Строительство в Севастополе — сообщество мастеров строителей и отделочников
Строительные работы в Севастополе
Принципиальное отличие звена победитовой цепи для бензопилы заключается в том, что к основанию зуба при помощи медной пайки прикрепляется твердосплавный сегмент. В пилах Stihl 180 такой пильный сегмент называется Rapid Duro или Picco Duro (слово Rapid пусть никого не вводит в заблуждение – в данном случае речь не идёт о быстрорежущей стали). О марке и составе используемого твёрдого сплава Stihl по понятным причинам не упоминает, но, по всей видимости, в качестве твердосплавного элемента используются сплавы типа ВК3М или ВК6М. Именно наибольшее количество карбида вольфрама при минимальной добавке кобальта обеспечивает наивысшую твёрдость и прочность. Если значения указанных параметров находятся в пределах HRA 89…91, то таким инструментом вполне можно разрезать древесину: Вследствие значительной прочности твёрдых сплавов на изгиб – не менее 1100 МПа – выкрашивания зубьев не происходит. Наличие твердосплавного сегмента не приводит к увеличению высоты зуба, поскольку соответственно уменьшается высота основного звена пильного полотна. Поэтому технологические возможности пил Stihl с победитовыми напайками не изменяются по сравнению с аналогичным бензопильным инструментом, оснащённым стандартными пильными звеньями. Обычными ограничениями твёрдого сплава является его чувствительность к ударным нагрузкам. Не исключение — и цепь с твердосплавными напайками: при резком и систематическом контакте с особо малоподатливыми или абразивными поверхностями в цепи с победитовыми напайками будут постепенно накапливаться усталостные напряжения. Несмотря на достаточно высокую теплопроводность твёрдых сплавов, нагрев тела зуба при длительной работе бензопилы всё же происходит, что становится причиной снижения твёрдости. Вторая опасность заключается в различных значениях коэффициента теплового расширения у стали, и у твёрдого сплава. Заточка же бензопил, оснащённых твердосплавными цепями, требует применения специального заточного инструмента. Впрочем, тупятся такие цепи в 6…8 раз меньше, чем обычные. Иногда (в случае резко неоднородной по твёрдости древесины) для разрезания лучше использовать старые пильные сегменты из обычной инструментальной стали, ресурс которых уже практически исчерпан. Заточка — наиболее проблемный момент использования цепей с твердосплавной напайкой. Обычная заточка невозможна, приходится использовать только алмазный заточный инструмент, который имеется далеко не у каждого. Кроме того, имеются ограничения по диаметру шпинделя заточного станка, который должен быть больше стандартных значений (10…22,2 мм). Дороговизна же алмазного заточного диска приводит к тому, что приобретать такую оснастку целесообразно лишь тем мастерам, которые постоянно имеют дело с разрезанием высокотвёрдой или неоднородной по плотности древесиной. Судя по отзывам пользователей, которые размещены на специализированных форумах, после качественной заточки ресурс цепей с победитовыми напайками возрастает в 4…5 раз. Однако во многих случаях приходится использовать твердосплавную цепь до полного износа или выкрашивания режущих вставок, а затем приобретать новую. Пайка медью или латунью нового твердосплавного сегмента к основанию зуба в обычных условиях также трудноосуществима: предварительно потребуется очистить поверхность от остатков твёрдого сплава, для чего необходима индукционная установка нагрева ТВЧ. Индукционная пайка, кроме того, обеспечивает лучшее сцепление твердосплавного сегмента с зубом пильного полотна, а её качество не зависит от квалификации мастера. Торговая марка Stihl производит запасные твердосплавные звенья к пилам собственного производства. Подходят они также и для иных марок (Husquarna, Makita), но, увы, не согласуются по значениям паза и шага с бензопилами отечественного производства. proinstrumentinfo.ru Для сверления камня, кирпича или бетона используются сверла с твердосплавными напайками: На наконечнике таких сверл напаяны пластины из твердых сплавов. Обычно в качестве такого сплава используется победит – отсюда пошло бытовое название «победитовые сверла» . Победит – это твёрдый спечённый сплав, получаемый методом порошковой металлургии из монокарбида вольфрама (около 90%) и кобальта (около 10%). Победит — первый сплав такого типа, изготовленный в СССР (1929). Твёрдость по Роквеллу 85—90 (шкала А) , износостойкость 0,5—0,6 мг/мм2. Термин «победит» иногда распространяется на другие