
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
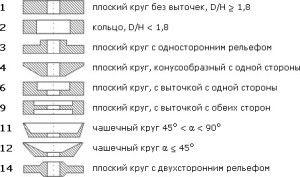
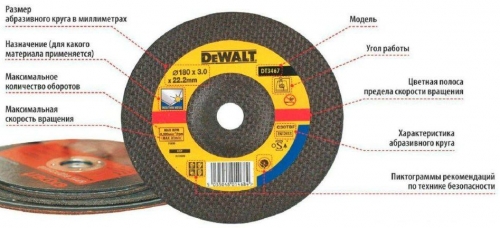
Статья подготовлена при поддержке экспертов компании ДиамМаркет — товары для обработки камня. Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона. Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы: Качественные характеристики абразивных кругов регламентируются ГОСТами, нормативами и техническими условиями. Каждый из шлифкругов имеет свою маркировку по следующим характеристикам: Для расшифровки этих пунктов, необходимо рассмотреть маркировку шлифовальных кругов более подробно. Наиболее часто маркировка абразивных кругов по типу материала встречается следующая: Маркировка 12А,13А,14А,15А,16А: электрокорунд нормальный (материал с высокой теплостойкостью, хорошей сцепляемостью со связующим веществом, механически прочными зернами). Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали. 22А,23А,24А,25А: электрокорунд белый (более однородный, чем тип 14А, более твердый, с острыми кромками, имеет свойство самозатачиваться, обеспечивает более однородную поверхность обрабатываемого материала). Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки. 32А,33А,34А: электрокорунд хромистый. 37А: электрокорунд титанистый. 38А: циркониевый. Чем выше маркировка, тем выше прочность дисков. Маркировка 52-55С: карбид кремния черный (обладает повышенной твердостью по сравнению с предыдущим типом абразива, и хрупкостью). Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали. Маркировка 62С,63С,64С: карбид кремния зеленый. Отличается от черного большей хрупкостью. Маркировка CBN, КНБ, кубонит, боразон: обладает прочностью алмаза, но большей термостойкостью. Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности),АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов. Такая характеристика, как зернистость, определяет гладкость обрабатываемой поверхности. Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность. Размер зерен определяет маркировку дисков: Единицы измерения зернистости приведены в мкм. Маркировка алмазных шлифовальных кругов, точнее, тип их зернистости, обозначается другим способом (через дробь верхнего и нижнего значения). Размеры дисков регламентируются ГОСТом 2424-75. Маркировка D — это числовое обозначение внешнего диаметра, d – внутреннего диаметра, h – высоты (ширины). Наружный диаметр может варьироваться в диапазоне 3-1100 мм, внутренний – от 1,0 до 305 мм, а высота – от 0,18 мм до 250 мм. Существует обозначение четырех классов неуравновешенности (от 1 до 4), т.е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества. Плотность структуры обозначается в зависимости от соотношения количества зерен абразива на объем диска. Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается. Числовое обозначение структуры следующее: 1,2,3,4 – плотная структура; 5,6,7 – средней плотности; 8,9,10 – открытая; 11,12 – пористая. Условные показатели дисков до 2008 года регламентировались согласно ГОСТ 2424-83. С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006). Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение): 5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования. 7 – с двумя выточками (ПВД) 10 – со ступицей и двусторонней выточкой 6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента.36 – с крепежными элементами (ПН) 11 – конический чашечной формы (ЧК) 41 – отрезной тип диска 4 – с коническим профилем двустороннего типа (2П) 12,14 – тарелчатый (Т,1Т). Маркировка лепестковых шлифовальных кругов производится с указанием типа, внешнего диаметра, внутреннего диаметра, высоты, зернистости и серии шлифшкурки. Связка скрепляет шлифовальные зерна с основой и между собой. Обычно на дисках указывается три вида маркировки связок: это вулканитовая, керамическая и бакелитовая. Первый вид связки обозначается как R, или, вышедшее из употребления обозначение – «В». Она состоит из синтетического каучука, подвергнутого процессу вулканизации. Керамическая связка маркируется как V, бывшее наименование – «К». Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость. Бакелитовая связка маркируется как В, ранее известное как «Б4» и «БУ». В ее состав входят искусственные смолы. Это эластичная связка, но в остальном параметры ниже, чем у керамической. Показатель твердости шлифкруга обозначает прочность удерживания зерен связкой на поверхности при воздействии на диск обрабатываемого абразива. Обозначения твердости диска начинаются с весьма мягкого (ВМ1, ВМ2) до чрезвычайно твердого (ЧТ), в новом обозначении маркировка осуществляется буквами английского алфавита, начиная с F (весьма мягкий) до Z (чрезвычайно твердый). Чаще всего используются диски средней твердости, но выбор типа степени зависит от вида выполняемой работы, поверхности материала, самого инструмента. Согласно ранее действовавшему ГОСТ, маркировка степени зернистости выражалась в измерении количества зерен в объеме 10 мкм, для микрошлифпорошка эти значения выражались добавлением буквы «М». Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот. stroypomochnik.ru Металлическую заготовку прежде, чем она станет готовым изделием, очень часто обрабатывают с помощью абразивных шлифовальных кругов. Делается это для того, чтобы обеспечить высокую гладкость поверхности. Некоторые разновидности абразивных кругов Полирование каких-либо элементов не только делает их привлекательнее внешне, но и часто является необходимостью с технической точки зрения. В быту этому процессу часто подвергают элементы предметов интерьера, а в промышленном производстве – детали разнообразных машин, станков и прочих механизмов. Для движущихся узлов полирование крайне важно: отдельные детали должны быть хорошо пригнаны и сглажены для минимизации трения. Стоит отметить, что шлифованию подвергаются самые разные материалы – металл, камень, пластик, древесина. Также абразивные круги активно используются в разнообразных заточных станках. Шлифовальные абразивные круги могут отличаться формой, поскольку их применяют для различных целей. Помимо сглаживания поверхности металлические детали часто нуждаются в очистке от ржавчины. Реализовать эту задачу без специальных кругов почти невозможно. Посредством съемных насадок для шлифовальной машины можно выполнять выемки, пазы различной сложности в различных материалах, включая цветные металлы, поделочный камень, бетонные стены, мягкие сплавы. Большой популярностью абразивные круги пользуются среди ювелиров, для которых полировка изделий из драгоценных металлов – основная часть работы. Мастера по обработке камня, работающие с поделочными минералами и полудрагоценными камнями, также используют указанный инструмент. Шлифовальная насадка для дрели Существуют специальные разновидности шлифовальных насадок, устанавливаемых на дрель. Они активно используются во время проведения ремонтных либо отделочных работ (например, для зачистки поверхности стен перед укладкой плитки либо нанесением