Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
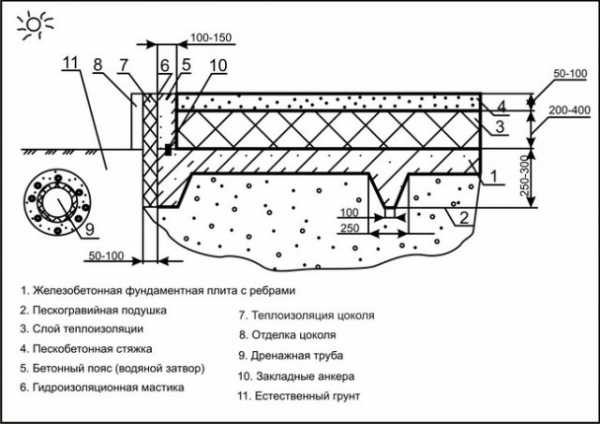
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОУ ВПО «Пермский государственный университет» Кафедра менеджмента. Технология изготовления стальных свай и строительства свайных фундаментов на примере ОАО «Механизация» Контрольная работа по дисциплине экономического факультета специальности «Менеджмент организации» к.э.н. доцент (должность, ученая степень) Пермь 2009 Содержание Введение_______________________________________________________________ 3 Общая схема изготовления стальной сваи в ОАО «Механизация» _______________ 5 Технология изготовления свай _____________________________________________ 6 Технология строительства свайного фундамента ______________________________ 9 Организация производственно-технологического процесса _____________________ 17 Материальные основные фонды предприятия _________________________________ 18 Вывод ___________________________________________________________________ 27 Приложение- проект производства работ 8687 – НГХК – АКС – Э – ОФ от 29.09.2008г. Введение. На сегодняшний день фундаменты на стальных сваях широко используются в промышленном строительстве. Стальные сваи долговечны, срок службы таких свай (опор) в зависимости от вида защитного покрытия, кислотности грунта и условий эксплуатации варьируется от 7 лет (минимум для свай без защитных покрытий) до 50 лет для оцинкованных (с дополнительной защитой от блуждающих токов). Особенно востребованы стальные сваи при строительстве на вечномёрзлых грунтах (ВМГ), при освоении и обустройстве газоконденсатных и нефтяных месторождений. Стальная свая представляет собой трубу с наваренным на неё конусным наконечником. Марка трубы для изготовления сваи, а так же её высота, диаметр, глубина погружения, определяется проектной организацией и закрепляется в проекте производства работ. В некоторых случаях могут применяться металлические сваи без наконечника, с "открытым концом"- так меньше затрат на изготовление. В зависимости от нагруженности сваи определяется тип обмазки для сопротивления сваи морозному пучению. В зависимости от результатов геологических изысканий и температуры вечномёрзлых грунтов применяется как бурозабивной способ погружения свай, так и буропогружной. Для строительства применяются: первый способ (принцип) с сохранением вечной мерзлоты; второй – без сохранения вечной мерзлоты, тогда выполняется предпостроечное парооттаивание. Парооттаивание применяется локальное (под каждую сваю), или площадочное на глубину +1 метр, не менее, под острием (носком) сваи. С последующим контрольным бурением для определения качества парооттаивания . Сваи погружаются (забиваются) в лидерную скважину или без лидерной скважины.По рекомендациям НИИ"Гипротюменнефтегаз" лидерная скважина под металлическую сваю из трубы бурится меньшим диаметром на 5% и глубиной на 0,5 м меньше, чтобы при погружении было сцепление по боковой поверхности и свая погружается в грунт . При строительстве свайных фундаментов (свайных полей) руководствуются СНиП 3.02.01.-87 « Свайные фундаменты, шпунтовые ограждения, анкеры» ОАО « Механизация» участвует в обустройстве газоконденсатных и нефтяных месторождений и специализируется на изготовлении стальных свай и строительстве свайных полей. В данной работе при описании технологии изготовления свай и строительства свайного фундамента автору представляется целесообразным использовать проект 8687 – НГХК – АКС – Э – ОФ от 29.09.2008г. Общая схема изготовления стальной сваи в ОАО « Механизация » I II III Отходы Технология изготовления свай. I. На этапе поставок материалов для выполнения работ предварительно определяются объёмы поставок, которые зависят от требуемого количества свай для конкретного строящегося объекта, а также технических требований, предъявляемых проектом производства работ и заказчиком. При поставке труб учитываются следующие параметры: а) Длинна трубы – до 11м (длина трубы производящейся в России ограничена возможностями трубопрокатных станов производителей). в) По толщине стенки – от 5 до 15 мм. г) По марке стали – сталь10; ст.3; для условий Кр. Севера- 09Г2с, 10Г2с и т.