
Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Неспециалисту порой бывает трудно разобраться в терминах и определениях, применяемых в сварке. Сложность дополнительно вызвана тем, что не существует жестко регламентированных и классифицированных методов и приемов. Однако производители сварочного оборудования и материалов придерживаются общепринятых английских аббревиатур, речь о которых и пойдет в данной статье. MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.Процесс сварки происходит за счет плавления металлического стержня — электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака. Сварка покрытым электродом РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает — как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы. Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно. TIG (Tungsten Inert Gas) — технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам — (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа: Выбор материалов осуществляется согласно цветовой маркировке вольфрамовых электродов, обозначающей типы свариваемых металлов , а также сварочные режимы. Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию: Процесс сварки по методу TIG Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название «ручная аргонно-дуговая сварка» или РАДС. Стоит отметить, что данное название не совсем правильно, т.к. в роли защитного газа могут применяться другие газы — азот, гелий, а также газовые смеси. Аргон может использоваться при сварке плавящимся электродов — MIG метод, речь о котором пойдет ниже. В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) — постоянный ток или AC/DC (Alternating Current/Direct Current) — переменный/постоянный ток. В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе. MIG/MAG (Metal Inert/Active Gas) — метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла. Схематичное изображение mig/mag-метода Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания «бесконечного электрода», чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы. В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание «сварка полуавтоматом в среде углекислого газа«, подразумевающий способ MAG(МАГ). Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков. Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами. svarkagid.ru Аббревиатура MMA, образованная от английского Manual Metal Arc, применяется для обозначения технологического процесса, который по-русски называют ручной электродуговой сваркой. В основе электрической дуговой сварки ММА лежит принцип плавления кромок соединяемых металлических деталей температурой электрической дуги. При расплавлении граничных участков соединяемых деталей, возникает так называемая сварочная ванна, при остывании и кристаллизации образующая сварной шов, обеспечивающий надежное неразъемное соединение деталей. Существует несколько видов электродуговой мма сварки: В каждом из них название mma себя полностью оправдывает, поскольку большую роль в процессе соединения металла играет сварщик. Термин «сварка мма» относится к ручной электродуговой сварке плавящимся электродом. В данном процессе, сварной шов образуется сплавлением свариваемых деталей с материалом электрода. Электродуговая сварка ММА осуществляется на постоянном или переменном токе. Этот вид сваривания предполагает, что полярность дуги меняется каждый полупериод, когда значение напряжения проходит через ноль. Таким образом, каждый полупериод, когда напряжение приближается к нулевому значению, происходит гашение дуги и последующее ее зажигание. Этот процесс незаметен для глаза, и дуга воспринимается непрерывно горящей. Повторное зажигание дуги происходит легко благодаря высокой остаточной ионизации искрового промежутка и малому времени перерыва горения дуги. Источником переменного тока для ММА сварки служит понижающий трансформатор. Такой метод сварки требует, чтобы электрод имел постоянную полярность. Различают следующие способы сварки ММА постоянным током: Каждый из способов имеет свои особенности. Обратная полярность применяется при работе с более толстым металлом, так как в этом режиме прогрев и плавление заготовки происходит более интенсивно. Материал электрода, напротив, расходуется медленнее. При прямой полярности электрод плавится более интенсивно, чем заготовка. По этой причине этот способ используют при ММА сварке изделий из тонкого металла. Сварка ММА постоянным током осуществляется выпрямителями, генераторами и инверторными преобразователями. Источниками сварочного тока служат автономные генераторы, понижающие трансформаторы, а также появившиеся сравнительно недавно инверторные преобразователи ММА типа. Генератор для ММА сварки обычно представляет собой синхронную электрическую машину, приводимую двигателем внутреннего сгорания, дизельным или бензиновым. Конструктивно такой генератор очень близок к агрегатам, предназначенным для обеспечения резервного электропитания. Отличие заключается в уровне выходного напряжения (у