
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Варить сплав можно 2-мя методами: Для холодной электросварки чугуна применяются электроды: Можно самостоятельно изготовить железно-медные стержни – на обычные углеродистые (УОНИ-13/45 или АНО-4) наматывается по спирали медная (ни в коем случае не латунная, которая выделяет в атмосферу ядовитые вещества) проволока сечением до 2 мм. Высокие требования выдвигаются к подготовке свариваемой поверхности: Электросварка чугуна выполняется в нижнем положении из-за его повышенной жидкотекучести. Категорически запрещено принудительное охлаждение – ведет к образованию трещин. Варить нужно вразбежку отдельными валиками, не допуская перегрева. Чтобы предупредить вытекание металла, используются графитовые подложки. Также применяется метод отжигающих валиков – при наложении 2-го и последующих первые швы прогреваются повторно и остывают медленнее, что позволяет снизить степень отбеливания и получить более мягкий сплав. При охлаждении в сварном соединении возникают напряжения, которые можно частично снять путем проковки швов после сварки. Удары наносятся молотком весом до 1,5 кг с закругленным бойком непосредственно по шву. Поскольку чаще всего при ремонте чугунных изделий производится многопроходная сварка, проковке подвергаются все валики кроме первого – из-за ударов в нем могут образоваться трещины. samanka.ru Сварка большинства видов сталей в домашних условиях особого труда не представляет при наличии необходимого оборудования. Но если вы планируете сварить чугун, который является наряду со сталью основным конструкционным материалом, то могут возникнуть некие сложности. Основная неудача при процедуре сварки чугуна своими руками состоит в низком качестве сваренного соединения, что объясняется насыщенной закалкой металла в области сварного шва -другими словами с увеличением хрупкости чугуна в этой области и появлении трещин. Содержание: Чугун известен как железоуглеродистый сплав, в нем содержание углерода больше – от 2 до 6%. Подобное высокое содержание углерода провоцирует то, что углерод в чугуне, в отличие от стали, находится в свободном состоянии. В чугуне также присутствуют кремний, сера, марганец и фосфор, при этом фосфора и серы в чугунном материале больше, нежели в стали. В легированном чугуне содержатся добавки молибдена, ванадия, никеля и хрома. Например, углерод в самом распространенном и применяемом сероватом чугуне существует в виде включения графита (вспомните, что чугун мажется), которое и обуславливает его нехорошую свариваемость. Также углерод может присутствовать как цементит. И зависимо от вида добавок различают белый, серый и ковкий чугун. Долговечность черного металла, к которым причисляют и чугун, делает его лучшим материалом для создания решеток, ворот, а также предметов украшения дома. Чугунные батареи и трубы, которые сегодня можно отыскать практически в каждом доме, хоть и заменяют современными вариантами, и цена сварки чугуна падает, но ценность данного материала не уменьшается от этого. Чугун является широко применяемым конструкционным материалом, который отличается дешевизной, высокой обрабатываемостью и хорошими литейными свойствами. Но высокая хрупкость и низкая прочность чугуна провоцируют выход из строя в процессе эксплуатации многих деталей, изготовленных из него. Сварщики-практики полагают, что плохая свариваемость чугуна объясняется строением структуры материала в изломе. Чугун, который имеет тонкодисперсный излом серого окраса, сваривается легче, чем чугун, у которого излом отличается крупнозернистой структурой и темный цвет. Сварке фактически не поддаются промасленные чугуны и чугуны, которые подвергались воздействию брутальных сред. По своему химическому составу, физическим свойствам и структуре чугун относят к ограниченно свариваемым сплавам. Поэтому всегда нужно учитывать следующие особенности сварки чугуна: Главная сложность, которая зачастую сопровождает электросварку и ручную дуговую сварку чугуна, – возникновение холодных трещин. Специалисты, которые работают с данным материалом, тщательно изучают общий состав чугуна, наличие и долю углеродных вставок. Подобрав правильный режим работы, получится избежать неприятных последствий. К технологическим мерам, которые направлены против появления трещин, относят: предупреждение перегрева чугуна при сварке, что достигается использованием электродов малого диаметра, проведением сварки малым током или вразброc; уменьшение напряжений, которые возникают в результате усадки металла швов или наплавки, получаемых проковкой в горячем состоянии и уменьшением объема наплавленного чугуна. Помните, что непосредственно до сварки, несмотря на метод сварки чугуна, нужно всегда делать подготовку кромок деталей, что соединяются, или разделывать дефектные места. Кромки скашивают вручную с помощью слесарного зубила или переносного наждачного круга с гибким валом. Для избегания отколов чугун нужно срубывать тонкими слоями, потому что толщина стружки должна быть не больше 0,8-1 миллиметра. Разделывают дефектные места до незапятнанного металла с использованием зубил, шаберов, шарошек, сверл, размеры которых зависят от габаритов недостатка, формы изделия и необходимости создания комфортных условий для работы. При процессе разделки дефектных мест на деталях из чугуна нужно соблюдать следующие правила: При проведении заварочного ремонта пробоины ее края нужно сгладить, срубая остроугольные выступы зубилом. Поверхность детали зачистите на расстоянии 30 миллиметров от краев пробоины с помощью наждачного круга. Потом вырежьте из низкоуглеродистой листовой стали заплатку нужной толщины и формы. Заплатка должна перекрывать любую пробоину со всех боков на 15-20 миллиметров. Для уменьшения напряжений, которые возникают в материале при процессе сварки чугуна в домашних условиях, нужно у заплатки отбортовать края на угол 30 градусов. Заплатку помещают на изделие отбортовкой к чугунному материалу и приваривают внахлестку. Электродуговую сварку чугуна в критериях производства осуществляют жарким способом, в рамках которого свариваемые детали предварительно нагреваются до температуры 650 градусов по Цельсию. Существует и холодный способ, когда перед сваркой детали нагревают всего лишь до температуры 250 градусов или не нагревают вообще. Технология горячей сварки чугуна намного сложнее холодного решения, однако она помогает избавиться от риска формирования трещин в переходных областях швов. При сварке старайтесь равномерно прогревать поверхность изделия, потому что причиной разломов и трещин становится чрезмерно большая разница температур основного элемента и шва. Перед нагреванием деталей их следует закрепить в жестком каркасе, чтобы устранить напряжение, которое может привести в процессе сварки к возникновению трещин. Если нагрев чугунных изделий носит местный характер, то не обязательно использовать жесткий каркас. Детали принято нагревать при помощи установок индукционного нагрева с использованием токов промышленной частоты. Помимо этого, вы их можете нагреть в горнах, используя пламенные горелки или паяльные лампы. При заварке дефектов, что располагаются на краях детали или сварке сквозных трещин, рекомендуется использовать графитовые формы, что предотвращают вытекание из сварочной ванны жидкого металла. Формы принято готовить с помощью графитовых пластинок, которые соединяются формовочной смесью, состоящей из кварцевого песка, что смочен жидким стеклом. Подогрев делают с целью, чтобы равномерно происходило охлаждение готового изделия для предотвращения возникновение трещин. Непосредственно перед сварочными работами нужно подготовить дефектное место — тщательно очистить от пыли и грязи и разделить для образования полостей для обеспечения хорошего доступа для манипулирования электродами в зоне сварки. При работе строго следуйте технологии сварки чугуна: соблюдайте объем расплавленного чугуна во время сварки и размешивайте его концом присадочного стержня или электрода. Охлаждать деталь стоит постепенно. Заваренное место не должно слишком быстро остывать, его стоит засыпать древесным углем, сухим горячим песком или охладить в печи. Мелкие детали остывают 3 - 40 часов, более крупные - до 5 суток. Для защиты и раскисления ванны применяют флюсы на борной основе – к примеру, техническую безводную буру, прокаленную при температуре 400 градусов. Данный способ сварки на сегодняшний день считается по качеству самым совершенным. Однако имеет горячая сварка чугуна и свои недостатки – тяжелые условия труда и кропотливость процесса. В обыденных условиях, когда отсутствует особое нагревательное оборудование, а необходимость проведения сварки металла носит эпизодический нрав, подходящей является процедура прохладной сварки чугуна особыми электродами. Для этого широко используются электроды ОЗЧ-2 со стержнем из меди, что покрыты особым составом, а также электроды МНЧ-2, стержень которых выполнен из сплава никеля, железа, меди и марганца. Металл, который наплавляется электродами МНЧ-2, обработке резанием лучше поддается, но подобные электроды являются очень дефицитными и дорогими. Дешевыми являются электроды ОЗЧ-2, их просто изготовить без посторонней помощи, просмотрев видео о сварке чугуна. Электрод ОЗЧ-2 – это медный стержень, который имеет электродное покрытие, содержащее 50% металлического порошка, 27% мрамора, 7% плавикового шпата, 4,5% кварц, 2,5% ферромарганца, 6% ферротитана, 2,5% ферросилиция, 0,5% соды. Не пугайтесь большого числа компонент, потому что при изготовлении самодельного электрода можно использовать готовое покрытие. Порядок создания электродов для сварки чугунного материала следующий. Зачистите отрезки медной проволоки перед нанесением на изделие покрытия и обезжирьте любым органическим растворителем. Сколите покрытие с железных сварочных электродов, размельчая его и соединяя в соотношении 1:1 со стальным порошком или небольшими железными опилками. После этого перемешайте все кропотливо с водянистым стеклом. Вертикально в полученную сметанообразную смесь обмокните отрезки проволоки из меди и извлеките их медлительно из обмазочной массы, чтобы избыток успел стечь. В данном случае толщина слоя покрытия должна быть не меньше 1,5-2 миллиметров. Электроды сначала сушат в вертикальном положении на воздухе, а затем при температуре 250 градусов по Цельсию прокаливают, используя для этого, к примеру, духовку плиты. Сварку чугуна самодельными электродами