
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
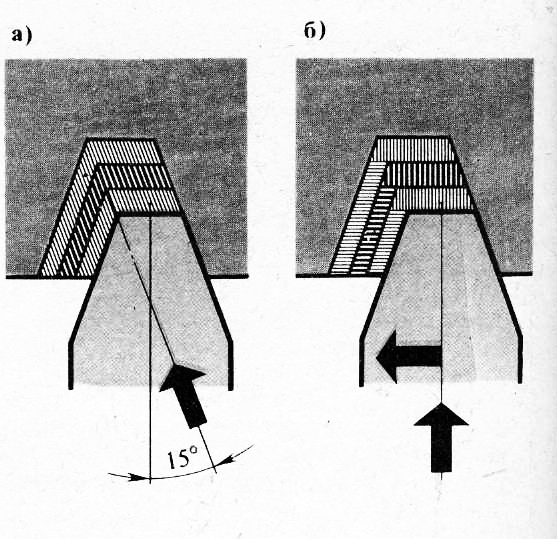
Категория: Токарное дело К резьбам, служащим для передачи движения, относятся трапецеидальная, упорная, прямоугольная, модульная и питчевая. Трапецеидальная резьба имеет профиль в виде равнобедренной трапеции с углом между сторонами 30°. Упорная резьба имеет профиль в виде неравнобедренной трапеции с наклоном сторон 30° и 3°. Усилие воспринимается одной стороной (с наклоном 3°). Прямоугольная (ленточная) резьба имеет профиль в виде прямоугольника. Глубина канавки принимается равной половине шага. Прямоугольные резьбы не стандартизованы и в промышленности применяются редко (заменяются трапецеидальными). Модульная резьба имеет профиль в виде рав-нобокой трапеции с углом 40°, применяется на червяках, сопрягаемых с червячными колесами. Шаг резьбы — кратный стандартному модулю Sp=itm. Питчевая резьба также применяется для червяков, шаг ее измеряется в дюймах. Шаг этой резьбы SP=n где Р—заданный питч. 1. НАРЕЗАНИЕ РЕЗЬБЫ ДЛЯ ПЕРЕДАЧИ ДВИЖЕНИЯ: а — трапецеидальной двумя резцами, б — трапецеидальной тремя резцами, в — прямоугольной тремя резцами, г — прямоугольной двумя резцами Способы нарезания резьб для передачи движения. Трапецеидальные, упорные и прямоугольные резьбы шага до 3 мм нарезают соответственно заточенными резцами за несколько проходов так же, как и треугольные резьбы. Трапецеидальные резьбы большого шага прорезаются предварительно прорезным резцом прямоугольного профиля, а затем окончательно чистовым резцом трапецеидального профиля. Врезание ведут под углом или сочетанием поперечного и бокового (комбинированное) врезания. Трапецеидальные резьбы шага не более 8 мм целесообразно нарезать предварительно широким прорезным резцом на глубину 0,251, затем узким прорезным резцом на полную глубину профиля и окончательно — чистовым резцом трапецеидального профиля. Крупные прямоугольные резьбы прорезают узким прорезным резцом, затем правую и левую стороны витков обрабатывают начисто раздельно. На рис. 1, г показано нарезание прямоугольной резьбы двумя прорезными резцами: черновым и чистовым. Внутренние трапецеидальные и ленточные резьбы нарезают резцами соответствующего профиля — цельными или закрепляемыми в оправках. Если изготовляют винтовую пару (винт и гайку) в условиях единичного производства, то резьбу винта контролируют гайкой (проверка на свинчиваемость). В крупносерийном и массовом производствах трапецеидальную резьбу контролируют калибрами. Шаг и профиль прямоугольных, трапецеидальных, упорных и модульных резьб контролируют шаблонами. Более точный контроль (в лабораторных условиях) осуществляют при помощи инструментальных и универсальных микроскопов. 2. СХЕМЫ ВРЕЗАНИЯ РЕЗЦА ПРИ НА-РЕЗАНИИ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ: а — боковое врезание, б — комбинированное врезание Возможно также нарезание многозаходных (обычно двухзаходных) резьб одновременно двумя резцами, расстояние между которыми равно шагу резьбы Sp. Настройку станка производить на ход H=KS. При изготовлении деталей с многозаходной резьбой можно выполнять деление также способом перемещения резца смещением верхних салазок суппорта- на шаг после каждого прохода. Смещение контролируют лимбом верхних салазок или, более точно, индикатором, либо мерными плитками. Чтобы канавки всех заходов были на одной глубине и толщина всех витков была одинакова, вначале прорезают все заходы начерно, а затем, выставив резец на окончательный размер, снова производят деление и все заходы обрабатывают начисто.
ленточная резьба. Резьба ленточная
Нарезание резьбы для передачи движения
 Нарезание резьбы для передачи движения Нарезание резьбы для передачи движения
Нарезание резьбы для передачи движения Нарезание резьбы для передачи движения 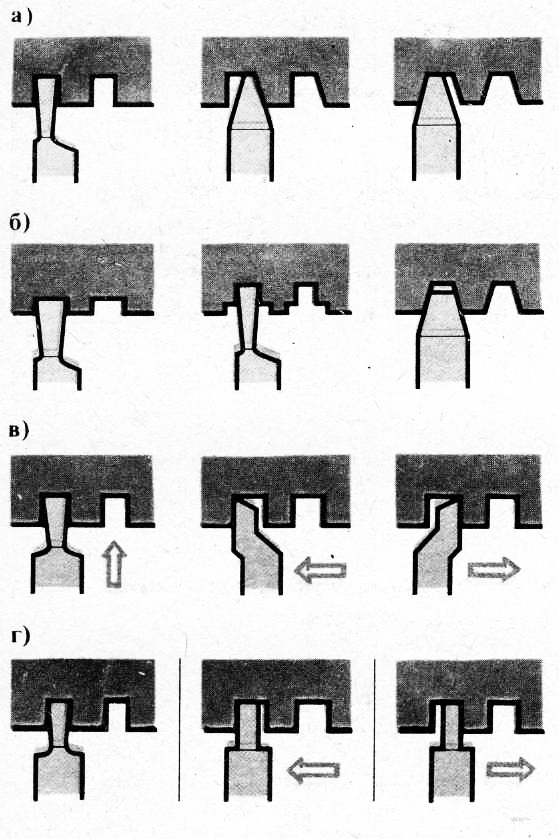
Читать далее:
Скоростное нарезание резьбы Статьи по теме:
pereosnastka.ru
Резьба прямоугольная - Энциклопедия по машиностроению XXL
Так как коэффициент трения / больше коэффициента трения /, то трение в винтовой паре с треугольной резьбой больше, чем в винтовой паре с резьбой прямоугольной. [c.227]Прямоугольная резьба. Ходовые и грузовые винты (домкратов, прессов и других механизмов) часто выполняют с резьбой прямоугольного профиля (рис. 288, з). Этот вид резьбы не стандартизован. [c.154]
