Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Техника постоянно развивается и оборудование для сварки не стало исключением. В последнее время на рынке становится все больше аппаратов инверторного типа, которые уже практически вытеснили сварочные трансформаторы во всех сегментах. Конкуренция еще может оставаться только на самом простом уровне, который необходим для использование ручной дуговой сварки, так как более сложные технические процедуры, для которых нужны специальные функции, сейчас выполняются преимущественно инвертерами. Многие специалисты уже смогли на практике оценить все преимущества данных изделий, не говоря уже о том, что в частной сфере они стали практически незаменимы. Это простые в использовании и многофункциональные аппараты. Устройство и принцип работы сварочного инвертора обеспечивает надежное горение дуги, а также формирование качественных и надежных швов. Внешний вид сварочного инвертора В последние годы появляется все больше различных моделей, от достаточно миниатюрных аппаратов, которые могут использоваться для переносной сварки и питаться от автономных источников, до больших многофункциональных изделий, применяемых в частной сфере. Большое разнообразие производителей также способствует данному увеличению количества моделей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может меняться в зависимости от конкретной модели, но основные принципы сохраняются изменения сильно задевают дополнительные функции, так как для них создаются отдельные блоки. Все это в целом обеспечивает отличные возможности для легкого выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность у современных специалистов. Но здесь имеются не только сплошные преимущества, так как встречаются и недостатки. Основной функцией данной техники является преобразование тока из сети в те параметры, которые необходимы для сваривания металла. Для этого ток проходит через сложную систему преобразований. Эта схема выглядит следующим образом: Схема работы сварочного инвертора Таким образом, принцип работы сварочного инвертора помогает четко контролировать его параметры и повышать частоту тока и напряжения. Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится сварка нержавейки, алюминия и прочих разновидностей. Схема сварочного инвертора Устройство каждой модели может иметь ряд особенностей, но в целом многие технические узлы повторяются. В основном плата техники состоит из следующих частей: Сварочный инвертор без корпуса Принцип работы инверторного сварочного аппарата позволяет ввести несколько дополнительных функций, которые помогут сделать работу более простой. svarkaipayka.ru Сварочные аппараты предназначены для выполнения соединительных работ, во время которых требуется нагрев до высоких температур. Какой сварочный аппарат выбрать, что следует учесть? Необходимо определить, бытовое или профессиональное устройство приобретать. Немаловажны и такие функции, как защита от пыли, скачков напряжения, так как оборудование требует довольно больших расходов электроэнергии. Схема устройства сварочного аппарата. Чтобы правильно выбрать сварочный аппарат, необходимо сразу определиться, какая модель требуется для выполнения работы. На рынке можно найти варианты, относящиеся к 4 основным группам: Конструкция сварочного инвертора. Схема устройство инверторного сварочного аппарата. Сварочный аппарат должен иметь защиту от скачков напряжения, при этом оптимальное значение — это 20-25%. Если аппарат будет применяться в диапазоне 170-270 В, то такая защита отлично обезопасит оборудование от разнообразных неприятностей, связанных со скачками напряжения. Для бытового и полупрофессионального оборудования уровень защиты составляет 10-15%, но для промышленных, профессиональных сварочных аппаратов он уже должен иметь показатель в 20-25%, не меньше. Главной опасностью при работе с оборудованием является пыль, поэтому при выборе внимание надо уделять тому, есть ли система вентиляции, которая позволит всю пыль удалить. Большая часть пыли убирается вентилятором охлаждения. Но есть и другие устройства, которые позволяют эффективно отвести пыль. При выборе оборудования надо обратить внимание, есть ли туннельная вентиляция. Такой вариант сварочного аппарата необходим, если работы планируются в условиях цехов. Для всех используемых сегодня сварочных аппаратов свойственно такое понятие, как температурный диапазон. Это значение показывает, при каких внешних условиях оборудование будет работать бесперебойно. При плюсовых температурах обычно никаких вопросов нет, предельным значением для большинства устройств является значение в +400°C. Но с минусовыми температурами все сложнее. Оборудование состоит из разнообразных конденсаторов, микроконтроллеров, тиристоров, транзисторов и прочего. Для каждой такой детали есть собственный диапазон рабочих температур, при которых обеспечивается нормальная работоспособность. Но есть один нюанс — чем шире такой диапазон, тем выше и стоимость. http://moyasvarka.ru/youtu.be/co6SUTVGqOs Выбирать оборудование надо такое, где все элементы будут работать друг с другом в едином поле, даже если стоимость их будет выше. В данном случае экономить нельзя. Предпочтение лучше отдавать зарубежным производителям, продукция которых проверена временем. Если заявлена температура для нижней точки в 150°C, то сварочный аппарат начнет работать именно при такой температуре. В любом случае надо помнить, что подобное оборудование при минусовой температуре не слишком любит работать, поэтому изначально подбираются аппараты для использования в зимнее время. Если в инструкции не указан рабочий диапазон, то такой сварочный аппарат на морозе использовать нельзя. Схема электронного блока сварочного аппарата. Набор стандартных функций не так велик, но необходимо обращать внимание, чтобы выбранная модель все же их включала. Сварочный аппарат должен иметь: Если одной из таких функций нет, то лучше всего отказаться от приобретения сварочного аппарата. Рекомендуется выбирать оборудование с возможностью настройки заряда аккумулятора. Далеко не все производители предлагают полный набор стандартных функций, которые и гарантируют бесперебойную и удобную работу. http://moyasvarka.ru/youtu.be/LvIyLUOzS64 Выбор сварочного аппарата — это достаточно сложный процесс. Следует первым делом определить, бытовое или профессиональное оборудование требуется. Важно четко решить, какие параметры и функции будут использоваться. Отнестись к выбору надо серьезно, так как от правильности решения зависит не только комфорт использования сварочного оборудования, но и безопасность. moyasvarka.ru Домашний мастер всегда имеет в своей мастерской сварочный аппарат. Это оборудование нашло сегодня самое обширное применение. Как выбрать сварочный аппарат среди многочисленных моделей и видов, представленных в специализированных магазинах? Устройство сварочного аппарата. Сегодня сварочное оборудование, применяемое в быту, это огромное семейство аппаратов самого разного вида, назначения и способа применения. Чтобы сделать правильный выбор, необходимо сначала ознакомиться с техническими терминами, касающимися сварочных работ. К ним относятся: Схема трансформатора с первичной и вторичной обмоткой. Такие сварочные аппараты могут работать при переменном или постоянном токе. Сварка производится стальным электродом быстрого плавления. При этом сварка черных металлов выполняется переменным током, а вот для сварки цветного металла и нержавейки устанавливают постоянный ток. Данный сварочный аппарат, предназначенный для бытовых нужд, относится к группе инверторного оборудования. От трансформатора отличается своей принципиальной системой. Т.