проводят недлинной дугой, используя при этом неизменный ток — на оборотной полярности. Неотклонимыми являются перерывы для остывания металла до температуры 50 градусов. При поперечниках электродов 3-5 миллиметров значение сварочного тока достигает 90-180 Ампер. Чтобы обеспечить высококачественную сварку, шов необходимо накладывать маленькими участками, что имеют длину по 30-50 миллиметров, и проковывать сходу после сварки, это предупреждает появление в сварном шве трещин. Если у вас совсем нет времени для создания электродов, то помните, что в бытовых условиях хорошие результаты обеспечивает сварка чугуна с помощью комбинированных медно-стальных электродов. Последние изготавливают, навивая поверх электродов с покрытием, созданных для варки стали, спираль из латунной или медной проволоки, что имеет поперечник 1,5-2 миллиметра. Масса подобной спирали должна в 4-5 раз быть больше веса железного стержня электрода. При использовании комбинированных электродов по технологии холодной сварки чугуна нельзя сильно разогревать свариваемые детали из чугуна, поэтому процесс проводят на малом сварочном токе небольшими участками «вразброс» с проковкой молотком приобретенных швов и перерывами для остывания обрабатываемого изделия. Несмотря на существование многих способов сварки чугуна, самым надежным остается газовая сварка, которая позволяет добиться качественной наплавки, которая будет сходна по свойствам с основным материалом. Подобную методику, как правило, используют с целью устранения повреждений, к примеру, прикрепления оторванной части конструкции, восстановления поврежденного отверстия. При проведении газопламенной сварки просто выполнить более равномерный и неспешный нагрев или остывание детали из чугуна. В итоге на границах шва и в металле шва создаются для графитизации углерода более подходящие условия, сводится к минимуму возможность возникновения внутренних напряжений. Но обычно технология ручной дуговой сварки чугуна газом предполагает проведение обогрева изделия. Проводят местный обогрев пламенем горелки перед рабочим процессом. В качестве присадочного металла принято употреблять литые чугунные прутья. Ведут сварку обыкновенным или науглероживающим пламенем, используя флюсы из буры или консистенции: 56% буры, по 22% поташа и соды. Отличный результат демонстрирует сварка чугунного материала газовым пламенем с использованием прутьев из латуни, температура плавления которой ниже, чем у чугунного материала. Процесс проводят с участием флюса из буры или борной кислоты и буры, которые взяты в равном количестве. Кромки трещин, что разделаны под угол 80 градусов, нужно нагреть до температуры 900 градусов, посыпать флюсом и с использованием латунного прута облужить кромки. Всю разделку после этого необходимо заполнить латунью, не расплавляя чугун. Таким образом, чугуном называют сплав железа с углеродом, содержание которого составляет 2 - 6,7%. Именно подобный состав обуславливает возникновение трудностей при сварке чугуна. В связи со значительной трудоемкостью данного процесса, особенно это касается крупногабаритных изделий, рекомендуется учитывать особенности сварки деталей из чугуна и преимущественно пользоваться технологией холодной сварки. strport.ru Главная страница » О сварке » Как правильно варить » Как варить чугун » Сварка чугуна электродами Углерод может присутствовать в сплаве в виде цеменита и графита. В зависимости от доли данных веществ в составе, можно выделить несколько видов чугуна. Некоторые из них поддаются обработке методом сваривания, другие — нет. Для каждого вида сплавов существует определенные марки электродов. Далее мы рассмотрим сварка какого чугуна электродами выполняется в различных ситуациях. Белый чугун характеризуется тем, что весь углерод присутствует в сплаве в виде цеменита. Этот вид обладает высокой твердостью, не подлежит обработке режущим инструментом. Большая часть или весь углерод присутствуют в сером чугуне в виде графита. Данный вид хорошо поддается обработке; обладает высокими литейными свойствами, благодаря которым активно используется в качестве материала для литья. Сварка серого чугуна электродом ОЗЧ-2 выполняется постоянным током обратной полярностью. Также для данного вида предназначены марки ОЗЧ-4 и ОЗЧ-6, ОЗЖН-2, МНЧ-2. В половинчатом чугуне углерод присутствует в двух видах: графит и цеменит; применяется при изготовлении деталей, эксплуатирующихся в условиях повышенной износостойкости. Высокопрочный чугун содержит шаровидный графит, который образуется в процессе кристаллизации; используется для производства ответственных деталей в машиностроении, а также для нефте- и газопроводов, труб водоснабжения. В статье мы рассмотрим, как варить электродами по чугуну в зависимости от применяемого способа соединения. Прежде чем, приступать к работе исполнителю необходимо учесть особенности сварки чугуна электродами. Данные специфические черты обусловлены уникальными свойствами чугуна. Одним из главных недостатков чугуна является плохая свариваемость, которая обусловлена следующими факторами: На фото: пора в сварочном валике Несмотря на данные трудности и особенности, исполнителю любого уровня по силам получить качественное и надежное соединение. Для этого необходимо верно подобрать расходные материалы. О том, какие электроды для сварки чугуна выбрать мы расскажем далее. Трещины, имеющие на поверхности изделий, нужно разделать на всю длину с достаточным для качественной проварки углом разделки и засверлить по краям. Если трещины не засверлены, то их необходимо вырезать, а концы трещины можно закруглить. Рабочую зону следует очистить от посторонних включений с помощью болгарки, металлической щетки или наждачной бумаги. Зачистку также можно произвести пескоструйным способом. Масло удаляется с помощью растворителей. Сильные загрязнения рекомендуется удалять пламенем горелки. Выделяют три метода сварки чугуна, в зависимости от температуры предварительного подогрева изделий: Горячая сварка является основным и наиболее «правильным» способом. Перед свариванием заготовки прогревают до температуры в 600-650°C. Полугорячая сварка подразумевает нагревание чугунных деталей до температуры 300-350°C. Холодная сварка не предусматривает нагрев рабочих изделий. Применяя различные виды сварки чугуна — виды электродов при этом также разнятся. Независимо от выбранного исполнителем способа, следует четко следовать правилам и рекомендациям. Тому, как правильно варить чугун электродами различного вида и посвящена данная статья. Электроды сварочные МНЧ-2. Холодная сварка проста и удобна в исполнении. Соединение осуществляется с применением специальных электродов, содержащих никель и/или медь. Существует достаточно много специальных стержней подобного типа. Наиболее популярными марками, изготовленными отечественными производителями, являются: Или посмотрите презентацию холодной сварки чугуна электродом Zeller 855. Это действительно очень хорошие электроды, но дорого стоят и трудно купить. О том, как варить чугун электродами по чугуну, будет рассказано далее. Основные принципы. Сварка электродами по чугуну может выполняться в вертикальном и нижнем пространственных положениях. При этом применяется постоянный ток. Существует также ещё одно правило — стараться придерживаться небольшого проплавления основного металла. Для этого необходимо использовать небольшие величины тока, стержни малого диаметра и короткие швы. После наложения каждого шва следует делать перерыв, чтобы охладить деталь до 50-60°С. Сварка всеми перечисленными марками электродов выполняется с помощью постоянного тока. Чтобы определить, какой полярностью варить чугун, следует ознакомиться с техническими характеристиками расходников, все марки которых у нас собраны на соответствующей странице. Поэтому важно знать, как правильно варить чугун электродами ЦЧ-4. Данная марка предназначена для наплавки первых плакирующих слоев с последующим продолжением сварочного процесса обычными материалами (на картинке). Кроме этого, ЦЧ-4 подойдут как для горячей, так и для холодной сварки чугуна, заделки дефектов и соединения стали с чугуном. Сварочные электроды «УОНИ-13/55» в упаковке. При сваривании чугуна электродами общего назначения самым слабым местом является — околошовная зона у границы сплавления. Данная зона характеризуется хрупкостью и наличием трещин. Эти дефекты часто приводят к отслаиванию наплавленного слоя от основного металла. Чтобы этого избежать, необходимо использовать стальные шпильки или болты. Шпильки имеют резьбу и ввертываются в свариваемую поверхность. Из размеры зависят от толщины рабочего изделия. Существуют рекомендации относительно размеров шпилек: Выступающие части шпилек обвариваются по периметру, постепенно заполняя шов. В первую очередь осуществляется сварка всех шпилек кольцевыми швами с помощью электродов, диаметр которых составляет 3 мм. Применяется напряжение малой величины. Сваривание производится вразброс, чтобы избежать сильного перегрева. После вокруг места сварки накладывают кольцевые швы, пока вся поверхность не будет покрыта слоем наплавленного металла. Мы надеемся, что приведение здесь вышеперечисленных правил и рекомендаций позволит сориентироваться, как варить электродами правильно по чугуну, и успешно выполнить работы.
Как правильно варить чугун электросваркой? Как варить чугун электросваркой
Как нужно варить чугун электросваркой?
 Чугун относится к трудносвариваемым сплавам. Это обусловлено его склонностью к трещинообразованию при охлаждении после нагрева, образованию отбеленных зон с повышенной твердостью в результате выгорания кремния, резкому переходу из твердого состояния в жидкое. Поэтому выполняется преимущественно ремонтная сварка (устранение трещин и других дефектов), а возможна она только при условии использования специальных электродов и соблюдения некоторых рекомендаций.
Чугун относится к трудносвариваемым сплавам. Это обусловлено его склонностью к трещинообразованию при охлаждении после нагрева, образованию отбеленных зон с повышенной твердостью в результате выгорания кремния, резкому переходу из твердого состояния в жидкое. Поэтому выполняется преимущественно ремонтная сварка (устранение трещин и других дефектов), а возможна она только при условии использования специальных электродов и соблюдения некоторых рекомендаций.Методы сварки чугуна
Рекомендации по сварке чугунных изделий
Сварка чугуна своими руками | Строительный портал

