Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
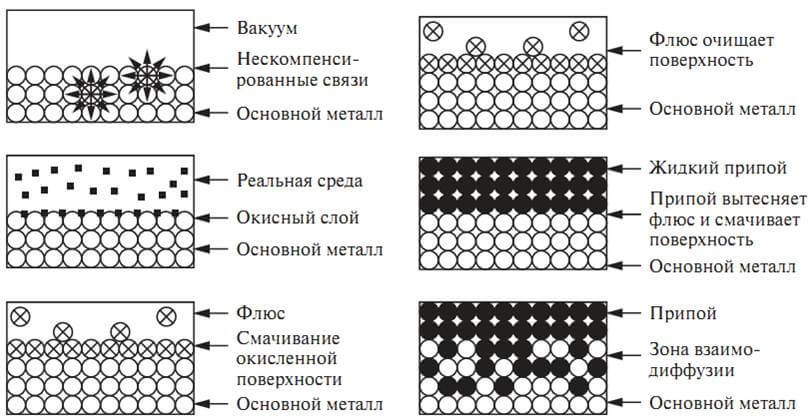
Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления. Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось. Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107.460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям». В этой статье описаны и проиллюстрированы фотографиями наиболее часто встречающиеся случаи пайки деталей на практике. Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин). После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем. Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали. Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится. После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки. Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем. Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию. Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней. Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли. Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя. Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке. С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой. Тут может помочь только применение регулятора температуры. Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше. После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах. Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные. Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится). Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое. Вот такими стали медные провода после лужения. Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку. Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой. Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку. Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается. Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник. С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли. При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки. Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут. Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета. Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату. Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях. Выполнять пайку паяльником будет удобно. После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой. Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия. Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение. В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности. Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы. Если приходиться часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате. Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп. Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий. В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению. Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам. Технология пайки светодиодных лент мало чем отличается от пайки других деталей. Но из-за того, что основа печатной платы представляет собой тонкую и гибкую ленту, для исключения отслоения печатных дорожек время пайки должно быть сведено к минимуму. В статье «Светодиодная лента – монтаж и установка» написана пошаговая инструкция по припайке к светодиодной ленте проводов, и как соединить в единое целое отрезки LED лент. Выпаять резистор или диод простая задача, гораздо сложнее выпаять паяльником микросхему, выпаивать по очереди выводы возможно, только если их откусить от корпуса кусачками. Но есть технология, позволяющая за минуту выпаять 24 выводную микросхему, с помощью заправленной медицинской иглы для инъекций. Игла выбирается с внутренним диаметром 0,6 мм, так как размер выводов микросхем обычно 0,5 мм. Конец ее заправляется под прямым углом и на конус, чтобы игла легче входила в отверстия печатной платы. Далее все просто, смазываете выводы микросхемы со стороны пайки спирто канифольным флюсом, одеваете иглу по очереди на каждый вывод микросхемы, прогреваете жалом паяльника припой, при этом иглу нужно все время вращать в противоположные стороны и надавливать, иначе игла может сама припаяться к выводу. После того, как игла вошла в плату, паяльник отводится, и игла с вращением медленно снимается с ножки. И так по очереди, пока все ножки не будут освобождены от припоя. Если вывод микросхемы загнут, то сначала расплавляется припой и одновременно одевается на вывод игла до упора и вывод выравнивается. На освобождение вывода иглой от припоя у меня уходит не более 2 секунд. После обработки всех ножек паяльником с иглой, микросхема легко извлекается, как будто и не была припаяна. Если одна из ножек не выпускает микросхему, то нужно ее обработать иглой и паяльником повторно. Некоторые пользуются технологией пайки с применением медной оплетки от коаксиального провода, но такой метод имеет недостатки. Во-первых, требует большей сноровки, наличие оплетки, не каждая подойдет, полное удаление припоя. После выпайки с иглой, весь припой остается на контактных площадках и для запайки новой микросхемы, достаточно только прогреть места пайки, не добавляя припоя. Сейчас при разработке электронных устройств широко применяются микросхемы в корпусе SOIC, предназначенные для поверхностного монтажа на печатную плату. При ремонте радиоаппаратуры иногда приходится такую микросхему заменять, для чего ее необходимо сначала выпаять, не оторвав печатные проводники. При ремонте светодиодной лампы типа трубки, пришлось заменять вышедшую из строя в драйвере микросхему BP2808 в корпусе SOIC. Проще всего микросхемы в корпусах, предназначенных для пайки непосредственно к контактным дорожкам печатной платы выпаивать с помощью паяльной станции, которая нагревает место пайки, горячим воздухом. К сожалению, у домашних мастеров нет такой возможности. Выпаять микросхему можно и без паяльной станции, с помощью отрезка тонкой стальной проволочки с небольшим крючком на конце. Стальную проволочку можно взять, развив пружинку, например, от шариковой ручки. Вывод микросхемы у печатной платы зацепляется крючком с натягом, и место пайки прогревается жалом маломощного паяльника (10Вт). Как только припой расплавится, крючок пройдет между выводом и печатным проводником, вывод немного отогнется вверх и между печатным проводником и ним останется зазор. Такая операция проделывается с каждым выводом. В результате микросхема полностью освободится, и выводы останутся неповрежденными. В случае ошибочного диагноза микросхему можно будет использовать повторно. После удаления микросхемы с печатной платы, по печатным проводникам, где была запаяна микросхема, нужно пройтись жалом паяльника, чтобы разровнять и удалить лишний припой. Далее новая микросхема прикладывается к печатным проводникам, места пайки смазываются спирто-канифольным флюсом и ножки прогреваются паяльником. Ширина жала паяльника должна быть меньше шага между ножками микросхемы. При шаге 1,25 мм ширина рабочей части жала должна быть не более 1мм. Чтобы заменить отказавший в контроллере транзистор, его сначала надо выпаять. Так как транзистор припаян всей металлической поверхностью корпуса непосредственно к медной фольге печатной платы, то для его извлечения нужно соблюдать определенную последовательность действий. В первую очередь нужно отсоединить от печатных проводников выводы транзистора. Если транзистор точно неисправен, то самым простым способом отсоединения является перекусывание ножек бокорезами. В случае если необходимо выпаять транзистор с платы для повторного применения, то в таком случае нужно паяльником прогреть место пайки и как только припой станет жидким, тонким шилом приподнять ножку над платой. Далее паяльник с максимально возможным количеством припоя на жале прикладывается к печатной плате в месте торчащего металлического основания транзистора и удерживается не более 5 секунд. Обычно за это время припой под транзистором успевает расплавиться, и транзистор легко удаляется пинцетом. Если за это время транзистор не поддался, нужно сделать минутную пауз ydoma.info Знания о том, как правильно паять, нужны не только радиолюбителям и специалистам по монтажу электроаппаратуры. Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте электробытовых приборов. Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности: При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки. Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя. Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями. Традиционный и самый доступный флюс — канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС. Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя. Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так: Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым). Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала: Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С. Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком. При достаточном нагреве расплавленный припой должен стать текучим. При мелких работах можно взять на жало инструмента каплю сплава и перенести ее на соединяемые детали. Но удобнее пользоваться тонкой проволокой (прутком) разного сечения. Часто внутри проволоки содержится слой канифоли, который помогает правильно паять паяльником без отвлечения от процесса. При таком способе горячим инструментом прогревается поверхность соединяемых проводников или деталей. Конец прутка припоя подводят к жалу и немного (на 1-3 мм) просовывают под него. Металл моментально плавится, после чего остаток прутка убирают, а припой греют паяльником, пока он не приобретет яркий блеск. При работе с радиодеталями нужно учитывать, что нагрев для них опасен. Все операции выполняют в течение 1-2 секунд. Во время пайки соединений одножильных проводов большого сечения можно использовать толстый пруток. При достаточном нагреве инструмента он тоже плавится быстро, но распределять его по спаиваемым поверхностям можно медленнее, стараясь заполнить все выемки скрутки. odinelectric.ru Паяльник используется для широкого спектра работ. С помощью паяльника можно отремонтировать наушники, подсоединить светодиодную ленту, чинить электроприборы, микросхемы и платы. Пайка с помощью паяльника проста и при внимательной подготовке не вызывает затруднений даже у того, кто никогда раньше не сталкивался с такой работой. Паяльник – инструмент с нагревательным элементом, используемый для соединения плавких материалов. По способу нагревания их разделяют на: Паяльники:1-Электрический, 2-Термовоздушный, 3-Газовый, 4-Индукционный Для работы с электрическими схемами и SMD-платами применяют электрические паяльники. В среднем они обладают мощностью в 15-40 Ватт. С помощью приборов мощностью более 100 Вт спаивают большие детали: радиаторы, медные трубки разного диаметра и т.д. Большие молотковые паяльники мощностью до 550 Вт используются в различных сферах промышленности: машиностроение, металлургия и т.п. На выбор того или иного инструмента влияет не только размер деталей, но и теплопроводность материала, из которого она сделана. Именно она определяет температуру нагрева, а, следовательно, и необходимую мощность. Так, например, медь может требовать большей температуры нагрева, чем стальная деталь аналогичного размера. Стоит отметить, что при пайке медных деталей может даже возникать ситуация, когда высокая теплопроводность приводит к распаиванию соединений, выполненных ранее. Основным элементом прибора (напоминаю, что работаем мы в основном электрическим) является нагревательный стрежень. Он представляет собой медную трубку и намотанную на неё нихромовую спираль. С одной стороны стержня, спрятанной в рукоятку прибора, идет ток, а с другой – вставлено жало из накатанного медного прута. Наконечник жала затачивается под скос. Нагрев наконечника происходит за счет замыкания тока на нихромовой спирали. Для электротехнических работ подойдет легкий инструмент компактных размеров с низкой теплоемкостью. Чтобы избежать рассеивания напряжения лучше выбрать модель, имеющую трех-направляющий штекер заземления. Для начинающего электротехника будет достаточно модели до 30 Вт. Если с помощью паяльника планируется ремонтировать автомобиль, то лучше обратиться 40-ваттным приборам – для быстрого соединения проводов любого типа на большой площади. Для комфортной работы паяльников в автомобиле продаются специальные насадки. Многие мастера по ремонту электроники пользуются паяльной станцией. Такая конструкция включает в себя набор всех необходимых для паяльных работ инструментов: паяльник со сменными наконечниками, подставка, блок регулировки напряжения, термофен, очистители и оловоотсос. Многих интересует вопрос, можно ли паять без паяльника. Да, можно, в данном случае припой и детали придется нагревать для лужения и спаивания на открытом огне. Это позволяет создавать более-менее качественные соединения, однако технология отличается меньшей безопасностью. Кроме того, у новичка, не обладающего достаточным опытом, могут возникнуть большие сложности при работе с такими материалами, как медь, алюминий или нержавейка. Перед тем как паять провода или электрические схемы необходимо выбрать подходящий припой. Для этой работы подходят оловянно-серебряные и оловянно-свинцовые припои, канифоль. Припои с содержанием свинца обеспечивают более высокое качество пайки, однако имеют недостаток, заключающийся во вредности этого металла. Оловом пользуются для пайки деталей и материалов, требующих сохранения безопасности для организма, например, посуды. Маркировка припоев обозначает металлы, входящие в ее состав и их содержание. Так, к примеру, в состав припоя ПОС-40 входят олово и свинец (припой оловянно-свинцовый). Цифра 40 говорит о 40% содержании олова. Количество свинца в ПОС припоях влияет на цвет (становится темнее) и температуру плавления (повышается). Для электротехнических работ чаще всего применяют ПОС с содержанием олова от 30% до 61%, а также ПСР-2 и ПСР-2,5. В маркировке оловянно-серебряного ПСр-2,5 цифра обозначает, что 2,5±0,3% припоя составляет серебро. Припой Для зачистки поверхности под пайку от оксидов используется специальные смеси – флюсы. Они являются одними из самых важных факторов, влияющих на качество паяния. Флюс должен подбираться под свойства паяемого материала, быть достаточно сильным для разрушения оксидной пленки. Активные флюсы на основе кислоты запрещено использовать для пайки микросхем и плат, поскольку они вызывают коррозию и разрушают контакты, однако при работе с химически стойкими металлами без них не обойтись. Сегодня при пайке, как