
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
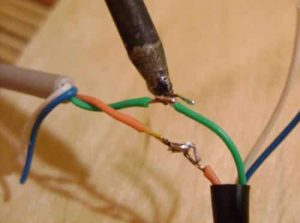
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику. Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы. Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне. Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала. Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента. Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой. Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы. Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%. Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса. Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала. Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав. Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно. Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки. Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки. Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом. Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления. Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры. Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки. Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом. При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений. Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами. Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение. Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы. svaring.com Просмотров 1 319 Правильная пайка проводов отличается надежностью, долговечностью и красивым видом. Чтобы правильно паять медные провода нужно подобрать припой, флюс, сделать подготовку жил проводов. В статье рассмотрен вопрос, как правильно паять медные провода разного сечения электрическим паяльником. Инструменты и материалы для пайки медных проводов Выбор мощности паяльника зависит от сечения проводов. Для тонких одножильных, многожильных медных проводов, дорожек печатных плат подойдёт паяльник с жалом в 3 мм и мощностью 25 Вт. Для сечения проводов от 2 мм и более, нужен паяльник мощностью 60 Вт, а для массивных деталей используют молотковый паяльник мощностью 200 Вт. Жало паяльника должно быть чистым, без раковин. Чтобы выровнять жало паяльника используют мелкий напильник. После обработки жала его лудят, чтобы медь не окислялась. Также важным элементом при пайке является подставка для паяльника. Если хотите качественно паять мелкие провода, элементы радиоэлектронной платы, нужно иметь регулятор температуры жала паяльника. Таким регулятором можно точно выставить температуру паяльника для припоев разных марок. Лучшим вариантом регулятора температуры жала паяльника будет устройство с датчиком температуры, который устанавливается на жало паяльника. Установленная температура жала не будет зависеть от изменений сетевого напряжения. Регулятор температуры для паяльника Так как при пайке электрическим паяльником образуются ядовитые пары припоя и дым от канифоли, рабочее место нужно оборудовать хорошей вытяжной вентиляции. Освещение рабочего места не должно быть тусклым. Для удобства ремонта электронных плат можно приобрести специальный держатель плат с линзой и подсветкой. Можно сделать простой регулятор температуры для паяльника своими руками В зависимости от типа пайки выбирается марка припоя. Самая распространенная марка припоя это ПОС-61. Припой оловянно-свинцовый с содержанием олова 61%. Температура плавления у него 190 С, и подходит он для любых паяльников. Этот припой используется там, где нет нагрузки на соединение. Если соединение проводов должно быть прочным, выбирают припой марки ПОС 40 или ПОС 30. Удобно пользоваться припоем ПОС-61 в виде прутка намотанного на катушку. Диаметр припоя от 1 до 3 мм. Иногда встречается полый припой с залитой внутрь канифолью. Также в зависимости от вида пайки проводов существуют различные флюсы, гели, канифоль. Флюс необходим при пайке проводов, так как он удаляет оксиды с поверхности спаиваемых проводов, а также снижает поверхностное натяжение припоя, что позволяет припою легко растекаться по свариваемым поверхностям. Также флюсы хорошо обезжиривают поверхности. Ещё одно достоинство флюсов — это защита нагретых поверхностей от оксидов. Без флюсов пайка медных проводов паяльником была бы затруднена. Многие флюсы содержат такие активные вещества как кислоты, растворители. Эти активные вещества остаются на поверхности провода и в припое. Со временем они разрушают соединения проводов. Поэтому в ПУЭ запрещено использовать активные флюсы для пайки соединений при монтаже электропроводки. в электрических щитах. Эти флюсы запрещены и в радиоэлектронной промышленности, однако многие электрики используют их, ведь не себе же. Флюсы на основе канифоли для пайки электрическим паяльником Не спорю, такие флюсы обеспечивают быструю, удобную даже красивую пайку, но никто не задумывается над последствиями. Существует флюс на основе канифоли, который обладает высокими характеристиками при пайке проводов паяльником. Пайки получаются красивые, долговечные и надежные. Этот флюс используют также при пайке электронных плат. Сделать его довольно легко. Обычно берут кусок канифоли, разбивают его в порошок и растворяют в любом 90% спирте в соотношении 50% на 50%, по объему. Растворяется канифоль в спирте легко. Для работы с канифолью используют кисточку. Первым пунктом пайки поставим очистку проводов от оксидной пленки. Окисной пленкой покрыт не только алюминий, но и медь. Присутствие ее на меди затрудняет лужение проводов, лужение происходит участками, неравномерно. Поэтому чистят медный провод острым ножом со всех сторон. После снятия оксидов, поверхность провода смачивают кисточкой с жидкой канифолью. Жалом паяльника берут немного припоя и