Чугун как сплав

Особенности сварки чугуна

Подготовка к сварке

Разновидности сварки чугуна
Горячая сварка чугуна
Холодная сварка электродами


Газопламенная сварка чугуна
Сварка чугуна электродами по чугуну, как правильно варить, какие электроды лучшие выбрать
 Чугун — сплав железа и углерода (содержание превышает 2,11-2,14%), в состав которого входят примеси: кремний (не более 3%), марганец (до 1%), сера, фосфор и легирующие добавки: хром, никель, ванадий, алюминий, магний и другие. Без специальных добавок и термической обработки чугун обладает низкими прочностью, твердостью и пластичностью.
Чугун — сплав железа и углерода (содержание превышает 2,11-2,14%), в состав которого входят примеси: кремний (не более 3%), марганец (до 1%), сера, фосфор и легирующие добавки: хром, никель, ванадий, алюминий, магний и другие. Без специальных добавок и термической обработки чугун обладает низкими прочностью, твердостью и пластичностью. Ковкий чугун является результатом отливки и термообработки белого чугуна с образованием хлопьевидного графита; используется при производстве автомобилей, тракторов и сельскохозяйственных машин. Электроды, предназначенные для работы с ковким сплавом: ОЗЧ-2 и 6, МНЧ-2, ЦЧ-4. Сваривание осуществляется постоянным током, полярность при сварке чугуна — обратная.
Ковкий чугун является результатом отливки и термообработки белого чугуна с образованием хлопьевидного графита; используется при производстве автомобилей, тракторов и сельскохозяйственных машин. Электроды, предназначенные для работы с ковким сплавом: ОЗЧ-2 и 6, МНЧ-2, ЦЧ-4. Сваривание осуществляется постоянным током, полярность при сварке чугуна — обратная.Сложности при сварке чугуна

Подготовка чугуна к сварке
 Прежде чем варить чугун электродом, необходимо произвести подготовительные процедуры. Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.
Прежде чем варить чугун электродом, необходимо произвести подготовительные процедуры. Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.Способы сварки чугуна
Холодная сварка чугуна специальными электродами

