Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Для выполнения контактных соединений токоведущих частей электроустановок применяют различные технологические способы: электросварку контактным разогревом и угольным электродом, газоэлектрическую, газовую, термитную, контактную стыковую сварку, холодную сварку давлением, пайку, прессовку, скрутку, стягивание (болтами, винтами) и т.п. Электросварку проводников контактным разогревом применяют для оконцевания, соединения и ответвления алюминиевых проводов сечением до 1000 мм2, а также для соединения алюминиевых жил с медными. Сварку контактным разогревом с использованием присадочных материалов применяют для соединения и оконцевания алюминиевых многопроволочных жил проводов и кабелей сечением до 2000 мм2, электросварку угольным электродом – для соединения алюминиевых шин различных сечений и конфигураций, газоэлектрическую сварку – в основном для соединения алюминиевых и медных жил. Достоинство последней состоит в том, что ее выполняют без флюсов, однако требуется применение относительно громоздкого оборудования и использование дорогого газа. Поэтому газоэлектрическую сварку применяют для контактного соединения шин из алюминиевых сплавов типа АД31 и медных шин. Газовая сварка предназначается для соединения медных и алюминиевых проводов различных сечений и конфигураций; для ее выполнения необходимо громоздкое оборудование и соблюдение особых правил техники безопасности при работе с газами. Термитной [5] сваркой можно соединять стальные, медные и алюминиевые провода и шины практически всех сечений; однако наиболее целесообразно ее применение для контактных соединений неизолированных проводов линий электропередач в полевых условиях. Для термитной сварки используют простое оборудование; для ее выполнения не требуется расхода электроэнергии; необходимо также создание специальных условий для хранения термитных патронов и спичек. Термитно-тигельную сварку используют при соединении стальных полос контуров заземления и грозозащитных тросов. Контактная стыковая сварка применяется при соединении алюминиевых шин с медными (медно-алюминиевые переходные пластины и медно-алюминиевые наконечники). Холодная сварка давлением служит при соединении алюминиевых и медных шин средних сечений и однопроволочных проводов сечением до 10 мм2, для ее выполнения не требуется дополнительных материалов и контактной арматуры. Пайкой выполняют соединения как алюминиевых, так и медных проводов любого сечения; этот способ не нуждается в сложном оборудовании, но трудоемок. Опрессовка предназначена для контактных соединений алюминиевых, сталеалюминевых и медных изолированных и неизолированных проводов сечением до 1000 мм2. Соединения опрессовкой не создают тепловых воздействий на изоляцию, но при оконцевании и соединении проводников особенно тщательно необходимо подбирать наконечники, гильзы, а также инструменты (пуансоны и матрицы). Этот способ применяется, как в кабельных, так и на воздушных линиях [5, 14, 33]. Скручивание проводов используется на линиях связи, и с помощью соединителей соединяют провода воздушных линий электропередачи (ВЛ). Применение того или иного способа контактного соединения зависит от материалов соединяемых проводников, их сечения и формы, напряжения электроустановки, условий монтажа (наличие механизмов, приспособлений, материалов, электроэнергии и т.п.), а также требований эксплуатации. Провода воздушных линий до 1 кВ соединяют в пролетах скручиванием в овальных трубках; однопроволочные провода допускается соединять скручиванием с последующей пайкой или сваркой внахлестку (соединение однопроволочных проводов сваркой встык не допускается). Провода в петлях анкерных опор соединяют анкерными и ответвительными клиновыми зажимами, скручиванием в овальных трубках, плашечными или аппаратными прессуемыми зажимами, сваркой. Ответвления проводов ВЛ должны быть выполнены прессуемыми или плашечными зажимами. Способы соединения проводов BJI выше 1 кВ зависят от их сечения. В пролетах алюминиевые провода сечением до 95 мм2, сталеалюминиевые сечением до 185 мм2 и стальные сечением до 50 мм2 соединяют скручиванием с помощью овальных соединений; алюминиевые провода сечением 120 – 185 мм2 и стальные сечением 70 – 95 мм2 – опрессовкой с помощью овальных соединителей с дополнительной термитной сваркой концов; алюминиевые и сталеалюминевые провода сечением 240 мм2 и более – с помощью соединительных прессуемых зажимов. В петлях анкерных и угловых опор сталеалюминиевые провода сечением до 240 мм2 и алюминиевые сечением до 95 мм2 соединяются термитной сваркой; сталеалюминиевые провода сечением 300 мм2 и выше – прессуемыми соединительными зажимами; провода разных марок – аппаратными прессуемыми зажимами. Использование способа контактного соединения зависит от материалов соединяемых проводников, сечения, формы и напряжения электроустановки, условий монтажа. Воздушные линии (провода) до 1 кВ в пролетах соединяют скручиванием в овальных трубках, однопроволочные провода допускается соединять скручиванием с последующей пайкой или сваркой внахлестку (сварка встык однопроволочных проводов не допускается). В петлях анкерных опор провода соединяют анкерными и ответвительными клиновыми зажимами, скручиванием в овальных трубках, плашечными или аппаратными прессуемыми зажимами и сваркой. Подготовку проводников к контактному соединению проводят в зависимости от способа выполнения соединения. Для того чтобы обеспечить металлический контакт между соединяемыми проводниками, их контактные поверхности предварительно очищают от всякого рода пленок, применяя при этом смывание, химическое растворение пленок и механическую очистку; часто эти способы используют совместно. Эффективна механическая очистка в сочетании со смыванием или растворением. Способы очистки поверхностей выбирают в зависимости от материалов контактных элементов, наличия на них защитных металлических покрытий, вида пленок и способа выполнения контактного соединения. Правильное и качественное выполнение операций по соединению, ответвлению и оконцеванию жил проводов и кабелей определяет надежность эксплуатации внутренней и наружной электропроводок. Эти элементы проводок должны обладать необходимой механической прочностью и малым электрическим сопротивлением, сохраняя эти свойства на все время эксплуатации. Для устройства электропроводки используются провода и кабели с алюминиевыми и медными жилами. По экономическим соображениям электропроводка, как правило, выполняется проводами и кабелями с алюминиевыми жилами. Однако алюминий имеет свойства, которые мало способствуют надежности соединения. Одно из них – повышенная (по сравнению с медью) текучесть и окисляемость с образованием токонепроводящих пленок. Окись алюминия создает большое переходное сопротивление, приводящее к ухудшению электрического контакта и чрезмерному его нагреванию. Окисная пленка создает трудности при пайке и сварке проводов, так как она имеет температуру плавления 2050 °С, температура же плавления самого алюминия составляет только 660 °С. В процессе эксплуатации винтовые и болтовые сжимы соединений алюминиевых и медных проводов требуют контроля и периодического подтягивания. Конструкция зажима для соединения алюминиевых жил должна обеспечивать следующие свойства: - постоянство давления на провода при появлении их текучести; - устройство, предохраняющее провода от растекания из-под контактного винта; - гальваническое покрытие деталей. Этим требованиям отвечает зажим, специально разработанный для соединения алюминиевых жил (рис. 2.1). Пружинная шайба зажима обеспечивает постоянство давления на присоединяемые провода, а упор предохраняет выдавливание провода из-под контактного зажима. В некоторых конструкциях пружинная шайба и упор, ограничивающий растекание, выполняются в виде одной шайбы-звездочки. Собирать зажим необходимо со всеми деталями, так как отсутствие любой из них обязательно приведет к ухудшению контакта. Рис. 2.1. Зажим для присоединения алюминиевых проводов 1 – винт; 2 – пружинная шайба; 3 – шайба или основание контактного зажима; 4 – токоведущая жила; 5 – упор, ограничивающий растекание алюминиевого проводника. Многопроволочную медную токоведущую жилу сечением 1,0 – 2,5 мм2 в некоторых видах соединений оконцовывают в виде стержня с полудкой припоем ПОС-40. Контактные зажимы штепсельных розеток до 10 А и выключателей от 4 А и выше допускают присоединения медных и алюминиевых проводов сечением от 1 до 2,5 мм2, а для выключателей 1 А – только медных жил проводов сечением от 0,5 до 1 мм2. Присоединение алюминиевых проводов в зажиме обязательно выполняется с оконцеванием в виде колечка, медных – в виде колечка и стержнем (рис. 2.2). Колечко алюминиевого провода перед вводом в контакт зачищают и смазывают кварцевазелиновой или цинковазелиновой пастой. В штепсельных розетках до 10 А к одному контакту можно присоединить не более двух медных или алюминиевых проводов сечением до 4 мм2. Рис. 2.2. Оконцевание проводов Широкое распространение получил способ соединения и оконцевания алюминиевых и медных проводов и кабелей опрессовкой, которая обеспечивает надежный электрический контакт и необходимую механическую прочность, кроме того, проста в исполнении. Опрессовку выполняют ручными клещами, механическими и гидравлическими прессами с помощью сменных матриц и пуансонов. Для соединения жил проводов и кабелей служат гильзы (рис. 2.3), для оконцевания – наконечники. Пайкой и сваркой соединяют и ответвляют провода в тех случаях, когда нельзя применить все остальные – опрессовку, винтовые сжимы и сварку. Пайка создает хороший электрический контакт, но это соединение непрочное, поэтому провода перед пайкой надо скручивать. Соединение и ответвление медных жил сечением до 6 мм2 выполняется пропаянной скруткой. Скрутка с последующей пропайкой является способом соединения и ответвления однопроволочных медных и многопроволочных проводов марок ПP, ПВ, ПРВД, ПРД сечением 1,5 – 6 мм2 в открытых электропроводках на роликах и изоляторах (рис. 2.4.) Этот способ соединения и ответвления применяют также в электропроводках, выполняемых плоскими проводами ППВ и другими, когда ответвительные коробки не имеют вкладышей с контактными зажимами, а также в некоторых других случаях. а) б) Рис.2.3. Опрессовка алюминиевых проводов гильзами ГАО: а – односторонняя; б – двухсторонняя опрессовки Прост по исполнению способ соединения проводов скруткой, но он требует последующей пропайки соединения, так как даже качественно выполненная скрутка имеет переходное контактное сопротивление, которое в несколько раз выше, чем при других способах соединения – опрессовке, пайке, сварке, болтовом или винтовом соединении. При скрутке провода имеют мало контактных точек, и при протекании через соединение тока контакт может перегреваться, что иногда бывает причиной пожара. По этой причине соединение скруткой без пропайки не допускается. При пайке однопроволочных алюминиевых жил сечением 2,5 – 10 мм2 соединение и ответвление производят в виде двойной скрутки с желобком. С жил снимают изоляцию, зачищают до металлического блеска наждачной бумагой или кордовой лентой, соединяют внахлестку двойной скруткой с образованием желобка в месте касания жил (рис. 2.5). Рис. 2.4. Соединение и ответвление медных проводов марок ПВ, ПР, ПРД, ПРВД Рис. 2.5. Соединение однопроволочных алюминиевых проводов двойной скруткой с желобком Сварка применяется для оконцевания и соединения токоведущих жил проводов и кабелей всех сечений и для алюминиевых жил с медными при сечении жил не более 10 мм2. Этот способ соединения требует применения специальных флюсов, сварочных аппаратов и другого специального оборудования. Электрический контакт. Какими бывают контакты и контактные соединения. Контактное соединение проводов
Способы выполнения контактных соединений и области их применения
Похожие статьи:
poznayka.org
Монтаж контактных соединений
Общие требования
С помощью контактных соединений (КС) элементы электрической цепи соединяются между собой и источниками и потребителями электроэнергии.
Электрическим контактом называется соприкосновение элементов, обеспечивающее непрерывность электрической цепи. Иначе говоря, это конструктивный узел, образующий контакт, связь.
Между проводниками электрический контакт осуществляется при нажатии одного токоведущего элемента на другой с помощью болтов, винтов, сжимов, пружин, заклепок, совместной деформации (опрессовки, скрутки), а также сваркой, пайкой или адгезионным сцеплением – склеиванием.
Контактные соединения подразделяют на неразборные, разборные и разъемные. Неразборные контактные соединения – такие соединения, которые не могут быть
разобраны без разрушения хотя бы одной из соединяемых деталей или соединяемого материала (сварные, паяные, клепаные, спрессованные и клеевые соединения).
Разборные контактные соединения – могут быть разобраны без разрушения соединяемых деталей (болтовые, винтовые и клиновые соединения).
Разъемные контактные соединения – устройства, состоящие из вилки и розетки. Соединения по роду связи токоведущих частей можно разделить на
цельнометаллические с физическим сварным контактом и сжимные с механическим (сжимным) контактом. Сжимные соединения могут быть простыми и сложными. Первые образуются между двумя сплошными по структуре проводниками, вторые – между многопроволочным проводом и наконечником (гильзой и т. п.) или между двумя многопроволочными проводами.
По назначению контактные соединения, работающие в открытых и закрытых распределительных устройствах, разделяют на соединения, подсоединения и ответвления.
Для длительного пропускания токов нормального режима и кратковременных токов аварийных режимов служат контактные соединения токоведущих частей электроустановок, параметры и характеристики которые должны соответствовать стандартам и техническим условиям.
Сопротивление контактного соединения после его изготовления не должно быть больше сопротивления эквивалентного участка целого проводника. Если контактное соединение образовано проводниками из разных материалов, его сопротивление должно сравниваться с сопротивлением эквивалентного участка проводника, имеющего меньшую проводимость.
В процессе эксплуатации сопротивление контактного соединения не должно быть выше 1,8 значения сопротивления целой жилы.
Виды контактных соединений
Существуют различные технологические способы выполнения контактных соединений токоведущих частей электроустановок: электросварка контактным разогревом и угольным электродом, газоэлектрическая, газовая, термитная, контактная стыковая и холодная сварка давлением, пайка, опрессовка, скрутка, стягивание болтами (винтами) и т. д.
Электросварку контактным разогревом применяют для оконцевания, соединения и
ответвления алюминиевых проводов сечением до 1000 мм2, а также для соединения алюминиевых жил с медными; сварку контактным разогревом с использованием присадочных материалов – для соединения и оконцевания алюминиевых многопроволочных
жил проводов и кабелей сечением до 2000 мм2, электросварку угольным электродом – для соединения алюминиевых шин различных сечений и конфигураций; газоэлектрическую сварку – в основном для соединения алюминиевых и медных жил. Достоинство газоэлектрической сварки состоит в том, что ее выполняют без флюсов, недостаток – относительно громоздкое оборудование плюс использование дорогого газа. По этой причине газоэлектрическую сварку применяют преимущественно для контактного соединения шин из алюминиевых сплавов и медных шин.
Для соединения медных и алюминиевых проводов различных сечений и конфигураций применяется газовая сварка (при этом необходимо громоздкое оборудование).
Термитной сваркой соединяют стальные, медные и алюминиевые провода и шины всех сечений. Наиболее целесообразно ее применение для соединения неизолированных проводов линий электропередач в полевых условиях. Для выполнения термитной сварки необходимо несложное оборудование, технологически она простая, но отличается повышенной пожароопасностью. Еще одно требование – создание специальных условий для хранения термитных патронов и спичек. Термитно-тигельнуюсварку используют при соединении стальных полос контуров заземления и грозозащитных тросов.
Стыковая контактная сварка применяется при соединении алюминиевых шин с медными.
Холодная сварка давлением применяется при соединении алюминиевых и медных шин
средних сечений и однопроволочных проводов сечением до 10 мм 2. Для ее выполнения не требуется дополнительных материалов и контактной арматуры.
Соединения алюминиевых и медных проводов любого сечения выполняют пайкой; этот способ не требует сложного оборудования, но трудоемок.
Опрессовка используется для выполнения контактных соединений алюминиевых, сталеалюминиевых и медных изолированных и неизолированных проводов сечением до
1000 мм2 как в кабельных, так и на воздушных линиях. При оконцевании и соединении проводников особо тщательно необходимо подбирать наконечники, гильзы, а также пуансоны и матрицы.
Скручивание проводов и их соединение с помощью соединителей используют на линиях связи.
Использование способа контактного соединения зависит от материалов соединяемых проводников, сечения, формы и напряжения электроустановки, условий монтажа.
Воздушные линии (провода) до 1 кВ в пролетах соединяют скручиванием в овальных трубках, однопроволочные провода допускается соединять скручиванием с последующей
пайкой или сваркой внахлестку (сварка встык однопроволочных проводов не допускается). В петлях провода анкерных опор соединяют анкерными и ответвительными клиновыми
зажимами, скручиванием в овальных трубках, плашечными или аппаратными прессуемыми зажимами и сваркой.
Подготовку проводников к контактному соединению проводят в зависимости от способа выполнения соединения. Так, при соединении или оконцевании многопроволочных жил пайкой концы разделывают ступенчато или со скосом под углом 55°, чтобы образовался контакт между трубчатой частью наконечника (гильзы) и проволочками каждого повива. При оконцевании или соединении секторных или сегментных жил специальным инструментом или с помощью пассатижей их скругляют, чтобы жила могла легко войти в полость трубчатой части наконечника или гильзу. Подготовка контактных концов плоских проводников под сварку включает рихтовку и обработку кромок.
