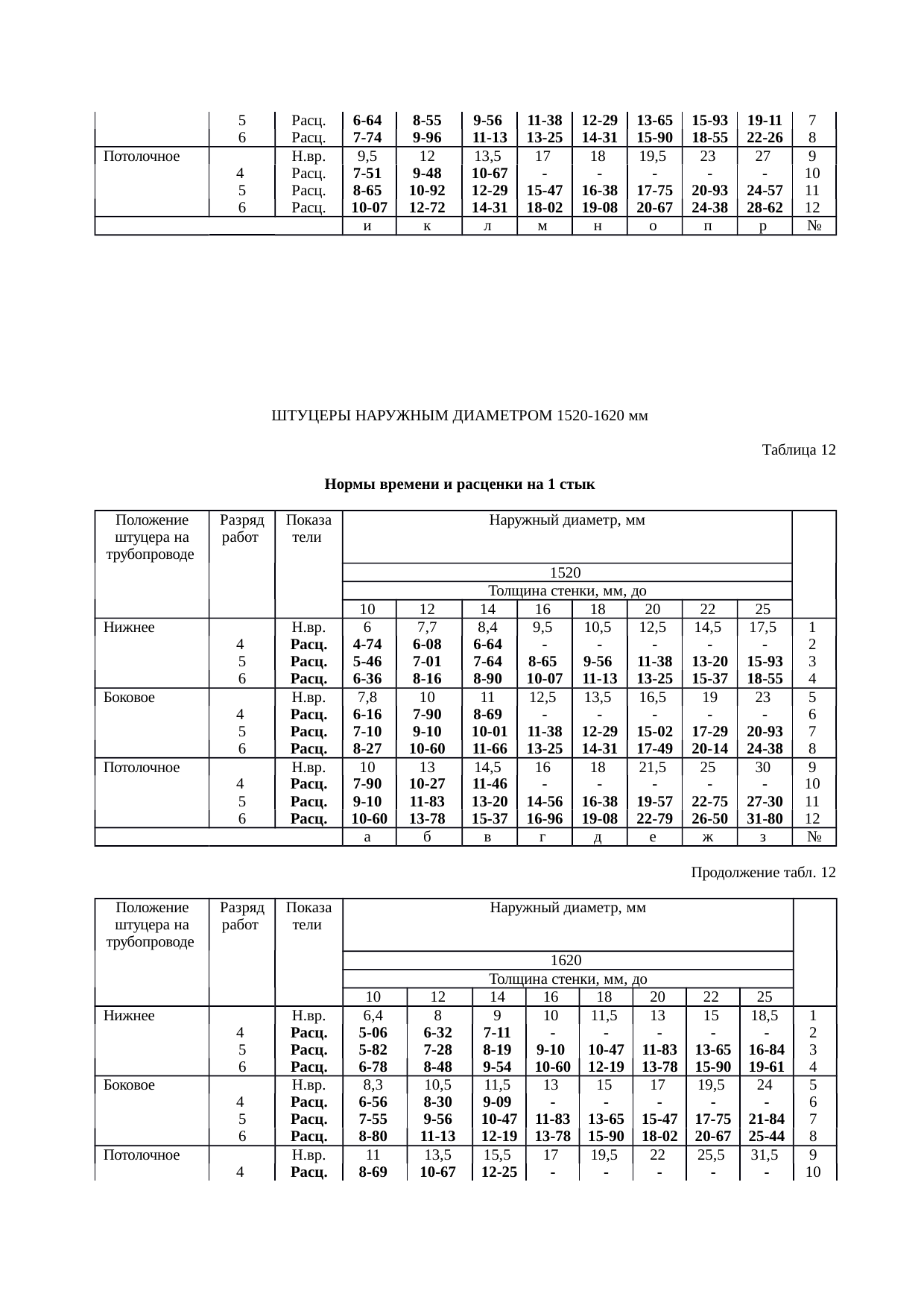
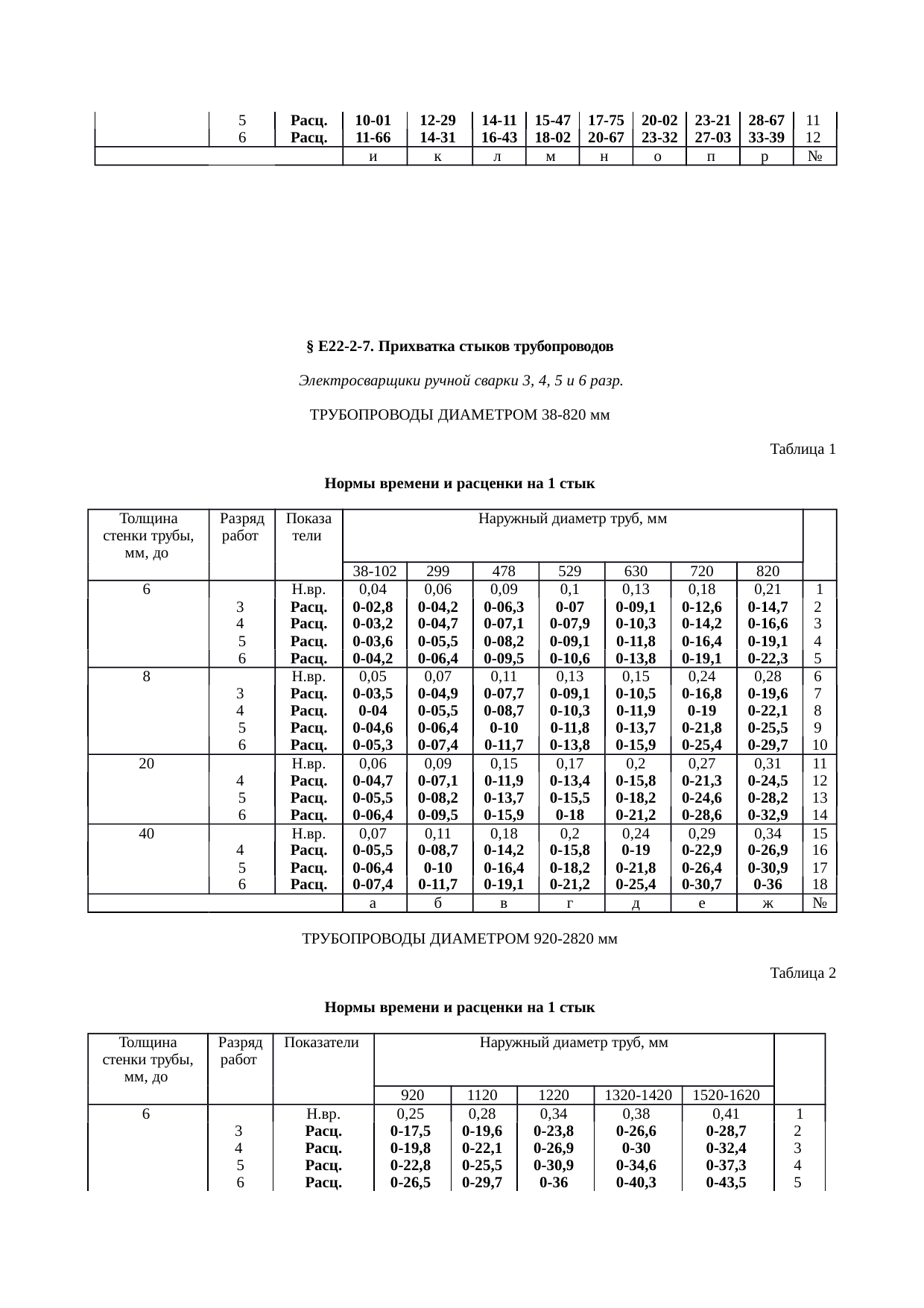
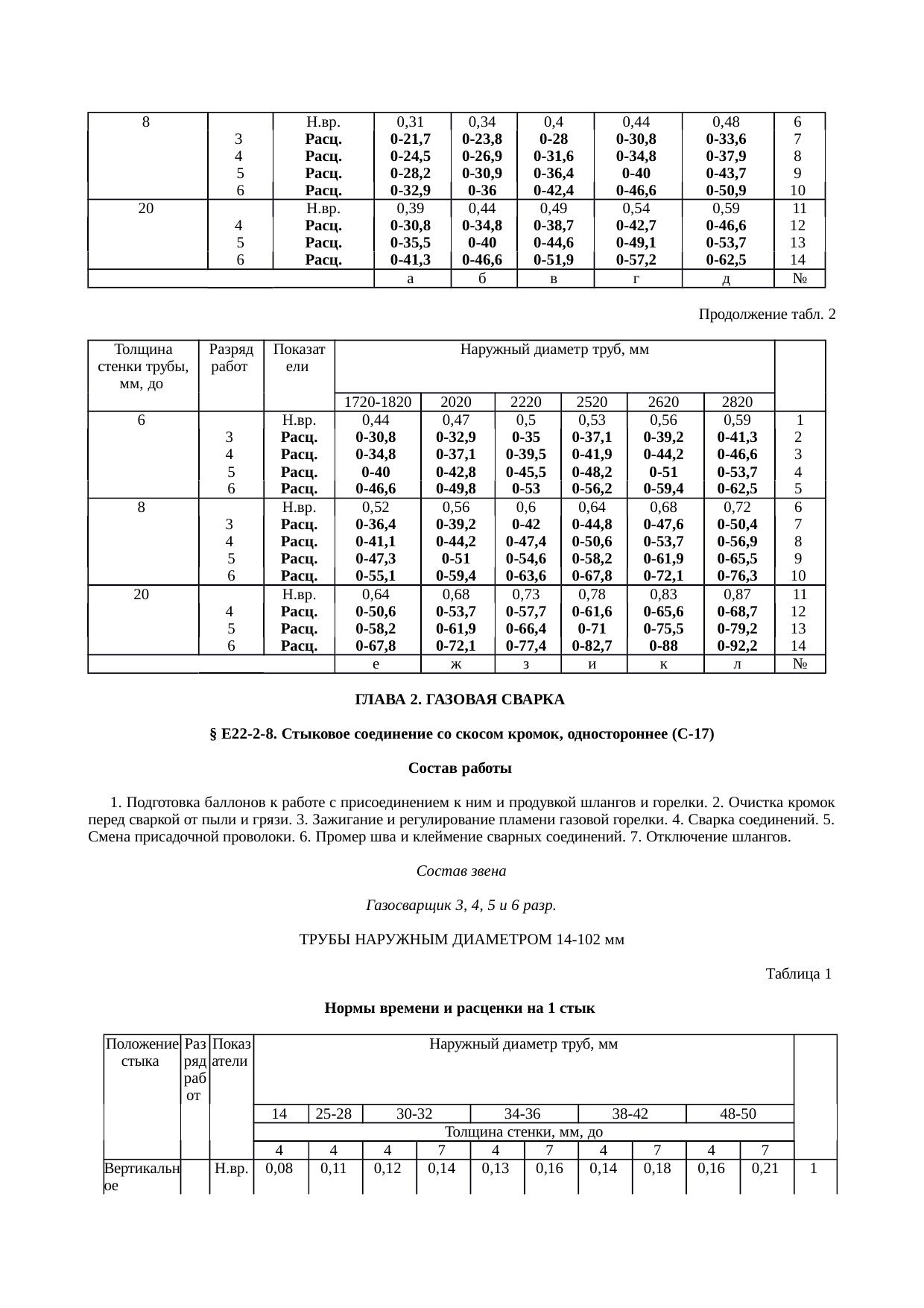
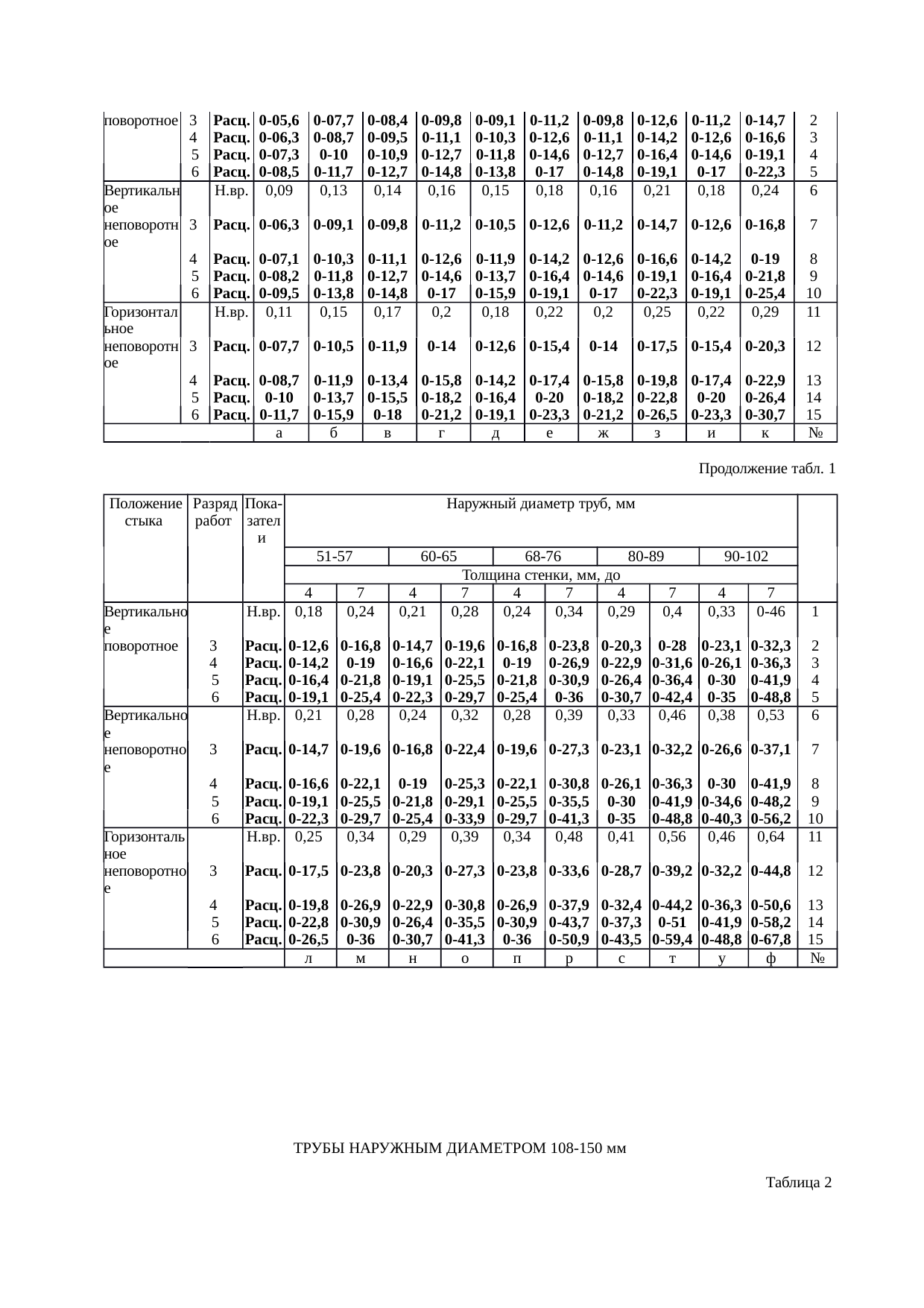
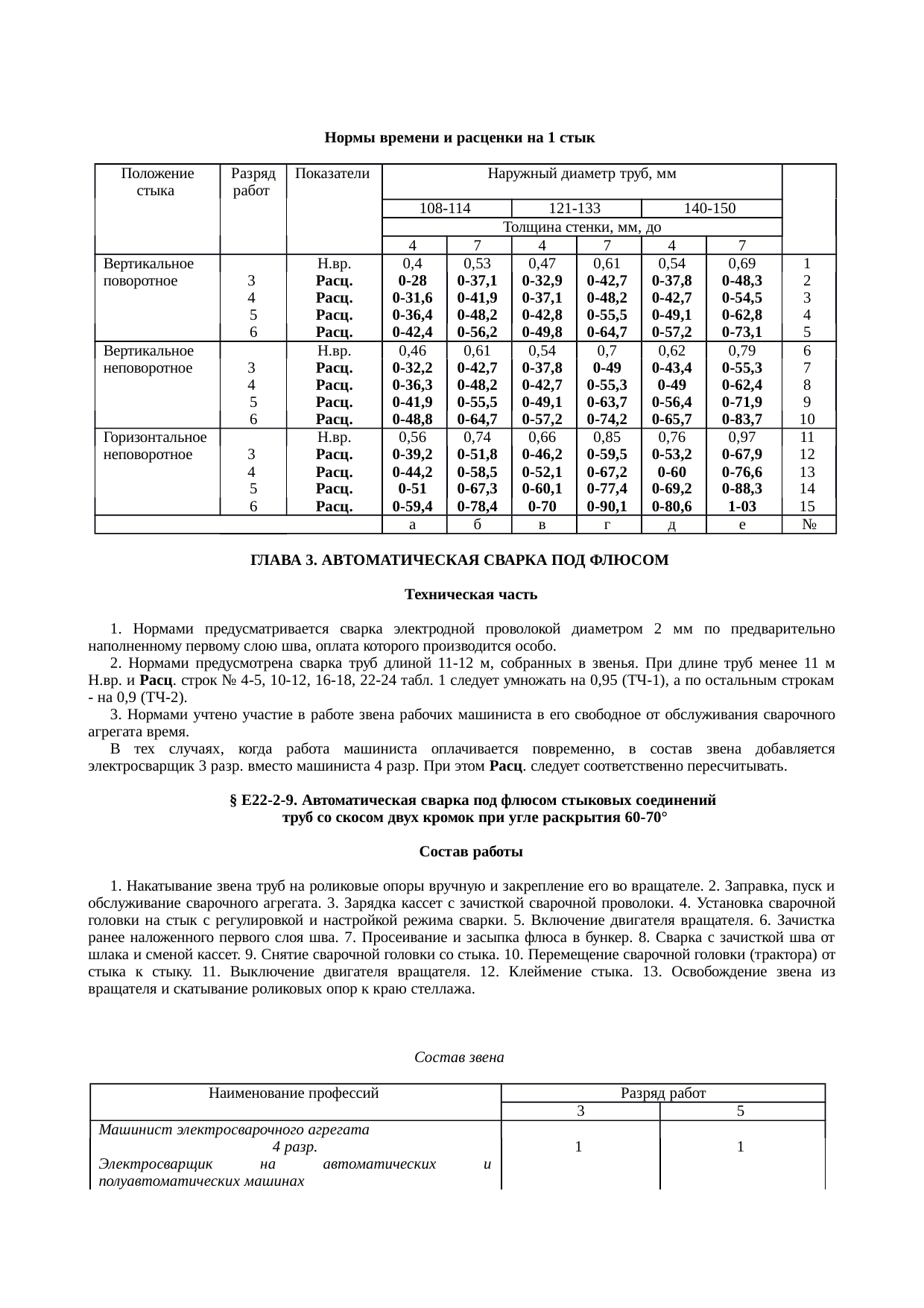
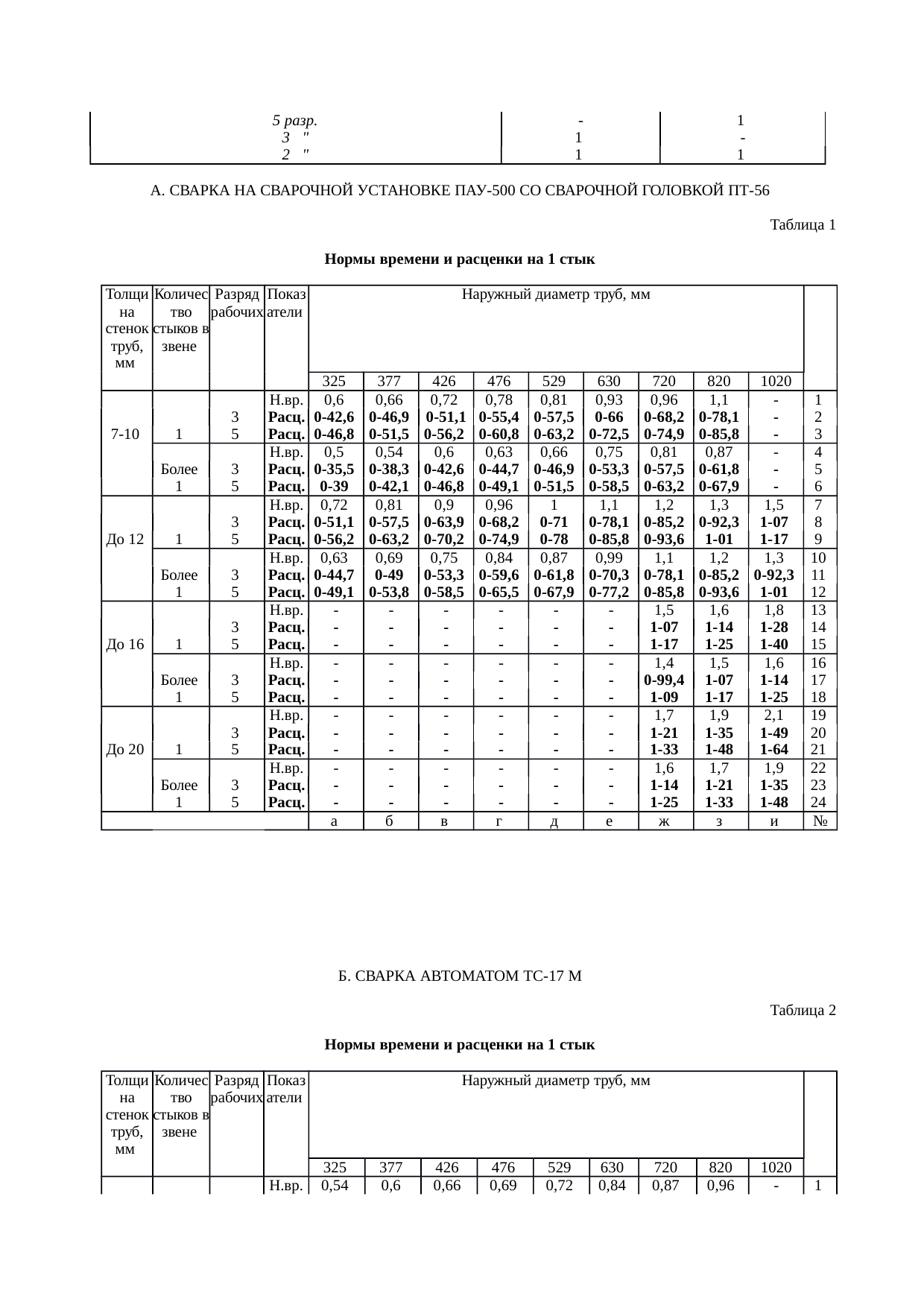
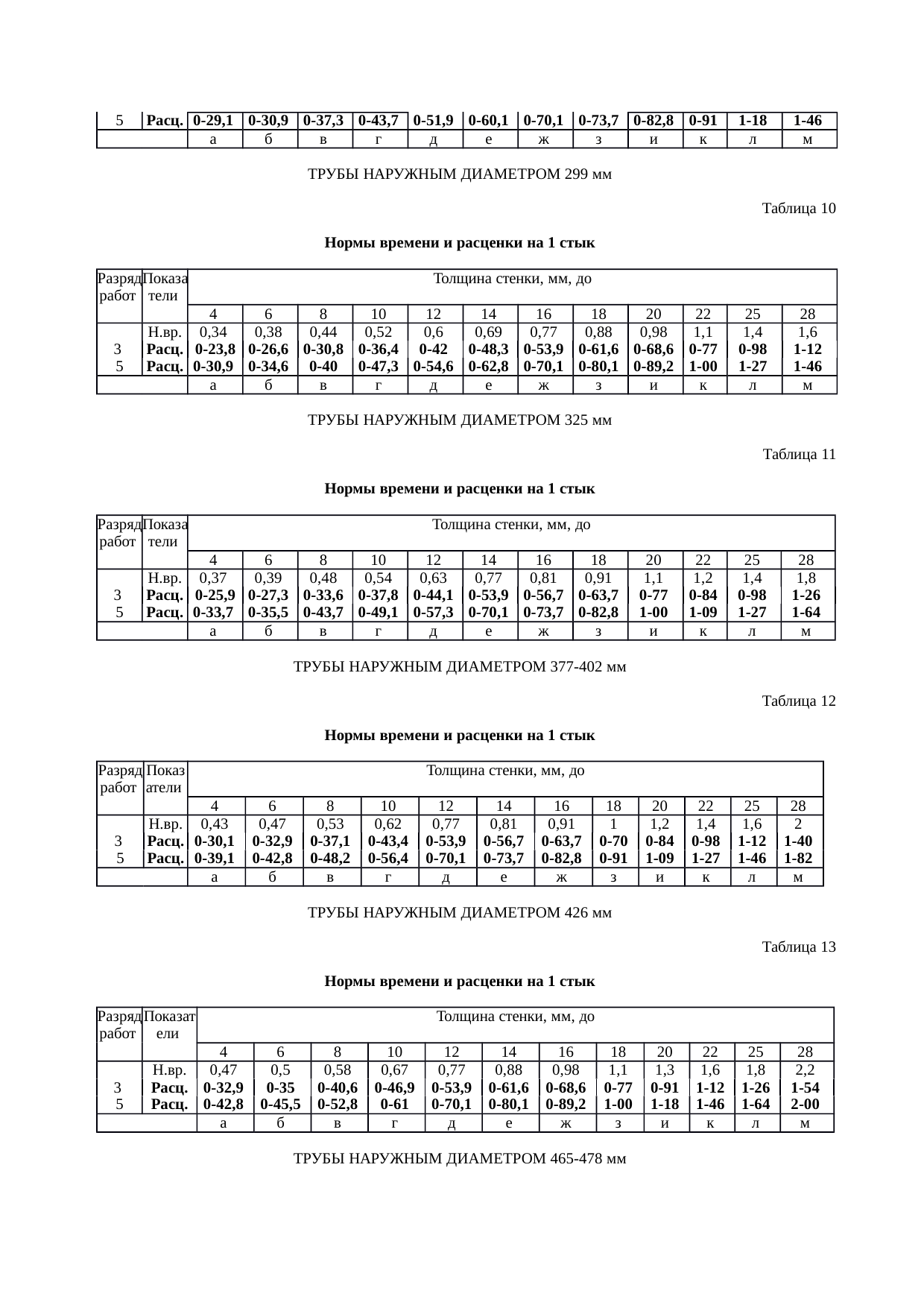
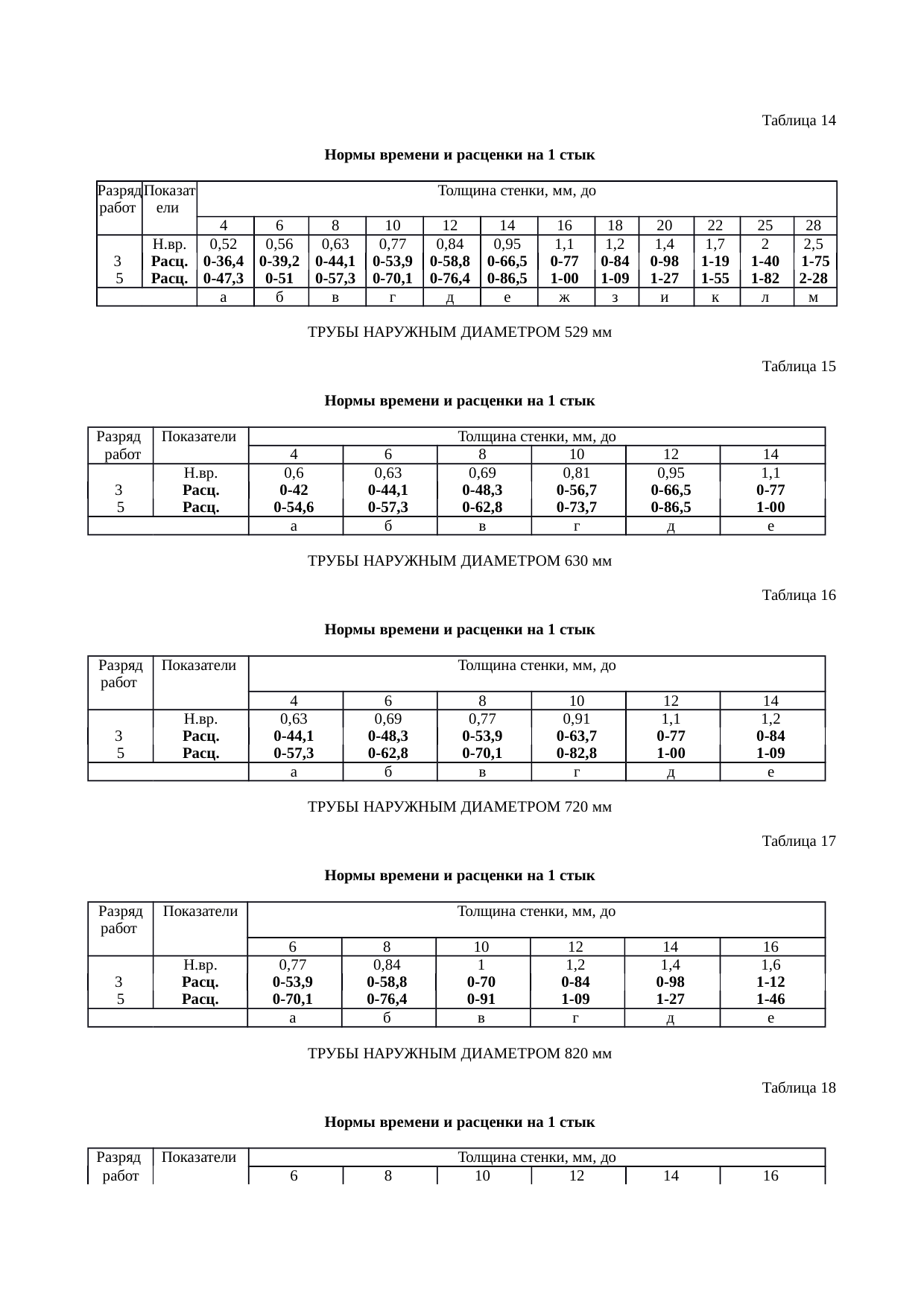
