
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет. Итак, в устройство инверторного сварочного аппарата входят следующие основные модули. Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр. Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора. Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления. Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания. Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту. Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений. Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля. Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр. Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата. Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов. Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео. Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода. Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А. Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже. Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту. Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку. Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2). Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору. Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание. На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео. tehnika.expert С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды. Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах. При вертикальной, горизонтальной или верхней сварке ток уменьшают на 10–20%, а при сварке под углом — увеличивают на такую же величину по сравнению с обычным положением. С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов. Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева. Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм. Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат. Чтобы при первых сложностях в работе аппарата не искать специалиста по ремонту, желательно иметь хотя бы базовое представление о его конструкции. Мастера со знанием электротехники собирают сварочный аппарат сами. Не только экономии ради, но и по велению творческой души. В интернете выложены принципиальные схемы инверторов, чертежи и инструкции тех, кто сам изготовил инвертор. Главное, получить стабильность сварочной дуги. Чаще всего применяют схему «косого моста» («схему Бармалея») с использованием двух ключевых транзисторов: биполярных или полевых. Их ставят на радиатор для отвода тепла, они синхронно открываются и закрываются. В «схеме Бармалея» главными управляющими элементами являются два транзистора, которые открываются и закрываются синхронно Электротехническое решение схемы избавляет от высоковольтных выбросов и позволяет применять относительно низкоуровневые ключи. Применяют схему из-за её простоты, надёжности и не очень дорогих расходных материалов. Собирают аппарат из следующих блоков: Конструкция инверторных сварочных аппаратов сложнее трансформаторных и, к сожалению, менее надёжна. Это часто приводит к выходу из строя различных узлов по следующим причинам: Неисправности бывают как механическими, так и связанными с выходом из строя электроники. Сварочный аппарат — сложное устройство, проблемы могут возникнуть в любом месте: Плохой контакт в месте подключения кабелей к сварочному аппарату или к обрабатываемым деталям не позволяет получить усточивую дугу Короткое замыкание или поломка в каком-либо важном узле электросхемы делает невозможной эксплуатацию сварочного аппарата: Приступая к ремонту неисправного агрегата, стоит учесть некоторые моменты. Плохое качество работы аппарата не всегда означает внутреннюю поломку. Виновниками часто становятся влажные или некачественные электроды. Если просушивание или замена не даёт красивого шва, рассматривают другие возможные причины: Для подключения сварочного аппарата необходимо использовать удлинитель с проводом сечением не менее 2,5 кв. мм и длиной не более 40 м Дефекты сварного шва возникают из-за недостаточной очистки обрабатываемых поверхностей, неправильной полярности или слишком большого удаления электрода от места сварки Важно верно подобрать размер электродов для правильной работы сварочного аппарата. Чтобы суметь отремонтировать сварочный аппарат самостоятельно, сначала нужно разобраться с его внутренним устройством. На передней панели находятся гнёзда для рабочих кабелей, ручка регулятора силы тока и индикатор включения. Если конструкция предусматривает дополнительные функции, рабочие индикаторы располагают здесь же. На передней панели сварочного аппарата расположены гнёзда для подключения кабелей, ручка регулятора силы тока и индикатор режима работы Проверку начинают с наружного осмотра устройства. Первым делом проверяют наличие механических повреждений. Если на корпусе есть чёрные пятна, скорее всего, произошло короткое замыкание. Тестером проверяют предохранители, при необходимости их заменяют, обследуют изоляцию сварочных кабелей, соединения в гнёздах. Если нужно, подтягивают болты, зачищают контакты. После откручивания шурупов и снятия кожуха открывается внутренняя часть аппарата, где расположены следующие компоненты: Для ремонта потребуются следующие инструменты. Применение осциллографа обеспечивает более высокую точность в определении причин неисправности сварочного аппарата Начинка сварочного аппарата понятна тем, кто работает с радиоэлектроникой. Если необходимых навыков в этой области нет, вмешательство только навредит. Не зная правил обращения с платой и технологии такой тонкой работы, можно причинить ущерб гораздо больший первоначального. Дешевле и безопаснее доверить ремонт профессионалу. Если сложно найти специализированную мастерскую, приходится восстанавливать сварочный инвертор самим. Важно последовательно проверить, что остановило работу устройства. При появлении трудностей прочтите сначала инструкцию по эксплуатации сварочного аппарата. В ней обязательно есть раздел о возможных проблемах при сварке, причины появления неисправностей и рекомендации по их устранению. После снятия крышки аппарата часто бывает заметно нарушение пайки деталей, вздутие конденсаторов, обрыв контактов. В таких