Для того чтобы обеспечить металлический контакт между соединяемыми проводниками, их контактные поверхности предварительно очищают от всякого рода пленок, применяя при этом смывание, химическое растворение пленок и механическую очистку; часто эти способы используют совместно. Эффективна механическая очистка в сочетании со смыванием или растворением. Способы очистки поверхностей выбирают в зависимости от материалов контактных элементов, наличия на них защитных металлических покрытий, вида пленок и способа выполнения контактного соединения.
Самый простой способ очистки поверхностей – механический, с помощью стальных щеток и щеток из кардоленты. Контактные поверхности алюминиевых проводников очищают особенно тщательно, нанеся предварительно слой технического вазелина или других защитных смазок для исключения повторного окисления поверхностей соединяемых элементов. Под слоем смазки с помощью специальных щеток внутренние чистят контактные поверхности алюминиевых овальных или трубчатых соединителей. На специализированных заготовительных участках для очистки контактных поверхностей применяют вращающиеся щетки.
Покрытые масляными пленками поверхности предварительно обезжиривают растворителями, а затем очищают механическим способом до металлического блеска.
С целью предотвращения повторного загрязнения соединяемые поверхности защищают. Защиту выбирают в зависимости от способа выполнения контактного соединения, материала контактных элементов и условий эксплуатации соединений. Так, при контактной сварке или пайке поверхности соединяемых элементов защищают от окисления флюсами, а если применяют соединение болтами, опрессовкой или скруткой, то контактными смазками.
Защитные контактные смазки (пасты) должны иметь высокую адгезию, обладать относительно высокой степенью каплепадения, быть химически нейтральными, стабильными во времени и эластичными. В качестве защитных контактных смазок и паст используются конденсаторный вазелин, кварцевазелиновая паста и др. Смазки наносят тонким слоем.
Правильное и качественное выполнение операций по соединению, ответвлению и оконцеванию жил проводов и кабелей определяет надежность эксплуатации внутренней и наружной электропроводок. Эти элементы проводок должны обладать необходимой механической прочностью и малым электрическим сопротивлением, сохраняя эти свойства на все время эксплуатации.
Для устройства электропроводки используются провода и кабели с алюминиевыми и медными жилами. По экономическим соображениям электропроводка, как правило, выполняется проводами и кабелями с алюминиевыми жилами. Однако алюминий имеет свойства, которые мало способствуют надежности соединения. Одно из них – повышенная (по сравнению с медью) текучесть и окисляемость с образованием токонепроводящих пленок. Окись алюминия создает большое переходное сопротивление, приводящее к ухудшению электрического контакта и чрезмерному его нагреванию. Окисная пленка создает трудности при пайке и сварке проводов, так как она имеет температуру плавления 2050 °C, температура же плавления самого алюминия составляет только 660 °C.
Пленку с контактных поверхностей необходимо удалять и принимать меры против вторичного ее возникновения. Для этого применяют кварцевазелиновую или цинковазелиновую пасты, а также смазку ЗЭС.
Медные проводники также покрываются окисной пленкой, но она незначительно влияет на качество контактного соединения и легко удаляется.
К нарушению контакта приводит также большая разница в коэффициенте линейного теплового расширения алюминия по сравнению с другими металлами. Поэтому алюминиевые провода нельзя спрессовывать в медных наконечниках или присоединять к медным контактам аппаратов. Даже при нормальной эксплуатации через некоторое время провода в местах болтовых и винтовых соединений алюминиевых жил следует периодически подтягивать, так как при изменении температуры окружающей среды они могут сильно нагреваться.
При длительной эксплуатации алюминий начинает «течь» из области с большим давлением в соседнюю область, находящуюся под меньшим давлением. Поэтому винтовые и болтовые контактные соединения алюминиевых жил нельзя пережимать.
Вособенно неблагоприятных условиях находятся контакты алюминиевых жил с другими металлами в наружных электропроводках. Под влиянием влаги, содержащейся в окружающей среде, на контактных поверхностях появляется водяная пленка со свойствами электролита и в месте соединения образуется так называемая гальваническая пара. Алюминий здесь выступает в качестве отрицательного полюса и «теряет» частицы металла, постепенно разрушается, и разрушается контакт. Особенно неблагоприятны в этом отношении соединения алюминия с медью и латунью. Такие контактные поверхности необходимо защищать от проникновения влаги кварцевазелиновой пастой, смазкой ЗЭС или покрывать их третьим металлом – оловом или припоем типа ПОС.
Впроцессе эксплуатации винтовые и болтовые сжимы соединений алюминиевых и медных проводов требуют контроля и периодического подтягивания. Однако для электропроводок, например, в дачных домиках этот способ соединения проводников наиболее приемлем, так как он прост и не требует специального инструмента и аппаратуры для соединения проводов.
Конструкция зажима для соединения алюминиевых жил должна обеспечивать следующие свойства:
– постоянство давления на провода при появлении их текучести;
– устройство, предохраняющее провода от растекания из-подконтактного винта;
– гальваническое покрытие деталей.
Этим требованиям отвечает зажим, специально разработанный для соединения алюминиевых жил. Пружинная шайба зажима обеспечивает постоянство давления на
присоединяемые провода, а упор предохраняет выдавливание провода из-подконтактного зажима. В некоторых конструкциях пружинная шайба и упор, ограничивающий растекание, выполняются в виде однойшайбы-звездочки.Собирать зажим необходимо со всеми деталями, так как отсутствие любой из них обязательно приведет к ухудшению контакта.
Рис. 30. Зажим для присоединения алюминиевых проводов:
1– винт;2 – пружинная шайба;3 – шайба или основание контактного зажима;4 – токоведущая жила;5 – упор, ограничивающий растекание алюминиевого проводника
Оконцевание алюминиевых жил под винтовой зажим выполняется в виде кольца, для медных жил – в виде кольца и стержня.
Последовательность присоединения алюминиевых жил сечением до 10 мм 2 :
1) с конца жилы снимают изоляцию на длине, достаточной для выполнения кольца. Нож направляют под углом 10–15°к поверхности провода, чтобы, срезая изоляцию, он скользил по поверхности жилы. Нельзя держать нож перпендикулярно проводу, так как в этом случае
можно надрезать и надломить жилу. Для снятия изоляции с проводов сечением до 4 мм 2 применяют специальные клещи КСИ;
2)жилу зачищают наждачной или стеклянной бумагой до металлического блеска и смазывают тонким слоем кварцевазелиновой пасты;
3)подготовленный конец жилы загибают круглогубцами в кольцо. Загибать провода следует по часовой стрелке, т. е. по направлению вращения винта. Внутренний диаметр кольца должен быть несколько больше, чем диаметр контактного винта;
4)провод зажимают винтом на пластине контактного вывода, ввертывая его в нарезанное отверстие или затягивая гайкой.
Гибкие медные жилы сечением 1–2,5мм2 оконцовывают в виде кольца с последующей полудкой в следующем порядке. С провода снимают примерно25–30мм изоляции, зачищают жилы наждачной бумагой до металлического блеска, скручивают проволочки в стержень, загибают в кольцо, покрывают кольцо канифолью или ее раствором в спирте, затем окунают на 1?2 с в расплавленный припойПОС-40.После остывания провод изолируют до кольца.
Многопроволочную медную токоведущую жилу сечением 1,0–2,5мм2 в некоторых видах
соединений оконцовывают в виде стержня с полудкой припоем ПОС-40.
Контактные зажимы штепсельных розеток до 10 А и выключателей от 4 А и выше допускают присоединения медных и алюминиевых проводов сечением от 1 до 2,5 мм2, а для
выключателей 1 А – только медных жил проводов сечением от 0,5 до 1 мм2. Присоединение алюминиевых проводов в зажиме обязательно выполняется с
оконцеванием в виде колечка, медных – в виде колечка и стержнем. Колечко алюминиевого провода перед вводом в контакт зачищают и смазывают кварцевазелиновой или цинковазелиновой пастой. В штепсельных розетках до 10 А к одному контакту можно
присоединить не более двух медных или алюминиевых проводов сечением до 4 мм2. Соединение алюминиевых или медных проводов электропроводки с медными проводами
осветительной арматуры выполняется с помощью специальной зажимной колодки. Провода зажимаются между пластинами, имеющими насечки и отверстия с резьбой для зажимных винтов. На винты должны быть надеты пружинящие разрезные шайбы.
Рис. 31. Оконцевание проводов.
Рис. 32. Опрессовка алюминиевых проводов гильзами ГАО:
а– односторонняя опрессовка;б – двухсторонняя опрессовка В светильниках патроны для ламп накаливания имеют контактные зажимы под кольцо, а
также втычного типа для присоединения прямых концов медных жил проводов. Присоединяя провода, необходимо помнить, что центральный контакт патрона подключается к фазному проводу, а контакт, присоединенный к гильзе цоколя, – к нулевому.
Провода, выходящие из патрона, рекомендуется дополнительно изолировать ПВХтрубкой.
Широкое распространение получил способ соединения и оконцевания алюминиевых и медных проводов и кабелей опрессовкой, которая обеспечивает надежный электрический контакт и необходимую механическую прочность, кроме того, проста в исполнении. Опрессовку выполняют ручными клещами, механическими и гидравлическими прессами с помощью сменных матриц и пуансонов. Для соединения жил проводов и кабелей служат гильзы, для оконцевания – наконечники.
Технологический порядок опрессовки алюминиевых жил в соединительных гильзах и оконцевание кабельными наконечниками:
1) в зависимости от сечения токоведущих жил проводов и кабелей подбирают тип и размеры соединительных гильз и кабельных наконечников. Для опрессовки жил сечением
от 2,5 до 10 мм2 используют соединительные алюминиевые гильзы типа ГАО; для сечений
более 10 мм2 – соединительные гильзы типа ГА. Оконцевание жил и кабелей производят с помощью трубчатых алюминиевых наконечников типа ТА или медноалюминиевых типа ТАМ;
2)подбирают матрицы и пуансоны в соответствии с типоразмерами соединительных гильз и наконечников;
3)проверяют наличие в гильзах и наконечниках заводской смазки. При отсутствии смазки гильзы и наконечники зачищают металлическим «ершиком» и смазывают защитной
кварцевазелиновой или цинковазелиновой пастой;
4)снимают с концов жил изоляцию: при оконцевании – на длине, равной длине трубчатой части наконечника, при соединении – на длине, равной половине гильзы;
5)зачищают концы токоведущих жил наждачной бумагой или щеткой из кордоленты до металлического блеска, протирают тканью, смоченной в бензине, и сразу же покрывают кварцевазелиновой пастой;
6)надевают на подготовленные и спрессованные жилы наконечник или гильзу. При оконцевании жилу вводят в наконечник до упора, при соединении – так, чтобы торцы соединяемых жил соприкасались между собой в середине гильзы;
7)устанавливают трубчатую часть наконечника или гильзы в матрицу и опрессовывают;
8)обработав острые края гильз, соединение изолируют.
Не разрешается на алюминиевую жилу напрессовывать медный наконечник, так как соединение будет непрочным из-забольшой разности коэффициента линейного теплового расширения у меди и алюминия.
Порядок опрессовки медных жил и кабелей:
с много– и однопроволочных проводов снимают изоляцию на длине 20–25мм, укладывают соединяемые жилы параллельно, не скручивая их между собой. Затем обворачивают их двумя слоями медной или латунной фольги толщиной 0,2 мм и шириной18–20мм и обжимают место соединенияпресс-клещами.
Опрессовку одно– и многопроволочных жил сечением 4 мм2 и более выполняют в медных трубчатых наконечниках типа Т или в соединительных медных гильзах типа ГМ. Все операции выполняют в такой же последовательности, как и для алюминиевых проводов и кабелей, за исключением наложения кварцевазелиновой и цинковазелиновой пасты.
Запрещается производить опрессовку при помощи молотка и зубила.
Пайкой и сваркой соединяют и ответвляют провода в тех случаях, когда нельзя применить все остальные – опрессовку, винтовые сжимы и сварку. Требования к пайке те же: она должна обеспечивать надежность электрического контакта и необходимую прочность.
Для получения качественной пайки необходимо, во-первых,правильно выбрать припой,во-вторых,удалить пленку окиси соединяемых контактных поверхностей. При соединении медных жил пленка окиси удаляется перед пайкой, при соединении алюминиевых жил – в процессе пайки.
Пайка создает хороший электрический контакт, но это соединение непрочное, поэтому провода перед пайкой надо скручивать.
Пайку медных жил сечением 1,0-10мм2 производят паяльником. Для пайки применяют мягкиеоловянисто-свинцовыеприпои марки ПОС.
При пайке медных жил окись удаляется путем зачистки поверхностей наждачной бумагой или напильником. В качестве флюса применяется канифоль или ее раствор в спирте (соотношение частей 1:1), а также паяльный жир.
Не рекомендуется при пайке медных жил применять в качестве флюса травленую соляную кислоту или нашатырь, так как они разрушающе действуют не только на пленку окиси, но и на саму медную жилу.
Температура разогрева места пайки должна быть на 30–50°C выше температуры плавления припоя и флюса. Низкая температура дает так называемую холодную пайку, имеющую малую механическую прочность и создающую ненадежный электрический
контакт.
Для предупреждения повреждений изоляции участок жилы длиной 2–3мм до среза изоляции не облуживается.
В процессе пайки пленка окиси с поверхности соединяемых жил удаляется механически (под слоем расплавляемого припоя) или химически (путем применения специальных флюсов). При определенной температуре они разрушают пленку окиси. В этом и состоит особенность пайки и сварки алюминиевых жил.
По окончании пайки остатки флюса должны быть тщательно удалены, так как они могут вызвать разрушение контакта.
Паять соединения алюминиевых жил в условиях влажного воздуха не рекомендуется изза возможной коррозии. От воздействия влаги места пайки предохраняют защитными покровами.
Пайка однопроволочных жил сечением 2,5-10мм2 может быть выполнена припоем А с помощью паяльника, другими припоями(ЦО-12,ЦА-15)с помощью бензиновой паяльной лампы. Припой А устойчив против коррозии, удобен при пайке и облуживании жил. Окисная пленка алюминия разрушается механическим путем, когда палочкой припоя натирают провод, поэтому флюс при пайке не нужен.
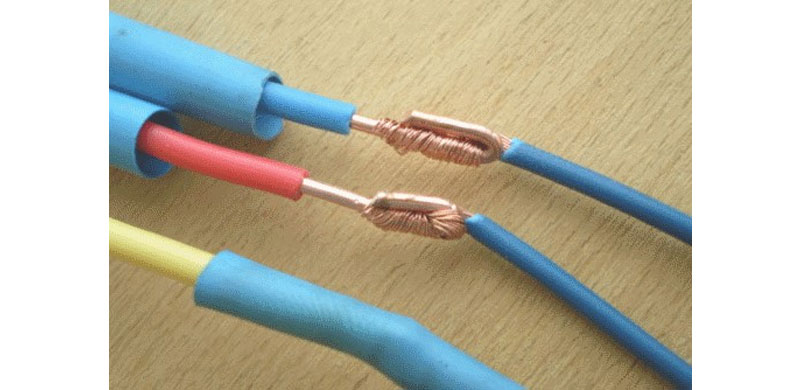
Соединение и ответвление медных жил сечением до 6 мм2 (рис. 33) выполняется пропаянной скруткой. Скрутка с последующей пропайкой является способом соединения и ответвления однопроволочных медных и многопроволочных проводов марок ПР, ПВ, ПРВД,
ПРД сечением 1,5?6 мм2 в открытых электропроводках на роликах и изоляторах. Этот способ соединения и ответвления применяют также в электропроводках, выполняемых плоскими проводами ППВ и другими, когда ответвительные коробки не имеют вкладышей с контактными зажимами, а также в некоторых других случаях. Например, при соединении
медного провода ответвления от воздушной линии сечением 4?6 мм2 с медными проводами
ввода сечением 2,5 мм2.
Прост по исполнению способ соединения проводов скруткой, но он требует последующей пропайки соединения, так как даже качественно выполненная скрутка имеет переходное контактное сопротивление в несколько раз выше, чем при других способах соединения – опрессовке, пайке, сварке, болтовом или винтовом соединении.
Рис. 33. Соединение и ответвление медных проводов марок ПВ, ПР, ПРД, ПРВД
При скрутке провода имеют мало контактных точек и при протекании через соединение тока контакт может перегреваться, что иногда бывает причиной пожара. По этой причине соединение скруткой без пропайки не допускается.
Технология соединения и ответвления медных проводов заключается в следующем. Для соединения 2-хкусков провода необходимо плотно скрутить проволочки токопроводящих жил, чтобы они не раскручивались, и скрестить провода. Концом левого провода делают 8- 10 оборотов вокруг правого, а концом правого делают8-10оборотов вокруг левого провода, но в другом направлении. Места соединения скруткой должны быть длиною не менее10–15диаметров соединительных жил. Соединение обжимают плоскогубцами и пропаивают припоемПОС-30илиПОС-40.Пропаянную скрутку изолируют на всю длину соединения с обязательным захватом незащищенной изоляции провода. Соединение между собой двух скрученных проводов выполняют вразбежку.
При пайке однопроволочных алюминиевых жил сечением 2,5-10мм2 соединение и ответвление производят в виде двойной скрутки с желобком (рис. 34). С жил снимают изоляцию, зачищают до металлического блеска наждачной бумагой или кордовой лентой, соединяют внахлестку двойной скруткой с образованием желобка в месте касания жил.
Рис. 34. Соединение однопроволочных алюминиевых проводов пайкой двойной
скруткой с желобком
Соединение нагревают паяльной лампой или паяльником до температуры начала плавления припоя. Палочкой припоя А с усилием потирают с одной стороны. В результате трения пленка окиси сдирается и желобок начинает облуживаться и заполняться припоем. Аналогично облуживают жилы и заполняют припоем желобок с другой стороны. Одновременно облуживают внешние поверхности и места скрутки жил. После остывания место соединения изолируют.
Сварка применяется для оконцевания и соединения токоведущих жил проводов и
кабелей всех сечений и для алюминиевых жил с медными при сечении жил не более 10 мм2. Этот способ соединения требует применения специальных флюсов, сварочных аппаратов и другого специального оборудования.
studfiles.net
Способы соединения проводов, технические требования