сварочных агрегатов оно обычно составляет 70 – 75 Вольт) и наличии выпрямительного блока, обеспечивающего сварку постоянным током. Идентичность основных узлов сварочных и резервных генераторов обусловливает тот факт, что обычно такие машины конструируются как универсальные. При переключении уровня выходного напряжения и исключении выпрямительного блока, агрегат превращается в обычный генератор резервного питания. Это традиционный источник тока, применяемый в ММА сварке. Представляет собой обычный понижающий трансформатор, имеющий вторичное напряжение холостого хода от 50 до 80 Вольт. По конструкции бывают трехфазными, на напряжение 220/380 Вольт, либо однофазными, на 220 либо 380 Вольт. Однофазные трансформаторы, как правило, используются для сварки переменным током и не содержат выпрямителей. Трехфазные преобразователи комплектуются диодными мостами и применяются для сварки ММА постоянным током. Это объясняется тем, что однофазное переменное напряжение, после выпрямления представляет собой последовательность пульсаций с амплитудой от 0 до максимального напряжения, что вызывает неустойчивость горения дуги при сварке электродом для постоянного тока. Поэтому, однофазные выпрямители ММА требуют применения средств, сглаживающих пульсации, в виде мощных дросселей и объемных конденсаторов. Трехфазные выпрямители ММА выдают напряжение, значительно более приближенное к постоянному, имеющее незначительные пульсации. Такие сварочные аппараты ММА в настоящее время имеют наиболее широкое применение на производственных предприятиях, обеспечивая высокое качество сварных соединений. Без преувеличения можно сказать, что этот тип оборудования произвел революцию в сварочном деле. Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах. После этого, переменное напряжение высокой частоты трансформируется до необходимого уровня и выпрямляется. В результате, на выходе аппарата ММА (или другого типа) формируется постоянное напряжение с наложенными на него высокочастотными пульсациями. Это свойство инверторного аппарата позволяет выполнять работу, используя различные типы электродов. С успехом могут применяться сварочные электроды, предназначенные для работы с постоянным током, а также предназначенные для переменного тока сварки mma. Ну, а самое главное, что принесла инверторная технология – сварочный аппарат значительно уменьшился в размерах и по весу. Это стало возможным благодаря особенностям преобразования напряжения высокой частоты. Дело в том, что трансформатор, понижающий напряжение частотой в десятки килогерц до необходимого уровня, на порядок меньше и легче работающего с частотой 50 Гц при той же мощности. То же самое можно сказать о конденсаторах фильтров. В результате, вместо трансформатора, перемещение которого было возможно только с применением грузоподъемной техники, сварщик получил сварочный портативный инвертор mma, переносимый на плечевом ремне и выполняющий те же функции. Штучные электроды, применяемые для mma сварки, представляют собой металлические стержни, покрытые специальным составом, иногда называемым обмазкой. Функция покрытия заключается в следующем. При зажигании электрической дуги, обмазка электрода, вследствие интенсивного разогрева обильно выделяет газы, вытесняющие кислород воздуха с места сварки, что предохраняет сварочную ванну от окисления. Это способствует образованию более качественного сварного шва. Электроды для сварки различаются по диаметру, материалу стержня и составу покрытия. Эти факторы определяют их предназначение для работы с постоянным или переменным током, а также их применение при соединении различных материалов. svaring.com Для начала разберёмся с аббревиатурой ММА: это Manual Metal Arc – ручная дуговая сварка инвертором или через трансформатор с использованием электродов. Старое «советское» название было проще и понятнее: РДС – ручная дуговая сварка. Сварка ММА – абсолютный чемпион среди сварочных технологий по популярности среди широких масс населения в течение долгого времени. Да и сам способ очень старый – его изобрели еще в конце 19-го века. ММА прост и недорого – вот два главных критерия, выводящих его на почетный и заслуженный пьедестал народной любви. Для того, чтобы произошла сварка ММА, нужно совсем немного: чтобы плавился подходящий металлический электрод. Возможность применения электрода определяется видом его обмазки, диаметром, составом металлического сплава стержня – все эти параметры уложены в довольно обширную классификацию сварочных электродов. Покрытие электрода защищает сварочную ванну от главного врага качественной сварки – кислорода, который окисляет металл. Сварочный шов формируется за счет плавящегося стержня, а обмазка электрода превращается в шлак. Технология сварки MMA. Варить способом ММА можно и на постоянном, и на переменном токе. Если ток постоянный, подключать зажим и держатель можно двумя способами, то есть работать можно как на прямой, так и на обратной полярности. Если ток переменный, вариант подключения