Резьбы винтовых механизмов (ходовые резьбы) прямоугольная (рис. 1.5, а) трапецеидальная симметричная (рис. 1.5, б) трапецеидальная несимметричная, или упорная (рис. 1.5, б). [c.17]Резьба прямоугольная (см. рис. 1.5, а), широко применявшаяся ранее в винтовых механизмах, в настояш,ее время не стандартизована и почти вытеснена трапецеидальной. Изготовить прямоугольную резьбу более производительным способом на резьбофрезерных станках невозможно, так как для образования чистой поверхности резьбы у фрезы должны быть режущими не только передние, но и боковые грани (сравни профили рис. 1.5, а и 1.5, б ). [c.20]
Применяются резьбы для крепления деталей (винтом, болтом, гайкой, шпилькой), для передачи движения (ходовым, грузовым, натяжным, подъемным винтом). К группе крепежных резьб относится метрическая, дюймовая, трубная, круглая. К группе ходовых резьб — прямоугольная, трапецеидальная, упорная. [c.75]
| Рис. 5. Резьба прямоугольная (нестандартная) |  |
В основном применяют правую резьбу, у которой на видимой части цилиндра винта резьба идет снизу вверх направо на рис. 406, а показана двухзаходная правая резьба прямоугольного профиля, на рис. 406, б— левая однозаходная резьба такого же профиля. [c.405]
Выбор профиля резьбы определяется ее назначением. Для грузовых и ходовых винтов применяют резьбы прямоугольные, трапецеидальные (рис. 407) и упорные (рис. 408). Такие резьбы обеспе- [c.406]
Если винт имеет трапецеидальную или упорную резьбу, то по найденной величине остальные параметры резьбы устанавливают по соответствующему ГОСТу. В случае применения резьбы прямоугольного (квадратного) профиля величину округляют до ближайшего большего целого (предпочтительно четного) числа миллиметров, а шаг резьбы назначают по соотношению [c.416]
Резьба прямоугольная (рис.20. д). Не стандартизована. [c.22]
Какие особенности изображения и обозначения резьбы прямоугольной и с проточкой [c.66]
Резьбы прямоугольного и полукруглого профиля не стандартизованы, и их изготовление производится по чертежам ведомственных нормалей. [c.82]
Винтовые пары в машиностроении имеют самое широкое применение. При помощи винтов в машинах передается движение, а также осевые усилия. Осевая сила, нагружающая винт, вызывает на поверхности нарезки значительное трение, которое приходится преодолевать движущему моменту. Разберем сначала более простой случай винта, имеющего прямоугольную резьбу. Прямоугольная резьба (иначе — ленточная) применяется, например, в винтовых домкратах (грузовые винты), в ходовых винтах токарных станков (передаточные винты). [c.287]
Резьба трапециевидная (рис. 207) широко применяется в червячных передачах. Хотя в этом случае теоретически и следовало бы применять резьбу прямоугольную (для повышения к. п. д.), условия зацепления заставляют отступить от прямоугольной формы профиля резьбы. Значение угла р здесь берут меньше, чем в треугольной резьбе. Оно обычно колеблется в пределах для угла зацепления = 20° 5 = 40° для = 15° р = 30°. [c.294]
Наилучшие результаты дает мелкая треугольная резьба (высота витков 0,5-0,7 мм) при условии, если гребешки витков прошлифованы в размер, обеспечивающий малый зазор в соединении. Уплотняющая способность резьбы прямоугольного профиля примерно вдвое меньше. Трапецеидальная резьба занимает промежуточное положение. Оптимальный угол наклона витков резьбы треугольного профиля 5 —10°, прямоугольного 3 — 5 . [c.101]
Резьба прямоугольная (см. рис. 1.5, в), широко применявшаяся ранее в винтовых механизмах, в настоящее время не стандартизована и почти вытеснена трапецеидальной. Изготовить прямоугольную резьбу более производительным способом на резьбофрезерных стан- [c.25]
Резьба метрическая с крупным шагом Применение 1.278 — Размеры 1.275 в-- о мелким шагом Применение 1.278 — Размеры 1.275 Резьба прямоугольная — Применение 1.287 [c.648]
В передачах винт-гайка применяется резьба прямоугольная, квадратная, трапецеидальная, упорная и треугольная. Трапецеидальная резьба нормирована ОСТ 2409—2411. Упорная резьба нормирована ОСТ 7739—7741. ГОСТы для треугольной резьбы указаны в разделе Резьбовые соединения . [c.230]
Шаг резьбы можно также измерить по ее оттиску на бумаге или дереве. К такому приему часто приходится прибегать при измерении шага внутренней резьбы малого диаметра. Для этого в отверстие резьбы вводят тоненькую деревянную палочку, прижимают ее к резьбе и получают оттиск, по которому измеряют шаг резьбы. Шаг специальной резьбы (прямоугольной, трапецеидальной) измеряют штангенциркулем (фиг, 194, в) или по оттиску резьбы на бумаге. [c.249]
В зависимости от профиля различают резьбы прямоугольные, треугольные, трапецеидальные, упорные и круг-лые от направления винтовой линии — правые и левые-, от числа винтовых линий — однозаходные и многозаходные. [c.258]