Видео
Сварка чугуна простыми электродами (по стали)
 Сваривание чугуна обычными стальными электродами не обеспечивает хорошего качества шва. Применяются расходники подобного типа ввиду их доступности и небольшой стоимости. Чтобы уменьшить отрицательные последствия применения стальных электродов, необходимо использовать специальные прутки ЦЧ-4. Эта марка является одной из самых популярных и востребованных у сварщиков.
Сваривание чугуна обычными стальными электродами не обеспечивает хорошего качества шва. Применяются расходники подобного типа ввиду их доступности и небольшой стоимости. Чтобы уменьшить отрицательные последствия применения стальных электродов, необходимо использовать специальные прутки ЦЧ-4. Эта марка является одной из самых популярных и востребованных у сварщиков.
 Шпильки располагаются в скошенные кромки деталей в шахматном порядке на расстоянии в 4-6 диаметра.
Шпильки располагаются в скошенные кромки деталей в шахматном порядке на расстоянии в 4-6 диаметра.
Сварка чугуна неплавящимися электродами
 Чугун можно сваривать различными видами неплавящихся электродов: вольфрамовые, угольные или графитовые. Литые чугунные или специальные присадочные прутки, содержащие никель, алюминий, меди и другие металлы, используются в качестве присадочного материала. Для защиты сварочной зоны применяются инертные газы, чаще всего, аргон или флюсы, основным компонентом которого является бура. Наибольшей популярностью пользуется технология AC TIG — сварка вольфрамовым электродом с применением переменного тока в среде аргона.
Чугун можно сваривать различными видами неплавящихся электродов: вольфрамовые, угольные или графитовые. Литые чугунные или специальные присадочные прутки, содержащие никель, алюминий, меди и другие металлы, используются в качестве присадочного материала. Для защиты сварочной зоны применяются инертные газы, чаще всего, аргон или флюсы, основным компонентом которого является бура. Наибольшей популярностью пользуется технология AC TIG — сварка вольфрамовым электродом с применением переменного тока в среде аргона.
Сварка чугуна покрытыми электродами
Чугунные электроды — специальные материалы для исправления дефектов чугунного литья, которые представляют собой литые круглые прутки с покрытием различного состава. В большинстве случаев соединение осуществляется на постоянном токе, но возможно и использование переменного. Величина тока определяется из расчета 50-60 А на 1 мм. электрода.
Качество шва, полученного в результате холодной сварки чугунными электродами, отличается неоднородностью. Поэтому следует выполнять полугорячее сваривание.
Как правильно варить чугун электродами, видео представлено далее.
Ознакомившись со всем спектром информации, исполнитель сможет выбрать лучший электрод по чугуну.
Электроды для наплавки чугуна
 Наиболее распространенными марками электродов для наплавки чугуна различных видов являются:
Наиболее распространенными марками электродов для наплавки чугуна различных видов являются:
Наплавка чугуна электродами т 590 также гарантирует получение качественного соединения. Данная марка широко применяется в различных сферах деятельности, для работы с разными конструкциями и деталями. Доступная цена стержней Т-590 делает эти расходники такими популярными у мастеров сварочного дела.
Более подробная информация представлена в статье «Наплавка металла: электродом и другие».
Данная статья поможет каждому исполнителю выяснить, какие лучшие электроды по чугуну.
weldelec.com
Как варить чугун электросваркой в домашних условиях?
Июнь 2, 2015
Прежде чем выяснить, как варить чугун электросваркой, нужно знать о двух основных методах:
- Способ холодного сваривания без подогрева.
- Способ горячего сваривания с подогревом.
Метод холодной сварки
Метод сварки при помощи холодной сварки наиболее легок если используются специальные электроды, то и шов выходит прочный и высокого качества.
Когда используются электроды для металла в процессе холодного сваривания, получаемый шовный металл состоит из высокоуглеродистой стали со значительным количеством марганца, кремния, серы, фосфора и прочих ингредиентов, содержащихся в металле. Недостаток такого шовного образования в появлении растрескиваний и в невозможности его обработки режущим инструментом.
При применении быстрого охлаждения справ, находящийся рядом со швом получает структуру белого чугуна, который очень твердый и хрупкий. Шов и основной свариваемый металл образуют полоску белого чугуна шириной около 1,5 мм, за которой расположена полоска закаленного металла.
Горячая сварка
Горячая сварка поможет избежать значительного количества недостатков холодной, в том числе и закаливающих и отбеливающих процессов происходящих при сваривании. Чтобы знать, как правильно варить чугун с использованием горячего метода нужно знать технологию сварки горячим методом. Она заключается в том, что детали подогреваются до нужной температуры перед процессом сварки и постепенным охлаждением.
Чтобы избежать различных изменений в структуре метала, нагревать его следует до температуры не более 66о градусов по Цельсию при скорости нагревания 140 градусов в час. И охлаждать следует медленно во избежание его отбеливания.
Электроды при холодной сварке
Итак, как заварить чугун качественно? Ответ прост: нужно применять специальные электроды, изготовленные с применением никеля и меди. Медь не растворима в железе и не склонна к реакции с углеродом, благодаря чему шов, наплавляемый такими электродами, выходит неоднородным с присутствием высокопрочного и высокоуглеродистого железа.
Никель имеет свойство, растворяться в железе, и не склонен к образованию соединений с углеродом, благодаря чему – нет участков образований белого чугуна, поэтому наплавленный металл невысокой прочности и без труда обрабатывается.
Сейчас производится значительное количество разнообразных видов электродов для сварки, и проблем чем сваривать чугун не существует.
Основные типы электродов для сварки:
- Электроды, изготовленные из железно-медно-никелевых сплавов.
- Из железно-никелевых сплавов.
- Из медно-железных сплавов.
Можно ли осуществлять сварку по чугуну большими электродами? Основное правило при сваривании чугунных изделий заключается в том, что при работе нужно стараться наименьше проплавлять металл. Для выполнения этого условия необходимо использовать малый ток и электроды малого диаметра. После наварки каждого шва необходимо делать перерывы для понижения температуры детали до 40-60 градусов.
Сварка стальными электродами
Здесь для чугунной сварки можно применить самый доступный метод – сварка чугуна в домашних условиях стальными электродами. Но при их использовании качество шва остается желать лучшего, из-за плохого сцепления чугуна с наплавленным металлом, происходящим благодаря разной усадке.
Пайка чугуна
Паяют чугун припоями, состоящими из свинца и олова, используя паяльную лампу или газовую горелку, при этом необходимо соблюдать режимы для пайки серого чугуна и не превышать температуру плавления припоя. Перед началом работ шов тщательно очищают, протравливают соляной кислотой и далее наносят флюс их хлористого цинка и облуживают металл.
Процесс облуживания заключается во втирании железной щеткой припоя в нагретое до температуры 600 градусов место пайки. Далее производится окончательный нагрев до 800 градусов, и запаивают дефекты или спаивают детали.
Для пайки чугунных изделий применяют и тугоплавкие припои из серебра и латуни, в состав которых входит железо, никель, марганец, олово и кремний в количестве от 1,1 до 1,6%.
Для получения прочного шва детали после пайки необходимо отжечь в течение 15 минут при температуре 710-740 градусов по Цельсию.
Знаете ли вы, что...Свариваемость чугуна зависит от характера распределения в нем включений графита. Лучше всего сваривается сплав перлитного типа, с мелким пластинчатым или сфероидальным графитом. Чугун с малыми и средними включениями графита, окруженными твердым раствором углерода в железе, сваривается удовлетворительно. Хуже всего поддается сварке сплав с крупными включениями графита в виде сплошной сетки, затрудняющей сплавление основного и присадочного металла.
Итог
Теперь вы знаете особенности сварки чугуна, на что надо обратить внимание, а также каким сварочным оборудованием производить процесс.
electrod.biz
Сварка чугуна - простые способы решения проблемы
Сварка чугуна требует другого технологического подхода. Это связано с химическими особенностями металла, что влияет на его обработку и, в частности, на сварку.
В этой статье мы рассмотрим технологии сваривания чугуна в домашних условиях с применением двух основных приемов.
Особенности материала
Чугун по своему составу — соединение элементов железа и некоторого количества углерода. Но, в сравнение со сталью, последнего в нем свыше 2,14 %.
В зависимости от составов чугуны бывают белые и серые.
Белый чугун по своей сути полуфабрикат и используется для производства ковкого металла. Он очень хрупкий и изделия из него не производят.
Серый вид этого металла чаще всего применяют в промышленности и изготовлении различных вещей.
Также есть ковкие и высокопрочные чугуны.
В чем особенности этого материала в сварочных работах? Главное — это трудности с получением качественного шва, связанные со следующими проблемами.
- Чугун в силу своей неоднородной структуры склонен к растрескиванию в месте сваривания. Это связано с воздействием на него высокой температуры дуги, что приводит к его отбеливанию и изменению состава в месте варки (высокая температура плюс быстрое остывание).
- Вследствие высокотемпературного влияния электрической дуги происходит выгорание части углерода в составе металла, как следствие — в сварном шве образуются поры. Это не добавляет прочности такому соединению и качество значительно ухудшается.
- При расплавлении чугун очень текуч, что не позволяет сформировать правильный шов. Чем выше процентный состав углерода, тем текучесть будет выше.
- Также при сварке могут образовываться окиси в составе шва, которые тоже не упрочняют соединение. К тому же, окислы более тугоплавки.
Такие особенности значительно затрудняют сварочные работы по чугуну. Главная сложность — это непредсказуемость результата в итоге сварки. Чаще всего образовываются трещины на поверхности уже во время остывания металла.
Самым плохим чугуном для сварки является темно-серого или черного цвета (высокая вместимость графита). Такие виды лучше всего не варить в домашних условиях, в большинстве случаев это приведет к растрескиванию шва и самой детали.
Определить такие виды металла можно проведя рукой по излому. При большой вместимости графитов чугун «мажется».
Но, несмотря на трудности, сварное соединение все-таки возможно. Как проводиться сварка чугуна?
Способы сварки
Способ сваривания такого металла, как чугун, зависит от того, как его подготовить к процессу. Зависимо от этого различают «холодный» способ (без предварительного подогрева поверхности) и «горячий» (с предварительным нагревом детали).
Холодный способ сварки
Сваривание чугунных деталей холодным способом более простое, но нужно использовать специально предназначенные для этой сварки электроды.
Если пользоваться обычными (стальными) электродами без предварительного нагрева, то в сварном шве образуется металл в виде высокоуглеродистой стали с элементами, входящими в состав чугуна (серы, фосфора, марганца и прочих).
К тому же, такой шов нельзя зачищать, ввиду его высокой способности к растрескиванию. Слишком быстрое остывание приведет к образованию белого чугуна в месте рядом со швом. Металл станет твердым и очень хрупким.
Холодное сваривание проводят электродами небольшого диаметра и на малом токе.
Чаще всего такой способ целесообразно использовать при небольших объемах работ и невозможности сделать подогрев деталей.
Холодную сварку чугунных деталей можно проводить стальным электродом только в том случае, если швы не будут испытывать нагрузки на растяжение. Чаще всего используются медно-никелевые электроды, или же имеющие в своем составе медь и железо.
Горячий способ
Использование такого метода сваривания чугуна более целесообразно в домашних условиях. При подогреве сварочный шов более качественный, так как отсутствую процессы отбеливания металла и его закалки.
Горячий способ может быть местным или общим (частичный прогрев или полностью всей детали).
Для нагревания стоит использовать печь, где деталь будет равномерно прогреваться со всех сторон.
Также различают варианты прогрева в зависимости от температурного показателя
- Горячий — от 500 до 600 градусов.
- Полугорячий — от 300 до 400.
- Теплый — от 150 до 200.
Вся технология заключается в нагревании детали до необходимых температур перед свариванием и медленном охлаждении после завершения процесса.
Нагрев не должен превышать показатель 600-650 градусов. Иначе это приведет к изменению в структуре чугуна. Также нужно соблюдать неспешное нагревание, выдерживая скорость в 150 градусов в час.
Охлаждение тоже происходит неспешно. Лучше всего — поместить деталь в печь, в которой происходило нагревание, где и будет происходить остывание вместе с ней.
Как варить чугун
В работе с чугуном, как и с другим металлом, можно выделить два основных пункта: подготовка деталей и собственно сама сварка.
Подготовительные работы
Требования к предварительной подготовке при сварочных работах по чугуну намного выше, чем в стали.
- Во-первых, структура чугуна может привести к разрастанию повреждений.
- Во-вторых, пористость способствует проникновению загрязнения глубже в металл. Настоящая головная боль по очистке чугуна от машинного масла, которое очень глубоко проникает в поверхность.