проводят лужение провода. Провод можно не прокручивать, движение жалом паяльника вперед, и мы видим, как припой мгновенно растекается по всему проводу. Припой прутком 2 мм Теперь еще один важный момент, перед тем как паять медные провода — это соединение. Запомните, все соединения проводов должны быть закреплены. Способы крепления проводов показаны на рисунке ниже. Нельзя паять внахлёст без крепления. Пайка получается очень слабой, хотя и ровной. Такая пайка долго не выдерживает механическую нагрузку, небольшую вибрацию. Способы соединения проводов скруткой После соединения луженых проводов скруткой, наносят кисточкой немного жидкой канифоли и паяют. Небольшое движение жалом паяльника вперед от изоляции и идеальная пайка готова. Почему здесь можно паять от изоляции, потому что пайка жидкой канифолью происходит за очень короткое время и изоляция провода не успевает подгореть. После пайки остатки канифоли смываются жесткой щеточкой со спиртом. Визуально можно определить качество пайки электропроводки и электронных плат:1. Пайка должна быть скелетной, то есть должно просматриваться скелетное соединение проводов, выводов элементов.2. Пайка должна быть глянцевой, без раковин и пузырей. На качество пайки влияет температура жала паяльника. Для ПОС 61 температура жала 190 С, с небольшой коррекции в верхнюю сторону. Коррекцию температуры жала паяльника определяют опытным путем по плавлению припоя. Припой должен легко плавиться, и хорошо держаться на жале паяльника. Если припой собирается в капли и стекает, значит паяльник перегрет. Часто спрашивают — можно ли паять под напряжением. Ответ однозначен — нет. Под напряжением любые электротехнические работы (кроме измерительных) запрещены. На корпусе паяльника может присутствовать сетевое напряжение, при попытке пайки проводов под напряжением произойдет короткое замыкание. Электропроводка на кухне. Схема проводки на кухне Установка электросчетчика в частном доме на улице: правила Замена электропроводки в квартире В статье мы рассмотрим как осуществляется пайка проводов в распределительной коробке: паяльником,своими руками, горелкой, пошаговая инструкция. Соединение проводников в распределительной коробке можно выполнять несколькими способами, однако только пайка и сварка дают монолитное соединение с минимальным переходным сопротивлением в месте контакта. Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий. Чтобы правильно и аккуратно спаять провода, нужен примерно такой перечень инструментов: Порядок работы при пайке проводников такой: Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве. Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1). Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер. При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х. Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени. Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2). Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы. После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3). Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки. Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск. Среди всего множества типов припоя, для пайки медных проводов можно использовать только некоторые. Таблица характеристик наиболее распространенных марок припоев Для лужения и пайки деталей из меди, ее сплавов и стали Первые три марки припоя имеют очень низкую температуру плавления и невысокую прочность. Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61. Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы: Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов Канифоль 20-25%, спирт этиловый 66-73 %, солянокислый анилин 3-7 %, триэтаноламин 1-2 % Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали. Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники. Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется. Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника. Совет #1. Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте. Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит. Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках. Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4). Рисунок 4. Облуживание жала паяльника Совет #2. Удобно совместить зачистку и облуживание на кусочке наждачной бумаги, заранее присыпав его порошком канифоли и небольшими кусочками припоя. Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5). Рисунок 5. Правильно облуженное жало паяльника. Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно. Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами. При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6). Рисунок 6. Электрический и газовый тигли для пайки проводов Большой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем. При пайке, особенно при помощи тигля, нужно работать очень аккуратно, чтобы не получить ожог расплавленным припоем. Пары свинца ядовиты, поэтому при больших объемах работы нужно пользоваться респиратором. Недопустимо для пайки проводов использовать кислотосодержащие активные флюсы, поскольку они требуют полного удаления после окончания работы. Остатки флюса агрессивно воздействуют на материал проводников и в самом скором времени провода будут окислены вплоть до полного разрушения. Особенно разрушительны для меди хлористый цинк или паяльная кислота. Оцените качество статьи. Нам важно ваше мнение: Соединение проводов является необходимой операцией при проведении электромонтажных работ. Для каждого способа соединения электропроводки (обжим. скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой. Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее. Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком. Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты: Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки. Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов.В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C. Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали. Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности. Последовательность действий при работе с алюминиевыми проводами аналогична вышеописанной, но есть специфические нюансы, которые нужно учитывать. Спаять алюминиевые жилы технически сложнее в силу особенностей металла. Место соединения при этом менее прочно, чем у медных аналогов. Алюминий мгновенно сильно окисляется, образуя токонепроводящую пленку. Окислы обязательно удаляют, иначе металл не удастся спаять. Для удаления окислов пользуются цинко-вазелиновыми пастами. Для спайки жил нужен алюминиевый припой, а он более тугоплавок, чем олово, поэтому температура нагрева должна быть выше. В расплавленном виде алюминиевый припой более текуч, чем оловянный. Для работы понадобится химически активный флюс Ф-34 или Ф-64, который может справиться с окислами. Поскольку алюминий – ломкий металл, для надежности соединения лучше припаивать его к медному проводу одинакового сечения. В этом случае слишком ломкий и хрупкий алюминиевый проводник совместно с гибкой и прочной медной проволокой дает прочное соединение, способное выдерживать нагрузки до 2 кВт. Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий. При соблюдении требований и технических условий спаянное соединение медных или алюминиевых проводов прослужит не одно десятилетие без уменьшения контакта или перегрева места спайки. Источники: http://electricavdome.ru/kak-pravilno-payat-provoda-payalnikom.html, http://electric-tolk.ru/pajka-provodov-v-raspredelitelnoj-korobke/, http://electry.ru/kabeli-i-provoda/soedinenie-provodov-metodom-payki.html electricremont.ru Пайка это хороший способ соединять провода, он не уступает в долговечности и проводимости соединениям с использованием сварки, однако применяется значительно реже. Происходит это по той причине, что пайка более сложный процесс, и перед его началом нужно изучить схему проводки. И времени на создание хорошего соединения проводов потребуется значительно больше. Однако есть и плюсы, оборудование для сварки обычно имеет высокую цену, а для пайки достаточно обычного паяльника, и канифоли, которая стоит совсем не больших денег. К тому же необязательно иметь высокую квалификацию, или проходить специальные курсы. Освоить такой способ соединения проводов может каждый при наличии времени и желания. Лучше всего применять для пайки различных медных проводов, паяльную станцию. С её помощью можно изменять температуру жала, однако нужно также подходить к этому обдуманно. Паяльная станция стоит не дешево и смысл её брать есть только в случае довольно частого выполнения паяльных работ. В остальных случаях для того чтобы иногда соединять провода, подойдет и обычный паяльник имеющий мощность тока до 60 Вт. Такой мощности вполне достаточно чтобы произвести все необходимые работы в обычных домах, и спаивать скрутку из 3х-5ти проводов сечением 1,5-2,5 мм2. Припои следует использовать мягкие оловянно-свинцовые, имеющие низкую температуру плавления, такие как ПОС-40, ПОС-60. Обезжиривать поверхность перед пайкой медных проводов и покрытия их припоем нужно с использованием химически нейтральной канифоли или безкислотных растворов. Сначала нужно удалить изоляцию примерно с 5 см проводника, потом их нужно покрыть слоем припоя (облудить). Это делается с помощью покрытия провода паяльным флюсом. Затем расплавленный припой наносится с помощью жала паяльника на проводник, после чего он получает серебристый оттенок. Чтобы увеличить прочность, провода соединяют скруткой, и затем пропаивают уже её. В итоге получается, что во время пайки припой растекается по нагретой и облуженной поверхности скрутки. Нужно проверить стык после пайки, чтобы не пришлось откручивать коробку в случаее если у вас скрытая электропроводка. Для пайки медного очищеного провода соединенного в скрутку, на него давят жалом паяльника с необходимым количеством припоя. Скрутка разогревается и расплавленное олово, растекаясь, попадает между проводами, заполняя промежутки между ними. После того как пайка завершена провода изолируются специальной изоляционной лентой или термоусадочной трубкой. Важно! После пайки проводов их лучше прозвонить мультиметром. Пайка проводов это не самый простой и быстрый способ соединения. Однако она обеспечивает отличный контакт и высокую долговечность, поэтому является одним из самых лучших способов разрешенных "Правилами устройства электроустановок" (ПУЭ). Кроме того нет необходимости наличия дорогостоящего оборудования, и с этим делом может справиться обычный человек, у которого есть паяльник и возникла необходимость заняться электропроводкой в квартире или на даче. Все это означает что пайка самый простой и эффективный способ соединения проводов даже в бытовых условиях. positroika-doma.ru Один из наиболее эффективных методов соединения проводов из меди, не уступающий по прочности прочим более сложным методам соединения.Используется достаточно редко по той причине, что является довольно трудоемким методом. Из преимуществ пайки следует отметить тот факт, что сварочное оборудование, как правило, характеризуется высокой стоимостью, что нельзя сказать об оснащении для спаивания медных проводов. Для этого вам понадобится канифоль и самый обычный паяльник, по мощности соответствующие параметрам провода. Для пайки медных проводов не требуется высокая квалификация, профессиональные навыки и глубокие теоретические познания. В считанные часы вы сможете овладеть этим мастерством, а уже спустя непродолжительный отрезок времени будете виртуозно справляться с поставленной перед вами задачей.