правило, пользуются паяльной кислотой (хлорид цинка), спирто-канифольным раствором ЛТИ-120 и бурой (для пайки таких металлов, как медь, чугун, сталь, латунь). Если вы собираетесь паять наушники, колонки или контакты материнской платы, то в качестве флюса можно использовать канифоль. Однако не следует использовать ее для пайки элементов микросхемы и плат. И особое внимание обратите на следующее: нельзя использовать канифоль для музыкальных инструментов! Она сильно загрязняет место спайки. Флюс Рекомендуем к просмотру это видео. Оно может раскрыть оставшиеся вопросы о флюсах и припоях. Безусловно, для того, чтобы стать мастером и выполнять пайку деталей любых сложностей, необходимо время и опыт. Однако для того, чтобы починить наушники, прикрепить светодиодную ленту или в домашних условиях поменять конденсаторы на компьютерной плате не нужно обладать особыми знаниями. Соблюдение инструкции и правил электротехнической безопасности позволят выполнить эти работы без затруднений. Огромное значение для качества и эффективности пайки имеет состояние жала. Процесс ухода за ним называют лужением — процесс покрытия его поверхности тонким слоем припоя. Это делается для того чтобы медь, из которой изготовлен наконечник паяльника, не окислилась. Паяльник с окислившимся жалом плохо взаимодействует с припоем и обрабатываемым материалом. Каждый раз, перед тем как паять паяльником, следует проводить его подготовку. Сначала обрабатываем жало холодного паяльника напильником, или жесткой щеткой, очищая медь от грязи. Чистка паяльника щеткой (можно использовать и напильник) После чистки паяльника. Затем, нагрев паяльник до рабочей температуры, нужно несколько раз поочередно коснуться им канифоли и затем припоя. Сплав должен равномерно покрыть рабочую часть. Опускаем паяльник во флюс. Касаемся жалом припоя. Ниже видео о том как залудить паяльник и приготовить его к работе. Пожалуй на видео даже лучше видно, чем на наших фотографиях, так что рекомендуем посмотреть. Очень часто электрические паяльники используют для пайки печатных плат. Для этого подойдет специальный небольшой прибор средней мощности. Более подробно рекомендуем прочитать статью о выборе паяльников для плат и микросхем. Обезжириваем плату перед пайкой. Пайка платы. Ниже видео, которое наглядно описывает весь процесс:Такой способ пайки позволяет новичку без особых затруднений припаять к схеме радиатор, впаять кнопку на модем, светодиодную ленту (об этом более подробно будет ниже) или отремонтировать штекер. Умение паять провода может пригодиться во многих ситуациях. Одним из самых подходящих примеров можно назвать вышедшие из-за перелома провода наушники. Для соединения проводов используют два основных способа: В обоих случаях используется канифоль. При необходимости очистки проводов применяется жидкий флюс, наносимый с помощью кисточки. Другие способы спайки проводов между собой основываются на двух основных, описанных выше, и представлены на следующем рисунке. Способы спайки проводов между собой Для пайки радиоэлементов без печатного монтажа прибегают к двум способам. Первый (нахлестный) является более быстрым, а второй (скрутка) обеспечивает большую надежность соединения. Для того чтобы починить наушники лучше всего подойдет второй указанный способ (т.к. обеспечит большую прочность соединения). Порядок действий примерно следующий: Если провод поврежден у самого штекера или входа в наушники, необходимо будет разобрать корпус и припаять провода непосредственно к входным контактам. Сегодня светодиодную ленту активно используют для монтажа интерьерного освещения различной сложности. Она дает широкие дизайнерские возможности, имеет небольшие размеры и не уступает по рабочим характеристикам другим осветительным приборам. Светодиодная лента Вне зависимости от размера и условий монтажа, ленту паяют по одинаковой инструкции: Обратите внимание, спаивая две ленты! Плюс должен идти к плюсу, а минус к минусу! Процесс припаивания изображен на фотографиях ниже: Фиксируем светодиодную ленту (использовалась изолента) Немного припоя на каждый контакт. Припаиваем провода, соблюдая полярность. Чтобы паять диодную ленту хорошо подходят паяльники мощностью до 40 Вт. Лучше всего использовать провода с сечением 0,75 мм. Красные припаиваются к плюсовому контакту, а черные – к минусовому. Рулон светодиодной ленты. Теперь о том, как паять светодиоды непосредственно на плату, чтобы создать светодиодную подсветку своими руками. Для этого понадобятся сами диоды, кусочек платы для них (можно купить в радиотехническом магазине) и паяльные принадлежности. Для очистки от окалины воспользуемся флюсом под алюминий, оловом – в качестве припоя. Кажется, что в том, как паять алюминий, нет никакой сложности. Ведь этот материал обладает высокой теплопроводностью и легко поддается обработке. Несмотря на это для обработки данного металла необходимо учитывать некоторые особенности. Алюминий под воздействием высокой температуры очень быстро образует на поверхности окисные пленки, и поэтому для его пайки приходится использовать специальные флюсы и паяльные жала (покрытые сталью). И если обработка алюминиевых проводов практически не отличается от работы с другими металлами, то пайка плоских алюминиевых поверхностей — процесс гораздо более сложный. В первую очередь, вам понадобится паяльник мощностью в 60-100 Вт, для того чтобы хорошо прогревать большие детали. Похожим образом паяют нержавейку – этот процесс тоже требует тщательной зачистки рабочей поверхности перед нанесением припоя. tokidet.ru Пайкой называется способ создания неразъемного соединения посредством введения в зону контакта расплавленного материала с температурой плавления ниже, чем у материалов соединяемых деталей. О том, как правильно паять паяльником, можно узнать, освоив технологию на практике. Паяльник электрический выпускается с напряжением питания от 12 до 220в. Маломощную конструкцию сложно изготовить под большое напряжение, так как для этого требуется много слоев тонкого провода, что приводит к увеличению габаритов. Кроме того, его выбирают, исходя из условий безопасности работы. Мощность паяльника удобно подобрать с помощью простой таблицы: Мощность, Вт Назначение пайки 5-20 Транзисторы, диоды, микросхемы 40-50 Распространенная работа по электромонтажу более 50 Пайка крупных деталей Оптимальную температуру жала поддерживают вручную или автоматически. Для этого применяют тиристорные регуляторы. Для увеличения срока службы конец паяльника можно отковать. При этом медь будет меньше растворяться в припое. Перед тем как пользоваться паяльником, жалу придают напильником определенную форму. Наиболее распространенными являются угловая и на срез. Ножевидную форму придают концу, чтобы одновременно выпаивать несколько контактов микросхемы или выводов разъема. Перед тем как правильно паять паяльником, рабочий участок следует снабдить необходимыми инструментами: - Подставка. Разогретый прибор располагается на подставке. Она также служит для размещения флюса и является площадкой для работы с проводами. К ней дополнительно прикрепляют «крокодил» с кусочком поролона для чистки жала. - Штатив. В него входят зажимы («крокодилы»), которые можно перемещать по высоте и