спечённые твёрдые сплавы вольфрамокобальтовой группы. Применяется для оснащения режущего инструмента. На сегодняшний день существует множество разновидностей вольфрам-кобальтовых сплавов, так как каждый производитель режущего инструмента стремится использовать неповторимый состав для изготовления твердосплавных напаек для своих продуктов. Однако все подобные сплавы по привычке носят название «победит» . DRILLEX не стал исключением. Состав победитовой напайки используемой в сверлах DRILLEX отличается повышенным содержанием легирующих металлов, придающих сплаву повышенную твердость и прочность. Состав победита меняется не только в зависимости от производителя, но и в зависимости от предназначения продукта. Для твердых материалов (гранита или твердого камня) используются сверла с победитовыми напайками высокой или средней твердости, а для более мягких (кирпича, мягкого бетона) можно использовать сверла с напайками средней мягкости или мягкими. Поэтому обязательным условием удачного сверления будет соблюдение рекомендаций производителя, касающихся работы определенного продукта в различных материалах. Ударные сверла DRILLEX можно использовать как для работы с простым бетоном, кирпичом, камнем, так и с более твердыми материалами, такими как гранит и армированный бетон. Победитовые сверла имеют свои характерные особенности, о которых, без сомнения, хорошо осведомлен каждый специалист. Неспециалисту же стоит запомнить главное: «победит» как горячий нож в масло входит в бетон или кирпичную стену, но для работы по дереву, пластику и металлу не годится. Это происходит потому, что твердосплавные сверла не режут, а крошат материал, сначала разрушая его, а потом выводя пыль наружу. Это характерная особенность всех сверл и буров, предназначенных для работ в камне и бетоне. Если сверлить «победитовым» сверлом дерево, оно будет рвать его волокна. Отверстие получится неаккуратным, «лохматым» и будет иметь диаметр, далекий от номинального. То же самое получится и при сверлении пластика, плюс к этому - худший отвод стружки и, соответственно, большая нагрузка на дрель. Металл же просверлить «победитовым» сверлом просто не получится. Сорт стали такой. подробнее есть в инете. в гугле или яндексе задайте. возможно, в википедии даже есть. Сплав металла, применятся на токарных резцах. Победит- победитовая напайка на сверла для сверления бетона кирпича и тд. если вы об этом Металлокерамический сплав. победит по своей сути - это сплав вольфрама и кобальта в соотношении 90% к 10% соответственно Победит, твёрдый спечённый сплав, получаемый методом порошковой металлургии из монокарбида вольфрама (около 90%) и кобальта (около 10%) Когда в CCCР первый металлокерамический твердый сплав сделали в 1929 его назвали Победит. Тогда в нем было WC (ок. 90 %) и Со (ок. 10 %). Сейчас "Победит" - бытовое название твердых сплавов. Не технари этот термин иногда распространяют на все вольфрамокобальтовые твердые сплавы. Применяется главным образом для изготовления режущего инструмента. Имеет высокую твердость (порядка 88 HRC) и выокую теплостойкость. У меня болты есть из победита touch.otvet.mail.ru Производительность распиловочных работ в значительной степени зависит от потерь рабочего времени, которое расходуется на замену или заточку режущих элементов штатной гарнитуры. Победитовая цепь для бензопилы лишена этого недостатка, тем не менее, профессиональные пильщики используют такое оборудование в случае крайней необходимости. Пильные цепи для бензопилы с победитовыми напайками не получили спроса и в любительской практике, поскольку основные преимущества цепного ассортимента с повышенным ресурсом не компенсируют его недостатков. Победитом называется чрезвычайно прочный сплав, который по прочности превосходит стекло. Именно из этого материала делают режущие элементы бытовых стеклорезов. В победите высокая твёрдость сочетается с хрупкостью, на рабочие кромки режущих зубьев пильной цепи дорогой в производстве композит, наплавляется достаточно тонким слоем. Для изготовления специального цепного ассортимента требуется дорогое и сложное оборудование, поэтому цепи для бензопил с победитом входят в перечень продукции ведущих производителей качественной бензопильной техники. Ресурс победитовой цепи больше срока службы стандартного аналога в несколько раз. Модификации с твёрдосплавными покрытиями отлично справляются с распиловкой твёрдой и мёрзлой древесины. В аварийно-спасательных работах специальные гарнитуры с победитовыми цепями применяются