штукатурных составов). Некоторые шлифовальные круги отлично справляются с удалением старой краски с сантехники, очисткой труб от коррозии и других схожих работ. Чтобы правильно произвести обработку детали, необходимо определить вид шлифования. Это позволит правильно выбрать абразивные насадки. Основными критериями выбора выступают материал обрабатываемой детали и характер воздействия на ее поверхность. Так, шлифовальные круги с прямым или кольцевым профилем широко используются в быту и на малых станках для шлифования металлов, заточных операций, производимых их торцевой поверхностью. Актуальны эти круги при работе со стеклом, фарфором, камнем (здесь также можно использовать плоские насадки с одно- или двухсторонней выточкой, которые удобны и при осуществлении обдирочных работ). Конический шлифовальный круг К наиболее распространенным относятся конические круги, которые могут быть как двухсторонними, так и обычными. Они могут применяться для всех вышеперечисленных работ для обработки поверхности деталей плоскостью. Также с их помощью возможно выполнение выемок практически в любых материалах. Для обработки многих деталей оптимальными вариантами можно назвать шлифовальный чашечный круг и круг с тарельчатыми насадками (чаще всего они имеют цельнометаллические насадки и алмазное напыление). Чашечный круг напоминает инструмент прямого профиля с конической выточкой. Основное отличие заключается в том, что торец располагается под прямым углом к боковой плоскости. Пример чашечных абразивных кругов Ассортимент абразивных кругов по типу абразива достаточно широк. Помимо упомянутого ранее алмазного покрытия широко применяется электрокорунд. При помощи электрокорунда изготавливают цельные насадки. Чаще всего они не имеют основания и запрессованного сердечника. Востребованы и круги, выполненные из карбида кремния. Последние подразделяются на два вида: черный и зеленый (насадки имеют соответствующий цвет). Зеленый при этом является более хрупким. К высокопрочным абразивам относится эльбор. Данный материал в своей основе имеет кубический нитрид бора. По эксплуатационным свойствам он не уступает алмазу, при этом эльбор отличается более высоким уровнем термоустойчивости. Круг из электрокорунда Алмазное напыление имеет достаточно высокую стоимость, поэтому оно наносится очень тонким слоем на металлическую основу. Абразивные круги с меньшей прочностью формируются другим способом. Зачастую для подобной цели применяется связующий керамический состав, где основными компонентами служат материалы неорганического происхождения (кварц, глина и прочее). Сильно измельченные, эти связующие добавляются при формировании круга к выбранному абразиву, что обеспечивает готовому изделию повышенную жесткость, но и соответствующую хрупкость. Бакелитовые круги Большим спросом на рынке пользуются бакелитовые насадки. Своим названием они обязаны основному наполнителю – бакелиту (искусственной смоле). Этот связующий компонент придает кругу упругость и своеобразную эластичность, но одновременно снижается износостойкость в результате более слабого закрепления зерен (сравнительно с жесткой керамической основой). Круги на вулканитовой связке Шлифовальный круг с вулканитовым связующим еще мягче. Здесь основным абразивным элементом служит синтетический термообработанный каучук. Другими словами, при производстве таких шлифовальных насадок применяется вулканизация, что и отражено в их названии. Вулканитовые круги имеют более высокую стоимость сравнительно с керамическим абразивом. Однако, несмотря на повышенную упругость, их износостойкость выше всяких похвал. Главное требование, выдвигаемое к абразивной насадке, касается ее твердости. Твердость насадки обязательно должна быть выше твердости обрабатываемой детали. При этом нежелательно, чтобы данные параметры сильно отличались, иначе повышается вероятность перегрева обрабатываемой поверхности. Одним из самых важных критериев при подборе абразива считается также размер его зерна. Крупные фракции керамических или резиновых кругов не подойдут для работы с мягкими материалами. Мелкие зерна подходят только для полировки. Зачастую мелкозернистые абразивы наносятся на отрезные диски и тарельчатые металлические насадки. Глянцевую поверхность может обеспечить фибровый круг. Если его насадка мягче обрабатываемой детали, результат обработки будет хорошим, но износ инструмента также будет очень сильным. Фибровый шлифовальный круг При обработке крупных поверхностей предпочтение нужно отдавать шлифовальным кругам большого диаметра: маленький круг сделает гораздо больше оборотов, поэтому изнашиваться он тоже будет быстрее. Тарельчатые, чашечные шлифовальные круги выбираются по аналогичному принципу. Например, для огранки небольших по размеру поделочных камней достаточно насадки с небольшим диаметром, для обработки мраморных плит внушительных размеров потребуется чашечный цилиндрический круг с большим диаметром. Оценка статьи: Поделиться с друзьями: met-all.org Что представляют собой абразивные круги – материалы изготовления и технология применения. Абразивный круг – не что иное, как механизированный точильный брусок. Изготавливается из зерен абразивных материалов, смешанных со связкой. Полученная масса прессуется в необходимую форму и скрепляется под давлением при высокой температуре. Для использования достаточно иметь любой вращающийся привод с электромотором (или иным движителем), на ось которого и крепится диск. Широкий выбор и различные варианты применения Предназначены для резки твердых материалов, прилагая небольшие усилия. Чаще всего применяются в ручных УШМ (болгарках), но могут устанавливаться и на стационарные отрезные устройства. Представляют собой плоский (до нескольких миллиметров толщиной) диск из абразивного материала, скрепленного связкой и усиленного арматурой. Рабочая кромка диска соскабливает стружку с поверхности обрабатываемого материала, образуя разрез. При этом диаметр диска уменьшается, а поверхность всегда остается готовой к работе, т.е. диск самозатачивается. Подразделяются по типу обрабатываемого материала: Разнообразие размеров впечатляет Применяются для наждака. При помощи таких дисков можно выполнять заточку инструмента, выполненного без применения твердых сплавов, а так же финишную обработку заготовок различной формы. Шлифовальные круги в разрезе бывают следующей геометрической формы: Подразделяются на: Конические шлифовальные камни Для бытовых точильных станков, как правило, применяются универсальные наждачные круги прямого профиля, которые легко меняются на чашечные при необходимости выполнить заточку циркулярной пилы. Вообще – главное достоинство абразивных кругов это – широкие возможности применения. Имея в домашней мастерской примитивный точильный станок и минимальный набор наждаков – можно выполнять практически любые работы по заточке, финишной доводке и шлифовке изделий из самых разных материалов. Абразивные заточные круги при правильном применении требуют некоторой оснастки для закрепления обрабатываемой поверхности, или как минимум направляющие. Для правильного выбора абразивного инструмента необходимо хорошо знать возможности точильного станка – мощность, рабочие обороты, возможность их регулировки. Также, для различных видов обрабатываемой поверхности следует подбирать соответствующий тип наждака. ВАЖНО! Нельзя использовать тот круг, который окажется «под рукой». Всегда проверяйте соответствие наждака обрабатываемому материалу. Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности круга. При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь. Важно правильно подобрать зернистость абразивного круга. Обработку поверхности следует начинать с крупного зерна, постепенно переходя к тонкой полировке мелкозернистым наждаком. Правильным подбором инструмента, можно добиться высокого качества обработки, даже не будучи профессионалом. Обратите внимание Изношенные круги не следует сразу отправлять в утиль, существуют специальные инструменты для правки и восстановления поверхности абразива. Как выбрать шлифовальный круг, обзор маркировок — видео Для облегчения выбора абразивного инструмента разработана единая маркировка, которая наносится несмываемой краской на поверхность диска и присутствует на заводской упаковке. Расшифровка нанесенной маркировки на диск Маркировка выполняется в соответствие с ГОСТ 2424 с 2008 года. Зернистость (шероховатость) абразивного материала в соответствие с ГОСТ Р 52381-2005 или FEPA (ISO 8486) по европейской системе сертификации. Маркируется в очень широких пределах. Самое мелкое зерно F220 соответствует размеру 50 микрон. Среднее зерно F46 – 400 микрон. Крупное F4 измеряется миллиметрами. Твердость круга по ГОСТ Р 52587-2006, то есть способность зерна удерживаться в связке. Имеет взаимоисключающие свойства. Такой диск меньше изнашивается, но сильно греет заготовку, вплоть до т.н. «прижогов». Мягкий — щадяще относится к материалу, но быстро теряет форму и требует частой правки. Классифицируются круги по твердости латинским рядом алфавита, по возрастанию: Структура материала (плотность абразива по отношению к объему круга). Чем выше значение – тем меньше плотность, а соответственно теплоотделение. Обозначается не всегда. Основные типы материала связки. На самом деле, связующих материалов гораздо больше, но в массовом производстве абразивных кругов применяются не более трех. Геометрическая форма круга. Например: ПП – прямой профиль, ПВК – с конической выточкой, ЧК – чашечный конический. Форма круга очевидна, поэтому данный тип маркировки не столь существенен. Также производитель может указать геометрические размеры, где особенно важен диаметр посадочного отверстия, и максимальную скорость вращения круга. О типах и видах образивных кругов подробно в этом видео obinstrumente.ru Содержание статьи: Шлифовальные круги предназначены для удаления небольшого количества материалов с поверхности заготовки. Таким способом удаляются неровности, выполняется заточка различного инструмента. Для выбора той или иной модели следует ознакомиться с классификацией и видами шлифовальных кругов. Виды шлифовальных кругов Область применения этих инструментов по обработке широка. Они отличаются не только внешним видом, но и способом изготовления. С помощью шлифовальных кругов можно убирать небольшой объем с поверхности заготовки, тем самым улучшая технические и эксплуатационные характеристики, внешний вид. Под определение шлифовального круга попадает множество материалов и инструментов. Поэтому целесообразно рассмотреть наиболее распространенные из них. Для бытовых целей чаще всего используются торцевые, которые устанавливаются на дрель. Кроме этого, следует учитывать маркировку изделия, возможность применения на специальных заточных станках, размер. Способы применения шлифовальных кругов в зависимости от маркировки и состава: Во время выбора учитывается материал изготовления заготовки. Для обработки деревянных, стальных и полимерных поверхностей с помощью дрели применяются различные типы шлифовальных кругов. Для выполнения некоторых типов работ иногда требуются шлифовальные круги нестандартной конфигурации и размеров. У других моделей они отличаются не только зернистостью, но и формой. Чаще всего подобные модели применяются для комплектации заводских станков. Формы шлифовальных кругов Чтобы определить типы шлифовальных кругов необходимо ознакомиться с ГОСТ 2424-83. В нем указывается область назначения, материал изготовления и требования к техническим параметрам этого типа инструментов. Но определяющим значением являются условия эксплуатации. В настоящее время для выполнения шлифовальных работ могут быть использованы следующие типы торцевых и плоскостных кругов с соответствующей маркировкой и обозначением: Перед тем как выбрать следует учитывать зернистость шлифовальных дисков. Это же относится и к заточным моделям. Чем больше размер зерна — тем интенсивнее будет сниматься материал с поверхности детали во время обработки точилом. Также учитывается диаметр. Для бытовых станков применяются модели с диаметром от 50 до 300 мм. Во время тонкой обработки могут быть установлены круги специальной формы. Заточные и шлифовальные круги Степень обработки шлифовального круга во многом зависит от его структуры. Учитывая различные типы операций, производители предлагают несколько типов для дрели, отличающихся маркировкой, материалом изготовления и типом обработки — торцевой или плоскостной. Главным требованием к материалу изготовления являются абразивные свойства. Одновременно с этим они должны иметь достаточную механическую прочность, не разрушаться под воздействием агрессивных сред. Последнее качество особо важно при использовании охлаждающих жидкостей. Это не свойственно для лепестковых моделей. Структуру и состав материала изготовления можно определить по маркировке и обозначению. Там же указана область применения шлифовального круга: Следующим свойством торцевых кругов для дрели является их зернистость. Она определяет чистоту получаемой поверхности. В старом ГОСТ основной характеристикой являлся размер зерна. Это характеристика может варьироваться от 20 до 200 мкм. Зернистость по ГОСТ 52381-2005 обозначается Fx (где x — характеристика размера зерна). Чем выше это значение, тем меньше размер частиц. В каждом конкретном случае материал изготовления шлифовального круга для торцевой обработки с помощью дрели определяется в индивидуальном порядке. На это влияют свойства заготовки, требуемая степень ее шлифовки. Маркировка абразивного круга Для того чтобы выбрать оптимальные модели шлифовального круга необходимо знать условные обозначения на его поверхности. Таким образом можно узнать не только способ его изготовления, но и зернистость, точные размеры и конфигурацию: лепестковый, обычный или специальный заточной. В первую очередь следует определить материал изготовления и возможность использования как точила на станке. Данные можно взять из перечня, описанного выше. Затем узнается зернистость круга для дрели. В некоторых случаях пиктограмма указывает на невозможность торцевой обработки. Чаще всего это касается корундовых дисков по металлу. Следующим свойством является твердость шлифовального круга. Классификация зависящая от его состава: Производители редко обозначают структуру и состав диска на маркировке. В первую очередь это относится к типу связи. Данный термин указывает, какой состав применялся для создания однородной массы. В настоящее время в качестве связующего компонента может использоваться керамическая, бакелитовая и вулканитовая связки. Во время эксплуатации может нарушиться геометрия овального круга или размер лепесткового основания. В особенности это касается торцевой обработки деталей с помощью дрели или станка. В таком случае необходимо сделать правку согласно маркировке. Для этого рекомендуется использовать твердосплавный инструмент или алмазные диски. В видеоматериале показаны основные виды шлифовальных кругов: stanokgid.ru