случаях испорченные запчасти меняют на аналогичные. Оторванные и обгоревшие участки удаляют и перепаивают заново. Если не удаётся быстро определить причину поломки, проверяют каждый элемент электросхемы. Тестируют диоды, транзисторы, стабилитроны, резисторы и другие детали. Подробную проверку производят последовательно: от деталей, которые чаще всего выходят из строя, к самым стойким. Если входные клеммы прозваниваются только в одну сторону, значит, силовые диоды исправны Проверка силовых транзисторов производится тестером в трёх комбинациях положения щупов Кнопку проверяют в режиме «включено», прозванивая её контакты Диодный мост тестируют, прикасаясь по очереди к каждому из его выводов Полевой транзистор в первичном блоке питания прозванивается в той же последовательности, что и силовые транзисторы Если лампочка, подключённая последовательно с аппаратом, загорается, силовые узлы исправны Для проверки зарядного резистора роверяют последовательную цепочку ПТЦ и НТЦ Тестирование платы управления ключами производят тестером при включённом аппарате в режиме напряжения до 20 В При поиске обрыва обратной свящи красный щуп устанавливают на второй вывод микросхемы Перед проверкой блока питания выключите аппарат из розетки! На первом этапе ремонта блока питания проверяют наличие напряжения 300 В на плате инвертора При самостоятельном ремонте мастера используют ортофосфорную кислоту. Если к корпусам диодов нужно что-то припаять (например, отломанные стойки), их предварительно лудят. При ремонте отломленной стойки учитывают перпендикулярность. Важно установить её, чётко совмещая отверстия. Если припаять даже с минимальным перекосом, при последующем затягивании крепления стойка снова сломается. Если нет технического фена, для выпаивания пользуются паяльником 100–150 Вт. Так не повредятся разъёмы и дорожки. Специалисты рекомендуют для лучшего результата перед пайкой подогреть блок до 160–1700 С, при этом пластиковые части вентилятора греть нельзя. При работе с паяльником или другими нагревательными элементами требуется осторожность, чтобы не прикоснуться к легкоплавким деталям аппарата. Инверторный сварочный аппарат уверенно прописывается в домашних мастерских. Перед покупкой стоит потратить время на изучение азов сварного дела и электротехники. Это поможет ориентироваться в характеристиках устройства и при необходимости самостоятельно починить его. Сложные случаи лучше доверить специалистам. postroika.biz Довольно часто домашние мастера сталкиваются с необходимостью выполнения сварочных работ. Для этого им необходимо специальное сварочное оборудование. Сегодня сварочные инверторы являются довольно распространенным видом подобных аппаратов, которые все чаще можно встретить у многих владельцев. Однако в определённый момент это оборудование может выходить из строя, что заставляет задумываться о ремонте. Причем в этом случае необязательно обращаться к специалистам, в некоторых случаях можно вернуть сварочный аппарат в рабочее состояние своими силами. Главное — знать, что именно привело к неисправности и каким образом можно ликвидировать ее самостоятельно, не неся необязательных расходов на сервисное обслуживание. Одним из главных качеств, которые обеспечили популярность сварочных инверторных аппаратов, является высокое качество сварки, которое может обеспечить любой человек, не обладающий достаточными навыками в обращении с ним. При этом сами условия по эксплуатации этого агрегата отличаются высоким уровнем удобства. Нужно упомянуть о наличии у этого оборудования более сложной конструкции, если сравнивать его со сварочными выпрямителями и трансформаторами. Это, в свою очередь, негативно отражается на их надежности. Также нужно сказать о том, что перечисленные выше предшественники представляют с собой электротехнические устройства. В отличие от них инверторные аппараты — это одна из разновидностей сложных электронных приборов. По этой причине, если владелец столкнулся с неполадками в работе сварочного инвертора, для обнаружения причины неисправности и выполнения непосредственно ремонта необходимо убедиться в работоспособности составных его элементов: диодов, транзисторов, стабилитронов, резисторов, а также иных элементов электронной схемы инвертора. Следует также быть готовым к тому, что пользователь столкнется с необходимостью использования таких устройств, как вольтметр, цифровой мультиметр, а также иной рядовой измерительной техники, включая и осциллограф. Приступая к ремонту инверторных сварочных аппаратов, необходимо помнить о следующем моменте: довольно часто сложно понять, ориентируясь лишь на характер возникшей неполадки, что же именно привело к прекращению работы аппарата. В подобной ситуации владельцу не остается ничего другого, как по очереди проверять каждый элемент схемы. Поэтому, чтобы ремонт оправдал затрачиваемые на него усилия и время и обеспечить необходимый результат, владелец подобного аппарата должен обладать определенными познаниями в электронике, а также хотя бы минимальными навыками работы с электросхемами. Если он в этом плане не разбирается, то, решившись на самостоятельный ремонт инверторного сварочного аппарата, он рискует лишь понапрасну потерять силы, время, не добившись своей цели. Не исключено, что его инициатива может ухудшить работу устройства, а выполненные им действия станут причиной возникновения новых неполадок. Если рассмотреть все неполадки, которые диагностируют при эксплуатации сварочных инверторов любого типа, то они могут быть классифицированы на несколько групп: Вне зависимости от характера неисправности подобная ситуация не позволит владельцу продолжить в привычном режиме сварку. К появлению неисправности в работе сварочного инвертора могут приводить различные факторы. Для определения точной причины необходимо проверять по очереди каждый из них, причем вначале начинают с простых операций и постепенно продвигаются к более сложным. После проведения всех рекомендуемых диагностических процедур может случиться так, что сварочный аппарат по-прежнему находится в нерабочем режиме. В этом случае можно предположить, что