Контактные соединения проводников являются очень важным элементом электрической цепи, поэтому при выполнении электромонтажных работ нужно всегда помнить, что надежность любой электрической системы в значительной степени определяется качеством выполнения электрических соединений.
Ко всем контактным соединениям предъявляются определенные технические требования. Но в первую очередь эти соединения должны обладать устойчивостью к механическим факторам, быть надежными и безопасными.
При малой площади соприкосновения в зоне контакта может возникать довольно значительное сопротивление для прохождения тока. Сопротивление в месте перехода тока из одной контактной поверхности в другую называется переходным контактным сопротивлением, которое всегда больше, чем сопротивление сплошного проводника таких же размеров и формы. В процессе эксплуатации свойства контактного соединения под действием разнообразных факторов внешнего и внутреннего характера могут настолько ухудшиться, что увеличение его переходного сопротивления может вызвать перегрев проводов и создать аварийную ситуацию. Переходное контактное сопротивление в значительной степени зависит от температуры, при повышении которой (в результате прохождения тока) происходит увеличение переходного сопротивления контакта. Нагрев контакта приобретает особое значение и в связи с его влиянием на процесс окисления контактных поверхностей. При этом окисление поверхности контакта идет тем интенсивнее, чем выше температура контакта. Появление оксидной пленки, в свою очередь, вызывает очень сильное увеличение переходного сопротивления.
Контактное соединение — это элемент электрической цепи, где осуществляется электрическое и механическое соединение двух или нескольких отдельных проводников. В месте соприкосновения проводников образуется электрический контакт — токопроводящее соединение, через которое ток протекает из одной части в другую.
Простое наложение или легкое скручивание контактных поверхностей соединяемых проводников не обеспечивает хорошего контакта, так как из-за микронеровностей действительное соприкосновение происходит не по всей поверхности проводников, а только в немногих точках, что приводит к значительному увеличению переходного сопротивления.
В месте соприкосновения двух проводников всегда возникает переходное сопротивление электрического контакта, величина которого зависит от физических свойств соприкасающихся материалов, их состояния, силы сжатия в месте контакта, температуры и фактической площади соприкосновения.
С точки зрения надежности электрического контакта алюминиевый провод не выдерживает конкуренции с медным. Предварительно очищенная поверхность алюминия после нескольких секунд пребывания на воздухе покрывается тонкой твердой и тугоплавкой окисной пленкой, обладающей высоким электрическим сопротивлением, что приводит к повышенному переходному сопротивлению и сильному нагреву зоны контакта, в результате чего еще больше увеличивается электрическое сопротивление. Еще одной особенностью алюминия является его низкий предел текучести. Сильно затянутое соединение алюминиевых проводов с течением времени ослабевает, что приводит к снижению надежности контакта. Кроме того, алюминий обладает худшей проводимостью. Именно поэтому применение в бытовых электрических системах алюминиевых проводов не только неудобно, но и опасно.
Медь окисляется на воздухе при обычных температурах жилых помещений (около 20 °С). Образующаяся при этом окисная пленка не обладает большой прочностью и легко разрушается при сжатии. Особенно интенсивное окисление меди начинается при температурах выше 70 °С. Оксидная пленка на медной поверхности сама по себе обладает незначительным сопротивлением и мало влияет на величину переходного сопротивления.
Состояние контактных поверхностей оказывает решающее влияние на рост переходного сопротивления контакта. Для получения устойчивого и долговечного контактного соединения должна быть выполнена качественная зачистка и обработка поверхности соединяемых проводников. Изоляцию с жил снимают на нужную длину специализированным инструментом или ножом. Затем оголенные части жил зачищают наждачной шкуркой и обрабатывают ацетоном или уайт-спиритом. Длина разделки зависит от особенностей конкретного способа соединения, ответвления или оконцевания.
Переходное контактное сопротивление в значительной степени уменьшается при увеличении силы сжатия двух проводников, так как от нее зависит действительная площадь соприкосновения. Таким образом, для уменьшения переходного сопротивления в соединении двух проводников необходимо обеспечить достаточное их сжатие, но без разрушающих пластических деформаций.
Существует несколько способов монтажа электрического соединения. Наиболее качественным из них всегда будет то, которое обеспечивает в конкретных условиях наиболее низкое значение переходного контактного сопротивления как можно более длительное время.
Согласно «Правилам устройства электроустановок» (п. 2.1.21), соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи сварки, пайки, опрессовки или сжимов (винтовых, болтовых и т. п.) в соответствии с действующими инструкциями. В таких соединениях всегда можно добиться стабильно низкого переходного контактного сопротивления. При этом необходимо соединять провода с соблюдением технологии и с использованием соответствующих материалов и инструментов.
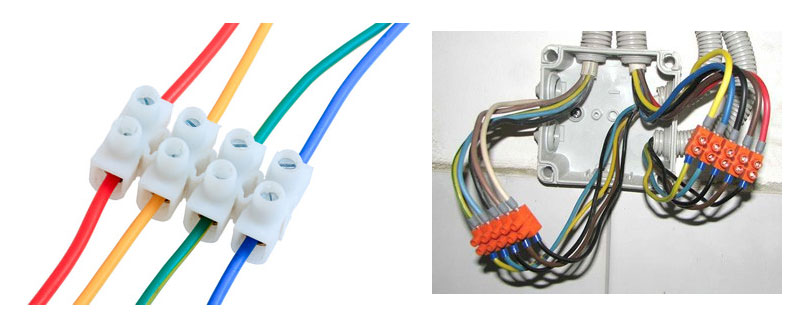
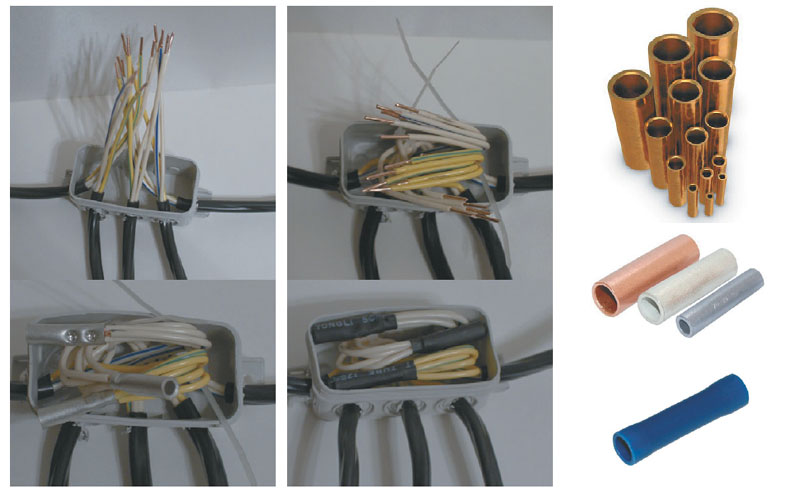
Соединение проводов в распределительной коробке — это важная и ответственная операция. Она может выполняться различными способами: при помощи клеммников, методом пайки и сварки, опрессовкой, а зачастую обычной скруткой. У всех этих способов есть определенные преимущества и недостатки. Выбрать способ соединения необходимо перед началом монтажа, так как это предполагает и подбор соответствующих материалов, инструментов и оборудования.
При соединении проводов следует соблюдать одинаковую цветность нулевых, фазных и заземляющих проводов. Обычно фазный провод — коричневый или красный, нулевой рабочий — голубой, провод защитного заземления — желто-зеленый.
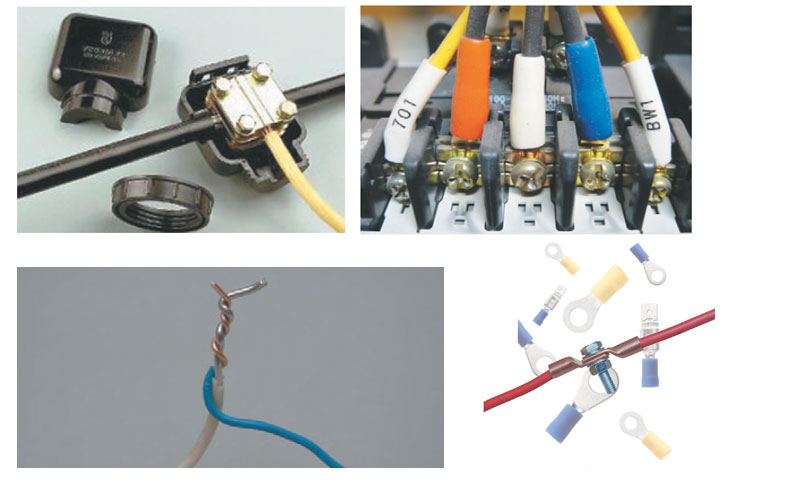
Очень часто электрикам приходится подключать провод к уже существующей линии. Иными словами, необходимо создать ответвление проводов. Такие соединения выполняются с помощью специальных ответвительных сжимов, клеммных колодок и прокалывающих зажимов.
При непосредственном соединении медных и алюминиевых проводов медь с алюминием образуют гальваническую пару, и в месте контакта возникает электрохимический процесс, в результате которого алюминий разруишется. Поэтому для соединения медных и алюминиевых проводов нужно использовать специальные клеммные или болтовые соединения.
Провода, подключаемые к различным устройствам, часто нуждаются в специальных наконечниках, которые способствуют обеспечению надежного контакта и снижению переходного сопротивления. Такие наконечники могут крепиться к проводу пайкой или опрессовкой.
Наконечники бывают самых различных видов. Например, для медных многопроволочных жил выпускаются наконечники из цельнотянутой медной трубы, сплющенной и просверленной под болт с одной стороны.
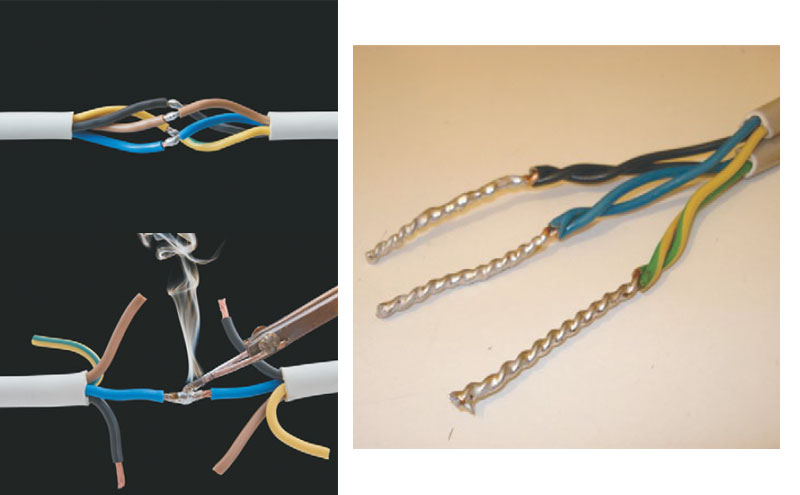
Сварка
Соединение проводников сваркой дает монолитный и надежный контакт, поэтому она широко применяется при электромонтажных работах
Сварку выполняют по торцам предварительно зачищенных и скрученных проводников угольным электродом при помощи сварочных аппаратов мощностью около 500 Вт (для сечения скруток до 25 мм2). Ток на сварочном аппарате выставляется от 60 до 120 А в зависимости от сечения и количества свариваемых проводов.
Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева и разбрызгивания металла, что позволяет использовать вместо маски защитные очки. При этом могут быть упрощены и другие меры безопасности. По окончании сварки и остывании провода оголенный конец изолируется с помощью изоленты или термоусадочной трубки. После небольшой тренировки с помощью сварки можно довольно быстро и качественно выполнить соединения электрических проводов и кабелей в системе электроснабжения.
При сварке электрод подносится к свариваемому проводу до касания, потом отводится на небольшое расстояние (0,5—1мм). Полученная при этом сварочная дуга оплавляет скрутку проводов до образования характерного шарика. Касание электрода должно быть кратковременным для создания нужной зоны оплавления без повреждения изоляции провода. Большую длину дуги делать нельзя, так как место сварки получается пористым из-за окисления в воздушной среде.

