Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
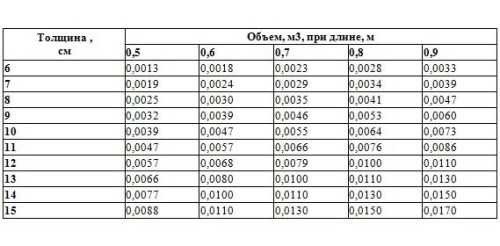
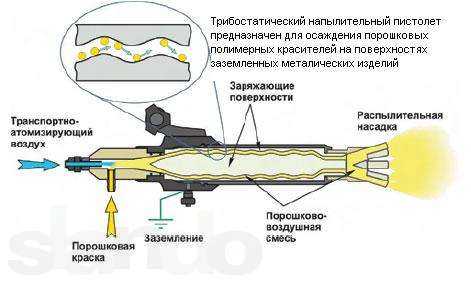
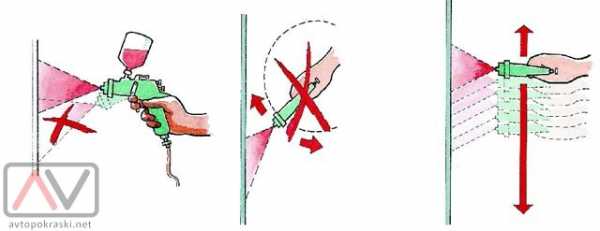
Здравствуйте читатели блога kuzov.info! В этой статье рассмотрим основы настройки краскопульта для покраски автомобиля. Смысл похож на открывание замка сейфа с определённой комбинацией: вращение отдельных дисков кодового замка не даст ничего, только при полном совпадении всей комбинации дверца открывается. Большинство покрасочных пистолетов имеют 3 базовых регулировки, которыми можно настроить краскопульт на оптимальное распыление какого-либо материала. Это подача краски, подача воздуха и регулировка формы факела. Цель настроек — добиться «облака» при распылении. Это будет говорить о хорошем расщеплении краски воздухом. Вообще, нужно вывести свою технику настройки краскопульта. Смысл такой, что нужно начать с основных рекомендаций, а со временем экспериментировать и настраивать краскопульт так, как Вам удобнее. Регулятор подачи воздуха Когда этот регулятор полностью закручен по часовой стрелке, то подача воздуха закрыта. Можно экспериментальным путём отрегулировать подачу воздуха. Слишком большая подача воздуха может дать излишний переопыл. Также, будет получаться сухое ЛКП. Слишком маленькая подача воздуха может быть причиной плохого расщепления воздухом краски на мелкие капли. Будут заметны крупные капли на поверхности при распылении. Не будет образовываться правильного «облака» распыления. Многие маляры используют регулятор давления, который устанавливается на входе воздушного шланга в покрасочный пистолет. Это самый корректный способ поставить рекомендованное для распыления давление воздуха. Если использовать регулятор, который стоит на компрессоре, то нужно помнить, что на каждый метр воздушного шланга происходит падение давления. То есть выставленное на компрессоре давление будет отличаться от давления, которое будет на краскопульте. Регулятор подачи краски Поворачивая регулятор подачи краски по часовой стрелке, сокращается подача краски. Настройку этого параметра лучше производить, выкрутив на максимум подачу краски и факела. Теперь, чтобы выставить нужное давление, нужно нажать на курок наполовину, так, чтобы пошёл воздух. Теперь на регуляторе давления, который идёт на входе в пистолет, выставляете нужное давление. Теперь можно нажать курок сильнее, чтобы начала распыляться краска. Нужно сделать пробное распыление на какую-нибудь поверхность для тестирования (к примеру, маскировочную бумагу) и посмотреть, как выглядит распылённая краска. После изменения факела, нужно снова проверить давление воздуха, так как оно поменяется при сокращении ширины факела. Теперь нужно настроить подачу краски. Если подача слабая, то потребуется много времени для нанесения краски на поверхность. Если подача слишком большая, то может возникнуть проблема с недостаточным объёмом воздуха для распыления большого объёма поступающей краски. При увеличении подачи краски, нужно увеличивать подачу воздуха и скорость движения краскопульта во время покраски. Обе эти регулировки влияют на скорость покраски поверхности. Некоторые маляры выкручивают подачу краски полностью, при этом ускоряя движение краскопульта при покраске и немного увеличивая расстояние до поверхности. Преимущество такой настройки в том, что у Вас гарантированно будет хорошо укрывать и растекаться краска и лак при любой температуре. Недостатком является то, что при недостаточном навыке можно наделать подтёков. Регулятор формы факела Этот регулятор изменяет форму факела при распылении. Некоторые маляры выкручивают регулятор факела полностью, но есть некоторые тонкости при такой настройке. Наблюдается эффект сухости краски на краях факела. Также, недостатком может быть небольшой перерасход материала. Поэтому нужно выкрутить регулятор полностью, а потом немного закрутить обратно. Слишком маленький факел, распылит слишком много краски в концентрированном месте. Это повлечёт за собой подтёки и полосы при окраске. Уменьшение факела должно сопровождаться уменьшением подачи распыляемого материала. Широкий овальный факел позволяет окрашивать площадь быстрее и равномернее. Если ширина факела маленькая, то нужно сделать больше проходов, чтобы покрасить поверхность, а также в таком факеле концентрируется больше краски и возникает опасность подтёков. Можно вращать головку распылителя и тем самым менять угол факела. Чаще всего используется факел в вертикальном положении, но также может быть применено горизонтальное положение факела. Это может понадобиться при окрашивании вертикальных узких деталей. Настройка зависит от того, какая работа предстоит. Если Вы хотите загрунтовать небольшую площадь, то Вам нужен будет небольшой факел, чтобы опыл от грунта не разбрызгивался повсюду. При покраске всей детали целиком, факел должен быть широким, чтобы нормально нанести краску и не наделать полос. Приклейте отрезок маскировочной бумаги на стену. На нём Вы сможете сделать пробные распыления. Выставьте необходимое давление на краскопульте, используя регулятор. Нужно выставлять давление при нажатом курке. Сначала полностью закройте подачу воздуха, нажмите курок до состояния, когда выдувается воздух, но не краска. Далее выставьте нужное давление так, чтобы оно не менялось при выдуваемом воздухе. Далее можно отпустить курок и ваш пистолет будет настроен на необходимое давление и объём воздуха. Теперь выкрутите на максимум регулятор ширины факела, а потом немного убавьте. После изменения факела, немного изменяется давление на входе в пистолет, поэтому нужно его подкорректировать. Теперь закрутите полностью регулятор подачи краски. Далее откройте его на 2 полных оборота (4 полуоборота). Можно начинать пробное распыление Держите пистолет перед бумагой для пробного распыления ровно, на расстоянии 15–20 см. Теперь полностью нажните на курок и сразу отпустите. Тестовое распыление должно выглядеть в форме «сигары» с полным прокрасом внутри и с плавными краями по бокам (см. иллюстрацию). Какие могут быть проблемы при тестовом распылении и в чём их причина? Центр должен быть полностью окрашен без подтёков. Если возникают подтёки, то, возможно, краскопульт