е. электричество преобразуется в нужный сварочный ток совершенно другим способом. Поэтому приборы инверторного типа обладают небольшим весом и малыми габаритами. Принципиальная электрическая схема мостового выпрямителя сварочного аппарата. Данное оборудование проводит сварку в среде защитного газа. Оно может быть двух типов: В зону сварки подается струя газа и сварочная проволока. Для металлических изделий подается углекислый газ; нержавейка и алюминий варятся в защитной аргонной среде. Подобное сварочное оборудование состоит из: Этот аппарат совершенно незаменим в местах, где нет централизованного электропитания. Устройство самодельного сварочного полуавтомата. Очень важно правильно выбрать рабочие электроды. От этого зависит будущее качество шва. Они отличаются друг от друга следующими параметрами: Самым важным является вид покрытия, которое также подразделяется на: Для проведения сварочных работ в бытовых условиях самыми подходящими будут фтористые и рутиловые электроды. Надо сказать, что фтористо-кальцевые дают более качественный сварочный шов. Для работы с ними требуется очень высокое напряжение, достигающее 70 В. И чтобы их использовать, нужны более мощные сварочные аппараты. Более экономными считаются рутиловые аналоги. Однако в местах, где требуется получить качественный сварочный шов и где необходимо сварить высокопрочные стали, лучше воспользоваться фтористыми изделиями. При выборе покрытия не нужно оставлять без внимания диаметр электрода. Этот размер должен соответствовать значениям, которые рекомендованы изготовителем сварочного оборудования. Обычно оптимальный диаметр указывается в техническом паспорте сварочного агрегата. В основном пользуются электродами диаметром 1,5 мм. Технические характеристики автоматического сварочного аппарата. Электроды выпускаются с конкретным сроком годности, поэтому они требуют правильного хранения. Рекомендации об этом даны производителем сварочного аппарата. Для работы с полуавтоматом вместо электродов применяется сварочная проволока. Чаще всего она сделана из стали, обогащенной медью. Кроме того, подобные сварочные устройства выполняют работу в защитном газе. Вид газа зависит от рабочего материала. Чтобы варить черный металл, применяется углекислый газ, цветной металл сваривается в аргоне. Некоторые сварочные аппараты способны выполнять сварку порошковой проволокой без подачи защитного газа. Этот метод намного удобнее, однако его стоимость очень высока. Чтобы проводить работу таким способом, нужно иметь модели, на которых есть надпись «с газом/без газа». Подобные универсальные элементы при переключении режимов требуют также и изменение полярности горелки. Размер проволоки, также как и размер электродов, должен быть минимальным. При этом проволока размером 0,6 мм используется для проведения сварочных работ в местах, где требуется особая аккуратность. Ее можно использовать, работая на приборах малой мощности. Намного реже применяется диаметр, равный 1,2 мм. Чтобы выполнять такую работу, необходим профессиональный сварочный аппарат, который требует соответствующего опыта. Самое высокое распространение получила проволока диаметром 0,8 мм. Схема электронного блока сварочного аппарата. Главные возможности агрегата не зависят от его массы и размеров. Абсолютно неверно делать выбор устройства в зависимости от этого. К примеру, тороидальный сердечник, применяемый в трансформаторе, уменьшает его массу и габариты в два раза. В основном масса трансформатора достигает 30 кг, вес выпрямителя — 20 кг, а приборы инверторного типа — 6 кг. Конечно, стоимость аппарата находится в аналогичной зависимости. Инвертор в несколько раз дороже выпрямителя, а его стоимость в несколько раз выше ценности трансформатора. От подаваемого тока зависит и его производительность. Например, чтобы варить решетки и другие конструкции, вполне достаточно иметь 4-миллиметровый электрод с параметром тока 220А. Зажигание дуги зависит от напряжения на холостом ходу. В большинстве случаев оно равняется 50 В. Для удобства многие аппараты снабжены автоматическим розжигом дуги. Системы, которые могут выпрямлять ток, получают и высококачественный шов. Каждый агрегат снабжен дополнительными функциями: Тележка для сварочного аппарата. Электродуговые конструкции делятся на несколько типов: Заметьте, что устройства инверторного типа делятся на приборы, работающие с электродами и инверторными полуавтоматами. При этом многофункциональные полуавтоматы могут варить электродами и проволокой одновременно. Сварочные аппараты, о которых рассказано выше, если на них работает профессионал, обеспечивают надежный, прочный шов. Для тех, кто начинает осваивать подобное ремесло, можно посоветовать приобрести полуавтомат. Выполнять работы с таким аппаратом намного легче. Зажигание дуги происходит автоматически, полностью отсутствуют металлические брызги, если настройки выполнены правильно. На строительном рынке и в магазинах представлен очень большой ассортимент сварочного оборудования. Перед тем как приобрести сварочный аппарат, необходимо обязательно определить цель, для которой он приобретается. Возможно, он будет работать в домашних условиях, а возможно, необходим для выполнения профессиональной работы. Аппараты сильно отличаются по своей мощности и надежности. Классификация сварочных трансформаторов. Для полуавтомата, работающего с порошковой проволокой, никаких дополнительных аксессуаров не нужно. Для работы с проволокой и сварочными электродами понадобится углекислый газ в баллоне с редуктором. Конструкция сварочного инвертора. Этот аппарат обладает наилучшими для сварки свойствами тока. Его подачу можно регулировать, получая точное значение. Он имеет очень высокое КПД, выше 90%. В аппарате отсутствуют внутренние индуктивные потери, поэтому он потребляет очень мало электроэнергии в сравнении с классическим трансформаторным оборудованием. Для дома является идеальным решением. Немаловажное значение при выборе сварочного аппарата для работы в домашних условиях имеют размеры и вес. Инвертор обычно весит менее 10 кг. Его легко транспортировать и хранить. Когда выбирается сварочный генератор, очень важным является вид топлива, необходимого для работы. Один может действовать только на бензине, другому нужно дизельное топливо. http://moyasvarka.ru/youtu.be/LvIyLUOzS64 Важным показателем является вид генерируемого тока. Самыми простыми, имеющими невысокую стоимость, считаются бензиновые генераторы, вырабатывающие переменный ток. Они отличаются компактностью и невысокой стоимостью. Отрицательной стороной являются малые ресурсы. А вот дизельные генераторы для сварки имеют значительные ресурсы и способны выдержать серьезные нагрузки. От модели сварочного аппарата зависит и надежность шва. Генераторы для сварки, вырабатывающие постоянный ток, считаются очень сложными приборами, но при этом они обеспечивают наилучшее качество сварки. Когда работа проходит при переменном токе, надежность и качество шва будет намного хуже. http://moyasvarka.ru/youtu.be/05Bu70WS7f4 Учитывая все вышеописанное, можно выбрать самый подходящий для работы сварочный генератор. Решение всегда принимает сварщик индивидуально. Удачи! moyasvarka.ru Комментариев: Рейтинг: 78 Оглавление: [скрыть] Речь пойдет о выборе аппарата для осуществления сварочных работ и о том, какой сварочный аппарат будет наиболее целесообразен в использовании при определенных условиях. Если вашим занятием являются сварочные работы на профессиональном уровне, то вам вряд ли понадобится искать информацию, как правильно выбрать сварочный аппарат. Обладая даже небольшими навыками работы со сварочным оборудованием, специалист в этой области наверняка знает, на что обратить свое внимание при выборе устройств для сварки. Помощь и консультация чаще всего требуются любителям сварочного дела, которым аппараты необходимы для личных нужд, касающихся решения бытовых проблем. При выборе сварочного аппарата, прежде всего, необходимо ориентироваться на то, для каких целей он будет предназначен. Лучше всего обратиться за помощью к квалифицированному специалисту, который подробно расскажет все плюсы и минусы различных видов сварочных аппаратов и поможет выбрать самый подходящий вариант. Далее будут приведены советы профессионалов, с помощью которых вы сможете очень легко сделать свой выбор, который окажется правильным. Какой сварочный аппарат выбрать — вопрос довольно распространенный и актуальный. Но для начала нужно выяснить, какие варианты сварочного оборудования существуют на сегодняшний день. Таблица соотношения толщины железа с силой тока и сечением электродов. Сегодня одним из самых распространенных является оборудование, имеющее предназначение для выполнения сварки ручного типа, при работе с которыми целесообразно использование электродов разного диаметрального размера. Еще один популярный вид — сварочные агрегаты ручного характера для осуществления сварки с помощью неплавящихся электродов, так называемой аргонодуговой. Оборудование, предназначенное для сварки механического типа, работающее при помощи плавящихся электродов, и другая техника, такая как инверторы, сварочные трансформаторы или генераторы, приборы контактно-точечного характера сварки, тоже довольно распространены и пользуются заслуженным успехом в области выполнения сварных работ. Это, конечно, неполный список существующего сварочного оборудования, но для осуществления правильного выбора и ознакомления с видами сварочных аппаратов этого будет вполне достаточно. Рассмотрим более подробно некоторые из них, а затем приступим к рассмотрению вопроса, какой сварочный аппарат подойдет именно в вашем случае. Вернуться к оглавлению Схема сварки плавящимися электродами на переменном токе. Если в ваши непосредственные планы входит осуществление сварки изделий из черного металла, то сварочный трансформатор, к характеристикам которого относится выработка переменного тока, будет самым подходящим вариантом. Для его работы