п. Марка защитных покрытий определяется проектом производства работ и эти материалы закупаются в необходимом количестве непосредственно у производителей или у торговых предприятий. Поставка материалов осуществляется железнодорожным транспортом от места покупки до г.Новый Уренгой и от места разгрузки вагонов (обычно определяется организацией -ж/д.перевозчиком) далее автотранспортом Общества перевозится на производственную базу. Для перевозки длинномерных грузов как правило задействованы специализированные автомобили- плетевозы ( ПВ-361) на базе Урал4320 и т.п. По мере поступления труба и материалы сдаются на склад под ответственное хранение назначенному лицу. II. Склад трубной продукции расположен непосредственно на территории производственной базы Общества и представляет собой открытую охраняемую площадку. Приём осуществляется по товарно-транспортным накладным и выражается в тоннах (м× длинна × толщина = тн. III. Выписка со склада производится материально ответственным лицом на производственный участок – сварочный цех . Он представляет собой отдельно стоящее обогреваемое здание, оборудован грузоподъёмными механизмами. Перемещение труб по территории базы осуществляется с помощью грузоподъёмной и др.техники. Сварочный цех имеет несколько специализированных участков: 1). Подготовительных работ – т.е. очистка труб от загрязнений, снега и льда. Эти действия производятся работниками вручную с помощью соответствующих приспособлений. 2). Замерительных действий – на этом этапе труба замеряется и размечается для последующего действия. 3) Участок резки – на этой стадии труба разрезается по длине с помощью установки плазменной резки, после отрезания образуются металлические отходы, которые можно впоследствии утилизировать. 4) Участок зачистки труб – трубу зачищают металлическими щётками и наждачным инструментом, обрабатывают кромки под фаску с помощью ручных шлифовальных машин. 5) Наконечник стальной сваи изготавливается из листовой стали марки С345-3 по ГОСТ 19903-74. На начальном этапе изготовления стальной лист размечается с помощью развёртки, по намеченным линиям производится вырезка для получения требуемой конфигурации острия. Вырезка также производится с помощью установки плазменной резки, после этой операции остаётся некоторое количество металлических отходов. Далее эта заготовка помещается в пресс, с помощью которого под давлением формируется наконечник. После этой операции образовавшиеся стыки зачищаются с помощью ручной шлифовальной машины и свариваются между собой электросваркой. 6) Трубу, подготовленную под сварку перемещают на стеллаж и проводят центрацию трубы и наконечника. Соединение трубы и наконечника производится с помощью ручной электродуговой сварки в три приёма: а) Корень; б) Заполнение шва; в) Окончательный шов. Рис.1 Рис.1 Конструкция сваи 7) Зачищают сварочный слой от шлаков, наносят защитное и противопучинистое покрытие. 8) Далее нанесенное защитное покрытие должно высохнуть, после чего готовую стальную сваю можно отправлять на производственный участок и использовать по назначению. ТЕХНОЛОГИЯ СТРОИТЕЛЬСТВА СВАЙНОГО ФУНДАМЕНТА I. Проводятся земляные работы: а) Выемка грунта, измеряемого по проекту в м3; Эта работа производится с помощью экскаватора, бульдозеров и автосамосвалов. б) Обратная засыпка с уплотнением ед. изм. – м3; II. Свайные работы. В проекте принят бурозабивной способ погружения свай. Свайные работы требуется выполнять с учётом требований СНиП 3.02.01-87 « Земляные сооружения, основания и фундаменты». Сваи погружаются в предварительно оттаянный грунт паровыми иглами с отметки дна котлована до проектной отметки. Для этой операции применяется паровая передвижная установка автоматизированная ППУА 1600/100 и автокран, с помощью которого паровая игла поднимается и вертикально погружается в грунт. а) Бурение лидерных скважин ø 200мм на глубину 4.1м кол-во по проекту 374; Бурение лидерных скважин ø 300 на глубину 4.1 м кол-во по проекту 128; Производится бурение скважин меньшего диаметра, чем диаметр сваи, на глубину сезонного промерзания - оттаивания (для сваи ø 219х8, диаметр скважины 200мм; для сваи ø 325х8 диаметр скважины 300мм). Бурение производится с помощью экскаватора, специально оборудованного для этих целей гидравлическим вращателем и буровым шнеком. В ряде случаев может применяться буровая машина «Като» на гусеничном ходу. б) Парооттаивание грунта. В мёрзлых песчаных