слишком близко от поверхности, либо долго распыляется краска во время теста. Если расстояние и время тестового распыления в норме, то краскопульт отрегулирован на слишком большую подачу краски. Нужно немного убавить подачу. Нужно, чтобы покрасочный пистолет распылял как можно более мелкие капли, при этом сохранял хорошую укрывистость. Слишком большое давление воздуха при покраске будет причиной формирования слишком маленьких капель, и краска будет разлетаться повсюду. При избыточном давлении происходит перерасход распыляемого материала. Та краска, которая долетает до поверхности, формирует сухое покрытие, которое выглядит матовым и блеклым. Высокое давление при распылении может быть причиной формирования факела в виде цифры 8. Такой факел оставляет полосы при окрашивании. При слишком маленьком давлении капли получаются большими, что становится причиной крупной шагрени при покраске (эффект «апельсиновой корки»). Есть другие факторы, которые влияют на характеристики распыления, которые не связаны с регулировками краскопульта. Разбавление краски Когда краска разбавлена, то её легче распылять, но разбавление влияет на скорость сушки. Слишком много разбавителя может вызвать проблемы в конечном результате. Обычно, не должно быть разбавителя в краски более 10%. Расстояние от поверхности Обычно рекомендуется расстояние от поверхности порядка 30 см. Это расстояние можно варьировать, в зависимости от вязкости краски. Если краска разведена жидко, то можно немного увеличить дистанцию от поверхности. Скорость движения краскопульта То, как быстро движется покрасочный пистолет, влияет на количество жидкости, которое наносится на поверхность в момент времени. При медленном движении будет формироваться более толстый слой. Быстрое движение краскопульта будет давать более тонкий слой. При слишком быстром движении плёнка ЛКП может не сформироваться, так как краски на поверхности будет мало и её капли не будут сливаться друг с другом. Но, опять же, всё зависит от настроек краскопульта и вязкости краски. Если краска разведена жидко и подача краски выкручена на максимум, то быстрая скорость движения краскопульта во время покраски – это необходимость. kuzov.info Покрасочный пистолет или как его чаще всего называют краскопульт является высокоточным инструментом для нанесения лакокрасочного покрытия на кузов автомобиля. Теоретически, да и практически, нанести краску на поверхность можно любым пистолетом, а вот от качества уже самого краскопульта будет зависеть конечный результат. Как правило качество краскопульта да и всего покрасочного оборудования имеет большее значение для профессионалов, выполняющих огромный объем работ, а вот для простых автолюбителей и новичков в молярном деле, качество оборудования играет не столь существенную роль, до того момента пока они не набьют руку и не начнут выполнять большие объемы работ. Все покрасочные пистолеты можно разделить на несколько основных видов, основное отличие которых заключается в способе подачи краски в сопло. Практически во всех видах покрасочных пистолетов, применяются два вида колпачков. Колпачок с внутренним смешиванием и наружным. На этом краткий обзор видов покрасочных пистолетов, используемых при покраске автомобиля своими руками завершен. remladavaz.ru Покрасочные пистолеты (краскопульт)Особенности пневматического нанесения Пневматический метод нанесения лакокрасочных материалов получил наибольшее распространение в авторемонтной отрасли. Данный метод относительно прост, он существенно повышает технологичность процесса окраски, ускоряет его. В свою очередь, стремление снизить непродуктивный расход материала, улучшить декоративные качества получаемого лакокрасочного покрытия приводит к появлению новых, более совершенных технологий распыления, нового, более совершенного, экологичного и экономичного оборудования. При пневматическом нанесении лакокрасочный материал расщепляется потоком сжатого воздуха, проходящего через окрасочный пистолет под большим давлением. Как раз величина этого давления и определяет тип окрасочного оборудования. Сегодня различают несколько таких типов. Основными из них являются: конвенциональное распыление при высоком давлении сжатого воздуха, распыление при низком давлении сжатого воздуха (система HVLP – High Volume Low Preassure - высокий объем, низкое давление) и распыление при среднем давлении сжатого воздуха (так называемая оптимизированная система LVLP- Low Volume Low Pressure- низкий объём, низкое давление). Общим для них является то, что сжатый воздух под большим давлением подается в окрасочный пистолет и, проходя через воздушную головку, до мельчайших частичек расщепляет лакокрасочный материал, образуя аэрозоль, который формирует окрасочный факел, вытекающий из сопла. Частички в составе факела долетают до окрашиваемой поверхности и осаждаются на нее, тем самым, создавая лакокрасочное покрытие. При этом следует учитывать, что в большинстве своем частички не долетают до окрашиваемой поверхности, образуя окрасочный туман, оседающий вне окрашиваемой поверхности, что приводит к значительному увеличению непродуктивного расходования материала. Поэтому основным направлением совершенствования пневматического окрасочного оборудования было повышение коэффициента переноса окрасочных материалов. От него зависит не только экономичность подобного метода окраски, но и, что становится немаловажным с учетом того, что работы ведутся синтетическими сольвентными красками, экологичность этого процесса. А началось все с изобретения Алленом де Вилбиссом во второй половине XIX в. самого принципа пневматического распыления. Знакомый с основными постулатами гидро- и аэродинамики, он впервые применил этот принцип для более эффективного лечения пациентов жидкими лекарственными формами. Его сын, Томас де Вилбисс, нашел новое применение изобретению отца, при этом в значительной степени усовершенствовав пульверизатор, использовавшийся исключительно для медицинских целей. Так в 1907 г. появился первый ручной краскопульт, который как нельзя лучше подходил для начавшей успешно развиваться новой отрасли промышленности - автомобилестроения. С его помощью значительно повысилась производительность