В настоящее время сварочные работы по соединению электрических проводов удобно выполнять инверторным сварочным аппаратом, так как он имеет небольшие объем и вес, что позволяет электромонтажнику работать на стремянке, например под потолком, повесив сварочный инверторный аппарат себе на плечо. Для сварки электрических проводов используют графитовый электрод, покрытый медью.

В соединении, полученном методом сварки, электрический ток течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким. Кроме того, такое соединение обладает прекрасной механической прочностью.
Из всех известных способов соединения проводов ни один из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем, так как в соединении присутствует третий, более легкоплавкий и рыхлый металл (припой), а на границе разных материалов всегда существует дополнительное переходное сопротивление и возможны разрушающие химические реакции.
Пайка
Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла. По сравнению со сваркой пайка является более простой и доступной. Она не требует дорогостоящего оборудования, менее пожароопасна, а навыки для выполнения хорошего качества пайки потребуются более скромные, чем при осуществлении сварного соединения. Следует отметить, что поверхность металла на воздухе обычно быстро покрывается оксидной пленкой, поэтому ее перед пайкой требуется зачистить. Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы, повышающие текучесть расплавленного припоя. Благодаря этому пайка получается прочнее.
Пайка также является лучшим способом оконцевания медных многопроволочных жил в кольцо — пропаянное кольцо равномерно покрывается припоем. При этом все проволоки должны полностью входить в монолитную часть кольца, а его диаметр должен соответствовать диаметру винтового зажима.
Процесс пайки проводов и жил кабелей заключается в покрытии разогретых концов соединяемых жил расплавленным оловянисто-свинцовым припоем, который обеспечивает после затвердения механическую прочность и высокую электропроводность неразъемного соединения. Пайка должна быть гладкой, без пор, загрязнений, наплывов, острых выпуклостей припоя, инородных вкраплений.
Для пайки медных жил малых сечений используют трубки припоя, заполненные канифолью, или раствор канифоли в спирте, который перед пайкой наносят на место соединения.
Для создания качественного пропаянного контактного соединения жилы проводов (кабелей) необходимо тщательно облудить, а затем скрутить и обжать. От правильной скрутки в значительной степени зависит качество пропаянного контакта.
После пайки контактное соединение защищается несколькими слоями изоляционной ленты или термоусадочной трубкой. Вместо изоляционной ленты пропаянное контактное соединение можно защитить изоляционным колпачком (СИЗ). Перед этим желательно готовое соединение покрыть влагостойким лаком.
Нагрев деталей и припоя производится специальным инструментом, который называется паяльником. Обязательным условием создания надежного соединения способом пайки является одинаковая температура спаиваемых поверхностей. Большое значение для качества пайки имеет соотношение температуры жала паяльника и температуры плавления. Естественно, что добиться этого можно только при помощи правильно подобранного инструмента.
Паяльники различаются по конструкции и мощности. Для выполнения бытовых электромонтажных работ вполне достаточно обычного электрического стержневого паяльника мощностью 20—40 Вт. Желательно, чтобы он был оснащен регулятором температуры (с термодатчиком) или хотя бы регулятором мощности.