грунтах перед погружением свай следует произвести парооттаивание грунта паровыми иглами. Диаметр зоны (6 диаметров сваи) предварительно оттаянного грунта приведён в таблице 1. Табл.1 Паровую иглу с паром непрерывно погружают до проектной глубины оттаивания. После выдержки паровой иглы на забое начинается её извлечение из грунта с последовательной выдержкой через каждый метр (время выдержки приведено в табл.1) Во время оттаивания локальных зон необходимо осуществлять контроль за их параметрами. Контролю должны быть подвергнуты не менее 5 % оттаянных зон. Контроль может производиться с помощью установки статического зондирования грунтов или бурения зондировочных скважин. Зоны парооттаивания приведены на рис.2,3; stud24.ru Технология изготовления фундамента из винтовых свай вполне закономерно развернулась на современном строительном рынке в виде «бурного наступления», неслучайно ведь именно военные впервые взяли на вооружение эту стремительную, экономичную и надежную методику. Основные ее преимущества это, безусловно — скорость возведения, долговечность, отсутствие зависимости от капризов климата, доступности тяжелой транспортной и строительной техники, подъездных путей, рельефа участка и специфичности грунтов.Стоимость возведения фундамента по этой технологии также одна из самых низких для малоэтажного строительства, в применении к легким каркасным домам, и домам из бруса и бревна. Технология производства винтовых свай не является сверхсложным процессом, такие сваи можно изготовить и самостоятельно, зная все необходимые нюансы, и имея на руках чертежи, которые можно легко найти в интернете. Однако, качество подобных изделий, а соответственно и срок службы, все же в значительной степени зависят от некоторых факторов, соблюдение которых непросто проконтролировать без определенного технического оборудования и навыков. При производстве винтовых свай используется два основных способа изготовления винта — приварка вырезанной из металла гнутой пластины к собранному в конус наконечнику трубы, и насадка цельнолитого шнекового наконечника. Цельнолитой наконечник в домашних условиях изготовить довольно проблематично, но вырезать и приварить к трубе стальную пластину под определенным углом — не так сложно. Существенным моментом в изготовлении свай является толщина стенки трубы — чем толще стенка, тем сваи прочнее и долговечнее. Кроме того, очень важно, чтобы на сваи имели качественное покрытие, предохраняющее металл от коррозии. При монтаже свайного поля важно правильно рассчитать и распределить нагрузки, которые будет нести свайный фундамент в целом и каждая свая в отдельности. При соблюдении всех необходимых норм, это станет залогом надежности будущего фундамента, и позволит обойтись минимальным количеством свай.Закручивать сваи необходимо строго вертикально, а глубина погружения обычно зависит от уровня залегания плотного грунта. Для закручивания винтовой сваи небольшого диаметра с помощью рычага вполне достаточно двух человек. Можно использовать для этого специальные механические или электрические приспособления, которых придумано немало, но можно обойтись и просто руками. После закручивания сваи обрезаются на заданную высоту и заполняются бетоном. К верхней части свай привариваются оголовки, а сами сваи соединяются между собой сваркой в единую несущую конструкцию с помощью металлических профилей и уголков. Конструкция может быть также усилена швеллерными балками, в зависимости от проектной документации. Диаметр стальной трубы, из которой изготавливается винтовая свая, является основным параметром, определяющим ее несущую способность. Существует несколько стандартных диаметров, используемых в производстве свай, из расчета на которые проектируются типы свайных фундаментов: 1. Дома и складские помещения — 108, 133, 159. 