неполадки связаны с нерабочей электросхемой инверторного модуля. Чаще всего выход из строя электронной схемы происходит по следующим причинам: Обычно инверторные аппараты выходят из строя по причине воздействия внешних факторов, а также неправильной настройки и пренебрежения рекомендациями по использованию аппарата. Среди подобных ситуаций чаще всего можно наблюдать следующие: Признаком возникновения серьезных неполадок в работе инверторного модуля может выступать возникновение запаха гари из корпуса аппарата. В подобной ситуации наилучшим решением будет вызов специалистов сервисной службы. Чтобы устранить подобную неисправность своими руками, владелец должен обладать определенными навыками и знаниями. Процедура ремонта своими руками заключается в получении доступа к корпусу аппарата, дальнейшем обследовании его начинки. В некоторых случаях причиной неисправности может быть некачественная пайка элементов, кабелей, иных контактов на платах схемы. Поэтому в подобной ситуации вернуть прибор в рабочее состояние можно путем перепайки. На начальном этапе нужно попытаться выяснить, какие элементы вышли из строя. На это могут указывать трещины, темные пятна на корпусе или признаки прогорания на плате выводов, а также вздутие верхней части электролитических конденсаторов. После того, как удалось установить неисправные узлы, их необходимо выпаять, далее установить вместо них идентичные или схожие с ними по характеристикам детали. При выборе заменяемых деталей необходимо обращать внимание на маркировку, присутствующую на корпусе, либо использовать таблицы. Во время извлечения поврежденных элементов рекомендуется применять паяльник с отсосом. Это позволит с минимальными затратами времени выполнить работу и избежать серьезных проблем. В некоторых случаях обследование может не дать результатов. В подобной ситуации имеет смысл начать прозванивать элементы, используя для этого омметр или мультиметр. Наименьший уровень защиты имеют транзисторы. По этой причине во время ремонта прибора необходимо в первую очередь обследовать их и проверить работоспособность. В большинстве своем силовые транзисторы отличаются высокой надежностью. И если все же они оказались неисправны, то чаще всего благоприятствующим этому фактором становится отказ элементов «раскачивающего» их контура. Элементы последнего и нужно проверить в самом начале. После выполнения проверки необходимо подвергнуть прозванию и прочие элементы платы. При обследовании платы следует уделить внимание состоянию каждого печатного проводника, где нужно убедиться, что они не имеют обрывов и подгаров. Если были обнаружены подгоревшие участки, их нужно убрать и напаять перемычки. Эту операцию выполняют своими руками по той же схеме, как и при повреждении кабеля ПЭЛ. Если потребуется, то проверке следует подвергнуть и контакты каждого из присутствующих в устройстве разъемов. В некоторых случаях их придется зачистить. Инверторные сварочные аппараты способны намного упростить процедуру сварки различных изделий. Выход из строя этого оборудования может огорчить любого владельца. Однако не стоит раньше времени обращаться к специалистам сервисного центра. В ряде случаев вернуть в работоспособное состояние аппарат можно и своими руками. Часто это оборудование имеет довольно простые неисправности, которые можно легко устранить. Главное — четко понимать, что именно привело к выходу из строя аппарата и как правильно выполнить ремонт. stanok.guru Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях. Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую. Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен. Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками. В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность. Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью. В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата. Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата. Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах. Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников. В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля. После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние. При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей. В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён. При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам. Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки. Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их. Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока. Поломки всех сварочных инверторов условно можно разделить на следующие виды: Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице. Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства. Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им. В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей. Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках). Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую. Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата. В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов. При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них. Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата. Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала. Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа. При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат. В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата. В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой. При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу. svaring.com Сварка инверторным способом сегодня нашла широкое применение. При всей надежности инверторов нередки случаи выхода их из строя по разным причинам. В таких моментах остро встает вопрос о том, как произвести ремонт сварочного инвертора своими руками. Устройство сварочного инвертора. Сам ремонт сварочных инверторов не является большой проблемой. Для его проведения надо знать конструкцию аппарата и основные принципы ремонта оборудования такого типа. При ремонте потребуются элементарные знания основ электротехники и радиодела в части монтажа простых схем. Функциональные возможности сварочного инвертора. Инвертор представляет собой источник постоянного тока для зажигания и поддержания электрической дуги при сварке металлов. Принцип действия сварочных инверторов основан на том, что сварочный ток значительной силы получается путем высокочастотной трансформации, что позволяет значительно уменьшить габариты трансформатора, а также увеличить стабильность и регулируемость выходного тока. Весь процесс получения нужного тока включает следующие этапы: первичное выпрямление полученного из электросети тока; трансформация первичного постоянного тока в ток высокой частоты; увеличение силы тока при соответствующем уменьшении величины напряжения в высокочастотном трансформаторе; вторичное выпрямление тока выходной силы. Выпрямление тока производится с помощью диодных мостов соответствующей мощности. Изменение частоты осуществляется мощными транзисторами. Необходимая сила выходного тока обеспечивается высокочастотным трансформатором. Вернуться к оглавлению Сварочные инверторы состоят из нескольких основных блоков. Блок питания обеспечивает стабилизацию входного сигнала. Схема блока основана на многообмоточном дросселе с управлением при помощи транзисторов и накоплением энергии в конденсаторе. Кроме того, в системе управления дросселем применяются диоды. Блок питания располагается отдельно от других блоков и, как правило, отделен от них металлической перегородкой. Электрическая схема сварочного инвертора. Основой сварочного инвертора является силовой блок, который обеспечивает все преобразования от первичного тока, поступающего из блока питания, до выходного сварочного тока. Силовой блок состоит из следующих плат: первичный выпрямитель, инверторный преобразователь, высокочастотный трансформатор и вторичный выпрямитель. Первичный выпрямитель представляет собой диодный мост, на который подается электрический ток силой не более 40 А (наиболее распространено 25-32 А) напряжением 200-250 В частотой 50 Гц. Инверторный преобразователь представляет собой силовой транзистор мощностью не менее 8 кВт (при токе 32 А) с рабочим напряжением до 400 В. Сигнал с преобразователя выходит частотой до 100 кГц (чаще всего 50-55 кГц). Высокочастотный трансформатор имеет ленточные обмотки и увеличивает ток до 200-250А при напряжении во вторичной обмотке не более 40 В. Вторичный выпрямитель собирается на базе мощных диодов с рабочим током не менее 250 А на рабочее напряжение до 100 В. Предусмотрено обязательное охлаждение при помощи радиаторов, а также устанавливаются вентиляторы. Для стабилизации выходного сигнала на выходном плато установлен дроссель. Вернуться к оглавлению Сварочный инвертор в разрезе. Блок управления собран на базе задающего генератора или широкоимпульсного модулятора. Если схема собрана на основе генератора, то в его качестве используется микросхема. Помимо нее, на плато управления размещаются резонансный дроссель и резонансные конденсаторы в количестве 6 или 10 штук. Каскадная схема управления обеспечивается трансформатором. Схемы защиты обычно собраны на плато силового блока для защиты соответствующего элемента. Для защиты от перегрузок используется схема на базе микросхемы 561ЛА7. В системе защиты выпрямителей и преобразователя применяются снабберы на основе конденсаторов К78-2 и резисторов. Тепловая защита элементов силового блока обеспечивается установкой термовыключателей. Вернуться к оглавлению Большинство поломок сварочных инверторов вызвано нарушениями эксплуатации аппаратов. Частой причиной коротких замыканий в электрических схемах является попадание влаги. Непредсказуемые последствия может вызвать концентрация пыли внутри инвертора. Нередко причиной ремонта аппарата становится попытка производства работы, на которую инвертор не рассчитан. Например, малогабаритный аппарат не способен обеспечить разрезания железнодорожного рельса — это вызовет незапланированные перегрузки. Упрощенная схема силовой части сварочного инвертора. Из бытовых причин следует особо отметить сильное снижение напряжения в сети. Такое может наблюдаться всюду, но особенно актуально для загородных работ и в сельской местности. Снижение электрического напряжения до 190 В может крайне отрицательно сказаться на работоспособности инвертора. Достаточно часто выход из строя инвертора вызван некачественным закреплением подводящего или отходящего кабеля в контактных колодках (клеммных зажимах). При ослаблении контакта в месте соединения наблюдается зона перегрева, а иногда и искрение. Ремонт сварочных инверторов из-за выхода из строя элементов схемы чаще всего происходит при использовании некачественных деталей. Помимо этого, повреждение в электрических схемах может возникнуть по причине перегрева силовых элементов, т.е. если их охлаждение недостаточно. Вернуться к оглавлению Среди множества возможных неисправностей следует выделить основные виды. Прежде всего, это случаи, когда при наличии входного напряжения отсутствует ток на выходе инвертора. Такая неисправность объясняется перегоранием предохранителей или нарушением целостности электрической цепи, которое может возникнуть в любой зоне инвертора. Схема сварочного инвертора с системой мягкого поджига. Другой вид неисправности: выходной сварочный ток не достигает нужных значений даже при максимальных установках. Эта неисправность инвертора может быть вызвана как недостаточным входным напряжением и потерями в контактных зажимах, так и неисправностями, возникшими в силовом блоке. Частые самопроизвольные отключения инвертора свидетельствуют о том, что в электрической цепи есть короткое замыкание или имеет место чрезмерный перегрев элементов силового блока. При этом система защиты работает нормально и обеспечивает аварийное отключение. Нестабильность сварочной дуги и отсутствие регулировки сварочного тока указывает на наличие неисправностей в силовом блоке или блоке управления. Повышенный шум, издаваемый инвертором, указывает на наличие перегрузок и может привести в последующем к выходу его из строя. Система защиты инвертора работает с нарушениями. То же самое можно говорить в случае, когда