процесса окраски, его эффективность. Качество получаемого лакокрасочного покрытия как с декоративной, так и с прикладной точки зрения (износостойкость, прочность и т. д.) не то чтобы не пострадало, а стало, по оценкам современников, куда лучше. Рассмотрим подробнее три основные системы пневматического нанесения. Типология окрасочных пистолетовОкрасочные пистолеты конвенциональной системы. Довольно-таки долгое время на протяжении почти всего XX века пневматические окрасочные пистолеты для нужд авторемонтной отрасли были представлены пистолетами одного типа - конвенциональными пистолетами высокого давления. Они работали при примерном входном давлении в 3-4 атм. Иногда можно услышать, что систему высокого давления называют еще прямой системой. Это обусловлено тем, что давление на входе в окрасочный пистолет примерно равнялось рабочему давлению на выходе, в каналах воздушной головки. Поэтому по подключенному на рукоятке манометру мы могли точно определить рабочее давление. Эти окрасочные пистолеты характеризовались достаточно маленьким потреблением сжатого воздуха, хорошим качеством распыления лакокрасочного материала и однородностью окрасочного факела. Тем самым обеспечивался хороший распыл, о котором до сих пор с умилением вспоминают маляры старшего поколения. Как мы знаем, любой компрессор, помимо основной общеизвестной и для многих определяющей характеристики - выходного давления, имеет еще одну, и очень важную, которую обязательно надо учитывать при выборе оборудования. Это его производительность, т. е. способность прокачивать через себя определенное количество сжатого воздуха. Так вот, пистолеты высокого давления конвенционального типа предъявляли очень скромные требования к компрессору, что устраивало как самих маляров, так и хозяев автосервисных предприятий, поскольку для их продуктивной и стабильной работы требовалось мало сжатого воздуха, а, следовательно, и не особо мощные компрессоры. Им достаточно было подавать примерно 300 л. в минуту. Но, кроме такого обильного количества плюсов, пистолеты высокого давления конвенционального типа имели один существенный минус. Их главным недостатком был очень невысокий коэффициент переноса, в среднем 30-35 % (хотя, в зависимости от амбиций производителей подобного оборудования, заявляемые характеристики иной раз доходили и до 45 %, но в любом случае это очень маленький коэффициент). Этот недостаток обусловлен именно самим принципом пневматического распыления. Определенное количество капелек расщепленного лакокрасочного материала не долетает до окрашиваемой поверхности. Чтобы снизить этот показатель, как раз и был реализован принцип высокого давления. Но он, в свою очередь, породил и противоположный эффект: капельки лакокрасочного материала, под большим давлением вылетающие из сопла конвенционального пистолета и с высокой скоростью ударяющиеся об окрашиваемую поверхность, в массе своей отражались от нее, увеличивая непродуктивный опыл. Да и воздушная головка имела не совсем совершенное строение, влияющее на продуктивность и эффективность работы. Два этих фактора в совокупности в основном и приводили к значительным потерям лакокрасочного материала при окраске. Окрасочные пистолеты системы HVLP С подобной ситуацией не могли смириться природозащитные организации. Не попадающий на окрашиваемую поверхность перепыл, по их мнению, способствовал загрязнению атмосферы. Поэтому введение в начале 80-х гг. прошлого столетия новых, более жестких законов, касающихся охраны окружающей среды, вынудило производителей окрасочного оборудования разработать более совершенный с экологической точки зрения окрасочный пистолет. Им стал прибор, распыляющий лакокрасочный материал при низком давлении сжатого воздуха, так называемой системы HVLP. Характеризует данную систему (это и легло в ее название) низкое рабочее давление, примерно равное 2 атм. на входе и максимум 0,7 атм. на выходе. Причем внутреннее устройство оборудования таково, что если мы при помощи манометра, расположенного на ручке окрасочного пистолета, отрегулируем входное давление, выставив 2 атм., то гарантированно получим на выходе искомые 0,7 атм. Надо сразу оговориться, что это осуществляется только при полной исправности окрасочного пистолета. Другой характерной особенностью окрасочных пистолетов системы HVLP является высокий коэффициент переноса материала, существенно минимизирующий непродуктивный перепыл и равняющийся, по некоторым данным ведущих производителей в этой области, 60-70 %. Это достигается как раз за счет того, что работает оборудование данного типа на достаточно низком давлении сжатого воздуха. Следовательно, расщепленные частички лакокрасочного материала имеют на выходе из сопла очень невысокую скорость. Это приводит к образованию ровного факела, равномерно покрывающего окрашиваемую поверхность. Тонкую настройку ширины факела обеспечивает специальный регулятор на корпусе окрасочного пистолета. Уменьшить давление на выходе удалось за счет изменения конструкции воздушной головки. Выходные отверстия стали раза в три больше, чем у конвенциональных пистолетов высокого давления, да и сами воздушные каналы внутри пистолета увеличились. Но увеличение коэффициента переноса увеличило и риск образования подтеков. Поэтому при работе с оборудованием данного типа надо четко следовать инструкции производителя. Другим недостатком системы HVLP стали возросшие требования к производительности компрессора, установленного на малярном участке. Она должна быть существенно выше, чем у компрессора, работающего с оборудованием конвенционального типа. Это и понятно: маломощный компрессор не будет успевать за пистолетом и прогонять то количество воздуха, которое необходимо для его корректной работы. Отсюда же и необходимость постоянного контроля за состоянием воздушной магистрали. Еще одно неудобство, которое доставляет маляру работа окрасочным пистолетом системы HVLP и о котором говорят многие специалисты (об объективности подобных заключений судить довольно сложно, но они имеют место быть), заключается в том, что незначительные ошибки в действиях маляра могут привести к некоторому ухудшению декоративных свойств получаемого лакокрасочного