используются плавящиеся металлические электроды. Эксплуатация отличается простотой, а конструкция имеет высокое качество надежности. Сварка металлических деталей может производиться как методом встык, так и методом внахлест. Применяемые для работы электроды имеют покрытие фтористо-кальциевого характера (рутиловое). Необходимое напряжение соответствует значению в 220 В, но на этот показатель влияет и вид используемого электрода. При его смене на другой тип может потребоваться иное значение, касающееся напряжения холостой работы. Регулировка сварочного тока в этом оборудовании происходит постепенным, плавным способом. Выбор диаметрального размера электрода зависит от максимального значения параметров сварочного тока. Проще говоря, с увеличением показателя тока увеличивается размер используемого электрода (диаметр), а это, в свою очередь, влияет на повышение параметров производительности оборудования. Обратите внимание, что использование электродов с покрытием фтористо-кальциевого характера требует при выполнении сварки более высокого значения сварочного тока по сравнению с рутиловыми. Размер электродов варьируется от значения в 1,5 до 2,5 мм. Вернуться к оглавлению Элементы трансформатора с использованием постоянного тока. Этот вариант чем-то напоминает описанный выше, но конструкция такого аппарата более сложная, что, в свою очередь, влияет на повышение его стоимости. Кроме цены их различие заключается в том, что при работе трансформатора, вырабатывающего постоянный ток, на выходе имеется выпрямитель на основе диода, позволяющий изменять характеристики тока переменного. Этот факт и является его главным недостатком, так как в такой ситуации происходит потеря мощности. Но есть компенсирующий плюс: это образование и сохранение дуги стабильного характера. К перечню положительных качеств описываемого сварочного аппарата можно отнести и реальную возможность осуществлять сварку цветных металлов, а не только черных, как в предыдущем варианте. Главное — не ошибиться в выборе электродов с подходящими характеристиками. И еще: такой вариант сварочного оборудования, как трансформатор постоянного тока, при работе с которым используются плавящиеся электроды, больше подойдет для квалифицированных специалистов, нежели для любителей. Если ваша цель — решение бытовых проблем, то выбирайте более простой вариант. Вернуться к оглавлению Элементы сварочного оборудования полуавтоматического характера для работы в газовой среде Этот вид сварочных агрегатов по своей сути является универсальным. Чаще всего его приобретают для использования в области ремонта автомобилей и для нужд в быту. Такое оборудование для сварки можно охарактеризовать как удобный, надежный и обладающий высокими показателями производительности вариант. Но не спешите радоваться всему вышесказанному, так как этот класс сварочных аппаратов отличается высокой ценой, и не всегда обычные потребители могут позволить себе приобрести его. Конструкция этого оборудования еще более сложная, чем все предыдущие. Она включает в себя такие составляющие, как трансформатор, редуктор, имеющий регулировку, выпрямитель, а также рукав, оснащенный горелкой, проволочный привод. Чтобы выполнить работу по сварке железных, алюминиевых, стальных изделий либо деталей из нержавейки, необходимо использовать проволоку, диаметральный размер которой имеет минимальное значение в 1,2 мм. Аргонная сварка выполняется в среде инертных газов при помощи неплавящегося электрода. Выбирать проволоку нужно в зависимости от поставленных задач. Точнее, от того, изделия из какого металла подлежат сварке. Обратите внимание, что бобина с намотанной проволокой закрепляется непосредственно на самом сварочном аппарате. Еще один важный момент: описываемое оборудование может эксплуатироваться в различных условиях, имеется в виду с газом или без. При выполнении работы без газа для сварки нужно выбирать флюсовую проволоку. А в случае использования газа, выполняя сварочные работы с разными металлами, необходимо особо тщательно подойти к его выбору, так как для каждого из металлов существует свой индивидуальный вид газа. Например, при сварке железных частей обычно используется углекислый газ. Сталь требует наличия такой сварочной смеси, как сочетание углекислого газа и аргона. Чистый аргон применяется при выполнении сварочных работ с деталями из алюминия. Вернуться к оглавлению С помощью сварочного инвертора можно выполнять швы вертикального характера. Речь пойдет о сварочных инверторах, которые можно характеризовать как импульсные. Именно они на сегодняшний день занимают лидирующее место среди сварочного оборудования. Несмотря на то что датой их создания считается далекий 1977 год, в современных условиях они являются наиболее совершенными и самыми популярными как среди любителей, так и профессиональных сварщиков. Если говорить о плюсах этого вида сварочного оборудования, то в первую очередь необходимо отметить небольшой вес и размеры, а значит, мобильность такого аппарата. Высокие показатели частоты напряжения тоже характеризуют инверторы с положительной стороны. В сочетании все плюсы сварочных инверторов влияют на ценовую категорию этих аппаратов. Следует отметить, что их стоимость довольно высока. Но если вы хотите получить в результате приобретения сварочного аппарата показатели высокой производительности, удобство использования, мобильность и другие положительные свойства, стоит остановить свой выбор именно на описываемом варианте (инвертор). Мобильность инверторного сварочного аппарата и высокие показатели частоты напряжения характеризуют его с положительной стороны. Очень хорошо, если выбранный вами инвертор, будет иметь различные усовершенствования в виде дополнительных функций. К их списку можно отнести следующие самые распространенные: Вернуться к оглавлению Схема сварки плавящимися и не плавящимися электродами. Чтобы стало понятно, более подробно рассмотрим еще один классифицирующий признак сварочного оборудования. Подразделение на три основных типа происходит по следующим характеристикам: Вернуться к оглавлению Мощность сварочного трансформатора не должна быть выше мощности электричества в месте эксплуатации. Первое, на что нужно обратить внимание, — это показатель рабочего напряжения. Трансформаторы этого вида могут эксплуатироваться от сети трехфазного или однофазного характера. Оптимальным вариантом является модель универсального типа, подключение которой может быть выполнено как к одной, так и к другой озвученным выше сетям. После оценки этих параметров внимание нужно уделить мощности выбираемого аппарата. При маркировке питания в 380 В мощность агрегата будет более высокой, но не забудьте, что подключение будет осуществляться к сети трехфазного вида, что не всем доступно. Главное, чтобы мощность сварочного трансформатора не имела показатель более высокий, чем мощность сети, имеющейся в месте предполагаемой эксплуатации. На что еще следует обратить внимание? Немаловажным показателем являются такие характеристики, как сила рабочего тока и рекомендуемые размеры электродов. Если предстоит варить сталь углеродистого типа, то сила тока может варьироваться от 80 до 160 А. В этом случае подойдут электроды, имеющие размер до 6, точно определить это значение можно, ориентируясь на предполагаемую толщину заготовок. Если для вас важна мобильность сварочного оборудования, то оценить придется еще и вес, а также габариты выбранного устройства, так как перемещение сварочного аппарата, обладающего максимальными весовыми характеристиками, довольно проблематично. Но именно в этом случае практически все модели трансформаторов имеют тяжелый вес, поэтому, выбирая, отдайте предпочтение тому устройству, которое имеет в своей конструкции колеса и удобную ручку для более легкого перемещения. Вернуться к оглавлению Сварочный выпрямитель преобразует переменный ток в постоянный в трехфазной сети. Охарактеризовать этот вид оборудования можно как приспособления, работающие на импульсном токе выпрямленного типа. Именно это качество делает устойчивость дуги более высокой. А еще от него зависит процесс разбрызгивания металла и корректировка расхода используемых при работе электродов. Проще говоря, выработка выпрямленного тока дает в результате работы наиболее ровный и эстетичный шов сварки. Это качество особенно важно при работе с деталями декоративного характера. Что касается характера тока, то работа выпрямителей возможна при наличии трехфазной и однофазной сетей. Обратите внимание, что подключение выпрямителей выполняется по мостовой схеме. Если выбрать трехфазную сеть, то в результате можно получить довольно стабильную устойчивую дугу, а также высокую мощность. Но, как уже отмечалось выше, необходимо ориентироваться на наличие либо отсутствие такой электрической сети в месте предполагаемой