электрода не играет никакой роли. В настоящее время существует огромное количество сварочных аппаратов в виде инверторов, среди которых можно найти самую подходящую версия для себя с учетом опыта, вида планируемых работ и так далее. Первым делом решается вопрос, на каком типе тока нужно проводить работу. Современные сварочные аппараты способны функционировать при любом токе. Просто нужно учитывать, что с переменным током работать сложнее, потому что электрическая дуга не очень устойчива, и сварочный шов может потерять в качестве. Поэтому выбор типа тока будет в большей степени зависеть от профессионального опыта: если он есть, можно работать и на переменном. Если же вы в начале славного пути сварщика, вашим выбором должен оставаться постоянный ток: на нем работать легче. Кстати, с некоторыми металлами или сплавами можно иметь дело только на постоянном токе. Обратная и прямая полярность. Полярность подключения может быть также двух видов: Следующий шаг – определиться с правильной силой тока, которая зависит прежде всего от толщины свариваемого металла. Рассчитывать силу тока удобнее по формуле: 40 ампер на каждый миллиметр толщины детали. Значение тока выставляется легко: на панели регулятором. Теперь пора разжигать электрическую дугу – главный элемент ММА. Данный этап можно назвать самым ответственным и самым сложным. Пожечь дугу можно двумя способами: либо прикоснуться концом электрода и затем резко оторвать его, либо чиркать электродом, как спичкой. Главное — получить стабильную и ровную дугу, от этого зависит качество сварочного шва в итоге. Прежде всего для этого электрод нужно держать над поверхностью всегда на одинаковом расстоянии – вести его как можно ровнее. Расстояние должно быть оптимальным. Будете держать выше, чем нужно — дуга потухнет, ниже – электрод залипнет на поверхности.
Сам процесс сварки идет в сварочной ванне. Чтобы она формировалась, металл должен хорошенько прогреться, для этого можно обернуть пару раз электрод в месте старта сварки. Ширина сварочной ванны должна быть адекватной и одинаковой ширины по ходу всего шва.
Для того, чтобы все это получилось, нужна, конечно, практика. Качественная сварка ММА получится только у мастеров с опытом. Новичкам такие требования поначалу кажутся очень сложными. Но метод осваивается быстро. Ведь именно из-за простоты и доступности ММА так популярна и на строительных площадках, и на дачных участках. Сварка металлов электродом. Преимущества электродуговой сварки мощные и не вызывают никаких сомнений: На самом деле все нижеперечисленные минусы можно таковыми не считать. Это, скорее свойства технологии, которые нужно учитывать:
Следует отметить, что современное оборудование помогает избежать неприятностей типа залипания электрода из-за неправильного розжига дуги. Многие модели снабжены продвинутыми функциями «горячий старт» и «антизалипание», которые сделают сварку ММА для начинающих более-менее легкой и доступной.
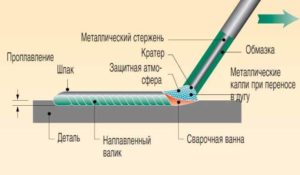
Конечно, все преимущества сварки ММА многократно перевешивают ее недостатки. Доступность и универсальность метода неоспоримы. Кроме того, стоимость оборудования для ММА намного ниже в сравнении с ценами на аппараты аргонодуговой или полуавтоматический сварки. Выбор аппарата для работы по методу ММА – дело непростое из-за многочисленности моделей, предлагаемых на рынке. В этом изобилии нужно разбираться. Поэтому несколько советов по поводу оборудования для ММА: Устройство инвертора для сварки MMA. Ветераны сварочного движения – неприхотливые, недорогие, тяжелые, с большими габаритами, управляемые только вручную. Это, конечно, стационарные аппараты. Суть их действия – преобразование сетевого тока в сварочный с помощью катушки – сердечника с обмотками из металлической проволоки. Варить нужно на переменном токе. Аппараты для преобразования переменного тока в постоянный. При постоянном токе сварочные швы формируются ровными, аккуратными и крепкими, а это самое главное в сварке. Выпрямители – близкие родственники трансформаторов, особенно с точки зрения их габаритов и большого веса. Для работы на них нужны практические навыки сварщика. Вот самый оптимальный выбор современного аппарата со всех точек зрения. С инверторами РДС становится доступной, простой и эффективной даже в руках новичков. В них нет никакой катушки, действие строится на электронном плато со встроенным выпрямителем. На выходе уже получается постоянный ток с корректировкой его стабильности. Подавляющее большинство имеют продвинутые функции, помогающие избежать залипания электродов, помогают с быстрым розжигом дуги. Инверторы компактны, имеют небольшой вес и способны к передвижению. Инвертор можно повесить даже на плечо. tutsvarka.ru Так какие электроды для сварки печи,рутиловые? D.C. - District of Columbia Ох пацан - сразу видно что ты никогда на заводе не работал. Привёз мне мой механик со склада электроды и говорит вари давай -сунул я его в запрещённый тобой держак - мой любимый ни на что его его не променяю -стукнул раз и почти вся намазка отвалилась. Я давай на него орать какого ХХХХ ты мне привёз это говно. а он говорит Эх, сразу видно, что истории (или сказки) ты рассказывать мостак! Это все, чему ты научился по жизни? Или есть еще что-нибудь? Здрасте🖐 Не знаете ли, как определит,по маркировкам,дле чево ети електроди? Буду очењ блогодарен? ELGA P43/E6013. UTP COMET J50 N-7016. AWS E309 MO ANAND D2MO. SELEKTARC 20/10 BC E 308 L-16. Здес марки на електродах. К сожалению я не ходячая энциклопедия.) Загуглите. Электроды с основным покрытием рулят ведь они пластичнее, швы не лопаются, меньше шлака, главное захотеть.