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Лингвисты не устают спорить о происхождении этого слова. Одни утверждают, что оно имеет старорусские корни и означает боевой топор или большую дубину. Скорее всего, правы другие, говорящие о древнетюркском словообразовании. С этого языка у наждака есть единственное и простое толкование – камень для шлифовки. Этот минерал, действительно, добывался в Греции и Турции, но давно вытеснен новыми, более технологичными, абразивами.
Но для человека «рукастого», равно как и для большинства обывателей, этот термин означает, прежде всего, станок или даже скромный станочек, оснащенный двигателем и наждачными кругами. Заточка инструмента – основное его назначение. Поэтому эти приспособления и стали называть точилами.
На самом деле, сфера применения наждака гораздо шире. С его помощью можно отрезать заготовки, когда речь идет о тонком и протяженном сортаменте материала (проволока, арматура, труба и прочее). Часто эти станки используют исключительно для целей ручной шлифовки или полировки. Вообще, для снятия слоя материала с заготовки, которую можно свободно удерживать в руках, наждаки представляют собой оптимальный вариант. Причем они нередко используются и в процессе формообразования деталей, особенно, плоских.
Для идеальной заточки некоторых видов инструмента, токарные резцы, например, на точило устанавливают алмазный кружок. Но даже в этом случае наличие обычного наждачного круга необходимо. С его помощью выполняют предварительную обработку резца по образованию необходимых углов и удалению заусенцев. Алмазом обрабатываются лишь режущие кромки на твердосплавной пластине и канавка, если таковая нужна.
Множество применений точила стало возможным благодаря разнообразию характеристик кругов для наждака и их электроприводов. Последние обеспечивают необходимую скорость вращения и мощность, достаточные для выполнения той или иной операции.
В основе классификации кругов для наждака лежит их геометрическая форма. По этому признаку изделия могу представлять собой цилиндрические (ЦЧ) и конические (КЧ) чашки, тарельчатые (Т) диски и другие. В быту чаще всего применяют плоскую форму диска с прямым профилем (ПП). Меньшую актуальность в домашней мастерской имеют абразивы с двусторонним коническим профилем (2П), но все же они востребованы для заточки зубьев пил и другого инструмента.
Следующий важнейший параметр абразивного диска – его геометрические размеры. Он включает в себя диаметр, толщину и посадку. Последняя указывает на размер посадочного отверстия в изделии и в большинстве случаев равна 32 мм. Экзотические абразивы с посадочными диаметрами менее 10 мм, используемые для слесарной доводки точных деталей, равно как и диски с посадкой 76 мм, применяемые для круглой и плоской шлифовки, характерны для промышленности и их трудно приспособить к хозяйственным нуждам. Поэтому они здесь не рассматриваются.
По этой же причине в данной публикации не акцентируется внимание на дисках, ширина которых не входит в ряд 10, 16, 20 и 25 мм. Эти размеры оптимальны для применения в частном хозяйстве.
Приобретая для своих станков шлифовальный круг для наждака, потребители обращают внимание на такой характерный параметр, как зернистость. Она может принимать следующие значения в стандартном исполнении – 8, 12, 16, 25, 40. Понятно, что 8 – это изделия с минимальными зернами, а 40 – соответственно, наиболее крупными.
Выбор зернистости должен осуществляться исключительно профессионально. В противном случае либо работа по заточке будет выполнена некачественно, либо сам наждачный круг прослужит совсем недолго. Мелкое зерно отлично подходит для выполнения ювелирной заточки, а крупное – для тяжелых, больших инструментов, которые не требуют высокой точности.
Существует еще один немаловажный параметр, который касается зерна, – это устойчивость его к истиранию. Существуют так называемые средне-мягкие изделия (они так и маркируются СМ), а также средне-твердые (соответственно, СТ). Первый вариант в нашей стране, да и во всем мире, получил достаточно большое распространение. Это связано с относительно невысокой стоимостью товара, а также приемлемыми характеристиками. Он работает достаточно долго даже при достаточно больших нагрузках. Что касается средне-твердого зерна, то оно еще больше устойчиво к механическим воздействиям, в том числе и истиранию. Однако стоит такой товар многократно дороже, что существенно снижает экономическую целесообразность приобретения.
В этом ракурсе можно рассмотреть некоторые примеры маркировки изделий и их целесообразности применения в той или иной ситуации. Так, к примеру, частенько для заточки коньков используют наждачный круг с маркировкой 150х8х32 12-СМ. Что же она означает?
Рассмотрим еще один небольшой пример. Для быта и производства на наждаки устанавливаются абразивы 150х20х32 25-СМ. В данном примере в сравнении с предыдущим ширина изделия увеличена до 20 мм, а диаметр зерна до 25 мкм. По сути, это получается достаточно универсальный станок, который позволит работать не только с мелким инструментом, как вариант, ножницами, ножами, отвертками, но и с довольно крупными приспособлениями, коими являются топоры и некоторые пилы.