Опытные электромонтажники часто используют для пайки оригинальный способ. В рабочем стержне мощного паяльника (не менее 100 Вт) высверливается отверстие диаметром 6—7 мм и глубиной 25—30 мм и заполняется припоем. В разогретом состоянии такой паяльник представляет собой небольшую лудильную ванночку, которая позволяет быстро и качественно пропаять несколько многожильных соединений. Перед пайкой в ванночку бросается небольшое количество канифоли, которая препятствует появлению оксидной пленки на поверхности проводника. Дальнейший процесс пайки заключается в опускании скрученного соединения в такую импровизированную ванночку.
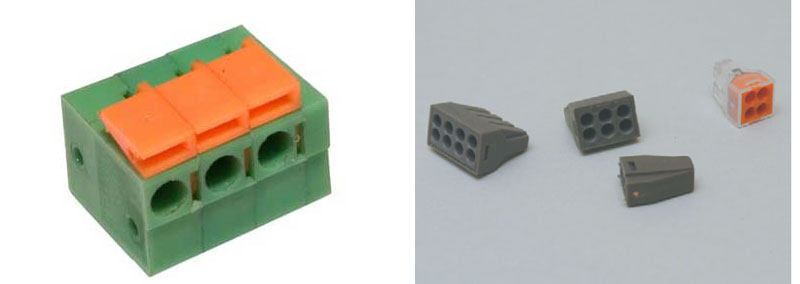
Винтовые клеммники
Одним из распространенных способов создания контакта является использование винтовых клеммников. В них надежный контакт обеспечивается за счет затяжки винта или болта. При этом к каждому винту или болту рекомендуется присоединять не более двух проводников. При использовании в таких соединениях многопроволочных жил концы проводов требуют предварительного облужения или применения специальных наконечников. Преимуществом таких соединений являются их надежность и разборность.
По назначению клеммники могут быть проходными и соединительными.
Соединительные винтовые клеммники предназначены для соединения проводов между собой. Они обычно применяются для коммутации проводов в распределительных коробках и распределительных щитах.
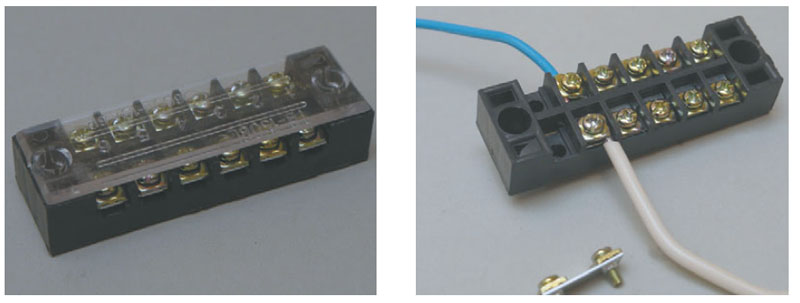
Проходные клеммники используются, как правило, для подключения к сети различных приборов (люстр, светильников и т. д.), а также при сращивании проводов.
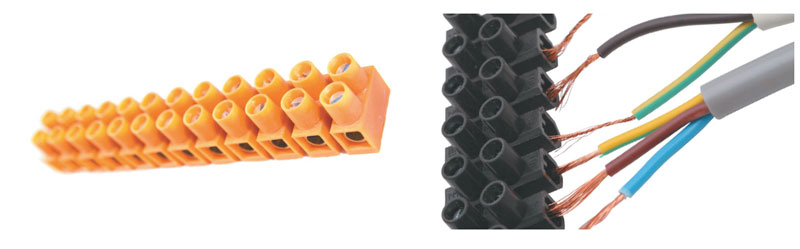
При соединении при помощи винтовых клеммников проводов с многопроволочными жилами их концы нуждаются в предварительной пропайке или опрессовке специальными наконечниками.
При работе с проводами из алюминия использование винтовых клеммников не рекомендуется, так как алюминиевые жилы при их затяжке винтами склонны к пластической деформации, что приводит к снижению надежности соединения.
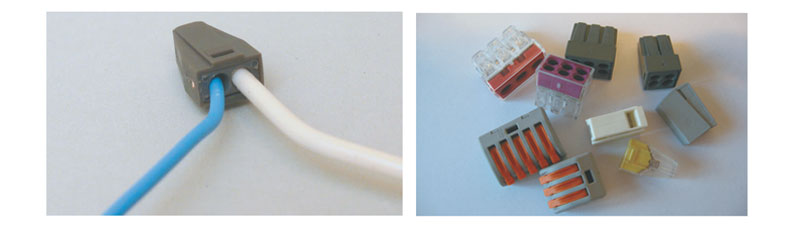
Самозажимные клеммники
В последнее время очень популярным приспособлением для соединения проводов и жил кабелей стали самозажимные клеммники типа WAGO. Они предназначены для соединения проводов сечением до 2,5 мм2 и рассчитаны на рабочий ток до 24 А, что позволяет подключать к соединенным ими проводам нагрузку до 5 кВт. В таких клеммниках можно соединить до восьми проводов, что значительно ускоряет монтаж проводки в целом. Правда, по сравнению со скруткой, они занимают в распаянных коробках больше места, что не всегда удобно.
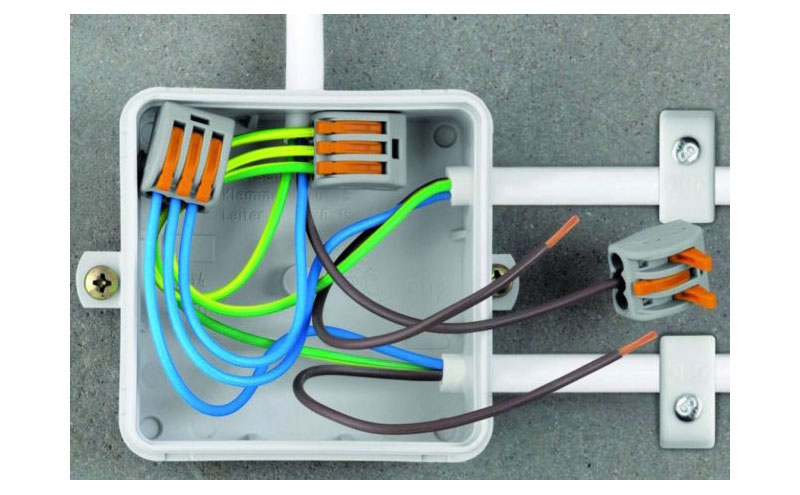
Безвинтовой клеммник принципиально отличается тем, что его монтаж не требует никаких инструментов и навыков. Зачищенный на определенную длину провод с небольшим усилием вставляется на свое место и надежно поджимается пружиной. Конструкция безвинтового клеммного соединения была разработана в немецкой фирме WAGO еще в 1951 г. Существуют и другие фирмы-производители такого типа электротехнических изделий.
В подпружиненных самозажимных клеммниках, как правило, слишком мала площадь эффективно контактирующей поверхности. При больших токах это приводит к нагреву и отпуску пружин, в результате чего происходит потеря их упругости. Поэтому такие устройства следует использовать лишь на подводках, не подвергающихся большим нагрузкам.
Фирма WAGO выпускает клеммники и для установки на DIN-рейку, и для крепления винтами к плоской поверхности, но при монтаже в составе домашней электропроводки применяются строительные клеммники. Эти клеммники выпускаются трех видов: для распределительных коробок, для арматуры светильников и универсальные.
Клеммники WAGO для распределительных коробок позволяют соединять от одного до восьми проводников сечением 1,0—2,5 мм2 или три проводника сечением 2,5—4,0 мм2. А клеммники для светильников соединяют 2—3 проводника сечением 0,5—2,5 мм2.
Технология соединения проводов при помощи самозажимных клеммников очень проста и не требует специальных инструментов и особых навыков.
Соединительные изолирующие зажимы
Одним из популярных среди электромонтажников соединительных изделий является соединительный изолирующий зажим (СИЗ). Такой зажим представляет собой пластмассовый корпус, внутри которого находится анодированная коническая пружина. Для соединения проводов их зачищают на длину около 10—15 мм и складывают в общий пучок. После чего на него накручивают СИЗ, вращая по часовой стрелке до упора. При этом пружина обжимает провода, создавая необходимый контакт. Конечно, все это происходит только тогда, когда колпачок СИЗ подобран правильно по своему номиналу. С помощью такого зажима возможно соединение нескольких одиночных проводов общей площадью 2,5—20 мм2. Естественно, что колпачки в этих случаях разного типоразмера.
В зависимости от размера СИЗы имеют определенные номера и подбираются по суммарной площади поперечного сечения скручиваемых жил, которая всегда указана на упаковке. При выборе колпачков СИЗ следует ориентироваться не только на их номер, но и на суммарное сечение проводов, на которое они рассчитаны. Цвет изделия не имеет никакого практического значения, но может использоваться для маркировки фазных и нулевых жил и заземляющих проводов.
Зажимы СИЗ в значительной степени ускоряют монтаж, а за счет изолированного корпуса не требуют дополнительной изоляции. Правда, качество соединения у них несколько ниже, чем у винтовых клеммников. Поэтому при прочих равных условиях предпочтение все-таки следует отдать последним.

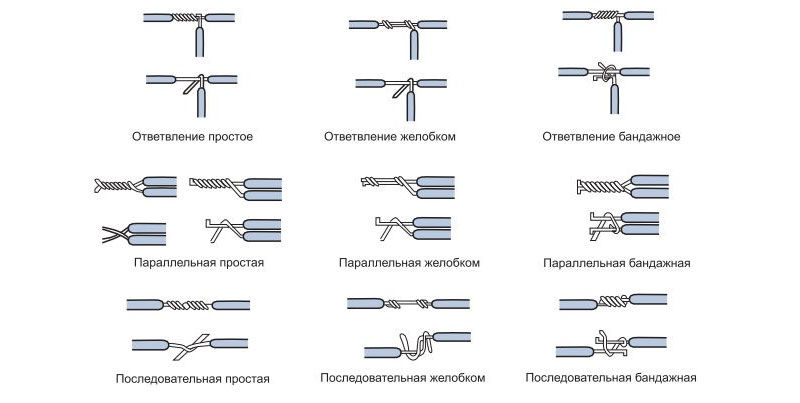
Скрутки
Скрутка оголенных проводов как способ соединения в «Правилах устройства электроустановок» (ПУЭ) не включена. Но несмотря на это многие опытные электромонтажники рассматривают правильно выполненную скрутку как вполне надежное и качественное соединение, утверждая, что переходное сопротивление в нем практически не отличается от сопротивления в целом проводнике. Как бы то ни было, хорошую скрутку можно считать одним из этапов соединения проводов пайкой, сваркой или колпачками СИЗ. Поэтому качественно выполненная скрутка является залогом надежности всей электрической проводки.
Если провода соединены по принципу «как получилось», в месте их контакта может возникнуть большое переходное сопротивление со всеми отрицательными последствиями.
В зависимости от типа соединения скрутка может выполняться несколькими способами, которые при небольшом переходном сопротивлении способны обеспечить вполне надежное соединение.
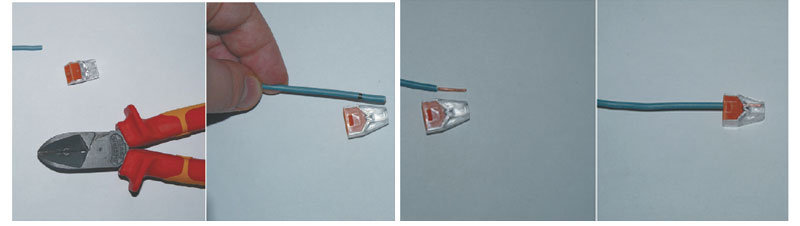
Вначале аккуратно удаляется изоляция без повреждения жилы провода. Оголенные на длину не менее 3—4 см участки жил обрабатываются ацетоном или уайт-спиритом, зачищаются наждачной бумагой до металлического блеска и плотно скручиваются пассатижами.
Соединение проводов опрессовкой
Способ опрессовки широко используется для выполнения надежных соединений в распределительных коробках. При этом концы проводов зачищаются, объединяются в соответствующие пучки и опрессовываются. Соединение после опрессовки защищается изолентой или термоусадочной трубкой. Оно является неразъемным и в обслуживании не нуждается.
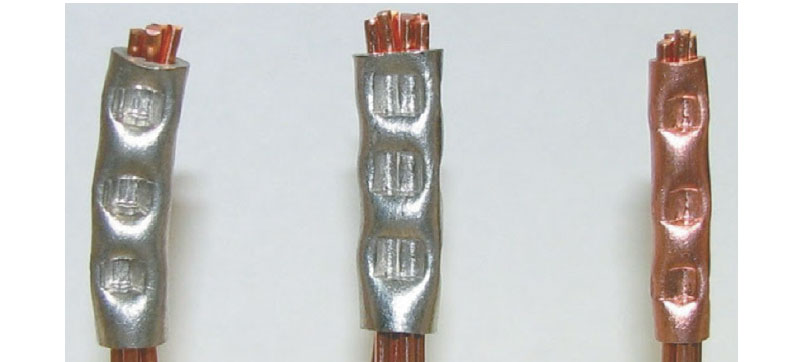
Опрессовка считается одним из самых надежных способов соединений проводов. Такие соединения выполняют с помощью гильз путем сплошного обжатия или местного вдавливания специальными инструментами (пресс-клещами), в которые вставляются сменные матрицы и пуансоны. При этом происходит вдавливание (или обжатие) стенки гильзы в жилы кабеля с образованием надежного электрического контакта. Опрессовка может производиться местным вдавливанием или сплошным обжатием. Сплошное обжатие обычно выполняется в форме шестигранника.
Медные провода перед опрессовкой рекомендуется обрабатывать густой смазкой, содержащей технический вазелин. Такая смазка снижает трение и уменьшает риск повреждения жилы. Непроводящая ток смазка не увеличивает переходное сопротивление соединения, так как при соблюдении технологии смазка полностью вытесняется из места контакта, оставаясь лишь в пустотах.
Для опрессовки чаще всего применяются ручные пресс-клещи.
В наиболее распространенном случае рабочими органами этих инструментов являются матрицы и пуансоны. В общем случае пуансон — это подвижный элемент, производящий местное вдавливание на гильзе, а матрица — фигурная неподвижная скоба, воспринимающая давление гильзы. Матрицы и пуансоны могут быть сменными или регулируемыми (рассчитанными на разное сечение).
При монтаже обычной домашней проводки используются, как правило, небольшие опрессовочные клещи с фигурными губками.
В качестве гильзы для опрессовки можно, конечно, использовать любую медную трубку, но лучше применять специальные гильзы из электротехнической меди, длина которых соответствует условиям надежности соединения.
При опрессовке провода могут заводиться в гильзу как с противоположных сторон до взаимного соприкосновения строго посередине, так и с одной стороны. Но в любом случае суммарное сечение проводов должно соответствовать внутреннему диаметру гильзы.
Смотрите также:
Посмотрите видео
Сварка, Клеммники WAGO
profstroy.net
Способы соединения проводов | Ремонт электрики