219, 325 2. Легкие каркасные дома, дома из бруса и бревен, бани, дачные дома, беседки, сараи — 89, 108, 133 3. Террасы, опоры трубопроводов, пешеходные мостки — 89, 108, 133, 159, 219, 325 gorod-vs.ru Несмотря на то что практически в каждом городе сейчас имеется огромное количество всевозможных зданий (жилых многоквартирных и частных домов, магазинов и других сооружений), этого все еще недостаточно для организации комфортной жизнедеятельности постоянно увеличивающегося числа городского населения. Именно поэтому в некоторых районах постоянно ведутся работы по расширению инфраструктуры. С каждым годом осуществлять данный процесс становится все сложнее и сложнее: места для удобного строительства часто бывает недостаточно, геологические и инженерные показатели отведенных под строительство площадок не соответствуют всем требованиям. Но практически везде можно увидеть то подъемный кран, то экскаватор и многие другие экземпляры строительной техники, которые свидетельствуют о том, что спустя некоторое время вырастет новое сооружение. Схема бурнонабивной сваи с ростверком. Довольно сложным является не сам процесс постройки, а первоначальный его этап — закладка фундаментов. Для этого может использоваться либо традиционная технология, которой пользовались в течение достаточно продолжительного времени, или же здесь могут применяться современные технические средства. Последний вариант предполагается по большей части тогда, когда ведется точечная застройка. Именно она на сегодняшний день является наиболее распространенной в крупных, густонаселенных городах. Устройство свайного фундамента с основными размерами. Итак, как уже было сказано ранее, условия, в которых строителям приходится работать, нельзя назвать комфортными. Довольно часто им приходится работать в несколько смен (особенно когда сроки сдачи объекта очень непродолжительны). Соответственно, и перед инженерами ставится сложная задача, решение которой позволяет преодолевать все возникающие трудности. Наиболее частотным в черте города способом закладки фундамента является использование забивных свай, но в их применении существуют свои нюансы и особенности. Так, данный вариант невозможно использовать вблизи старинных и некрепких сооружений, так как данная технология оказывается слишком опасной для находящихся рядом зданий. Помимо этого, сваи могут повредить проходящие в районе строительства коммуникации. Если же строительство все-таки должно вестись в том районе, где здания в буквальном смысле «находятся друг на друге», то технология закладки буронабивных свай оказывается самой подходящей. Вернуться к оглавлению Эта технология появилась достаточно давно, но именно в строительстве сооружений она используется совершенно недавно. Ранее она в основном представляла строительство крупных, сложных зданий (заводов, фабрик). Заключается данная технология в том, что огромный бур просверливает в земле отверстие. В него опускается цилиндрический каркас из арматуры, который заливают бетонным раствором. После этого арматуру выпускают на поверхность. Это необходимо для обеспечения связки со смежными конструкциями. В зависимости от грунта, основания буронабивных свай могут изготавливаться с применением извлекаемых инвентарных обсадных труб или без них. Но иногда данный способ осуществляется и без использования арматуры. Это возможно лишь в тех случаях, когда стенки скважин остаются устойчивым, а грунт — очень прочный. Если же почва является глинистой и грунтовые воды проходят достаточно высоко, то использование обсадной арматуры становится обязательным. Вернуться к оглавлению Бурнонабивные сваи армируются, для того ,что бы фундамент был крепче. Для начала необходимо приобрести или взять в аренду специальную установку, позволяющую с помощью ударов или вращений сооружать скважины в грунте. В первом случае долото установки сильными ударами разрушает все встречающиеся на его пути грунтовые слои. Если же используется вращательный способ, то на установке имеется специальная насадка с кольцевым забоем. В результате действия такой машины в будущем не будет наблюдаться абсолютно никакой осадки здания. В то время как скважина увеличивается, в нее необходимо добавлять раствор из глины. Он используется для того чтобы укрепить края скважин, что предотвратит обвал верхних слоев грунта. Помимо этого, использование раствора из глины позволяет выбрасывать на землю те части грунта, которые встречаются на пути данного сверла. Как только скважина выполнена, в нее нужно поместить металлический каркас. Выбор, какого размера будет данная труба, в каком количестве и в каких местах скважины они будут располагаться, зависит от качества грунта. Как уже говорилось, для рыхлых грунтов потребуется арматурная труба по всей высоте скважины. Если же грунт крепкий, то