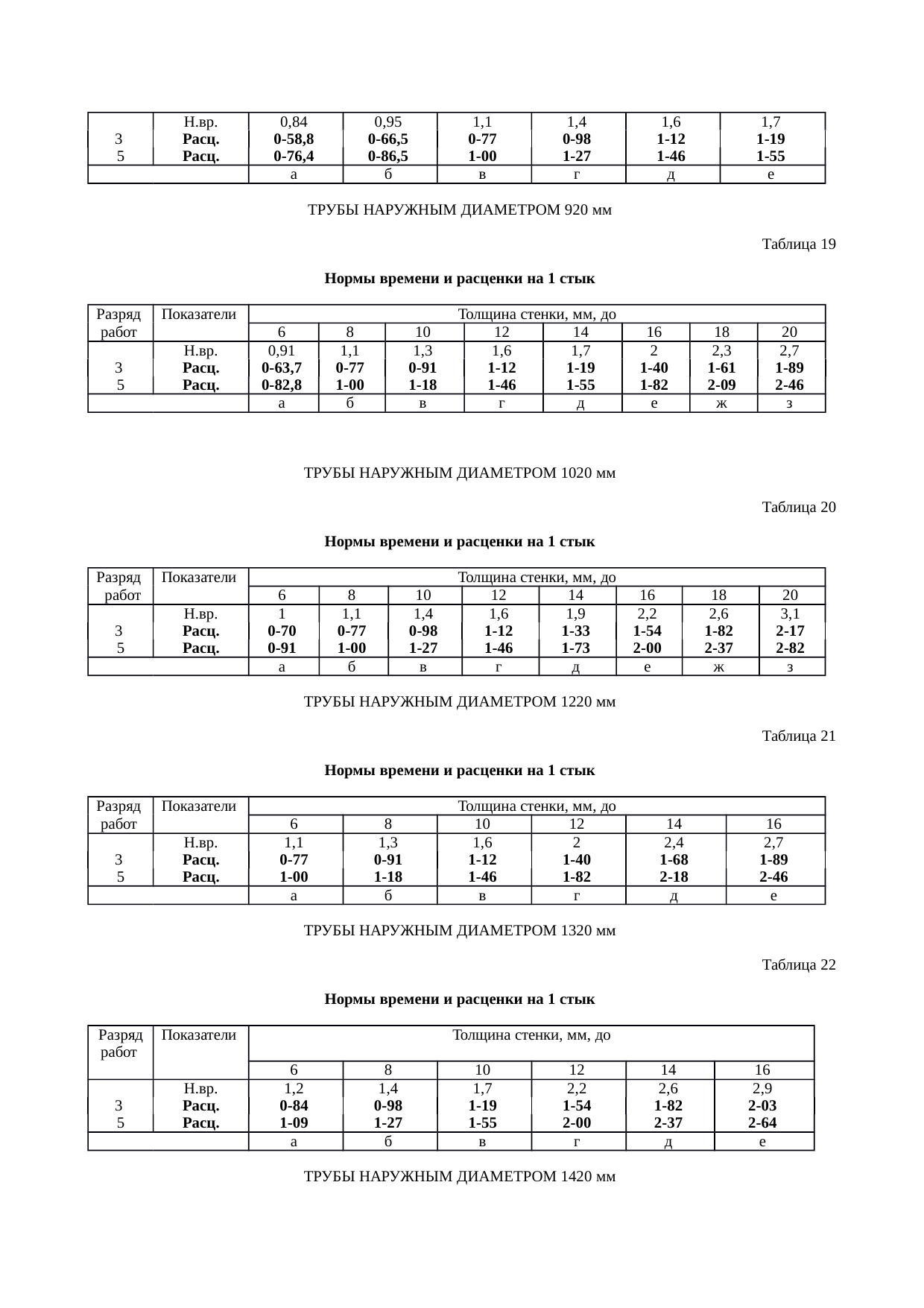
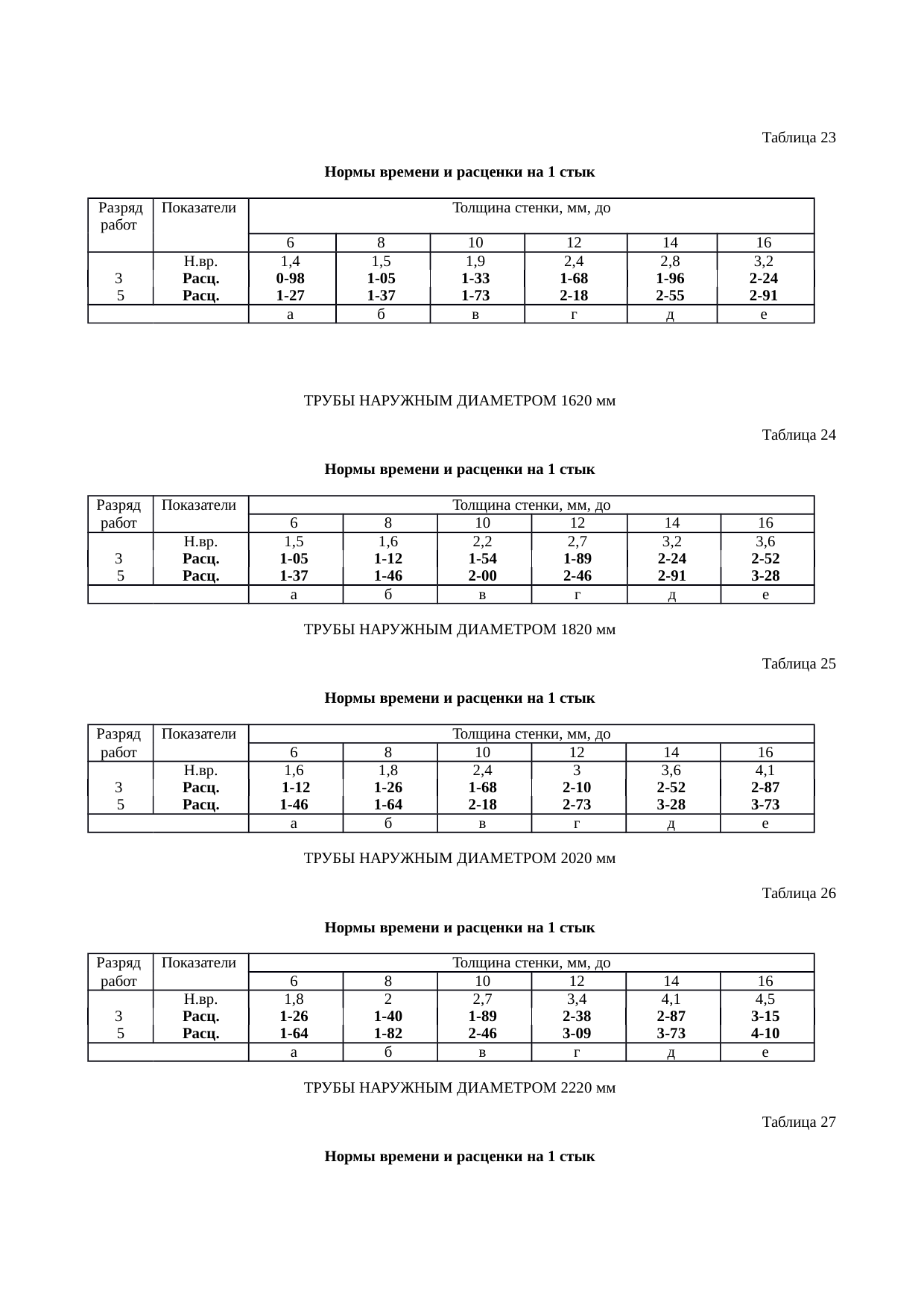
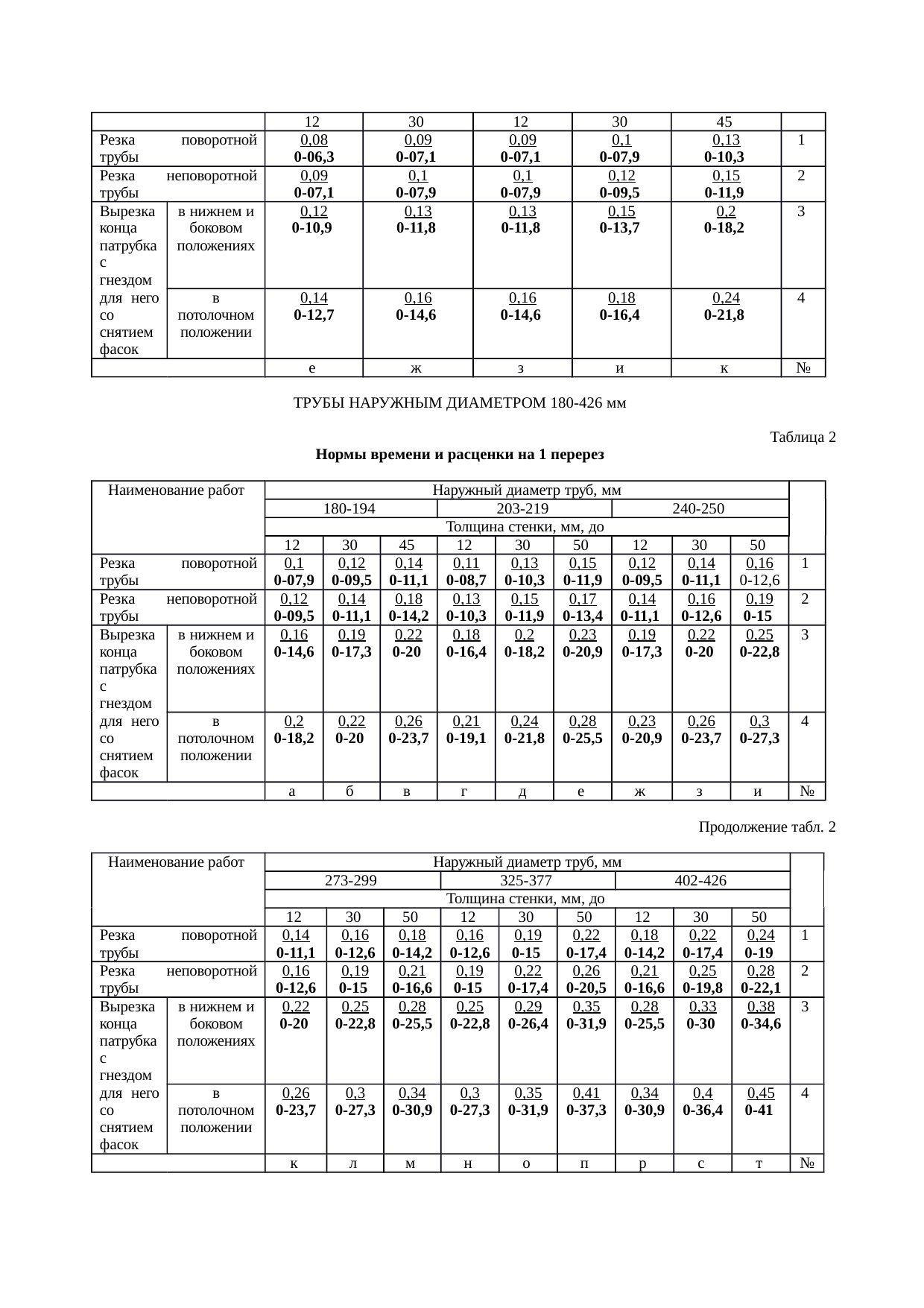
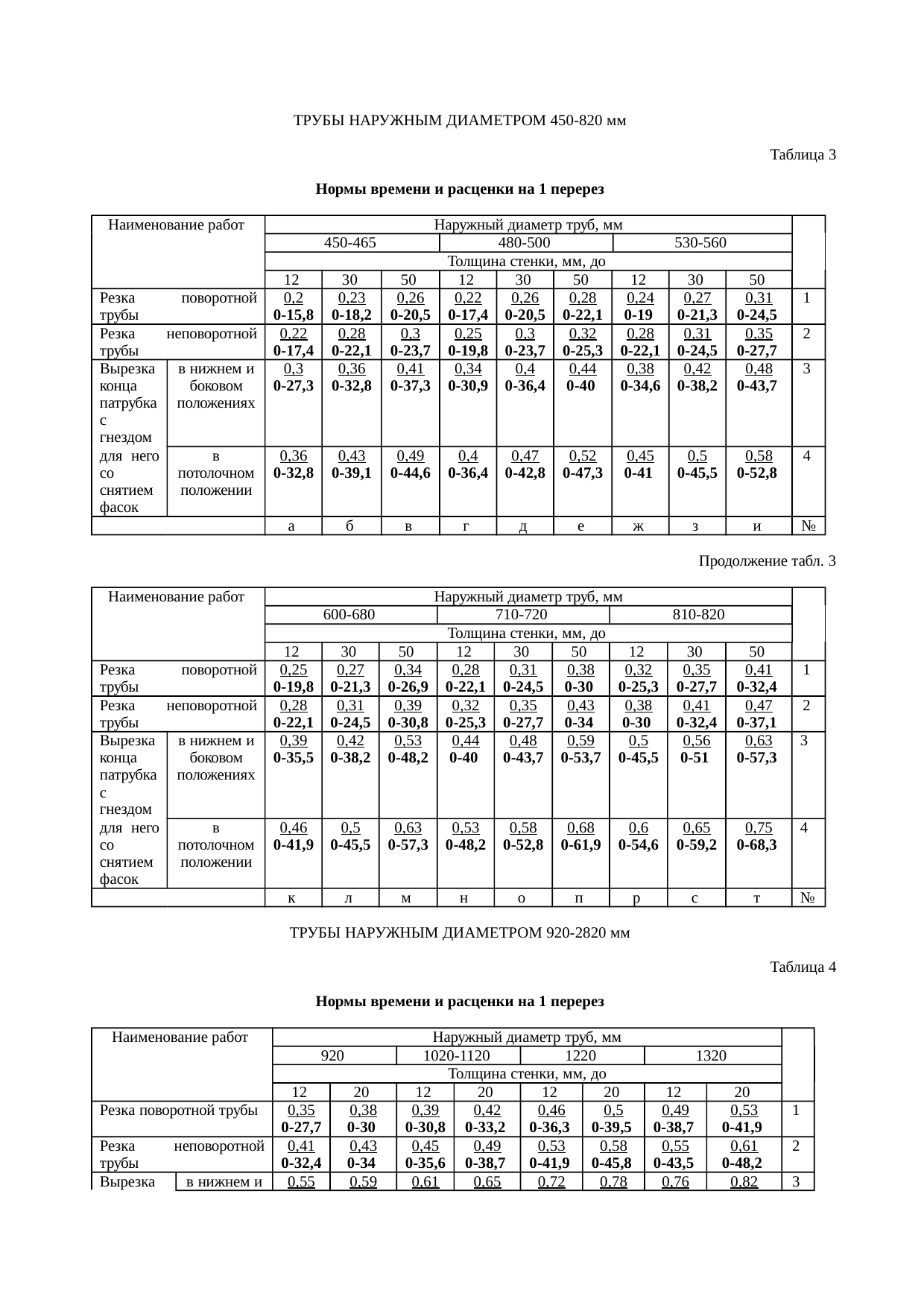
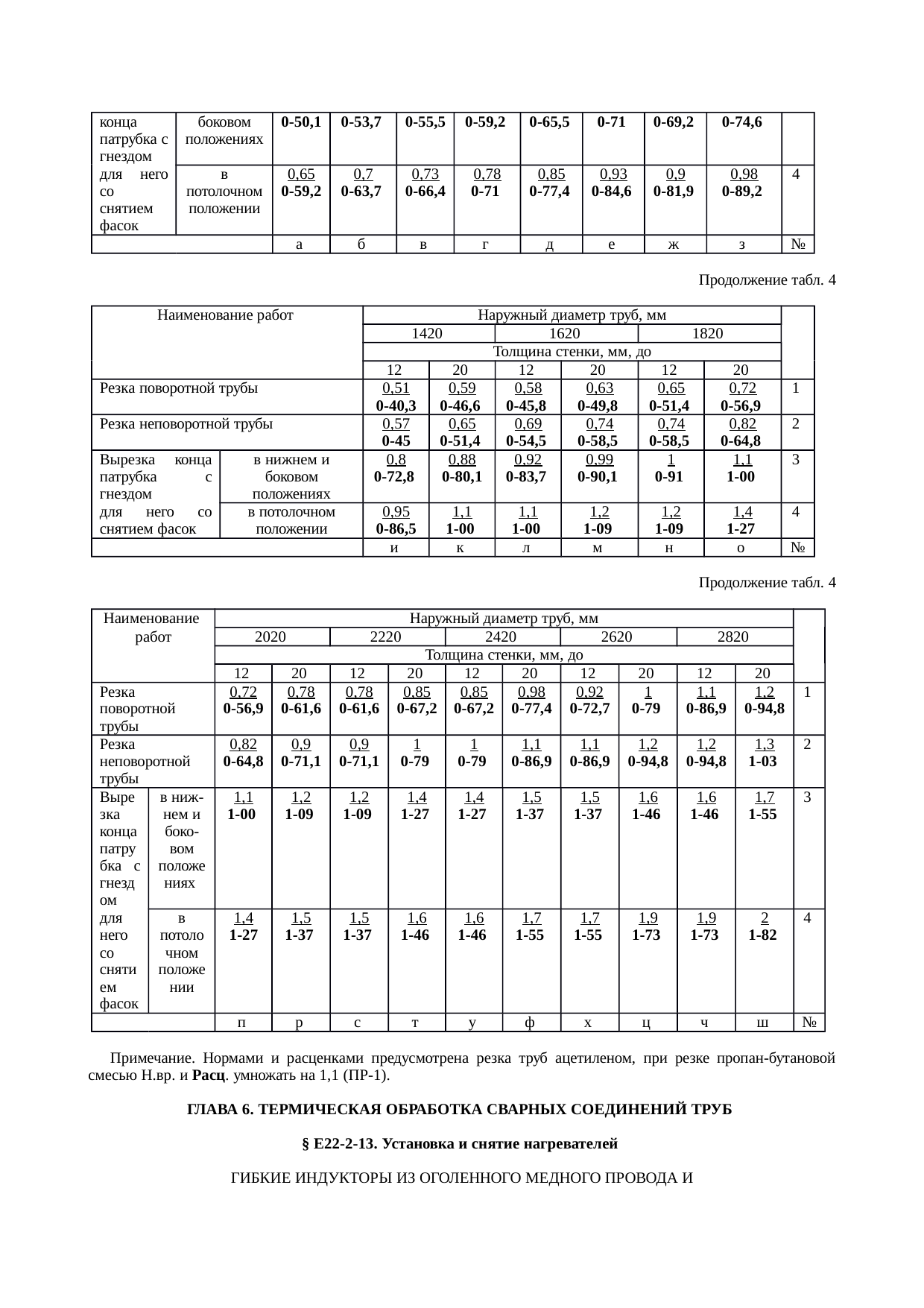
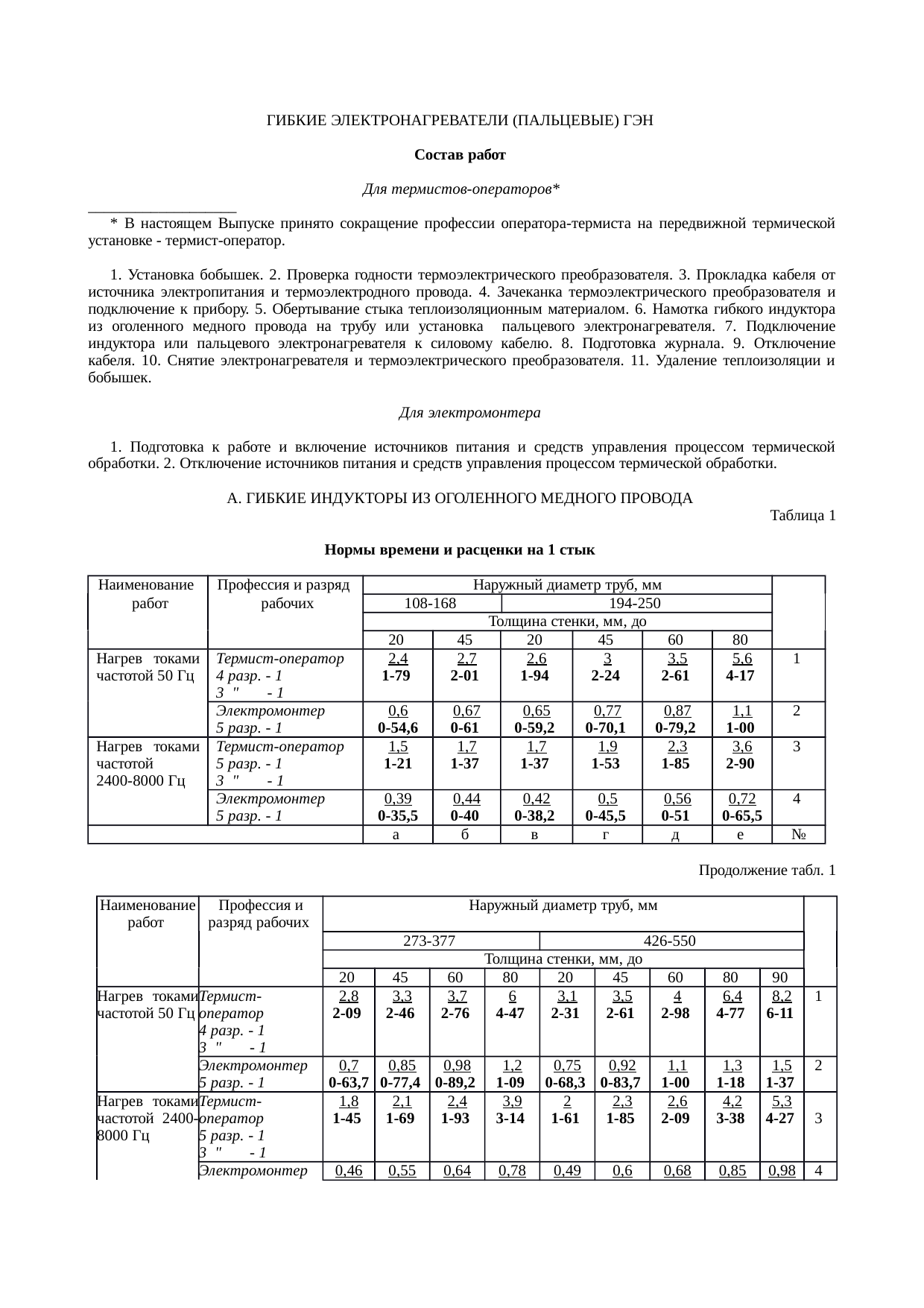
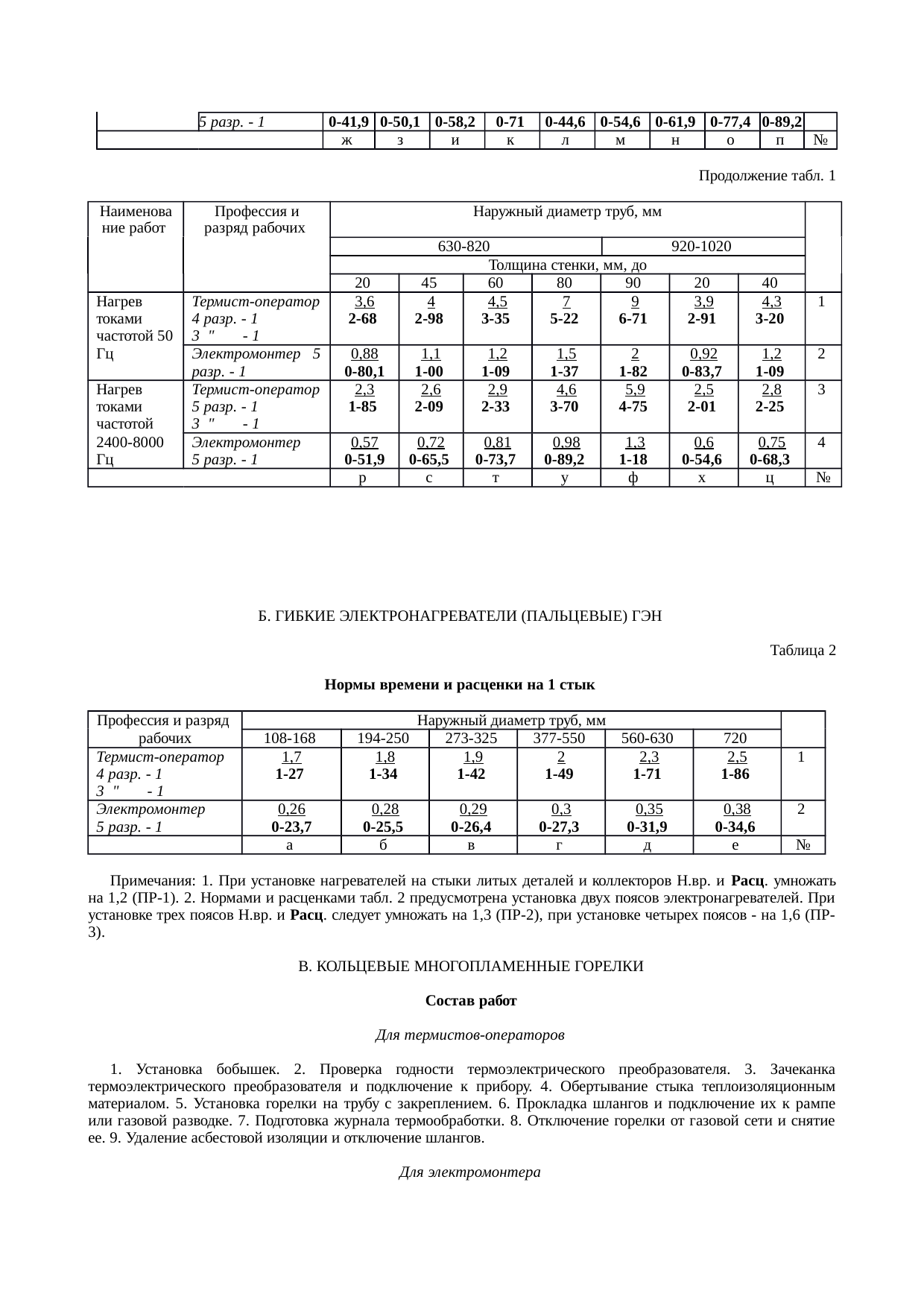
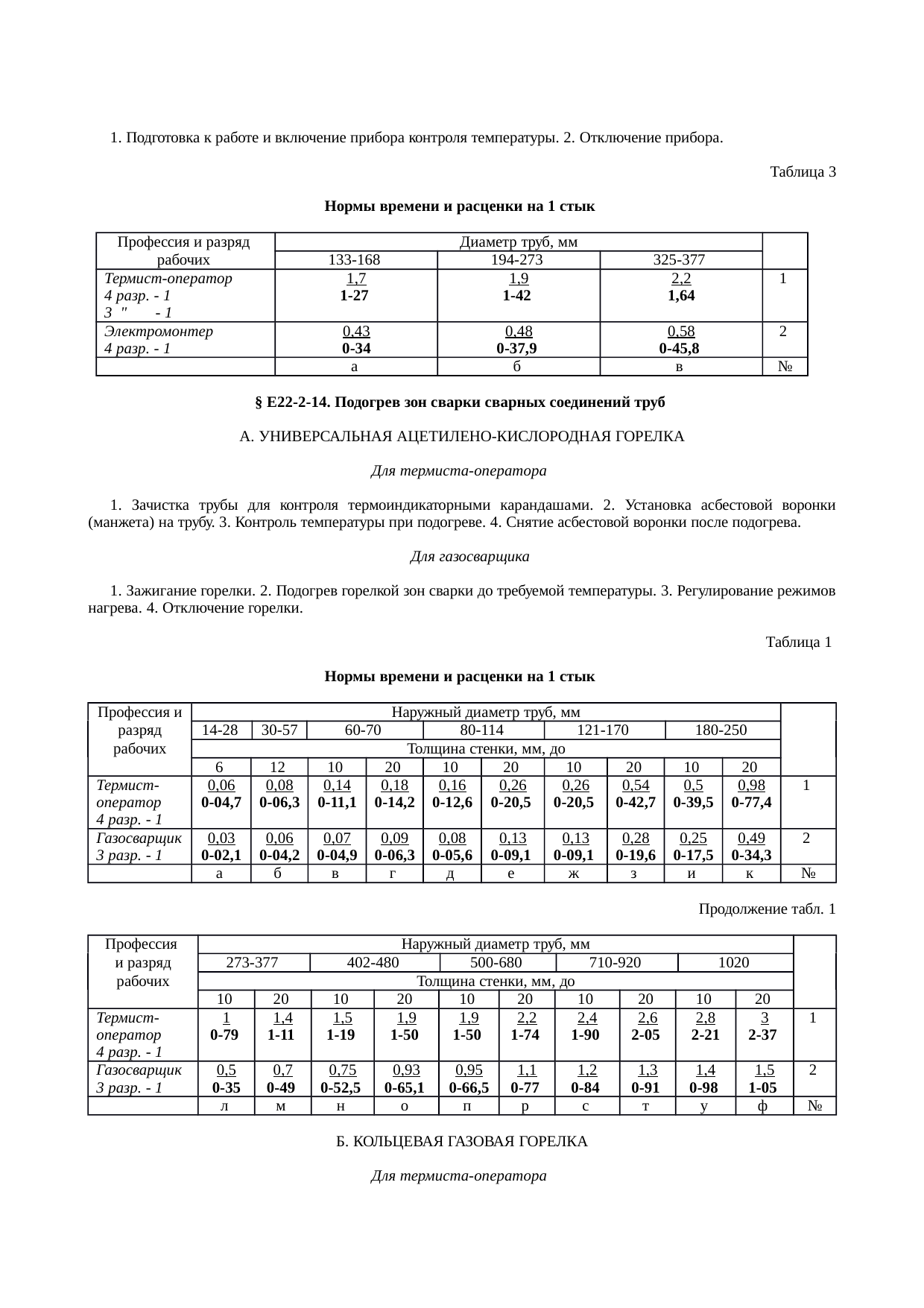
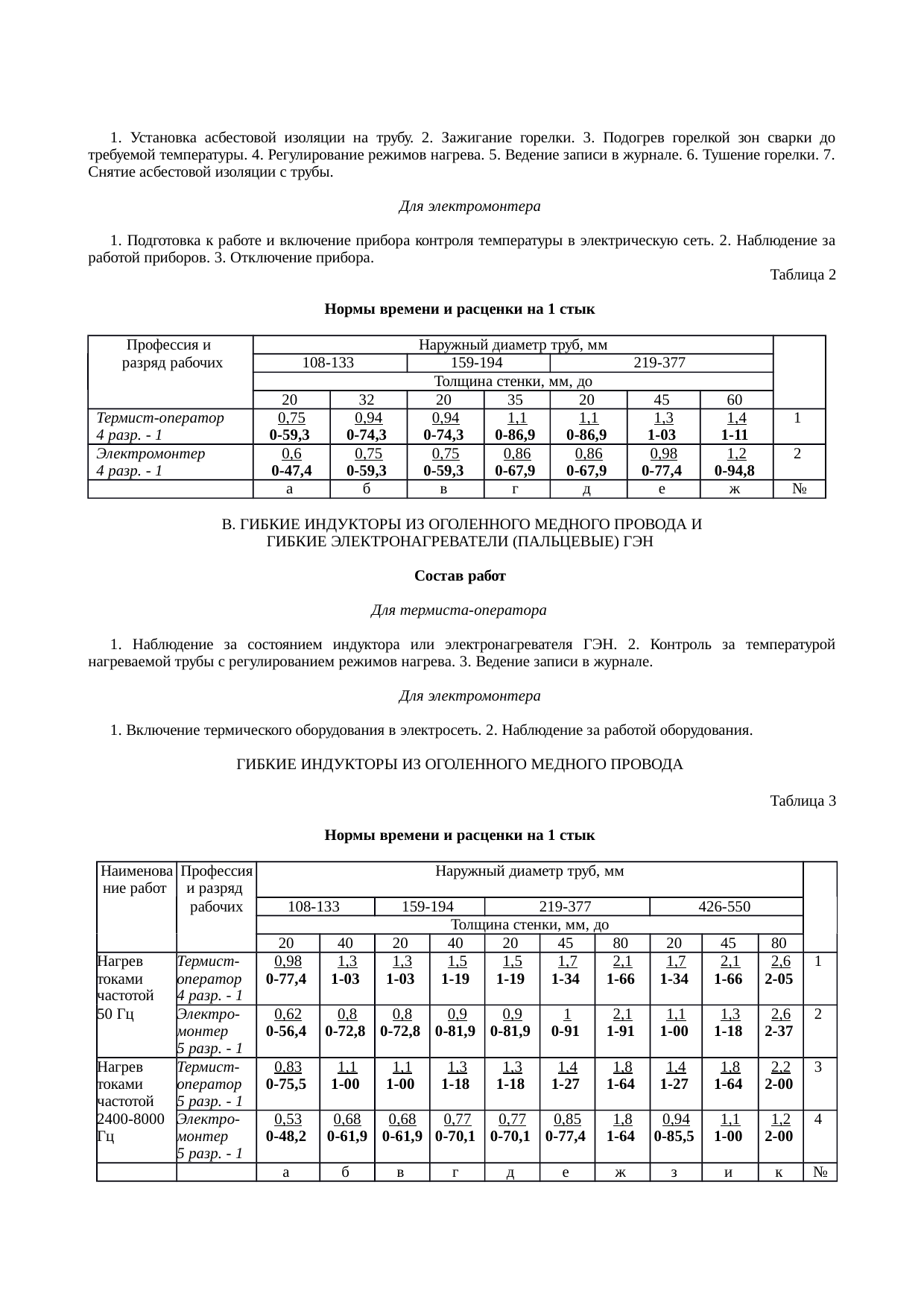