Болты, винты и шпильки, применяемые в неподвижных соединениях, как правило, имеют резьбу треугольного профиля, называемую крепежной резьбой. Прямоугольные и трапецеидальные резьбы применяют в подвижных соединениях, где при помощи винтовых соединений передается движение или усилие, например винты домкратов, ходовые винты в металлорежущих станках и пр. [c.83]
Шаг специальной резьбы (прямоугольной, трапецоидальной) из-меряют штангенциркулем (фиг. 112, в) или по ее оттиску на бумаге. [c.164]
Экспериментальное исследование силовых факторов при нарезании резьбы прямоугольного профиля на оболочках из стеклопластиков производили методом многофакторного планируемого эксперимента. Исследовались все три составляющие силы резания Рх, Ру, Рг. В качестве факторов были приняты скорость резания V, глубина резания t (величина врезания на проход) и шаг резьбы Р. Пределы варьирования факторов выбирали исходя из возможностей применяемого оборудования и имеющегося опыта работы. В результате математической обработки результатов эксперимента получены зависимости [c.98]
Указанные недостатки снижают эффективность метода, поэтому проведены предварительные исследования нарезания резьбы, в частности резьбы прямоугольного профиля (см. рис. 4.18), многолезвийным инструментом дисковыми твердосплавными фрезами, абразивными и алмазными кругами, которые показали неприемлемость нарезания резьбы с помощью фрез из-за их низкой стойкости и сложности заточки. [c.159]
Необходимо указать, что формулы (10.8), (10.9), (10.8а) и (10.9 а) применимы также для винтовых кинематических пар (см. гл. 9, 9.6). Если резьба прямоугольная, то следует применять формулы (10.8) и (10.9), а если треугольная или трапецеидальная, тЬ формулы (10.8 а) и (10.9 а). При этом формулы (10.8) и (10.8 а) следует применять, если осевая сила является силой сопротивления (прямой ход), а формулы (10.9) и (10.9 а)—если осевая сила является движущей (обратный ход). [c.284]
Нарезание прямоугольной и трапецеидальной резьб является более сложной работой по сравнению с нарезанием треугольных резьб. Прямоугольные и трапецеидальные резьбы на ходовых винтах и червяках бывают одно-заходными и многозаходными. [c.112]
Развертки конические для предварительной обработки отверстий отличаются наличием резьбы на образующей. Профиль резьбы — прямоугольный. Благодаря такой образующей предварительная развертка превращает цилиндрическое отверстие в отверстие с нарезкой, а чистовая развертка осуществляет окончательную обработку отверстия. [c.271]
Прямоугольная резьба. Прямоугольная резьба не стандартизована, так как наряду с её преимуществом, заключающимся в несколько более высоком коэфициенте полезного действия по сравнению с трапецоидальной, она менее прочна и более сложна в производстве. [c.774]
Прямоугольные резьбы — см. Резьбы прямоугольные Псевдогармонические колебания 247 [c.1086]
На рис. 28.3 показаны профили резьб прямоугольная (а), трапецеидальная (б) и,упорная (в), которые применяются [c.340]
У какой из двух резьб (прямоугольной и треунольной) к. и. д. выше и почему [c.398]
Резьба прямоугольная (рис. 4.13) изготовляется на токарно-винторезных станках. Эгол способ имеет низкую производи елыюсгь и точносгь. Обладает пониженной прочностью. При изнашивании образуются трудно устранимые осевые зазоры. Не стандартизована. Применяется сравнительно редко в малонагруженных передачах винт — гайка. [c.72]
На винтах домкратов и прессов часто нарезают одноходовую резьбу прямоугольного (квадратного) профиля. Одноходовые прямоугольные резьбы в наибольшей степени обладают свойством самоторможения. [c.82]
При соединении изделий из ВКПМ применяют как традиционные, так и специальные виды соединений. Одним из часто встречающихся методов соединения является резьбовое, однако из-за специфических свойств ВКПМ оно имеет свои конструктивные особенности. Так, применение резьбы треугольного профиля, в частности метрической, не всегда оправдано вследствие ее малой прочности, объясняемой малой прочностью этих материалов на срез. Поэтому при резьбовом соединении изделий из ВКПМ с металлическими в большинстве случаев применяют резьбы прямоугольные или упорные с несимметричным профилем, рассчитанным из условия равнопрочности резьбы [28]. [c.95]
Исследования нарезания резьбы абразивными и алмазными кругами производили на описанной выше установке. Нарезали резьбу прямоугольного профиля (см. рис. 4.18) на оболочках из стеклопластика КППН диаметром 120 мм. Проводили нарезание резьбы и на оболочках из углепластика. [c.159]
mash-xxl.info
ленточная резьба видео Видео