Бытовой уровень или промышленные масштабы Многообразие представленного в данном сегменте рынка оборудование позволит вам подобрать максимально приемлемую для эксплуатационных условий прибор. Специализированное оборудование позволяет производить регулировку температурного режима, Такие станции потребуются при проведении объемных работ чаще всего промышленного масштаба. На бытовом уровне вполне можно довольствоваться паяльников 100 или 60 Ватт. Этого будет достаточно для пайки медных проводов сечением полтора – два с половиной миллиметров. К одним из наиболее распространенным и востребованным припоям относятся свинцово-оловянные. Данный материал не требует запредельных температур для плавления. К ним относятся «ПОС-60», а также «ПОС-40». Обезжиривается поверхность раствором, не содержащим кислот или с применением канифоли нейтральной. Методы и способы соединений Для того чтобы правильно запаять два конца проводки потребуется так называемый процесс «лужения», то есть покрывание проводов влюсом. Предварительно не забудьте снять изоляционное покрытие. Для более прочного соединения перед нанесением припоя посредством разогретого жала, предварительно произвести скрутку. В таком случае, пайка будет соединять не два конца медной проводки, а расплавленный припой наносится на скрученные провода. После завершения работ проверьте соединение на прочность. Зачищенный от проводки конец провода соединяется в «скрутку», затем воспользовавшись необходимым количеством припоя, разогретым паяльником прижимается, в процессе чего расплавленный металл проникает во все полости между тонкими медными жилами проводки. Для изоляции медного провода применяется универсальная трубка термоусадочного типа или обычная изолента. Несмотря на то что процедура достаточно проста, для того чтобы ускорить и оптимизировать процесс, будет удобнее зафиксировать медные провода, чтобы они оставались неподвижными. Паяльник относится к таким инструментам, которым пользуются достаточно редко, но уметь им пользоваться необходимо. harthaus.ru Соединение проводов является необходимой операцией при проведении электромонтажных работ. Для каждого способа соединения электропроводки (обжим, скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой. Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее. Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком. Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты: Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки. Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов.В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C. Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали. Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности. Последовательность действий при работе с алюминиевыми проводами аналогична вышеописанной, но есть специфические нюансы, которые нужно учитывать. Спаять алюминиевые жилы технически сложнее в силу особенностей металла. Место соединения при этом менее прочно, чем у медных аналогов. Алюминий мгновенно сильно окисляется, образуя токонепроводящую пленку. Окислы обязательно удаляют, иначе металл не удастся спаять. Для удаления окислов пользуются цинко-вазелиновыми пастами. Для спайки жил нужен алюминиевый припой, а он более тугоплавок, чем олово, поэтому температура нагрева должна быть выше. В расплавленном виде алюминиевый припой более текуч, чем оловянный. Для работы понадобится химически активный флюс Ф-34 или Ф-64, который может справиться с окислами. Поскольку алюминий – ломкий металл, для надежности соединения лучше припаивать его к медному проводу одинакового сечения. В этом случае слишком ломкий и хрупкий алюминиевый проводник совместно с гибкой и прочной медной проволокой дает прочное соединение, способное выдерживать нагрузки до 2 кВт. Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий. При соблюдении требований и технических условий спаянное соединение медных или алюминиевых проводов прослужит не одно десятилетие без уменьшения контакта или перегрева места спайки. electry.ru Здравствуйте, уважаемые гости и постоянные читатели сайта http://zametkielectrika.ru. В одной из своих статей я познакомил Вас со всеми разрешенными способами соединения проводов, которые рекомендуют нам Правила устройства электроустановок (ПУЭ). Сегодня я хотел бы сделать небольшую поправочку, а именно акцентировать Ваше внимание на таком способе соединения, как пайка проводов. Напоминаю, что 1 января 2013 года вступил в силу ГОСТ Р 50571.5.52-2011, в котором говорится, что при соединении проводов между собой или к зажимам (клеммам) электрооборудования, например, к аппаратам защиты, необходимо соблюдать их электрическую непрерывность, механическую защиту и прочность. При выборе средств соединения проводников нужно учитывать их: Ответ на этот вопрос имеется в действующих нормативных документах. Ниже я приведу Вам несколько выдержек из них: Все вышеприведенные пункты действующих НТД ограничивают (я специально выделил подчеркиванием) использование пайки, как способ соединения электрических проводов, из-за ее недостатков: Вот еще выдержка из ГОСТа 10434-82 про контактные электрические соединения: Отсюда можно сделать вывод, что при соединении двух или нескольких медных проводов, а также при соединении паяного («луженого») провода к аппарату защиты, допустимая температура контактного соединения может достигать 300°С, а это превышает начальную температуру плавления мягких ПОС (припой оловянно-свинцовый), которая находится в пределах от 180-240°С. В таких случаях необходимо применять дополнительное механическое