Деталь требуется хорошо зачистить
Очищают поверхности чугунных деталей с помощью щетки по металлу и наждачной бумагой, тщательно устраняя все загрязнения и ржавчину. Можно воспользоваться болгаркой со специальной насадкой с металлическим ворсом.
При наличии машинного масла его нужно удалить, используя растворитель.
Также потребуется зачистка всех неровностей, поверхности должны быть ровными и гладкими.
По краям свариваемых деталей или трещин нужно сделать фаску. Кромки при этом скашивают, пользуясь подходящим инструментом.
При этом стоит помнить о хрупкости металла. Если края скругляют зубилом, то это делают очень тонкими слоями, постепенно. Толщина стружки должна быть не более 1 миллиметра.
Вокруг будущего соединения, на ширину в 20-30 мм, все зачищают до блеска металла.
После подготовки переходят к свариванию. Как заварить чугун используя основные методы в домашней мастерской?
Сваривание без подогрева
Сварка чугуна электродом в домашних условиях холодным способом возможна только при правильном подборе материалов. Чем варить чугун? Сегодня существует много видов различных расходников для сваривания практически любых металлов.
Лучше всего использовать электроды, в составе которых есть медь или никель. С последним углерод не вступает в соединения, что не приводит к образованию белого чугуна в шве. При этом сам шов не будет иметь слишком высокую твердость и легко зачищается и поддается любой обработке.
Такими же свойствами обладает и медь.
Чаще всего распространены железно-никелевые, железно-медно-никелевые электроды. С производителей можно обратить внимание на расходники от компании ESAB.
Режим сварки (сила тока и полярность), обычно указывается на упаковке с самими электродами.
Варка происходит в несколько этапов. После наложения каждого шва, ему дает остыть, после чего возобновляют работу.
Главное — это не пережигать металл, а как бы наплавлять расплав на свариваемую поверхность.
Для более качественной сварки лучше использовать горячий способ.
Сварка с нагревом
Главной проблемой при сваривании чугунных деталей является перепад температуры. Слишком большой нагрев с последующим охлаждением приводят к растрескиванию. Чтобы свести этот фактор к нулю, используют предварительное прогревание деталей равномерно по поверхности металла.
Итак, как варить чугун электросваркой с предварительным нагреванием?
- Поверхности заготовок или детали тщательно очищают от любого загрязнения.
- Если нужно заварить сквозные пробоины или трещины, то для предотвращения вытекания расплава используют специальные формы. Их изготавливают из графитовых пластин.
- Нагрев деталей в промышленных условиях производят в специальных индукционных нагревателях, дома для этой цели подойдет печь. Температуру нагрева определяют зависимо от массивности и толщины чугуна (от 300 до 600 градусов).
- Используя нужные электроды, выставляют соответствующую силу тока (сварка чугуна происходит на большей мощности, чем при варке стали).
- Нужно также настроить аппарат на постоянный ток при прямой полярности (кабель держателя ставят на минус, а массу — на плюс).
- Во время ведения шва нужно, чтобы сварочная ванна была достаточно заполнена расплавом, при этом его как бы перемешивают кончиком электрода.
- После завершения варки нужно обеспечить медленное остывание. Лучше всего сваренные детали засыпать теплоизолирующим материалом (древесным углем или сухим песком), также можно оставить чугун в остывающей печи, которую использовали для нагрева. Остывание зависит от массивности, слишком большие детали могут остывать до 5 суток (в промышленных объемах).
Горячий способ варки чугунных соединений более трудоемкий и ответственный, но его использование позволяет получить на выходе качественный шов без дефектов.
Сварка инвертором чугуна — довольно сложный процесс. Требуется тщательная подготовка самих деталей и внимательный подбор расходных материалов. Особенно важно, какими электродами осуществляется соединение при холодной сварке.
А что вы думаете по этому поводу? Есть ли у Вас опыт сваривания чугунных деталей электросваркой в домашних условиях? Какими приемами вы пользовались при этом? Ваш опыт важен для нас. Оставьте свои комментарии к этому материалу.
wikimetall.ru
Технология сварки чугуна: пошаговая инструкция
Технология и особенности сварки большинства существующих видов сталей не представляют никакого труда при наличии некоторых знаний и нужного оборудования. Однако если вам предстоит такая задача, как сварка чугуна, то здесь нужно углубиться в процесс более детально. Технология сварки чугуна осложняется тем, что сваренное соединение зачастую получается невысокого качества. В месте шва происходит насыщенная закалка материала, и в результате этого повышается хрупкость и образуются трещины. Поэтому важно знать особенности сварки чугуна, чтобы сделать все правильно.