Способы соединения проводов.
Контактные соединения проводников являются очень важным элементом электрической цепи, поэтому при выполнении электромонтажных работ нужно всегда помнить, что надежность любой электрической системы в значительной степени определяется качеством выполнения электрических соединений.
Ко всем контактным соединениям предъявляются определенные технические требования. Но в первую очередь эти соединения должны обладать устойчивостью к механическим факторам, быть надежными и безопасными.
При малой площади соприкосновения в зоне контакта может возникать довольно значительное сопротивление для прохождения тока. Сопротивление в месте перехода тока из одной контактной поверхности в другую называется переходным контактным сопротивлением, которое всегда больше, чем сопротивление сплошного проводника таких же размеров и формы. В процессе эксплуатации свойства контактного соединения под действием разнообразных факторов внешнего и внутреннего характера могут настолько ухудшиться, что увеличение его переходного сопротивления может вызвать перегрев проводов и создать аварийную ситуацию. Переходное контактное сопротивление в значительной степени зависит от температуры, при повышении которой (в результате прохождения тока) происходит увеличение переходного сопротивления контакта. Нагрев контакта приобретает особое значение и в связи с его влиянием на процесс окисления контактных поверхностей. При этом окисление поверхности контакта идет тем интенсивнее, чем выше температура контакта. Появление оксидной пленки, в свою очередь, вызывает очень сильное увеличение переходного сопротивления.
Контактное соединение — это элемент электрической цепи, где осуществляется электрическое и механическое соединение двух или нескольких отдельных проводников. В месте соприкосновения проводников образуется электрический контакт — токопроводящее соединение, через которое ток протекает из одной части в другую.
Простое наложение или легкое скручивание контактных поверхностей соединяемых проводников не обеспечивает хорошего контакта, так как из-за микронеровностей действительное соприкосновение происходит не по всей поверхности проводников, а только в немногих точках, что приводит к значительному увеличению переходного сопротивления.
В месте соприкосновения двух проводников всегда возникает переходное сопротивление электрического контакта, величина которого зависит от физических свойств соприкасающихся материалов, их состояния, силы сжатия в месте контакта, температуры и фактической площади соприкосновения.
С точки зрения надежности электрического контакта алюминиевый провод не выдерживает конкуренции с медным. Предварительно очищенная поверхность алюминия после нескольких секунд пребывания на воздухе покрывается тонкой твердой и тугоплавкой окисной пленкой, обладающей высоким электрическим сопротивлением, что приводит к повышенному переходному сопротивлению и сильному нагреву зоны контакта, в результате чего еще больше увеличивается электрическое сопротивление. Еще одной особенностью алюминия является его низкий предел текучести. Сильно затянутое соединение алюминиевых проводов с течением времени ослабевает, что приводит к снижению надежности контакта. Кроме того, алюминий обладает худшей проводимостью. Именно поэтому применение в бытовых электрических системах алюминиевых проводов не только неудобно, но и опасно. Медь окисляется на воздухе при обычных температурах жилых помещений (около 20 °С). Образующаяся при этом окисная пленка не обладает большой прочностью и легко разрушается при сжатии. Особенно интенсивное окисление меди начинается при температурах выше 70 °С. Оксидная пленка на медной поверхности сама по себе обладает незначительным сопротивлением и мало влияет на величину переходного сопротивления.

Переходное контактное сопротивление в значительной степени уменьшается при увеличении силы сжатия двух проводников, так как от нее зависит действительная площадь соприкосновения. Таким образом, для уменьшения переходного сопротивления в соединении двух проводников необходимо обеспечить достаточное их сжатие, но без разрушающих пластических деформаций. Состояние контактных поверхностей оказывает решающее влияние на рост переходного сопротивления контакта. Для получения устойчивого и долговечного контактного соединения должна быть выполнена качественная зачистка и обработка поверхности соединяемых проводников. Изоляцию с жил снимают на нужную длину специализированным инструментом или ножом. Затем оголенные части жил зачищают наждачной шкуркой и обрабатывают ацетоном или уайт-спиритом. Длина разделки зависит от особенностей конкретного способа соединения, ответвления или оконцевания.
Существует несколько способов монтажа электрического соединения. Наиболее качественным из них всегда будет то, которое обеспечивает в конкретных условиях наиболее низкое значение переходного контактного сопротивления как можно более длительное время.
Согласно «Правилам устройства электроустановок» (п. 2.1.21), соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи сварки, пайки, опрессовки или сжимов (винтовых, болтовых и т. п.) в соответствии с действующими инструкциями. В таких соединениях всегда можно добиться стабильно низкого переходного контактного сопротивления. При этом необходимо соединять провода с соблюдением технологии и с использованием соответствующих материалов и инструментов.
Соединение проводов в распределительной коробке — это важная и ответственная операция. Она может выполняться различными способами: при помощи клеммников, методом пайки и сварки, опрессовкой, а зачастую обычной скруткой. У всех этих способов есть определенные преимущества и недостатки. Выбрать способ соединения необходимо перед началом монтажа, так как это предполагает и подбор соответствующих материалов, инструментов и оборудования.
Очень часто электрикам приходится подключать провод к уже существующей линии. Иными словами, необходимо создать ответвление проводов. Такие соединения выполняются с помощью специальных ответвительных сжимов, клеммных колодок и прокалывающих зажимов.
Провода, подключаемые к различным устройствам, часто нуждаются в специальных наконечниках, которые способствуют обеспечению надежного контакта и снижению переходного сопротивления. Такие наконечники могут крепиться к проводу пайкой или опрессовкой.
При соединении проводов следует соблюдать одинаковую цветность нулевых, фазных и заземляющих проводов. Обычно фазный провод — коричневый или красный, нулевой рабочий голубой, провод защитного заземления — желто-зеленый.
При непосредственном соединении медных и алюминиевых проводов медь с алюминием образуют гальваническую пару, и в месте контакта возникает электрохимический процесс, в результате которого алюминий разрушается. Поэтому для соединения медных и алюминиевых проводов нужно использовать специальные клеммные или болтовые соединения.
Наконечники бывают самых различных видов. Например, для медных многопроволочных жил выпускаются наконечники из цельнотянутой медной трубы, сплющенной и просверленной под болт с одной стороны.