поворачивать, ванночка с канифолью, держатель для паяльника. - Набор инструментов. Он нужен для поддерживания деталей, придания проводам заданных форм, зачистки поверхностей пайки. В число таких инструментов входят пинцеты, пассатижи, кусачки, круглогубцы, напильники, нож, наждачная бумага. Использование материалов по назначению. Для пайки можно применять олово. Но его температура плавления составляет 230 ºС. При радиомонтаже соединяемые детали могут выйти из строя из-за перегрева. Сплав олова со свинцом становится жидким при температуре 180-200 ºС. К тому же он дешевле, а качество соединения получается не хуже. Чистое олово преимущественно используют при ремонте емкостей. В радиомонтажных работах применяют припой марки ПОС-61, где число показывает процентное содержание олова. Для удаления окислов с места соединения применяют флюсы. Жестянщики используют для этого кислоты, которые непригодны для электрических соединений. Для них нужно использовать флюсы, которые не будут разрушать контакты. Как правильно паять паяльником с канифолью, которая чаще всего применяется для защиты соединений от окисления? Она является пассивным флюсом и должна постоянно защищать расплавленный припой от контакта с воздухом, препятствуя появлению окислов, но с поверхности их не удаляет. Удобным для работы является трубчатый припой, заполненный изнутри канифолью. Для труднодоступных мест используется ее спиртовой раствор. Жало паяльника должно быть зачищено и покрыто слоем припоя, чтобы оксидный налет не мешал в работе. Поверхности контакта предварительно зачищают и залуживают. Тогда соединение получается надежным и прочным. Детали следует правильно соединять и прогревать места спайки. С поверхностей деталей удаляются посторонние вещества посредством зачистки наждачной бумагой и обезжиривания ацетоном или бензином. Жало очищается от окислов и гари напильником, бруском или наждачной бумагой. Паяльник нагревается, его конец покрывается канифолью, а затем залуживается. Для этого припой на жале растирается деревянным бруском. Вся рабочая поверхность должна приобрести характерный серебристый цвет. Нагревается припой. Его небольшая часть в виде капли наносится на место соединения и разравнивается. Если это необходимо, он добавляется до нужного количества, пока не закроет место контакта. Участок соединения прогревается. Как правильно паять провода? Соприкосновение жала с проводником должно быть по максимально большой площади, а не кончиком, как это делают неопытные монтажники. При этом канифоль должна еще оставаться на капле припоя, чтобы не началось его окисление. Процесс пайки производится в один прием. Если несколько раз отводить и снова прижимать жало к детали, припой станет серым из-за окисления, поскольку канифоль испаряется раньше. В процессе остывания детали должны быть неподвижными. При смещении проводов, когда припой еще не застыл, в нем образуются микротрещины, ухудшающие прочность соединения и создающие дополнительное электрическое сопротивление. Остатки канифоли удаляются кисточкой, смоченной спиртом. Разберемся, как правильно паять паяльником провода. Прежде всего их концы, предназначенные для соединения, освобождаются от изоляции. Соединяемые провода важно качественно прогреть. Для этого размеры жала должны соответствовать габаритам деталей. Если паяльник слишком большой, то в процессе работы будут повреждены соседние элементы. При его малых размерах пайка окажется ненадежной, поскольку детали трудно прогреть. Подготовка провода заключается в удалении с его конца изоляции. Ее снимают ножом или кусачками. Многожильный провод следует скрутить, чтобы не торчали отдельные части, и залудить. Для этого он опускается в ванночку с канифолью, паяльником берется капля припоя и проводится несколько раз по медным жилам. В процессе лужения провод нужно прогревать и поворачивать, чтобы покрытие было со всех сторон. Для подготовки к дальнейшей работе залуженный конец окунают в расплавленную канифоль и производят таким образом «лакировку». Ее излишки можно будет потом легко удалить рукой. Припой является слабым сплавом и ломается от небольших нагрузок. Соединяемые провода предварительно зачищают и скручивают. Для этого они должны иметь общую ось. Их центры следует совместить, после чего один провод скручивается вдоль длины другого. Аналогичная операция проделывается со вторым концом. На место соединения наносится расплав канифоли, а затем — припой. Скрутку следует прогреть 2-3 сек. При недостаточном количестве припой надо добавить, чтобы покрытие было равномерным и блестело. Многим непонятно, почему соединение не прогревается даже с мощным прибором. Как должна производиться пайка паяльником в этом случае? Дело в том, что тепло распространяется снизу вверх. Поэтому скрутку необходимо подогревать снизу. При перегреве припой растекается, а когда тепла недостаточно, покрытие получается рыхлым. Одножильные провода зачищают до блеска и окунают в канифоль. Затем их соединяют, прогревают 3-5 сек. и наносят припой. На оголенный провод надевают термоусадочную трубку большего диаметра, который уменьшается от повышенной температуры, после чего образуется надежная изоляция. Если спайка быстро остывает, для подогрева используют зажигалку. Освоив, как правильно паять провода, можно приступить к более сложным операциям. Скручивать вместе медный и алюминиевый провода недопустимо из-за тепловыделения в переходном сопротивлении контакта. Их фиксацию производят через промежуточный элемент, которым может быть болтовое соединение с разделением шайбами, клеммный зажим, прослойка другого металла. Припой для пайки алюминия на основе олова подходит также к медному проводу и может быть для них надежным промежуточным слоем. Спайку с радиоэлементом производят скруткой или внахлест, применяя теплоотвод, например, пинцетом. Нагрев многих деталей электросхем не должен превышать 70 ºС при продолжительности более 3 сек. На печатной плате место монтажа по периметру отверстия покрывается слоем припоя. Затем в него вставляется залуженный и покрытый канифолью конец проводника. Его прогревают и смачивают добавленной каплей припоя. Жало должно касаться вывода и дорожки платы одновременно. Излишки припоя легко удаляются медной оплеткой. Работа выполнена качественно, когда все точки пайки похожи друг на друга. Выводы радиоэлементов загибают и вставляют в отверстия платы. Концы с обратной стороны немного отгибают, чтобы деталь не выпадала. Паяльник нельзя долгое время держать сухим в нагретом состоянии. Он покрывается слоем окислов, и жало снова придется зачищать и лудить. На конце постоянно должен быть слой расплавленной канифоли, а в длительные промежутки между работой паяльник следует отключать. Также с него периодически удаляется губкой старый припой. Элементы плат различного оборудования могут выйти из строя под действием статического электричества. Для предотвращения его возникновения корпус паяльника следует заземлить. Рассмотрим, как правильно паять микросхемы. Процесс имеет некоторые особенности. Микросхемы не выдерживают перегрева. В местах соединения не должно быть излишков припоя. Для этого применяют паяльник для микросхем с регулированием температуры нагрева. Одновременный нагрев