Во избежание появления холодных трещин необходимо строго соблюдать технологию сварки чугуна.
Какими электродами варить чугун?
Современные технологии позволяют разрабатывать и выпускать электроды под самые разные нужды. Особенности сварки диктуют свои условия, и при работе с чугуном преимущественно применяются электроды на базе никеля, железа и меди.

Порядок заполнения разделки трещин.
Перед варкой чугуна электродами нужно разобраться, какие именно изделия подойдут для конкретно вашей задачи. Так, особенности электрода ЦЧ-4 позволяют применять его не только для горячей и холодной сварки чугуна, но и для заделки дефектов и ремонтной наплавки. Эти же электроды обязывает использовать технология сварки стали с чугуном. Данные электроды позволяют наплавлять 1-2 слоя на изношенные детали из чугуна, подготавливая под дальнейшую наплавку сварочными электродами. Сама сварка чугуна этими электродами выполняется в нижнем положении шва. Работа ведется на обратном токе. Если напряжение холостого хода трансформатора составляет более 70 В, то используется переменный ток.
Электроды ОЗЧ-2 применяются для холодной сварки чугуна. Их можно применять для устранения дефектов литья и наплавки. Подходят для работы с ковким и серым типом материала. Сварка чугуна такими электродами ведется в вертикальном и нижнем положениях шва. Применяется обратный ток.
Электроды ОЗЧ-6 используются для холодной сварки чугуна. Позволяют варить ковкую и серую разновидность материала. Лучше всего показывают себя при проведении ремонтных работ тонкостенных изделий. Сварка чугуна осуществляется в вертикальном и нижнем положениях, ток обратный.
Электроды МНЧ-2 используются для холодной сварки чугуна. С их помощью можно заваривать дефекты литья и наплавлять детали из ковкого и серого чугуна, а также чугуна высокой прочности. Наплавленный металл имеет высокую плотность. Обычно такие электроды применяются при ответственных работах, требующих высокого качества сварного соединения. Сварка выполняется не только в вертикальном и нижнем, но и в ограниченно потолочном положениях. Ток опять-таки обратной полярности.

Параметры сварки чугуна электродами без подогрева.
Электроды марок ОЗЖН-1 и ОЗЖН-2 используются при работе с высокопрочным и серым чугуном. Позволяют выполнять многослойную заварку крупных дефектов и наплавлять большие объемы металлов. Обычно используются в комплексе с электродами марок МНЧ и ОЗЧ, с помощью которых выполняются первый и последний слои. Для создания же промежуточных слоев применяются электроды ОЗЖН. Варят в вертикальном и нижнем положениях при постоянном обратном токе.
Электроды марки ОЗЧ-4 используются при работе с высокопрочным и серым чугуном. Позволяют наплавлять и сваривать последние слои поверхности. Обеспечивают высокое качество и износостойкость наплавленного слоя, делают его устойчивым к ударам и высокотехнологичным. Варка с этими электродами выполняется в вертикальном и нижнем положениях, работа ведется на постоянном обратном токе.
Это далеко не полный список электродов для сварки чугуна. В действительности их гораздо больше. Чтобы купить наиболее подходящий вариант, лучше обращаться в специализированный магазин сварочного оборудования. Максимально подробно расскажите консультанту, что именно вы собираетесь делать.
Подготовка к сварке чугуна

Разновидности сварки чугуна.
Вне зависимости от того, какие именно электроды будут использоваться и как будет осуществляться сварка, до начала работы необходимо соответствующим образом подготовить кромки обрабатываемых деталей. Для этого вам необходимо взять переносной наждачный круг с гибким валом либо же слесарное зубило и стесать кромки. Чтобы предотвратить отколы, можете срубать металл тонкими слоями. Учитывайте, что стружка должна быть в толщину не больше 1 мм.
Дефектные места в соответствии с технологией сварки чугуна разделываются до незапятнанного металла. На этом этапе используются шаберы, зубила, сверла и шарошки. Подбираются в соответствии с размерами дефекта, формой обрабатываемого изделия и прочими параметрам. Ваша цель на этом этапе — обеспечить максимально комфортные рабочие условия.
Разделка дефектных мест выполняется с соблюдением ряда требований, а именно:

Формовка под сварку.
- Она ведется исключительно по трещине.
- Несквозные трещины засверливаются на расстоянии в 1 см от их концов при помощи сверла, поперечник которого на 1-2 мм превышает трещину по ширине.
- Разделка сквозных трещин выполняется с 1 либо 2 сторон. Все зависит от толщины металла. Делают так, как удобнее.
- Слишком близко расположенные друг к другу трещины заделываются заплаткой, аналогичной той, которой заделываются пробоины.
При необходимости заделки пробоины ее края предварительно сглаживаются, остроугольные выступы срубаются при помощи зубила. Поверхность изделия нужно обязательно зачистить при помощи наждачного круга. Зачистка выполняется на расстоянии в 3 см от краев пробоины. После этого из листовой низкоуглеродистой стали вырезается заплатка необходимой формы и толщины. Размер заплатки зависит от пробоины. Делайте так, чтобы заплатка со всех сторон перекрывала пробоину примерно на 1,5-2 см.
Как снизить напряжения в металле?
С целью снижения напряжений, возникающих в металле в процессе варки, края заплатки отбортовываются на 30°. Заплатка помещается отбортованной частью к чугуну и приваривается внахлест.
Перед работой подготовьте следующие инструменты и приспособления:

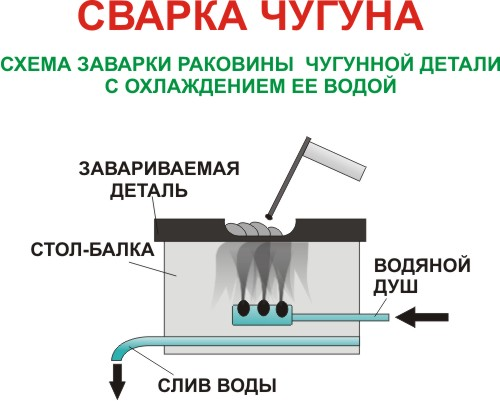
Схема сварки чугунной детали с охлаждением ее водой.
- Сварочный аппарат.
- Защитные очки.
- Ручные тиски.
- Металлическую щетку.
- Защитную маску.
- Зажим заземления.
- Держатель электрода.
- Шлифовальную машину.
- Защитную одежду.
- Перчатки.
- Электроды.
Пошаговая инструкция по горячей сварке чугуна
Горячая сварка в некоторых моментах более сложна, чем холодная. Ее преимуществом является исключение риска образования трещин. В процессе сварки нужно пытаться равномерно прогревать деталь, т.к. именно существенная разница температур между швом и основным изделием зачастую и приводит к появлению трещин и прочих дефектов.