эксплуатации сварочного оборудования. Диапазон тока, возможность регулировки условий режима, диаметр используемых электродов — все эти параметры очень важны при осуществлении выбора. Что касается регулировки режима и показателей сварочного тока, то такое оборудование, как выпрямители, подразумевает ступенчатое исполнение. Вернуться к оглавлению Классификация способов дуговой сварки. После того как вы изучили характеристики самых распространенных видов сварочных аппаратов, нужно определиться с их назначением. Это очень важно при совершении покупки, так как от этой характеристики будет зависеть и цена, и качество выполняемой работы. Условно все сварочные аппараты можно классифицировать так: Если вы не являетесь высококвалифицированным специалистом в области сварки, то внешний вид приобретаемого аппарата вам не скажет практически ни о чем, в том числе будет трудно определить его назначение. Поэтому лучше всего ориентироваться на показатель сварочного тока. Допустим, что понравившийся вам агрегат обладает силой тока менее 200 А. Это говорит о том, что он относится к категории бытовых приборов. Более высокие показатели тока, достигающие 300 А, относят сварочное оборудование к типу полупрофессиональных. И, наконец, характеристика силы тока свыше 300 А говорит о том, что это профессиональное оборудование. Практически все сварщики-любители, которым приходится заниматься сварными работами не регулярно, а время от времени, склоняются к выбору сварочных инверторов. Несмотря на то что цена их немного выше, чем трансформаторов, причиной для их приобретения являются удобство и универсальность этого оборудования для сварки. Если же категория цены имеет для вас серьезное значение и является решающим фактором, то вам подойдет сварочный трансформатор, самый обычный и доступный вариант. Вернуться к оглавлению При силе тока от от 80 до 160 А подойдут электроды размером до 6. После того как вы ознакомились с информацией о существующих вариантах сварочного оборудования и уже немного ориентируетесь в их разнообразии, можно приступать к освещению основного вопроса, касающегося правильного выбора. Прежде всего ответьте на такой вопрос: для чего, для каких целей вам необходим сварочный аппарат? Какой вид работ вы будете выполнять и с какими металлами работать? А еще немаловажную роль в этой проблеме будут играть ваши финансовые возможности. Рассмотрим эти вопросы на конкретных примерах, так будет легче сориентироваться. Допустим, что вам предстоит работа, подразумевающая сварку уголков (черного металла) или резку швеллера. В этом случае приобретение дорогостоящего, мощного аппарата будет как минимум нецелесообразным. И еще: осуществляя выбор сварочных агрегатов в личное пользование, нельзя забывать и о такой характеристике, как возможность непрерывной сварки. Определить этот показатель очень легко, достаточно оценить его характеристики (технические). Обычно в инструкции он именуется аббревиатурой «ПВ». http://moyakovka.ru/youtu.be/2Q6BEjCp_t8 При параметрах, имеющих соотношение, равное 35%/160 А, становится понятно, что временной период беспрерывной работы этого агрегата составит всего 3,5 минуты при силе тока в 160 А. Спустя это время потребуется небольшой перерыв в работе. Стандартным циклом работы любого сварочного аппарата считаются 10 минут. То есть при работе в 3,5 минуты потребуется перерыв в 6,5 минуты, после чего снова можно осуществлять сварку. Чаще всего показатель ПВ среднего значения представлен параметрами от 15 до 20%. Но это подходящий вариант для любителей в области сварки, а вот квалифицированных специалистов может устроить показатель не ниже 60%. Вернуться к оглавлению Таким образом, чтобы осуществить простые процедуры сварочного характера, необходимость которых возникает в быту, достаточно приобрести не очень дорогой, но надежный аппарат, предназначенный для выполнения дуговой сварки ручного характера. Но если для вас в первую очередь важна не ценовая категория, а качество выполненных работ (качество шва), то лучше отдать предпочтение такому оборудованию, как трансформаторы с током постоянного характера. Как уже стало понятно, выбирая вид сварочного оборудования, прежде всего стоит обратить внимание на потребности в сварке, показатели надежности. Значит, и качество и, конечно, цену сварочного агрегата. Именно поэтому нельзя дать общий совет, какой именно выбрать сварочный аппарат. Осуществлять выбор необходимо исходя строго из индивидуальных потребностей. http://moyakovka.ru/youtu.be/BDNtM0eScNc Чтобы немного облегчить выбор, проконсультируйтесь с квалифицированным сварщиком или менеджером по продаже сварочного оборудования. Но не нужно слепо доверять их советам, ваше мнение играет не последнюю роль в принятии решения, касающегося вопроса, какой сварочный аппарат выбрать. Тем более вы уже достаточно знаете о видах и характеристиках сварочного оборудования. moyakovka.ru www.samsvar.ru машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок — линией. Сварочный пост — участок производственной площади, на котором размещены источник тока, токопровод, необходимые технологические приспособления и инструменты сварщика. Для защиты окружающих от излучения участок огорожен шторами или щитами. В условиях современного производства широко распространены автоматизированные установки (рис.1). Такие стационарные посты размещают в цехе. В полевых условиях, для сварки крупногабаритных изделий, на строительстве, при выполнении ремонтных работ и т. п. организуют передвижные посты. Сварочный генератор — специальная электрическая машина постоянного тока или тока повышенной частоты. Применяют однопостовые генераторы — универсальные или с падающей внешней характеристикой, которая обеспечивает устойчивое горение сварочной дуги. В сварочной технике используют генераторы: поперечного поля, с расщепленными полюсами, с размагничивающей последовательной обмоткой. У сварочного генератора поперечного поля (рис. 3, а) короткозамкнутая обмотка cd якоря создаёт поперечный магнитный поток Фп. Падающая характеристика образуется в результате действия продольного размагничивающего потока якоря Фпр. У генератора с размагничивающей последовательной обмоткой (рис. 3, б) внешняя характеристика формируется взаимодействием магнитных потоков Фр (размагничивающей последовательной обмотки) и Фв (намагничивающей параллельной обмотки). Напряжение на намагничивающую обмотку подаётся от третьей щётки или от самостоятельного источника питания (при т. н. независимом возбуждении). Автомат для электрошлаковой сварки (рис. 6) конструктивно отличается от автоматов для дуговой сварки, т. к. при этом виде сварки свариваемые кромки занимают вертикальное положение. Существуют автоматы, перемещающиеся по рельсу или непосредственно по кромкам свариваемой детали. Кроме самоходного механизма для вертикального движения, автомат снабжен двумя ползунами, предназначенными для удержания сварочной ванны и формирования шва, и механизмом колебания электродов вдоль зеркала ванны. Технологические приспособления, используемые сварщиком, служат для сборки деталей под сварку и фиксации их; для сварки заранее собранных деталей; для совмещения операции сборки и сварки. В зависимости от характера производства приспособления изготовляют универсальными или специализированными (для определённых изделий). Одну деталь к другой прижимают винтовыми, рычажными, эксцентриковыми, магнитными и др. зажимами. Их используют для соединения отдельных деталей (переносные зажимы) и для оснащения сварочных стендов. Для фиксации свариваемых деталей иногда используют прихваты, присоединяемые к свариваемым деталям временными короткими швами. Для сближения или разведения свариваемых кромок или фиксации их положения служат стяжки, распорки и домкраты. Сборку и сварку изделий осуществляют на универсальных и специализированных стендах. Фиксаторы (упоры, пальцы, штыри, шаблоны) служат для определения положения свариваемых деталей относительно всего приспособления. К технологической оснастке стендов относятся также флюсоудерживающие устройства, флюсовые и газовые подушки, устройства для принудительного формирования шва и др. Вспомогательное оборудование сварочных установок. Сварочные установки компонуются из элементов, предназначенных для расположения изделия в наиболее удобном для сварки положении, для поворота его во время работы и обслуживания зоны сварки, а также для крепления и перемещения сварочных аппаратов. С целью установки изделий в удобном для работы положении применяют роликовые, цевочные, цепные, цапфовые, рычажные кантователи (рис. 7). Поворот свариваемого изделия вокруг оси осуществляют вращателями с вертикальной, наклонной или горизонтальной осями вращения. Изделия закрепляются и поворачиваются с помощью планшайбы или поводка (центровые вращатели) или роликами (роликовые). При сварке цилиндрических изделий часто применяют роликовые стенды-вращатели (см. рис. 1) обычно с обрезиненными приводными роликами. Для вращения изделия в процессе сварки вокруг оси, занимающей различные положения в пространстве, служат установочные и сварочные манипуляторы. Для крепления и перемещения сварочных автоматов и полуавтоматов, подвески аппарата над подвижным свариваемым изделием или перемещения аппарата вдоль шва или от шва к шву применяют различные устройства, например балку с платформой, рельсовые пути, специальные грузозахватные приспособления. Инструмент сварщика: электродержатели для сварки штучными электродами, горелки, зачистной инструмент (молотки-шлакоотделители, пневмомолотки, проволочные щётки, шлифовальные машины и др.), пригоночный инструмент для подгонки соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инструмент для наладки сварочного и технологического оборудования; измерительный инструмент (штангенин-струмент, микрометрический и др.). Сведения об оборудовании для специальных способов сварки (контактной, ультразвуковой, диффузионной и др.) см. в статьях об этих способах сварки. Лит.: Сварочное оборудование. Каталог-справочник, ч. 1—3, К., 1968—72; Гитлевич А. Д., Этингоф Л. А., Механизация и автоматизация сварочного производства, М., 1972; Бельфор М. Г., Патон В. Е., Оборудование для дуговой и шлаковой сварки и наплавки, М., 1974; Севбо П. И., Комплексная механизация и автоматизация сварочного производства, К., 1974; Чвертко А. И., Тимченко В. А., Установки и станки для электродуговой сварки и наплавки, К., 1974. М. Г. Бельфор, И. И. Заруба, В. Н. Троицкий. Рис.1. Установка для дуговой автоматической сварки: 1 — сварочный аппарат; 2 — свариваемое изделие; 3 — шкаф с аппаратурой управления; 4 — источник тока; 5 — провода управления; 6 — токопровод; 7 — рельсовый путь; 8 — тележка с колонной; 9 — роликовый стенд; 10 — площадка обслуживания. Рис. 2. Схема сварочного трансформатора для дуговой сварки: а — с механическим регулированием индуктивного сопротивления и напряжения; б — с электрическим регулированием; 1 и 2 — первичная и вторичная обмотки; 3 — обмотка управления; 4 и 5 — среднее и верхнее ярмо. Рис. 3. Схема сварочного генератора: а — поперечного поля; б — с размагничивающей последовательной обмоткой. Рис. 4. Сварочный автомат для дуговой сварки: 1 — флюсоотсос; 2 — сварочная головка; 3 — механизм подачи с редуктором; 4 — механизм подъема; 5 — ходовой механизм; 6 — флюсоаппарат; 7 — рельсовый путь; 8 — подающий ролик; 9 — мундштук; 10 — воронка для флюса. Рис. 5. Сварочный автомат для электросварки неплавящимся вольфрамовым электродом с подачей присадочной проволоки: 1 — горелка; 2 — катушка; 3 — механизм подачи; 4 — направляющий шланг; 5 — наконечник; 6 — прижимной ролик. Рис. 6. Автомат рельсового типа для электрошлаковой сварки проволочными электродами: 1 — направляющий рельс-колонна, закрепляемый на изделии; 2 — передний и задний ползуны; 3 — токопроводящие мундштуки с электродами; 4 — пластина для крепления заднего ползуна; 5 — изделие; 6 — пульт управления; 7 — механизм горизонтальной подачи. Рис. 7. Кантователи: а — роликовый; б — цевочный; в — цепной; г — цапфовый; д — рычажный. dic.academic.ru Для сборки аппарата сварочного своими руками одного желания будет недостаточно, а если быть точным — маловато. Поэтому естественным образом в голову закрадывается мысль, «А можно ли вообще собрать аппарат сварочный самостоятельно?». Можно и даже нужно! Для сборки сварочного инвертора своими руками первоначально необходимо определиться с электрической схемой, которая будет соответствовать необходимым рабочим параметрам аппарата. Схема выбирается на основании параметров тока сварочного и комплектующих, из которых планируется собрать сварочный аппарат. Напомним, что максимальный уровень сварочного тока для сварочных аппаратов, может быть задан в рабочем интервале от 40 до 130 А.Мощность сварочного тока в данном случае позволит производить сварку деталей электродом 3 мм. В качестве схемы и элементной базы для сварочного аппарата рекомендуется использовать радиодетали советского производства: диоды, тиристоры, резисторы, транзисторы, конденсаторы, дроссели, а также «не пробитые» готовые трансформаторы. Как показывает практика, отработанные и проверенные веками схемы не будут в дальнейшем нуждаться в сложной регулировке и настройке стендовым оборудованием. Не помешает также полистать журналы «Радиолюбитель» за 60-е годы, где доступно, а главное правдиво изложены основы знаний по электротехнике для жаждущих и поклонников радиоэлектроники. Если рассмотреть сборку сварочного инвертора фабричного изготовления «Made in China», ценой до 500 у.е., то можно обнаружить знакомые со времен эпохи СССР электронные элементы. Ах, вот откуда «дровишки»! Позаимствованная однажды схема была взята на вооружение китайскими специалистами, которые наладили серийное производство сварочных аппаратов. Так почему бы не собрать сварочный инвертор своими руками, приобретя за копейки необходимые элементы. Сварочный аппарат предназначен для работы с электродами до 4-5 мм и обладает значительным запасом по току.Основные технические характеристики аппарата сварочного:• максимальный рабочий ток от 220 до 250 А• питанием является бытовая электросеть 220 В• наличие тока холостого хода до 30 А• управление током сварки от 30 до 220 А. Сварочный аппарат, который собирается своими руками, должен состоять из блока питания и собственно электронного блока. Конструкцию электронного блока необходимо продумать, учитывая размеры и схему крепления и установки выходного трансформатора, а также охлаждающих элементов. Конструктивно сварочный аппарат, собираемый самостоятельно, состоит из блоков:• блока питания• блока выпрямителя• блока инвертора Основным элементом блока питания сварочного инвертора является трансформатор трехфазный с двумя обмотками. Рекомендуется производить соединение первичных обмоток на магнитопроводе по типу «звезда» или «треугольник». Такие типы соединения применяют для устройства в случае его питания от сети потребителя напряжением 220/380 В. Если планируется подключение устройства к однофазной сети 220 В., применяют соединение обмоток крайних стержней магнитопровода параллельно-встречным соединением.Схему соединения вторичной обмотки необходимо фиксировать в разомкнутый «треугольник». Для ручной намотки значение витков обмоток трансформатора является расчетным. Так, например для блока питания, рассчитанного на источник тока 250 А, будет применена схема, в которой:• для первичной обмотки трансформатора, который формируется самостоятельно, первичная обмотка будет состоять из 100 витков провода ПЭВ сечением 0,3 мм.• для вторичной обмотки 2 будет задействовано 15 витков провода сечением 1 мм.• для вторичной обмотки 3 будут использованы 15 витков ПЭВ сечением 0,2 мм.• для вторичной обмотки 4 и 5 используют 20 витков провода сечением 0,35 мм. Намотка трансформатора осуществляется на ферритовый сердечник Ш7х7 или 8х8.Конструкция и блок питания, включая трансформатор должны находится в определенном температурном режима, поэтому необходимо предусмотреть наличие вентилятора 220 В на 0,13 А. Для этих целей можно использовать вентиляторы от старых РС Pentium 4. Согласно схеме работоспособность инвертора сварочного осуществляется от сети 220 В, начиная с выпрямления сглаживающими конденсаторами. Затем полученный импульс подается на транзисторные ключи, осуществляющие передачу постоянного напряжения в высокочастотное переменное. Высокочастотное переменное напряжение подается на трансформатор ферритовый.Таким образом, основными этапами преобразования энергии в инверторе являются:• выпрямление входного переменного напряжения сети 220 В• преобразование напряжения постоянного в высокочастотное переменное• понижение напряжения высокочастотного• выпрямление пониженного напряжения. Инверторная схема состоит из мощных транзисторов-ключей, переключающихся с частотой до 80 кГц. Чтобы транзисторы заработали, необходимо подать постоянное напряжение, полученное с выпрямителя. В качестве выпрямителей в схеме сварочного инвертора выступает диодный мост, сигнал который сглаживается фильтрами конденсаторами. Так осуществляется основная ступень преобразования входного напряжения. Транзисторы переключаются на частоте до 80 кГц, поэтому работа понижающего трансформатора осуществляется на такой же частоте. Необходимо напомнить, что на конденсаторах фильтра напряжение превосходит напряжение с выходом диодного моста в 1,41 раза. После прохождения диодного моста пульсирующее напряжение 220В будет накоплено конденсаторами по формуле: 220В х 1,41 = 310,2 В. Ограничение рабочего напряжения в 250 В позволит получить 350 В на выходе фильтра, что и требовалось получить. Благодаря высокой частоте можно уменьшить вес и габариты трансформатора.