Подобного рода товар раскупается в нашей стране просто великолепно. При этом он может использоваться не только в производстве, но и в быту при работе с мелким и средним инструментом. Он отлично подойдет для заточки ножниц, ножей, топоров, обработки уголков, в общем и целом – идеальное решение, если речь идет о нетвердых металлах. Наличие высокого спроса, естественно, рождает и массу различных предложений. Число производителей растет, как и увеличивается ассортимент. Сегодня не составляет труда приобрести изделия с самыми разными характеристиками начиная от зернистости и заканчивая посадочными диаметрами. В продаже в подавляющем большинстве случаев подобного рода товар имеет белый цвет, который ему обеспечивается именно электрокорундом. Однако, в некоторых случаях чаще всего, в маркетинговых целях в него может добавляться тот или иной краситель, который придаст иной цвет. В чем же преимущество подобного рода материала? В первую очередь необходимо отметить его мягкость. Это позволяет существенно повысить качество работ, пусть и за счет долговечности диска. Если заточка ведется с обычным металлом, то этот показатель остается все равно вполне себе высоким. При этом очень важно, что материал не нагревается до сверхвысоких температур. Это приводит к тому, что отсутствует после заточки на металле так называемой синей окалины. В результате структура металла не разрушается, а изделие служит верой и правдой долгие годы. Размеры изделий из электрокорунда могут варьироваться в широком диапазоне начиная от 125 и заканчивая 200 мм с толщиной от 10 до 25 мм. При этом посадочное отверстие устанавливается чаще всего стандартное – 32 мм. Однако далеко не всегда на производстве и даже в быту используется инструмент из нетвердых сортов стали. Если взять, как вариант, буровые системы, да даже те же перфораторы, то обычным электрокорундовым кругом для наждака справиться эффективно с заточкой сверла не получится. В этом случае производители предлагают так называемые «зеленые» кружки для наждака. Названы они так, естественно, из-за своего цвета. Важным аспектом является то, что подобного рода оборудование нельзя использовать при работе, скажем, с ножницами или стандартными кухонными ножами. При контакте появляется очень высокая температура, что приводит к моментальному перекаливанию стали и потере инструментом своих режущих свойств. Попросту, его можно уже выкинуть. Именно по этой причине зеленый наждачный круг использовать в обычном быту не рекомендуется. Да и стоимость его несоизмеримо выше, нежели белого. Если говорить о геометрических размерах, то они могут быть точно такими же, как у электрокорундового аналога. Но могут и существенно их превышать, поскольку основная задача – это обеспечение сложного технологического процесса на производстве, где используется тяжелое оборудование и станки. Как следствие, к примеру, посадочные отверстия могут составлять и 76 мм, и 127 мм, и даже 203 мм.
Таким образом, если подойти к вопросу выбора абразива максимально ответственно, а еще лучше посоветоваться с профессионалами, то изделие прослужит долго и эффективно, неоднократно окупившись.
abraflex.ru У многих из нас имеются сады, огороды, мы все пользуемся ножами, ножницами, стамесками, сверлами, зачастую приходится заниматься заточкой садового инвентаря, будь то топор или лопата. Для того чтобы не возится долго с заточкой вручную, вам необходимо прикупить специальный станок, который носит название бытовой наждак. Как правильно выбрать такой аппарат, и на что рекомендуется обратить внимание? Будем сейчас разбираться в этом вопросе. Содержание: Наждак - это горная порода черно-зеленого или зеленого цвета, которая используется в качестве абразивного материала, смесь магнетита и корунда. Наждак самого высокого качества добывают на Наксосе, Галейке, Турции и Греции. Особенность наждака как абразивного материала кроется в наличии легкоплавких примесей, поэтому он можно применяться лишь в изделиях, которые не требуют для производства высоких температур, то есть на холодной связке. Важным показателем наждака является абразивная способность, которая зависит от содержания в породе корунда. Самое высокое содержание корунда наблюдается у хлоритоидных руд, но ниже в 2-3 раза, чем у очень качественных корундовых руд. Как нескользкий элемент наждак наиболее широко применяется для отделки полов, тротуаров и лестничных ступеней. Станок заточный (наждак) - это электроинструмент, предназначенный для заточки металла: сверл, ножей, топоров, стамесок и ножниц, а также пильных дисков. Основную часть корпуса точила занимает электрический двигатель с опорой, который прикрепляется к верстаку при помощи крепежных элементов. Электропитание аппарата включается и выключается с помощью специальной кнопки. По обе стороны от движка параллельно друг к другу размещаются 2 абразивных круга: один круг с крупными размерами зерна предназначен для грубой обработки материала, другой мелкозернистый понадобится для тонкой обработки.Абразивные круги чаще всего имеют диаметр 150—250 миллиметров и толщину — 16—32 миллиметров. Частично они располагаются в защитном кожухе. Открытая часть круга вращается по направлению сверху вниз. Затачиваемый предмет опирается на специальную подставку, расстояние от неё может регулироваться до заточного круга, также она поворачивается к кругу под определённым углом. Существуют модели электрических точил, в которых имеется вместо одного круга металлическая дисковая щётка для предварительной грубой обработки предмета. Также у некоторых моделей присутствуют дополнительно специальные пазы для сверл. Для защиты от искр на электрическом точиле устанавливается специальная прозрачная пластина под названием кран. Также некоторые точила дополнительно оборудуются лампой с целью подсветки рабочей зоны точила. Само действие электро наждака сводится к тому, что с обрабатываемой поверхности удаляется часть материала. Материал имеет обычно кристаллическую структуру, которая изнашивается в процессе работы таким образом, что мельчайшие частицы откалываются от него, а на месте их появляются совершенно новые острые кромки, и все благодаря хрупкости. Представленные в продаже точила разделяются условно на три класса: профессиональные, полупрофессиональные и бытовые. Основное их отличие между собой заключается в надежности, которая обеспечивается применением тех или других материалов. Бытовой инструмент рассчитан на двухчасовую ежедневную работу. Профессиональные же точила предназначены для постоянной каждодневной работы в течение 8 часов с обязательными 2 перерывами, каждый по 15 минут. Полупрофессиональные станки, конечно же, занимают между двумя данными классами промежуточное положение. Также каждый класс имеет богатый выбор различных конструкций и модификаций заточного инструмента. Безусловно, это не только обычные станки с двумя кругами всевозможного диаметра, но также с нестандартным расположением кругов, к примеру, перпендикулярно размещенные друг к другу. Самым универсальным станком является аппарат, который оборудован шлифовальной лентой и обычным диском. Для домашних нужд достаточно вполне недорогого точила с малыми оборотами - около 120-150 оборотов в минуту и кругом, что погружен в ванну с водой, то есть «мокрым», на котором не торопясь можно придать достаточно безопасно нужную остроту находившимся в доме режущим и колющим предметам. Такой маленький наждак работает от электросети переменного тока, в качестве абразивного инструмента применяют в нем шлифовальные круги с наружным диаметром в пределах 150 - 200 миллиметров и толщиной в среднем 20 - 40 миллиметров. Также есть модели, у которых располагается на одной стороне, чаще всего справа, дополнительный диск-щетка. Он