покрытия. Причем это ухудшение не всегда связано с несоблюдением жестких технологических требований, а в большей степени вытекает из самой технологии работы на низком давлении сжатого воздуха. Следствием является больший, чем в случае распыления на высоком давлении, размер расщепленных частичек лакокрасочного материала. Из-за этого, например, возникает неконтролируемая шагрень. Но как бы там ни было, плюсов у окрасочных пистолетов системы HVLP все равно намного больше, и они значительно существеннее, чем минусы. Главные плюсы- существенное снижение перепыла и малое туманообрзование, приводящие к экономии до 30 % лакокрасочного материала. Если, например, на окраску крыла ВАЗ-2109 при использовании конвенционального пистолета высокого давления в среднем уходило 200-250 г лакокрасочного материала, то применение окрасочного пистолета системы HVLP снизило это количество до 100-150 г. (Конечно, многое зависит от качества материла, техники, мастерства маляра и укрывистости автомобильной эмалевой краски.) Конечно, работая с таким оборудованием, надо скрупулезно следовать всем инструкциям производителя данного конкретного окрасочного пистолета. Следует помнить, что манометр, расположенный на рукоятке окрасочного пистолета, показывает динамическое давление на входе только при нажатом курке. Если курок отпущен, он покажет давление в воздушной магистрали. Давление распыления имеет очень большое значение. Его неправильная установка приводит к весьма плачевным последствиям. Здесь и потеря цветового оттенка, и отвратительное качество распыления, и другие негативные моменты. И регулировать это давление надо не на редукторе, а на самом пистолете, на входе, учитывая, что где-то 1 атм. теряется при длине шланга 10 м. и внутреннем диаметре 9 мм. Для того чтобы в окрасочный пистолет подавался специальный, подготовленный для использования сжатый воздух, в окрасочно-сушильной камере обязательно должен стоять фильтрующий модуль, состоящий из фильтра для удаления механических загрязнений, влаго-масло-отделителя, фильтра грубой очистки и заменяемого фильтра тонкой очистки. Эффективная и корректная работа всех этих фильтров и регуляторов крайне важна, вследствие того, что окрасочные пистолеты системы HVLP чувствительны к перепадам давления. Скачки давления сильно влияют на факел и, соответственно, на результат окраски.лчто возс и так идеально чистый. Окрасочные пистолеты системы Как мы поняли из двух предыдущих глав, окрасочные пистолеты конвенционального типа распыления при высоком давлении и окрасочные пистолеты системы HVLP наряду с положительными моментами, характеризующими их, имеют и достаточно слабых сторон. Попыткой совместить позитивный опыт, накопленный при использовании конвенционной системы и системы HVLP, стала оптимизированная технология распыления лакокрасочных материалов при среднем давлении сжатого воздуха – LVLP. В связи с этим главной особенностью окрасочных пистолетов системы LVLP стало сочетание преимуществ конвенциональных и HVLP-систем. А именно - низкий расход воздуха и высокий коэффициент переноса материала (примерно -75-85%). Это позволило существенно снизить зависимость окрасочных пистолетов новой системы от давления сжатого воздуха в воздушной магистрали - окрасочные пистолеты системы LVLP мало чувствительны к перепадам давления в системах подачи воздуха. Претерпела изменение и конструкция внутренних воздушных каналов (на воздушной головке мы имеем порядка 0,7-1,2 атм.). Вследствие этого низкое потребление сжатого воздуха не сказалось на стабильности и однородности факела, и как следствие - на качестве окраски. На входе в окрасочный пистолет мы имеем порядка 1,6-2 атм., но потребление сжатого воздуха существенно снизилось. Это привело к ослаблению технических требований, предъявляемых к воздушным магистралям и компрессорам. В тему: Рассказывая о типологии окрасочных пистолетов, нельзя не вспомнить пистолеты с нижним бачком. Они удобны тем, что имеют куда большую емкость для лакокрасочного материала, чем образцы современного оборудования. Но таким бачком при окраске можно задеть крышу, да и краскозаборная трубка в них не достает до дна, т. е. всегда определенное количество материала остается неизрасходованным. А это уже весьма серьезный недостаток. Для большей наглядности и простоты выбора пистолета необходимой системы, производители покрасочного оборудования стараются придерживаться единой цветомаркировки, которая наносится на воздушную головку и регулировочные винты пистолета:- Белый (серебристый) цвет - конвенциональный тип;- Зелёный – система HVLP;- Синий – система LVLP. К принципу нанесения материала по системе LVLP каждый производитель покрасочного оборудования шёл своим путём и своими запатентованными технологиями, поэтому он вправе называть своё детище по-своему. Так, у SATA – это RP; у DeVILBISS – GTI PRO; у Walcom - GEO и HTE. Немного о дюзах. Каждый производитель окрасочного оборудования четко оговаривает, какая дюза для какого лакокрасочного материала, какого производителя и какого вида выполняемых работ подходит. Но можно вывести следующие закономерности, подсказанные опытными специалистами в области покраски автомобилей:Для нанесения базы нужно применять дюзы 1,3-1,4 (для светлых цветов лучше 1,3).Для лака можно использовать 1,4 и даже 1,5, особенно если речь идет о покраске крупномасштабных деталей. Понятно, что с дюзой 1,3 заливать капот довольно-таки трудно. Естественно, при работе с подобными деталями иглу открывают на всю катушку, но подача лакокрасочного материала все равно остается весьма малой. С дюзой 1,4-1,5 подача уже больше.Для акрила дюза нужна такая же, как и для лака.Для грунта - примерно 1,6-1,8.