Схема сварки чугуна с постановкой стальных шпилек.
Прежде чем приступать к нагреву деталей, надежно закрепите их в достаточно жестком каркасе. Это позволяет избавиться от напряжения, которое во время работы может привести к образованию трещин. Если нагрев деталей имеет местный характер, жесткий каркас можно не применять. Для нагрева изделий, как правило, применяются установки для индукционного нагрева. При желании и наличии такой возможности детали можно нагревать в горнах, применяя паяльные лампы либо пламенные горелки.
При необходимости сварить сквозные трещины или заделать дефекты по краям изделия традиционно применяются графитовые формы. Они позволяют предотвратить вытекание жидкого металла. Такие формы делаются из графитовых пластинок, для соединения которых применяется формовочная смесь из кварцевого песка с некоторой частью жидкого стекла. Подогревать нужно для того, чтобы дальнейшее охлаждение готовой детали было равномерным. Это минимизирует риск появления трещин.
Прежде чем приступать непосредственно к варке, подготовьте дефектное место. Сначала тщательно очистите его от грязи и пыли, а затем разделите, чтобы получить полости и обеспечить хороший доступ и максимальное удобство для работы электродами в месте сварки.

Местный подогрев при сварке чугуна.
В процессе работы нужно строго следовать проверенной и утвержденной технологии. Важно соблюдать требуемый объем расплавленного чугуна. Дополнительно его нужно размешивать концом рабочего электрода либо присадочного стержня. Охлаждать нужно постепенно. Нельзя, чтобы заваренное место остывало чересчур быстро: засыпьте его горячим песком либо древесным углем, можно охладить в печи. В среднем мелкие изделия остывают от нескольких часов для 2-х суток. Более крупные детали могут остывать до недели.
С целью раскисления и дополнительной защиты ванны используются флюсы на борной основе. Можно, к примеру, применять прокаленную безводную буру. Прокалка ведется при 400°С. Эта технология сварки в настоящее время считается наиболее совершенной. Но есть у горячей сварки и определенные недостатки: кропотливость рабочего процесса и довольно тяжелые условия.
Технология холодной сварки чугунных изделий
Если нет специального нагревательного оборудования, а потребность в сварке этого материала не носит постоянного характера, то можно использовать технологию холодной сварки при помощи специальных электродов, а именно:
- ОЗЧ-2 с медным стержнем, покрытым особым составом.
- МНЧ-2 со стержнем из сплава, в состав которого входит медь, никель, марганец и железо.

Влияние режима электрошлаковой сварки на размеры проплавления чугуна.
Использование электродов МНЧ-2 позволяет получать более технологичный в резке металл, однако, эти электроды стоят довольно дорого, да и найти их зачастую проблему. Электроды же ОЗЧ-2 недорогие и доступные, при желании их даже можно изготовить самостоятельно. Электрод состоит из медного стержня со специальным электродным напылением. В состав напыления входит металлический порошок, мрамор, плавиковый шпат, кварц, ферромарганец, ферротитан, ферросилиция, сода. Обычно сварщики, которые самостоятельно изготавливают электроды, покупают уже готовое покрытие, т.к. выдержать в точности все пропорции довольно сложно.
Электрод изготавливается в следующем порядке. Сначала берется медная проволока, делится на отрезки. Отрезки очищаются и обязательно обезжириваются органическим растворителем. Берутся железные электроды, с них скалывается покрытие и смешивается в пропорции 1:1 с мелкими железными опилками либо, что еще лучше, порошком. Все тщательно перемешивается с жидким стеклом. В образовавшуюся смесь макаются отрезки проволоки из меди, после чего она медленно извлекается из массы. Спешить не нужно. Важно, чтобы избыток успел полностью стечь. Слой должен иметь не более 2 мм в толщину. Сначала электроды нужно просушить на воздухе, расположив их вертикально, а затем прокалить при температуре в 250°С. Для прокалки подойдет простая духовка плиты.
Для сварки чугуна при помощи таких самодельных электродов используется недлинная дуга. Ток должен быть обратным и постоянным. Важно делать перерывы на остывание материала до 50°С. В целях обеспечения высококачественной работы накладывайте сварочный шов небольшими участками длиной примерно по 3-5 см и проковывайте сразу после проведения сварки. Так вы предотвратите образование трещин в сварочном шве.
При отсутствии времени на создание рассмотренных выше электродов, вы можете выполнить сварку при помощи специальных комбинированных медно-стальных изделий. Изготавливаются они по такой схеме: берутся электроды для работы со сталью и на них навивается спираль из медной или латунной проволоки с поперечником в 1,5-2 мм. Длину проволоки подбирайте так, чтобы спираль весила в среднем в 4-5 раз больше, чем железный стержень.
Основные особенности газопламенной сварки чугуна

Способы газовой сварки: а – правый; б – левый.
Несмотря на то что в настоящее время существует много методов сварки рассматриваемого материала, газовая сварка по-прежнему остается наиболее надежным вариантом. Этот метод позволяет добиваться высококачественной наплавки, свойства которой похожи на свойства основного металла. Чаще всего такая сварка применяется при необходимости устранения повреждений, например, для восстановления поврежденных отверстий.
Технология довольно простая и понятная. Необходимо произвести постепенный и более равномерный нагрев либо остывание чугунной детали.
В результате такой работы в металле шва и на его границах будут созданы более подходящие условия для нормальной графитизации углерода, а риск появления внутренних напряжений сведется к минимуму.
Однако данная технология ручной дуговой сварки требует предварительного обогрева изделия. Местный обогрев выполняется при помощи горелки. Присадочным материалом обычно выступают литые чугунные прутья. Сварка осуществляется науглероживающим либо простым пламенем, применяются флюсы из буры.
Прекрасные результаты достигаются в процессе сварки чугуна при помощи газового пламени с применением латунных прутьев. Данный материал имеет более низкую температуру плавления, чем чугун. Работа выполняется с применением борной кислоты и буры в равных количествах либо же флюса из буры. Кромки трещин, разделанные под углом в 80°, нагреваются до 900°С и посыпаются флюсом. После этого кромки облуживаются с применением прута из латуни. Разделка заполняется латунью без расплавления чугуна.
Таким образом, чугун — это один из наиболее широко использующихся материалов, состоящий из железа и углерода. И именно из-за особенностей состава при сварке данного материала возникают основные трудности. По причине существенной трудоемкости сварки чугуна, которая особенно сильно ощущается при работе с крупногабаритными деталями, нужно обязательно учитывать основные особенности сварки чугунных деталей и в точности следовать технологии. При отсутствии опыта и специального оборудования наиболее предпочтительным вариантом для вас будет холодная сварка. Следуйте инструкции, и все получится. Удачной работы!
moyasvarka.ru
Сварка чугуна инвертором: основные методы
Чугун — сплав металла, который очень плохо варится. Причина кроется в углероде, из которого он состоит. Обычно углерод имеет вид графита или представляет собой карбид железа. Однако были найдены различные способы, при которых появилась возможность проводить сварочные работы с чугуном.