контактов производят с применением фена с насадками. Участок на плате необходимо очистить. Для этого подходит ацетон или универсальный растворитель лаков. Затем включается фен, и его температура устанавливается на уровне 330-370 ºС. При минимальной скорости обдува чип разогревается и сразу удаляется пинцетом после оплавления контактов. Затем зона спайки смазывается флюсом, а на место неисправной устанавливается новая микросхема. При нагреве феном она немного проседает от расплавления контактов, что является сигналом о конце операции. Место пайки протирается ацетоном, чтобы удалить остатки флюса. Достаточно мощные контакты можно дополнительно прогреть паяльником. Когда будет освоена простая пайка паяльником, можно переходить на сложные соединения, например, разнородные металлы с использованием газового, печного или импульсного подогрева. Трудности пайки алюминия связаны с его низкой температурой плавления (660 ºС) и прочной оксидной пленкой. Детали нагревают в печи или газопламенной горелкой. Их подготовка заключается в удалении жиров растворителем и в механической зачистке наждачной бумагой, абразивным кругом или щеткой из нержавейки. При этом окисная пленка образуется вновь, но ее толщина значительно меньше предыдущей. Затем на место соединения наносится флюс и производится его подогрев до температуры расплавления припоя. Электродным стержнем прикасаются к месту стыка, пока он не начнет плавиться. Припой для пайки алюминия при температуре 150-400 ºС может быть на основе цинка, олова, кадмия (легкоплавкий). Он слабо сопротивляется коррозии и требует дополнительных покрытий. Тугоплавкие припои, такие, как силумин (590-600 ºС), 34А (530-550 ºС) и другие, более надежны и используются чаще. Сплавы алюминия имеют меньшую температуру плавления. Их паяют с печным подогревом, который точнее регулируется. Как правильно паять паяльником провода и микросхемы? Ответ на этот вопрос подразумевает, прежде всего, тщательную подготовку инструмента и деталей. В процессе создания неразъемного соединения слой расплавленного припоя всегда должен быть защищен флюсом. Для каждой операции подбирается паяльник соответствующей мощности и формы рабочей поверхности жала. При правильном соединении деталей и выдерживании температурного режима пайка получается надежной и долго служит. www.syl.ru Эта статья поможет вам узнать, как правильно паять паяльником, если вы не держали его в руках до этого. Паяльник – действительно нужная вещь, если вы радиолюбитель, системный администратор, хотите самостоятельно чинить домашнюю электронику или если хотите научиться чему-то новому и полезному. Важно понимать, что если вам уже сегодня нужно перепаять провода в бытовой технике или спаять материнскую плату в компьютере, прочтения одной статьи будет явно недостаточно. Несмотря на кажущуюся простоту, работа с паяльником – это почти искусство, требующие внимательности, опыта и наличия твердой руки. Прежде чем что-то паять для провода, имеющего ценность, стоит изрядно попрактиковаться на расходном материале. Понять, как работает паяльник, не сложно. Нагревательный элемент разогревается до высокой температуры (300 и выше градусов). Паяние – это процесс всасывания специального вещества (припоя). Оно имеет температуру плавления ниже, чем у провода для спаивания. Паяльник расплавляет припой, заполняющий собой все микропоры металла, взаимодействуя с ними на молекулярном уровне. При охлаждении он «прикипает» и образовывает устойчивую связь между двумя частями провода. Отвечая на вопрос «как паять паяльником», необходимо затронуть тему инструмента и расходных материалов, необходимых для осуществления пайки. Итак, чтобы правильно и качественно паять, вам понадобится: Есть много самых разных моделей, необходимых для решения широкого спектра технических проблем. Но главный критерий – мощность. По мощности они разделяются на несколько типов: Если вы планируете заниматься припайкой радиодеталей, достаточно будет 25 ватного инструмента. Чтобы припаять обычной провод, мощности должно хватить, но для использования в быту стоит подобрать модель в 35 Вт и выше. Подставки часто продаются в комплекте. Они не только сохраняют рабочий стол от пятен припоя, но и позволяют всегда контролировать положение инструмента. В работе он должен находиться на краю стола. Важно следить за сетевым проводом. В этом специальном легкоплавком сплаве, как правило, используются вещества: Или любой другой металл с подходящей температурой плавления. Самые легкоплавкие имеют температуру плавления до 80 градусов, а наиболее устойчивые – свыше 900. В быту рекомендуется использовать припой марки ПОС 61. Самый удобный вид – тоненькая проволочка. Так называется специальное вещество, выступающее связующим звеном между припоем и металлом провода. Он помогает адгезии (приставанию) припоя, и успешно защищает его от окисления и помогает обезжириванию. Наиболее популярная марка – ЛТИ 120. При необходимости он делается самостоятельно. Для этого достаточно растворить канифоль в спирте (примерно 60 на 40%) и тщательно взболтать. Чтобы удобно и безопасно паять с паяльником, следует обзавестись предметами: Новый паяльник необходимо зачистить и облудить. Следует включить его в сеть на 15-20 минут. При этом нередко начинает выгорать заводская смазка, и сам инструмент может немного дымить, это не страшно. После прогрева следует аккуратно зачистить рабочую поверхность напильником, после чего сразу же обмакивают его в припое. Важно не дать ему окислиться. Теперь инструмент готов к работе. Важно, если жало вашего инструмента из металлокерамики. Его нельзя обрабатывать напильником. Для этого есть специальная влажная ткань, и ей необходимо аккуратно протереть поверхность. Очень важно подготовить поверхность. На ней не должно быть посторонних веществ, таких как жир, краска лак, остатки изоляции. От чистоты зависит успех всей работы. Если что-то есть, следует аккуратно зачистить скальпелем и протереть, чтобы не осталось пыли. Далее вы берете кончиком немного припоя и аккуратно припаиваете в нужном месте. Это не слишком сложный процесс, но он требует «набитой» руки, и в самый первый раз у вас вряд ли получится красивая и аккуратная спайка. Во время работы стоит помнить ряд правил: Как паять провода более надежно? Следует скрутить их перед началом процедуры. После остывания их изолируют при помощи изоленты, чтобы избежать коротких замыканий при работе. Хорошая спайка отличается блеском, ровным слоем и отсутствием каких-либо трещин. Тогда она прослужит максимально долго, и у вас не возникнет проблем с прибором. Как паять паяльником и не обжечься? Следует соблюдать технику безопасности. Работа с паяльником – не лучшее время, чтобы испытывать удачу с нарушением правил безопасности. Есть несколько простых советов: Соблюдая эти простые правила, вы убережете себя от крайне неприятных последствий. Если относится к работе серьезно и не оставлять паяльный аппарат без присмотра, проблем возникнуть не должно. От того, как провод будет спаян, зависит дальнейшая работа всего прибора. Опытные мастера дают ряд советов для качественного и надежного паяния: С опытом приходит умение нагревать паяльник до нужной температуры и использовать ровно столько припоя, сколько необходимо. Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обтекает контакты. Нужно стремиться именно к этому. Лучше всего использоваться паяльники, имеющие терморегулятор. Тогда легко поддерживать нужную температуру, что положительно сказывается на процессе и результате работы. Паяльник без регулятора может быстро перегреваться, а его жало –чернеть от окисления. Тогда его приходится периодически выключать. Поддерживать нужную температуру очень сложно, и пайка получается недостаточно качественной. Лучший способ научиться делать что либо – практиковаться. Паяние не исключение. Есть ряд упражнений, помогающих освоить этот, безусловно, сложный, но полезный инструмент. Следует взять голый или изолированный провод (чтобы попрактиковаться в снятии изоляции) и разрезать его на 12 одинаковых кусков. Чтобы они получились не слишком мелкими, оптимальная длина – 30-40 сантиметров (до разрезки). После нарезки следует взять паяльник и составить из этих заготовок куб, пользуясь только паяльником и плоскогубцами. Это позволит вам почувствовать инструмент и приловчится к сего использованию. Потом готовый остывший куб следует взять в ладонь и сжать в кулак. Работа удовлетворительна, если спайки останутся целыми. Это можно практиковать для поддержания навыков на высоком уровне, даже если вы – опытный специалист, и уверены в себе. Второй способ тренировки работы с паяльником требует тонкой проволоки и зачищенного кабеля. Его нужно обмотать вокруг проволоки, а потом аккуратно спаять, пользуясь паяльником и плоскогубцами. Следует практиковаться, пока не получится паять качественно провода с первого раза. После этого стоит приступать к нормальной ответственной работе. Регулярная практика позволит очень быстро достичь значительного прогресса в пайке. Уже в скором времени вы сможете самостоятельно починить радио, проводку (соблюдая правила осторожности) или другую домашнюю технику. Но до этого стоит доверить это дело специалистам, чтобы не рисковать дорогими предметами. remont.youdo.com Процедура пайки относится к весьма несложным операциям при соблюдении технологического процесса и наличия навыков. Данная статья расскажет, как паять правильно в домашних условиях и объяснит основы паяльных работ. Начиная от простейшей спайки жил проводов и постепенно осваивая более сложные действия, возрастет мастерство и качество выполнения соединения деталей. Как правильно паять паяльником с канифолью, кислотой, описано в технологическом процессе проведения паяльных работ, кардинально отличающейся от сварки. Помимо обычных электропаяльников, опытные мастера имеют профессиональные паяльные станции для ремонта печатных плат сложных устройств. Используемые для пайки устройства бывают четырех видов: электрические, индукционные, газовые, термовоздушные. В электропаяльниках имеется нагреватель спирального или же керамического типа, газовые работают при помощи горелки, а термовоздушные используют воздушный поток. К наиболее применяемым относятся электропаяльники, которые весьма удобны в пользовании и доступны. Они подразделяются по мощности, определяющей выделение теплового потока на контактирующие детали. Пайка электронных элементов проводится электропаяльниками мощностью до 40 Вт, а для тонкостенных деталей применяются приборы порядка 80-100 ватт. Более массивные приспособления применяются для работы с металлом, имеющем толщину стенки от 2 мм. К таким инструментам относятся паяльники молоткового типа мощностью свыше 250 Вт. На выбор электропаяльника влияет и теплопроводность обрабатываемого изделия. Паяльный процесс использует способность расплавленного металла хорошо растекаться. Этот способ соединения делает детали неразъемными, объединенными слоем припоя после застывания горячей массы. От качества выполненной спайки контактов зависит величина электрической проводимости. Чтобы узнать, как работать паяльником, рекомендуется просмотреть соответствующее видео, а также изучив инструкции по работе с этим электроприбором. Соединение деталей методом пайки возможно при соблюдении двух условий: Наличие оксидной пленки на ножках радиодеталей помещает присоединению к поверхности припоя. Этот процесс происходит на атомном уровне, поэтому наличие загрязнений не обеспечит его надежное прилипание к элементам. Для предотвращения возникновения оксидной пленки используются флюсы. Для того чтобы понять, как правильно паять с канифолью или кислотой, ознакомьтесь с технологией их применения. Перед тем как начинать пайку, необходимо определиться с выбором сплава под используемые элементы. Температура, при которой припой переходит в расплавленное состояние должна быть ниже допустимой спаиваемых деталей. Особенно это касается алюминиевых соединений, а также элементов с большой усадкой при застывании, что мешает нормальному кристаллическому формированию припойной массы. Процесс пайки только непосвященным кажется весьма простейшим делом. Однако для него необходимы некоторые познания и определенные навыки, зависящие от опыта. Научиться правильно паять с канифолью, припоем и кислотой совсем несложно. Для этого требуется ознакомиться с технологией, основными принципами выполнения работ, стараться избегать главных ошибок. Перед тем как научиться паять паяльником, следует внимательно изучить основные приемы работы, а также некоторые нюансы. Сноровка приходит постепенно, как и качество выполняемых соединений. К типичным ошибкам, совершаемым новичками при пользовании паяльником, относятся: Плохая пропайка грозит выходом из строя электрических деталей и получается по нескольким причинам. Это происходит из-за плохо нагретого жала паяльника, использования тугоплавкого сплава, перемещения контактов во время застывания массы, а также чересчур холодной поверхности спайки. Данный процесс происходит при применении электропаяльника большей мощности, чем необходимо, а также высокой температуры его жала для определенного вида паяльных работ. Помимо этого, перегрев возникает при долгом воздействии нагретого паяльника на рабочую область, использования тугоплавкого припоя для соединения элементов с низкотемпературной устойчивостью. Это приводит к термическому разрушению соединительных проводов, деталей, изменению их характеристик. Процесс скатывания получается из-за плохой очистки соединяемых элементов. Имеющийся на них окислительный слой не позволяет сплаву хорошо растечься и попасть в маленькие щели. Кроме того, это происходит при плохой обработке соединений флюсом, а также несоответствия его марки спаиваемому металлу. Скатывание приводит к плохому контакту, возможному механическому повреждению при малейшем внешнем воздействии. Происходит химическое разрушение при неправильном выборе флюса, который не соответствует типу соединяемых электрической пайкой элементов. Кроме того, оно может возникнуть, если не выполнить промывку мест соединений по окончании рабочего процесса. Это грозит коррозией, а также разрушением металлического проводника. Данная информация позволит понять, как научиться правильно паять электрические соединения для обеспечения надежного контакта. На этом этапе проводится подготовка электропаяльника и соединяемых изделий. Для определения, что нужно для пайки деталей