ощущается нагрев самого аппарата. В последнем случае к возможным причинам добавляется слабое закрепление кабеля в контактной колодке. Вернуться к оглавлению Любой ремонт инвертора для сварных работ следует начинать с внешнего осмотра. Визуально определяется наличие механических повреждений корпуса и следов от короткого замыкания (почернение, прожоги). Затем проверяется качество закрепления кабелей в контактных колодках (на входе и выходе инвертора). Схема блока входного выпрямителя. Независимо от результатов проверки, следует подтянуть зажимные элементы отверткой или ключом. Следует проверить целостность предохранителей с помощью тестера и, при необходимости, заменить. Если причина неисправности не устранилась, то снимается крышка корпуса инвертора. После снятия крышки проводится визуальный осмотр с целью выявления обрывов электрической цепи или следов воздействия короткого замыкания. Измеряется величина входного напряжения и сила входного тока, а также их значения на выходе из сварочного инвертора с помощью тестера или мультиметра. При отсутствии явных неисправностей проводится поблочный контроль целостности электрической цепи. Проверка начинается с блока питания и переходит постепенно на другие блоки. Вернуться к оглавлению Проверка силового блока и блока управления заключается в проверке основных элементов. Наиболее частой неисправностью силового блока является выход из строя силового транзистора, поэтому и проверку этого блока следует начинать с него. Обычно неисправный силовой транзистор имеет явные следы повреждения (деформация корпуса, следы прогара). Если визуального осмотра недостаточно, то транзистор следует прозвонить мультиметром. Вышедший из строя транзистор подлежит замене. Установка его на плато проводится с применением термопасты КПТ-8. Неисправность транзистора, как правило, сопровождается выходом из строя одного из драйверов. Эти транзисторы управления (или микросхемы) следует проверить с помощью омметра. Все неисправные детали необходимо отпаять и заменить на новые. Диодные мосты выпрямителей обычно более надежны, чем транзисторы, но и их следует проверить. Для более точного определения неисправности с плато следует снять диодный мост полностью и прозвонить в состоянии, когда все диоды соединены между собой. При показаниях сопротивления близких к нулю следует искать конкретный диод, вышедший из строя. Неисправный диод заменяется. Следует иметь в виду, что при установке аналога надо выполнить условие — в инверторах обычно используются быстродействующие диоды, и менять их необходимо тоже на быстродействующие диоды той же мощности. При замене особое внимание необходимо уделить креплению радиатора охлаждения. При их соединении с диодом следует использовать теплопроводную пасту КПТ-8. Ремонт блока управления связан с проверкой параметров деталей, выдающих сигналы сложных видов. Это вызывает проблемы в диагностировании неисправностей с применением осциллографов. Ремонт блока следует доверить специалистам. Если при перегреве элементов в силовом блоке не происходит отключения аппарата, то неисправность следует искать в термовыключателях. Для этого вначале надо проверить надежность их крепления к детали, на которой контролируется температура. В случае если выясняется, что термовыключатель не срабатывает, его необходимо заменить. Вернуться к оглавлению При проведении проверки и ремонта инверторов возникает потребность в следующем инструменте и измерительных приборах: Выход из строя сварочного инвертора не всегда является большой проблемой. Если правильно проанализировать причины выхода его из строя и найти неисправность, то ремонт можно произвести своими силами. moiinstrumenty.ru Сварочные инверторные аппараты обеспечивают высокое качество сварки при минимальных профессиональных навыках и максимальном комфорте сварщика. У них более сложная, чем у сварочных выпрямителей и трансформаторов, конструкция и, соответственно, менее надежная. В отличие от вышеуказанных предшественников, являющихся в большей мере электротехническими изделиями, инверторные аппараты представляют собой достаточно сложное электронное устройство. Поэтому в случае выхода из строя какого-либо компонента этого оборудования неотъемлемой частью диагностики и ремонта будет проверка работоспособности диодов, транзисторов, стабилитронов, резисторов, прочих элементов электронной схемы инвертора. Не исключено, что потребуется умение работать не только с вольтметром, цифровым мультиметром, прочей рядовой измерительной техникой, но и с осциллографом. Рекомендуем ознакомиться Ремонт инверторных сварочных аппаратов отличается также следующей особенностью: нередки случаи, когда по характеру неисправности определить вышедший из строя элемент невозможно или трудно и приходится последовательно проверять все компоненты схемы. Из всего вышеуказанного следует, что для успешного самостоятельного ремонта необходимы познания в электронике (хотя бы на начальном, базовом уровне) и маломальские навыки работы с электросхемами. При отсутствии оных ремонт своими руками может обернуться напрасной потерей сил, времени и даже привести к появлению дополнительных неисправностей. В комплекте с каждым агрегатом идет инструкция, в которой содержится полный перечень возможных неисправностей и соответствующие способы решения образовавшихся проблем. Поэтому, прежде чем что-либо предпринимать, следует ознакомится с рекомендациями предприятия-производителя инвертора. Все неисправности сварочных инверторов любого типа (бытовых, профессиональных, промышленных) можно разделить на следующие группы: В любом случае сварочный процесс затруднен или невозможен. Неполадка в работе аппарата может быть вызвана несколькими факторами. Выявлять их следует последовательно, переходя от простого действия (операции) к более сложному. Если все рекомендуемые проверки выполнены, но нормальная работа сварочного аппарата не восстановлена, то велика вероятность неисправности электросхемы инверторного модуля. Основные причины отказа электронной схемы: Чаще всего неисправности связаны с внешними факторами, настройками и ошибками в эксплуатации инвертора. Наиболее типичные ситуации: О серьезной поломке инверторного модуля может свидетельствовать появившийся из его корпуса запах гари или дыма. В этом случае лучше обратиться за помощью к специалистам сервисной службы. Ремонт сварочных инверторов своими руками требует определенных навыков и знаний. Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его начинки. Иногда все дело только в некачественной пайке деталей, проводов, других контактов на платах схемы и достаточно произвести их перепайку, чтобы аппарат заработал. Поврежденные детали сначала пытаются определить визуально – они могут быть треснутыми, иметь потемневший корпус или прогоревшие на плате выводы, электролитические конденсаторы будут вздутыми в верхней части. Все выявленные неисправные элементы выпаивают и заменяют на такие же или аналогичные с подходящими характеристиками. Подбор производят по маркировке на корпусе или по таблицам. При выпаивании деталей использование паяльника с отсосом обеспечит максимальные скорость и удобство работы. Если визуальный осмотр не принес результата, то переходят к прозваниванию (тестированию) деталей с помощью омметра или мультиметра. Самыми уязвимыми элементами инверторных модулей являются транзисторы. Поэтому ремонт аппарата обычно начинают с их осмотра и проверки. Силовые транзисторы редко сами по себе выходят из строя – как правило этому предшествует отказ элементов "раскачивающего" их контура (драйвера), детали которого проверяют в первую очередь. Точно так же, посредством тестера, прозванивают остальные элементы платы. На плате необходимо проверить состояние всех печатных проводников на предмет отсутствия обрывов и подгаров. Подгоревшие участки удаляют и напаивают перемычки, как и в случае обрывов, проводом ПЭЛ (с сечением, соответствующем проводнику платы). Следует также проверить и в случае необходимости зачистить (стирательной белой резинкой) контакты всех имеющихся в аппарате разъемов. Выпрямители (входные и выходные), представляющие собой обычные диодные мосты, закрепленные на радиаторе, считаются достаточно надежными компонентами инверторов. Но иногда и они выходят из строя. Производить проверку диодного моста удобнее всего после отпаивания от него проводов и снятия с платы. Если вся группа диодов звонится накоротко, то следует искать пробитый (неисправный) диод. В последнюю очередь проверяют плату управления ключами. В инверторном модуле это наиболее сложный элемент и от его функционирования зависит работа всех остальных компонентов аппарата. Заключительным этапом ремонта инверторного сварочного устройства должна быть проверка наличия управляющих сигналов, поступающих на шины затворов блока ключей. Диагностируют этот сигнал с помощью осциллографа. При неясных и более сложных, чем описанные выше, случаях потребуется вмешательство специалистов. Пытаться устранить неисправность самостоятельно не стоит, особенно когда инверторный аппарат находится на гарантии. tutmet.ru В настоящее время инверторная сварка нашла широкое применение в самых разных областях. Эти аппараты считаются очень надежными и долговечными. Однако несмотря на все положительные качества, они иногда выходят из строя. В таких случаях при отсутствии специализированных мастерских, особую актуальность приобретает вопрос, как выполнить ремонт сварочного инвертора своими руками. Проведение подобного ремонта не является неразрешимой проблемой. Вполне достаточно основных знаний электротехники, конструктивных особенностей аппарата, а также основные методы и последовательность проведения ремонтных работ в соответствии с выявленными неисправностями. Традиционный инверторный аппарат по своей сути является источником постоянного тока, обеспечивающим зажигание и поддержку электрической дуги в процессе сварки металлических деталей и конструкций. Основным принципом работы устройства служит высокочастотная трансформация тока, обладающего значительной силой. За счет этого размеры трансформатора существенно уменьшаются, а выходной ток становится более стабильным и хорошо поддается регулировке. Получение тока с нужными параметрами происходит в несколько этапов: Для выпрямления тока используются диодные мосты с необходимой мощностью. Частота изменяется под действием транзисторов повышенной мощности. Получение необходимой силы тока на выходе обеспечивается с помощью трансформатора высокой частоты. В состав стандартного инвертора входят несколько блоков. Среди них следует отметить блок питания, предназначенный для стабилизации входных сигналов. Схема данного элемента состоит из многообмоточного дросселя, управляемого с помощью транзисторов, а также конденсатора, в котором накапливается энергия. В дроссельной системе управления используются диоды. Блок питания как правило отделяется от других элементов и блоков специальной металлической перегородкой. Основной деталью сварочного инвертора считается силовой блок. С его непосредственным участием происходит весь цикл преобразования, начиная от первичного тока, выходящего из блока питания, и заканчивая сварочным током на выходе. В состав силового блока входят платы первичного выпрямителя, инверторного преобразователя, трансформатора высокой частоты и вторичного выпрямителя. Первичный выпрямитель изготовлен в виде диодного моста, на который происходит подача электротока, не превышающего 40 ампер. Чаще всего подается от 25 до 32 А. Значение напряжения составляет 200-250 вольт, а частота – 50 Гц. Конструкция инверторного преобразователя выполнена в виде мощного силового транзистора, рассчитанного на ток в 32 А, напряжение – до 400 В и мощность – не ниже 8 кВт. Выход сигнала из преобразователя имеет частоту от 50 до 55 кГц, максимально – 100 кГц. Основой трансформатора высокой частоты служат обмотки из тонкой медной ленты, позволяющие увеличивать силу тока до 200-250 ампер. При этом напряжение во вторичной обмотке не превышает 40 вольт. В схему вторичного выпрямителя входят мощные диоды, рассчитанные на рабочий ток не ниже 250 ампер, с рабочим напряжением не более 100 вольт. Вся конструкция инвертора в обязательном