крепление, например, бандаж, поэтому при протекании тока короткого замыкания через контактное паяное («луженое») соединение произойдет расплавление припоя, но после отключения поврежденной цепи, контактное паяное («луженое») соединение механически восстановится, в связи с применением бандажа, который не даст расплавленному припою стечь. Если честно, то мне даже самому тяжело представить, как это можно осуществить на практике. Поэтому с этим вопросом я обратился к местному инспектору энергонадзора, тем более что накануне мы собирались сдавать ему объект — капитальный ремонт электропроводки жилого многоквартирного дома. Ответ был очевиден, либо вообще не использовать пайку, либо на соединение проводов пайкой накручивать СИЗы. Я так понял, что СИЗ выполняет функцию дополнительного механического крепления. Так мы и поступили. На цепи освещения использовали клеммы Wago, а на силовые цепи — «пайку под СИЗ». В этом вопросе разобрались, а что делать с присоединением гибких (многожильных) проводов к аппаратам защиты. Ответ на этот вопрос имеется в ГОСТе Р 51321.1-2007: Здесь пояснять не нужно, итак все понятно. Стоит лишь добавить, что если зажимы аппаратов защиты (автоматический выключатель, УЗИП, УЗО и т.п.), электросчетчика или соединительных клемм имеют гнездовую конструкцию, то пайка концов гибкого многопроволочного провода не требуется, т.к. зажим такого типа не выжимает и не выдавливает провод из под головки винта, шайбы или пластины, а наоборот даже надежно его обжимает и прессует. В других случаях, лучше применить опрессовку. P.S. На этом я закончу статью на тему пайки проводов. Если у Вас есть какие-то опровержения вышесказанному в статье, то с радостью готов выслушать Вас. Поделитесь своим опытом и предложениями. Если статья была Вам полезна, то поделитесь ей со своими друзьями: zametkielectrika.ru Просмотров 1 321 Правильная пайка проводов отличается надежностью, долговечностью и красивым видом. Чтобы правильно паять медные провода нужно подобрать припой, флюс, сделать подготовку жил проводов. В статье рассмотрен вопрос, как правильно паять медные провода разного сечения электрическим паяльником. Инструменты и материалы для пайки медных проводов Выбор мощности паяльника зависит от сечения проводов. Для тонких одножильных, многожильных медных проводов, дорожек печатных плат подойдёт паяльник с жалом в 3 мм и мощностью 25 Вт. Для сечения проводов от 2 мм и более, нужен паяльник мощностью 60 Вт, а для массивных деталей используют молотковый паяльник мощностью 200 Вт. Жало паяльника должно быть чистым, без раковин. Чтобы выровнять жало паяльника используют мелкий напильник. После обработки жала его лудят, чтобы медь не окислялась. Также важным элементом при пайке является подставка для паяльника. Если хотите качественно паять мелкие провода, элементы радиоэлектронной платы, нужно иметь регулятор температуры жала паяльника. Таким регулятором можно точно выставить температуру паяльника для припоев разных марок. Лучшим вариантом регулятора температуры жала паяльника будет устройство с датчиком температуры, который устанавливается на жало паяльника. Установленная температура жала не будет зависеть от изменений сетевого напряжения. Регулятор температуры для паяльника Так как при пайке электрическим паяльником образуются ядовитые пары припоя и дым от канифоли, рабочее место нужно оборудовать хорошей вытяжной вентиляции. Освещение рабочего места не должно быть тусклым. Для удобства ремонта электронных плат можно приобрести специальный держатель плат с линзой и подсветкой. Можно сделать простой регулятор температуры для паяльника своими руками В зависимости от типа пайки выбирается марка припоя. Самая распространенная марка припоя это ПОС-61. Припой оловянно-свинцовый с содержанием олова 61%. Температура плавления у него 190 С, и подходит он для любых паяльников. Этот припой используется там, где нет нагрузки на соединение. Если соединение проводов должно быть прочным, выбирают припой марки ПОС 40 или ПОС 30. Удобно пользоваться припоем ПОС-61 в виде прутка намотанного на катушку. Диаметр припоя от 1 до 3 мм. Иногда встречается полый припой с залитой внутрь канифолью. Также в зависимости от вида пайки проводов существуют различные флюсы, гели, канифоль. Флюс необходим при пайке проводов, так как он удаляет оксиды с поверхности спаиваемых проводов, а также снижает поверхностное натяжение припоя, что позволяет припою легко растекаться по свариваемым поверхностям. Также флюсы хорошо обезжиривают поверхности. Ещё одно достоинство флюсов — это защита нагретых поверхностей от оксидов. Без флюсов пайка медных проводов паяльником была бы затруднена. Многие флюсы содержат такие активные вещества как кислоты, растворители. Эти активные вещества остаются на поверхности провода и в припое. Со временем они разрушают соединения проводов. Поэтому в ПУЭ запрещено использовать активные флюсы для пайки соединений при монтаже электропроводки. в электрических щитах. Эти флюсы запрещены и в радиоэлектронной промышленности, однако многие электрики используют их, ведь не себе же. Флюсы на основе канифоли для пайки электрическим паяльником Не спорю, такие флюсы обеспечивают быструю, удобную даже красивую пайку, но никто не задумывается над последствиями. Существует флюс на основе канифоли, который обладает высокими характеристиками при пайке проводов паяльником. Пайки получаются красивые, долговечные и надежные. Этот флюс используют также при пайке электронных плат. Сделать его довольно легко. Обычно берут кусок канифоли, разбивают его в порошок и растворяют в любом 90% спирте в соотношении 50% на 50%, по объему. Растворяется канифоль в спирте легко. Для работы с канифолью