Вам также могут быть интересны следующие ремонтные статьи:
electro-remont.com
Электрический контакт. Какими бывают контакты и контактные соединения.
Для чего используются контактные соединения?
С помощью данного типа соединению все элементы электропроводки объединяются в единую конструкцию как между собой, так и с источником электрической энергии.
Что такое электрический контакт?
Электрический контакт представляет собой такое соприкосновение элементов, с помощью которого создается непрерывное функционирование электрической сети. Если говорить другими словами, то электрический контакт — это узел, с помощью которого возникает контакт.
Как осуществляется электрический контакт?
Между проводниками данный тип соединения осуществляется путем нажатия одного проводящего ток элемента на другой. При этом используются болты, винты, сжимы, пружины, заклепки, совместное изменение формы (например, опрессовка или скрутка), сварка, пайка, склеивание и т. д.
Какими бывают контактные соединения?
Все контактные соединения можно разделить на три группы:
1. Неразборные — данные соединения вообще невозможно разобрать без того, чтобы не разрушить хотя бы одну из деталей, которая образует данное соединение. К таким соединениям относят следующие: сварные, паяные, клепаные, спрессованные и клеевые.
2. Разборные — их можно разобрать на отдельные элементы таким образом, чтобы соединяемые детали остались в целости. Это следующие соединения — болтовые, винтовые и клиновые.
3. Разъемные — данные соединения включают в себя вилку и розетку.
Какими бывают контактные соединения по роду связи?
По этому признаку все контактные соединения делятся на две группы: цельнометаллические с физическим сварным контактом и сжимные, которые объединяются в одну конструкцию с помощью механического контакта. При этом сжимные соединения бывают как простыми, так и сложными. Простые получаются в результате соединения проводников, которые по своей структуре являются сплошными. Сложные образуются в результате соединения многопроволочного провода и наконечника или гильзы, кроме того сложное соединение получается между двумя многопроволочными проводами.
Как делятся контактные соединения по назначению?
По той функции, которую контактные соединения выполняют в распределительных устройствах, они могут быть разделены на соединения, подсоединения и ответвления.
Каким должно быть сопротивление контактного соединения?
После изготовления контактного соединения сопротивление должно получиться таким, чтобы оно не было больше аналогичного значения участка целого проводника. В том случае, если подобное соединение было получено из проводников различных материалов, то сопротивление нужно сравнивать с сопротивлением участка проводника, проводимость которого меньше.
Во время использования сопротивление данного соединения должно быть не более 1,8 значения сопротивления целой жилы.
Какие есть технологии производства контактных соединений?
В настоящее время есть целый ряд технологий, по которым производят контактные соединения элементов, по которым в дальнейшем проходит электрический ток:
— электросварка путем контактного разогрева;
— электросварка с помощью угольного электрода;
— газоэлектрическая сварка;
— газовая сварка;
— термитная сварка;
— контактная стыковая сварка;
— холодная сварка давлением;
— пайка;
— опрессовка;
— скрутка;
— стягивание болтами или винтами.
В каких случаях используют электросварку с контактным разогревом?
Данный тип соединения используется для оконцевания, соединения и ответвления алюминиевых проводов, сечение которых не превышает 1000 мм2. Кроме того, такая технология применяется для того, чтобы соединять провода, изготовленные из различных материалов — медные и алюминиевые.
Где применяется сварка контактным разогревом с применением присадочных материалов?
Ее применяют для того, чтобы объединить и оконцевать между собой алюминиевые жилы, содержащие в себе несколько проволок, а также для кабелей, сечение которых не превышает 2000 мм2.
В каких случаях прибегают к электросварке угольным электродом?
Такой технологией пользуются для того, чтобы соединять алюминиевые шины самых разных сечений и конфигураций.
Когда применяют газоэлектрическую сварку?
Чаще всего данный тип соединения используется для того, чтобы объединить между собой алюминиевые и медные проводящие жилы.
Какие преимущества и недостатки газоэлектрической сварки?
Основное положительное качество газоэлектрической сварки заключается в том, что ее выполняют без флюсов. Однако у этой технологии есть и существенный недостаток — ее невозможно выполнить без достаточно дорогостоящего оборудования, кроме того в этом случае используется дорогостоящий газ.
Из-за этого газоэлектрическую сварку используют обычно для того, чтобы соединять шины из алюминиевых сплавов с медными шинами.
Кроме того, для того чтобы объединить алюминиевый и медный провод различных сечений и конфигураций, используют газовую сварку, причем в данном случае используется достаточно неудобное оборудование, которое занимает много места.
Для каких случаев наиболее подходящей будет термитная сварка?
С помощью термитной сварки соединяют провода, изготовленные из стали, алюминия и меди. Кроме того, данный способ соединения подходит для шин всех сечений. Лучше всего использовать подобную сварку для того, чтобы объединять в одну систему неизолированные провода линий электропередач в полевых условиях.
Для того чтобы произвести подобную сварку, не нужно слишком сложное и громоздкое оборудование. Такую сварку производить очень просто, главная проблема в этом случае в том, что при проведении термитной сварки повышается пожароопасность. Есть и еще одно требование — для проведения термитной сварки нужно, чтобы термитные патроны и спички хранились в особых условиях. Термитно-тигельную сварку применяют для того, чтобы соединить стальные полосы, составляющие контуры заземления, а также для монтажа грозозащитных тросов.
Где используют холодную и контактную стыковую сварку?
Стыковую контактную сварку нужно использовать в случае, если необходимо соединить шину, изготовленную из алюминия, с медной.
Холодную сварку давлением применяют для того, чтобы соединить алюминиевые и медные шины среднего сечения. Кроме того, ее используют для того, чтобы соединять однопроволочные провода, поперечное сечение которых не превышает 10 мм2. Для того чтобы произвести данный тип сварки, не понадобится использовать какие-либо дополнительные материалы или контактную арматуру.
Где применяют пайку?
Алюминиевые и медные провода любых сечений допустимо соединять с помощью пайки. При этом данная технология не является сложной, также она не потребует привлечения какого-нибудь сложного или громоздкого оборудования, однако для ее выполнения придется затратить достаточно большое количество времени и усилий.
В каком случае прибегают к опрессовке?
Опрессовку применяют для того, чтобы изготовить контактное соединение алюминиевых, сталеалюминиевых и медных проводов, причем как изолированных, так и неизолированных. Сечение таких проводов составляет до 1000 мм2. При изготовлении оконцевания и соединении проводников нужно очень внимательно и аккуратно выбирать наконечники, гильзы и пуансоны с матрицами.
Провода допустимо скручивать лишь в том случае, если они будут использоваться на линиях связи. Выбор технологии контактного соединения напрямую зависит оттого, какие материалы нужно соединить между собой, от их сечения, напряжения, формы, а также от условий монтажа.
Как подготовить проводник к контактному соединению?
В этом случае подготовка напрямую зависит от технологии, которая будет использована при выполнении контактного соединения. Допустим, при использовании пайки концы нужно разделать ступенчато или же под углом 55°. Это делают для того, чтобы возник контакт между трубчатой частью гильзы и проволочками с каждой стороны.
При использовании оконцевания или соединении секторных или сегментных жил с помощью специальных инструментов провода нужно скруглить с помощью пассатижей. Это делают для того, чтобы жила с легкостью входила в полость гильзы.
Контактные концы плоских проводников, которые необходимо сварить, следует отрихтовать, а также произвести обработку кромок.
Как получить надежный контакт между соединяемыми проводниками?
Для того чтобы подобный контакт получился как можно более плотным, их следует тщательно зачистить от пленок. В этом случае нужно использовать смывание, химическое растворение пленок, которые могут находиться на металле. Вполне допустимо прибегать к механической очистке. Достаточно часто все эти методы очистки используют вместе.
Однако достаточно эффективно использовать механическую очистку в сочетании со смыванием и растворением. Метод, с помощью которого будет производиться очистка поверхности, нужно выбирать в зависимости от того, из каких материалов выполнены соединяемые элементы. Надо также обратить внимание, есть ли на них защитные покрытия, сделанные из металла, на разновидности пленок, а также необходимо учитывать и технологию, по которой будет изготовлено данное контактное соединение.
Проще всего очистить поверхность механическим способом. Это делают путем очистки с помощью стальных щеток или щеток, выполненных из кардоленты. Контактные поверхности алюминия нужно очищать как можно тщательнее. Сначала на поверхность нужно нанести специальную защитную смазку. Лучше всего использовать для этой цели технический вазелин. Это делают для того, чтобы поверхность соединяемых элементов не окислилась снова.
Если поверхность покрыта слоем масляной пленки, то ее нужно предварительно обезжирить с помощью растворителей. После этого проводник очищают с использованием механического метода до тех пор, пока он не приобретет зеркальный блеск.
Как защитить поверхность от повторного загрязнения?
Для того чтобы поверхность не загрязнилась вновь, ее нужно дополнительно защитить. При этом защиту нужно выбирать в зависимости от того, какое контактное соединение будет использовано. Также на степень защиты влияет материал, из которого изготовлены проводники, и условия, в которых данное соединение будет находиться.
Допустим, при проведении контактной сварки или пайки поверхность нужно предохранить от окисления с помощью флюсов. При использовании же болтового соединения, опрессовки или скрутки предохраняют от окисления с помощью контактных смазок.
Чем должны характеризоваться контактные смазки?
Данные вещества должны обладать высокой степенью адгезии. С точки зрения химии они должны быть нейтральными, а по физическим качествам их основная характеристика — эластичность.
Защитными контактными смазками могут быть: технологический или конденсаторный вазелин, кварцевазелиновая паста. Стоит отметить, что эти смазки наносят на поверхность тонким слоем.
www.eti.su
Соединение проводов в электропроводке. Как соединить медный и алюминиевый провод. Опрессовка, оконцевание, пайка,сварка кабелей и проводов.
Какие провода и кабели чаще всего используются для изготовления электропроводки?
Для того чтобы изготовить электропроводку, применяют провода и кабели, произведенные на базе алюминиевых и медных жил. Исходя из того, что алюминий имеет меньшую стоимость, проводку, как правило, делают из проводов с алюминиевыми жилами. Тем не менее алюминий имеет ряд характеристик, которые не очень благоприятствуют тому, чтобы соединение было надежным. Главный недостаток такого материала заключается в том, что по сравнению с медью алюминий имеет повышенную степень текучести и окисляемости. В ходе этих процессов на его поверхности образуется пленка, которая не проводит электрический ток.
Окись алюминия приводит к тому, что возникает значительное переходное сопротивление. В итоге это приводит к значительному ухудшению электрического контакта. Кроме того, из-за этого же дефекта происходит достаточно сильное нагревание проводника. Окисная пленка также значительно затрудняет процесс пайки и сварки проводов. Это происходит из-за того, что она плавится при очень высокой температуре — около 2050 °С, несмотря на то, что температура плавления самого алюминия составляет всего лишь 660 °С.
Нужно ли удалять пленку с контактной поверхности?
Пленку с поверхности алюминиевого проводника нужно удалять в обязательном порядке и принимать меры, касающиеся невозможности ее последующего образования. Для этого и необходим технический вазелин.
Конечно, медные проводники также с течением времени окислятся, однако это не приводит к значительному ухудшению качества контактного соединения, а также к нагреванию участка соединения. Следует также отметить, что удалить окись меди с поверхности проводника не так уж и проблематично.
Что еще может привести к нарушению контакта?
Алюминий имеет достаточно большой линейный коэффициент теплового расширения, если сравнивать его с другими
металлами. По этой причине не следует спрессовывать алюминиевые провода в медных наконечниках. Кроме того, также не стоит присоединять алюминиевые провода к медным контактам.
Даже в случае нормального использования алюминиевых проводов время от времени их нужно подтягивать, так как соединение с течением времени будет постепенно ослабевать из- за сильного нагревания.
В процессе эксплуатации алюминиевый провод может перетекать из области с большим давлением туда, где давление не настолько высокое. По этой причине нужно затягивать алюминиевые провода достаточно сильно, но не перетягивать их, так как из-за этого соединение тоже может очень быстро ослабеть.
Где алюминиевые провода хуже всего контактируют с другими металлами?
В наиболее плохих условиях алюминиевые жилы будут контактировать с другими проводящими электрический ток металлами в наружных электропроводах. Из-за того что в атмосферном воздухе всегда содержится определенный процент влаги, на контактных поверхностях образуется водяная пленка. При этом она обладает основными свойствами электролита. В местах соединения возникает гальваническая пара. Алюминий здесь играет роль отрицательного полюса, поэтому он с течением времени понемногу разрушается. В этом случае наиболее плохим вариантом будет соединение алюминиевого провода с медным или латунным.
Допустимо защитить данное соединение с помощью технологического вазелина. Однако лучше всего в этом случае покрыть их еще одним металлом. Для этой цели следует использовать олово или же припой типа ПОС.
Где соединение разных проводов подходяще?
В процессе использования, как уже говорилось выше, болтовые соединения алюминиевых проводов с медными ослабевают, поэтому их необходимо время от времени подтягивать. Тем не менее такую технологию продолжают использовать, допустим, в дачных домиках. Здесь данная технология наиболее успешна, так как она достаточно простая и не потребует применения какого-нибудь специального инструмента для того, чтобы обеспечить данное соединение.
Какими свойствами должна обладать конструкция зажима для соединения проводов?
Устройство зажима для того, чтобы соединить алюминиевые жилы с медными или иными проводами, должна обеспечивать выполнение следующих пунктов:
— давление на провода в случае образования текучести должно быть постоянным;
— должно быть изготовлено устройство, которое будет защищать провода от растекания из-под контактного винта;
— все элементы конструкции должны быть обеспечены гальваническим покрытием.
Все эти требования выполняет зажим, который был специально создан для алюминиевых проводов. Пружинная шайба позволяет создать в месте соединения постоянное давление на провода. Кроме того, в конструкции оборудован специальный упор, с помощью которого не допускается выдавливание провода из контактного зажима.
В некоторых вариантах подобного устройства пружинная шайба и упор, который предотвращает растекание, изготавливают в виде одной лишь шайбы-звездочки (рис. 1).
Данную конструкцию нужно собирать сразу со всеми элементами, так как если будет отсутствовать даже малейшая деталь, то это приведет к значительному ослаблению контакта.

Рис. 1. Зажим для присоединения алюминиевых проводов: 1 – винт; 2 – пружинная шайба; 3 – шайба или основание контактного зажима; 4 – токоведущая жила; 5 — упор, ограничивающий растекание алюминиевого проводника
Каков порядок работ для присоединения алюминиевых жил?
Работы по присоединения алюминиевых проводов имеют свой порядок, который нужно соблюдать для того, чтобы получилось прочное и достаточно долговечное соединение.
1. С конца жилы нужно удалить изоляцию на таком участке, чтобы его хватило для изготовления кольца. Нож для удаления изоляционного слоя нужно направлять к поверхности провода под незначительным углом - 10—15°. Так поступают для того, чтобы при срезании изоляции он направлялся параллельно жиле. Устанавливать нож перпендикулярно жиле не следует, так как при слишком сильном надавливании вы рискуете переломить жилу. Для того чтобы удалить слой изоляции с алюминиевого провода, поперечное сечение которого не превышает 4 мм2, можно использовать специальные клещи.
2. Жилу необходимо тщательно зачистить с помощью наждачной бумаги. Этот процесс производят до тех пор, пока жила не приобретет металлический блеск, затем его нужно смазать тонким слоем технологического вазелина.
3. Подготовленную жилу нужно загнуть с помощью круглогубцев так, чтобы образовалось кольцо. При этом провода загибают по часовой стрелке, то есть так, чтобы они находились по направлению вращения винта. Внутренний диаметр кольца делают чуть больше по сравнению с диаметром контактного винта.
4. Провод нужно зажать на пластине контактного вывода, осторожно вкручивая его в нарезанное отверстие либо затягивая его с помощью гайки.
Как следует оконцовывать медные жилы?
Если жила изготовлена из меди, причем ее сечение составляет 1—2,5 мм2, то ее нужно оконцевать в виде кольца с соблюдением следующей последовательности действий. С конца провода удаляют около 30 мм изоляционного слоя. Далее жилу нужно зачистить с помощью наждачной бумаги до тех пор, пока жила не станет блестеть. Затем проволоку скручивают в стержень и загибают в кольцо, которое покрывают слоем канифоли. Затем на несколько секунд его помещают в расплавленный припой. После того как припой застынет, провод нужно закодировать до кольца.
Как нужно выполнить соединение медных и алюминиевых проводов?
Для соединения медных или алюминиевых проводов, относящихся к электропроводке, с проводами, которые направлены к осветительной аппаратуре, используют специальную зажимную колодку. Провода нужно зажать между пластинами. Причем в этих пластинах должны быть насечки и специальные отверстия с резьбой для зажимных винтов. На винтах должны иметься пружинящие разрезные шайбы.
По какой технологии производят соединение и оконцевание алюминиевых проводов?
В последнее время достаточно часто стал использоваться способ соединения медных и алюминиевых проводов по технологии опрессовки.
С помощью такого метода можно получить достаточно качественный контакт, а также хорошую механическую прочность. Данную технологию соблюсти весьма просто.
Опрессовку выполняют с помощью обыкновенных ручных клещей, вместо них могут использоваться механические и гидравлические прессы. Для того чтобы соединить жилы проводов и кабелей, используют гильзы, а для оконцевания подойдут наконечники (рис. 2 и 3).