Под жидкую шпатлевку желательно иметь отдельный пистолет (да и под грунт хорошо бы тоже отдельный) с большой дюзой 2,5-3,0. Как происходит покраска? На рисунке (А) отображено как выходящий из форсунки воздушный поток образует перед ней зону (2)смешивания с материалом, который поступает из отверстия форсунки (1). При смешивании, краска разделяется на мелкие капельки. Чем больше давление и поток воздуха, тем меньше величина капелек. На пути к объекту (зона 3) размер капелек больше не меняется. Этот процесс должен быть налажен таким образом, чтобы величина капелек была оптимальной. При равной скорости энергия капелек увеличивается вместе с увеличением ихдиаметра, это значит, что чем больше размер капель, тем большей энергией движения они обладают, и при этом сохраняют направление своего движения даже при изменении направления воздушного потока у основания изделия (зона 4). Если размер капель меньше оптимальной, то они обладают настолько малой энергией движения, что они вместе с воздухом в виде тумана (перераспыла) уходят в воздухоотвод, превращаясь в переработанный воздух (зона 5). А что же происходит с краской при использовании системы LVLP? В зоне смешивания 2 (рисунок В) образуется тонкокапельная струя с высокой первоначальной скоростью, которая в дальнейшем распадается на мелкие капельки. В процессе движения эти капельки несколько раз распадаются на более мелкие, при этом увеличивая первоначально заданную скорость и сохраняя направление движения. Из-за пониженного расхода воздуха, уменьшился объем зоны изменения направления воздушного потока (4). Вследствие чего большее количество капель стало попадать на поверхность, то есть снизился и отвод полезной краски. Возле поверхности, капельки двигаются с очень высокой скоростью, и, попадая в зону изменения движения потоков воздуха, продолжают двигаться по прямой. В результате чего и была достигнута отметка переноса материала до уровня 75-85% по сравнению с системой HVLP(60-70%). Из рисунка видно, что толщина зоны 5 в системе LVLP на две трети меньше. Следовательно - уровень перераспыла значительно снижается, что позволяет сократить расходы на краску. Принцип действия и устройство окрасочного пистолета Принцип действия и задачи всех окрасочных пистолетов одинаковы - разбить ЛКМ при помощи воздушного потока в аэрозоль и сформировать факел распыла с максимально однородной плотностью в нём капель ЛКМ. В окрасочных пистолетах предусмотрено 2 воздушных канала с общим регулятором подачи воздуха:- Первый подходит к самой дюзе и обеспечивает разбив ЛКМ на капли. Величину капель определяет давление и количество подаваемого воздуха: выше давлениеи поток — капли меньше; ниже— капли больше- Второй воздушный канал подходит к боковым отверстиям распыляющей головки и имеет отдельный регулятор. Он отвечает за формирование необходимого факела распыла. При полном закрытии этого канала мы получим факел круглой формы. При открытом канале на основной (центральный) факел с обеих сторон устремляются дополнительные воздушные потоки, тем самым, как-бы, “сплющивая” его. Благодаря этой регулировке факел приобретает плоскую форму, и каждый маляр имеет возможность настроить размер и форму факела распыла ЛКМ под свои нужды. В пистолетах с нижним расположением бачка, а также в специальных моделях для очень вязких материалов (гелькоутов, клеевых, антикоррозионных составов и т.д.) с верхней подачей, предусмотрена дополнительная подача воздуха и непосредственно в ёмкость с ЛКМ. Внутри ёмкости создаётся избыточное давление. Тем самым достигается принудительная подача материала к дюзе. Устройство окрасочного пистолета Распыляющая головка - обеспечивает распыление ЛКМ с наружным смешиванием. Выступы с отверстиями создают потоки воздуха, помогающие сформировать распыляемый поток материала в характерный веер (факел распыла). Без боковых струй воздуха распыляемая струя будет иметь округлую форму вместо эллиптической. Регулирование количества отведенного к воздушным выступам воздуха контролирует ширину веера распыления. Регулировка выполняется с помощью клапана(5). Дюза(Окрасочное сопло)- деталь, имеющая строго калиброванное отверстие. Её основная цель состоит из трех частей: чтобы дозировать поток, направлять его и служить пазом для иглы. В некоторых конструкциях выпрямление воздушно-капельного потока обеспечивает диффузор или дефлектор потока воздуха(Walcom GEO). Для материалов разной вязкости используются дюзы с отверстиями различного диаметра.Игла служит для дозированной подачи, ограничения или перекрытия потока ЛКМ. Приводится в движение курком(8). Как правило, чтобы обеспечить абсолютное перекрытие потока без протечек, производители притирают иглу с дюзой(2), поэтому каждой дюзе соответствует своя индивидуальная игла (они и поступают в продажу комплектом). Корпус с рукояткой - самая большая часть окрасочного пистолета. Для пистолетов премиум и бизнес-класса корпус изготавливается из цельного куска алюминиевого сплава путём механической обработки и высверливания внутренних каналов, что обеспечивает их очень высокую точность калибровки. Для пистолетов эконом-класса используется метод литья (о чём может свидетельствовать шов или следы от его обработки). Клапан регулировки факела регулирует подачу воздуха ко 2-му воздушному каналу. Когда клапан полностью открыт, воздух направляется к воздушным выступам и ширина веера распыления будет максимальной. Когда клапан закрыт, пятно распыления будет круглым или иметь минимальный размер. Может располагаться как на задней части вышеклапана регулировки подачи краски (Walcom, DeVilbiss), так и сбоку окрасочного пистолета (SATA).Клапан регулировки подачи краски служит для регулировки количества ЛКМ, а также может дозировать поток благодаря сужению иглы (3). Всегда находится на линии расположения иглы тыльной части пистолета. Регулировка заключается в ограничении хода курка(8) и самой иглы.Воздушный клапан находится под курком (8). Им же и приводится в действие. Служит для подачи сжатого воздухав оба канала окрасочного пистолета.Курок - орган управления в процессе покраски. При нажатии - курок сначала давит на воздушный клапан(7), тем самым, открывая проход сжатому воздуху. Если курок поджать больше, то начинает сдвигаться игла (3) и краска увлекается потоком воздуха.Клапан регулировки подачи воздуха - регулирует количество подаваемого в пистолет воздуха. Может находиться как снизу рукоятки (Walcom, DeVilbiss), так и на задней части пистолета под клапаном регулировки подачи краски (6) (SATA).Канал подачи сжатого воздуха может укомплектовываться штуцером быстросъёмного соединения (12) либо штатным манометром (13) для контроля и регулировки входного давления.