Конструкция сварочного инвертора.
В большинстве случаев сварка чугуна требуется при ремонте лопнувших чугунных деталей, когда необходимо избавиться от трещин и различных дефектов, которые возникают в процессе работы или во время литья.
Сложности сварочного процесса связаны с невысокой пластичностью чугуна. Это приводит к возникновению трещин, когда происходит усадка сварочного шва. Большие помехи создает сварочному процессу соединение кислорода и углерода, появляется окись углерода. Из-за него шов становится очень пористым. Сварка чугуна инвертором помогает решить очень многие проблемы.
Варить чугун можно самыми разными способами. Каждый из них обладает индивидуальными положительными свойствами. Основным параметром при выборе способа сварки является полученное качество сварки. Для деталей с мягким швом проводится сварка чугуна определенным видом сварки. Когда необходимо получить высокую твердость свариваемой поверхности, применяются совершенно другие материалы, чтобы варить чугунные детали.

Схема горячей сварки чугуна.
Сварка чугуна подразделяется на два вида:
- холодная;
- горячая.
Горячий вид применяется на предприятиях, которые имеют возможность нагреть чугунные изделия. Сварка чугуна при высоких температурах позволяет получить высокое качество шва. В бытовых условиях, небольших ремонтных мастерских горячую сварку использовать невозможно. Ее заменяет дуговая сварка.
Этот вид сварки не может существовать без применения электродов, которым нужен самый разный ток. Один электрод может работать только с переменным током, другой — только при подаче постоянного тока. Возникает вопрос: как варить чугун при таких обстоятельствах? С этой целью очень удобно использовать сварочный инвертор. Это устройство может превратить входящий ток в тот, который необходим конкретному электроду.
Сварка чугуна с помощью инвертора проводится с нагревом свариваемого участка и с последующим охлаждением. Когда невозможно нагреть деталь, сварку проводят без нее.
Типы электродов для работ

Таблица электродов для сварки.
- Прутки чугуна, имеющие тонкое покрытие. Ими можно варить чугун при подаче любого вида тока. Пруток покрывается специальным составом, в котором содержится очень много углерода. Сварочная дуга при этом работает намного стабильнее.
- Металлические стержни, покрытые слоем графита. Стоимость таких электродов невысока, но хромает качество сварочного шва. Наплавка металла получается неоднородной, очень сложно обрабатывать шов. Этими электродами сваривают только небольшие трещины декоративного литья.
- Стержни, имеющие медную основу. Сварочный шов состоит из сплава меди, углерода и железа. Высокое качество имеют маленькие швы, длина которых не превышает 6 см. Для такого метода требуется проводить после каждого прохода обязательную проковку шва. Этот способ не используется в местах, где нет свободного подхода.
- Стержень с никелевой основой. Этот вид позволяет получить отличный прочный шов, который можно обрабатывать. Такому шву также требуется проковка, но ее можно проводить без особых сложностей. Один-единственный минус есть у этого вида — они очень дорого стоят. Поэтому их продают в виде сплава железа, никеля и меди.
Сварка чугуна — это достаточно сложный процесс. Для него необходим точный выбор сварочного аппарата и соответствующих электродов.
Идеальным вариантом является метод, когда чугун прогревается перед сваркой и охлаждается после нее.
В результате получается очень надежный сварочный шов. Ручная дуговая сварка проводится с использованием сварочного инвертора. При этом применяются электроды, обрабатывающие зону шва.
Необходимый тип элемента во многом зависит от вида сварки. Правильно подобранный электрод позволяет быстро и с высоким качеством провести сварку чугуна. В результате получается шов высокого качества.
Основные методы сварки

Классификация способов сварки.
Когда применяется горячий метод, выполняется равномерный нагрев детали. Охлаждение шва должно быть медленным. При таком технологическом процессе происходит графитизация металла, не наблюдается отбеливание.
Полугорячий метод требует несколько иного подхода. В сварочную зону поступают графитизирующие вещества, при этом изделие нагревается до температуры, равной 450 градусам. Все зависит от сложности детали. Такой подход позволяет проводить замедленное охлаждение. Улучшаются условия для выделения графита. Чтобы провести подогрев, применяют газовое пламя.
Когда применяется холодный метод, подогрев детали не осуществляется. Сварка чугуна таким холодным способом подразделяется на несколько видов:
- стальными электродами;
- специальными электродами с покрытием из цветных сплавов;
- чугунными электродами.
Применение сварки всегда очень трудоемкое и сложное дело. Однако ее используют не только в металлургической промышленности, она нашла себе применение и в строении судов. В данном случае применяется угольный электрод, электрод из стали, газовый аппарат.

Варианты сварных соединений.
Для каждого металлургического процесса требуется конкретный способ сварки. Метод, которым будет пользоваться сварщик, зависит от вида шва и температуры детали. Чугун — это особый металл, имеющий собственные технологические показатели и особые свойства. Ему требуется особый подход, работа с ним должна выполняться с точным соблюдением технологии его обработки.
Техническая промышленность использует сегодня самые разные виды материалов. К каждому из них требуется индивидуальный подход. Эти материалы обладают высокой стойкостью. У них очень большой коэффициент прочности. Эти свойства позволяют работать с такими деталями без каких-либо их повреждений.
За счет добавления магния получается новый модифицированный материал. Его применяют при изготовлении деталей, у которых должна быть повышенная прочность. Данные изделия рассчитаны на длительную эксплуатацию.
Чем лучше проводить сварку чугуна?
Неплавящиеся электроды

Сварка чугуна в домашних условиях.
Чтобы варить чугун, разрешается использовать любые типы неплавящихся электродов:
- графитовый;
- вольфрамовый;
- угольный.
Присадкой для них являются чугунные стержни, особые присадочные прутки, состоящие из различных цветных металлов. Сварочную зону защищает флюс, в состав которого входит бура, иногда используют инертный аргон. Самой распространенной и популярной сегодня стала сварка типа AC TIG. Процесс происходит с использованием вольфрамового электрода, при подаче переменного тока. Защитной средой становится аргон и добавочные присадки из никеля.
Чугунные электроды
Особый материал, позволяющий исправить недостатки чугунного литья. Этот тип электродов создан из круглых прутков, которые покрыты особой обмазкой, состоящей из самого разного материала. В нее входит:

Холодная сварка давлением.
- мел;
- графит;
- полевой шпат;
- ферромарганец.
В некоторых случаях добавляют термит, который замедляет остывание сварочного шва. Сварочный процесс проходит при подаче постоянного тока, но допускается и использование переменного. Величина сварочного тока зависит от диаметра электрода. Чем больше диаметр, тем больше ток.
Холодная сварка чугунными электродами не дает однородности шва. Очень сложно получить скорость охлаждения сварочного шва и его околошовной зоны, без отбеливания. Поэтому такой вид сварки применяется очень редко. Намного лучше получается качество шва, когда детали подогреваются до температуры 300°C, иными словами, во время полугорячей сварки.
Особые электроды, предназначенные для проведения холодной сварки
Чтобы получить надежный сварочный шов способом холодной сварки, требуется применить специальные электроды с содержанием особых добавок никеля и сплавов меди. Железо образует вместе с никелем состав, который не реагирует с углеродом. Это позволяет избавиться от сектора отбеленного чугуна. Полученный наплавленный металл легко обрабатывается, так как он имеет низкую твердость. В полученном сварочном шве не возникают трещины, не образуются поры.
Медь тоже не реагирует с углеродом, однако она не образует общий раствор с железом. По этой причине наплавление может получиться неоднородным, в его состав может входить высокоуглеродистое железо, имеющее высокую твердость.
moyasvarka.ru