Рис. 2. Оконцевание проводов

Рис. 3. Опрессовка алюминиевых проводов гильзами ГАО: а — односторонняя опрессовка; б — двухсторонняя опрессовка
Как правильно произвести опрессовку?
Для проведения опрессовки существует специальная технология, соблюдая которую можно получить весьма качественное соединение. Она включает в себя несколько основных и несложных пунктов.
1. В зависимости от того, какое сечение жил проводов и кабелей, проводящих ток, выбирают тип и размер соединительных гильз и наконечников для кабелей. Для того чтобы произвести опрессовку жил, сечение которых находится в промежутке от 2,5 до 10 мм2, применяют соединительные алюминиевые гильзы ГАО. Если же сечение больше 10 мм2, то здесь больше подойдут гильзы ГА. Оконцевание в этом случае делают путем установки трубчатых наконечников, изготовленных из алюминия типа А, или же с помощью медноалюминиевых наконечников типа ТАМ.
2. Выбирают матрицы и пуансоны в соответствии с размерами гильзы и наконечников.
3. В гильзах и наконечниках должна обязательно находиться заводская смазка. Если ее нет, то гильзу следует зачистить с помощью металлического ершика, а затем смазать ее технологическим вазелином. Вместо него можно использовать кварцевазелиновую или цинковазелиновую пасту.
4. С концов жил удаляют изоляционный слой. Если вы собираетесь производить оконцевание, то длина провода, с которого нужно снять изоляцию, должна равняться длине трубчатой части наконечника. Для соединения длина зачищенного провода должна быть равна половине длине гильзы.
5. Затем необходимо как следует отшлифовать зачищенные концы с помощью шлифовальной бумаги. Потом их протирают тканью, предварительно смоченной в бензине, а в конце покрывают слоем технологического вазелина.
6. На готовую жилу нужно надеть наконечник или гильзу. Если вы собираетесь произвести оконцевание, то жилу нужно ввести в наконечник до упора. Если же вы изготавливаете соединение, то вам нужно вводить провода таким образом, чтобы их торцевые части соприкасались друг с другом примерно в середине гильзы.
7. После этого приступают к установке трубчатой части наконечника или гильзы в матрицу и затем производят опрессовку.
8. На последнем этапе острые края гильзы зачищают, а все соединение заматывают изоляционной лентой.
Категорически запрещено на алюминиевую жилу надевать медный наконечник. Это связано с тем, что у этих материалов различный коэффициент линейного теплового расширения. Это может привести к негативным последствиям — наконечник из-за чересчур сильного расширения алюминия может попросту потрескаться.
Как правильно произвести опрессовку медных кабелей и проводов?
В этом случае с провода нужно удалить изоляцию с 20—25 мм по длине провода (не важно, какой провод, — одножильный или многопроволочный). Соединяемые жилы следует положить параллельно друг другу таким образом, чтобы они небыли скручены между собой. После этого их нужно обернуть двумя слоями фольги, изготовленной из латуни или меди, при этом толщина фольги должна составлять 0,2 мм, а ширина — 18—20 мм. Участок соединения после этого обжимают с помощью прессовочных ключей.
Если жила имеет сечение 4 мм2 или немного больше, то опрессовку можно выполнить в специальных трубчатых наконечниках типа Т. Вместо них могут быть использованы медные гильзы вида ГМ. При этом все операции производятся в той же последовательности, что и для алюминиевых проводов. В этом случае накладывать слой технологического вазелина не нужно.
Категорически запрещается производить опрессовку с использованием молотка и зубила.
Где используют пайку и сварку?
Пайкой и сваркой соединяют провода только в том случае, если никакой другой способ для этой цели не подходит. Требования к такому способу соединения примерно такие же — они должны быть надежными и достаточно прочными.
Для того чтобы получить качественную пайку, нужно выполнить следующие действия:
— ответственно подойти к выбору припоя, так как при неправильном припое соединение получится не очень прочным;
— с контактных поверхностей необходимо тщательно удалить все следы окиси.
Если требуется соединить медные жилы, то окись снимают с жилы непосредственно перед самой пайкой. Если же соединяют алюминиевые провода, то окись снимают в процессе пайки.
Каковы преимущества пайки?
Данная технология соединения позволяет образовать весьма качественный электрический контакт, однако такое соединение является крайне непрочным, по этой причине провода перед пайкой нужно тщательно скрутить между собой.
Каким инструментом выполняют пайку?
Если провод изготовлен из меди и его сечение находится в промежутке от 1 до 10 мм2, то пайку нужно выполнять с помощью паяльника. Для данного случая больше всего подойдет припой, изготовленный из олова и свинца. Марка такого припоя - ПОС.
Перед началом пайки окись с поверхности медного провода нужно удалить с помощью наждачной бумаги или напильника. В роли флюса будет выступать канифоль или же ее раствор, кроме того, можно использовать паяльный жир.
В процессе пайки медных жил нельзя использовать травленую соляную кислоту или нашатырный спирт. Дело в том, что они будут крайне негативно воздействовать не только на пленку окиси, но и на саму жилу.
Как правильно выполнять пайку?
Участок, который вы собираетесь припаивать, нужно хорошенько разогреть. Его температура должна быть примерно на 30—50 °С выше по сравнению с температурой плавления припоя и флюса.
Если температура будет ниже, то получится так называемая холодная пайка. Ее уровень прочности не слишком высокий, к тому же она не дает требуемого электрического контакта надлежащего качества.
Чем отличается использование скрутки для соединения проводов?
Соединять провода с помощью скрутки проще всего, однако данная технология потребует последующей пропайки соединения, так как даже в хорошо изготовленной скрутке существует достаточно большое переходное сопротивление — в несколько раз большее по сравнению с другими методами соединения, например с опрессовкой, пайкой, сваркой, даже по сравнению с болтовым и винтовым соединением (рис. 4).
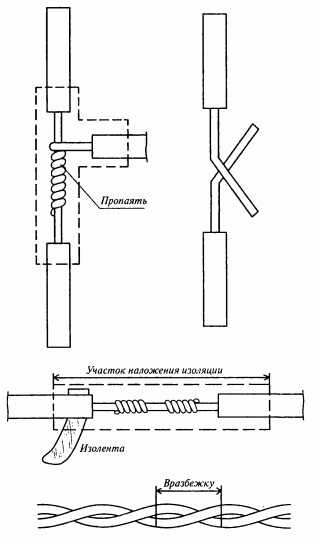
Рис. 4. Соединение и ответвление медных проводов марок ПВ, ПР, ПРД, ПРВД
При изготовлении скрутки провода не имеют слишком большого количества точек соприкосновения. Поэтому провода, соединенные по такой технологии, могут перегреваться. В некоторых случаях такой метод соединения может даже стать причиной пожара. Из-за этого использовать скрутку без дополнительной пропайки не следует.
В чем заключается метод соединения и ответвления проводов?
Данная технология состоит в следующем: для того, чтобы соединить два отрезка провода, необходимо плотно скрутить между собой проволочки жил, по которым проходит электрический ток. Это делают, чтобы они не раскрутились впоследствии. Провода потом скрещивают. Данное соединение обжимают плоскогубцами, после чего производят пропаивание с помощью припоя ПОС-ЗО или Г10С-40.
Скрутку нужно дополнительно изолировать по всей длине, чтобы изолента заходила на незащищенную изоляцию.
Как производят пайку однопроволочных алюминиевых жил?
Для того чтобы выполнить подобную пайку проводов, сечение которых составляет от 2,5 до 10 мм2, производят двойную скрутку с желобком (рис. 5).

Рис. 5. Соединение однопроволочных алюминиевых проводов пайкой двойной скруткой с желобком
С жил в этом случае нужно удалить изоляционный слой, саму жилу тщательно зачистить с помощью наждачной бумаги, а потом с использованием двойной скрутки соединить таким образом, чтобы в месте касания жил образовался желобок.
Далее это соединение нагревают с помощью обычного паяльника или же паяльной лампы до тех пор, пока его температура не станет выше по сравнению с температурой плавления припоя.
Постепенно пропаивают оба соединения. После того как припой полностью застынет, участок соединения нужно дополнительно изолировать с помощью изоляционной ленты.
Где используется сварка?
Данная технология соединения используется для того, чтобы оконцовывать и соединять между собой жилы, проводящие ток, причем всех сечений. Этот метод также подходит для того, чтобы соединять алюминиевые жилы с медными, в случае если сечение жил не превышает 10 мм2. Этот способ потребует использования специальных флюсов, сварочных аппаратов, а также иного технологического оборудования.
www.eti.su
Клеммники электрические для соединения проводов
Шутливое определение электротехники, как науки о контактах, на самом деле является квинтэссенцией задач и требований, предъявляемых к электрическим соединениям – ток должен проходить через точку касания проводов с минимальными потерями, и при этом не должна допускаться его утечка из-за соприкосновения с другими токопроводящими поверхностями.

Возникает поломка в случае отсутствия нужного контакта, но его появление в непредусмотренном месте является аварийной ситуацией, чреватой катастрофическими последствиями и человеческими жертвами.
Поэтому прогресс в электротехнике привел к созданию устройств, обеспечивающих надёжный электрический контакт проводов, безопасный для окружающего оборудования и обслуживающего персонала. Одним из таких электротехнических соединительных изделий, обеспечивающих надёжность и безопасность контакта, является клеммная колодка.

Клеммные колодки
Принцип соединения проводов
Надёжность контакта в соединительной клеммной колодке достигается благодаря винтовым зажимам, фиксирующим провода в латунной трубке или между прижимными пластинами. Из-за используемых для этих целей винтов, данные клеммы также называют винтовыми клеммниками.
Есть две разновидности данных электротехнических устройств, различающихся по типу фиксации:
- Зажим осуществляется из-за давления на проводник торцовой поверхности закручиваемого винта, при этом оголённая токонесущая жила находится в трубке, перпендикулярно оси которой, имеется резьбовое винтовое соединение. Придавленный к внутренней стенке трубки провод контактирует с ней, благодаря чему достигается необходимая площадь контакта. Другой проводник вставляется с противоположного торца трубки, и прижимается аналогично.

- Прижимное воздействие от головки болта передаётся через шайбу или прижимную пластину, при этом провод зажимается между двумя плоскими поверхностями прижимной пластины и контактной перемычки, на другом конце которой находится симметричное винтовое соединение.

Клеммники первого типа массово используются в частном секторе, при электромонтаже проводов в распределительных коробках,

Клеммники для распред коробки
а клеммные колодки второго типа чаще применяют в электрощитах и различном оборудовании.

Клеммники этого типа применяются в распредщитах
Трубчатые винтовые колодки
Большую популярность среди населения, вынужденного заниматься соединением силовых проводов, получили винтовые клеммные колодки из полиамида и латунных трубок.
 Данные электротехнические изделия, благодаря их простоте и дешевизне, можно встретить практически в любом не специализированном магазине, занимающимся продажей различного хозяйственного инвентаря. Для соединения проводов с помощью данных клеммных колодок понадобится лишь нож для зачистки изоляции и подходящая по форме и диаметру отвертка.
Данные электротехнические изделия, благодаря их простоте и дешевизне, можно встретить практически в любом не специализированном магазине, занимающимся продажей различного хозяйственного инвентаря. Для соединения проводов с помощью данных клеммных колодок понадобится лишь нож для зачистки изоляции и подходящая по форме и диаметру отвертка.
Очень часто в отдалённых регионах данные винтовые клеммники – единственная возможность сделать электромонтаж, не прибегая к использованию скруток, которые нормативами ПУЭ не допускаются.
Латунные контактные трубки в полиамидных клеммных колодках располагаются параллельно, в каждой перемычке между ними, в материале имеется монтажное отверстие для крепления изделия.


соединение проводов с помощью винтовой клеммной колодки
В этом же месте удобно производить отделение необходимого для электромонтажа количества колодок. Провод зачищается таким образом, чтобы оголённая часть полностью скрывалась в половине длины трубки.

Недостатком данных клеммников является неравномерный зажим торца винта, и его вращение, при котором материал проводника повреждается.
Поэтому данным способом можно соединять только цельные жилы, применяя умеренную силу, закручивая зажимной винт. Поскольку часть тонких жилок в гибком кабеле неминуемо продавливается в данном зажиме, следует использовать специальные наконечники для многожильных проводов.

Повреждение материала проводника из-за использования винтовой клеммной колодки
Контактные колодки с пластинами
Описанного выше недостатка с вращающимся винтом, прорезающим металл провода, лишены клеммовые соединения из второго варианта, имеющие прижимные пластины.
 Данный контактный зажим располагается на диэлектрике из карболита или другого тугоплавкого пластика.
Данный контактный зажим располагается на диэлектрике из карболита или другого тугоплавкого пластика.
Поскольку фиксация происходит по обе стороны винта, то в данную клемму можно вставлять два провода одновременно.
Часто, для повышения надёжности, опытные электрики сгибают жилу в петлю, продевают в неё предварительно отвинченный болт и снова его закручивают.
Несмотря на то, что нижняя контактная пластина часто имеет U-образную форму, ограничивающую свободное пространство для помещаемого туда проводника, всё же не следует зажимать там многожильные провода, из-за вероятности повреждения жилок об острые грани.

Разновидности колодок с пластинами
К тому же, на прижимной пластине, для лучшего сцепления с металлом жилы делают специальные насечки, которые могут повредить тонкие проводки.

крепление проводов в контактной колодке
Для предотвращения самопроизвольного откручивания винта применяется специальная шайба – гровер.

шайба для клеммы
Поскольку существует возможность случайного касания пальцами открытых контактов, данные колодки дополнительно защищают съёмной пластиковой крышкой.

Контактные колодки с крышками
Недостатки колодок
Из механики известно, что главный враг винтового соединения – это вибрация, из-за которой прижимающая сила открутившегося болта может ослабнуть настолько, что винт иногда откручивается полностью.
Может показаться, что клеммные колодки в распределительной коробке находятся в полном покое, и не подвержены вибрационным воздействиям. На самом деле, человеческое жильё находится в пространстве, наполненном различными вибрациями природного и техногенного характера – особенно это ощущается в большом городе.

Нагрев и перегрузка в винтовой клеммной колодке из-за плохого контакта
Другое негативное свойство материалов, ухудшающее характеристики винтовых соединений – это текучесть металлов. Под давлением прижимного винта или пластин молекулы металла проводника растекаются в стороны, подобно пластилину, если на него сильно надавить.
В отношении электротехнических металлов – меди и алюминия данный процесс измеряется микронами в сутки, но это происходит, и соединительная прижимная сила ослабевает.
Поэтому, из-за данного свойства и упомянутой вибрации, используя выше описанные клеммники для соединения проводов, необходимо помнить, что винты нужно периодически подтягивать хотя бы раз в год, иначе уменьшающаяся площадь контакта приведёт к увеличению его сопротивления и сопутствующего нагревания.
Поскольку нагрев металла ухудшает его проводимость, тепловыделение возрастает и в моменты пиковых нагрузок может возникнуть искрение, подвергающее коррозии контактирующие поверхности, что в конечном результате приводит к перегреву провода у точки контакта и даже возникновению дуги.
Изоляция фиксацией
Пусть клеммные колодки не столь надёжны как пайка, электросварка или опрессовка гильзами, но в отличие от данных способов, одновременно с монтажом проводов происходит их изоляция.

Также для соединения можно использовать наконечники для более надежного контакта многожильных проводов
Будь то скрутки, спайки или гильзы – их всегда нужно дополнительно изолировать, и размещать так, чтобы в процессе эксплуатации изоляционный материал не повредился, и токонесущие части не соприкоснулись.
В случае применения колодок, помимо диэлектрического материала на котором держатся клеммовые соединения, оголённые провода также изолируются друг от друга благодаря жёсткой фиксации их в пространстве, не дающей им соприкасаться.
Похожие статьи
infoelectrik.ru