предназначен для заготовок, которые не использовались ни разу в качестве режущего предмета. Вначале такое изделие зачищают с помощью диска-щетки, то есть грубо затачивают, а далее до нужной кондиции доводят на шлифовальном кругу с мелким зерном. Применяют также диск-щетку для снятия ржавчины или уборки маленьких зазубрин, которые остаются после заточки на металле. Различный металлический инструмент затачивают на бытовых станках с 2 кругами. Но далеко не на всех моделях имеются специальные пазы, предназначенные для сверл. Некоторые компании для удешевления своей продукции отказываются от них. Также не предусмотрены такие пазы на точилах с большими дисками, которые рассчитаны на заточку толстого и крупного инструмента, то есть топоров и других подобных инструментов. Применяемые в современных точилах индукционные двигатели не нуждаются в особом техническом обслуживании и работают тихо. Практически на всех изделиях ось ротора установлена на шарикоподшипниках. Надежность крепления точильных кругов, как правило, обеспечивает обычная стандартная гайка. В продаже также есть точила, оборудованные вместо второго абразивного круга шлифлентой, что намного расширяет возможности применения станка. Во время работы лента двигается вместе с кругом. Значит, на таком ленточном наждаке не только можно затачивать всевозможные металлические заготовки, но также их шлифовать. Если в основном задействован только точильный станок, то впустую изнашивается лента. Поэтому когда нет необходимости в ней, то нужно подумать о целесообразности покупки подобного станка для дома, или с точила снимать ленту, когда не нужна она. Если вы решились на покупку электрического точила, вам нужно ознакомиться с классификацией абразивных кругов для наждаков. Давайте рассмотрим, какие из них пользуются самой большой популярностью. Шлифовальные круги из электрокорунда - самые популярные, потому что предназначены в основном для обработки более мягких металлов, то есть для дома подходят идеально. Отлично подойдет такой круг для заточки топоров, ножниц, а также для обработки обычной стали (уголки и другие изделия). Чаще всего круги из электрокорунда белого цвета и имеют маркировку 25 А. Бывает, что производители добавляют красящие элементы, поэтому круги могут быть оранжевого или синего цвета. На таком круге при точении обыкновенного металла получается довольно качественная заточка, потому что состав круга достаточно мягкий, при трении температура небольшая, из-за этого не появляется синяя окалина на металле, а если ее нет, то соответственно металл сохраняет отлично свои свойства. И это касается, прежде всего, режущих предметов, например, ножей, потому что довольно важно металл не перекалить при заточке. Поэтому шлифовальный круг из электрокорунда является для дома отличным выбором. Перед тем, как выбрать наждак, нужно помнить, что круги бывают разных размеров и предназначены для различных точил. Если вы покупаете для домашнего наждака круг, то посадка чаще всего составляет 32 миллиметра. Самые обычные размеры круга в диаметре составляют 200, 175, 150, 125 миллиметров, толщина - 25, 20, 16, 10 миллиметров, а посадка - 32 миллиметра. Шлифовальные круги зеленого окраса из карбида кремния предназначены для обработки твердых сплавов (напайки на бурах перфораторов) и инструментальной стали. У этого материала наблюдается повышенная стойкость к стиранию, при точении - довольна высокая температура, так что если вы попробуете поточить таким кругом домашний кухонный нож, то, конечно, испортите его, из-за появления мгновенно окалины на лезвии ножа. Такой круг принято применять только для заточки инструмента из специальной инструментальной стали (P18, P6M6, с добавлением кобальта в сталь и твердых сплавов T15K10, T15K6, BK8). Твердый сплав точить не очень удобно, поэтому необходимо применять самое мелкое зерно абразивного круга, но все таки лучший вариант - это заточка твердых сплавов алмазными наждаками. Маркировка такого круга 64С, а размеры такие же точно, как у электрокорунда. В состав подобных кругов входит вулканизированный каучук с абразивными добавками. Чаще всего в качестве абразива используется электрокорунд A4. Много материала на таких кругах не снять, они предназначены для финальной обработки, очистки от ржавчины, минимизации прижигов, а также удаления возможных заусенец и придания блеска. Круги для наждака на вулканической связке производятся для шлифования минеральных металлов и металлов с максимальной рабочей скоростью 60 м/с. Диаметры кругов следующие: 125 миллиметров, 150 миллиметров, 175 миллиметров, они относятся к довольно быстро изнашиваемым абразивным инструментам. Форма абразивных кругов бывает в виде тарелки, чашки и обычной прямой. Её рекомендуется выбирать по характеру выполнения работ, а также в зависимости от самой формы заготовки, которую вы будете затачивать на точиле. Обычный прямой профиль чаще всего используется для многих заточных работ. Также для пил имеются в продаже специальные заточные круги, у которых края сделаны под углом для удобства заточки пилы между зубьями. Каждый наждак имеет такие характеристики, как диаметр и мощность заточного круга. Данные параметры взаимосвязаны между собой, то есть чем больше диаметр абразивного круга, тем двигатель нужен мощнее. Подробней рассмотрим их. Диаметр круга бывает большим - 200 миллиметров, средним - 150-175 миллиметров и маленьким - 125 миллиметров. Конечно, зависит все от характера самих выполняемых работ. Например, для заточки лопаты или топора нужно иметь наждак мощней, чтобы диаметр был хотя бы 175-200 миллиметров, а для заточки кухонных ножей подойдет наждак с диаметром самого круга 125 миллиметров. Нужно заметить, что для использования в быту помимо небольших кругов выпускают также круги, что отличаются большим диаметром, и которые ставят на большие станки. У таких кругов посадка 76 миллиметров, 127 миллиметров и 203 миллиметра, а диаметры достигают 250 миллиметров, 300 миллиметров, 350 миллиметров и 400 миллиметров. Это дорогие, большие и тяжелые круги, предназначенные для производства. Чем электрическое точило имеет больше мощность, тем использовать на нем можно более жесткие и грубые материалы. В предоставленных в продаже бытовых моделях - самая разная потребляемая мощность, но в среднем равна 150-250 Вт. Также бывают модели, мощность которых 120 Вт, а наибольшая мощность подвесного наждака может составлять 400 Вт. При заточке лопаты или топора нужно давить на круг сильнее, чем при заточке ножа, так как с такой задачей не справиться маломощному двигателю: при сильном нажатии круг будет останавливаться, и это плохо скажется на сроке эксплуатации. Из этого понятно, чем крупнее и тяжелея деталь, тем нужен мощнее заточный станок. Посадкой наждака является внутреннее отверстие его заточного круга. На сегодняшний момент известно несколько определенных стандартов посадки. Наиболее распространенная посадка равна 32 миллиметрам, очень легко найти абразивный круг