Рутил шлакует, доля углерода в нем большая, швы лопаются. Исправься Ac- переменка а ds- постоянка даже по по обозначению видно. От такой оговорки уши сворачиваются. И мнение о профессионализме падает Пенза для черного металла сойдет? Нашел для себя магазин с Монолитом по самым низким ценам: Красавчик мне нравиться твое видео. Если б все так обьясняли, можно было бы и в фазану не ходить, а смотреть такое видео при в том же духе. Автор чему ты людей учиш, ты перепутал,должно быть: надписи AC (переменный ток) трансформатор и DC (постоянный ток) инвертор,а не нааоборот Ну такая хрень, хочешь шорошо сварить и не мучаться бери дорогие, а если ты скупой жлоб бери дешевку про которые рассказывают подобные уроки и нечего тут из мухи слона делать. Коллега, я тебя понимаю, но поверь не всё заключается только в цене на расходники (электроды). Даже, если стоимость практически одинакова, сварщик тот тип электродов, который ему нужен для конкретного изделия. P.S. Электроды по нерж (которые на видео в круглом тубусе) дешевыми никак не назовешь! Соотношение цены к количеству- 1 электрод нерж= 1кг обычных качественных электродов (т.е. 1шт = 35 шт, по стоимости)) Так и есть зашел увидел остави коментарий, варю ацетиленом электрой и даже нигде не учился этому. Изложил коротко и ясно все как есть может кто не согласен я не навязываю. Да-м. Сразу видно мимо шёл и решил свои пять копеек вставить, а сам вообще в этом вопросе ни бум-бум! Благодарю. какие лучше брать 21 или 36? Как в деревне вечером, бреханула одна собака (AC это переменка а DC постоянка), и понеслось по всей древни, ( AC это переменка а DC постоянка) , уже целая свора собак. Ну оговорился человек, так нет же, каждому умнику хочется показать свои высокие знания. Ребята что за электроды meneger,кто то ими пользоваться? Нашёл этот сайт Не вводите в заблуждение - AC/DC (сокр. от англ. alternating current/direct current — переменный/постоянный ток), т.е. AC - переменный, DC - постоянный. Поэтому на этикетке DC+- , т.е постоянный ток прямой и обратной полярности. Главная у лётчика мечта: высота, высота. Главная у сварщика мечта: больше ток, больше ток. специалист от патона 777 профессор! внимательно посмотрев могу сказать что есть МАЛЕНЬКАЯ ОШИБОЧКА на 9:10. AC - ПЕРЕМЕНЫЙ ТОК, DC - ПОСТОЯННЫЙ ТОК. antey-com.ru Ручная дуговая сварка, она же ММА сварка — что это такое? ММА сварка — классический метод соединения металлов, в основе которого лежит применение электрической дуги и сварочных электродов. Раньше ММА сварка являлась основной, но сейчас ее используют только при выполнении несложных или неответственных конструкций. Данный метод сварки появился в конце 19-го века и уже в начале 20-го века получил наибольшее распространение. Тогда в качестве электродов использовали стальную проволоку. Со временем были придуманы электроды, которые представляют собой проволоку, покрытую плавящейся обмазкой. Именно такой тип стержней используется по сей день. Это лишь одна из особенной ручной дуговой сварки. В этой статье мы кратко расскажем, что такое ММА сварка, каковы ее плюсы и минусы. Содержание статьи MMA сварка — это классический метод сварки, суть которого заключается в использовании электрической дуги и электродов с обмазкой. При этом сварщик сам держит электрод и управляет процессом сварки. Дуга плавит металл и обмазку, которая выделяет пары, защищающие сварочное соединение от окисления и образования дефектов. ММА сварку также называют ручной дуговой сваркой. Для тех, кто интересуется, расскажем подробнее. У нас есть источник тока. Источник подключается к розетке, берется два кабеля обратной и прямой полярности. С их помощью ток будет подводиться к деталям. Один кабель крепится с помощью зажима к детали (тогда такой кабель называется массой), а второй крепится к электроду. В итоге образуется простейшая электрическая цепь, которая замыкается при подаче электроэнергии к источнику тока. Формируется сварочная дуга, ее температура настолько большая, что способна расплавить металл. Как только источник тока отключают от электросети металл начинает остывать и кристаллизироваться. Так образуется сварной шов. Немалую роль играет электрод. Он плавится наравне с металлом заготовки. Когда электрод плавится его капли попадают в сварочную ванну, способствуя формированию шва и защищая от пагубного воздействия