паяльником, необходимо иметь дома минимальный набор компонентов. Он состоит из электропаяльника, флюсов под различные материалы, припоя, вспомогательных инструментов. Новый электропаяльник может дымить при первоначальном включении в электросеть. Это вполне нормально – так выгорают консервирующие масла на его жале. Наконечники могут иметь различную форму, подходящую под разнообразные виды пайки. Новое жало подвергается лужению для защиты от износа, а также окисления. Для этого нагретый наконечник погружается в канифоль, на нем расплавляется металл, после чего растирается о деревянный брусок. В результате такой процедуры жало должно полностью покрыться сплавом. В процессе пайки флюс постепенно разъедает медный наконечник, что требует его периодической заточки и повторения процедуры лужения. Перед тем как паяльником паять с канифолью и оловом выполняется подготовка места. Используемые для электрической пайки детали очищаются от загрязнений, проводится их обезжиривание. Для этого используются разнообразные растворители на основе ацетона, бензина и прочих жидкостей, удаляется механическим способом ржавчина. Это необходимо для быстрого снятия окислительной пленки с соединяемых поверхностей. Выполнение лужения подразумевает покрытие соединяемой поверхности изделий тончайшим слоем припоя. Данная процедура используется на подготовительном процессе, а также промежуточном и завершающем. Использование подготовительной процедуры значительно облегчает финальное соединение элементов, так как уже облуженные детали легко спаиваются. Лужение концов проводов различного диаметра относится к самым распространенным паяльным операциям. На очищенную от изоляции жилу наносится флюс, после чего по ее поверхности проводится жало с припоем. Расплавленный металл легко переходит на жилу и завершается процедура лужения. Для улучшения процедуры рекомендуется проводить механическую зачистку поверхности жил проводов и кабелей. Радиодетали не требуют этой предварительной процедуры и с легкостью припаиваются на платах. Для различных соединяемых металлов используются свои флюсы. Они предназначены именно для работы с определенными материалами. Флюсы для электрической пайки алюминия подходят и для изделий из стали нержавеющего типа. При этом необходимо обязательно очищать поверхность изделий от их остатков по окончании пайки во избежание коррозии. Выполнение работы при помощи паяльника выполняется сливом припоя с наконечника на деталь и непосредственной его подачей на площадку припаиваемого элемента. Вне зависимости от метода пайки проводится подготовка детали, установка и закрепление ее в рабочем положении. После этого проводится смачивание флюсом места обработки и разогрев электропаяльника. Как паять паяльником с канифолью подскажет видео с подробной демонстрацией процесса. При сливе припоя с жала оно прижимается с припаиваемым элементом. Флюс закипает и постепенно испаряется, позволяя расплавленному металлу плавно перейти с наконечника на место соединения. Проводя поступательные движения жалом вдоль соединяемого места, проводится распределение металла по площади соединения и правится обрабатываемый участок. Подача сплава на место спайки предусматривает предварительный нагрев элементов до нужной температуры соединения. После этого паяльником подается расплавленный металл встык между наконечником и деталью. Этот метод работы более подходит для крупных деталей. После использования разнообразных кислотных флюсов требуется обязательная их смывка для обеспечения защиты соединения от коррозии. Для пайки электропаяльниками применяются припои низкотемпературные марки ПОС. Эти оловянно-свинцовые материалы имеют вид металлических прутков. Согласно ГОСТ эти твердые сплавы имеют различное содержание олова в своем составе. В зависимости от этого выполняется их маркировка (ПОС-61, ПОС-40, ПОС-30). Помимо них, выпускаются бессвинцовые и прочие составы для пайки нетоксичного типа. Они имеют более высокую температуру плавления и обеспечивают высокую твердость соединения. Некоторые сплавы имеют низкую температуру растекания и применяются для радиоэлементов и микросхем многочисленных плат, особо чувствительных к перегреву. К активно используемым относятся и оловянно-серебряные составы типа ПСр, а также олово в чистом виде. Для многочисленных спаиваемых деталей существуют таблицы с применяемыми для их соединения компонентами. От температуры нагрева наконечника электропаяльника напрямую зависит качество спаиваемых элементов. Недостаточный прогрев не позволит металлу растечься по поверхности даже при использовании флюса. Такое соединение будет иметь рыхлую структуру и невысокую прочность. Температура жала должна на 40 °С превышать температурное значение пайки, а для спаиваемых деталей этот показатель обязан находиться в пределах 40-80 °С. При этом паяльный наконечник нагревается на 60-120 °С выше значения плавления припоя. На станциях паяльного типа необходимая температура устанавливается специальным регулятором. Для визуального определения нужного нагрева индикатором служит канифоль. Она должна выделять пар и вскипать, оставаясь на жале в виде небольших кипящих капель. В процессе электрической пайки выделяются едкие газы, опасные для здоровья, поэтому работы следует проводить в хорошо проветриваемом помещении. Помимо этого, технологический процесс сопровождается периодическими брызгами расплавленного металла, флюса. Используйте специальные очки для защиты глаз. Учтите, что сетевые электропаяльники требуют соблюдения особых мер предосторожности, так как имеют открытые металлические части. Особое внимание уделяйте состоянию изоляции питающего электропровода. Следите, чтобы он не попадал на раскаленные детали электропаяльника, что может привести к возникновению электрического замыкания и пожару. oxmetall.ru У каждого человека дома есть большое количество различных электронных устройств, которые после поломки можно отремонтировать собственными силами, не прибегая к услугам сторонних лиц. Это может быть и гирлянда, и детская машинка на пульте управления, и часы, и многое-многое другое. Чаще всего поломка легко устранима за счет замены какого-либо элемента либо устранения разрыва цепи. В этом случае проблема легко решаема, главное, знать, как паять паяльником. И в результате несложной работы можно восстановить работоспособность изделия. Следующим шагом выполняется лужение. Для этого жало разогретого паяльника опускается в соответствующую баночку, после чего на нем оседает небольшое количество канифоли. Этим раствором необходимо хорошо смазать зачищенные провода или контакты. После того как канифоль нанесена, необходимо провести сам процесс пайки. Паяльником берется небольшое количество припоя, который расплавляется под действием высокой температуры и становится желеобразным. Его следует нанести на место соединения проводов либо провода и контакта платы. Далее припою необходимо дать время остыть и затвердеть в течении нескольких секунд. Осталось только проверить качество соединения на прочность. Вот и все, теперь вы знаете, как паять паяльником. fb.ruКак научиться правильно паять электрическим паяльником: правила работы. Как паять паяльником
Как паять паяльником на примерах пайки деталей