На плате блока выпрямителя предусмотрено место установки реле промежуточного и вентилятора охлаждения. Корпус сварочного инвертора может быть изготовлен из тонкой листовой стали, текстолита или винипласта. Отлично, если в хозяйстве домашнего Мастера имеется готовый корпус от какого-либо прибора. Произведите компоновку основных собранных блоков инвертора и закрепите их. На лицевую сторону корпуса необходимо установить светодиодный индикатор и тумблер для включения, а также переменное сопротивление для регулировки мощности сварочного тока. На корпусе должны быть также расположены зажимы для кабелей сварочных. svouimirukami.ru Приобрести сварочный аппарат в частный автосервис, гараж или на дачу? Нет ничего проще, если есть хотя бы общее представление о том, какие бывают сварочные методы, и какой именно Вам нужен, чтобы качественно варить самые ходовые детали. Но знать метод сварки (MIG MAG, ММА и др.) это еще полдела —нужно выбрать и подходящий сварочный аппарат. Отличаются они не только по производителям и техническими характеристиками, но также и функциональностью. Нужен ли Вам аппарат для работы одним только методом сварки или же лучше остановить свой выбор на многофункциональном оборудовании, пусть даже и стоимость у него выше? Оправданы ли такие затраты? В этой статье мы рассмотрим не только самые распространенные методы сварки и их назначение, но и виды сварочного оборудования, что поможет Вам определиться, какой именно аппарат Вам нужен. Самым простым и распространенным методом является ручная электродуговая сварка (ММА, manual metal arc). Выполняется она штучным электродом с покрытием (обмазкой), которое при расплавлении образует облако газа, защищающее место сварки от воздействия кислорода. При правильном подборе электродов этот метод позволяет сваривать все виды металлов («черные», «цветные», любой степени легирования), делает возможной работу в труднодоступных местах. Сварку ММА находит широкое применение в строительстве, при монтаже металлоконструкций, в тяжелой промышленности. Сварка ММА может быть выбором слесаря в мастерской по изготовлению металлических дверей, рабочего машиностроительного завода или обычного дачника, решившего своими руками сделать решетки к подвальным оконным проемам. Вторым наиболее распространенным способом является полуавтоматическая сварка MIG-MAG: вместо электрода используется плавящаяся проволока, которая подается в зону сварки автоматически. Проволока поступает в специальную горелку, куда попадает и защитный инертный или активный газ. Несмотря на сильное разбрызгивание металла, данный способ сварки характеризуется высокой производительностью и позволяет работать с низколегированными и высоколегированными сталями, со многими видами чугуна, алюминием, медью, никелем, марганцем и их сплавами, выполнять соединение разнотипных металлов. И, наконец, аргонная сварка TIG (tungsten inert gas) неплавящимся электродом в среде инертного газа. Встречаются вольфрамовые, угольные и графитовые неплавящиеся электроды. Инертный газ - аргон, гелий, азот или смеси этих газов, в зависимости от соединяемого металла. При таком процессе сварной шов образуется только из металла соединяемых деталей либо с добавлением присадки, в качестве которой используются металлические прутья и полосы. Наличие инертных газов или их смесей в зоне сварки защищает металл шва от вредного воздействия компонентов воздуха и поддерживает стабильность электрической дуги. Такая сварка может протекать с использованием переменного и постоянного тока. TIG-сварка используется для получения ответственных швов, выдерживающих высокие нагрузки. Это может быть сварка газо- и нефтепроводов, сосудов высокого давления, изделий для пищевой промышленности, микросхем в электротехнической отрасли. TIG-сварка незаменима при работе с тонкостенными металлическими конструкциями и листовым металлом (до 6 мм), с нержавеющей, легированной, углеродистой сталью, медью, титаном, магнием. Рабочий процесс трудоемкий и требует от оператора развитых профессиональных навыков, но низкая производительность при этом сочетается с высоким качеством получаемого шва. Итак, получив представление о сварочных методах, приступим к обзору второй важной составляющей сварочного процесса — непосредственно самого сварочного аппарата. Аппараты для сварки имеют общие элементы устройства, схожие для всех моделей. Основу составляет источник питания (трансформатор, выпрямитель или инвертор). Он преобразует сетевой ток в сварочный с нужными вольтамперными характеристиками. Источник питания заключен в металлический заземленный корпус, на который у некоторых моделей дополнительно сверху монтируют ручки для транспортировки или крепления для плечевых ремней. Особо тяжелые установки снабжаются колесами. На задней части корпуса располагаются штекерные разъемы или провода для подключения к сети. На передней панели чаще всего расположены: тумблер выключения сетевого напряжения, регулятор силы тока, штекерные разъемы положительной и отрицательной полярности. К источнику тока присоединяются два кабеля. Один из них оканчивается клеммой заземления (чаще всего типа «крокодил»), зацепляемой на свариваемую деталь и имеющей положительный заряд. Второй кабель - с электрододержателем или горелкой в зависимости от вида сварочного аппарата. В корпусе аппарата может находиться встроенное подающее проволоку устройство, механизмы водяного или воздушного охлаждения. Подающее устройство в ряде случаев может выноситься и на наружную поверхность корпуса аппарата или быть автономным. Самую простую конструкцию и низкую цену среди всех видов сварочных агрегатов имеют сварочные трансформаторы, поэтому они и стали столь популярны. В них переменный ток большого напряжения от электросети преобразуется в переменный ток меньшего напряжения для сварки. Сила тока регулируется положением катушек обмоток относительно сердечника и друг друга. Использование переменного тока делает электрическую дугу непостоянной и трудно поддерживаемой. Непостоянство дуги, наличие ненужных шлаковых и газовых включений ведет к низкому качеству шва и разбрызгиванию металла. Среди недостатков этого вида аппаратов можно выделить существенный вес, значительное энергопотребление и высокую чувствительность к перепадам напряжения в сети. Для успешной работы таким аппаратом сварщик должен иметь высокую квалификацию. Подходят только для сварки черных металлов — разных марок стали и некоторых видов чугуна. В отличие от трансформаторов сварочные выпрямители не имеют такого недостатка, как работа переменным током. Благодаря встроенному модулю, состоящему из диодных полупроводников, происходит выпрямление синусоидального переменного тока в линейный постоянный. За счет этого дуга горит ровно и стабильно, без скачков, что позволяет получить крепкий ровный шов и снизить уровень разбрызгивания металла. Нет необходимости зачищать шов от шлака. Достоинством данного типа аппаратов является возможность работы не только со всеми видами чугуна, «нержавейкой», высоколегированными марками стали, с медью, никелем, титаном, но и с алюминием, на изделиях из которого качественный шов получить довольно трудно - для этого нужно применить постоянный ток обратной полярности. Сварочные инверторы являются одним из последних научных изобретений в области сварки. Малый вес, мобильность, мощность, многофункциональность и автоматизация рабочих настроек делают их оптимальным выбором как для новичков, так и для профессиональных сварщиков. Схема работы всех инверторов проста. Переменный ток проходит сетевой выпрямитель, преобразуется в постоянный и сглаживается. Затем с помощью преобразователя частоты (инверторного блока) переходит в переменный ток, но уже с высокой частотой. Далее он поступает в высокочастотный трансформатор, где понижается его напряжение, проходит силовой выпрямитель и на выходе из аппарата становится постоянным током большой мощности. Инверторные аппараты благодаря возможности тонкой регулировки характеристик электрической дуги позволяют работать с тонким листовым металлом, делать аккуратный шов без разбрызгивания, также они нечувствительны к перепадам сетевого напряжения, обладают высоким (более 90%) КПД и низким энергопотреблением. Наличие функций антиприлипания электрода (anti-sticking), горячего старта (hot start) и импульсной сварки (arc force) дает возможность качественно сваривать детали даже новичкам. Абсолютным преимуществом инверторов является возможность работы с любым материалом любой толщины. Такой универсальный аппарат подойдет как для применения в гараже, так и в производстве с большим объемом работ. Подведем итоги. В выборе сварочного аппарата нет особых сложностей — достаточно четко знать, для каких целей Вы его приобретаете, и тогда любая