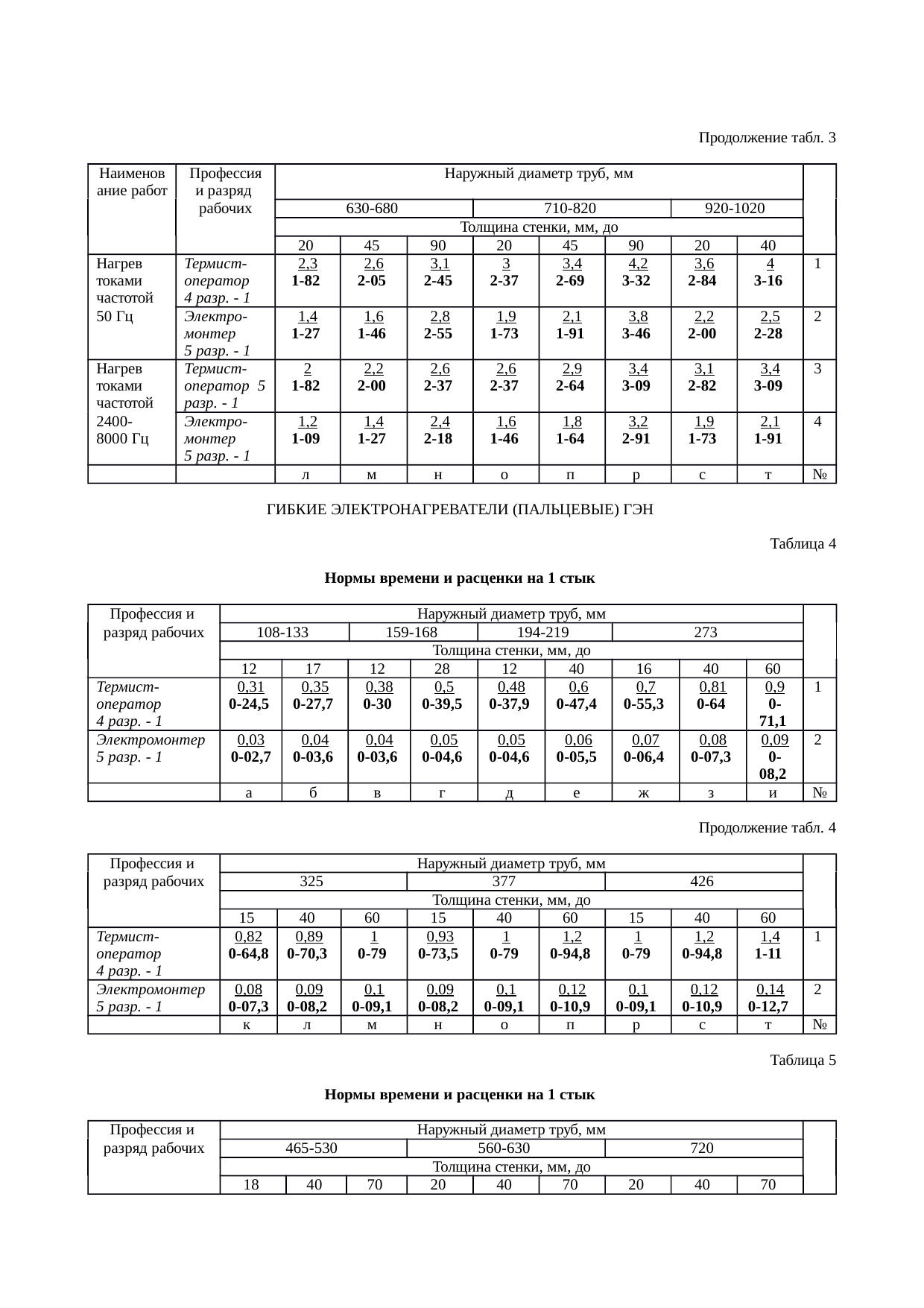
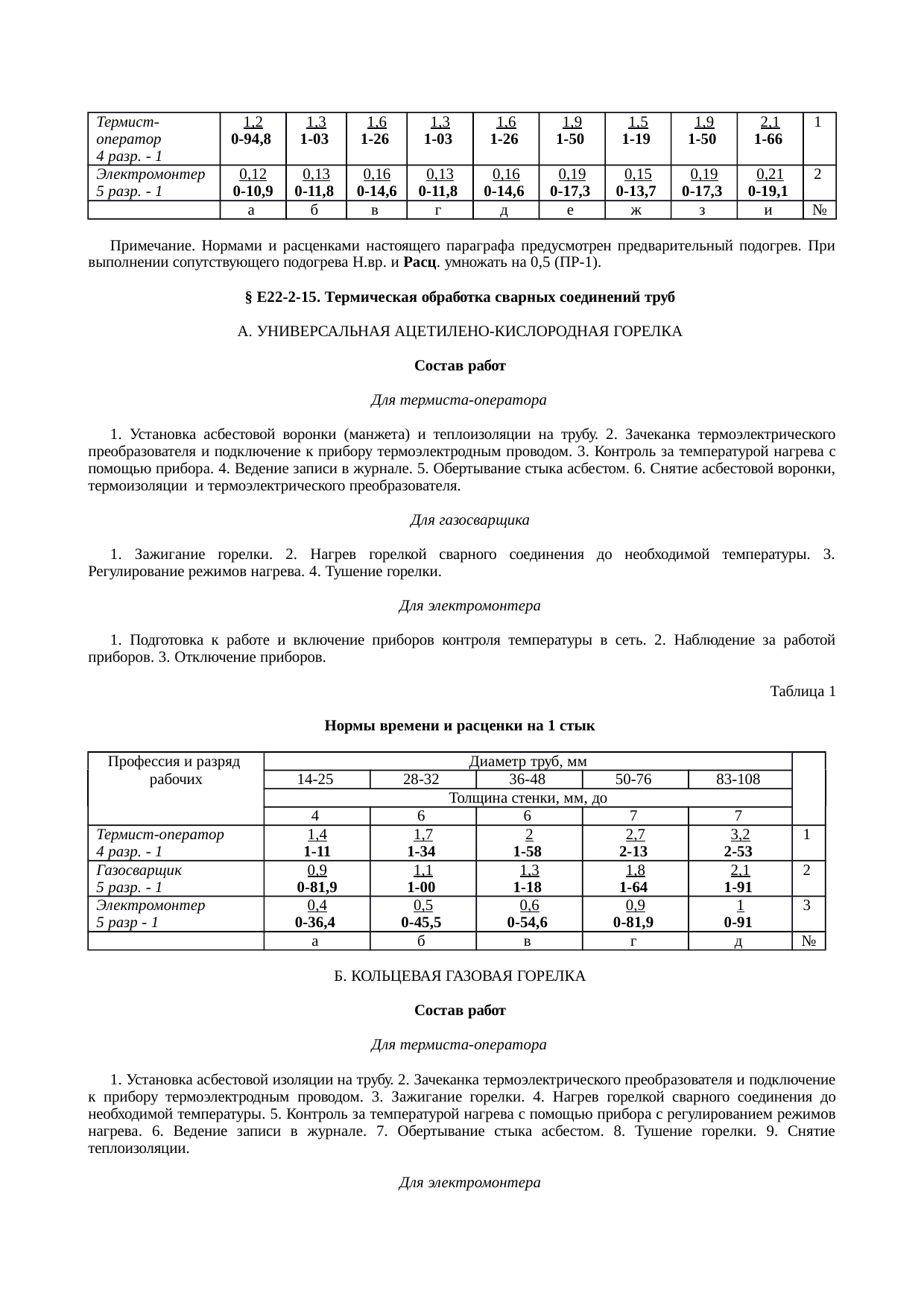
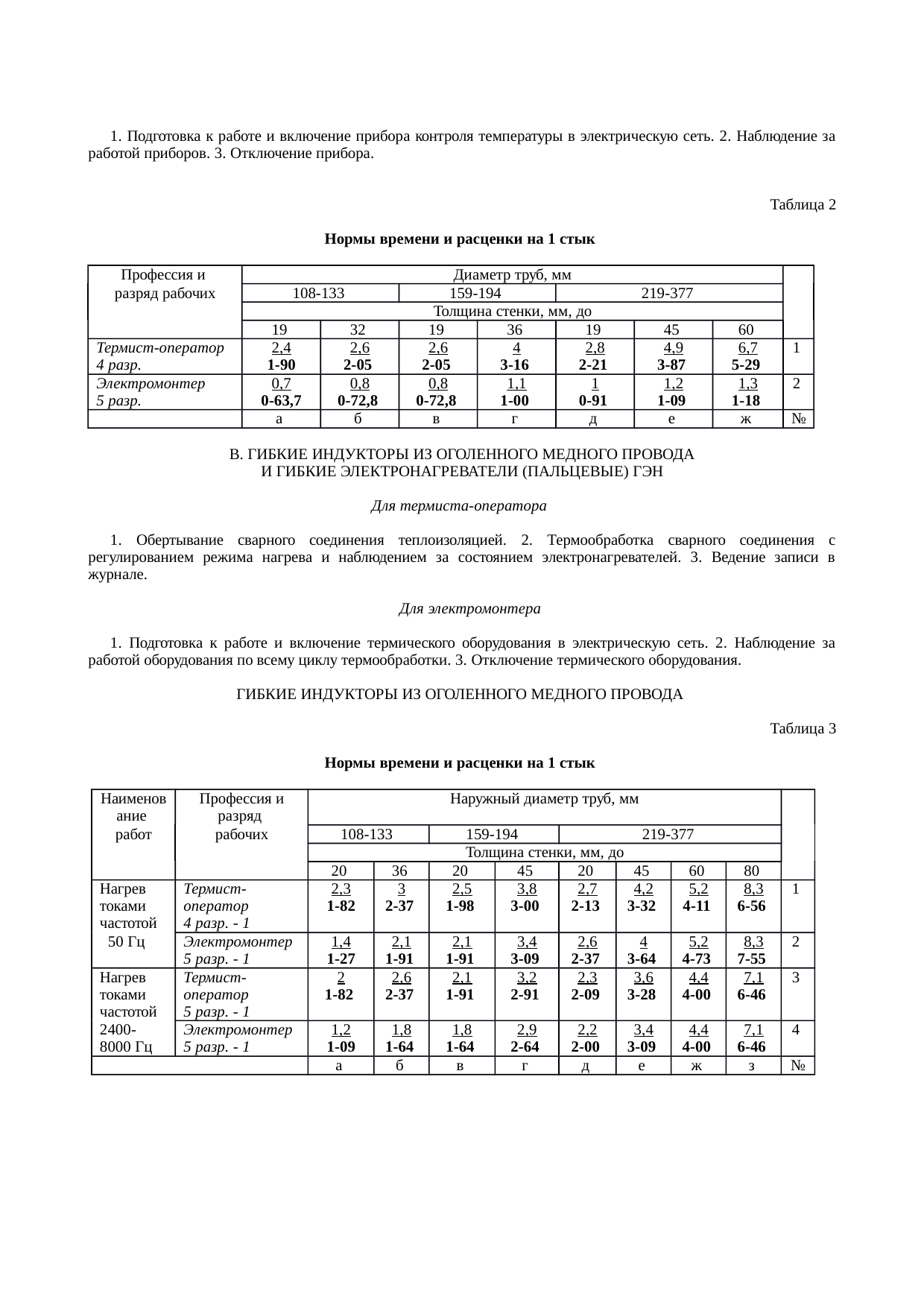
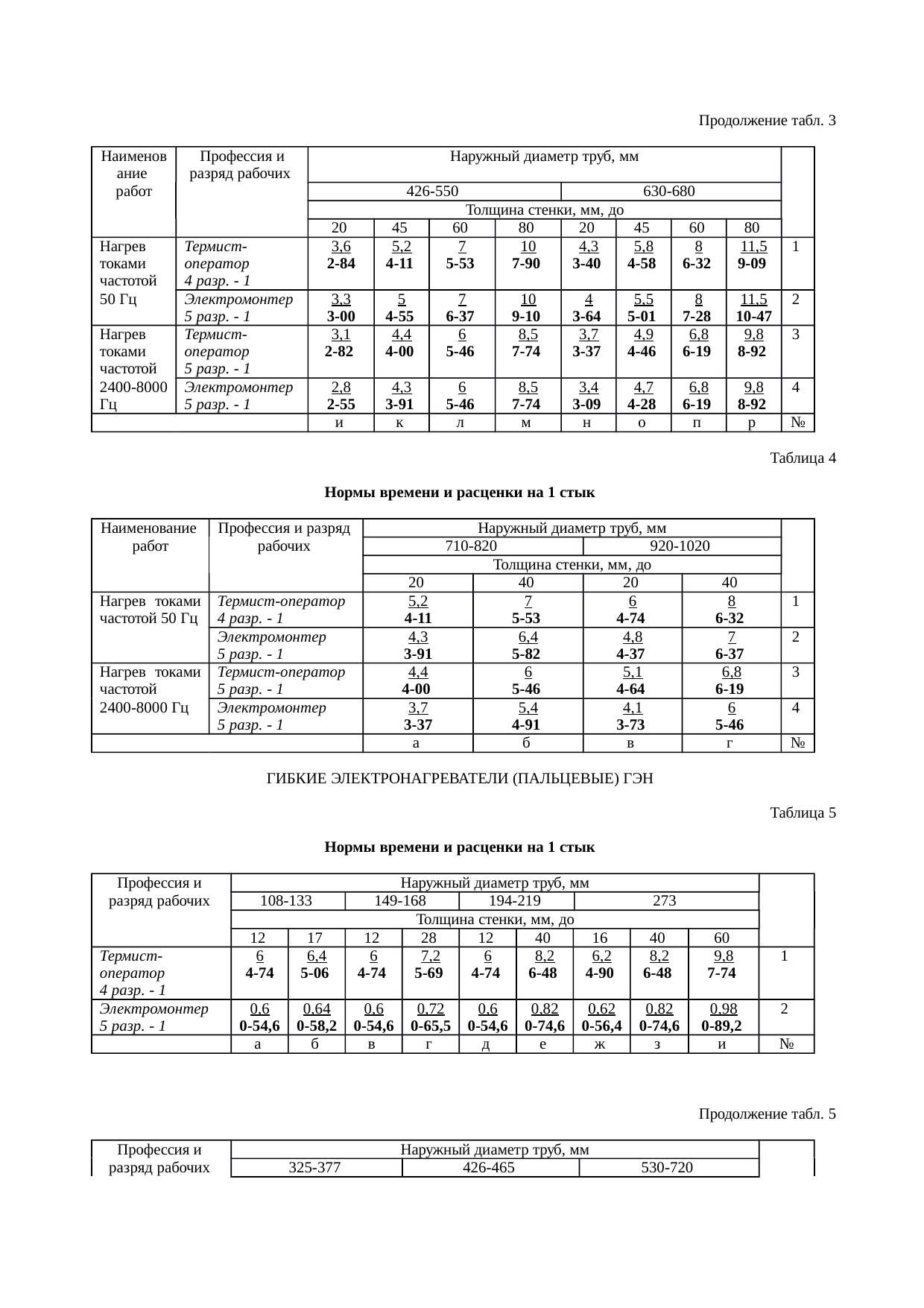
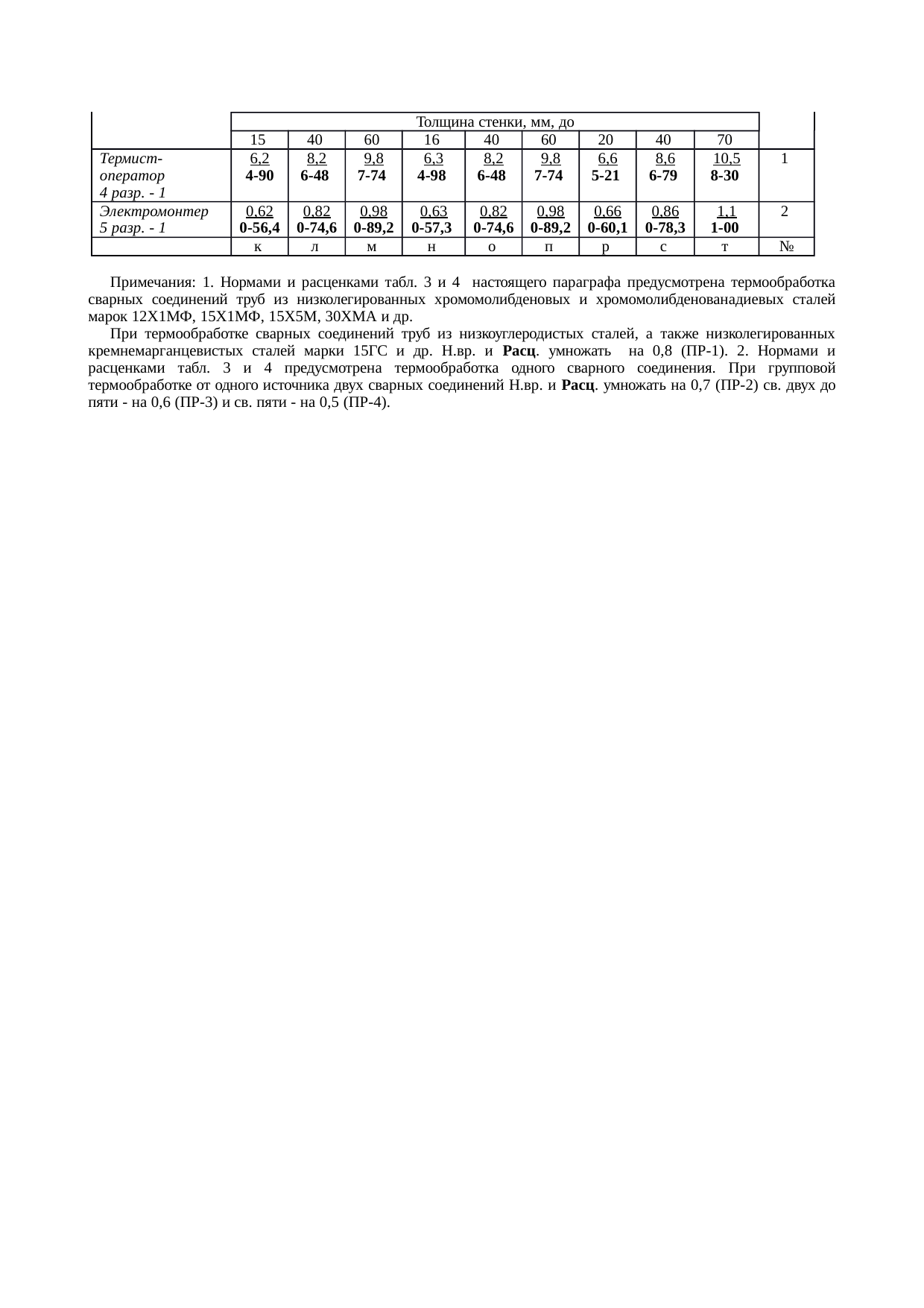
Сварочные работы Выпуск 2. Трубопроводы
Предлагаем прочесть документ: Сварочные работы Выпуск 2. Трубопроводы. Если у Вас есть