
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
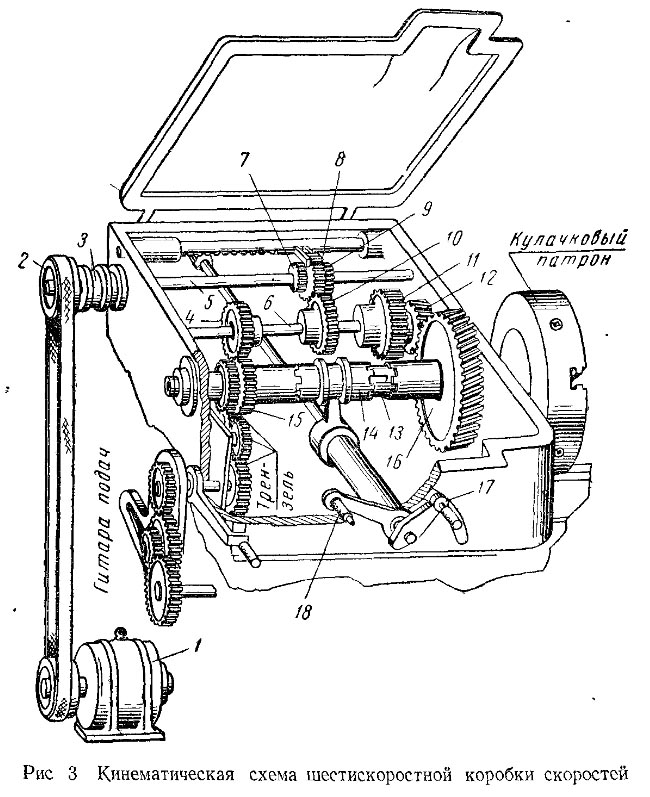
Первые токарные станки появились еще много лет назад, хотя были они очень простые и примитивные. Суппорт к тому времени всё еще не был изобретен и мастеру, при выполнении работы, приходилось постоянно удерживать резец и совершать вращение обрабатываемого элемента собственноручно или использовать для этой цели крепкую верёвку. Соответственно, данное занятие было очень трудоёмким и требовало большой физической силы и выносливости работающего человека. Ко всему прочему такая производительность была на очень невысоком уровне. История токарного станка с суппортом начинается в 1712 году, когда Нартов Андрей Константинович – механик из России первым изобрел данный механизм. Это существенно упростило работу с устройством, ибо токарю теперь не нужно было собственноручно придерживать режущие инструменты во время обработки нужного элемента. Это изобретение дало мощный толчок, за которым последовало стремительное развитие токарных станков по металлу и дереву. Хоть создание токарного устройства и суппорта приписывают англичанину Модсли, но русский механик все же опередил его на семьдесят с лишним лет. Такой агрегат, как токарный станок, независимо от модели, сложен с похожих конструктивных элементов, главным образом определяющих все возможности устройства. Наименование главных составляющих конструкции токарно-винторезного станка: Этот элемент токарного станка — один из основных деталей любого токарного устройства. Именно от него зависит точность расположения обрабатываемой детали и амплитуда ее движений. Кроме передней бабки на всех станках присутствует и задняя – на нее прикрепляется режущий инструмент. Обе бабки закрепляются на станине, которая является основой для любого станка, и имеют различие только своим местоположением. Существуют еще и шлифовальные станки, на которых дополнительно закреплена третья специальная бабка для шлифовки, отвечающая за перемещение шлифовальной платформы данного устройства. Существуют такие главные элементы токарного устройства, которые регулируют скорость оборачивания обрабатываемого элемента: Главным элементом передней бабки токарного станка является шпиндель, основная задача которого состоит в том, чтобы регулировать движение оборачивания на обрабатываемый элемент. По правую сторону, обращенную к задней бабке, прикреплена резьба. К ней присоединяются патроны, которые удерживают деталь, что обрабатывается. Шпиндель установлен на двух подшипниках, от которых в полной мере зависит точность выполненной работы. Также во внутренней конструкции передней бабки закрепляется гитара шестерен. Они передают вращение с выходного вала коробки скоростей на вал коробки подач. Корпус передней бабки является основной платформой для всех составляющих элементов. Его форма напрямую зависит от модели токарного устройства и бывает очень разнообразной. Нижняя поверхность корпуса гладкая, в шпунт, который находится посередине, закрепляются все направляющие. На внешней стороне передней бабки токарного устройства установлена коробка скоростей, которая работает при помощи зубчатых передач. Данный элемент токарного станка предназначен для того, чтобы поддерживать концы длинных деталей, когда обрабатываются их центральные части. Также очень часто задняя бабка используется установления в ней сверл и прочих инструментов. Наименование данного элемента происходит с немецкого языка и переводится как «веретено». Эта деталь являет собой вал, который оснащен механизмом для крепления заготовки, которая обрабатывается. Обычно вал делается с отверстием, в котором обрабатываются пруты. Шейка шпинделя конусную или цилиндрическую форму. Основные нормы в работе шпинделя: Одним из главных условий для того чтобы изготовляемая деталь была как можно точнее и аккуратнее обработана, является правильное кручение шпинделя. Он должен равномерно и легко вращаться. Передняя бабка для токарного станка без проблем изготовляется самостоятельно. Для этой цели понадобится: Переднюю бабку намного проще изготовить своими руками, если основой данного устройства составляет обычная ненужная дрель. После этого будет необходимо только смастерить подставку, которая впоследствии и будет закрепительной платформой для дрели, имеющая строгую горизонтальную ось. Середину передней и середину задней бабки нужно обязательно надежно закреплять, это крайне необходимо. Для задней бабки необходимо заранее установить рамки возможностей оборачивания по оси и жесткое закрепление на месте. Мощность электрического мотора следует подбирать самостоятельно, опираясь на предназначение токарного устройства. Хотя мощность двигателя не нужно брать на менее, чем на 250 Вт. В противном случае не удастся выточить ни одной необходимой