данный каркас можно установить на дне и наверху. Когда вы уверены в том, что почва очень крепкая, достаточно будет установить трубу только сверху для того, чтобы связать ее с ростверком. Вернуться к оглавлению Процесс строительства бурнонабивных свай. Дальнейшие действия, которые предполагает данная технология устройства буронабивных свай, связаны с бетонированием скважин. В данном процессе используется вариант перемещающейся трубы. Когда бетонолитная труба поднимается, то ее нижняя часть должна погружаться в бетон на расстояние не менее 100 см. Тот бетон, что подается в скважину, должен быть уплотнен. Для этого используется специальный инструмент, который должен быть заранее укреплен на бетонолитной трубе — вибратор. Помимо метода двигающейся трубы, можно прибегнуть и к бетонированию насосом. Под давлением данный прибор забирает бетонный раствор в скважину. Бетоновод в данном случае опускается на забой скважины и не вытаскивается оттуда до тех пор, пока она полностью не будет заполнена. Определить, пора ли вытаскивать бетоновод из скважины, можно с помощью глинистого раствора, который применялся еще во время бурения. Как только он весь выйдет на поверхность, и в скважине останется только чистый раствор, можно завершать работу по заполнению ее бетоном. С помощью этого способа производства можно быть уверенным в том, что никакие колебания в грунте не смогут негативно сказаться на состоянии буронабивных свай. Именно эта технология обеспечит то, что под зданием окажется фундамент из высококачественного бетонного раствора без каких-либо примесей и ненужных вкраплений. А в результате того, что специальное оборудование постоянно подает бетон под высоким давлением, в нем не будет образовываться никаких пустот и воздушных прослоек. Вернуться к оглавлению Бурнонабивные сваи могут быть диаметром до 120 см. Данные элементы позволяют осуществлять контроль за характеристиками создаваемой скважины, работы в этом случае осуществляются достаточно безопасно, так как здесь исключается возможность открытия горизонтов плывунных слоев грунта. А используемое оборудование благотворно влияет на качество наполнения бетонным раствором получившихся скважин. Данное изготовление начинается все с того же бурения или выдалбливания скважины. Поэтому оборудование на начальном этапе будет использоваться то же самое. Что же касается дальнейших мероприятий, то они носят несколько иной характер. После того как скважина будет готова, в нее должен быть опущен каркас для буронабивных свай. Он по своему виду очень схож с обычной трубой большого диаметра. Этот способ обеспечивает установку крупных свай, поэтому порой диаметр обсадной трубы может доходить даже до 100-120 см. Данная технология производства позволяет максимально укрепить сооружение и расширить возможности и границы использования буронабивных свай. При этом оборудование для этого можно использовать то же самое, что и при первом способе изготовления. Вернуться к оглавлению Схема вариантов бурнонабивных свай. Несмотря на то что в последние время все чаще и чаще застройщики обновляют имеющееся у них оборудование, нередко в их адрес сыпется неимоверное количество претензий, связанных с неблагоприятными условиями жизнедеятельности и работы в районе стройки. Так, если скважина создается методом выдалбливания, то грохот от установки раздается не только в близлежащих сооружениях. Все эти претензии заставляют задумываться либо о том, что нужно менять технику, либо о необходимости искать и использовать новые технологии в процессе производства. Так как оборудование является весьма дорогим, то к его замене не все прибегнут. Единственный выход — поиск другого способа устройства буронабивных свай. Технология, предполагающая использование шнеков, может стать единственно верным решением в сложившейся ситуации. Данное оборудование позволяет быстро и относительно легко провести запланированные строительные мероприятия. Сваи в данном случае сооружаются без каких-либо ударов и сопутствующих им других неприятных условий. Именно это и приводит к тому, что в процессе создания скважин ни один житель или работник из соседнего здания не ощутит на себе работу установки. Когда она погружается в землю, шнек начинает укреплять и уплотнять стенки отверстия. Поэтому выброс грунта составит всего 