для резки бетона и металлической арматуры. Использовать преимущества таких цепей с полной отдачей можно только на бензопилах полупрофессионального или профессионального класса, с двигателями, имеющими достаточный резерв мощности и вращательного момента. Пользовательские отзывы подтверждают целесообразность и эффективность применения цепей с твёрдосплавными напайками для распиловочных работ повышенной сложности. На этом в перечне основных преимуществ можно поставить точку. В частности, соединительные звенья победитовых цепей производятся из стандартной стали, поэтому изнашиваются и вытягиваются победитовые цепи нередко ещё до полной выработки назначенного ресурса. Из сказанного, несложно сделать вывод о целесообразности применении победитовых цепей в распиловочных работах специального профиля. В частно-хозяйственном и фермерском секторе уникальные свойства такого оборудования находят применение только при крайней необходимости. При покупке мощной бензопилы дали приличную аукционную скидку. На радостях с солидной доплатой приобрёл «долгоиграющую» штилевскую цепь с твёрдосплавными зубьями, которую по приезду домой поставил вместо штатной. Действительно, мелкую стружку гарнитура погнала только через полтора месяца достаточно интенсивной эксплуатации. Заточить режущие кромки самостоятельно не получается, напильник не берёт. Везти в сервис далеко и накладно, дешевле купить новую цепь. Впредь постараюсь не допускать таких проколов.Фёдор Тимофеевич Имею негативный опыт эксплуатации твердосплавной цепи марки DURO 36RD. Приобретённая в фирменном магазине цепь добросовестно отработала ресурс на раскряжёвке сырой мёрзлой древесины. Гарнитура не раз без особых последствий прихватывала с поверхности брёвен грязь и песок, но все как-то обходилось. Вторая цепь той же марки, выписанная в интернет магазине, оказалась удачно выполненной подделкой, поскольку в процессе работы режущие кромки пильных звеньев не крошатся, а заминаются. Неотличимый на глаз сплав существенно уступает настоящему победиту по износостойкости. Единственное утешение, что заточить зубья смог с помощью алмазного диска.Денис opilah.com Напайки твердосплавные. Напайка твердосплавных пластин. 4.13/5 (82.50%) проголосовало 8 Этот этап является наиболее ответственным, так как при неправильном его проведении, во время работы резца, пластинки твердого сплава могут отскакивать или ломаться, вследствие образовавшихся при напайке трещин. Припои, применяемые для напайки пластинок твердого сплава, должны иметь температуру плавления на ~ 300° выше температуры, возникающей в процессе резания, сохранять прочность и пластичность при температуре резания, обладать хорошей жыдкотекучестью и обеспечивать быстрый отвод тепла от пластинки твердого сплава к стержню резца. Рекомендуется применять следующие припои: Чтобы обеспечить хорошую смачиваемость и растекание припоя по поверхностям спаиваемых деталей, для удаления окислов и предохранения от окисления, применяют флюс. В качестве флюса рекомендуется бура, которую нужно предварительно расплавить, истолочь и просеять через мелкое сито. Хранить буру нужно в закрытых сосудах, предохраняющих ее от влаги и загрязнения. Бура применяется либо в виде порошка, либо в виде пасты, состоящей из трех весовых частей буры и двух частей вазелина. Латунные припои паяют с флюсом, который состоит на половину из борной кислоты и на половину из буры. Температура плавления таких флюсов 750 ºС. При напайке серебряными припоями следует применять флюс, состоящий из 43% фтористого кальция и 57% борной кислоты. Компенсационные прокладки необходимы для уменьшения термических напряжений. Они возникают при напайке твердосплавных пластинок, различной толщины и размеров, на стержни резцов. Прокладки больших размеров применяют из низкоуглеродистых сортов стали или пермалоя (железо-никелевый сплав). Большим спросом пользуются прокладки при напайке наиболее хрупких высокотитановых твердых сплавов. Прокладки имеют вид тонкой сеточки или фольги, толщина которых составляет от 0,2 до 0,5 мм. На них имеются отверстия с диаметрами от 1 до 2 мм, расположенные в шахматном порядке. Компенсационные прокладки имеют несколько достоинств: Повышают прочность напайки; Разгружают место спая от напряжений (возникающие при остывании резца). Нагрев стержня и пластинки и расплавление припоя могут осуществляться следующими способами: а) в пламенных, газовых или электрических муфельных печах; б) токами высокой частоты; в) контактным способом, на стыковых