детали. Настроить токарный станок – это, прежде всего, подготовить кинематическую схему для работы, которая определяется технологической картой устройства. Первым делом все элементы управления приводят в статическое положение. Дальше идет настройка кинематической цепи основного движения. Тут же устанавливается требуемая скорость оборачивания шпиндельного узла. Эта величина является определителем скорости резания необходимого элемента. Видео: передняя бабка токарного станка по дереву. Практически любой мастер по обработке дерева желает иметь собственный токарный станок. Если средств не хватает, его можно смастерить из доступных материалов. Токарный станок по дереву самостоятельно изготовить не представляется сложным, если имеются начальные знания о том, что представляет собой данное устройство и его составляющие части. С помощью небольшого токарного станка можно изготавливать любые детали и элементы в виде тел вращения. Элементы токарного станка: Для изготовления данного устройства потребуется: Основные особенности изготовления устройства: Можно сделать вывод, что с изготовлением токарного станка для обработки дерева справится даже начинающий мастер. Самое главное в этом деле – быть предельно аккуратным и строго соблюдать правила безопасности. metmastanki.ru По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель. Основные части токарного станка по металлу Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим. Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения. Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой. Рычаг выбора скоростей станка BF20 Yario Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки. Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным. Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус. Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом. Вращающийся центр КМ-2 настольного токарного станка Turner-250 Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом. Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления. Чертеж шпинделя токарно-винторезного станка 16К20 Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка. Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении. Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода. Суппорт с кареткой станка Optimum D140x250 Движение данного узла обеспечивается его строением, характерным для всех токарных станков. Резцедержатель быстросменный MULTIFIX картриджного типа Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ. Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения. Электрическая схема токарного станка 1К62 (нажмите для увеличения) На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом. На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко. Двухскоростной двигатель со шкивом под плоский ремень передачи Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала. Оценка статьи: Поделиться с друзьями: met-all.org Передняя бабка служит для закрепления обрабатываемой детали и передачи ей главного движения - вращения. Наиболее ответственной деталью передней бабки является шпиндель, представляющий собой стальной пустотелый вал. На переднем конце шпенделя нарезана точная резьба на которую можно навернуть кулачковый или поводковый патрон либо планшайбу. В этом же конце шпинделя имееться коническое отверстие, в которое можно вставлять передний центр. Шпиндель вращаеться в подшибниках передней бабки. В передней бабке расположена также валы, забчатые колеса и муфты, при помощи которых вращательное движение вала электродвигателя преобразуется в необходимое по скорости и направлению вращение шпинделя. Такое устройство называется коробкой скоростей. Имеються токарные станки с коробкой скоростей, расположенной как в корпусе передней бабки, так и вне его. На рис. 3 показаны шестискоростная коробка скоростей простейшего токарно-винторезного станка. От электродвигателя 1 через плоскоременную передачу вращение передается на приводной шкив 2, который свободно сидит на валу 5 коробки скоростей. Внутри шкива находится муфта включения 3. Если посредством пусковой рукоятки (на рис.3 не показаны) включить муфту 3, то шкив 2 соединится с валом 5 коробки скоростей и приведет его во вращение. На валу 5 сидит блок зубчатых колес(блоком зубчатых колес называют несколько колес, соединеных вместе на общей втулке или изготовленых как одно целое) 7, 8 и 9, который можно перемещать по шпонке вдоль вала 5 рукояткой 17. В правом положении блока колесо 9 сопрягается с колесом 11, в среднем положении - колесо 8 с колесом 10 и в левом положении - колесо 7 с колесом 4. Колеса 4, 10 и 11 сидят жестко на валу 6. Передаточные отношения зубчатых колес во всех трех случаях различны. Поэтому, несмотря на то что вал 5 имеет постоянное число оборотов, валу 6 можно сообщить три различных числа оборотов в записимости от того, какая пара забчатых колес находиться в сопряжении. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, свободно сидящими на шпинделе 13. Чтобы шпиндель получил вращение, нужно, чтобы находящаяся на нем двусторонняя зубчатая муфта 14 была сопряжена с одним из зубчатых колес 15 или 16, для чего торцы их снабжены зубьями (кулачками). Муфта 14 перемещается рукояткой 18 по шпонке шпинделя 13, всегда соединена со шпинделем. Следовательно, соединение муфты с любым из двух колес 15 или 16 обеспечивает соединение этого колеса со шпинделем. Допустим, что муфта 14 включена вправо. Это значит, что вращение шпинделю передается через зубчатые колеса 12 и 16. При этом в соответствии с тремя положениями рукоятки 17 шпиндель получает три различных числа оборотов. Если муфта 14 включена влево, то передача происходит через колеса 4 и 15. В соответствии с теми же тремя положениями рукоятки 17 шпиндель будет иметь три других числа оборотов. Таким образом, шпиндель получает всего шесть различных чисел оборотов путем переключения рукояток 17 и 18, расположенных на наружной стенке передней бабки. В какое положение необходимо поставить рукоятки 17 и 18 для получения требуемого числа оборотов шпинделя, указано на металлической табличке, прикрепленной к стенке передней бабки. machinetools.aggress.ru Токарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение. Общий вид токарного станка по металлу Основными узлами являются: Основные узлы токарного станка по металлу Видео-урок об устройстве токарных станков по металлу Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора. Станина Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты. Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов: Детали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся: Передняя бабка отдельно от станка Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла. Коробка скоростей вид сверху В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес. Маловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов: Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8. Шпиндель В передней части отверстие имеет конусную форму. Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки. Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника. За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения. Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка. Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей. Механизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач. В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов. Верхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы. Суппорт При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка. Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по вертикальным направляющим. Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка. Поперечные салазки Фартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта. Задняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель. Задняя бабка в разрезе Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами. Задняя бабка Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные. Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter. stankiexpert.ru Здравствуйте. Этой статьёй я начну тему о своём самодельном токарном станке по дереву. И расскажу о передней бабке. Передняя бабка является основным узлом токарного станка. От неё и силового агрегата (зачастую они конструктивно объединены), зависят большинство параметров станка. Это и мощность, и обороты шпинделя, и диаметр обрабатываемых заготовок. Шпиндель передней бабки должен выдерживать как радиальные, так и осевые нагрузки, возникающие при поджиме заготовки задней бабкой. От высоты центра над станиной и минимальных оборотов, зависит заготовку какого диаметра мы сможем обработать. В подшипниковом узле были оставлены подшипники и удалён сальник, а на его место установлен упорный подшипник. Также был выточен шкив (диаметр 70 мм) под поликлиновой (ручейковый) ремень (ремень взят со шлифовальной машинки ТЕМП-1000) и вал с посадочными местами под наши подшипники. Удачи Вам в ваших самоделках! shenrok.blogspot.com
Передняя бабка токарного станка представляет собой чугунный корпус, закрепленный на левой стороне станины. Назначение передней бабки — осуществление главного движения станка: передача вращающего момента от приводного электродвигателя к обрабатываемой заготовке.
На универсальном станке с помощью конструктивных элементов передней бабки осуществляется привод подачи суппорта с режущим инструментом.
На станке с ЧПУ функцию перемещения выполняют привода подач и высокоточные ШВП
В передней бабке размещены коробка переключения скоростей и шпиндель, с закрепленным на торце патроном для зажима заготовки.