информация, что документ «ЕНиР Сборник Е22 Выпуск 2» не является актуальным, просим написать об этом в редакцию сайта.
Скрыть дополнительную информацию
Статус документа на 2016:
Актуальный
Страница 1
Страница 2
Страница 3
Страница 4
Страница 5
Страница 6
Страница 7
Страница 8
Страница 9
Страница 10
Страница 11
Страница 12
Страница 13
Страница 14
Страница 15
Страница 16
Страница 17
Страница 18
Страница 19
Страница 20
Страница 21
Страница 22
Страница 23
Страница 24
Страница 25
Страница 26
Страница 27
Страница 28
Страница 29
Страница 30
Страница 31
Страница 32
Страница 33
Страница 34
Страница 35
Страница 36
Страница 37
Страница 38
Страница 39
Страница 40
Страница 41
Страница 42
Страница 43
Страница 44
Страница 45
Страница 46
Страница 47
Страница 48
Страница 49
Страница 50
Страница 51
Страница 52
Страница 53
Страница 54
Страница 55
Страница 56
Страница 57
Страница 58
Страница 59
Страница 60
Страница 61
Страница 62
Страница 63
Страница 64
Страница 65
Страница 66
Страница 67
Страница 68
Страница 69
Страница 70
Страница 71
Страница 72
Страница 73
Страница 74
Страница 75
Страница 76
Страница 77
Страница 78
Страница 79
Страница 80
Страница 81
Страница 82
Страница 83
Страница 84
Страница 85
Страница 86
Страница 87
Страница 88
Страница 89
Страница 90
Страница 91
Страница 92
Сохраните страницу в соцсетях:
Другие документы раздела "ЕНиР (с изм. 1-3)"
stroysvoimirukami.ru
ЕНиР Сборник Е22 Выпуск 1
Сварочные работы Выпуск 1. Конструкции зданий и промышленных сооружений
Предлагаем прочесть документ: Сварочные работы Выпуск 1. Конструкции зданий и промышленных сооружений. Если у Вас есть информация, что документ «ЕНиР Сборник Е22 Выпуск 1» не является актуальным, просим написать об этом в редакцию сайта.