сварочных аппаратах; г) пламенем ацетилено-кислородной горелки. Для уменьшения напряжений, возникающих в твердом сплаве при охлаждении после напайки, рекомендуется напаивать высокотитановые сплавы Т60К6 и Т30К4, особенно склонные к трещинообразованию, только по одной опорной плоскости; боковые поверхности пластинки предохраняются от припаивания применением прокладок из слюды или графита. Предварительный нагрев стержня. Головку резца медленно нагревают до температуры плавления буры ~ 800°С. Подготовка резца к напайке. Нагретое гнездо посыпают бурой, затем резец вынимают из печи и металлической щеткой очищают образовавшийся жидкий слой шлака на гнезде. Затем гнездо вновь посыпают бурой, после чего в него устанавливают пластинку твердого сплава, сверху кладут соответствующее количество припоя и вновь посыпают бурой, так, чтобы бура покрыла сплошным слоем припой и всю пластинку. Эту операцию нужно производить быстро, чтобы стержень не успел охладиться. Расплавление припоя. Головку подготовленного к напайке резца помещают в окно печи с температурой 1200° и выдерживают до расплавления припоя. Прижим пластинки. Как только припой расплавится и затечет под пластинку, резец быстро вынимают из печи, кладут на подставку, остроконечным стержнем поправляют пластинку в гнезде и плотно прижимают её к опорным поверхностям гнезда. Прижим длится несколько секунд, до затвердения припоя. Охлаждение резца. Во избежание резкого охлаждения, ведущего к появлению трещин в пластинке твердого сплава, резец помещают в ящик с крупкой древесного угля или с сухим подогретым песком, где резец медленно остывает. Значительно лучше резцы, сейчас же после напайки, помещать в камерную печь, нагретую до температуры 250°. Резцы выдерживаются в печи в течение 5—6 часов, после чего охлаждаются вместе с печью. Очистка резца. После напайки резец очищают от окалины на пескоструйном аппарате. Контактная напайка производится на стыковых электросварочных аппаратах, которые оборудуются несложным приспособлением, состоящим из 2-х плоских контактных губок, набора торцевых контактов, блока с грузом и педальной кнопки к контактору аппарата. Контакт подводится на 2-3 мм ниже пластинки твердого сплава. Операция напайки очень похожа на печную и заключается в следующем: 1.Стержень резца зажимается в контактных губках таким образом, чтобы обеспечить возможно большую поверхность соприкосновения торца резца с поверхностью торцевого контакта. 2.Торцевой контакт подводится и прижимается к стержню. 3.Гнездо для пластинки посыпают бурой, а затем путем периодического включения и выключения тока нагревают головку резца до температуры плавления буры (800°). После расплавления буры, металлической щеткой очищают гнездо от окислов и шлаков и опять посыпают бурой; сверху укладывают пластинку твердого сплава, поверх неё припой и сверху опять густо посыпают бурой. НЕПРАВИЛЬНО. Контакт касается пластинки твердого сплава. 4.Включается ток для расплавления припоя, после чего ток выключается, а пластинка прижимается к гнезду остроконечным металлическим стержнем. 5.Резец освобождается от зажимов и помещается в ящик с крупкой древесного угля или с сухим подогретым песком для медленного остывания. 6.Остывающий резец очищается от окалины на пескоструйном аппарате. При этом способе источником тепла является ацетилено-кислородная горелка. Следует отметить, что этот способ применяется лишь вслучае отсутствия других, описанных выше, источников тепла, либо когда необходимо напаять небольшое количество инструментов. Пластинка из твердого сплава нагревается с помощью пламени, направленного на стержень резца. В пламени горелки должно присутствовать большое количество ацетилена. Процесс напайки аналогичен описанному выше печному. Напайка этим методом должна быть поручена сварщику с достаточным опытом работы. При любом способе напайки, в результате её, припой в виде тонкой (до 0,1 мм) сплошной пленки должен соединять все поверхности соприкасания пластинки и гнезда. Пластинка не должна быть смещена в гнезде. mechanicinfo.ruПобедитовая цепь для бензопилы. Новинка от Stihl. Победитовые напайки
Победитовая цепь для бензопилы Picco Duro от Stihl
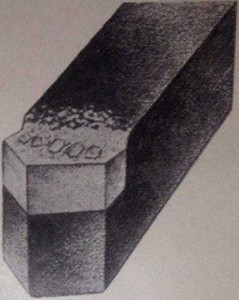
 Использование режущих пильных полотен, изготовленных из твёрдого сплава – дело не новое: оно широко используется в дисковых пилах. Но пока только торговая марка Stihl предлагает победитовые цепи для бензопил собственного производства. Так ли они хороши, на самом деле, как убеждает нас реклама?