Коробка скоростей — это набор зубчатых шестерен с двумя кинематическими цепями для ускоренной и замедленной передачи вращения шпинделю.
Переключение скоростей производится рукоятками, выведенными на лицевую панель передней бабки. При этом различное сочетание вошедших в зацепление шестерен определяет число оборотов шпинделя в единицу времени. Соотношение скоростей вращения подчиняется геометрической прогрессии, то есть каждая последующая скорость равна предыдущей, умноженной на одно и то же число.
Коробки скоростей бывают раздельные и совмещенные с передней бабкой. Основная часть раздельной коробки размещена в левой тумбе, устройство перебора скоростей находится в передней бабке. Это необходимо для ограждения шпинделя от воздействия вибраций и нагревания от коробки скоростей.
Большинство же токарных станков имеют совмещенную коробку скоростей, находящуюся в одном месте — передней бабке. Этим достигается компактность конструкции привода шпинделя и сосредоточение управления на одной лицевой панели.
Число оборотов шпинделя настраивается зацеплением зубчатых элементов коробки в различных сочетаниях. Для этих целей современные станки оборудованы однорукояточным механизмом, который одним движением перемещает несколько подвижных элементов коробки.
Преселективный или предварительный механизм переключения скоростей шпинделя является более производительным. На внешнюю панель вынесен поворотный диск с указателем числа оборотов. Токарь совмещает указатель диска с числом оборотов на панели, а затем рукояткой включения переводит станок на вращение с заданной скоростью.
Кроме зубчатых передач в современных станках для привода шпинделя может применяться бесступенчатый метод. Использование приводного электродвигателя с регулируемой скоростью вращения позволяет напрямую подавать крутящий момент на шпиндель. При этом шпиндель может вращаться с любой скоростью в диапазоне, ограниченном характеристиками станка, конструкция передней бабки становится более компактной.* (мин шаг приращения скорости - 1 об/мин)
Шпиндель — это вращающийся вал, на переднем конце которого закреплен патрон для зажима заготовок. Вращается шпиндель в высокоточных подшипниках качения. Для устранения зазоров передняя опора снабжена регулируемым подшипником с коническим внутренним кольцом.
Настройка подшипника осуществляется специальной гайкой. При затягивании гайки внутреннее кольцо смещается по шпинделю, устраняя зазоры, образовавшиеся в процессе эксплуатации. Задняя опора шпинделя вращается в двух упорных подшипниках, имеющих аналогичную регулировку.
Шпиндельный узел является основным элементом токарного станка. От его состояния зависит качество обработки деталей и производительность. Рассмотрим требования, предъявляемые к шпинделю:
Конструкции шпиндельных узлов различаются по многим параметрам: по выполнению конкретных работ и точности их выполнения, габаритам и, как следствие, передаваемой мощности, способу передачи крутящего момента и скорости вращения.
В современных скоростных станках вращение шпинделя уже невозможно в традиционных подшипниках. Здесь применяются воздушные, магнитные опоры вращающегося шпинделя. При этом отклонение от, например, округлости может не превышать 0,2 мкм. Тогда как шпиндель на подшипниках дает отклонение до 1 мкм.
Существуют прецизионные шпиндели с погрешностью обработки всего 0,025 мкм. Такой шпиндель приводится во вращение инерционным приводом. Шпиндель с маховиком разгоняется до заданной скорости, далее происходит отключение от привода и дальнейшее вращение по инерции.
Под настройкой токарного станка понимают подготовку его кинематической схемы к выполнению задач, определенных технологической картой.
Перед началом настройки все органы управления устанавливаются в нейтральное положение.
Первыми настраиваются кинематические цепи главного движения: производится установка органов управления в положение, соответствующее требуемой скорости вращения шпинделя. Эта величина будет определять скорость резания.
Устанавливаемая частота вращения шпинделя определяется рациональностью определенных режимов обработки конкретных изделий. Кроме скорости вращения шпинделя важную роль при обработке имеют величины и скорости подач режущего инструмента.
Купить станок, посмотреть его в работе, ознакомиться со складом станков - Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