40 % от того объема, которым будет обладать в результате скважина. Еще одной положительной чертой использования данного способа является то, что сваи в нем изготавливаются быстро и чисто. Для того чтобы выбурить такую скважину, не нужно использовать глинистый раствор. Чтобы осуществить бетонирование, нужно такое оборудование, как: Схема буронабивной сваи:1 — цемент; 2 — арматура; 3 — труба оголовника;4 — вставка оголовника. Данная технология может быть осуществлена 2-мя способами. Первый заключается в том, что армирование производится с помощью шнековой колонны (как и само заполнение скважины бетоном), второй — в том, что сначала скважина заполняется раствором бетона, а уже после этого в нее опускается каркас из арматуры. Для того чтобы осуществляемыми работами не был нанесен урон никаким другим сооружениям, стоящим поблизости (в том числе и их фундаментам), необходимо следовать четко составленному плану. Он, в свою очередь, должен учитывать не только пожелания заказчика, но и геологические и инженерные особенности имеющейся строительной площадки. Именно поэтому каркас арматуры может быть погружен в скважину как на всю ее глубину, так и не очень далеко от поверхности земли. Что касается расстояния между буронабивными сваями, то они устанавливаются приблизительно через 7-8 м друг от друга. Вернуться к оглавлению Если строение будет оказывать очень сильную нагрузку (и вертикальную, и горизонтальную) на грунт и, соответственно, на фундамент, необходимо изготовление свай с расширениями. Помимо этого, в подобные скважины обязательно должен быть помещен армирующий каркас. Данные положения не зависят от того, сооружения какого назначения вы намерены возвести. Это могут быть и жилые дома, и производственные организации и помещения. Таким образом осуществляется укрепление стенок скважин с помощью каркаса. То же самое оборудование и те же материалы используются для устройства свай, когда необходимо ликвидировать слишком твердый грунт, в состав которого входят иные элементы (камни, металл и так далее). В этом случае не получится произвести выдалбливание грунта или вибропогружение буронабивных свай. Единственный выход в данной ситуации — использование технологии проходного шнека. Как уже было сказано, данный вариант является наиболее подходящим тогда, когда для заливки фундамента традиционным способом нет достаточной территории. И если вы намерены «вклинить» новый дом между 2-мя старыми, то использование этой технологии тоже подойдет гораздо лучше всех основных. Сваи используются в районах со слишком пучинистым грунтом, а также в тех местах, где наблюдается повышенная их активность и высока вероятность образования оползней. Вблизи водоемов также рекомендуется использовать только буронабивные сваи с обсадной трубой. Если же в грунте вода слишком подвижная, как и в тех случаях, когда в нем содержатся производственные жидкие отходы, использовать данный способ закладки фундамента нельзя. При этом совершенно не имеет значения то, будет в них применяться металлический армирующий каркас или нет. Но существуют и условия, при которых можно использовать другие технологии изготовления буронабивных свай. Так, сваи без укрепления стенок скважин сооружаются, когда почва на строительной площадке отличается твердой, тугой консистенцией. При этом длина свай не должна превышать 3000 см. То же самое относится к глинистым грунтам. Но все таки не стоит забывать о том, что хотя бы на этапе бурения скважины стенки ее должны укрепляться глинистым раствором или же водой (давление которой должно быть максимальным). Таким образом, процесс устройства буронабивных свай осуществляется несколькими методами и материалами. А для того, чтобы осуществить производство свай, необходимо знать, какие их виды рекомендуются для устройства фундамента в каких-либо конкретных геологических условиях. moifundament.ru Производство винтовых свай организуется на базе цеха металлоконструкции или профильного предприятия. Поскольку весь производственный процесс основан на формировании заготовок (из трубчатого и листового металлопроката) и последующей сборке конечной детали. Причем в процессе сборки все элементы будущей сваи монтируют на сварку. Опоры с винтовым окончанием используются в процессе строительства оснований жилых и промышленных строений