...
10 меc назад
Мой ответ на вопрос моего друга.

...
1 нед назад
Группа https://vk.com/public151927902 Сайт http://tokarka42.ru/ Группа https://vk.com/tokarka42.

...
2 лет назад
Моя страница в контакте https://vk.com/penchkovsky Электронная почта [email protected].

...
1 лет назад
Изготовление "метчика" маточной гайки из винта.

...
1 лет назад
Державка http://ali.pub/u2p4b Пластинки 2 мм http://ali.pub/m3x2z Сайт http://tokarka42.ru/ Группа https://vk.com/tokarka42.

...
2 лет назад
Этот ролик обработан в Видеоредакторе YouTube (http://www.youtube.com/editor)

...
3 лет назад
С железками закончил. Следующее видео будет с резьбой по дереву.

...
2 лет назад
Нарезаем коническую замковую резьбу СП167х12 наружную на токарном станке.

...
3 лет назад
съем до 10 соток проход, на диаметр.

...
2 лет назад
Видео о том как без особых навыков и затрат делать эксклюзивные вещи из дерева.

...
1 лет назад
Внести свой вклад в развитие мастерской или канала можно по данным реквизитам. Больше железяк - интереснее...
...
3 лет назад
Показано нарезание резьбы на токарном станке без ходового винта путём ручной подачи резьбового резца....

...
2 лет назад
Домовая резьба. ▻ Скачайте книгу "Основы столярного мастерства": http://jurprime.ru/offers/book/ ▻ Подписывайтесь на...

...
2 лет назад
Этот ролик обработан в Видеоредакторе YouTube (http://www.youtube.com/editor)

...
2 лет назад
Выпиливание фигурки оленя ленточной пилой, переоборудованной из ручной ленточной пилы в ленточнопильный...

...
10 меc назад
Woodworking, making end grain cutting boards, chessboards, jewelry boxes, etc. - http://mtmwood.com/en/ Woodworking plans ...
nosiprikol.ru