кислорода. Сами электроды — это, по сути, просто металлическая проволока, покрытая обмазкой. Обмазка может быть самой разнообразной по составу и сфере применения. Каждому типу металла предназначается свой тип обмазки. Важно учитывать эту особенность, ведь при неправильном подборе электродов велик риск испортить работу. Также у электродов есть своя марка. Мы подробно рассказывали об этом здесь. Прочтите эту статью, ведь даже если вы будете досконально знать технологию сварки, но не сможете выбрать электроды, ваша работа пойдет насмарку. Читайте также: Выбор марки электродов для ручной дуговой сварки У сварки MMA есть свои достоинства и недостатки. И связаны они прежде всего с тем, что эта технология очень старая и практически не претерпела никаких изменений за время своего существования. Именно по этой причине важно учитывать данный сварочный метод и все его особенности. Среди плюсов выделим, что с помощью данного метода сварки можно соединить практически все виды металлов. Возможно, соединение получится менее качественным, но сам факт сварки стоит учитывать. Также можно варить в любом пространственном положении, поэтому возможна сварка даже в труднодоступных местах. Отдельное достоинство связано с оборудованием для ММА сварки. Во-первых, оно стоит недорого. Во-вторых, оно способно работать при любых условиях, даже на морозе или под дождем. В-третьих, его настройка под силу даже новичку. Поэтому ММА сварка получила такое большое распространение среди домашних сварщиков. Но не обходится и без минусов. Прежде всего, ММА сварка самая медленная из всех, поскольку ограничивается только физическими силами самого сварщика. Здесь нет никаких помогающих механизмов, как в полуавтоматической сварке, например. Также учитывайте, что ваш навык сварки будет напрямую влиять на качество шва. Чем меньше опыта, тем хуже шов. Отметим, что новичкам часто трудно зажечь дугу и вести ее. К тому же, у многих электроды банально прилипают к металлу. Здесь дело опять же в опыте, его нужно наработать. Вот такие плюсы и минусы ручной дуговой ММА сварки. Мы считаем, что недостатки не настолько существенны, чтобы вовсе отказываться от этого метода. Ведь сварка MMA просто имеет свои особенности, которые нужно учесть. Поверьте, в остальных видах сварки не меньше недостатков. К тому же, ММА сварка часто просто незаменима по многих причинам. Например, экономическим. Домашнему сварщику нет нужды приобретать дорогое оборудование, ему нужно просто сварить ворота или каркас для теплицы. Для таких задач ручная дуговая сварка идеально подходит. А что касается сложности поджигания дуги, то современные производители выпускают аппараты с функциями, упрощающими работу. Например, во многих моделях сварочных аппаратов (даже бюджетных) есть функция антизалипания электродов и горячего старта. Достоинства сварки ммас лихвой перекрывают недостатки, если вы домашний мастер и вам не нужна сверхпроизводительность труда. Далее мы расскажем о технологии сварки, чтобы вы могли выполнить ее своими руками. Теперь разжигаем дугу. Это можно сделать двумя способами: постукиванием или чирканьем. Исходя из названий суть ясна: можно постучать концом электрода по металлу, а можно чиркнуть им также о поверхность детали, словно зажигаете спичку. В большинстве случаев это самое сложное для новичков, но достаточно немного потренироваться, чтобы научиться быстро и правильно поджигать дугу. Чтобы дуга горела стабильно, держите электрод на некотором расстоянии от металла, обычно это пару миллиметров. Если приблизить электрод слишком близко, он гарантированно прилипнет, а если слишком далеко, то дуга погаснет. Прогрейте металл круговыми движениями электрода. Должна образоваться сварочная ванна. Важно, чтобы размер ванны не сильно отличался по всей длине шва. После разогрева ведите электрод не слишком медленно, и не слишком быстро. Шов должен формироваться равномерно, без дефектов. И MMA, и любая другая сварка по началу может показаться трудоемкой и местами непонятной. Новичкам не так просто запомнить всю последовательность операций, не говоря уже об особенностях технологии сварки. Но не отчаивайтесь, если поначалу у вас не получается выполнить работу правильно. В сварке важно терпение и навык, поэтому перед выполнением ответственной работы потренируйтесь на ненужных кусках металла. Тем более, ММА сварка одна из самых простых и старых, так что вы сможете найти множество обучающих видеоуроков. Один из них вы можете видеть ниже. svarkaed.ru Процесс дуговой сварки, при котором осуществляется горение сварочной электродуги, носит название MMA сварка. Схема ручной дуговой сварки. Аббревиатура ММА в переводе означает ручная дуговая электросварка с помощью штучных металлостержней покрытых спецпокрытием. В процессе работы к электроду и металлическому изделию осуществляется подача электротока, в результате чего происходит образование электродуги между металлом стержня и поверхностью свариваемой детали. Схема ММА сварки. Высокая температура дуги разогревает металл стержня и детали, приводя к появлению области плавления. Жидкий металл образует своеобразную зону — сварочную ванну. Плавящийся металл стержня в виде отдельных частиц, покрытых шлаковыми образованиями, поступает в ванну. Здесь осуществляется смешивание поступающего металла с металлом изделия, а расплавившийся шлак поднимается на поверхность расплава. Глубина, на которую осуществляется плавление материала изделия, носит название «глубина проплавления». Размеры образуемой сварочной ванны полностью находятся в прямой зависимости от режима ведения сварных работ. При образовании ванны в результате действия электродуги доля основного металла в ее формировании составляет максимально до 35%.