задача, которая может показаться трудной на первый взгляд, значительно облегчается. На нашем сайте представлены все виды сварочного оборудования для всех видов работ любой сложности. Как любители, так и профессиональные сварщики смогут найти подходящий аппарат по весьма привлекательной цене. Сделать покупку очень просто — позвоните по бесплатному номеру телефона 8-800-333-83-28. Опытный менеджер ответит на все интересующие вопросы. www.vseinstrumenti.ru Благодаря снижению цены, в настоящее время стали очень популярны сварочные аппараты инверторного типа. Лёгкие и надёжные, они широко используются и на производстве, и во время дачно-гаражных поделок. Мы на сайте уже знакомили вас (в статье про ремонт инверторов), в общих чертах, с устройством этих сварочников. Здесь подробно объясним принцип работы сварочного инвертора. Сварочным инвертором принято называть блок питания сварочного аппарата, оснащённый инвертором. Сам по себе инвертор – это устройство, преобразующее постоянное напряжение в высокочастотное переменное. В двух словах, происходит следующее: Схемотехническое решение и применение в инверторе специальных компонентов, позволили сконструировать устройство, не критичное, в широких пределах, к колебаниям напряжения питающей электросети. При понижении его ниже допустимого предела — происходит отключение генератора и загорается жёлтая лампочка «авария». В этом и заключаются две «изюминки»: малый вес и некритичность в широком диапазоне к колебаниям напряжения источника питания; Внедрение указанных выше преобразований привело к тому, что в схемотехнике источника питания появилось большое количество всяких дополнительных элементов, обеспечивающих его стабильную работу. Теперь рассмотрим принцип работы сварочного инвертора подробно. В качестве примера рассмотрим устройство сварочного инвертора бренда «TELWIN» (рисунки к указанному бренду отношения не имеют). Внешний вид платы с указанием расположения элементов схемы приведён на рисунке. Вариант компоновки деталей сварочного инвертора. Схема сварочного инвертора состоит из двух основных частей: силовой и управляющей. Принципиальная схема приведена на рисунке (рисунки в статье кликабельные: для увеличения и удобства просмотра нажмите на него и он откроется в новом окне). Силовая часть схемы сварочного инвертора. Электронный силовой блок состоит из следующих узлов: Выпрямитель состоит из: Через диодный мост протекают большие токи, и он нагревается. Для рассеяния тепла его устанавливают на охлаждающий радиатор. С целью предотвращения перегрева и выхода из строя диодного моста, на радиаторе установлен элемент защиты — термопредохранитель. Он отключает питание при превышении температуры радиатора выше 90 °С. Постоянное напряжение после выпрямителя и фильтра подаётся на инвертор. Мощный инвертор в процессе работы создаёт высокочастотные помехи. Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе). Помехозащитный фильтр (на тороиде). Инвертор собран по схеме «косого моста» на двух мощных ключевых полупроводниковых приборах. В качестве последних могут быть транзисторы типов «IGBT» и «MOSFET». Оба ключевых транзистора монтируются на радиаторы для охлаждения. На первичную обмотку импульсного понижающего трансформатора поступает напряжение со входного выпрямителя, прошедшее преобразование на ключевых транзисторах и ставшее высокочастотным. С одной из вторичных обмоток снимается уже значительно меньшее по амплитуде напряжение (рабочее значение, необходимое для сварки). Эта обмотка выполнена несколькими витками ленточного медного провода в изоляции, что позволяет производить сварку током 120…130 А. Понижающий импульсный трансформатор (от него отходят шины). С вторичной обмотки импульсного трансформатора переменный ток высокой частоты поступает на высокочастотные мощные диодные выпрямители. Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr < 50 ns). С выхода этого выпрямителя снимается электрический ток с нужными для сварки параметрами. А теперь рассмотрим управляющую часть схемы сварочного инвертора. Принципиальная схема приведена на рисунке (напоминаем о кликабельности рисунка). Управляющая часть схемы сварочного инвертора. Электронный управляющий блок состоит из следующих узлов: Схема управления имеет оригинальное решение. Поэтому, она будет рассматриваться подробнее силовой части. «Мозгом» сварочного инвертора является микросхема ШИМ-контроллера (здесь и далее – обозначения по схеме: U1). Она, управляя работой мощных ключевых транзисторов, задаёт «ритм» работы всего преобразователя. Микросхема ШИМ-контроллера, посредством полевого N-канального MOSFET транзистора (Q4), передаёт на первичную обмотку разделительного трансформатора (T1) прямоугольные импульсы с высокой частотой — до 50 КГц. С вторичной его обмотки снимаются сигналы для управления работой ключевых транзисторов. Защиту от возможного, в процессе управления, превышения допустимого напряжения между затвором и эмиттером ключевых транзисторов осуществляют стабилитроны (D16, D17, D29, D30). К цепям регулировки и контроля относятся: Трансформатор тока (в центре). Одновременно с отключением инвертора включается жёлтый светодиод (D12), который указывает на то, что в схеме неисправность или есть проблемы с сетевым питанием (отсутствует или ниже нижнего предела). kovka-svarka.net Уважаемые посетители!!! Сварочный аппарат, а точнее сварочный трансформатор в отличие от обыкновенных понижающих или повышающих трансформаторов напряжения,- имеют между собой небольшое различие. Если взять любую схему сварочного трансформатора, из схемы видно, что первичная обмотка включается в электрическую цепь параллельно, где она замкнута накоротко. Короткое замыкание исключается наибольшим количеством витков по сравнению со вторичной обмоткой, намотанной на неподвижной части магнитопровода, выполненного из трансформаторной стали. Вторичная обмотка сварочного трансформатора включается в электрическую цепь последовательно с дополнительной обмоткой. Дополнительная обмотка представляет собой регулятор тока. Регулятор по току состоит из неподвижной части магнитопровода, выполненного из трансформаторной стали, непосредственно на магнитопроводе намотана сама проводка \обмотка\ и дросселя,- представляющего собой подвижную часть регулятора тока, состоящего только из одной трансформаторной стали- магнитопровода, выполненного без обмотки. Подвижную часть называют дросселем, неподвижную часть- якорем. За счет зазора регулируемого дросселем по отношению к неподвижной части магнитопровода,- можно регулировать электрической дугой при сварке, создавать необходимый нам сварочный ток. Один конец вторичной обмотки закрепляется на какой либо металлической конструкции, с которой нам необходимо проделать сварочные работы, второй конец вторичной обмотки крепится к держателю с электродом. Здесь мы можем наблюдать такой же пример из электротехники, при уменьшении зазора на регуляторе тока, сопротивление увеличивается \ чем меньше сопротивление, тем больше сила тока\, а следовательно сварочный ток при этом уменьшается. Принципиальная электрическая схема мостовоговыпрямителя сварочного аппарата, с указанием полярностипри сварке тонколистового металла Можно добавить, что один конец обмотки, закрепляемый на металлической конструкции для сварочных работ,- имеет нулевой потенциал, а держатель с закрепленным электродом,- имеет положительный потенциал. Соприкосновение держателя электрода с массой,- создает режим короткого замыкания. Короткого замыкания в этом примере не происходит благодаря зазору в магнитопроводе между подвижной и неподвижной частью регулятора тока. При проведении сварочных работ, необходимо соблюдать меры собственной безопасности, а именно, не соприкасаться одновременно с массой \нулевым проводом\ и держателем \фазным проводом\, учитывая то, что сварочный трансформатор имеет свой холостой ход с напряжением чуть более 60 вольт. В приведенном примере зазор регулятора тока между подвижной и неподвижной частью магнитопровода регулировался вручную — винтом. Более широкое применение сварочные трансформаторы получили со следующей схемой. На неподвижной части магнитопровода располагаются три обмотки, первая подключается к источнику питания, вторичная обмотка включается с обмоткой регулятора тока последовательно. Зазор между подвижной и неподвижной частью магнитопровода регулируется самостоятельно. Данная схема сварочного трансформатора как и сам аппарат в целом, отличается от предыдущего — своей компактностью и дешевизной выпуска. На фото показано устройство сварочного трансформатора серии ТДМ представлено схематическим изображением: zapiski-elektrika.ruКак устроен сварочный аппарат? Сварочный аппарат своими руками. Из чего состоит сварочный аппарат
Устройство и принцип работы сварочного инвертора, полуавтомата