с таким внутренним диаметром. Также бывают заточные круги с посадкой на 20 миллиметров, 12,7 миллиметров и 16 миллиметров, которые встречаются в продаже реже. Наждак нужно закрепить перед началом работы на стол, крепежные болты имеются в комплекте, для того чтобы наждак не «ездил» по столу во время работы. Не лишним также будет установка защиты, которая находится в комплекте. Во избежание травм глаз работать нужно в специальных защитных очках. К вращающемуся заточному кругу подводить заготовку следует обязательно только под острым углом, иначе может заготовку вырвать из рук. Много людей при покупке кругов на наждак не знают, как маркируют зернистость. Зерно шлифовальных кругов может быть маркировки 40, 25, 16, 12, 8. Самое крупное - это 40, а наиболее мелкое - 8. Также помимо цифр могут быть буквы СМ, что означают средне-мягкий круг, который не является слишком дорогим и пользуется большой популярность среди покупателей. Чуть реже можно увидеть в продаже зерно СТ (круг средне-твердый), его стоимость заметно больше, однако и намного выше стойкость к истиранию. Мелкое зерно (12, 16) лучше, конечно, брать для точной заточки. Довольно часто приобретают круги для заточки коньков 150 8 32 12 СМ - это круги с диаметром 150 миллиметров, посадкой 32 миллиметра, толщиной всего 8 миллиметров, зерно мелкое, что дает возможность просто идеально заточить инструмент. К примеру, для установки наждачного круга (150 миллиметров) покупать лучше всего стандартный круг для наждака 150 20 32 25 СМ, то есть с диаметром 150 миллиметров, посадкой 32 миллиметра, шириной круга 20 миллиметров. Круги с зернистостью 25 подойдут как для заточки крупного инструмента – топоров, так для и более мелкого – ножниц, ножей. В быту также подойдет для использования стандартный средне-мягкий круг (СМ). На сегодняшний день рынок довольно насыщен электрическими точилами различных производителей. Прекрасно себя зарекомендовали «Кратон» и «Зубр». Судя по отзывам данных фирм, они выпускают довольно качественные наждаки. Такие наждаки можно смело приобрести в свое хозяйство. Теперь вы знаете, какой выбрать наждак для домашнего использования. Для начала определитесь, какие изделие преимущественно вы будете затачивать, затем обратите внимание на мощность аппарата. Не забудьте присмотреться к абразивным кругам, ведь они имеют разный диаметр, толщину, посадку и зернистость, а поэтому каждый из них используют в отдельных ситуациях. strport.ru В процессе эксплуатации у абразивных кругов изменяется профиль, а их зернистая поверхность забивается отходами обработки, что в итоге приводит к снижению эффективности этого приспособления. Для того чтобы вернуть точильным и шлифовальным кругам их первоначальные характеристики, используется такой инструмент, как шарошка для правки абразивных кругов. Шарошки звездочки: слева тупозубая, справа острозубая Несложные по своей конструкции шарошки-звездочки делятся на два типа: Между собой они различаются не только формой зубьев, но также толщиной и сферой применения. Размеры шарошек для правки абразивных кругов При помощи шарошек, оснащенных острыми зубьями, выполняется правка шлифовальных кругов, плотная структура которых состоит из абразивных зерен минимального размера. Если при помощи острозубых шарошек взяться за правку кругов из абразивных зерен средней и крупной фракции, то правящий инструмент просто испортит их рабочую поверхность, нанеся ей серьезный вред. В таких случаях как раз и используется тупозубая шарошка, специально предназначенная для правки средне- и крупнозернистых абразивных кругов. Высокая эффективность использования шарошек-звездочек обеспечивается тем, что обработка с их помощью осуществляется на высокой скорости их вращения. Следует иметь в виду, что правка точильных и шлифовальных кругов выполняется не одной шарошкой, а целым их набором, помещаемым на специальную ось, оснащенную смазочным ниппелем. Специальная державка для шарошек Учитывая тот факт, что шарошечный инструмент в процессе использования испытывает серьезное механическое воздействие со стороны абразивного круга, его рабочая часть должна быть обязательно подвергнута качественной закалке. Принцип работы шарошки для правки шлифовальных кругов довольно прост. Набор таких инструментов, собранный в единый блок, помещается на специальную ось, оснащенную рукояткой для оператора, и вводится в контакт с вращающимся абразивным кругом. В результате набор шарошек тоже начинает вращаться на оси, обкатываясь и скользя по поверхности обрабатываемого круга. Поскольку рабочая часть шарошек закалена и отличается высокой твердостью, при их взаимодействии с кругом с него снимается слой абразива, а значит, его поверхность выравнивается. По похожему принципу работает правящий инструмент, рабочим органом которого является алмаз, вернее, набор алмазов, закрепленных на специальной оправке в определенном порядке или произвольно. Наборы шарошек-звездочек могут не только фиксироваться на ручных приспособлениях для правки, но и использоваться в составе устройств, устанавливаемых на неподвижном основании. Шарошки собираются в державку, которая устанавливается на подручник станка до упора в наждачный камень К недостаткам, которыми обладает шарошечный инструмент для правки абразивных кругов, следует отнести: Проблема с пылью даже при использовании ручного инструмента, оснащенного шарошками, решается достаточно легко. Для этого к его полой рукоятке прикрепляют шланг, соединенный с пылесосом. Конечно, нельзя не отметить и преимущества правки посредством шарошек. Сюда следует отнести: Метод правки шлифовальных кругов обкатыванием При выполнении правки с применением шарошек используется метод обкатывания. Его суть заключается в том, что инструмент, обкатываясь по обрабатываемому кругу, дробит, скалывает и удаляет с его поверхности абразивные зерна и скрепляющий их материал. Таким образом, поверхность абразивного круга очищается от инородных включений и выравнивается. На сегодняшний день многие производители создают более усовершенствованные правящие инструменты на основе шарошек. Рабочим органом таких приспособлений является кассета, в которой уже скомплектован и надежно зафиксирован набор шарошек, размещенных на валу. Оценка статьи: Поделиться с друзьями: met-all.orgВиды шлифовальных кругов для станков и дрели, их назначение и маркировка. Круг наждачный
Маркировка шлифовальных кругов расшифровка по новому
Классификация
Маркировка шлифовальных кругов
Тип шлифующего абразива
 Маркировка абразивных кругов
Маркировка абразивных круговШлифовальные круги, зернистость (маркировка)
 Маркировка зернистости шлифовальных кругов
Маркировка зернистости шлифовальных круговРазмер кругов
Класс неустойчивости (неуравновешенности)
Структура
 Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Маркировка шлифовальных кругов: старая и новая, разница по ГОСТМаркировка по типам связки
Показатели твердости
Зернистость
Абразивные круги – типы, назначение, характеристики