Плавление электрода приводит к плавлению его покрытия, что способствует образованию в области формирования ванны особого газового режима. Газы, образующиеся при плавлении, способствуют вытеснению воздуха и формированию защитного газового слоя. Этот слой препятствует взаимодействию расплава с газами атмосферы. Газовая оболочка места сваривания содержит в своем составе пары плавящихся металлов и легирующих элементов. Вернуться к оглавлению Способы дуговой электросварки Прежде чем говорить о технологии проведения работ по сварке, нужно изучить правила сварки. Основу составляют правила безопасности. Дело в том, что электродуговая сварка представляет собой очень опасный процесс. Во время проведения работ выделяются большие объемы вредных для здоровья газообразных веществ, поэтому сваривание требуется проводить на открытом воздухе или в помещении, которое является хорошо проветриваемым.Помимо этого, процесс связан с использованием электротока большой силы и напряжения, что требует особых мер предосторожности. Жидкий металл излучает в большом количестве УФ-излучение, которое пагубным образом влияет на зрение. Процесс выполнения ручной электросварки предусматривает возбуждение электрической дуги, перемещение спецэлектрода в процессе сваривания, определение порядка накладки швов, который находится в зависимости от особенностей свариваемых изделий. Возбуждение электродуги происходит при кратковременном прикасании торцом металлического стержня к свариваемым изделиям и последующем его отведении на некоторое расстояние, которое, как правило, составляет 3-5 мм. В процессе осуществления сваривания заготовок требуется постоянно вести контроль длины электродуги, которая зависит от типа электрода и его диаметра. Длина дуги сильно влияет на качество шва получаемого при работе и его геометрию. Наличие длинной дуги способствует протеканию процесса окисления металла образующегося шва и повышает вероятность брызгообразования. При сварочных работах движение электродом осуществляется как минимум в трех направлениях. Первое движение — вдоль оси стержня электрода, скорость соответствует скорости осуществления плавки. Второе осуществляется вдоль оси шва и определяет скорость сваривания изделий. Третье — колебательное движение стержня поперек шва, образуемого при сваривании. Это перемещение стержня обеспечивает качественное проваривание кромок сварного шва. Тип поперечного смещения зависит от таких факторов, как форма шва, его размер и пространственное положение. В процессе осуществления поперечного движения на поверхности шва происходит образование валика определенной ширины, который повышает качество сваривания. Тип движения стержня зависит от физических качеств заготовок, которые подвергаются свариванию пространственного положения, в котором проводится работа. Вернуться к оглавлению Режим сварки представляет собой совокупность различных параметров, которые контролируются в процессе ведения работ. Режим сварки определяет сварочные условия, предполагает определение некоторых значений и параметров, которые обеспечивают устойчивое состояние электродуги и получение качественных швов в заданных параметрах. Режим процесса сваривания включает основные и дополнительные параметры.Основные: Классификация дуговой сварки. К дополнительным параметрам, определяющим режим сваривания, относят: Диаметр электродов подбирают в полной зависимости от толщины заготовки, пространственного положения места ведения работ и катета шва. При проведении электросварочных работ в нижнем положении для толщины заготовки в 5 мм применяются электроды с диаметром стержней 3-4 мм, а для металла с толщиной 30-60 мм выбираются электроды диаметром от 6 мм. При проведении вертикального и потолочного типа сварных работ независимо от толщины металлической заготовки сваривание осуществляется при помощи использования электродов диаметром до 4 мм. При проведении электросварных работ многослойными швами для организации качественного провара корня, первый шов делается электродом с диаметром 3 мм, а далее применяются стержни большего диаметра. Сила сварного тока чаще всего находится в зависимости от толщины используемого металлического стержня. При выборе большой силы электротока происходит перегрев используемого электрода, что снижает качество защиты в процессе выполнения работ.