Преимущества сварочного инвертора

Недостатки сварочного инвертора
Принцип работы сварочного инвертора

Схема инвертора

Устройство

Режимы
Сварочный аппарат это
Какой сварочный аппарат выбрать для использования дома
Модели сварочных аппаратов: характеристики и особенности
Температурный диапазон
Стандартные функции
Надежный сварочный аппарат: как выбрать
Основные термины и характеристики
Как правильно выбрать расходные материалы
Основные параметры, на которые нужно обратить пристальное внимание
Как сделать правильный выбор сварочного устройства для бытовых целей
Инвертор: основные достоинства
Каким генератором лучше всего пользоваться, чтобы проводить сварочные работы?
Какой сварочный аппарат лучше выбрать
Классификация аппаратов для выполнения сварочных работ
Сварочное оборудование - это... Что такое Сварочное оборудование?
Что нужно для того, чтобы правильно собрать сварочный аппарат, можно ли сделать сварочный аппарат своими руками.
Что необходимо для сборки сварочного аппарата



Из каких элементов должен состоять сварочный аппарат

блок питания


принцип действия инверторной схемы
блок выпрямителя

Сборка сварочного инвертора


Классифицация сварочного оборудования: основные виды аппаратов по типу сварки
Классификация методов сварки
Что такое сварочный аппарат?
Простота — гарантия надежности
Стабильная дуга - качественный шов
Последнее слово техники
Каков вывод?
Вам также могут быть инетресны статьи:
Принцип работы инверторного сварочного аппарата
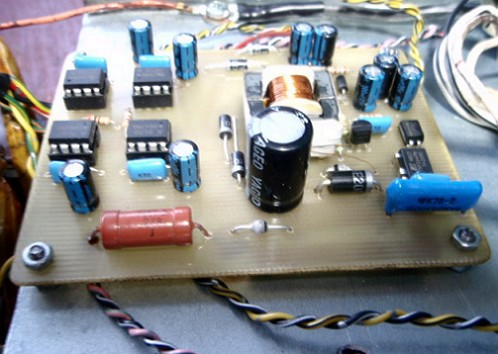
«Изюминки» сварочного инвертора
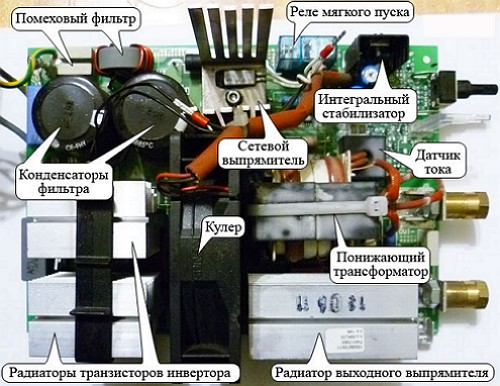
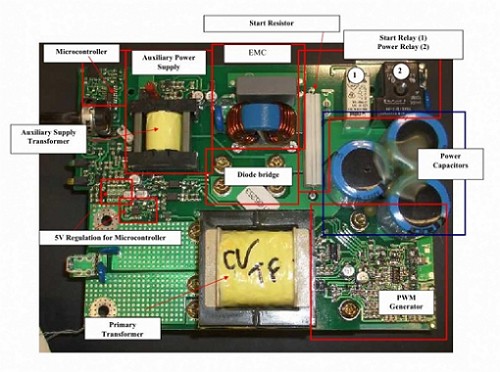
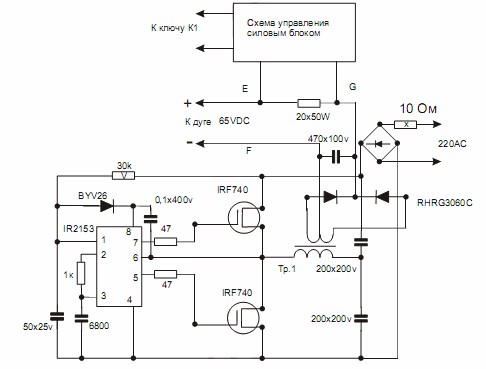
Как работает сварочный инвертор

Силовая схема сварочного инвертора

Сетевой выпрямитель
Помехозащитный фильтр

Инвертор

Выходной выпрямитель
Управляющая схема сварочного инвертора

ШИМ-контроллер
Цепи регулировки и контроля

Раздел сварочных аппаратов инверторного типа
Смотрите также:
Как устроен сварочный аппарат? Сварочный аппарат своими руками
![5bda90bb705d4dc11acf06877aedc2fe[1]](/800/600/http/zapiski-elektrika.ru/wp-content/uploads/2015/08/5bda90bb705d4dc11acf06877aedc2fe1-300x244.jpeg)
Принцип работы сварочного аппарата
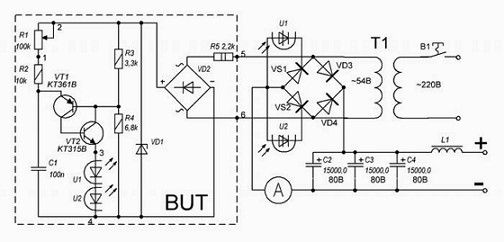
![12499805392479611[1]](/800/600/http/zapiski-elektrika.ru/wp-content/uploads/2013/10/124998053924796111.jpg)
Устройство сварочного аппарата
![sv_app1[1]](/800/600/http/zapiski-elektrika.ru/wp-content/uploads/2013/10/sv_app11.gif)
Регулятор тока сварочного аппарата
![01[1]](/800/600/http/zapiski-elektrika.ru/wp-content/uploads/2013/10/011.jpg)