stankomach.com Cтраница 1 Передняя бабка станка предназначена для сообщения вращательного движения затачиваемой круглой протяжке от фланцевого электродвигателя. Имеется четыре числа оборотов шпинделя: 105; 180; 2 90; 500 об / мин, которые можно получить путем перемещения двух скользящих блоков шестерен 5 - 6 и 7 - 8 в коробке передней бабки в соответствующие позиции. Это обеспечивает зацепление с колесами 3 или 4, 9 или 10 соответственно. [1] В передней бабке станка расположен полый шпиндель, приводимый в движение электродвигателем. [3] Корпус / передней бабки станка представляет собой коробчатую отливку, в расточках которой установлены восемь пинолей 4, на которых свободно установлены зубчатые колеса 7 и жестко-делительные диски 9 со скошенными торцовыми делительными пазами. Кроме того, в корпусе смонтированы механизмы: предварительного деления, отсоединения пинолей от механизма предварительного деления и поджима и фиксации пинолей. [4] В подшипниках передней бабки станка вращается шпиндель, радиальное и осевое биение которого не превышает 0 002 мм. Ходовой винт станка выполнен весьма точно; осевое биение его составляет 0 002 мм. Этот винт расположен внутри станины, что предохраняет его от повреждений, попадания грязи и стружки. [5] Прибор устанавливается па передней бабке станка, где зажимается обрабатываемая деталь, или на кронштейне 4 станка. На кронштейне 4 имеется специальное устройство 5, позволяющее отводить измерительную часть прибора на 270 для удобства снятия готовой детали и установки новой заготовки. Наконечники /, укрепленные на рычагах 6, находятся в контакте с обрабатываемой поверхностью в диаметрально противоположных точках. [6] Для шлифования конических отверстий передняя бабка станка поворачивается на угол а, равный половине угла конуса отверстия в детали ( фиг. [7] Закрепляют бортштангу в шпинделе передней бабки станка. [8] Закрепляют борштангу в шпинделе передней бабки станка. Ось борштанги в месте крепления резца должна быть выше нормального положения оси шпинделя на 0 05 мм, для чего измерительный стержень индикатора, закрепленный на суппорте станка, подводят к верхней образующей борштанги ( у места крепления резца) и фиксируют это положение; ослабляют передние болты крепления передней бабки ( ось шпинделя уже выверена параллельно направляющим станины), с помощью рычага несколько приподнимают переднюю часть, под передние концы направляющих подкладывают фольгу толщиной 0 02 - 0 05 мм и закрепляют бабку на станине; подводят индикатор к верхней образующей борштаяги и замечают новое ее положение, при котором ось борштанги должна быть расположена выше оси шпинделя на 0 05 мм. [9] Закрепляют борштангу в шпинделе передней бабки станка. Ось борштанги в месте крепления резца должна быть выше нормального положения оси шпинделя на 0 05 мм, для чего измерительный стержень индикатора, закрепленный на суппорте станка, подводят к верхней образующей борштанги ( у места крепления резца) и фиксируют это положение; ослабляют передние болты крепления передней бабки ( ось шпинделя уже выверена параллельно направляющим станины), с помощью рычага несколько приподнимают переднюю часть, под передние концы направляющих подкладывают фольгу толщиной 0 02 - 0 05 мм и закрепляют бабку на станине; подводят индикатор к верхней образующей борштанги и замечают новое ее положение, при котором ось борштанги должна быть расположена выше оси шпинделя на 0 05 мм. [11] Патрон устанавливается на планшайбе передней бабки станка на специальные пальцы 2 с зазором, поэтому од может плавать ( перемещаться) в двух взаимно-перпендикулярных направлениях. Ротор подается для шлифования на линию центрО В станка специальным питателем и устанавливается на центрах передней и задней бабок станка. Центр задней бабки поджат более сильной пружиной, чем центр 3 шпинделя передней бабки, поэтому установленный на центрах вал ротора под нажимом со стороны заднего центра будет перемещаться в сторону переднего центра. При этом концевая шейка вала входит в зев кулачков /, упирается торцом в выступы кулачков и перемещает их по конусной поверхности корпуса патрона влево. Вследствие этого кулачки сходятся в радиальном направлении и зажимают шейку вала ротора. Далее подается соответствующий сигнал на шлифование шеек вала. После окончания операции шпиндель задней бабки с центром отводится при помощи гидравлического устройства, а центр передней бабки, перемещаясь вправо под действием пружины, выталкивает вал и зажимающие его кулачки вперед. Конструкция патрона сравнительно проста, однако, в ней имеется недостаток, заключающийся в том, что нормальная работа патрона зависит от большого числа пружин; для надежной работы необходимо все пружины периодически заменять и патрон часто регулировать. [12] Линейку можно закрепить на передней бабке станка, соединяя ее с механизмами перестановки шестерен в коробке скоростей. [13] Какие механизмы расположены в передней бабке станка. [14] Страницы: 1 2 3 4 5 www.ngpedia.ruКак сделать переднюю бабку для токарного станка самостоятельно? Передняя бабка
Передняя бабка для токарного станка своими руками
История возникновения устройства
Главные составляющие части токарного станка
Основные составные и механизм действия передней бабки