используют кисточку. Первым пунктом пайки поставим очистку проводов от оксидной пленки. Окисной пленкой покрыт не только алюминий, но и медь. Присутствие ее на меди затрудняет лужение проводов, лужение происходит участками, неравномерно. Поэтому чистят медный провод острым ножом со всех сторон. После снятия оксидов, поверхность провода смачивают кисточкой с жидкой канифолью. Жалом паяльника берут немного припоя и проводят лужение провода. Провод можно не прокручивать, движение жалом паяльника вперед, и мы видим, как припой мгновенно растекается по всему проводу. Припой прутком 2 мм Теперь еще один важный момент, перед тем как паять медные провода — это соединение. Запомните, все соединения проводов должны быть закреплены. Способы крепления проводов показаны на рисунке ниже. Нельзя паять внахлёст без крепления. Пайка получается очень слабой, хотя и ровной. Такая пайка долго не выдерживает механическую нагрузку, небольшую вибрацию. Способы соединения проводов скруткой После соединения луженых проводов скруткой, наносят кисточкой немного жидкой канифоли и паяют. Небольшое движение жалом паяльника вперед от изоляции и идеальная пайка готова. Почему здесь можно паять от изоляции, потому что пайка жидкой канифолью происходит за очень короткое время и изоляция провода не успевает подгореть. После пайки остатки канифоли смываются жесткой щеточкой со спиртом. Визуально можно определить качество пайки электропроводки и электронных плат:1. Пайка должна быть скелетной, то есть должно просматриваться скелетное соединение проводов, выводов элементов.2. Пайка должна быть глянцевой, без раковин и пузырей. На качество пайки влияет температура жала паяльника. Для ПОС 61 температура жала 190 С, с небольшой коррекции в верхнюю сторону. Коррекцию температуры жала паяльника определяют опытным путем по плавлению припоя. Припой должен легко плавиться, и хорошо держаться на жале паяльника. Если припой собирается в капли и стекает, значит паяльник перегрет. Часто спрашивают — можно ли паять под напряжением. Ответ однозначен — нет. Под напряжением любые электротехнические работы (кроме измерительных) запрещены. На корпусе паяльника может присутствовать сетевое напряжение, при попытке пайки проводов под напряжением произойдет короткое замыкание. Электропроводка в бане Ремонт электропроводки. Ремонт электропроводки в квартире своими руками Замена электропроводки в квартире Установка электросчетчика в частном доме на улице: правила Главная » Электрика » Пайка проводов паяльником: как сделать правильно Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт. Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи. Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д. Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку. И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом. Припои и флюсы для пайки паяльником медных проводов Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой. Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием). Удобно пользоваться припоем с канифолью Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки. Для того чтобы нормально паять паяльником провода нужны еще: Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно Так надо затачивать жало паяльника Пассатижи — для того чтобы придерживать провода Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна. Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности: Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п. После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть. Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано. Пайка скрутки с флюсом — быстрее и проще Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ. Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово. При лужении многожильные провода надо «распушить» Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют. Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой. Алюминиевый и медный проводники паять нельзя Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут. но болтовое — наиболее простое и надежное. На первый взгляд – спаять провода самая простая задача. Однако, существует ряд нюансов, которые необходимо знать как начинающему, так и опытному радиолюбителю. Прежде всего, рассмотрим технологию пайки:Соединение пайкой – не что иное, как диффузия, то есть проникновение частиц металла друг в друга. Это свойство соединяемых материалов обеспечивает как высокую прочность, так и электропроводность соединения. Разумеется, для взаимного проникновения, хотя бы один из металлов должен перейти в жидкое агрегатное состояние, то есть расплавиться. Чтобы обеспечить адгезию – металлы должны подходить друг к другу, а их поверхность очищена от загрязнений и окислов. Для качественного соединения необходимо выполнить три правила: Начнем с третьего пункта. Сразу оговоримся, что греть металл и плавить припой можно при помощи газовой горелки или строительного фена. Но это – тема других публикаций. В качестве примера рассмотрим обычные провода, сечением 0,8 – 3,5 квадратов, что является самым распространенным размером при бытовых монтажных работах. Более тонкие провода применяются при сборке монтажных плат, и для работы с ними подходит паяльник для микросхем. Более толстые проводники применяются в энергоснабжении, там несколько иная технология пайки. Прежде всего, паяльник подбирается по мощности, а не по температуре жала. Провода, особенно медные, имеют высокую теплопроводность. Когда вы касаетесь кончиком паяльника места пайки, часть тепловой мощности моментально рассеивается по проводнику. Это необходимо учитывать, зная толщину жилы. Паяльник для проводов должен иметь мощность 40-60 Вт. Меньшая мощность будет распределяться по кабелю, и