с малой этажностью. Кроме того, такие сваи используют при сооружении небольших или временных мостов, или в процессе фиксации опор линий электропередач. При соответствующей плотности опорного грунта и габаритах самого изделия винтовая свая может выдержать даже 20-тонную несущую нагрузку. Однако конечные характеристики изделия зависят от качества заготовок и тщательности сборочных операций, применяемых в процессе изготовления винтовой сваи. В итоге, можно сказать, что технология изготовления сваи влияет и на несущую способность фундамента, и на эксплуатационные характеристики самого строения. Поэтому производство винтовых опор должно соответствовать определенным стандартам, следуя которым можно получить действительно надежную сваю. И в этой статье мы рассмотрим именно такой, стандартизированный процесс изготовления винтовых опор. Таким образом, комплект оборудования, используемого в процессе изготовления винтовых свай, состоит из следующих инструментов и приспособлений: Причем весь этот инструмент задействуется в производственном процессе в том порядке, в котором был указан в вышеприведенном списке. Процесс изготовления винтовых свай можно разбить на три этапа: В спою очередь, на первом этапе производство винтовых опор для фундамента предполагает выполнение следующих работ: Кроме того, на этом же этапе нужно подготовить фланец (П-образную скобу) для оголовка фланцевой сваи и конусообразное или призматическое окончание для нижнего торца окованной сваи. Второй этап разделяется на следующие операции: На третьем этапе производство винтовых опор для фундамента предполагает выполнение следующих технологических операций: Завершает производство и монтаж винтовых свай (сборку) процедура упаковки готовой продукции. По завершению сборочного этапа производится контроль качества выполненных работ. Эта операция предполагает выполнение следующих контрольно-проверочных мероприятий: Этим испытаниям подвергаются и все изделия в партии и выборочная часть продукции (определенный процент от общего числа опор). Сведения о качестве готовых изделий заносят в соответствующие документы, выдаваемые при отгрузке свай потребителю. opalubok.ru Полноценная технология свайно-винтовых фундаментов для малоэтажного строительства и любого другого состоит из четырех обязательных этапов и каждый из них требует пристального внимания. Малейшее нарушение в проведении обязательных процедур на любом из них или использование сокращенной технологии значительно повышает риски, которые могут привести к недолговечности, нарушению геометрии и даже разрушению всего объекта строительства. Этап №1. Исследование грунта Это исследование обеспечивает выявление неоднородности грунта, его слабых мест и определения наилучшей глубины погружения свай Астер®, при которой они достигнут несущей способности. В целом этап предназначен для оценки сложности последующих работ и связанных с ними затрат. Нашей компанией разработана особая методика предварительного исследования грунта при помощи контрольной винтовой сваи Астер®. Преимущества этой разработки в высокой скорости проведения (занимает примерно 1–1,5 часа) и относительно низкой стоимости. О том, что такое исследование грунта, смотрите наше видео - Исследование грунта: Какой фундамент выбрать? Где построить дом на участке? Этап №2. Технология изготовления винтовой сваи Астер® Для производства винтовой сваи Астер®, соответствующей самым высоким стандартам, мы используем длительный опыт и до деталей отточенный технологический процесс, благодаря которому обеспечиваем качество изделия, характеризующегося приблизительно двумя десятками параметров! Четко налаженное производство позволяет нашей компании заслуженно заявлять о своей высокой производительности, стабильности и гарантированной надежности – качествах выделяющих нас среди прочих предприятий, существующих на рынке услуг, связанных со строительством фундаментов. Смотрите наше видео о технологии - Производство свай. Как гарантировать несущую способность? Этап №3. Расчеты свайного поля Благодаря качественно проведенному первому этапу, данным о конструкции будущего объекта строительства и нагрузкам на него, определяется необходимое количество и длина винтовых свай Астер®. Точность и оптимальность этих расчетов вне зависимости от типа объекта, его