Как залудить медные провода








Как залудить очень тонкий медный проводник покрытый эмалью


Пайка паяльником радиодеталей
Пайка паяльником резисторов, диодов, конденсаторов



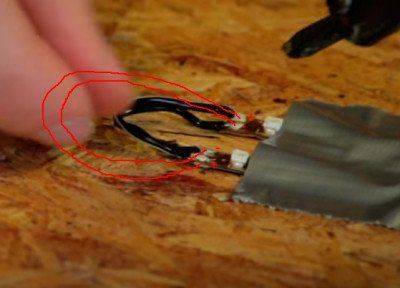
Как паять паяльником SMD светодиоды и другие безвыводные компоненты




Как паять паяльником светодиодную ленту

Как паять паяльником микросхемы




Как паять паяльником микросхемыв корпусе SOIC для поверхностного монтажа


Как паять транзистор в корпусе DPAK (TO-252)

чем паять, технология пайки с канифолью

Подготовка паяльника к работе
Обработка флюсом или лужение
Разогрев и выбор температуры

Работа с припоем
Похожие статьи
Как паять паяльником, видео, фото инструкции
 Содержание:
Содержание:Выбор инструмента

Припои и флюсы


Подготовка к работе




Пайка плат и микросхем


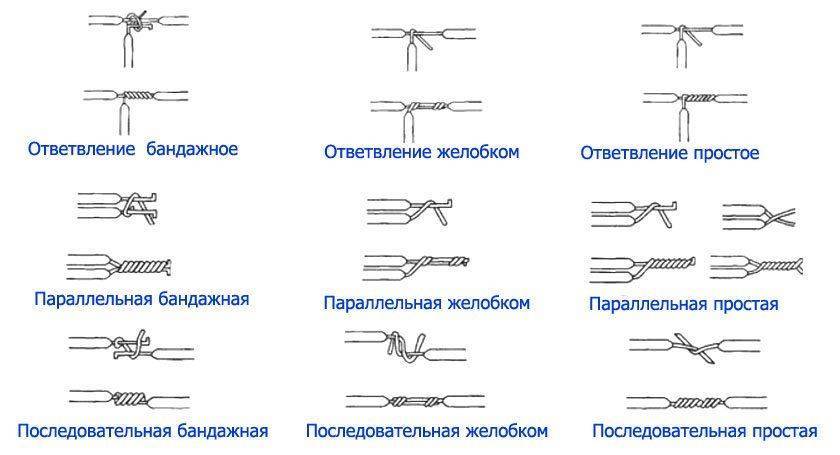
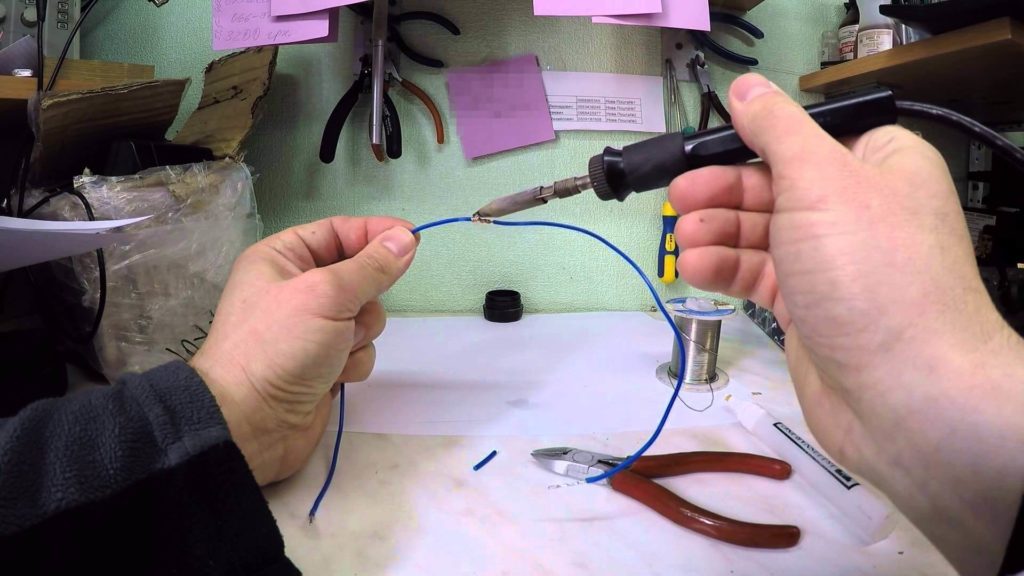
Пайка проводов
Пайка светодиодной ленты



Пайка алюминия
Как правильно паять паяльником? Как правильно паять провода, микросхемы :: SYL.ru
Назначение прибора
Инструменты
Секреты пайки
Как пользоваться паяльником?
Пайка проводов
Пайка радиодеталей
Работа с микросхемами
Пайка алюминия
Заключение
Как правильно паять паяльником - как научится самостоятельно паять алюминиевые, медные провода паяльником?
Принцип работы паяльника
Паяльник и инструменты, необходимые для работы
Паяльник
Припой
Флюс
Дополнительный инструмент
Приступая к работе
Как припаять провод: процесс
Техника безопасности
Качественно припаять провода
Как качественно паять паяльником?
Как правильно паять паяльником - правила, последовательность

Технология паяльных работ

Чистота места спайки
Соблюдение температурных условий
Основные ошибки при работе с паяльником
Непропай
Перегрев
Скатывание припоя
Химическое разрушение
Подготовительный процесс
Лужение или обработка флюсом
Техника пайки
Типы припоев

Температура пайки
Меры безопасности
Как паять паяльником?
 Если вы озадачились вопросом "как научиться паять паяльником", то, прежде всего, необходимо знать, что вам понадобится.
Если вы озадачились вопросом "как научиться паять паяльником", то, прежде всего, необходимо знать, что вам понадобится. Если все необходимые инструменты и компоненты есть в наличии, рабочая область подготовлена, то можно приступать к изучению методики, как паять паяльником. Во-первых, необходимо подготовить элементы, которые требуется соединить, будь то провода или контакты на плате. Провода необходимо очистить от изоляции, после чего все жилы плотно скрутить. Если выполняется ремонт, при котором процесс пайки будет проводиться над электронной платой, то нужные контакты следует очистить от старого припоя. Сделать это можно при помощи паяльника. Для этого его необходимо разогреть и аккуратно снять жалом старый припой.
Если все необходимые инструменты и компоненты есть в наличии, рабочая область подготовлена, то можно приступать к изучению методики, как паять паяльником. Во-первых, необходимо подготовить элементы, которые требуется соединить, будь то провода или контакты на плате. Провода необходимо очистить от изоляции, после чего все жилы плотно скрутить. Если выполняется ремонт, при котором процесс пайки будет проводиться над электронной платой, то нужные контакты следует очистить от старого припоя. Сделать это можно при помощи паяльника. Для этого его необходимо разогреть и аккуратно снять жалом старый припой.