порядке охлаждается радиаторами и вентиляторами. Выходной сигнал стабилизируется с помощью дросселя, установленного на выходной плате. Системы управления и защиты играют важную роль в обеспечении надежной и устойчивой работы сварочного инвертора. Основой блока управления служит задающий генератор с использованием специальной микросхемы или широкоимпульсный модулятор. Плата управления дополняется резонансным дросселем и резонансными конденсаторами в количестве от 6 до 10 единиц. Трансформатор обеспечивает каскадную систему управления. Защитная схема чаще всего собирается на плате силового блока, обеспечивая защиту соответствующих частей и элементов. Защита от перегрузок осуществляется с помощью специальной платы, основой которой является микросхема 561ЛА7. Выпрямители и преобразователь защищаются путем использования снабберов, включающих в себя резисторы и конденсаторы К78-2. Для тепловой защиты элементов, установленных в силовом блоке, применяются термовыключатели. Многие поломки и неисправности сварочных инверторов возникают в результате нарушений правил эксплуатации. Нередко внутрь устройства попадает влага, вызывая короткие замыкания. К негативным последствиям может привести пыль, концентрирующаяся внутри аппарата. Инверторы очень часто выходят из строя при попытках выполнения работ, на которые они не рассчитаны. Это происходит из-за существенных перегрузок. Поломки нередко случаются в результате сильного падения сетевого напряжения, особенно при работе в загородных домах и в сельской местности. Критичным становится снижение напряжения до 190 вольт и более. Поломка инвертора может быть вызвана некачественным креплением в контактных колодках входного или выходного кабеля. Ослабленные контакты в местах соединений приводят к появлению в этих местах зоны перегрева. В некоторых случаях наблюдается искрение. Довольно частой причиной становится использование некачественных деталей при ремонте аппаратов и замене схем. Кроме того, в электрических схемах возникают повреждения, вызванные перегревом силовых элементов из-за недостаточного охлаждения. Существуют определенные виды неисправностей, характерные именно для сварочных инверторов. Среди них в первую очередь нужно отметить следующие: Прежде чем выполнять ремонт сварочного инвертора, необходимо произвести внешний осмотр устройства. Визуально определяются механические повреждения корпуса, а также черные пятна и прожоги, указывающие на возможные короткие замыкания. Кроме того, проверяется качество крепления кабелей во входных и выходных контактных колодках. В любом случае все имеющиеся зажимы подтягиваются с помощью отвертки или ключей. Работоспособность предохранителей проверяется тестером, неисправные элементы подлежат замене. Если первичные действия не позволили устранить неисправность, то следующим этапом будет снятие крышки корпуса устройства. При снятой крышке выполняется осмотр внутреннего содержимого, чтобы выявить возможные обрывы электрических цепей и действия коротких замыканий. Далее, необходимо измерить значения входного тока и напряжения, а затем выполнить такие же замеры на выходе. Для проведения измерений применяется тестер или мультиметр. В случае отсутствия видимых неисправностей, целостность цепи проверяется путем поблочного контроля всех систем и частей аппарата. В начале проверяется блок питания, а после него все остальные блоки. Силовой блок играет важную роль в обеспечении общей работоспособности сварочного инвертора. Поэтому его проверка осуществляется в первую очередь, сразу же после блока питания. Одновременно рекомендуется проверять и блок управления. Как правило неисправность силового транзистора сопровождается ярко выраженными следами повреждений в виде следов прогара, деформации корпуса и других признаков. Если визуальный осмотр не дал положительных результатов, рекомендуется проверить транзистор с помощью мультиметра. В случае неисправности транзистора, он должен быть заменен. При установке нового транзистора на плату используется специальная термопаста марки КПТ-8. Другой причиной неисправности может стать драйвер, вышедший из строя. Данная микросхема является транзистором управления и проверяется омметром. При обнаружении неисправных деталей их нужно аккуратно отпаять от платы и заменить новыми. Проверка диодных мостов также должна быть проведена, несмотря на более высокую надежность этих элементов по сравнению с транзисторами. Для того чтобы точно установить неисправность, диодный мост полностью снимается с платы и проверяется в том состоянии, когда все диоды соединяются друг с другом. Если значение сопротивления близко к нулевому, необходимо определять уже конкретный неисправный диод. При замене диода следует помнить, что в инверторах как правило применяются быстродействующие элементы. Поэтому устанавливать нужно только аналогичные марки с такой же мощностью. Крепление радиатора охлаждения и соединение его с диодом должно выполняться при помощи теплопроводной пасты КПТ-8. В процессе ремонта блока управления проверяются параметры деталей, выдающих сложные виды сигналов. Этот фактор может вызвать проблемы с диагностикой в случае использования осциллографа. Поэтому такие ремонтные работы рекомендуется проводить с привлечением специалистов. В случае неисправности термовыключателя, в силовом блоке не отключается аппаратура в случае перегрева. В первую очередь проверяется надежность его крепления к тому участку, где осуществляется контроль температуры. Если термовыключатель определяется как нерабочий, его нужно заменить. Для того чтобы выполнить ремонт сварочного инвертора своими руками потребуется: паяльник, мощностью 40-100 Вт, отвертка, плоскогубцы, кусачки, ключи и нож. Проведение измерений осуществляется с помощью амперметра, омметра и вольтметра, частотомера и осциллографа. Замеры, требующие высокой точности, выполняются штангенциркулем и микрометром. electric-220.ruРемонт сварочных инверторов своими руками – как подступиться? Ремонт сварочных инверторов своими руками схемы
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Устройство сварочного инвертора

 Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих. 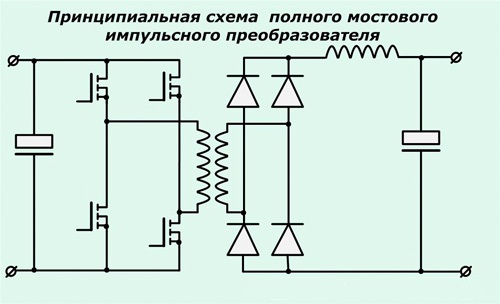
Как работает инвертор
Причины поломок инверторов
Особенности ремонта

Основные неисправности агрегата и их диагностика
Аппарат не включается
Нестабильность сварочной дуги или разбрызгивание металла

Сварочный ток не регулируется
Большое энергопотребление
Электрод прикипает к металлу
Горит перегрев
как отремонтировать если не работает, причины + видео
Инверторные аппараты — новое поколение ручной сварки
Преимущества инверторов
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы

Устройство сварочного аппарата
Схема сборки инверторов своими руками

Видео: обзор схемы Бармалея
Сборка инвертора своими руками
Видео: сборка сварочного инвертора
Причины выхода из строя инверторов
Частые поломки сварочных инверторов

Способы ремонта инверторных сварочных аппаратов
Что исправляют без вскрытия


Таблица: соответствие диаметра электродов с толщиной металла
Внутреннее устройство

Инструменты для работы

Ремонт сварочного аппарата своими руками










Видео: ремонт сварочного аппарата и разбор основных его неисправностей
виды неисправностей, их возникновения, ремонт
Ремонт сварочных инверторов своими руками
Схема ремонта сварочного инвертора своими руками
Основные неисправности сварочных инверторов
Распространенные неисправности инверторов
Ремонт инверторных сварочных аппаратов
Технология работ
Заключение
Ремонт сварочного аппарата, основные причины поломки и тонкости техобслуживания
Частые неисправности
 Основными проявлениями неполадок аппаратов электродуговой сварки являются:
Основными проявлениями неполадок аппаратов электродуговой сварки являются:Устройство не запускается
 При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.Залипание электрода (прерывание дуги)
 К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).Самопроизвольное отключение
 Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.Неисправности инверторных устройств
Электрическая схема
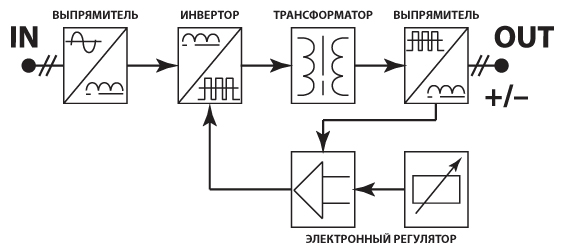
 В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала. 
Особенности эксплуатации


Порядок самостоятельного ремонта
 Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.Ремонт сварочных инверторов своими руками: основные виды неисправностей

Общие сведения об инверторах

Конструкция инверторов

Блоки управления и защиты

Причины выхода из строя инверторов

Основные виды неисправностей

Общий порядок ремонта сварочных инверторов

Ремонт силового блока инвертора
Необходимый инструмент
Ремонт сварочных инверторов своими руками – основные положения + Видео
1 Особенности ремонта сварочных инверторов


2 Неисправности сварочных инверторов – основные виды и причины


3 Наиболее распространенные неисправности инверторных аппаратов


4 Самостоятельный ремонт инверторных сварочных аппаратов


Ремонт сварочного инвертора своими руками
Содержание: Принцип работы сварочного инвертора
Конструкция сварочного инвертора
Управление и защита
Почему инверторы выходят из строя
Основные неисправности сварочных инверторов
Порядок действий при проведении ремонтных работ
Как отремонтировать силовой блок инвертора
Инструменты для ремонта инвертора
Ремонт сварочных инверторов своими руками