Канал подачи ЛКМ место подвода ЛКМ. Может находиться как сверху (для пистолетов с верхней подачей), так и снизу (для пистолетов с нижней подачейи промышленных пистолетов). Важно помнить, что отдельно сами по себе эти части не гарантируют успешной работы пистолета. Они должны подбираться в комплекте, в зависимости от типа распыляемой краски, вида обрабатываемой поверхности, давления воздуха, скорости выполнения работы. Хотя для универсальных работ надлежащий режим обуславливается комплектацией пистолета на заводе- изготовителе. colormagic.su Пистолет для порошковой окраски – это приспособление, с помощью которого происходит окраска металлических поверхностей, поскольку порошковая окраска широко используется именно для металла. Такой краской можно окрашивать что-нибудь и дома своими руками. В данной статье рассказывается, какой пистолет для порошковой покраски лучше выбрать и какая краска больше подойдет для ремонта своими руками. Порошковые красители в наше время серьезно потеснили жидкие краски для металла. Предметы, которые окрашивались порошковым способом, дольше сохраняют свой цвет и выгоднее смотрятся по сравнению с жидким окрашиванием. Кроме того, порошковые красители применяют в абсолютно любых сферах – от промышленных заводов и до сельского хозяйства. И еще приспособления, с помощью которых происходит окрашивание, совершенствуются и становятся все более удобными. Порошковый способ покраски придумали еще в 1950-х гг. XX столетия, но в Россию он пришел только спустя 30 лет после изобретения. Принцип окрашивания таким способом состоит в том, что очень мелкие частицы сухих красителей заряжаются посредством электризации извне или от трения. Таким образом, такая краска на предмете, который требуется покрасить, оседает, равномерно окрашивая его. Перед нанесением нужный предмет рекомендуется нагреть, из-за чего красочный порошок плавится, при этом образуя пленку на предмете. Порошковая краска по сравнению с жидкой более экологична, поскольку для нее не нужны различные растворители, содержащие яды и токсины. Фото: Кроме того, как было сказано выше, она лучше ложится на поверхность и более качественно окрашивает. Перед тем как ее наносить, не нужно обрабатывать предмет специальными веществами, чтобы цвет лучше лег – различные грунтовки и другие смеси здесь не нужны. Но при этом окрашивание происходит в один слой, в отличие от жидкой, когда нужно иногда несколько слоев, она не капает и ее хватает на долгое время. При желании можно перекрасить предмет в другой цвет совершенно без проблем. Кроме того, такие красители очень быстро высыхают (до двух часов) и не требуют специального хранения. Предмет, который окрашен таким способом, не нужно перевозить в коробке, краска не сойдет благодаря пленке, которая образуется в процессе окрашивания. Однако у таких красителей существует и ряд недостатков. Например, чтобы максимально ровно нанести их на поверхность, нужно нагреть изделие до 200 градусов, кроме того, такая краска достаточно дорогая. Еще для нее нужно оборудование, как минимум – специальный пистолет для порошковой окраски, как максимум – окрасочная камера. Кроме того, бывает сложно нанести сухую краску тонким слоем, а еще она неэффективна при низких температурах. Порошковый краситель представляет собой твердую массу, которая состоит из множества мелких частиц. Его не нужно замешивать и поэтому, как было сказано выше, такой краситель стал очень популярным. Поначалу эта краска изготавливалась для нефтяной индустрии в качестве покрытия наподобие лака. Она была нужна, чтобы на предприятиях было безопаснее и не было пожароопасных элементов. Но постепенно она перетекла в обыденную жизнь и теперь используется для покраски автомобилей и других вещей. Видео: Окрашивать предметы сухой краской можно двумя способами – распылением или погружением. Первый способ доступен практически каждому, второй – более проблематичен, поскольку он нужен для очень больших предметов и изделий – до нескольких метров в длину и ширину. После покраски предмет должен отправиться на просушку в печь, чтобы краска лучше легла. Такой способ предполагает большие габариты помещения для окраски, своими руками выполнить это проблематично. Но чтобы покрасить что-либо у себя дома, предусмотрено использование пистолета для окраски, который можно легко приобрести в строительном магазине. Существует два вида таких пистолетов – трибостатический и электростатический. Первый тип более простой – краска просто выходит из своей емкости для распыления на поверхность. Однако такое приспособление может распылять только эпоксидную краску. Если использовать другие виды сухих красителей, то для этого нужно их смешивать с различными растворителями и смесями. Но вместе с тем пистолет достаточно удобен, а со своей задачей справляется отлично, подходит больше для небольших изделий и предметов со сложной конструкцией. Второй вид пистолетов – электростатический. Такое устройство имеет более сложную конструкцию, чем первое. Принцип его действия – создание электростатического поля, в котором сигнал низких частот проникает в электрод и образует поле, после чего частицы краски распыляются. Электростатический пистолет подходит почти для всех видов сухой краски. В зависимости от вышеуказанных характеристик нужно делать свой выбор, но необходимо помнить, что такое оборудование стоит недешево. Если у вас не намечается никаких грандиозных покрытий сухой краской своими руками, то можно приобрести трибостатический пистолет. Краска в нем содержится в емкости на 0,5 л, при необходимости можно ее менять. Хоть его конструкция и достаточно проста, но вместе с тем он может долго прослужить вам и хорошо окрашивает небольшие и средние предметы. Видео: Правда, один из его недостатков в том, что детали, из которых он состоит, быстро приходят в негодность, но их можно заменить. Если же вам требуется окрашивать большие объемы, то подойдут электростатические пистолеты – они окрашивают еще лучше, чем первые, слой получается более ровный, но средние и небольшие изделия со сложной конструкцией они красят хуже. В состав сухих красок входят различные пигменты, смолы, наполнители и другие добавки. В настоящее время порошковые красители используются во многих