В случае если сила тока является завышенной в результате перегрева электрода, осыпается защитная намазка со стержня, нарушая тем самым стабильность плавки. При осуществлении работ в вертикальном положении ток снижается на 10-15% от стандартного, принятого при работе в нижнем положении. Определяя режим сварки, род и полярность тока выбирается в зависимости от свариваемого металла и его толщины. Обратная полярность требуется для сваривания тонких изделий и деталей, изготовленных из марок легированных сталей. Вернуться к оглавлению Электродуговая сварка при помощи покрытых спецсоставом металлических стержней используется на нелегированных, низколегированных или высоколегированных сталях, имеющих толщину от 20 до 50 мм, а в некоторых случаях и выше. Металл с толщиной меньше 1,5 мм при использовании электродуговой сварки проплавляется на всю толщину еще до образования ванны, что приводит к невозможности соединения деталей.Сварка электродами с покрытием таких деталей ведется при применении специальных приспособлений. Возможность осуществления процесса сваривания в любом пространственном положении является одним из достоинств применения сварки ММА. Применение электродов большого диаметра и большого тока ускоряет процесс сваривания деталей. Метод сварки ММА имеет несколько недостатков, основными из которых являются: Преимуществами использования этого типа сварки являются: Еще одним несомненным преимуществом дуговой электросварки ММА является возможность осуществления работ в потолочном положении. Возможность проведения сварочных работ в таком положении обеспечивается процессом образования в результате плавления стержня воронки, которая способствует направлению потока газа от торца стержня к ванне. Поток газа получается достаточно сильным, что позволяет переносить капли расплава снизу вверх, тем самым обеспечивая проведение сварных работ в потолочном положении. expertsvarki.ru Сварка позволяет получить неразъемные соединения, отличающиеся исключительной прочностью. Данный показатель у шва должен быть не ниже основного материала, что достигается строгими требованиями к технологии и добавлением легирующих веществ. Кроме того, этот процесс характеризуется скоростью соединения, сложностью допустимой формы, возможностью контроля и варьирования базовых параметров. Наиболее динамично развивается в промышленном исполнении MIG/MAG сварка, но совершенствуются и прочие виды. Выбор конкретного подхода определяется рядом параметров: В нашей стране распространено определение ручная дуговая сварка (и сокращение РДС). Она дешевле и проще в организации производства и менее требовательна к оборудованию. Соединение двух элементов при ММА происходит с помощью электрода – металлического стрежня, покрытого обмазкой, содержащей вещества способствующие поддержанию дуги, защите сварочной зоны, формированию шва с заданными свойствами. При подаче напряжения образуется стабильное замыкание между стержнем и заготовкой, приводящее к их взаимному расплавлению. Сложность может доставить требование к квалификации сварщика. Чтобы получить аккуратный и надежный стык необходимо умение и долгий опыт. Особое внимание в ММА уделяется состоянию электродов, которые не должны быть мокрыми или крошащимися. Не стоит пренебрегать предварительной сушкой и проверкой. Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение. Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа. Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя. Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров. Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты. MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода. Расшифровка данной аббревиатуры приводит к сварке неплавящимся электродом в среде инертных газов. В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием. Защитная среда на основе аргона не только задает правильные литейные процессы, но и формирует зону расплавления, которая получается локальной и глубокой. ТИГ требовательна к уровню сварщика и к оборудованию. Из-за минимального нагрева её обычно используют для работы с алюминием или тонколистовой нержавейкой. Это же касается и сварки MIG. Из видов дуговой сварки помимо MIG MMA TIG ещё стоит упомянуть, протекающую под слоем флюса. То, что такое flux, предполагает немало вариантов. Объединяет все возможные материалы такие качества, как сыпучесть, возможность влиять на формирования шва на всех этапах переплавления (в том числе, и при неблагоприятных внешних условиях), способность к образованию монолитной корки после остывания. Использование флюса показывает очень хорошие результаты, но усложняет сам процесс и подразумевает дополнительные расходы. MIG, TIG и MAG оказываются экономичнее и проще в исполнении. Поделись с друзьями 0 0 1 0 svarkalegko.comСо всеми типами электродов для сварки мма. Со всеми типами электродов для сварки мма
Что такое MMA, TIG, MIG/MAG
Расшифровка аббревиатур
ММА (РДС)
TIG(WIG) или РАДС