вам придется затрачивать много времени на разогрев места соединения. Во-первых, качество пайки ухудшится. Во-вторых – от продолжительного нагрева повредится изоляция. Слишком высокая мощность моментально выпарит флюс и также расплавит изоляцию. Неправильно подобранная температура доставляет дискомфорт радиолюбителю. Как правило, один из спаиваемых проводов приходится удерживать руками. Если он разогревается по всей длине – можно обжечь пальцы. Мощность считается достаточной, если на спайку уходит не более 2-3 секунд. Разумеется, при условии полного расплавления припоя и растекании его по металлу проводника. ВАЖНО! Лучше выбрать более «холодный», но мощный паяльник с толстым жалом, чем маломощный но «горячий». Идеальный вариант для соединения проводов – медное жало с расплющенным концом. Медь позволит накопить достаточно тепловой энергии, чтобы она не рассеивалась по проводам. А плоский конец обеспечит широкое пятно контакта. Недостаток медного наконечника – склонность к окислению. Даже тончайший слой окисла становится теплоизолирующей прокладкой, ухудшая нагрев рабочей зоны. Можно паять и современными коническими жалами из композитных материалов или керамики. Разница лишь в методике. Такое жало необходимо прижимать не поперек, а вдоль, что не всегда удобно. Неплохой вариант для пайки проводов. Высокая температура наконечника и протекающий ток от трансформатора моментально прогревают место спайки, не успевая расплавить изоляцию. Если жало имеет форму петли – можно охватывать спайку со всех сторон, повышая эффективность нагрева. Однако такие паяльники стоят дороже обычных. С основным инструментом определились. Кроме собственно паяльника, необходим определенный набор сопутствующих материалов и приспособлений. Наиболее удачный вариант – банальная сосновая канифоль. Единственный недостаток – слабая текучесть (в нашем случае должна проникать в скрутку), и при перегреве образуется нагар. Многие пользуются т.н. паяльным салом. Отдать предпочтение какому-то варианту бессмысленно. Всякий кто знает, как работать с паяльником – имеет в арсенале любимый флюс. Именно при пайке проводов чаще всего не хватает третьей руки. Да и сам объект нагревается настолько сильно, что лучше закрепить его в стороннем держателе. Это покажется странным, но многие радиолюбители не знают, как правильно облудить паяльник. Мало того, как залудить провода – тоже знают немногие. Сразу оговоримся – лудить необходимо только медные наконечники. Жала из керамики или композитных материалов достаточно очистить без использования абразива.Для начала, жало извлекают из нагревательной трубки. Напильником или надфилем придают ему необходимую форму кончика. Затем зачищают наждачной бумагой (мелкой) до блеска. Обработке подлежит вся поверхность жала, а лужению – только кончик. После этого, в баночку с канифолью кладут кусок припоя, и помещают нагретый паяльник под олово. Видео урок пайки проводов с применением обычной канифоли. ВАЖНО! Температура не должна превышать 300 градусов, в противном случае жало моментально покроется окислом . Расплавленная канифоль очистит медь, а припой растечется по поверхности. Есть еще способ, используемый во время работ. На деревяшку (лучше хвойных пород) кладется кусочек канифоли и припоя. Кончиком разогретого паяльника надо энергично растереть эту смесь по дереву. Происходит одновременно механическая очистка и лужение. Провода перед пайкой надо лудить обязательно. Иначе вы потратите много времени на прогрев, изоляция расплавится, а пайка получится некачественной. Исключение делается в случае, когда необходимо сделать скрутку из многожильных проводов. Тогда лужение и пайку можно совместить. В остальных случаях, кончики соединяемых проводников должны быть пропитаны расплавленным припоем. Кончик провода разделывается, механическим способом удаляется лаковое покрытие, и немедленно производится очистка флюсом. После чего, на паяльник набирается капелька припоя, и провод покрывается оловом от края к изоляции. Можно проделать это прямо в баночке с канифолью, просто будет больше дыма. После подготовительных процедур, приступаем к соединению. Несмотря на то, что при хорошем качестве припоя можно делать пайку внахлест, лучше будет предварительно сделать скрутку. Так и прочность, и электрический контакт будут надежней.Варианты скруток на схеме: Если провод одножильный, после облуживания делается скрутка и производится пайка. Многожильный провод можно сразу после зачистки скрутить, а затем спаять. Жало паяльника должно иметь контакт с проводом, максимально возможной площади, для обеспечения прогрева. Хорошая пайка получается, если соединение греется паяльником, а припой подается в рабочую зону отдельно. Тогда не придется отрывать жало от места нагрева для забора очередной порции олова. Как только вы увидите «закипание» припоя, и он заполнит все полости – можно убирать паяльник. ВАЖНО! Нельзя перемещать провода до появления матового налета на олове, свидетельствующем о «схватывании» спайки. Качественно пропаянное соединение выглядит так: Нигде не видно голого металла, поверхность припоя гладкая, без раковин, ровного матового оттенка. ВАЖНО! По окончании пайки не забудьте изолировать провода. Источники: http://electricavdome.ru/kak-pravilno-payat-provoda-payalnikom.html, http://stroychik.ru/elektrika/pajka-provodov-payalnikom, http://obinstrumente.ru/elektroinstrument/payalnik/pajka-provodov-payalnikom.html electricremont.ruПайка медных проводов: оборудование и инструкция. Пайка медных проводов
Пайка медных проводов электрическим паяльником оловянно-свинцовым припоем и канифолью
Суть процесса
 Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.Паяльник и припой



Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Как правильно паять
Подготовка паяльника
 Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.Подготовка проводов
 Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:

Соединение меди и алюминия



Пайка медных проводов - Всё о электрике в доме
Как правильно паять провода паяльником
Как правильно паять провода паяльником
Подготовка паяльника для пайки проводов
Выбор флюса и припоя для пайки проводов
Как паять паяльником медные провода
Тоже интересные статьи
 Распределительная коробка для электропроводки
Распределительная коробка для электропроводкиПайка проводов в распределительной коробке: паяльником,своими руками, горелкой, пошаговая инструкция
Преимущество пайки перед остальными способами соединений
Пайка проводов


Выбор мощности паяльника
Тип припоя паяльника
Защита места пайки от окисления. Флюс
Технология пайки и лужения


Пайка с помощью тигля и горелки

Меры предосторожности во время пайки
Чего категорические нельзя делать!
Соединение проводов методом пайки
Что представляет собой процесс пайки проводов
Что необходимо для пайки

Процедура пайки
Специфика соединения алюминиевых проводов
Рекомендуем прочитать:
Пайка медных проводов: пошаговая инструкция
Необходимое оборудование

Как правильно производится пайка медных проводов?

Видео
Пайка медных проводов: оборудование и инструкция


 В независимости от используемых материалов и новшеств, принцип соединения методом пайки ничем не различается. При покупке различных видов припоя, или флюса, для качественного соединение следует придерживаться вышеописанных рекомендаций. В ряде случаев, опытные мастера для соединения проводов применяют остатки припоя от предыдущего спаивания. В случаях, когда контакты подвергаются большим перегрузкам, качество соединения лучше сделать более эффективным с четким следованием технологии.
В независимости от используемых материалов и новшеств, принцип соединения методом пайки ничем не различается. При покупке различных видов припоя, или флюса, для качественного соединение следует придерживаться вышеописанных рекомендаций. В ряде случаев, опытные мастера для соединения проводов применяют остатки припоя от предыдущего спаивания. В случаях, когда контакты подвергаются большим перегрузкам, качество соединения лучше сделать более эффективным с четким следованием технологии.
 Загрузка...
Загрузка...Пайка медных проводов: надежный метод соединения электропроводки
Что представляет собой процесс пайки проводов
Что необходимо для пайки
Процедура пайки
Специфика соединения алюминиевых проводов
Пайка проводов | Заметки электрика



Почему следует ограничиться в использовании пайки проводов?



Нужно ли пропаивать многопроволочные (гибкие) провода для присоединения их к аппаратам защиты?

Что нужно для пайки проводов
Как правильно паять провода паяльником
Как правильно паять провода паяльником
Подготовка паяльника для пайки проводов
Выбор флюса и припоя для пайки проводов
Как паять паяльником медные провода
Тоже интересные статьи
Пайка проводов паяльником: как сделать правильно
Что нужно для пайки паяльником

Канифоль и флюсы


Вспомогательные материалы



Процесс пайки электропаяльником

Отличия технологии при использовании флюса

Особенности пайки многожильных проводов

Можно ли паять медный провод с алюминиевым

Пайка проводов паяльником – технология, инструменты, материалы.
Итак, как выбрать паяльник для пайки проводов
Мощность паяльника
Правильное жало
Паяльный пистолет мгновенного нагрева
Правильный набор для пайки
Подготовка проводов и паяльника к работе
Как правильно паять провода