Использование режущих пильных полотен, изготовленных из твёрдого сплава – дело не новое: оно широко используется в дисковых пилах. Но пока только торговая марка Stihl предлагает победитовые цепи для бензопил собственного производства. Так ли они хороши, на самом деле, как убеждает нас реклама?Строение пильного сегмента с победитовой напайкой

Особенности эксплуатации
 При использовании победитовой цепи следует придерживаться следующих правил:
При использовании победитовой цепи следует придерживаться следующих правил:Обслуживание и восстановление цепей с твердосплавными напайками

Ответы@Mail.Ru: Что такое ПОБЕДИТ?
Победитовая цепь для бензопилы: достоинства, недостатки, отзывы
 Фото: победитовая цепь
Фото: победитовая цепь Твердосплавные цепи — первое знакомство
Преимущества и недостатки

Проблемы эксплуатации
Отзывы владельцев
Напайка твердосплавных пластин. | МеханикИнфо

3-й ЭТАП — НАПАЙКА ПЛАСТИНОК.
ПРИПОИ.
Наименование припоя Состав Температура плавления Область применения Медно-никелевый (мельхиоровый) Медь — 68.7%Никель — 27,5%Алюминий — 0,8%Цинк — 3,0% 1170° Для работ с большими нагрузками и нагревом режущей части инструмента до 900° Электролитическая медь Медь — 99.9%Примеси — 0,1% 1083° Для работ с большими нагрузками и нагревом режущей части инструмента до 700° Латунно-никелевый Медь — 68,0%Цинк — 27,0%Никель — 5,0% 1000° Латунь Л—62 Медь — 62.0%Цинк — 38,0% 900° Для работ со средними нагрузками и нагревом режущей части инструмента до 600° Серебрянный ПСР-45 (ОСТ—2982) Серебро — 10%Медь — 53%Цинк — 37% 720° Для припайки пластинок из высокотитановых твердых сплавов марок Т30К4 ФЛЮС.
КОМПЕНСАЦИОННЫЕ ПРОКЛАДКИ.
СПОСОБЫ ПАПАЙКИ.
Напайки твердосплавные. Напайка твердосплавных пластин.
НАПАЙКА В ПЛАМЕННЫХ, ГАЗОВЫХ ИЛИ ЭЛЕКТРИЧЕСКИХ ПЕЧАХ.
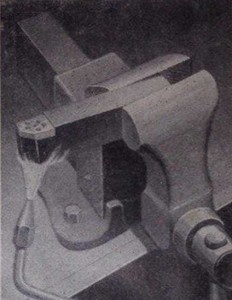
НАПАЙКА КОНТАКТНЫМ СПОСОБОМ НА ЭЛЕКТРОСВАРОЧНЫХ АППАРАТАХ.
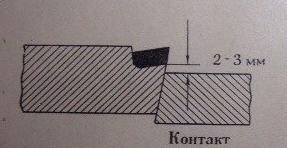 ПРАВИЛЬНО. Контакт не касается пластинки твердого сплава
ПРАВИЛЬНО. Контакт не касается пластинки твердого сплава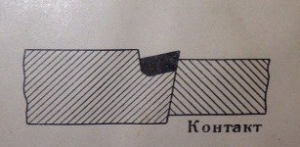
ГАЗОВАЯ НАПАЙКА
Если статья оказалась вам полезна — поделитесь ею в социальных сетях.