MIG / MAG

методы работы, оборудование и электроды для ручного и полуавтоматического способа

Понятие процесса
Разновидности ручного сваривания
Применение переменного тока
Применение постоянного тока

Используемое оборудование
Сварочный генератор
Сварочный трансформатор
Сварочный инвертор
Электроды для ручной дуговой сварки

что это такое, расшифровка типа сварки для начинающих и электроды для разных режимов работ

Суть сварки ММА

Основы сварочного процесса

Преимущества ММА

Недостатки ММА
Сварочное оборудование для ММА
Трансформаторы

Сварочные выпрямители
Инверторы
Со всеми типами электродов для сварки мма — Antey-Sport
Комментарии пользователей  Pasha Bolvan 09.09.2017 - 04:39 Mudragel 10.09.2017 - 12:35 Дмитрий Викторович 12.09.2017 - 00:24 pro svarka 13.09.2017 - 16:56 Sigitas Taujanskas 14.09.2017 - 23:38 pro svarka 16.09.2017 - 03:45 SNAP 17.09.2017 - 11:32 Odi Nell 19.09.2017 - 13:54 наиль Наматуллин 22.09.2017 - 04:55 Vlad Vyrv 23.09.2017 - 23:14 Евгений Трунтов 25.09.2017 - 20:23 Виталий 27.09.2017 - 00:01 Д А А 29.09.2017 - 02:56 pro svarka 30.09.2017 - 13:37 Д А А 03.10.2017 - 00:28 pro svarka 04.10.2017 - 22:38 Ein Deutsche 01.10.2017 - 06:36 Yuriy 04.10.2017 - 01:18 Алекс Павлов 06.10.2017 - 06:12 сакс асксон 07.10.2017 - 16:49 Юрій Горяйнов 10.10.2017 - 04:20 alex 12.10.2017 - 17:21 Генадий Шубин 14.10.2017 - 12:46 vadym sandino 16.10.2017 - 11:59 Дирт Мабут 18.10.2017 - 09:45
Pasha Bolvan 09.09.2017 - 04:39 Mudragel 10.09.2017 - 12:35 Дмитрий Викторович 12.09.2017 - 00:24 pro svarka 13.09.2017 - 16:56 Sigitas Taujanskas 14.09.2017 - 23:38 pro svarka 16.09.2017 - 03:45 SNAP 17.09.2017 - 11:32 Odi Nell 19.09.2017 - 13:54 наиль Наматуллин 22.09.2017 - 04:55 Vlad Vyrv 23.09.2017 - 23:14 Евгений Трунтов 25.09.2017 - 20:23 Виталий 27.09.2017 - 00:01 Д А А 29.09.2017 - 02:56 pro svarka 30.09.2017 - 13:37 Д А А 03.10.2017 - 00:28 pro svarka 04.10.2017 - 22:38 Ein Deutsche 01.10.2017 - 06:36 Yuriy 04.10.2017 - 01:18 Алекс Павлов 06.10.2017 - 06:12 сакс асксон 07.10.2017 - 16:49 Юрій Горяйнов 10.10.2017 - 04:20 alex 12.10.2017 - 17:21 Генадий Шубин 14.10.2017 - 12:46 vadym sandino 16.10.2017 - 11:59 Дирт Мабут 18.10.2017 - 09:45 Что такое ММА сварка и каковы ее особенности?

Общая информация

Достоинства и недостатки
Технология
 Режим сварки — первое, что вам нужно настроить на своем аппарате. Тема режима сварки очень обширна, так что лучше прочтите нашу статью, посвященную этой теме. Там мы все подробно описываем.
Режим сварки — первое, что вам нужно настроить на своем аппарате. Тема режима сварки очень обширна, так что лучше прочтите нашу статью, посвященную этой теме. Там мы все подробно описываем.Вместо заключения
ММА сварка (ручная дуговая)

Сущность метода сварки ММА

Технология проведения работ

Режимы ведения ручной электродуговой сварки

Применение сварки типа ММА
Виды сварки: MIG MAG TIG MMA
MMA
 Схема mma технологии
Схема mma технологииMIG/MAG
 Схема mig/mag технологии
Схема mig/mag технологииTIG
 Схема tig технологии
Схема tig технологииFlux