Сфера применения абразивных шлифовальных кругов

Типы шлифовальных кругов



Вулканитовые и бакелитовые шлифовальные круги


Выбор шлифовального круга

 Загрузка...
Загрузка... Маркировку абразивных кругов для наждака сложно, но можно расшифровать

Основные виды абразивных кругов:
Отрезные

Шлифовальные
Чашечные

Выбор абразивного круга
Маркировка абразивных кругов

Какие именно характеристики указаны в маркировочной строке?
Материал Наименование Характеристики 13А, 14А, 15А, 16А электрокорунд нормальный Цвет материала – розовый, красный, коричневый. Достаточно мягкий, не нагревается при работе 23А, 24А, 25А электрокорунд белый Более твердый, но при этом хрупкий. Высокие абразивные свойства 32А, 33А, 34А электрокорунд хромистый Высокая производительность при шлифовке 37А электрокорунд титанистый Главное свойство – повышенная вязкость. Применяется при работах с большой толщиной съема обрабатываемой поверхности 38А электрокорунд циркониевый Самая высокая прочность среди электрокорундов. Способен выдерживать сильное давление на инструмент, особенно при проведении обдирочных работ 43А, 44А, 45А семейство монокорундов Очень прочные зерна с острыми выступающими кромками. Применяются для шлифовки прочных сплавов 53С, 54С черный карбид кремния Высокая механическая прочность. Нашел применение при обработке чугуна, стекла, цветных металлов. Практически не изнашивается 62С, 63С, 64С зеленый карбид кремния Область применения – заточка твердосплавного режущего инструмента, в том числе победитовых напаек. Полировка керамики Наждачные, шлифовальные и абразивные круги для дрели и шлифовальных станков
Назначение шлифовальных кругов

Виды кругов для шлифовки
Материал изготовления заточных шлифовальных кругов

 Электрокорунд
Электрокорунд  Карбид кремния
Карбид кремния  Алмаз
Алмаз  Эльбор
Эльбор Маркировка основных шлифовальных кругов

Дополнительные справочные материалы
Как выбрать наждачный круг – Советы от компании Абрафлекс
Что такое наждак
Характеристики наждачных кругов
Зернистость наждачных кругов
Электрокорунд – основа белых наждачных кругов
Конструктивные элементы зеленого цвета
Какие параметры необходимо учитывать при выборе наждачного круга?
Как выбрать наждак | Строительный портал

Что такое бытовой наждак

Какие бывают точила


Классификация шлифовальных кругов
Шлифовальные круги 25А

Шлифовальные круги 64С

Круги на вулканитовой основе

Характеристики электрического наждака
Диаметр круга
Мощность

Посадка наждака

Зернистость кругов
Производители
Шарошка для правки абразивных кругов: применение, виды


Область применения

Принцип действия

Наибольшую эффективность устройство на основе вращающихся шарошек демонстрирует в тех случаях, когда с его помощью осуществляется правка абразивных кругов, используемых для выполнения обдирочных работ.
 Загрузка...
Загрузка...