областях, а их число растет, поскольку индустрия активно развивается. Порошковые краски можно разделить на две группы – термореактивные и термопластичные. В состав первых входит термореактивный пленкообразователь. В ходе покраски равномерный слой формируется в ходе химических реакций и плавления ее частиц. В эту группу входит эпоксидная краска, полиуретановая и полиэфирная, которая содержит в себе смолу. Такие краски подойдут для окрашивания автомобилей, поскольку они обеспечивают высокий уровень окрашивания и стойкость компонентов. Полиэфирные красители хороши для окрашивания предметов во дворе дома, например, для детской площадки, поскольку погодные условия никак на нее не влияют, краска хорошо держится. Эпоксидные эмали тоже очень стойкие, не растворяются, но могут пожелтеть, если перегреть окрашенное изделие. Из-за избытка ультрафиолета самый верхний слой такой краски разрушается. Зато полиэфирно-эпоксидная краска не желтеет от избытка тепла и света, хотя состав у них похожий, может выдерживать более высокий градус. Акрилатная сухая краска нужна для объектов, которые активно используются. Она выдерживает щелочи и высокую температуру, к тому же стойкая и долго сохраняет яркость. Видео: Полиуретановый порошковый краситель имеет блеск. Его лучше всего использовать на предметах, которые изнашиваются и постоянно подвергаются трениям для их защиты и сохранности. И еще краситель имеет привлекательную особенность – с помощью него можно сделать эффект сжатого шелка, что хорошо смотрится в интерьере. Такая краска водостойкая, не реагирует на растворители, жидкое топливо и различные минеральные масла. Термопластичные красители более натуральные, но менее стойкие. Чаще всего они используются для монтажа внутри и снаружи дома, а также при покраске различных изделий и предметов для защиты от повреждений и коррозии. Такой краской иногда окрашивают предметы интерьера и даже части стиральных и посудомоечных машин, чтобы предотвратить действие моющего средства. stoydiz.ru Малярные пистолеты, которые также называют краскопультами или пульверизаторами, нашли себе применение по многих отраслях промышленности. Используют их, в том числе, и для покраски автомобиля. В настоящее время различными производителями представлен широкий выбор краскопультов, поэтому выбрать оптимальную модель, надёжную и качественную, бывает непросто. Основными типами краскопультов являются: Несмотря на то что эти аппараты выполняют похожие функции, они очень сильно различаются между собой. Для работы пневматического краскопульта необходим сжатый воздух. Он нагнетается электрическим компрессором, к которому при помощи шланга присоединяется насадка, состоящая из распылителя и ёмкости для краски. Материал, выбиваемый высоким давлением, образует так называемый факел. Эти устройства подходят для профессионального использования, поэтому цена таких пистолетов для окраски автомобиля достаточно высока. Электрические пистолеты оснащаются электродвигателем, который играет роль насоса и создаёт давление для распыления краски. В результате происходит измельчение материала, и подача осуществляется значительно хуже по сравнению с пневматическим краскопультом. Использование этих устройств возможно только для бытовых нужд, поскольку покрытие, полученное с их помощью, не отличается высоким качеством. В то же время, для работы электрическим краскопультам не требуется дополнительное оборудование, они просты в обслуживании, и цены на такие пистолеты для покраски вполне доступны. Существует также промежуточный вариант, который оснащается одновременно и электродвигателем, и небольшим компрессором. Качество работы такого аппарата лишь немного уступает пневматическому краскопульту. При выборе пистолета для окраски нужно обязательно обратить внимание на его конструкцию, поскольку нередко низкокачественные аппараты продают под видом профессионального инструмента. Пневматический аппарат состоит из двух частей, приобретать которые нужно по отдельности. Сначала нужно приобрести пистолет, а потом, в соответствии с его характеристиками, выбрать компрессор. В зависимости от рабочего давления и объёма подаваемого воздуха, пневматические малярные пистолеты подразделяются на 3 типа: Пистолет для окрашивания типа НР можно назвать бюджетным вариантом. Их рабочее давление достигает примерно 6 атм. Воздух при этом расходуется незначительно. Такой аппарат позволяет быстро произвести покраску машины, однако качество работы будет невысоким по причине чрезмерно высокого давления. А также к недостаткам можно отнести высокий расход материала: только 50% краски, залитой в бачок, ложится на окрашиваемую поверхность. Остальное – распыляется, загрязняя рабочую зону. Возможность регулировки устройства отсутствует. В то же время они недорого стоят и просты в эксплуатации. Краскопульты HVLP отличаются более высокой эффективностью. Воздух, поступающий из компрессора под высоким давлением, из сопла выходит уже разреженным. Более 50% краски из бачка попадает на окрашиваемую поверхность, распределяясь стабильным факелом. Пистолеты HVLP отличаются экономичностью. Их стоимость обычно достигает нескольких сотен долларов. При использовании краскопультов LVLP на поверхность переносится 80% краски. Такой пистолет для покраски поверхности может быть использован даже с компрессором небольшой мощности. При этом производительность и качество работы не пострадают. Существуют и некоторые непринципиальные параметры, по которым пистолеты могут отличаться. Например, расположение резервуара для краски может быть верхним или нижним. В первом случае это – пластиковая или нейлоновая ёмкость объёмом не более 1 литра, во втором – более объёмный металлический контейнер. Другим отличительным признаком может служить наличие или отсутствие сменных сопел. В отличие от пневматических аппаратов, электрические краскопульты для покраски авто являются моноблочными инструментами. Перед тем как выбрать пистолет такого типа, необходимо рассмотреть их разновидности. Прежде всего, они могут быть: Наибольшее распространение получили ручные аппараты. Они оснащаются пистолетной рукояткой, распыляющим клапаном и ёмкостью для краски. Из недостатков можно отметить