Задняя бабка
Шпиндель
Передняя бабка токарного станка своими руками
Настройка токарного станка перед началом работы
Небольшой токарный станок по дереву своими руками – особенности изготовления
Устройство токарного станка по металлу – схема и основные узлы

Как устроены станина и передняя бабка станка


Назначение задней бабки токарного оборудования


Шпиндель как элемент токарного станка

Строение суппорта


Электрическая часть токарного станка


 Загрузка...
Загрузка... Передняя бабка
основные узлы и назначение, фото, видео


Станина

Передняя бабка


 Гитара сменных шестерен токарного станка Optimum
Гитара сменных шестерен токарного станка Optimum  Гитара советского токарного станка по металлу
Гитара советского токарного станка по металлу  Техническое обслуживание
Техническое обслуживание Шпиндель

Механизм подачи
Суппорт


Фартук
Задняя бабка


Мастеровым от мастерового.: Передняя бабка.
Передняя бабка токарного станка.
Коробка скоростей
Шпиндель
Требования к шпиндельному узлу
Конструкции шпиндельных узлов
Настройка станка
Условия приобретения и заказ
Если остались вопросы, заполните форму ниже:
Передняя бабка - станок - Большая Энциклопедия Нефти и Газа, статья, страница 1
Передняя бабка - станок