габаритов и прочих параметров, иллюстрирует наш профессионализм и является следствием огромного опыта в своей отрасли. Этап №4. Монтажные работы Заключительным этапом являются сборка и монтаж фундамента, суммирующая все предыдущие работы и служащая общим критерием их качества. Фактически, неумелая установка фундамента сведет на нет усилия, затраченные на предшествующие этапы, и будет заметна сразу же, в отличие от производства свай Астер® или исследований грунта. Сам монтаж имеет десятки оценочных параметров, даже частичное несоответствие которым может привести к разрушительным последствиям. Мы гордимся тем, что можем документально подтвердить качество своих работ, указывая стандарты погружения свай в приложении к договору. Высокоэффективная технология для малоэтажного строительства применима для различных типов грунтов. Мы дополнили ее собственными практическими наработками, оптимизировав, что дало возможность предлагать ее вам по разумным ценам. Технология полного цикла, используемая нами при строительстве фундаментов, без преувеличения заслуживает называться передовой. Подытоживая сказанное, а также опираясь на существующую статистику СВФ Группы, можно уверенно заявить об успешном достижении результативности создания свайно-винтовых фундаментов, близкой к идеальным 100%! Смотрите наши видео о монтаже свай в отдельном разделе на нашем канале на ютьюбе Рассчитать стоимость фундамента www.fundament2000.ruПроизводство винтовых свай: оборудование и технология. Технология изготовления свайного фундамента
Технология изготовления стальных свай и строительства свайных фундаментов на примере ОАО «Механизация»
Диаметр сваи, мм Диаметр зоны предварительно оттаянного грунта. Время выдержки паровой иглы на1 м.п. ø 325 2000 30 мин. ø219 1300 12 мин. Технология изготовления фундамента из винтовых свай
 В основу технологии фундамента из винтовых свай заложен очень эффективный принцип, решающий сразу несколько инженерно-технических задач. Диаметр винтовой лопасти, превышающий диаметр самой сваи, является удобным приспособлением для погружения стальной трубы на заданную глубину. Кроме того, лопасть также служит опорной площадкой для сваи на плотном грунте и, в то же время не позволяет сезонным процессам пучения грунта, или ветровым нагрузкам на здание, вытягивать опору из почвы. В климатических зонах со значительной глубиной зимнего промерзания грунта — в средней полосе России, и в частности, в Санкт-Петербурге и области, где пучинистые и обводненные грунты очень распространенное явление, такая технология иногда просто не имеет альтернативы.
В основу технологии фундамента из винтовых свай заложен очень эффективный принцип, решающий сразу несколько инженерно-технических задач. Диаметр винтовой лопасти, превышающий диаметр самой сваи, является удобным приспособлением для погружения стальной трубы на заданную глубину. Кроме того, лопасть также служит опорной площадкой для сваи на плотном грунте и, в то же время не позволяет сезонным процессам пучения грунта, или ветровым нагрузкам на здание, вытягивать опору из почвы. В климатических зонах со значительной глубиной зимнего промерзания грунта — в средней полосе России, и в частности, в Санкт-Петербурге и области, где пучинистые и обводненные грунты очень распространенное явление, такая технология иногда просто не имеет альтернативы.Винтовые сваи технология изготовления
Выполнение монтажа свайного поля
Зависимость несущей способности винтовых свай от диаметра
Изготовление буронабивных свай: виды
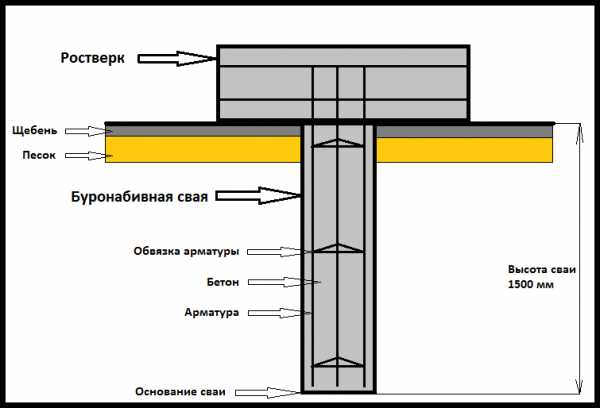
Буронабивные сваи в строительстве
Метод возведения фундамента с помощью буронабивных свай
Технология устройства буронабивных свай без обсадной трубы
Бетонирование скважины в процессе устройства буронабивной сваи
Технология производства свай с обсадной трубой
Технология устройства свай буронабивных методом проходных шнеков
Какие виды устройства буронабивных свай выбирать в разных условиях?
Производство винтовых свай для фундамента: оборудование, контроль качества
Сфера применения винтовых свай
Оборудование для производства винтовых свай
Технология производства винтовых свай
↑Первый этап
Второй этап
↑Третий этап
Контроль качества готовой продукции
Технология фундамента на винтовых сваях для малоэтажного строительства. Цена работы