большой расход материала и низкое качество его нанесения, из преимуществ – высокую скорость распыления, простоту использования, компактность и низкую стоимость. Напольные краскопульты по характеристикам сопоставимы с профессиональным оборудованием. Оснащаются мощными тяжёлыми моторами и производительными насосами. Имеют комплекс дополнительных настроек. Могут использоваться для покрасочных работ в промышленных масштабах. При выборе малярного пистолета, необходимо исходить из поставленных перед ним задач. Покраска автомобиля – дело очень ответственное, поэтому качеством оборудования пренебрегать нельзя. В то же время, необходимо взвешенно подходить к расходам, чтобы не переплачивать за те характеристики краскопультов, которые окажутся для вас бесполезными. Эксперт: Андрей Волков. Интересные материалы: tachka-moya.ru Эта статья детально ознакомит вас с краскопультом. Рассмотрим принцип действия, некоторые рекомендации по использованию и настройке пистолета, а также разберем его устройство. Ровный слой краски с глянцевой поверхностью получают, применяя окрасочный пистолет (краскопульт). Это главный инструмент автомаляра при окрашивании. Бережное обращение, регулярный уход за пистолетом, мойка и очистка после каждого окрашивания – обязательное условие и залог качества вашей работы. Благодаря специальной конструкции, краска поступает из бачка пистолета под действием потока воздуха и затем распыляется из распылителя. Бачок может быть расположен как над краскопультом (слив краски из бачка), так и под ним (с подсосом краски из бачка). Поджимая курок пистолета до первого фиксированного положения, открывается только проход сжатого воздуха. Большее поджатие сдвигает иглу распылителя и краска выдавливается потоком воздуха с высокой скоростью, тем самым образуя конус распыла из микрокапель краски. Давление воздуха определяет размер капель: Для каждой краски выбирают надлежащий распылитель. При высокой вязкости ставят распылитель с увеличенным проходным отверстием (размер дается в миллиметрах). Место выхода краски с воздухом называют «горячей точкой». Качество работы краскопульта также зависит и от головки. Головка представляет собой некий конус. Больший размер конуса дает большую концентрацию краски и наоборот. К головке подведены воздушные каналы имеющиеся в пистолете. По средствам такой конструкции определяется форма распыла краски. Настроить краскупульт нужно так, чтобы конус распыла имел оптимальный размер и форму. Настройка формы осуществляется регулированием винта распыла. Количество распыляемой краски выбирается головкой регулирования проходного отверстия. Регулировку производят пробным окрашиванием куска жести (плотной бумаги, картона), соблюдая расстояние между пистолетом и окрашиваемой поверхностью. Величина давления воздуха устанавливается головкой регулирования проходного отверстия для сжатого воздуха, в зависимости от материала и условий окрашивания. Так же этой регулировочной головкой меняется форма конуса распыла. Рабочее давление пистолетов обычного типа составляет от 3 до 5 бар. Пистолеты HVLP (высокой производительности и низкого давления) дают возможность производить окрашивание при очень низком рабочем давлении. Регулированием параметров пятна распыла позволяет лучше использовать краску при пониженном давлении воздуха. Это ведет к тому, что меньше краски проходит мимо окрашиваемой поверхности. Благодаря применению таких пистолетов достигается снижение расхода краски. Одновременно в атмосферу попадает меньше испарившегося растворителя. HVLP (High Volume Low Pressure) по русски: «Низкое Давление при Большом Объеме». В связи с ужесточением законодательства по охране окружающей среды, в начале 80-х XX в., производители окрасочного оборудования разработали новый тип краскораспылителей. Они отличались специальным строением внутренних воздушных каналов и распыляли окрасочный материал при низком избыточном давлении сжатого воздуха. Все HVLP краскопульты имеют давление распыления на воздушной форсунке не более 0,7 атм, при этом давление сжатого воздуха на входе может достигать 2,0-4,5 атм, обеспечивая перенос материала на изделие свыше 85%.Экономия достигается за счет невысокой скорости частичек материала, которые распыляются при низком давлении сжатого воздуха, образуя «мягкий» факел, равномерно ложащийся на изделие. Принцип HVLP способствует снижению потребления растворителя на 10-15%, как результат более низкого уровня расхода краски. Следует отметить, что краскораспылителям системы HVLP для эффективного создания красочного факела, при низком давлении распыления, необходимо значительно большее количество сжатого воздуха, по сравнению с конвенционными краскораспылителями, что требует применения более мощных компрессоров. ____________________ Скупка битых автомобилей в короткие сроки. www.avtopokraski.netНастройка краскопульта для покраски автомобиля. Пистолет покрасочный
Настройка краскопульта для покраски автомобиля |
 SONY DSC
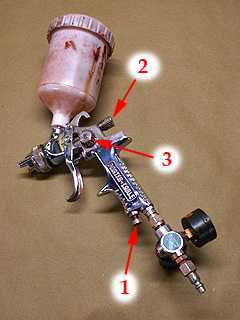
SONY DSCКак работают регуляторы краскопульта?

Как настроить краскопульт для покраски автомобиля?

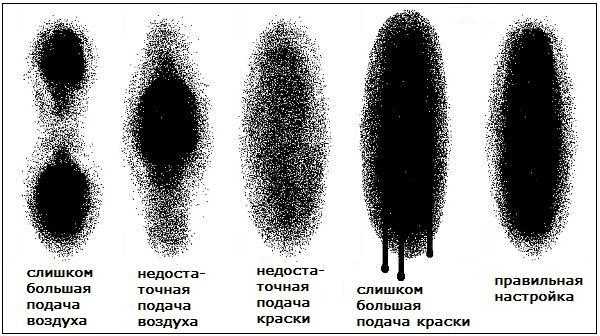
 Сигарообразная форма факела
Сигарообразная форма факелаПробное распыление
Другие факторы, влияющие на характеристики распыления
Ещё интересные статьи:
Покрасочный пистолет (краскопульт)

Покрасочные пистолеты
Пистолет для порошковой покраски – как выбрать?
Что такое порошковая покраска?
 Еще она практически сухая и к тому же экономно расходуется – ровно столько, сколько нужно для окрашивания.
Еще она практически сухая и к тому же экономно расходуется – ровно столько, сколько нужно для окрашивания.Пистолеты для окраски
Виды сухих красок
Пистолет для покраски автомобиля — фото и видео
Разновидности малярных пистолетов
Принцип работы пневматических краскопультов
Электрические пистолеты
Окрасочные пистолеты (краскопульты)
Принцип действия краскопульта
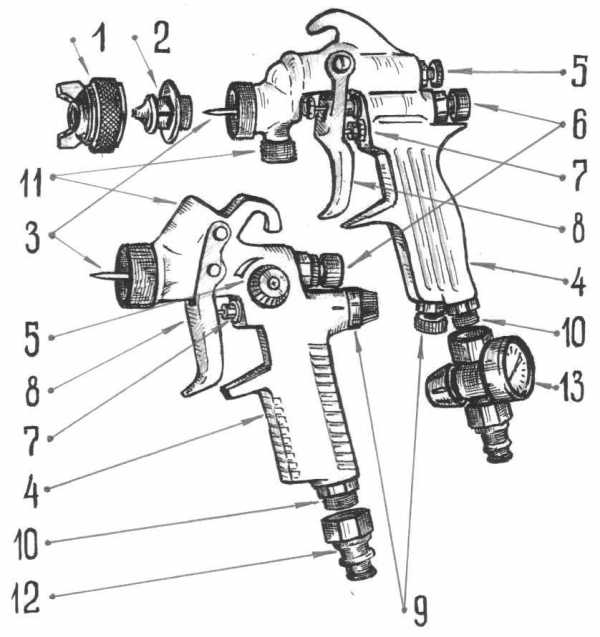
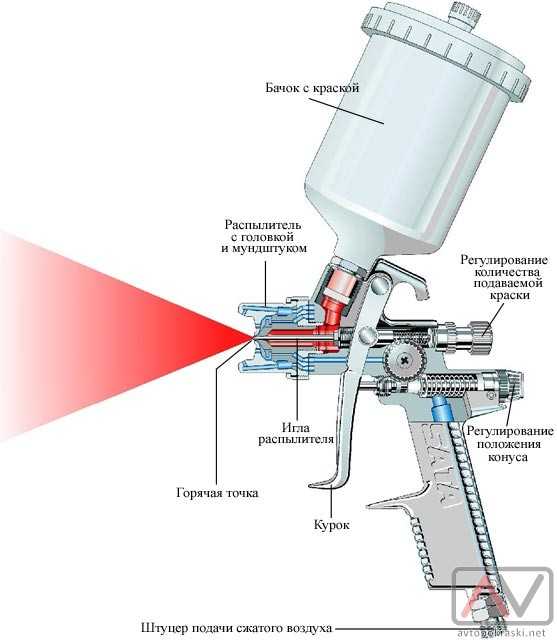
Краскопульт в разрезе
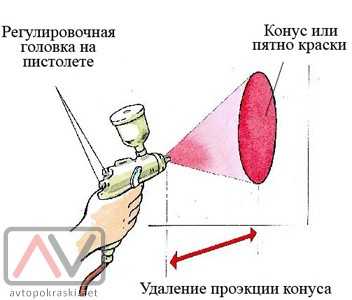
Регулировка окрасочного пистолета
Основные условия при пользовании окрасочным пистолетом
Окрасочные пистолеты HVLP
Еще записи по теме